Как сварочным инвертором резать металл: Как резать металл сварочным аппаратом: tvin270584 — LiveJournal
alexxlab | 30.04.2023 | 0 | Разное
Как сделать отверстие в металле сваркой?
Инверторный аппарат предназначен для сварки металла. Однако это далеко не единственное его назначение. Нередко в процессе сварки из-за большого тока происходит прожигание металлических листов. Благодаря этому свойству сварочный аппарат может использоваться и для резки металлических изделий, а также создания отверстия. Обычно для этого применяется обычная дрель и сверла, но при необходимости создания отверстий крупного диаметра подобрать подходящие сверла не так уж и просто. Если возникла такая проблема, на помощь придет ручная дуговая сварка.
С ее помощью можно прожечь отверстие любого диаметра или разрезать даже очень толстый металл. Но для того чтобы результат соответствовал ожиданиям, необходимо уметь пользоваться оборудованием для сварки и знать технологию резки металлических листов и некоторые нюансы.
Как резать металл электродом
Резка металла электродом не такая популярная и качественная, как болгаркой или лазером, однако такой способ резания все же пользуется спросом. Чаще всего он используется в случаях, когда не требуется высокая точность резки, например, для отрезания куска арматуры. Плюсом разрезания изделия инверторным аппаратом является возможность обработки металла любой толщины. Весь процесс происходит следующим образом:
Чаще всего он используется в случаях, когда не требуется высокая точность резки, например, для отрезания куска арматуры. Плюсом разрезания изделия инверторным аппаратом является возможность обработки металла любой толщины. Весь процесс происходит следующим образом:
- Если инвертор мощный и электропроводка неплохая, то резать можно до момента расплавления электрода в рогулине.
- При разрезании тонкого листа ток должен быть в 2 раза больше, чем обычно. При этом электрод нужно поднести максимально близко к заготовке и хорошо углубиться в разрез. Так лишний материал будет сдуваться.
- Если нужно разрезать толстый лист, ток следует увеличивать с учетом толщины, на которую делается рез. Углублять электрод в металл при этом необходимо до тех пор, пока он не выйдет наружу, полностью разрезая заготовку.
Для резки металлических изделий можно использовать старые электроды.
Для тонких листов подойдет электрод диаметром 3 мм, а для толстых – 4 или 5 мм. Сегодня можно приобрести специальные электроды, позволяющие сделать ровный рез быстро и качественно. Наибольшей популярностью пользуется марка ОЗР.
Наибольшей популярностью пользуется марка ОЗР.
Как сделать отверстие
Для того, чтобы сделать ровное отверстие в металле, понадобятся такие инструменты и материалы:
- сварочный аппарат;
- электроды;
- молоток;
- щетка с металлической щетиной.
Проделать отверстие в металле может любой человек, умеющий пользоваться инвертором. Для этого достаточно следовать такому алгоритму действий:
- Специальным карандашом обозначьте на металлической заготовке окружность необходимого диаметра.
- Мелом обрисуйте обозначенную окружность, чтобы ее было видно максимально хорошо.
- Для того чтобы упростить сварочный процесс и предотвратить выход за контуры нарисованной окружности, вокруг нее нужно сделать сварочный шов.
- При сварке необходимо использовать 2 полукруга. Варить следует углом назад, стараясь, чтобы внутренний край шва лишь слегка соприкасался с кругом, нарисованным мелом.
- После того, как шов готов, можно приступать к вырезанию отверстия.
 Для этого нужно резать по внутреннему краю шва углом вперед. Так можно будет контролировать весь процесс.
Для этого нужно резать по внутреннему краю шва углом вперед. Так можно будет контролировать весь процесс. - После прохождения по всей окружности образовавшаяся ванна упадет вниз, и образуется необходимый просвет. Если она не упадет самостоятельно, ее нужно подтолкнуть.
- В конце зачистите окалины металлической щеткой.
После этого можно использовать готовую пройму по назначению и производить финальную сварку.
Произвести резку металла или сделать в нем отверстие с помощью сварки может любой человек, имеющий хотя бы начальные навыки сварки. Но для получения хорошего результата нужно следовать алгоритму действий, выполнять все аккуратно и соблюдать меры безопасности.
Основы резки металла: инвертором, плазменной, газом
8 ноября, 2016. Прочитано 6204 раз(а)
Прочитано 6204 раз(а)
Содержание
- 1 Резка дугой
- 1.1 Основы дуговой резки
- 1.2 Резка метала сварочным инвертором
- 2 Резка газовым резаком
- 2.1 Газовая резка металла на смеси пропана и кислорода
- 2.1.1 Оборудование для газовой резки
- 2.1.2 Порядок работы
- 2.1 Газовая резка металла на смеси пропана и кислорода
- 3 Резка металла плазменным резаком или плазморезом
- 3.1 Технология работы с плазморезом
Резка металла при помощи сварки до определенного времени применялась активно, как основной способ обработки металлических конструкций в домашних условиях. Получаемый рез не отличался красотой, поэтому применение болгарки заметно потеснило сварку. К проверенному годами способу по-прежнему прибегают, его возможности расширились за счет использования нового оборудования.
