Как устроен штангенциркуль: Штангенциркуль как устроен
alexxlab | 11.11.1985 | 0 | Разное
Устройство и применение штангенциркуля. История штангенциркуля
– это универсальный измерительный прибор для определения линейных размеров деталей с установленной точностью. С его помощью можно производить измерения наружных и внутренних размеров деталей, а также глубины отверстий при условии наличия выдвижной штанги.
Штангенциркуль предназначен для измерения линейных размеров (внешних, внутренних, глубин). Конструктивно штангенциркуль состоит из измерительной линейки, штанги, нониуса, фиксатора.
Одним из наиболее важных требований обеспечения точности инструмента является его чистота. Намагниченный слой металлических опилок, консервирующая смазка, грязь – все это может значительно исказить результат измерений. Также на результат влияет износ инструмента, его деформация, нарушения настроек. Во избежание этого необходима ежегодная поверка штангенциркуля специализированном сервисном центре с ремонтом и настройкой. Самая же простая проверка корректности показаний – это совпадение нулевых штрихов при полном закрытии губок.
Производство и поверка инструмента регулируется рядом государственных стандартов. Так, определяет технические условия на штангенциркули ГОСТ 166-89. Порядок поверки инструмента определён в ГОСТ 8.113-85.
Как и любой измерительный инструмент, штангенциркуль имеет шкалу делений (цена деления 0,01 означает, что инструмент измеряет размер с точностью до сотой миллиметра) и погрешность измерения. Приемлемой погрешностью считается погрешность до 10% от точности измерения инструмента. На производстве все штангенциркули регулярно один раз в 6 месяцев проходят метрологическую поверку.
Штангенциркуль должен продаваться и храниться в специальном футляре. (ГОСТ 13762-86)
При покупке следует обратить внимание, чтобы губки инструмента были ровными, а при их соприкосновении не было просвета. При сомкнутых губках шкала по нониусу должна быть установлена на нуле, линии нониусной шкалы должны быть четкими. Штангенциркуль должен комплектоваться паспортом, в котором должна стоять отметка о поверке инструмента.
Все штангенциркули подразделяются на 3 основных типа:
Нониусные штангенциркули (тип ШЦ) – классический тип штангенциркулей, отсчет показаний на которых производится по штриховой шкале. Принцип работы основан на совмещении рисок, нанесенных на штангу, с рисками на специальной измерительной планке, называемой «нониус». Штангенциркули данного типа выпускаются с точностью измерений 0,1 мм, 0,05 мм и 0,02 мм.
Цифровые штангенциркули (тип ШЦЦ) – более современная модель, отсчет показаний по которой осуществляется с использованием цифрового электронного табло. Этот тип обладает высокой точностью отсчета – 0,01 мм. Кроме того, программное обеспечение штангенциркулей позволяет установить «0» в любой точке отсчета, перевести единицы измерения в мм/дюймы, передать показания на персональный компьютер.
Стрелочные штангенциркули с круговой шкалой (тип ШЦС или ШЦК) – для снятия показаний используется стрелочный индикатор, вмонтированный в подвижную рамку штангенциркуля. Преобразование линейного перемещение рамки во вращение стрелки индикатора осуществляется посредством использования в конструкции реечно-зубчатой передачи, которая кроме ее прямого назначения, также делает всю конструкцию штангенциркуля более жесткой. Выпускаются стрелочные штангенциркули с ценой деления 0,02 мм и 0,01 мм.
Преобразование линейного перемещение рамки во вращение стрелки индикатора осуществляется посредством использования в конструкции реечно-зубчатой передачи, которая кроме ее прямого назначения, также делает всю конструкцию штангенциркуля более жесткой. Выпускаются стрелочные штангенциркули с ценой деления 0,02 мм и 0,01 мм.
Следующая важная характеристика – форма выпуска. Согласно ГОСТ 166-89, здесь также существует три типа:
Тип ШЦ-I – штангенциркуль с измерительными верхними и нижними губками и глубиномером. Данный тип позволяет измерять внутренние и внешние размеры изделий, выдвижной глубиномер служит для определения высот различных канавок, уступов, неровностей и т.п. Выпускаются длиной до 300 мм – модели ШЦ-I-125, ШЦ-I-150, ШЦ-I-200, ШЦ-I-250, ШЦ-I-300. Это самый универсальный и распространенный тип.
Тип ШЦ-II – штангенциркуль с верхними разметочными и нижними измерительными губками. Главное отличие – это острозаточенные верхние губки, позволяющие производить разметку на металлических, пластиковых и других поверхностях. Нижние губки служат для измерения наружных и внутренних линейных размеров. При измерении внутренних размеров к показаниям отсчетного устройства штангенциркуля необходимо прибавить толщину самих губок, это число указано непосредственно на губке, обычно 10 мм. Закругленная конструкция измерительных поверхностей позволяет измерять цилиндрические внутренние размеры. В отличие от типа ШЦ-I, здесь нет глубиномера. Выпускаются с длиной штанги до 2000 мм, самая «ходовая» модель – ШЦ-II-250.
Нижние губки служат для измерения наружных и внутренних линейных размеров. При измерении внутренних размеров к показаниям отсчетного устройства штангенциркуля необходимо прибавить толщину самих губок, это число указано непосредственно на губке, обычно 10 мм. Закругленная конструкция измерительных поверхностей позволяет измерять цилиндрические внутренние размеры. В отличие от типа ШЦ-I, здесь нет глубиномера. Выпускаются с длиной штанги до 2000 мм, самая «ходовая» модель – ШЦ-II-250.
Тип ШЦ-III – штангенциркуль с нижними измерительными губками. Служит только для определения линейных размеров. Как и в случае с ШЦ-II, на губках указана их толщина, этот число необходимо прибавить к показаниям штангенциркуля при измерении внутренних размеров. Назначение данного типа – измерение относительно больших величин. Выпускаются длиной до 4 метров (модель ШЦ-III-4000), хотя существует и «маленький» типоразмер ШЦ-III-160.
Кроме указанных основных трех типов, еще выпускаются специальные типы штангенциркулей, конструкция которых позволяет решать специфичные, узкоспециализированные задачи. Вот некоторые из них:
Вот некоторые из них:
Предназначены только для разметки материалов, для чего применяется специальная конструкция с острозаточенными нижними губками. Выпускаются модели с диапазоном 0-150 мм, 0-200 мм, 0-300 мм и 0-500 мм.
Имеют нижние губки определенной формы, позволяющие вставлять их в пазы канавок. Основные типоразмеры для внутренних канавок: 20-170 мм, 25-225 мм, 30-330 мм, 50-560 мм; для наружных канавок: 0-150 мм, 0-200 мм, 0-300 мм, 0-500 мм.
В данной конструкции неподвижная губка выполнена в форме стержня, что позволяет измерять толщины цилиндрических объектов даже небольшого диаметра. Выпускаются модели с диапазонами от 0-150 мм до 0-500 мм.
. «Фишка» данной модели – неподвижную губку с помощью прижима можно регулировать по высоте, сделать ее выше или ниже подвижной губки. Особенно удобно пользоваться на деталях со ступенчатым профилем, где затруднительно снимать показания штангенциркулем обычной формы.
Ещё один важный параметр – это длина губок. Стандартно штангенциркули выпускаются со следующими губками:
Стандартно штангенциркули выпускаются со следующими губками:
Длина штанги Номинальная длина губок
200 мм 50 мм
250 мм, 300 мм 60 мм
400 мм, 500 мм, 630 мм, 800 мм 100 мм
1000 мм, 1600 мм, 2000 мм 125 мм
Чаще всего, этой длины вполне достаточно. Если же нужно измерить объемный предмет (к примеру, достаточно большой диаметр цилиндрической поверхности), или узнать размер в труднодоступном месте, здесь потребуется штангенциркуль с удлиненными губками. Такими выпускаются только штангенциркули II и III типов (ШЦ-II и ШЦ-III). Для них длина нижних губок может составлять 90, 100 , 125, 150, 200, 250 и 300 мм. Нужно определиться с необходимой в вашем случае длиной, и указать этот параметр при заказе.
Также стоит обратить внимание на материал измерительных поверхностей. Основная масса всех штангенциркулей производится из углеродистой конструкционной или нержавеющей стали, измерительные поверхности подвергаются закалке до 60 HRC. Это позволяет обеспечить высокие эксплуатационные качества инструмента.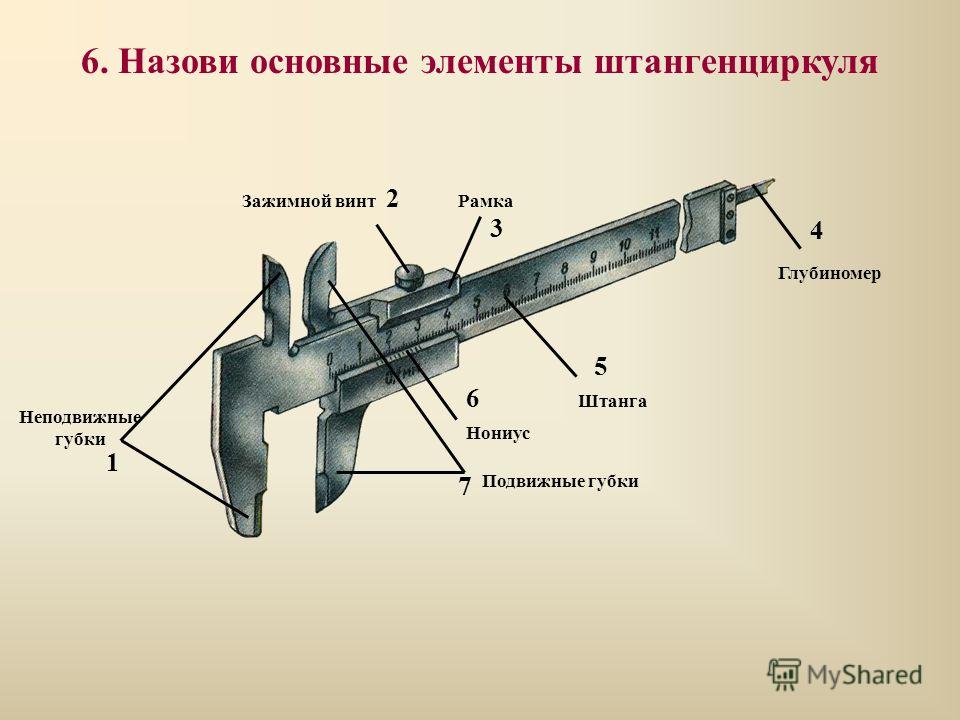
Но бывают ситуации, когда требуется повышенная твердость поверхностей, например, при разметке высокопрочных материалов, при работе с абразивными материалами, или когда вы хотите максимально продлить срок службы штангенциркуля. Для таких случаев существуют штангенциркули с твердосплавными поверхностями. Их особенность – твердосплавные напайки в рабочей зоне инструмента. Недостаток у данной модификации только один – высокая цена, так что необходимо обоснованно подходить к их выбору.