При помощи сварки режут металл в следующих случаях:
- в полевых условиях, когда отсутствуют к источники электроэнергии,
- возникает необходимо разрезать очень толстый металл,
- при резке необходимо получить фигуру сложной формы,
- необходимо разрезать металл в труднодоступном месте.

Сварка относится к универсальным процессам, выполняя которые можно как соединить, так и разделить детали на части. Наиболее применимы в домашних условиях следующие варианты оборудования для резки металла:
- дугой (инвертором),
- газовым резаком,
- плазморезом.
В этой статье мы подробно поговорим об особенностях, технологии и основных принципах резки металла сварочным инвертором, газовой резке металла с помощью кислорода и пропана, и о плазменной резке металла. Изучив основные принципы работы с разными видами оборудования вы сможете осуществить резку металла своими руками.
Резка дугой
При обучении основам сварки новичок больше всего боится прожечь металл и полностью разрушить соединение. При резке металла цель сварщика именно прожечь, разрезать металл.
Для того чтобы разрезать металл сварочной дугой необходимо нагреть его до температуры плавления и удалить расплавленный металл из зоны сварки. Удаление выполняется под собственным весом расплавленного металла, за счет давления со стороны дуги или поток воздуха, подаваемый в зону сварки.
Для резки металла применяют такие электроды:
- покрытый металлический,
- угольный,
- трубчатый,
- вольфрамовый.
Этим способом режут сталь, в том числе и легированную, цветные металлы и сплавы.
К недостаткам относится низкое качество реза, неровные края, наличие окалины. Поэтому, если металл в дальнейшем идет для создания конструкций, кромки необходимо дополнительно обработать, например, зачистить.
Резку выполняют на том же оборудовании, что и сварку, во всех пространственных положениях. В качестве оборудования в домашних условиях ранее использовался трансформатор или выпрямитель, теперь чаще всего применяют инвертор.
Основы дуговой резки
Для того чтобы разрезать металл дугой устанавливают силу тока на 30-40% выше, чем при сварке. Зажигают мощную дугу на верхней кромке металла и углубляются вниз, при этом разрезают кромку.
Резка метала сварочным инвертором
Для резки выбирают электрод небольшого диаметра, а вот ток, наоборот, выставляют больше чем необходимо для сварки. Например, на диаметр электрода 2,5 мм, устанавливают 140А.
Например, на диаметр электрода 2,5 мм, устанавливают 140А.
Зажигайте дугу и оставляйте электрод на одном месте. Стараетесь, чтобы дуга углублялась, как бы прожигала металл.
Чтобы обеспечить лучший прогрев металла, при резке вбирают прямой полярности. В этом случае металл прогревается глубоко, но рез получается узким.
На видео показано, какие возможности открываются при применении резки дугой. Пластина в 10 — 20 мм толщиной разрезана буквально за несколько минут с легкостью и красиво.
Резка газовым резаком
До недавнего времени газорезка металла оставалось основным способом раздела металла, особенно если требовалось выполнить рез по сложному контуру, обработать кромку или получить отверстие.
Резка металла газовым резаком выполняется следующим образом: воспламеняют смесь кислорода с горючим газом, полученным факелом разогревают металл в зоне реза до температуры горения, не менее 12000С . Подают струю кислорода.
Металл воспламеняется и получается линия реза. Чаще всего для резки используется кислород в смеси с пропаном. Газовой резкой обрабатывают стали, как углеродистые, так и легированные, титановые сплавы.
Газовая резка металла на смеси пропана и кислорода
До начала работы металл подготавливают: очищают грязь, жир, окалину, ржавчину.
Оборудование для газовой резки
Для выполнения газовой резки требуется меньше навыков чем при сварке, потому что нет необходимости обеспечивать герметичность соединения. Из оборудования потребуется газовый резак, баллоны кислорода и пропана.
На каждом баллоне есть редуктор для регулирования давления.
Перед тем как приступить к работе продувают шланги, чтобы очистить от грязи. Все шланги осматривают, места соединения с редуктором, все разъемные соединения проверяют на герметичность.
Проверяют исправность самого резака и продувают его кислородом. Для этого подсоединяют баллон с кислородом к месту крепления кислородного шланга. Баллон с горючим газом пока не подсоединяют. Устанавливают на редукторе 5 атм и открывают оба вентиля на резаке. Поднося палец ко второму штуцеру можно наблюдать, есть ли подсос. При его отсутствии, каналы резака необходимо продуть.