Например, по данным ГОСТ 166-89, таблицы 5 следует что:
| Наименование поверхности | Верхний предел измерения, мм | Вид обработки или покрытия штангенциркулей из стали | |
| высоколегированной | инструментальной и конструкционной | ||
| Штанга (кроме шкалы и торца), губки, рамка штангенциркуля, рамка микроподачи, за исключением измерительных и прилегающих к ним поверхностей | До 2000 | – | Хромирование |
| Шкала штанги и нониуса | До 630 | Матовая поверхность | Хромирование матовое |
| Хромирование | |||
Св. 630 до 2000 630 до 2000 | – | Хромирование | |
| Примечание. Допускается применять другие металлические и неметаллические покрытия по ГОСТ 9.303 и ГОСТ 9.032 , по защитно-декоративным свойствам, не уступающим указанным в табл.5. Допускается штангенциркули с верхним пределом измерения свыше 1000 мм не хромировать. | |||
Что касается эксплуатации, то штангенциркули допускается эксплуатировать при температуре окружающей среды от 10 до 40 °С и относительной влажности воздуха – не более 80% при температуре 25 °С.(ГОСТ 166-89)
Штангенциркули служат для измерения наружных и внутренних диаметров, а также наружных и внутренних длин. Кроме этого отдельными типами инструмента могут измеряться глубины. Удалённости наружных и внутренних уступов и выполняться разметочные работы.
Штангели различают по типам, моделям, диапазонам измерений и уровнем точности, которые могут быть от 0,1 до 0,01 миллиметра. Диапазон измерений, зависящий от размеров самих штангенциркулей довольно широк, от 0 до 4000 мм.
Сегодня поговорим об устройстве инструмента, о том как пользоваться им новичку, как правильно измерить внутренний, наружный размеры и глубину.
Считывание размеров
Самое простое считывание у штангенциркуля типов ШЦЦ. Величина размера отображается на дисплее.
Показание размера на дисплее ШЦЦ
У штангенциркуля типа ШЦК-1 на размер в целых миллиметрах указывает край рамки, а доли миллиметра с отклонениями в плюс или минус указывает стрелка круговой шкалы.
Считывание показаний на штангеле ШЦК-1
Значение измерений складывается из его целых и долевых составляющих. У нониуса, на целые значения миллиметров, указывает риска на шкале штанги, ближайшая или находящаяся в левой части нониуса или совпадающая с ней.
Количество десятых или пятисотых долей миллиметра определяется по одной из рисок на шкале нониуса, который имеет наибольшее совпадение с любой риской на шкале штанги.
Порядковое значение этой наиболее совпадающей риски нониуса, будет количеством десятых или двадцатых долей миллиметра. Сумма целых миллиметров и его долей, будет расстоянием между измерительными поверхностями.
Сумма целых миллиметров и его долей, будет расстоянием между измерительными поверхностями.
Обратите внимание
При измерении внутренних размеров штангенциркулем типов ШЦ-2 и ШЦ-3. К показаниям отсчетного устройства следует прибавить суммарный размер губок.
Измерение наружных диаметров
Размер на штангенциркуле — это расстояние между его измерительными поверхностями. Каким бы точным устройство не было его показания зависят от правильности снятия размера.
Величина измеренного наружного диаметра будет равна расстоянию между поверхностями только при условии их плотного прижима к поверхностям составляющих размер, которые можно назвать контур поверхностями.
Для выполнения условий плотного беззазорного прижима к поверхности цилиндра, штанга инструмента должна быть параллельна линии измеряемого диаметра или перпендикулярна его оси. Неправильное положение штанги приведёт к ошибке в измерении.
Примеры неправильной установки инструмента
Увеличение пятна контакта губок с поверхностью цилиндра облегчает установку инструмента в правильное положение.
Это делается за счёт наклона плоскости штангенциркуля, под углом к оси цилиндра, не нарушая перпендикулярности к ней штанги.
Наклон плоскости штангенциркуля
Приложение штанги к плоскости близлежащего торца, задаст штангенциркулю правильное положение при измерениях диаметров любой величины.
Правильное положение при измерении диаметра
В случае, когда нет такой возможности, остаётся ориентироваться визуально.
Измерение цилиндрических поверхностей
Величина цилиндрического отверстия будет равна расстоянию между измерительными поверхностями губок, при наибольшем их разведении в сочетании с плотным прижатием к поверхности отверстия.
Боковые измерительные поверхности инструмента должны быть установлены симметрично и перпендикулярно оси отверстия.
Симметрично и перпендикулярно оси отверстия
Измерение внутреннего диаметра штангенциркулем типа ШЦ-2 или ШЦ-3.
Правильное положение инструмента
Чтобы точнее установить инструмент, его достаточно чуть-чуть подвигать в отверстии.
Измерение длины
Правильное измерение длины обеспечивается параллельным положением штанги в двух плоскостях к линии измеряемой длины.
Не параллельность боковой поверхности штанги или ребра к линии размера вызовет снятие ложного размера.
Ложный размер
Установить правильное положение инструмента поможет увеличенная длина контакта губок с поверхностями, а также приложение штанги к поверхности оси детали.
Надежный контакт инструмента
Измерение внутренних длин
Плоскость и ребро штанги должны быть параллельны линии размера. На фото показано неправильное и правильное положение инструмента при снятии размера.
Правильное положение
Правильное положение инструмента ШЦ-2
Правильный прижим инструмента
Теперь, когда с правильным позиционированием инструмента определились, остаётся обеспечить плотный контакт измерительных поверхностей с контр-поверхностями.
Очень важно следить, чтобы контакт не пришёлся на радиус в углах уступов.
Правильно сделанный прижим к поверхности, должен быть плотным исключающим наличие каких-либо зазоров.
Зазор образованный неплотным прижимом, в совокупности с фактическим размером, будет показан отсчетным устройством штангенциркуля, но эти данные будут ложными.
Обычно губки прижимаются к поверхностям детали усилием, приложенным непосредственно к рамке или через подающий ролик.
Такой способ прижима может обеспечить достаточную стабильность и точность при измерениях. С увеличением измеряемых длин, когда усилие прижима должно быть более жестким с целью формирования надежного прижима к измеряемым поверхностям.
Применение такого способа содержит риск получения ложных результатов.
Дело в том, что увеличенное давление на основную рамку может вызвать перекос рамки вместе с подвижными губками.
Перекос рамки
Устранить перекос в рамке поможет увеличение прижима ее к штанге стопорным винтом.
Проверка на просвет губок для внутренних измерений на штангенциркуле ШЦ-1 не приведёт к объективной оценки, в силу того, что эти губки могут заходить друг за друга.
Их можно проверить замером калиброванных отверстий, в качестве которых могут быть использованы отверстия в новых подшипниках.
Глубиномер при сведённых губках должен быть строго на одном уровне с торцем штанги. На точность глубиномер проверяется измерением плоскостности, при котором результат измерения должен быть нулевым.
Регулировка перемещения рамки
На инструменте различных типов и моделей прижим рамки к штанге осуществляется пружиной. Пружина, установленная в рамке выгибом от штанги, имеет возможность регулировки прижимного усилия за счёт поджатия ее винтом.
Но вместе с этим уменьшается вероятность перекоса рамки при давлении на неё целью режима губок. Установка прижимной пружины в некоторых моделях может быть выгибом вниз. При такой установке, прижим не регулируется винтом и является равномерным по всей длине перемещениях рамки.
Что делать нельзя
- Замер закрепленных в станке деталей производится только при полностью остановленном двигателе
- Нельзя наносить разметочные риски на вращающиеся детали.
 Короткие риски, нанесённые на окружности детали без её вращения, будут также видны.
Короткие риски, нанесённые на окружности детали без её вращения, будут также видны. - Нельзя использовать в качестве крючка для стружки.
- Во избежание возможных повреждений инструмента, нельзя размещать штангенциркули на поверхностях суппорта.
Что необходимо соблюдать
- В рабочем режиме штангели размещаются отдельно от тяжелого инструмента в легкодоступных местах, в которых гарантирована их неподвижность при воздействии вибрации.
- Инструмент с повышенной точностью требует размещение в точках или условиях изолированных от каких-либо источников температуры.
- Необходимо регулярно смазывать легкими маслами.
– это универсальный измерительный прибор для определения линейных размеров деталей с установленной точностью. С его помощью можно производить измерения наружных и внутренних размеров деталей, а также глубины отверстий при условии наличия выдвижной штанги.
Устройство и применение штангенциркулей
Наиболее популярными областями применения штангенциркуля является строительство, ремонт машин и оборудования, обработка металлических и деревянных изделий. Сфера применения фактически не имеет ограничений – он может быть использован для определения размеров с точностью 0,1 или 0,05 мм (в зависимости от типа инструмента) в любой сфере деятельности – и в быту, и в аэрокосмической отрасли. Возможности применения ограниченны лишь размером шкалы и требованиями точности (до 0,01 мм для электронных штангенциркулей).
Сфера применения фактически не имеет ограничений – он может быть использован для определения размеров с точностью 0,1 или 0,05 мм (в зависимости от типа инструмента) в любой сфере деятельности – и в быту, и в аэрокосмической отрасли. Возможности применения ограниченны лишь размером шкалы и требованиями точности (до 0,01 мм для электронных штангенциркулей).
Устройство штангенциркуля достаточно простое. Основным элементом является неподвижная штанга со шкалой и губками для наружных и внутренних размеров, к которой крепятся подвижные и фиксирующие элементы.
- Передвижная рамка;
- Подвижные губки для определения внутреннего размера;
- Подвижные губки для определения наружного размера;
- Шкала нониуса;
- Штанга глубиномера;
- Винт для крепления рамки.
В отдельных моделях возможно наличие подвижной шкалы в верхней части с дюймовой системой измерения.
Как снять показания с помощью штангенциркуля
Перед началом работы необходима поверка штангенциркуля на точность. Для этого необходимо полностью свести губки и проверить совпадение нулей на обеих шкалах. Если нет совпадения, то в зависимости от требуемой точности необходимо либо взять другой инструмент, либо учесть имеющуюся погрешность.
Для этого необходимо полностью свести губки и проверить совпадение нулей на обеих шкалах. Если нет совпадения, то в зависимости от требуемой точности необходимо либо взять другой инструмент, либо учесть имеющуюся погрешность.
- Для замера внешнего размера разведите губки штангенциркуля, поместите предмет и соедините их.
- Замер внутреннего размера производится путем размещения соответствующих верхних губок внутрь измеряемой области и их разведением до упора
- Губки должны упереться в края детали. Если поверхность твердая, то можно немного сжать для плотной фиксации, для мягкой этого делать не следует, т. к. можно исказить результат.
- Проверьте расположение штангенциркуля относительно измеряемой детали на отсутствие перекосов. Для этого губки должны располагаться на одинаковом расстоянии от края детали.
- Зафиксируйте нониус крепежным винтом.
- Определите целое число миллиметров по основной шкале.
- Находим совпадение штриха на нониусе с нулем основной шкалы и отсчитываем количество делений.

- Умножаем количество делений нониуса на цену деления и суммируем со значением основной шкалы.
Виды штангенциркулей
В целом, все виды штангенциркулей можно разделить на механические и электронных в зависимости от типа шкалы. Основными видами, согласно ГОСТ 166-89 являются:
- ШЦ-I – инструмент с 2-сторонним размещением губок для измерения наружных и внутренних величин и глубиномером.
- ШЦК – оснащен круговой шкалой для определения точного размера. Более простой в применении, чем штангенциркуль с отсчетом по нониусу.
- ШЦТ-I – односторонние губки для измерения наружных линейных размеров. Отличается высокой стойкостью к износу.
- ШЦ-II – оснащен двумя губками для наружного и внутреннего замера и разметки, а также рамкой микрометрической подачи.
- ШЦ-III – односторонние губки для определения наружных и внутренних размеров.
- ШЦЦ – электронный штангенциркуль с цифровой индикацией.
Техническое состояние и поверка штангенциркуля
Одним из наиболее важных требований обеспечения точности инструмента является его чистота.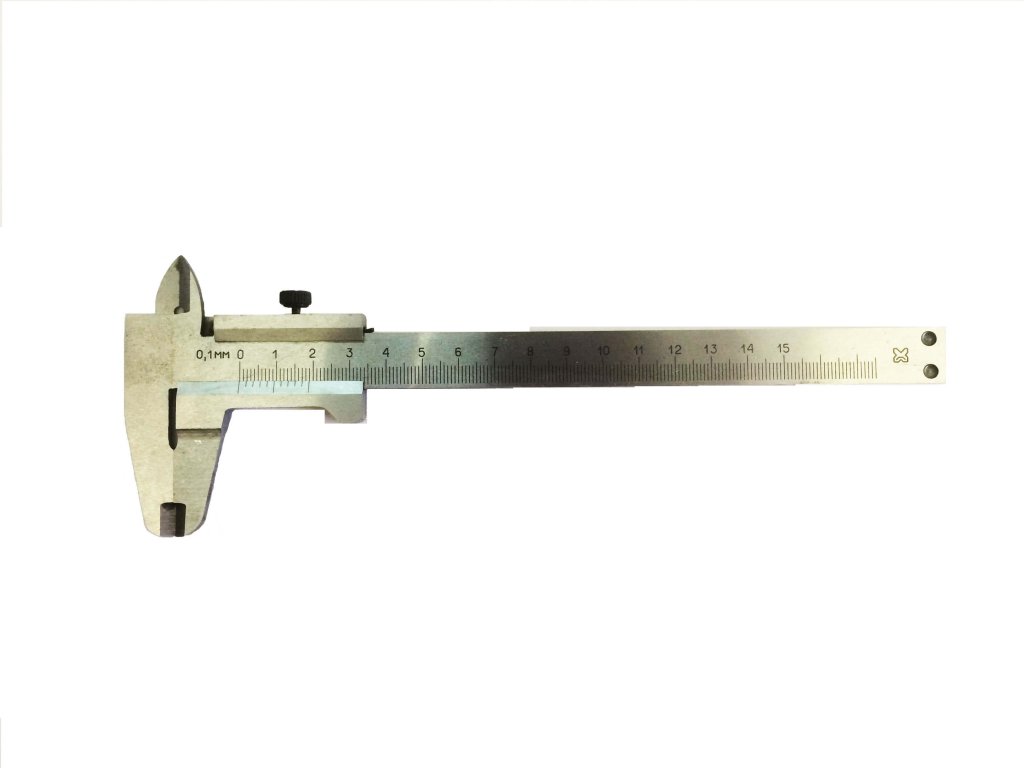 Намагниченный слой металлических опилок, консервирующая смазка, грязь – все это может значительно исказить результат измерений. Также на результат влияет износ инструмента, его деформация, нарушения настроек. Во избежание этого необходима ежегодная поверка штангенциркуля специализированном сервисном центре с ремонтом и настройкой. Самая же простая проверка корректности показаний – это совпадение нулевых штрихов при полном закрытии губок.
Намагниченный слой металлических опилок, консервирующая смазка, грязь – все это может значительно исказить результат измерений. Также на результат влияет износ инструмента, его деформация, нарушения настроек. Во избежание этого необходима ежегодная поверка штангенциркуля специализированном сервисном центре с ремонтом и настройкой. Самая же простая проверка корректности показаний – это совпадение нулевых штрихов при полном закрытии губок.
Действующие ГОСТы
Производство и поверка инструмента регулируется рядом государственных стандартов. Так, определяет технические условия на штангенциркули ГОСТ 166-89. Порядок поверки инструмента определён в ГОСТ 8.113-85.
Штангенциркули – это самые популярные инструменты для определения точных внутренних и наружных размеров и глубины, устройство штангенциркуля довольно простое, но может несколько различаться в зависимости от конструкции и по типу отчетности.
Рисунок 1. Двухсторонний штангенциркуль с глубиномером: 1 – штанга, 2 – рамка, 3 – зажим, 4 – нониус, 5 – поверхность с делениями, 6 – глубиномер, 7 – кромочная поверхность губки, 8 – плоские губки, 9 – шкала штанги.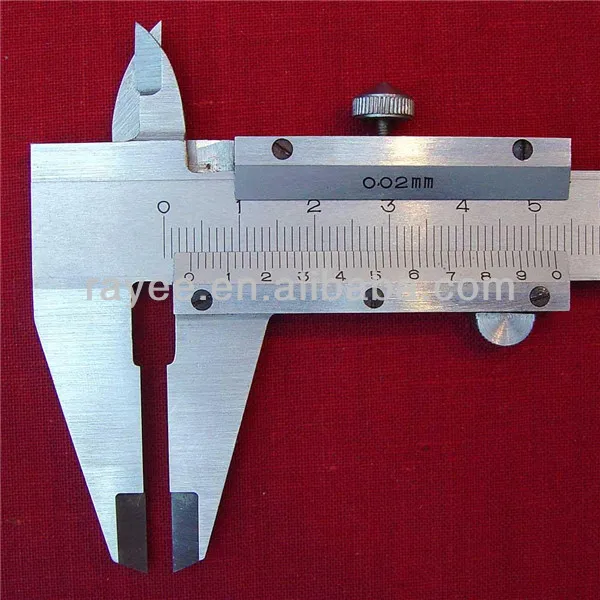
Рассмотрим детальное описание такого полезного прибора, а также разнообразие использования в зависимости от его вида.
Читайте также:
Самостоятельно.
Подробнее о паяльных лампах можно .
Основные виды отчетных приборов и их применение
Штангенциркуль устроен несложно, при этом все его элементы так компактно и удобно сложены, что использование его является очень удобным и компактным. А применять его можно по-разному, поскольку измерения, которые выполняют с помощью такого прибора, являются очень важными в сферах промышленности и строительства. Применение инструментов позволяет получить линейные замеры различных предметов как с внутренней их стороны, так и с внешней.
Согласно ГОСТ 166-89, приборы изготавливаются с различными отсчетами:
Рисунок 2. Односторонний штангенциркуль с глубиномером наружных замеров: 1 – штанга, 2 – рамка, 3 – зажим, 4 – нониус, 5 – поверхность с делениями, 6 – глубиномер, 7 – плоские губки, 8 – шкала штанги.
- По нониусу (ШЦ).
- С круговой шкалой в форме поворотного устройства индикации (ШИК).
- С цифровым устройством (ШЦЦ). Такие приборы могут подключаться к компьютеру.
Инструменты типа ШЦ производятся в 1 и 2 классе точности, где значение отсчета может варьироваться в пределах 0,05-0,1 мм. Их используют для установления линейных размеров предметов и осуществления разметки. Благодаря вспомогательной шкале есть возможность определять наиболее точное количество долей деления как наружных, так и внутренних размеров единицы. Выделяют ШЦ-I (приборы с двухсторонним расположением губок и отсчетом, применяемые для измерения прямых замеров и глубины), ШЦ-II и ШЦ-III (инструменты с двух- и односторонним размещением губок, используемые для обозначения замеров и нанесения разметок).
Инструменты ШИК производятся в 4-х исполнениях с разными диапазонами измерения. Применяют такие приборы, когда отсчет по ШЦ затруднен или определяет размеры неточно. Отчетные инструменты индикаторного типа позволяют совмещать стрелки с нулевым делением шкалы.
Рисунок 3. Двухсторонний штангенциркуль: 1 – штанга, 2 – рамка, 3 – зажим, 4 – нониус, 5 – поверхность с делениями, 6 – глубиномер, 7 – кромочная поверхность губки, 8 – плоские губки, 9 – шкала штанги.
Цифровое устройство позволяет не только упростить процесс измерения, но и выполнять следующие функции:
- Отображать установленные данные в цифровом коде с указанием знака.
- Фиксировать результаты последних замеров.
- Осуществлять установку с нуля.
- Переводить информацию в любую систему измерения.
- Подключаться к ПК, что позволяет обрабатывать и сохранять полученные результаты.
Маркировка приборов ШЦЦ подразумевает в первую очередь указание типа, после этого идет конструкция и диапазон замеров, а в скобках указывается дискретность отсчета.

Деревянные штангенциркули использовались уже в начале XVII века.
Например, металлические штангенциркули 18 века с крупной шкалой делений. Первые настоящие штангенциркули с нониусом появились только в конце XVIII века в Лондоне
Самый старый из них относится к началу – середине 19 века.
Приблизительно с середины 19 века штангенциркули начали выпускать в промышленных объёмах и устанавливать на них нониус для повышения точности измерений. Штангенциркули практически не изменялись по своей сути, а отличались друг от друга только способом и временем изготовления.
Столь древний измерительный прибор, конструкция которого практически не претерпела каких-либо существенных изменений за все эти века, служит эталоном технического совершенства и заслуживает максимум почтения пред гением человеческой мысли. Вряд ли можно подсчитать, сколько экземпляров штангенциркуля находится сейчас в употреблении.
В немецком языке штангенциркулем (Stangenzirkel) называется циркуль для начертания окружностей и дуг больших радиусов. По-немецки штангенциркуль называется Messschieber или Schieblehre – соответственно, «раздвижной измеритель» или «раздвижная линейка».
Разновидность штангенциркуля, оснащённая глубиномером на профессиональном сленге называется «Колумбус» или «Колумбик». Это название произошло от «Columbus» – производителя измерительного инструмента, такой штангенциркуль массово поставлялся в СССР под этой маркой.
В авиационной промышленности такие штангенциркули назывались «Маузер», по причине того что штангенциркули повышенного качества поставлялись в СССР фирмой «Маузер».
Следует отметить, что современный штангенциркуль – это лишь усовершенствованный, в соответствие с новыми технологиями,
аналог того самого первого инструмента конца восемнадцатого века.
Нониус был изобретен Португальским математиком Педру Нунишем.
В то время, он работал над изобретением навигационного прибора, однако принцип, выработанный при этом, основанный на том, что человеческий глаз точнее определяет совпадение делений на шкалах, нежели относительное положение одного деления между двумя другими, лег в основу нониуса, названного в его честь.
Современную конструкцию шкалы нониуса придумал французский математик Пьер Вернье в 1631 году, поэтому, в честь него, нониус также называют «верньер».
Интересным является тот факт, что в немецком языке словом Stangenzirkel называют циркуль, применяемый для начертания окружностей и дуг больших радиусов. По-немецки, штангенциркуль называется Messschieber («раздвижной измеритель») или Schieblehre («раздвижная рейка»).