Порядок работы
Газовую резку выполняют, выдерживая пропорцию: 10 частей кислорода на 1 часть газа. Поэтому устанавливают на газовом редукторе 0,5 ати, а на редукторе кислорода 5 ати.
Для начала немного приоткрывают подачу пропана и поджигают газ. Соплом упираются в металл и понемногу начинают подачу кислорода. С помощью вращения вентилей можно отрегулировать величину пламени и получить необходимое пламя для работы. Чем толще металл предполагается разрезать, тем сильнее должно быть пламя, для чего необходима большая подача газа и кислорода.
Внимание: пламя регулируется при помощи давления кислорода регулирующего, а не режущего.
Горящее пламя подносится к металлу в том месте, где нужно выполнить рез, выдерживая расстояние между соплом и металлом в 5мм. Под действием пламени металл нагревается до требуемой температуры. Это происходит быстро, секунд за 10. Наблюдая за процессом замечают, что в этот момент металл как бы становится мокрым. Только металл воспламенится, тут же включают режущий кислород.
В этом случае кислород сам загорится как только дотронется к горячей поверхности металла. На видео показано, как с помощью газовой резки можно вырезать фигуры самой сложной формы.
На качество резки влияет скорость сварки. Контролируют скорость ориентируясь на искры в зоне резки. Если искры впереди, это означает что скорость недостаточна. При высокой скорости искры находятся позади резака, в этом случае трудно качественно разрезать заготовки.
Резка металла плазменным резаком или плазморезом
О возможностях плазмотрона хорошо рассказано в видео. Просмотрев ролик вы обязательно захотите иметь в хозяйстве такое чудесное оборудование, даже несмотря на его большую цену.
Просмотрев ролик вы обязательно захотите иметь в хозяйстве такое чудесное оборудование, даже несмотря на его большую цену.
https://youtu.be/rg4PvBBr1CU
Резка металла происходит под действием энергии плазмы. Получается это следующим образом. Когда нажимают кнопку розжига, подается ток от источника и внутри плазмотрона образуется дежурная сварочная дуга. Через нее проходит сжатый воздух, ионизируется, и плазмой вырывается через сопло с высокой скоростью. Плазма имеет температуру свыше 10 тыс. градусов и скорость в два раза больше скорости звука. Этой энергии достаточно, чтобы металл расплавился и даже испарился.
Оператор подносит плазморез к месту, где необходимо выполнить разрез и металл начинает плавиться. Скорость ручного перемещения должна обеспечивать разрез металла. Параметрами резки есть сила тока и давление воздуха.
Подробности о том, как получается плазма и устроен резак хорошо показано в видео.
При неправильно подобранных параметрах на кромке может образоваться окалина. После окончания резки сразу не отключают подачу сжатого воздуха. Он подается некоторое время для охлаждения металла.
После окончания резки сразу не отключают подачу сжатого воздуха. Он подается некоторое время для охлаждения металла.
Технология работы с плазморезом
Перед началом работ зачищают кромки, удаляют с них загрязнения и ржавчину.
Работы по плазменной резке любого металла начинают с установки силы тока. Принцип прост: сила тока рассчитывается в зависимости от толщины металла. Величину силы тока, которая необходима для разрезания 1 мм толщины металла, умножают на толщину металла, который необходимо разрезать. Если необходимо разрезать 25 мм стали, то необходимо 25 умножить на 4А (ток, необходимый для реза 1 мм стали или чугуна). Итого на оборудовании выставляют 100А.
Скорость с которой необходимо выполнять резку непосредственно влияет на качество работы, но зависит от умения резчика. Специалисты советуют на начальной стадии выполнения работ ориентироваться на наличие искр с обратной стороны изделия. Если они отсутствуют, то металл прорезается не полностью.
Перед тем как разжечь дугу в течение полуминуты резак продувают газом, чтобы удалить грязь и возможный конденсат. Далее оператор нажимает кнопку розжига дежурной дуги, она горит 2 сек. Если режущая дуга не образовалась, процесс повторяют еще раз.
Далее оператор нажимает кнопку розжига дежурной дуги, она горит 2 сек. Если режущая дуга не образовалась, процесс повторяют еще раз.
В зависимости от модели поджиг бывает контактный и бесконтактный:
- При контактном необходимо короткое замыкание. Как только плазма вышла из сопла между металлом и электродом образуется плазменная дуга и начинается процесс резки.
- При бесконтактном дуга зажигается между соплом и электродом. Когда сопло приближают к металлу, образуется рабочая дуга.