рис. =Штангенциркуль без нониуса. Германия, XIX век.=
В СССР, на профессиональном сленге разновидности штангенциркулей, массово поставляемые под марками «Columbus» и «MAUSER», приобрели соответствующие нарицательные имена.
Таким образом, «Колумбус» или «Колумбик» – это разновидность штангенциркуля, оснащенная глубиномером, а «Маузер» – штангенциркуль повышенного качества для авиационной промышленности.
Информация из мира инструментов. 90 168 Новости, руководства, тесты инструментов, советы по выбору подходящего инструмента, акции и предложения! 90 168 Если вы хотите получать такую информацию, введите адрес электронной почты, на который мы будем отправлять информацию о новых записях. Не сомневайтесь. Оставаться в курсе! 90 168 Подписавшись на рассылку новостей, вы получите код скидки 10 злотых Подпишитесь на информационный бюллетень |
Как пользоваться штангенциркулем: наглядные примеры на фото
Штангенциркули служат для измерения наружных и внутренних диаметров, а также наружных и внутренних длин.
Кроме этого отдельными типами инструмента могут измеряться глубины. Удалённости наружных и внутренних уступов и выполняться разметочные работы.
Штангели различают по типам, моделям, диапазонам измерений и уровнем точности, которые могут быть от 0,1 до 0,01 миллиметра. Диапазон измерений, зависящий от размеров самих штангенциркулей довольно широк, от 0 до 4000 мм.
Сегодня поговорим об устройстве инструмента, о том как пользоваться им новичку, как правильно измерить внутренний, наружный размеры и глубину.
Считывание размеров
Самое простое считывание у штангенциркуля типов ШЦЦ. Величина размера отображается на дисплее.
Показание размера на дисплее ШЦЦ
У штангенциркуля типа ШЦК-1 на размер в целых миллиметрах указывает край рамки, а доли миллиметра с отклонениями в плюс или минус указывает стрелка круговой шкалы.
Считывание показаний на штангеле ШЦК-1
Значение измерений складывается из его целых и долевых составляющих. У нониуса, на целые значения миллиметров, указывает риска на шкале штанги, ближайшая или находящаяся в левой части нониуса или совпадающая с ней.
Считывание размера со штангенциркуля ШЦ
Количество десятых или пятисотых долей миллиметра определяется по одной из рисок на шкале нониуса, который имеет наибольшее совпадение с любой риской на шкале штанги.
Порядковое значение этой наиболее совпадающей риски нониуса, будет количеством десятых или двадцатых долей миллиметра. Сумма целых миллиметров и его долей, будет расстоянием между измерительными поверхностями.
Обратите внимание
При измерении внутренних размеров штангенциркулем типов ШЦ-2 и ШЦ-3. К показаниям отсчетного устройства следует прибавить суммарный размер губок.
Измерение наружных диаметров
Размер на штангенциркуле — это расстояние между его измерительными поверхностями. Каким бы точным устройство не было его показания зависят от правильности снятия размера.
Величина измеренного наружного диаметра будет равна расстоянию между поверхностями только при условии их плотного прижима к поверхностям составляющих размер, которые можно назвать контур поверхностями.
Для выполнения условий плотного беззазорного прижима к поверхности цилиндра, штанга инструмента должна быть параллельна линии измеряемого диаметра или перпендикулярна его оси. Неправильное положение штанги приведёт к ошибке в измерении.
Примеры неправильной установки инструмента
Увеличение пятна контакта губок с поверхностью цилиндра облегчает установку инструмента в правильное положение.
Это делается за счёт наклона плоскости штангенциркуля, под углом к оси цилиндра, не нарушая перпендикулярности к ней штанги.
Наклон плоскости штангенциркуля
Приложение штанги к плоскости близлежащего торца, задаст штангенциркулю правильное положение при измерениях диаметров любой величины.
Правильное положение инструмента
Правильное положение при измерении диаметра
Ориентируемся визуально
В случае, когда нет такой возможности, остаётся ориентироваться визуально.
Измерение цилиндрических поверхностей
Величина цилиндрического отверстия будет равна расстоянию между измерительными поверхностями губок, при наибольшем их разведении в сочетании с плотным прижатием к поверхности отверстия.
Боковые измерительные поверхности инструмента должны быть установлены симметрично и перпендикулярно оси отверстия.
Симметрично и перпендикулярно оси отверстия
Измерение внутреннего диаметра штангенциркулем типа ШЦ-2 или ШЦ-3.
Правильное положение инструмента
Чтобы точнее установить инструмент, его достаточно чуть-чуть подвигать в отверстии.
Измерение длины
Правильное измерение длины обеспечивается параллельным положением штанги в двух плоскостях к линии измеряемой длины.
Параллельность к поверхности штанги
Параллельность к поверхности штанги
Не параллельность боковой поверхности штанги или ребра к линии размера вызовет снятие ложного размера.
Ложный размер
Установить правильное положение инструмента поможет увеличенная длина контакта губок с поверхностями, а также приложение штанги к поверхности оси детали.
Надежный контакт инструмента
Измерение внутренних длин
Плоскость и ребро штанги должны быть параллельны линии размера. На фото показано неправильное и правильное положение инструмента при снятии размера.
Неправильное положение
Правильное положение
Правильное положение инструмента ШЦ-2
Правильный прижим инструмента
Теперь, когда с правильным позиционированием инструмента определились, остаётся обеспечить плотный контакт измерительных поверхностей с контр-поверхностями.
Очень важно следить, чтобы контакт не пришёлся на радиус в углах уступов.
Правильно сделанный прижим к поверхности, должен быть плотным исключающим наличие каких-либо зазоров.
Зазор образованный неплотным прижимом, в совокупности с фактическим размером, будет показан отсчетным устройством штангенциркуля, но эти данные будут ложными.
Обычно губки прижимаются к поверхностям детали усилием, приложенным непосредственно к рамке или через подающий ролик.
Такой способ прижима может обеспечить достаточную стабильность и точность при измерениях. С увеличением измеряемых длин, когда усилие прижима должно быть более жестким с целью формирования надежного прижима к измеряемым поверхностям.
Применение такого способа содержит риск получения ложных результатов.
Дело в том, что увеличенное давление на основную рамку может вызвать перекос рамки вместе с подвижными губками.
Перекос рамки
Устранить перекос в рамке поможет увеличение прижима ее к штанге стопорным винтом.
Способ жёсткого прижима при замерах
Правильное позиционирование штангенциркуля при осуществлении замера предполагает прижим давлением непосредственно на рёбра губок.
Жесткий прижим губок
Давление на рёбра не может привести к перекосу рамки, а это значит, что жесткий прижим с легким покачиванием, только улучшит точность съема размера.
Важно недопущение перекоса рамки при достижении плотного прижима. После нахождения положения, стопорный винт зажимается для выведения инструмента из контакта с деталью и последующего считывания размера.
Для чего нужна дополнительная рамка
Этот приём доступен для штангенциркулей типов ШЦ-2 и ШЦ-3, у которых есть вспомогательные рамки. Винт на основной рамке поджимается настолько, чтобы ход прижимной пружины был выбран, но рамка была заблокирована не полностью, а передвигалась с затруднением.
Измерение с помощью вспомогательной рамки
Губки штангенциркуля устанавливаются в приближенные к размеру положение. Винт на вспомогательной рамке зажимается, и дальнейший подвод губок до уплотненного контакта с измеряемыми поверхностями делается за счёт механизма подачи на вспомогательной рамке.
Измерение штангенциркулем размеров с погрешностью до 5 микрон
Снятие размера можно считать совершенным при достижении легко уплотненного контакта измерительных поверхностей с контр-поверхностями.
Полученный уплотненный контакт проверяется подвижками губок относительно контр-поверхностей, а также входом и выходом из контакта.
Как измерить глубину и удаленность уступа
Замеряя глубину, сторона торца штангенциркуля находящаяся со стороны выреза на глубиномере, прижимается к ближней поверхности образующей длину уступа.
Вырез на глубиномере
Одно из назначений выреза на глубиномере, обходить радиусы, оставленные режущим инструментом на вершинах углов уступов. Штанга инструмента должна быть параллельна линии размера одновременно боковой поверхностью и ребром.
Правильное снятие размера
Размеры снятые глубиномером не отличаются стабильностью, из-за того что в большинстве случаев, правильная установка штанги контролируется только визуально.
Поэтому лучше сделать несколько замеров и за правильный результат принять наименьшую его величину. В какой-то степени правильные установки штангенциркуля будет способствовать прижим глубиномера к поверхности, которая параллельна линии измеряемой глубины.
Поджим глубиномера
Измеряя большие длины, нужно следить, чтобы не было изгибов глубиномера, и помогать в сохранении его прямолинейности.
Чтобы узнать глубину радиальной канавки, штанга и глубиномер устанавливаются параллельно в 2 плоскостях и симметрично линии диаметра цилиндра.
Замеряем глубину радиальной канавки
Для более точных и стабильных измерений глубин, применяется специальный штанговый инструмент штангенглубиномер.
Косвенные измерения
В конфигурации деталей, могут встречаться наружные и внутренние размеры, которые нельзя непосредственно измерить штангенциркулем.
Невозможно сделать замер №1
Невозможно сделать замер №2
Невозможно сделать замер №3
В таких случаях поможет применение других инструментов или косвенных измерений.
Схема косвенных измерений
Косвенными измерениями, искомый размер детали вычисляется из результатов полученных прямыми измерениями размеров связанных с искомым.
Вычисляем размер
Длина между выступами посередине не поддаётся прямому измерению. Замеряем общую длину и длины частей детали прилегающих к нужным нам сторонам, вычитаем их размеры из общей длины детали.
Как измерить расстояние между центрами отверстий?
Измеряем диаметры обоих отверстий, а потом перемычку между отверстиями, прибавив к длине перемычки, величины радиусов обоих отверстий, выясняем межцентровое расстояние.
Замер диаметров
чтобы измерить глубину канавки нам понадобится мостик. В качестве мостика используем подходящую шайбу. Из полученного результата измерений вычтем высоту шайбы и получим глубину канавки.
Измерение диаметра канавки
Применение косвенных замеров поможет, когда измеряемый диаметр превышает рабочий диапазон имеющегося штангенциркуля.
Начнем с измерения глубины губок от ребра штанги, назовем ее буквой H.
Снимаем размер губки штангенциркуля
Оперев ребро штанги на поверхность диаметра, сводим губки до касания обеих поверхностей этого диаметра и получаем длину хорды.
Измеряем хорду
А далее используем формулу:
D=L²/(4*H)+H
Подставляя в неё известные нам числовые значения, находим искомый диаметр.
Эту формулу можно применить для расчётов радиусов секторов. Если вылет штанги будет великоват, его можно уменьшить установкой штанги через мерную прокладку.
Находим радиус сектора
Дальнейший расчет аналогичен предыдущему.
Как устроен штангенциркуль ШЦ-1
Штанга с миллиметровой шкалой. Едино со штангой сделаны неподвижные губки для измерения наружных размеров, а другая, для измерения внутренних.
Штанга со шкалой
Рамка, которая передвигается по штанге, прижимается к ней установленной внутри пружиной.
Подвижная рамка
Подвижные губки, одна из которых для наружных, а вторая для внутренних измерений неразъемно соединены с рамкой.
Нониусная шкала на рамке может состоять из 10 делений. Для штангенциркуля с точностью до 0,1мм из 20 делений для инструментов с уровнем точности до 0,05мм.
Шкала нониуса находится как на самой рамке, так и на отдельной пластине, которая крепится к рамке винтами. Это позволяет регулировать шкалу нониуса относительно шкалы штанги.
Разная шкала делений
Глубиномер, связанный с рамкой, направляется пазом в штанге, он служит для измерения глубин и удалённости уступов. Стопорный винт на основной рамке предназначен для её фиксации со штангой в любой точки перемещения.
Глубиномер и стопорный винт
Одна пара губок имеет заужение измерительных поверхностей на крайней части своей длины, а вторая пара на всей длине, что создает дополнительные возможности при измерениях.
Устройство ШЦ-2 и ШЦ-3
Штангенциркуль шц-2 отличается от типа ШЦ-1 измерительными губками. ШЦ-2 имеют четыре измерительные поверхности две плоские, для наружных измерений и две цилиндрические, для внутренних.
Рабочие повехности губок ШЦ-2
Размер между плоской и цилиндрической измерительной поверхностью губок имеет точный размер, а его суммарное значение, указывается на одной из них.
В нашем случае этот размер 10 мм и он равен минимальному внутреннему размеру, который можно измерить. Поверхности для внутренних измерений ограничены по длине прямоугольными уступами параллельными штанге. Эти выступы используются для обеспечения правильной позиции при измерении.
Вторая измерительная пара заострена, а их измерительные поверхности заужены по всей длине. Это пара имеет измерительно-разметочные функции, потому что их заострениями могут наноситься мерные разметочные риски.
Разметка с помощью ШЦ-2
Заужение, на измерительных поверхностях разметочных губок, позволяет делать измерения различных поднутрений. Например, в узких неглубоких канавках или перемычек между отверстиями.
Кроме основной рамки у штангенциркуля типа ШЦ-2 предусмотрена ещё вспомогательная рамка со стопорным винтом. Вспомогательная рамка соединена с основной через микрометрический винт и гайку с рифленой поверхностью.
При застопоренной вспомогательной рамке, основная рамка может приближаться или удаляться от вспомогательной.
Вспомогательная рамка
Такой прием используется при некоторых измерениях, когда нужна точная подводка губок к измеряемым поверхностям. Штангенциркули типа ШЦ-3 отличаются от типа ШЦ -2 только отсутствием пары измерительно-разметочных губок.
Штангенциркули такого типа предназначены для измерений в самом большом размерном диапазоне.
Инструменты типа ШЦК-1 и ШЦЦ-1
Тип штангенциркуля ШЦК-1 также механический со счетным устройством долей миллиметра в виде круговой шкалы на рамке. Точность его выше, чем у нониуса и в зависимости от модели может быть от 0,01 до 0,02 мм.
Штангенциркуль ШЦК-1
К недостаткам этого типа измерительного инструмента, можно отнести их механическую уязвимость и чувствительность к загрязнениям отсчетного механизма.
Штангенциркуль типа ШЦЦ-1 или цифровой, отличается тем, что в его рамке вмонтировано отсчетное устройство с дисплеем, на котором указывается расстояние между измерительными губками.
Разрешение у таких штангенциркулей более высокое, до одной сотой миллиметра, а дисплей обеспечивает удобное считывание размеров.
Считывание размеров штангенциркулем ШЦЦ-1
На счетном устройстве, кнопочное управление настройками. Цифровому штангенциркулю присущи все достоинства и недостатки электронных устройств в частности на их повышенную точность влияет температурное расширение штанги.
Проверка и регулировка штангенциркулей
Штангенциркули, как и любой измерительный инструмент, могут потерять свою точность и за нарушение настройки, механических повреждений и естественного износа.
Прямолинейность инструмента, со стороны боковых поверхностей и ребер, проверяется лекальной линейкой на отсутствие просвета.
Между соединенными губками штангенциркуля не должно быть светового зазора, а крайняя левая риска на нониусной шкале, должна строго совпадать с риской нуля на шкале штанги. Падение штангенциркуля даже с небольшой высоты может повлечь за собой изгиб губки относительно штанги.
Проверка прямолинейности инструмента
Даже самые незначительные изгиб создает недопустимый зазор между губками, приводящий к нарушению измерений. Такие изгибы можно выявить проверкой лекальным угольником класса точности не менее второго.
Контроль исправности губок на просвет
Между угольником, прижатым к штанге и измерительными поверхностями губок не должно быть светового зазора, но как видно на фото, он есть.
Выявленные изгибы можно исправить легкими ударами по ней в нужном направлении медным инструментом. После каждого ударного воздействия, следует проверка угольником на просвет. И так до полного восстановления перпендикулярности губки к штанге.
Зазор между сведенными губками виден на просвет
При выверенных и сведенных измерительных губках должно быть совпадение крайней левой риски нониусной шкалы с нулем на шкале штанги.
Механически закреплённые нониус позволяет откорректировать за счёт регулировки. Проверку цилиндрических губок на предмет износа у штангенциркулей типов ШЦ-2 и ШЦ-3 можно сделать микрометром.
Проверка на просвет губок для внутренних измерений на штангенциркуле ШЦ-1 не приведёт к объективной оценки, в силу того, что эти губки могут заходить друг за друга.
Их можно проверить замером калиброванных отверстий, в качестве которых могут быть использованы отверстия в новых подшипниках.
Глубиномер при сведённых губках должен быть строго на одном уровне с торцем штанги. На точность глубиномер проверяется измерением плоскостности, при котором результат измерения должен быть нулевым.
Регулировка перемещения рамки
На инструменте различных типов и моделей прижим рамки к штанге осуществляется пружиной. Пружина, установленная в рамке выгибом от штанги, имеет возможность регулировки прижимного усилия за счёт поджатия ее винтом.
Но вместе с этим уменьшается вероятность перекоса рамки при давлении на неё целью режима губок. Установка прижимной пружины в некоторых моделях может быть выгибом вниз. При такой установке, прижим не регулируется винтом и является равномерным по всей длине перемещениях рамки.
Что делать нельзя
- Замерять детали при работающем двигателе.
- Наносить разметочные риски на вращающиеся детали.
- Нельзя использовать инструмент не по назначению.
- Во избежание возможных повреждений инструмента, нельзя класть его на суппорт станка.
Что необходимо соблюдать
- Инструмент с повышенной точностью требует размещение в точках или условиях изолированных от каких-либо источников температуры.

- Необходимо регулярно смазывать штангенциркуль легкими маслами.
Электронный штангенциркуль – какой лучше выбрать, рейтинг лучших моделей, поверка, как пользоваться?
В настоящее время для получения точных результатов измерений используют много приборов, к ним относится электронный штангенциркуль. В отличие от своих предшественников, он показывает точные до 0,1 мм данные и при этом сам процесс занимает намного меньше времени. Главное, правильно подобрать подходящую модель.
Устройство электронного штангенциркуля
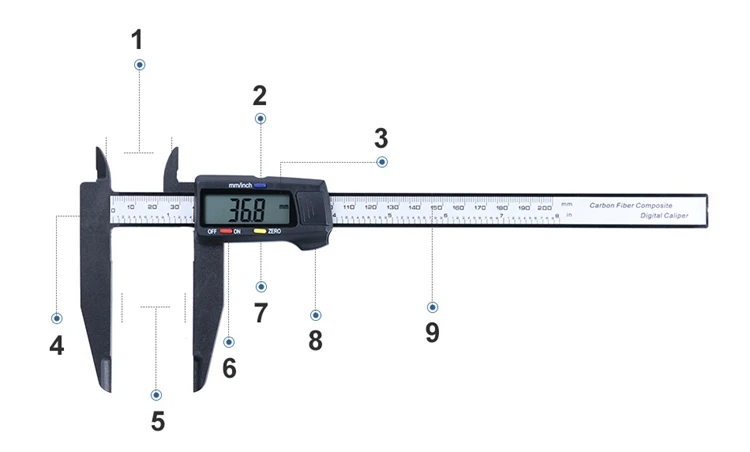
Универсальный прибор, использующийся для измерения линейных размеров, имеет дисплей, на котором отображаются итоговые данные. Используют его, когда нужно определить точные параметры, небольших предметов, например, гаек, болтов и так далее. Такая техника при высокой стоимости – отличная альтернатива механическому инструменту. Основные элементы аналогичны с теми, что есть в обычных моделях, но при этом присутствует несколько дополнительных частей. Как устроен электронный штангенциркуль:
- губки;
- штанга;
- движущаяся рамка;
- ролик для изменения длины замера;
- батарейка;
- электронный дисплей;
- кнопка вкл/выкл;
- реле переключения единиц измерения.
Принцип работы электронного штангенциркуля
Главное назначение устройства – выполнение точных замеров с разных сторон, а также по глубине. Если углубиться в вопрос, как работает электронный штангенциркуль, отметим такие моменты:
- Верхняя пластина является общим электродом. В ней есть пара конденсаторов, и они активируются по-очереди.
- Для обеспечение емкостного массива используется несколько пластин, определяющих все передвижения датчика.
- Вращающийся элемент – ползунок, а неподвижный элемент расположен на линейке.
- Ползунок и цифровой блок находятся на движущейся части инструмента.
- В памяти штангенциркуля находится программа, которая активируется при включении цифрового модуля. Она расшифровывает полученные данные и выводит их на экран.
Для чего нужен электронный штангенциркуль?
Прибор используют, когда необходимо произвести точные измерения деталей, например, можно узнать диаметр кольца или шайбы, определить глубину отверстий и так далее. Универсальный измерительный прибор применяют при ремонте деталей машин и оборудования, изготовлении разных элементов, обработке изделий из разных материалов, в слесарном производстве, строительстве и так далее.
Какой электронный штангенциркуль лучше выбрать?
Приобретая такой инструмент, важно понимать задачи, которые в будущем будут решаться с его помощью. Определяясь с тем, какой выбрать электронный штангенциркуль, нужно узнать основные характеристики устройства, которые указываются в прилагаемой инструкции:
- диапазон измерений;
- стоимость прибора;
- погрешность полученных данных.
Внешний осмотр проводят по таким показателям:
- Вид. Устройство должно быть похоже на то, фото которого находится на сайте изготовителя. Номер на корпусе указывает на страну-производителя.
- Подвижная рамка. Должна быть выполнена из прочного материала: стали, сплава алюминия или титана.
- Губки. Поверхность должна быть отшлифована, наличие повреждений не допускается. При сведении дисплей должен показывать 0.
- Точность. Хороший электронный штангенциркуль наделен отличными показателями. Проверку проводят с помощью измерения предмета, параметры которого известны.
- Комплектность. Проводят проверку документов, паспорта о калибровке, пластикового кейса.
К полезному функционалу электронного штангенциркуля относят:
- автоматическое вкл/выкл;
- переключение единиц измерений;
- получение относительных данных;
- переключение режима;
- вывод результатов на другое устройство.