Во время резки необходимо поддерживать постоянную длину дуги. Если она не обеспечивается специальным упором, то этот параметр выдерживает резчик, он должен быть от 1,6 до 3 мм.
При работе необходимо сопло держать к металлу под углом 900С. Для того чтобы уменьшить деформации на тонком металле, горелку держат под небольшим углом. Во время резки обращают внимание, чтобы металл не засорял сопло горелки.
Подробно о работе плазматрона смотрите в видео.
С помощью рассмотренных способов резки можно порезать металл по самому сложному контуру. Эти работы по силам выполнить своими руками, после небольшой теоретической и практической подготовки. Главное — это наличие оборудования и соответствующих материалов.
Рекомендуем вам еще:
Резка стали аппаратом для сварки электродом (без дуговой строжки)
- Форум
- Новые сообщения
- Часто задаваемые вопросы
- Календарь
- Что нового?
- Расширенный поиск
- Форум
- Сварочные веб-дисциплины
- Сварка MIG, TIG, электродуговая и кислородно-топливная сварка
- Резка стали аппаратом для сварки электродом (без дуговой строжки)
+ Ответить на тему
14.
 11.2021
#1
11.2021
#1Резка стали с помощью сварочного аппарата (без дуговой строжки)
Итак… Я получил от соседа стальной бак на 275 галлонов и хотел прорезать в нем пару дверей. Это горизонтальный резервуар, который, вероятно, использовался для хранения мазута № 2. Используется для обогрева обогревателя дома или чего-то в этом роде. В любом случае, мне нужно было вырезать пару отверстий размером 24,5 x 24,5 дюйма и одно отверстие размером 12 x 4 дюйма. Они не должны были быть точными – может быть, в пределах 3/4″, так как мне нужно было приварить большой фланец вокруг отверстий и кусок вокруг дверей, в любом случае.
 Так что, поскольку там, где он был, у меня был доступ к ручная машинка и больше ничего (я начал на ней с угловой шлифовальной машины. с отрезным кругом… нет, спасибо). прожег отверстия в барабане. Я сделал то же самое (тоже с 5/32″ 6011) в режущей кромке 1/2″ AR на отвале для трактора. Я бы сказал (консервативно) 1/2″ – он, вероятно, был толще этого… В любом случае, резка стального барабана 12-го калибра была действительно быстрой и достаточно точной с помощью станка для стержней, работающего на 6011. из 5-32. Я работал под СУПЕР малым углом, в основном сохраняя флюс, касающийся основного металла перед дугой. Я поворачиваю жало вниз, чтобы флюс давил на основание перед дугой, не делая много тащит.я держал руку в основном в том же месте через разрез, и просто наклонил стержень в разрез. Давление, которое вы оказываете на стержень, кажется относительно важным – вам не нужно сильное давление, но ощущение потока на несгоревший металл не было слишком большим давлением. Когда я резал, я контролировал качество резки, меняя силу давления на стержень, касающийся основного металла.
Так что, поскольку там, где он был, у меня был доступ к ручная машинка и больше ничего (я начал на ней с угловой шлифовальной машины. с отрезным кругом… нет, спасибо). прожег отверстия в барабане. Я сделал то же самое (тоже с 5/32″ 6011) в режущей кромке 1/2″ AR на отвале для трактора. Я бы сказал (консервативно) 1/2″ – он, вероятно, был толще этого… В любом случае, резка стального барабана 12-го калибра была действительно быстрой и достаточно точной с помощью станка для стержней, работающего на 6011. из 5-32. Я работал под СУПЕР малым углом, в основном сохраняя флюс, касающийся основного металла перед дугой. Я поворачиваю жало вниз, чтобы флюс давил на основание перед дугой, не делая много тащит.я держал руку в основном в том же месте через разрез, и просто наклонил стержень в разрез. Давление, которое вы оказываете на стержень, кажется относительно важным – вам не нужно сильное давление, но ощущение потока на несгоревший металл не было слишком большим давлением. Когда я резал, я контролировал качество резки, меняя силу давления на стержень, касающийся основного металла. ** Это если бы я использовал метод «закручивания стержня в разрез». Если вы режете его, как если бы использовали обычный стержень, и привариваете стрингер, не обращайте на это внимания.** Прорезь разреза была довольно широкой – 1/4 дюйма ПЛЮС оплавленный край и зона термического влияния. Я бы назовите это +/- 3/16 “любой размер линии реза … ЕСЛИ ВЫ ПОПАДАЛИ В ЛИНИЮ РЕЗА. У меня был целый дюйм игры с моими линиями разреза, и когда я учился на первых нескольких разрезах, мне это НУЖНО. К последним нескольким сокращениям я остался в пределах своей терпимости.
** Это если бы я использовал метод «закручивания стержня в разрез». Если вы режете его, как если бы использовали обычный стержень, и привариваете стрингер, не обращайте на это внимания.** Прорезь разреза была довольно широкой – 1/4 дюйма ПЛЮС оплавленный край и зона термического влияния. Я бы назовите это +/- 3/16 “любой размер линии реза … ЕСЛИ ВЫ ПОПАДАЛИ В ЛИНИЮ РЕЗА. У меня был целый дюйм игры с моими линиями разреза, и когда я учился на первых нескольких разрезах, мне это НУЖНО. К последним нескольким сокращениям я остался в пределах своей терпимости.Последний раз редактировалось 52 Ford; 14.11.2021 в 02:05.
Ответить Ответить с цитатой
14.11.2021 #2
Re: Резка стали электродуговым сварочным аппаратом (не дуговой строжкой)
Я сократил изрядную сумму с 6010-11.
 Не красиво, но эффектно. Замачивание стержней в воде на некоторое время помогает, потому что это замедляет выгорание флюса на электроде.
Не красиво, но эффектно. Замачивание стержней в воде на некоторое время помогает, потому что это замедляет выгорание флюса на электроде.Ответить Ответить с цитатой
14.11.2021 #3
Re: Резка стали электродуговым сварочным аппаратом (не дуговой строжкой)
Первоначально Послано M J D
Я сократил изрядную сумму с 6010-11.
Мой сварочный аппарат Twentieth Century AC 295, который я купил в 1974 году, рекомендовал 5/32 6011, замоченный на ночь. Они также продали горелку дуги углерода инструмента. Два угольных электрода соединялись дугой друг с другом, образуя источник тепла. Это не сработало очень хорошо. Не красиво, но эффектно. Замачивание стержней в воде на некоторое время помогает, потому что это замедляет выгорание флюса на электроде.
Не красиво, но эффектно. Замачивание стержней в воде на некоторое время помогает, потому что это замедляет выгорание флюса на электроде.Оптимист обычно ошибается, а когда случается непредвиденное, оказывается неподготовленным. Пессимист обычно прав, когда ошибается, в восторге и хорошо подготовлен.
Ответить Ответить с цитатой
14.11.2021 #4
Re: Резка стали электродуговым сварочным аппаратом (не дуговой строжкой)
Единственное, что я использовал палку для резки, у меня не было резака или пилы.

Я также использовал резак для резки дерева.Это все когда впервые начнешь работать с отцом. Он полагался на Формана, чтобы доставить все необходимое на рабочую площадку, которая находилась в 200 милях или более от магазина. Через некоторое время мы оба вспомним, что принесли несколько дополнительных инструментов на сайты вакансий. Например, ручная пила, набор отверток, набор розеток и фонарик.
Это пригодилось в 1972 году, когда я шел на работу. Топливный фильтр забился, автомеханик отстал на 5 часов. Автомеханик продал фильтр за 20 долларов, и я меняю его на виноградную лозу I5.
После этого я беру несколько инструментов и запасной фильтр от Pep Boys за 5 долларов.Есть и обратная сторона использования большого количества инструментов, которые всегда требуются в зависимости от того, сколько тонн вы буксируете на 3/4-тонном подборщике. Останавливаемся на 3 тоннах материала и инструментов.
Дэйв
Ответить Ответить с цитатой
14.
 11.2021
#5
11.2021
#5Резка стали с помощью сварочного аппарата (без дуговой строжки)
Автор: Вилли Б.
Мой сварочный аппарат Twentieth Century AC 295, который я купил в 1974 году, рекомендовал 5/32 6011, замоченный на ночь. Они также продали горелку дуги углерода инструмента. Два угольных электрода соединялись дугой друг с другом, образуя источник тепла. Это не сработало очень хорошо.
Мой опыт ИМЕННО с Forney AC 230, который мы купили в 1966 году.В то время я не знал о замачивании удилищ.
Отправлено с моего iPhone с помощью Tapatalk
:
Ответить Ответить с цитатой
14.
 11.2021
#6
11.2021
#6Re: Резка стали электродуговым сварочным аппаратом (не дуговой строжкой)
Я разрезал свой 275 на куски, чтобы его забрали на свалку.
Сначала разрежьте его пополам с помощью Sawzall и соскребите шлам,
сожгите оставшиеся остатки и разрежьте на куски, используя влажные
6010 и 6011. Мне показалось, что это проще, чем резать с помощью Sawzall.Miller a/c-d/c Thunderbolt XL
Миллерматик 180
Пурокс О/А
Смит Литтлторч О/А
Хобарт Чемпион ЭлитаОтветить Ответить с цитатой
14.