Рейтинг электронных штангенциркулей
Среди всех предложенных на рынке моделей, профессионалы и потребители выделяют:
- ЗУБР ЭКСПЕРТ 34463-150. Показывает измерения с точностью до 0,01 мм. Экран закрыт в металлическом корпусе. С помощью колесика можно работать одной рукой. Можно измерять предметы до 150 мм.
- ADA INSTRUMENTS MECHANIC 150 PRO. Цифровой штангенциркуль с полностью металлическим корпусом. Измеряет предметы, размер которых достигает 150 мм. Благодаря ролику губки двигаются максимально плавно.
- STAYER 34410-150. Корпус собран из пластика. Измерения проводятся благодаря движению рычага под электронным блоком. Величина измерения до 150 мм.
- KRAFTOOL 34460-200. Отличается повышенной надежностью сборки. Может измерять величину предметов до 200 мм. Тонкие губки, позволяют использовать электронный штангенциркуль в труднодоступных местах.
- NORGAU 040051020. Самый лучший ШЦЦ, наделенный высокими показателями точности полученных данных. Подходит для деталей до 200 мм. Корпус дисплея защищен от влаги и пыли.
Проверка электронного штангенциркуля
Для уверенности в точности измерений, нужно знать, как провести калибровку. Делают это вовремя покупки. Процесс включает действия:
- Губки сводят до упора и смотрят на нулевые штрихи. Они должны совпадать.
- Рамку устанавливают в первичном положении на начальной отметке.
- Помимо этого электронный цифровой штангенциркуль должен иметь качественную сборку. Все обозначения и разметки четкими, движения механизмов плавными.
Как пользоваться электронным штангенциркулем?
Перед эксплуатацией устройство требует определенной подготовки:
- удаления загрязнений;
- плотного сведения губок на показателе «0».
Штангенциркуль с цифровой индикацией измеряет наружный диаметр предмета следующим образом:
- разводят губки с помощью движения рамки;
- прикладывают к предмету и сдвигают их до полного прилегания;
- фиксируют положение специальным винтом;
- нажимают на кнопку на дисплее и ждут показаний.
Уровень глубины электронный штангенциркуль определяет так:
- с помощью движения рамки выдвигают глубиномер;
- спускают его до дна предмета и прижимают к стенке;
- штангу двигают до упора;
- проводят фиксацию специальным винтом;
- вынимают и фиксируют полученный размер на дисплее.
Штангенциркуль -устройство, как пользоваться инструментом, фото – Ремонт своими руками на m-stone.ru
Штангенциркули служат для измерения наружных и внутренних диаметров, а также наружных и внутренних длин.
Кроме этого отдельными типами инструмента могут измеряться глубины. Удалённости наружных и внутренних уступов и выполняться разметочные работы.
Штангели различают по типам, моделям, диапазонам измерений и уровнем точности, которые могут быть от 0,1 до 0,01 миллиметра. Диапазон измерений, зависящий от размеров самих штангенциркулей довольно широк, от 0 до 4000 мм.
Сегодня поговорим об устройстве инструмента, о том как пользоваться им новичку, как правильно измерить внутренний, наружный размеры и глубину.
Считывание размеров
Самое простое считывание у штангенциркуля типов ШЦЦ. Величина размера отображается на дисплее.
Показание размера на дисплее ШЦЦ
У штангенциркуля типа ШЦК-1 на размер в целых миллиметрах указывает край рамки, а доли миллиметра с отклонениями в плюс или минус указывает стрелка круговой шкалы.
Считывание показаний на штангеле ШЦК-1
Значение измерений складывается из его целых и долевых составляющих. У нониуса, на целые значения миллиметров, указывает риска на шкале штанги, ближайшая или находящаяся в левой части нониуса или совпадающая с ней.
Считывание размера со штангенциркуля ШЦ
Количество десятых или пятисотых долей миллиметра определяется по одной из рисок на шкале нониуса, который имеет наибольшее совпадение с любой риской на шкале штанги.
Порядковое значение этой наиболее совпадающей риски нониуса, будет количеством десятых или двадцатых долей миллиметра. Сумма целых миллиметров и его долей, будет расстоянием между измерительными поверхностями.
Обратите внимание
При измерении внутренних размеров штангенциркулем типов ШЦ-2 и ШЦ-3. К показаниям отсчетного устройства следует прибавить суммарный размер губок.
Устройство штангенциркуля
Выше уже показаны основные элементы инструмента с названиями, однако давайте разберемся подробнее. В этом видео удачно показаны различные модели и примеры работы с ними, а также разобрано, из чего состоит штангенциркуль.
Механические модели
Они отличаются тем, что все замеры производятся ручным перемещением элементов и визуальным определением показаний по измерительной разметке.
В зависимости от конструкции изделия шкала может иметь различную длину (см. таблицу выше) и, соответственно допустимый диапазон измерения. Эти цифры не совпадают. Так, если длина разметки штанги инструмента составляет 14,5 см (цифровые обозначения могут быть проставлены не полностью, что видно на фото), то замерить с его помощью можно деталь или отверстие с шириной/диаметром/глубиной до 13…13,3 см.
Точность измерений определяется разметкой нониуса – до десятых или сотых долей миллиметра. Эта же цифра указывается на самом приборе в виде вот такой маркировки.
Каждый производитель, особенно зарубежный, может давать свою маркировку, поэтому при покупке изделия лучше уточнять у продавца, где именно эта маркировка проставлена и что она означает.
При работе с изделиями, производимыми в странах, где принята дюймовая система измерений (английская), может быть более удобен штангенциркуль с дюймовой разметкой нониуса в дополнение к миллиметровой.
Обратите внимание: в этом случае дюймовая разметка есть не только на нониусе, но и на штанге, а точность замеров указана отдельно для обеих систем измерения.
Электронные (цифровые) штангенциркули
В этих устройствах перемещение губок по штанге также выполняется вручную, но совмещение шкал и выдача замеров производится автоматически, с помощью отслеживания перемещения нониуса по магнитным меткам.
От частоты расположения меток и точности отслеживания зависит точность замеров.
Вот так может выглядеть «внутренность» цифрового штангенциркуля.
(Нижнее фото представлено в сильном увеличении)
Вот так выглядит вблизи основная часть электронного устройства.
Здесь тоже, как Вы видите, есть переключение с метрической системы измерений на дюймовую.
Стоит отметить, что при работе с такой моделью удобнее смотреть именно на показания на дисплее, отследить должным образом положение бегунка относительно разметки штанги труднее, чем в механическом устройстве.
Разметочные штангенциркули
Их стоит выделить в отдельную группу, поскольку с помощью этого инструмента можно не только замерить необходимый элемент изделия, но и перенести размер на другую деталь. Их особенностью является жесткая фиксация элементов инструментов относительно друг друга после выполнения замера – только в этом случае можно разметить деталь с необходимой точностью.
На этом фото представлена модель ШЦРТИ 200 – 0,1 с иглами. Напомним, что буква «Т» в маркировке означает изготовление губок или, в данном случае, игл, из твердого сплава.
Модель ШЦКТ-I- 150 – 0,02 с круговым нониусом, применяется в основном для замеров, но и для разметки также.
Модель ШЦР 150 – 0,1 с циркульной системой разведения губок.
Цифровой инструмент ШЦЦРТ 300 – 0,01 с циркульным разведением губок и точностью до сотых долей миллиметра.
Измерение наружных диаметров
Размер на штангенциркуле — это расстояние между его измерительными поверхностями. Каким бы точным устройство не было его показания зависят от правильности снятия размера.
Величина измеренного наружного диаметра будет равна расстоянию между поверхностями только при условии их плотного прижима к поверхностям составляющих размер, которые можно назвать контур поверхностями.
Для выполнения условий плотного беззазорного прижима к поверхности цилиндра, штанга инструмента должна быть параллельна линии измеряемого диаметра или перпендикулярна его оси. Неправильное положение штанги приведёт к ошибке в измерении.
Примеры неправильной установки инструмента
Увеличение пятна контакта губок с поверхностью цилиндра облегчает установку инструмента в правильное положение.
Это делается за счёт наклона плоскости штангенциркуля, под углом к оси цилиндра, не нарушая перпендикулярности к ней штанги.
Наклон плоскости штангенциркуля
Приложение штанги к плоскости близлежащего торца, задаст штангенциркулю правильное положение при измерениях диаметров любой величины.
Правильное положение инструмента
Правильное положение при измерении диаметра
Ориентируемся визуально
В случае, когда нет такой возможности, остаётся ориентироваться визуально.
Измерение цилиндрических поверхностей
Величина цилиндрического отверстия будет равна расстоянию между измерительными поверхностями губок, при наибольшем их разведении в сочетании с плотным прижатием к поверхности отверстия.
Боковые измерительные поверхности инструмента должны быть установлены симметрично и перпендикулярно оси отверстия.
Симметрично и перпендикулярно оси отверстия
Измерение внутреннего диаметра штангенциркулем типа ШЦ-2 или ШЦ-3.
Правильное положение инструмента
Чтобы точнее установить инструмент, его достаточно чуть-чуть подвигать в отверстии.
Измерение длины
Правильное измерение длины обеспечивается параллельным положением штанги в двух плоскостях к линии измеряемой длины.
Параллельность к поверхности штанги
Параллельность к поверхности штанги
Не параллельность боковой поверхности штанги или ребра к линии размера вызовет снятие ложного размера.
Ложный размер
Установить правильное положение инструмента поможет увеличенная длина контакта губок с поверхностями, а также приложение штанги к поверхности оси детали.
Надежный контакт инструмента
Измерение внутренних длин
Плоскость и ребро штанги должны быть параллельны линии размера. На фото показано неправильное и правильное положение инструмента при снятии размера.
Неправильное положение
Правильное положение
Правильное положение инструмента ШЦ-2
Правильный прижим инструмента
Теперь, когда с правильным позиционированием инструмента определились, остаётся обеспечить плотный контакт измерительных поверхностей с контр-поверхностями.
Очень важно следить, чтобы контакт не пришёлся на радиус в углах уступов.
Правильно сделанный прижим к поверхности, должен быть плотным исключающим наличие каких-либо зазоров.
Зазор образованный неплотным прижимом, в совокупности с фактическим размером, будет показан отсчетным устройством штангенциркуля, но эти данные будут ложными.
Обычно губки прижимаются к поверхностям детали усилием, приложенным непосредственно к рамке или через подающий ролик.
Такой способ прижима может обеспечить достаточную стабильность и точность при измерениях. С увеличением измеряемых длин, когда усилие прижима должно быть более жестким с целью формирования надежного прижима к измеряемым поверхностям.
Применение такого способа содержит риск получения ложных результатов.
Дело в том, что увеличенное давление на основную рамку может вызвать перекос рамки вместе с подвижными губками.
Перекос рамки
Устранить перекос в рамке поможет увеличение прижима ее к штанге стопорным винтом.
Популярное: Изготовить стусло своими руками, или купить готовое?
Способ жёсткого прижима при замерах
Правильное позиционирование штангенциркуля при осуществлении замера предполагает прижим давлением непосредственно на рёбра губок.
Жесткий прижим губок
Давление на рёбра не может привести к перекосу рамки, а это значит, что жесткий прижим с легким покачиванием, только улучшит точность съема размера.