 11.2021
#7
11.2021
#7Re: Резка стали электродуговым сварочным аппаратом (не дуговой строжкой)
Первоначально Послано 52 Ford
Итак… Я получил 275-галлонный стальной бак от моего соседа и хотел вырезать в нем пару дверей. .
тыс. БУМ!Ответить Ответить с цитатой
14.11.2021 #8
Re: Резка стали электродуговым сварочным аппаратом (не дуговой строжкой)
Поверните его к прямой полярности, чтобы резать быстрее и легче.

Ответить Ответить с цитатой
14.11.2021 #9
Re: Резка стали электродуговым сварочным аппаратом (не дуговой строжкой)
Первоначально Послано 52 Ford
е что. В любом случае, мне нужно было вырезать пару отверстий размером 24,5 x 24,5 дюйма и одно отверстие размером 12 x 4 дюйма. Они не должны были быть точными – может быть, в пределах 3/4″, так как мне нужно было приварить большой фланец вокруг отверстий и кусок вокруг дверей, в любом случае. Так что, поскольку там, где он был, у меня был доступ к палочный станок и больше ничего (начал на нем с УШМ.
 с отрезным кругом… нет-спасибо).0035 Возможно, вы делаете это не совсем правильно. отрезные круги режут очень хорошо (даже по толщине, если все сделано правильно). не уверен, что вы имеете в виду под толстым, но я могу разрезать 36-дюймовую трубу со стенкой .375 за полчаса
с отрезным кругом… нет-спасибо).0035 Возможно, вы делаете это не совсем правильно. отрезные круги режут очень хорошо (даже по толщине, если все сделано правильно). не уверен, что вы имеете в виду под толстым, но я могу разрезать 36-дюймовую трубу со стенкой .375 за полчасаОтветить Ответить с цитатой
14.11.2021 #10
Re: Резка стали электродуговым сварочным аппаратом (не дуговой строжкой)
Чем это мокрое удилище 6010/6011 отличается от удилищ, сделанных специально для резки? Я пробовал последние, и они просто устроили беспорядок.

-Руарк
“Стань единым целым с лужей, кузнечик” – Инструктор по сварке
Линкольн 3200HD
Хобарт Stickmate LX235
TWECO Изготовитель 211iОтветить Ответить с цитатой
14.11.2021 #11
Re: Резка стали электродуговым сварочным аппаратом (не дуговой строжкой)
Первоначально Послано Ruark
Как это влажное 6010/6011 по сравнению с удилищами, сделанными специально для резки? Я пробовал последние, и они просто устроили беспорядок.
Ничего красивого в этом нет. Грубая резка, но она пробьет алюминий, нержавеющую сталь или чугун.
Ответить Ответить с цитатой
+ Ответить на тему
Сообщение vBulletin
Отменить изменения
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Как удалить сварку (с шлифовальной машиной и без нее)
Последнее обновление
Если вы какое-то время занимались сваркой, то знаете, что это процедура соединения металлов вместе с помощью электричества. Сварка используется почти во всех отраслях промышленности для формирования сложных конструкций и каркасов из металлов.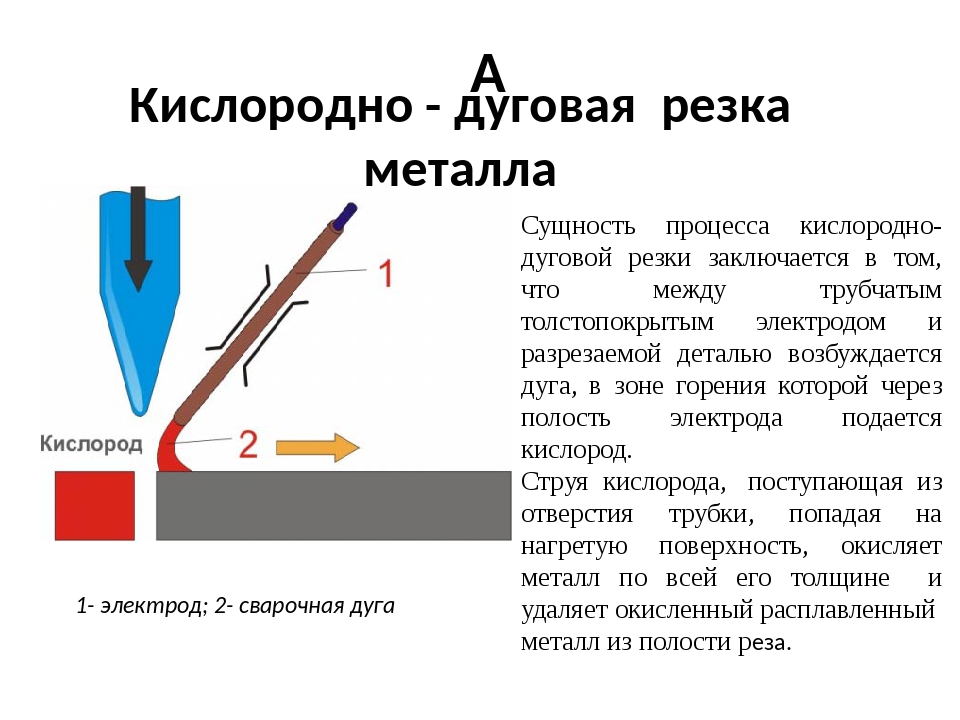
Вам нужны знания не только сварки, но и удаления шва. Это может быть по любой причине. Возможно, вы накосячили, или, может быть, вам нужно разобрать ранее сваренную деталь для другого проекта.
Как разорвать сварку? Удаление сварного шва зависит от многих вещей. Поскольку существуют различные типы сварки, существуют различные потребности в удалении сварного шва. Обычно сварку можно отменить с помощью газовой резки, плазменной резки, дрелей, шлифовальных или дисковых пил или кислородно-ацетиленовых горелок.
Есть несколько способов сделать это, помимо приложения большого усилия к сварному шву. Процедура удаления сварных швов зависит от типа сварного шва, который вы хотите отменить. Вы должны определить, хотите ли вы удалить сварные швы, используя термический метод или механический, в зависимости от типа сварного шва.
Вот несколько советов, как отменить сварку. Читай дальше!
Способы разрезания сварного шва
Давайте подробнее рассмотрим эти типы, а затем перейдем к соответствующим шагам.
Термические методы
Как следует из названия, вам нужно использовать много тепла, чтобы изменить процедуру сварки. Сделать это можно кислородно-ацетиленовой горелкой или плазменным резаком.
Плазменная резка
Это процедура, при которой электрические проводники разделяются с помощью ускоренной струи знойной плазмы. Дуга формируется с помощью постоянного тока (постоянный ток). Температура может достигать максимум 20 000 градусов по Цельсию.
Поток воздуха под высоким давлением, выходящий из маленького сопла, выделяет тепло. С точки зрения скорости резки плазменная резка может быть выгодной. Это потому, что они примерно в пять раз быстрее, чем ручные резаки, и могут резать самые разные материалы различной толщины.
Таким образом, вы также можете удалить любые глубокие сварные швы. Плазменная резка проста в использовании и не использует горючие газы. Таким образом, они более безопасны и более экономичны, чем лазерная резка или гидроабразивная резка.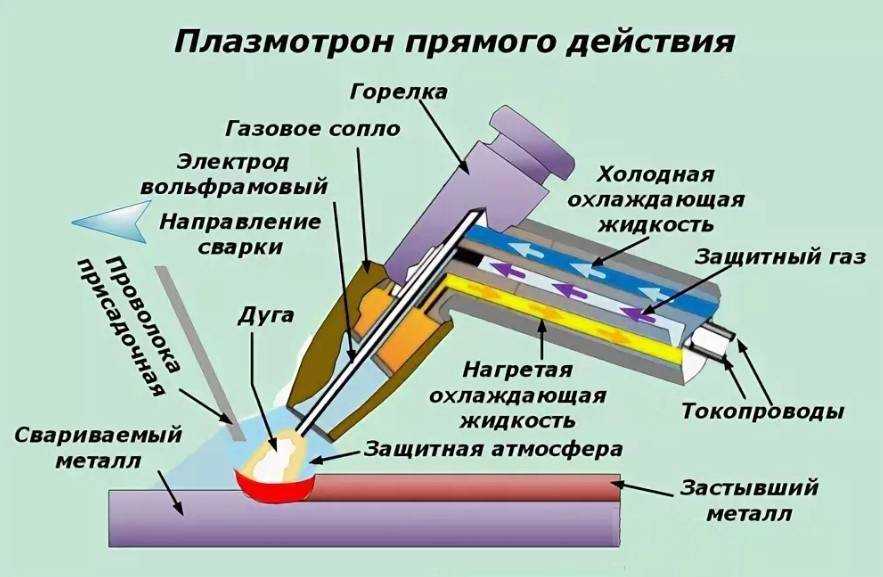
Изображение предоставлено: Funtay, Shutterstock
Резка с помощью горелки
Горелки объединяют ацетилен и кислород для создания пламени при высоких температурах около 3500 градусов по Цельсию для сварки или резки металлов. Резка факелом более рискованна, особенно для новичков.
При создании горячего пламени, прорезающего толстые металлические детали, в факеле используется смесь двух газов, смешанных с помощью резака. Единственное, что вам нужно сделать, это отметить линию, где вы будете выполнять разрез, и зажечь факел.