Важно недопущение перекоса рамки при достижении плотного прижима
. После нахождения положения, стопорный винт зажимается для выведения инструмента из контакта с деталью и последующего считывания размера.
Инструкция по использованию штангенциркуля
Штангенциркуль, инструкция по использованию которого позволяет проводить довольно точные замеры, имеет простую конструкцию. Использовать его тоже достаточно просто. С помощью него можно определить внутренние и наружные габариты деталей. Мастер может узнать, какой глубиной обладают отверстия и всевозможные выступы.
Рекомендуем: Регулировка карбюратора любой бензопилы своими руками
Схема устройства штангенциркуля.
Особенности использования штангенциркуля
Штангенциркуль представляет собой высокоточное средство измерительной техники. Полученные в ходе измерений данные будут иметь точность в пределах 0,1-0,01 мм. Если перед вами встала необходимость определить наружные и внутренние габариты, то следует использовать снизу расположенные широкие, а также вспомогательные заостренные губки. Последние из упомянутых выше применяются и для осуществления разметки поверхности деталей.
Четыре вида измерения штангенциркулем.
Глубину отверстий и габариты выступов можно определить посредством глубиномера, который выступает в роли составляющей части описываемого инструмента. Конструкция штангенциркуля может быть разной, например, нониусной, стрелочной или электронной. Последние два варианта имеют еще второе название — циферблатный и цифровой штангенциркули соответственно. Все они обладают одинаковой конструкцией, а отличие их состоит только в типе отсчетного устройства.
Вышеупомянутые обстоятельства указывают на то, что принципы использования штангенциркуля нониусного, стрелочного или цифрового типов совершенно одинаковы, однако разница есть, и состоит она только в представлении информации прибором. По этой причине целесообразно рассмотреть пример одного из инструментов, например, нониусного.
Подготовка перед измерением
Цифровой штангенциркуль.
Перед использованием штангенциркуля его необходимо очистить от смазки и частичек пыли, уделив внимание поверхностям, которые будут задействованы в измерениях. Далее инструмент требуется проанализировать на точность. Если работа выполняется посредством нониусного прибора, сделать это будет просто — для этого только необходимо совместить главные (широкие) губки штангенциркуля, которые расположены снизу. При этом о обеих шкал должны совпасть. Одновременно с этим 19-ая отметка шкалы должна совпасть с 10-ой — на нониусе. При соблюдении названных условий прибор можно считать исправным и полностью готовым к проведению измерений.
Руководство по использованию регламентирует правила и для анализа стрелочного и цифрового штангенциркулей, при этом тоже предстоит сопрячь между собой губки прибора.
В случае с циферблатом стрелочного инструмента указатель должен оказаться на нулевой отметке.
Тогда как на экране электронного аппарата должно появиться обозначение «0».
Осуществление измерений
Измерительные инструменты.
При проведении работ необходимо соблюдать осторожность, так как измерительные основания губок прибора обладают опасными краями. Для определения внешнего размера элемента следует плотно зажать его между главных, снизу расположенных губок. Инструмент при этом необходимо удерживать в правой руке, четыре пальца должны обхватить штангу, тогда как большой палец следует расположить на рамке. Рамку стоит перемещать большим пальцем, и после достижения нужного шага между губками, которые сопрягаются с измеряемым основанием, она закрепляется посредством зажима.
Перед тем как считать конечный результат, следует удостовериться в том, что губки приняли верное положение, при этом перекосов быть не должно, а при перемещении элемента между ними должно чувствоваться усилие.
Определение внутренних параметров и глубины
Внутренние параметры определяются посредством заостренных полостей, для чего их будет нужно привести в сопряженное состояние и расположить в измеряемый элемент детали. После этого вспомогательные губки можно развести. Перед считыванием данных необходимо проанализировать соблюдение вышеописанных условий.
Для того чтобы определить глубину, будет необходимо расположить в отверстии находящийся на торце прибора глубиномер. После этого можно начать раздвигать главные губки, пока глубиномер не соприкоснется с поверхностью. После того как это произойдет, можно смотреть, каковы показания. Эта же технология позволит еще и проанализировать габариты выступов. Стоит учесть, что не каждый инструмент имеет глубиномер.
Этапы проведения измерений:
подготовка прибора, включая его очистку и анализ точности; выставление значения прибора на нулевую отметку или максимально возможную для проведения измерения; процесс измерения; считывание данных.
Считывание показаний
Наиболее сложно считать информацию с нониусных приборов. Для того чтобы это сделать, прибор необходимо удерживать перед глазами, если несколько сместить штангенциркуль в сторону, то не избежать погрешностей. Не имеет значения, какой параметр анализировался, считывание производится по одному принципу.
Основание шкалы прибора обладает некоторым скосом, который необходим для эффективного совмещения ее с главной шкалой, по взаимному расположению данных градуировок и можно определить параметры элемента. Первоначально следует оценить количество целых миллиметров, которое соответствует значению деления главной шкалы, расположенной слева от нулевой отметки прибора. После следует определить число долей миллиметра. На шкале располагается штрих, который совпадает с отметкой главной шкалы. Если подобных штрихов несколько, то нужно использовать значение, наиболее приближенное к нулю нониуса.
Источник: moiinstrumenty.ru
Для чего нужна дополнительная рамка
Этот приём доступен для штангенциркулей типов ШЦ-2 и ШЦ-3, у которых есть вспомогательные рамки. Винт на основной рамке поджимается настолько, чтобы ход прижимной пружины был выбран, но рамка была заблокирована не полностью, а передвигалась с затруднением.
Измерение с помощью вспомогательной рамки
Губки штангенциркуля устанавливаются в приближенные к размеру положение. Винт на вспомогательной рамке зажимается, и дальнейший подвод губок до уплотненного контакта с измеряемыми поверхностями делается за счёт механизма подачи на вспомогательной рамке.
Измерение штангенциркулем размеров с погрешностью до 5 микрон
Снятие размера можно считать совершенным при достижении легко уплотненного контакта измерительных поверхностей с контр-поверхностями.
Полученный уплотненный контакт проверяется подвижками губок относительно контр-поверхностей, а также входом и выходом из контакта.
Как измерить глубину и удаленность уступа
Замеряя глубину, сторона торца штангенциркуля находящаяся со стороны выреза на глубиномере, прижимается к ближней поверхности образующей длину уступа.
Вырез на глубиномере
Одно из назначений выреза на глубиномере, обходить радиусы, оставленные режущим инструментом на вершинах углов уступов. Штанга инструмента должна быть параллельна линии размера одновременно боковой поверхностью и ребром.
Правильное снятие размера
Размеры снятые глубиномером не отличаются стабильностью, из-за того что в большинстве случаев, правильная установка штанги контролируется только визуально.
Поэтому лучше сделать несколько замеров и за правильный результат принять наименьшую его величину. В какой-то степени правильные установки штангенциркуля будет способствовать прижим глубиномера к поверхности, которая параллельна линии измеряемой глубины.
Поджим глубиномера
Измеряя большие длины, нужно следить, чтобы не было изгибов глубиномера, и помогать в сохранении его прямолинейности.
Чтобы узнать глубину радиальной канавки, штанга и глубиномер устанавливаются параллельно в 2 плоскостях и симметрично линии диаметра цилиндра.
Замеряем глубину радиальной канавки
Для более точных и стабильных измерений глубин, применяется специальный штанговый инструмент штангенглубиномер.
Косвенные измерения
В конфигурации деталей, могут встречаться наружные и внутренние размеры, которые нельзя непосредственно измерить штангенциркулем.
Невозможно сделать замер №1
Невозможно сделать замер №2
Невозможно сделать замер №3
В таких случаях поможет применение других инструментов или косвенных измерений.
Схема косвенных измерений
Косвенными измерениями, искомый размер детали вычисляется из результатов полученных прямыми измерениями размеров связанных с искомым.
Вычисляем размер
Длина между выступами посередине не поддаётся прямому измерению. Замеряем общую длину и длины частей детали прилегающих к нужным нам сторонам, вычитаем их размеры из общей длины детали.
Как измерить расстояние между центрами отверстий?
Измеряем диаметры обоих отверстий, а потом перемычку между отверстиями, прибавив к длине перемычки, величины радиусов обоих отверстий, выясняем межцентровое расстояние.
Замер диаметров
чтобы измерить глубину канавки нам понадобится мостик. В качестве мостика используем подходящую шайбу. Из полученного результата измерений вычтем высоту шайбы и получим глубину канавки.
Измерение диаметра канавки
Применение косвенных замеров поможет, когда измеряемый диаметр превышает рабочий диапазон имеющегося штангенциркуля. Начнем с измерения глубины губок от ребра штанги, назовем ее буквой H.
Снимаем размер губки штангенциркуля
Оперев ребро штанги на поверхность диаметра, сводим губки до касания обеих поверхностей этого диаметра и получаем длину хорды.
Измеряем хорду
А далее используем формулу: D=L²/(4*H)+H Подставляя в неё известные нам числовые значения, находим искомый диаметр.
Эту формулу можно применить для расчётов радиусов секторов. Если вылет штанги будет великоват, его можно уменьшить установкой штанги через мерную прокладку.
Находим радиус сектора
Дальнейший расчет аналогичен предыдущему.
Как работать штангенциркулем
Главное – правильно подготовить прибор к работе: удалить с детали, а также инструмента лишнюю пыль и загрязнения.
Важно! Перед любыми манипуляциями с прибором, выставите нулевой уровень. Для этого сведите губки друг с другом и сверьте значения. Между губками не должно быть просвета.
Инструмент помещается в рабочую руку. Если вы правша – в правую, если левша, соответственно, в левую. Деталь – в противоположную. Для того чтобы измерить наружный размер детали, достаточно развести внешние губки прибора и поместить между ними измеряемую деталь. Губки должны полностью прижиматься к детали, но не стоит прилагать излишние усилия, слишком мягкий металл может погнуться, а значит, измерения могут быть неточными.
Необходимо зафиксировать положение меток с помощью прижимного винта
Рекомендуем: Как сделать лопату для уборки снега своими руками?
После того, как подвижная часть штангенциркуля зафиксирована, отложите прибор на стол, чтобы зафиксировать результаты измерений.
Как устроен штангенциркуль ШЦ-1
Штанга с миллиметровой шкалой. Едино со штангой сделаны неподвижные губки для измерения наружных размеров, а другая, для измерения внутренних.
Штанга со шкалой
Рамка, которая передвигается по штанге, прижимается к ней установленной внутри пружиной.
Подвижная рамка
Подвижные губки, одна из которых для наружных, а вторая для внутренних измерений неразъемно соединены с рамкой.
Нониусная шкала на рамке может состоять из 10 делений. Для штангенциркуля с точностью до 0,1мм из 20 делений для инструментов с уровнем точности до 0,05мм.
Шкала нониуса находится как на самой рамке, так и на отдельной пластине, которая крепится к рамке винтами. Это позволяет регулировать шкалу нониуса относительно шкалы штанги.
Разная шкала делений
Глубиномер, связанный с рамкой, направляется пазом в штанге, он служит для измерения глубин и удалённости уступов. Стопорный винт на основной рамке предназначен для её фиксации со штангой в любой точки перемещения.