Затем отрегулируйте арку, прежде чем постепенно следовать по линии, пока не прорежете ее полностью. Резка газовой горелкой может быть выгодна тем, что она упрощает использование и не требует много времени. Этот механизм также доступен по цене, более портативный, и вы можете использовать его как для сварки крупных и различных типов металлов, так и для резки.
Изображение предоставлено Pixabay
Механические методы
Когда дело доходит до механической сварки, вы должны резать вручную. В зависимости от типа сварного шва, с которым вы работаете, вы можете выполнить несколько действий.
Трудно разделить листы, сваренные точечной сваркой. Вам нужно будет выполнять процедуру разделения, часто просверливая листы. Иногда невозможно разделить металлы, не повредив исходные металлы. Механический процесс в основном состоит из резки, сверления и шлифования.
Удаление сварных швов без шлифовальных станков
Если вы хотите удалить сварные швы без использования шлифовального станка, вы можете использовать плазменную, дрель или кислородно-ацетиленовые горелки в качестве термической обратной процедуры. Кроме того, вы можете выйти за рамки нормы и использовать ножовку или ленточнопильный станок.
Дальнейшие действия:
- Для начала отметьте металл в том месте, где вы хотите резать. Вам не потребуются какие-либо специальные инструменты, и вы можете сделать это быстро, используя обычный карандаш или маркер.
- Затем установите металлические детали на место и закрепите их, чтобы они не двигались.
 Как правило, это можно сделать с помощью тисков или струбцин.
Как правило, это можно сделать с помощью тисков или струбцин. - Откройте бензобак, если вы используете газовую горелку. Если вы используете плазменный резак, вам необходимо подключить шнур питания и включить резак. Включите компрессор и убедитесь, что машина подключена к сети. Затем отрегулируйте пламя горелки.
- Вдоль линии, которую вы наметили карандашом/маркером, двигайте своим инструментом – пилой, фонариком или чем-то еще. Выполняйте это постепенно, чтобы избежать ошибок и в целях безопасности. Не оставайтесь на одном месте слишком долго. Продолжайте делать это, пока не сделаете плодотворный разрез.
- После выключения инструментов оставьте металлы на некоторое время, чтобы они остыли, прежде чем работать с ними. Прикасаться к металлам сразу после резки рискованно, потому что используемые вами станки выделяют много тепла.
Изображение предоставлено Pixabay
Удаление сварных швов с помощью циркулярной пилы или шлифовального станка
Шлифование сварного шва с помощью угловой шлифовальной машины обычно после сварки. Вы можете использовать угловые шлифовальные машины для получения скошенных кромок или подготовки металлических поверхностей, а также их резки.
Вы можете использовать угловые шлифовальные машины для получения скошенных кромок или подготовки металлических поверхностей, а также их резки.
Хотя разрезы, создаваемые шлифовальными станками, не так точны, как плазменная резка, они доступны по цене. И поскольку он не выделяет столько тепла, окружающий основной металл не нагревается до высокой температуры, чтобы изменить свои характеристики.
Основные шаги по удалению сварного шва:
- Используйте маркер, чтобы отметить место, которое вы хотите разрезать.
- Закрепите металлическую деталь, которую вы режете, струбцинами или тисками.
- Носите защитное снаряжение.
- Подключите ваш инструмент — пилу или шлифовальную машину — к розетке.
- Постепенно шлифовальный станок начнет резать металл. Не прилагайте слишком много усилий к основным металлам. Позвольте ему работать. Если вы приложите слишком большое усилие, вы рискуете сломать отрезной диск, что опасно.
- Выключите питание и дайте металлу остыть.
 Это тепло вызвано трением, а не шлифовальным станком, в отличие от газовой и плазменной резки.
Это тепло вызвано трением, а не шлифовальным станком, в отличие от газовой и плазменной резки.
- См. также: Снятие фаски с трубы для сварки: руководство по снятию фаски с трубы
Изображение предоставлено: Pixabay
Помимо методов, упомянутых выше, вы можете отменить сварку с помощью дуговой сварки. Взглянем!
Как использовать воздушно-дуговую сварку для рассоединения сварного шва?
Сварочные аппараты для дуговой сварки можно использовать для соединения металла, а также для удаления сварного шва. В процедуре, известной как воздушная угольно-дуговая сварка, сильный нагрев дуги, образующейся на конце электрода, оттаивает металлический объект, а поток сжатого воздуха сдувает расплавленный металл.
Итак, какая процедура подходит вам лучше всего?
Чтобы решить, какая процедура лучше всего подходит для удаления сварного шва, необходимо установить тип используемого основного металла. Вам придется сверлить или шлифовать открытые сварные швы, если они прочные или если вы хотите удалить соединенные листы.