Глубиномер и стопорный винт
Одна пара губок имеет заужение измерительных поверхностей на крайней части своей длины, а вторая пара на всей длине, что создает дополнительные возможности при измерениях.
Популярное: Самодельный пресс из домкрата своими руками просто и доступно
Как пользоваться штангенциркулем
Этот универсальный инструмент способен не только измерить диаметр и линейный размер наружных и внутренних поверхностей, глубину отверстий, но также и разметить заготовки деталей, нанести линии границ для последующей их обработки.
История создания штангенциркуля уходит корнями в средние века. Первые упоминания мы находим о том, что в начале 16 века Педру Нунишем, португальским математиком, был изобретён нониус — прародитель штангенциркуля. Позже, в 1631 году во Франции математик Вернье создал аналогичный инструмент, названный верньером или нониусом. Впоследствии нониусом назвали шкалу на рамке прибора.
Штангенциркуль – это обычный циркуль на немецком языке, приспособление для проведения дуг, окружностей большого диаметра. Сам измерительный инструмент по-немецки – Messschieber (Schieblehre), что в дословном переводе значит — раздвижной измеритель (линейка). Линейка-штанга дала название этому прибору. В советские времена штангенциркуль с глубиномером называли «колумбусом», а более высокого качества, применяемый, например, в авиастроении, оборонной промышленности – «маузером», по названию компаний, осуществлявших их поставки.
В наше время существует несколько видов штангенциркулей с различной точностью измерений. Согласно ГОСТу их изготавливают четыре основных типа:
1) тип I – двусторонние с глубиномером;
2) тип Т-1 – односторонние с глубиномером и измерительными поверхностями из твердого сплава;
3) тип II – двухсторонние;
4) тип III–односторонние.
Шкала отсчёта инструмента бывает в виде линейки-нониуса, круглого циферблата со стрелочкой и цифрового электронного индикатора. Штангенциркули типа ШЦК имеют круговую шкалу со стрелкой, на которой мы видим доли миллиметров. Стрелка, наклоненная вправо, показывает на сколько сотых миллиметра размер больше целого значения. Стрелка влево – на сколько долей миллиметра величина измерений меньше целого числа. Тип ШЦЦ снабжён цифровым индикатором, показывающим на электронном табло точные измерения до двух знаков после запятой. Инструмент также может измерить глубину паза и внутренний диаметр детали. Штангенциркули IIи III типа комплектуются разметочным приспособлением с устройством для тонкой установки рамки с микрометрической подачей. В условном обозначении инструмента указывается его тип, вид шкалы и устройства отсчёта, диапазон измерений и цена одного деления. Например, ШЦК-1-250-0,02 – это штангенциркуль I типа, шкала круговая, диапазон – до 250 миллиметров, цена деления – 0,02 мм.
Подробно рассмотрим устройство прибора на примере ШЦ-1. Он состоит из штанги, рамки, двух пар губок – для внутренних и наружных размеров, шкалы нониуса и шкалы штанги, линейки глубиномера и стопорного винта для фиксации рамки. Штанга похожа на линейку длиной 150 мм с ценой деления 1 мм, на ней нанесены цифры, означающие величину в сантиметрах. Неподвижные губки установлены на штанге. Благодаря форме дополнительных губок, напоминающей лезвия ножа, во время снятия внутренних размеров шкала сразу покажет нам их итоговые цифры. Линейка глубиномера прикреплена к двигающейся рамке. По штанге в пазах может двигаться рамка с подвижными губками. При проведении измерений она фиксируется с помощью стопорного винта. Дополнительная шкала нониуса на рамке имеет 10 делений шириной 1,9 мм. Цена деления по нониусу у ШЦ-2 составляет всего лишь пять сотых или одну десятую миллиметра. Для определения размеров внутренних диаметров нужно приплюсовать к полученным числам ширину ступенчатых губок этого инструмента, обозначенную на нём.
Для того, чтобы штангенциркуль всегда оставался точным измерительным прибором, с ним нужно очень аккуратно обращаться. И до, и после работы его нужно протирать мягкой ветошью, так как остатки пыли или смазки могут повлиять на точность измерений. Для очистки нельзя пользоваться предметами, которые могут нанести механические повреждения. Например, наждачная бумага или канцелярский нож. Хранят инструмент только в сухих местах, защищенных также от попадания солнца и любого нагрева. Во время измерений избегают влаги на поверхностях деталей и руках. Измеряемые изделия должны обладать гладкой поверхностью, чтобы не повредить измерительные кромки. И, конечно же, ни в коем случае не допускается бросать прибор или ронять его на пол.
Перед работой обязательно нужно провести проверку всех частей штангенциркуля. Губки должны быть ровными, цифры на шкалах – хорошо различимые, а глубиномер не выступает из края штанги. Размеры будут точно определены, если первый штрих на штанге-линейке совпадает с таким же на нониусе, а для ШЦ-1 последняя черта на основной линейке должна совпасть с девятнадцатой по счету линией на рамке. Во время измерений не допускаем перекоса составных частей. После совмещения измерительных кромок и поверхностей детали, фиксируем последнюю при помощи стопорного винта. Размеры определяем, держа штангенциркуль на уровне глаз. Рамка не должна болтаться на линейке, перемещаем её очень плавно, не делая резких движений.
Итак, приступаем к измерениям длины, ширины или наружного диаметра предметов. Разводим губки для снятия наружных размеров и точно совмещаем с измеряемой плоскостью до достижения строгой параллельности измерительных кромок поверхности заготовки. После этого фиксируем её винтом. Шкала штанги определит целое число миллиметров, а шкала нониуса – цифры после запятой. Линия, по которой штрихи на двух шкалах идеально совпадут, покажет нам количество десятых долей на вспомогательной шкале. То есть, если на рамке эта черта напротив цифры два, значит, добавляем к целому числу на штанге 20 сотых миллиметра.
Губками для внутренних измерений будем определять внутренний диаметр цилиндрической втулки, например. Заводим их в отверстие перепендикулярно к линии поверхности в точке касания до совмещения с границами отверстия. Размер высчитываем так же, как и при проведении наружных измерений. Измеряя диаметр инструментом ШЦ-2, плюсуем к полученной цифре ширину губок, указанную непосредственно на их поверхности (к примеру, 10). Фиксирующий винт даёт нам возможность застопорить губки по размеру оригинальной детали, и, в дальнейшем, использовать штангенциркуль в качестве стандарта для заготовок.
Глубину детали измерим линейкой-глубиномером. Аккуратно выдвигаем её из штанги до тех пор, пока она не упрётся в дно измеряемой заготовки или в поверхность, на которой она установлена, в случае сквозного отверстия.
Для разметки деталей применяется штангенциркуль типа ШЦ-2. С помощью верхних губок инструмента можно нанести засечки, провести окружности, отметить границы заготовки.
Напоследок, о народных умельцах, которые экономят на покупке инструмента. Затачивая штангенциркуль ШЦ-1 на шлифовальном круге, они получают приспособление для разметки поверхностей, аналогичное ШЦ-2. Заострёнными губками для снятия наружных размеров можно чертить окружности или размечать заготовки. Единственный недостаток: из-за нагрузок этот инструмент прослужит недолго, и его опять нужно будет покупать и обрабатывать.
Устройство ШЦ-2 и ШЦ-3
Штангенциркуль шц-2 отличается от типа ШЦ-1 измерительными губками. ШЦ-2 имеют четыре измерительные поверхности две плоские, для наружных измерений и две цилиндрические, для внутренних.
Рабочие повехности губок ШЦ-2
Размер между плоской и цилиндрической измерительной поверхностью губок имеет точный размер, а его суммарное значение, указывается на одной из них.
В нашем случае этот размер 10 мм и он равен минимальному внутреннему размеру, который можно измерить. Поверхности для внутренних измерений ограничены по длине прямоугольными уступами параллельными штанге. Эти выступы используются для обеспечения правильной позиции при измерении.
Вторая измерительная пара заострена, а их измерительные поверхности заужены по всей длине. Это пара имеет измерительно-разметочные функции, потому что их заострениями могут наноситься мерные разметочные риски.
Разметка с помощью ШЦ-2
Заужение, на измерительных поверхностях разметочных губок, позволяет делать измерения различных поднутрений. Например, в узких неглубоких канавках или перемычек между отверстиями.
Кроме основной рамки у штангенциркуля типа ШЦ-2 предусмотрена ещё вспомогательная рамка со стопорным винтом. Вспомогательная рамка соединена с основной через микрометрический винт и гайку с рифленой поверхностью.
При застопоренной вспомогательной рамке, основная рамка может приближаться или удаляться от вспомогательной.
Вспомогательная рамка
Такой прием используется при некоторых измерениях, когда нужна точная подводка губок к измеряемым поверхностям. Штангенциркули типа ШЦ-3 отличаются от типа ШЦ -2 только отсутствием пары измерительно-разметочных губок.
Штангенциркули такого типа предназначены для измерений в самом большом размерном диапазоне.
Устройство и использование штангенциркуля
У каждого изделия имеется:
- Штанга, напоминающая линейку со множеством делений. Именно на этот компонент крепятся все остальные детали.
- Две губки, предназначенных для измерения внутренних поверхностей (например, диаметра отверстия).
- Две губки, использующихся при измерении наружных поверхностей (к примеру, длины гвоздя).
- Ползунок — деталь разметочного штангенциркуля, которая отвечает за показания измерений.
- Глубиномер (присутствует не во всех моделях). Как понятно из названия, он используется для замеров глубины.
- Винт, который закрепляет положение губок.
- Кнопка для обнуления (имеется только в электронных изделиях) — предназначена для сброса показаний.
Пожалуй, наиболее важный компонент в любом разметочном штангенциркуле — это губки. Устройство сделано таким образом, что одна из половинок губки остаётся на месте, а другая перемещается на заданное расстояние. При любом замере придётся использовать эти детали, поэтому их производят из твёрдых сплавов, чтобы гарантировать устойчивость к износам.
Губки штангенциркуля разметочного фиксируются закрепляющим винтом. Это относится
к внутренним и внешним губкам. Таким образом, можно узнать расстояние между ними в удобном для себя положении.
Для использования механического штангенциркуля, необходимо знание шкалы нониуса (её можно без труда найти в интернете). Совсем иной подход реализован в электронных устройствах.
Здесь от пользователя не потребуется определённых знаний — все полученные значения указаны на электронном дисплее.
Инструменты типа ШЦК-1 и ШЦЦ-1
Тип штангенциркуля ШЦК-1 также механический со счетным устройством долей миллиметра в виде круговой шкалы на рамке. Точность его выше, чем у нониуса и в зависимости от модели может быть от 0,01 до 0,02 мм.
Штангенциркуль ШЦК-1
К недостаткам этого типа измерительного инструмента, можно отнести их механическую уязвимость и чувствительность к загрязнениям отсчетного механизма.
Штангенциркуль типа ШЦЦ-1 или цифровой, отличается тем, что в его рамке вмонтировано отсчетное устройство с дисплеем, на котором указывается расстояние между измерительными губками.
Разрешение у таких штангенциркулей более высокое, до одной сотой миллиметра, а дисплей обеспечивает удобное считывание размеров.
Считывание размеров штангенциркулем ШЦЦ-1
На счетном устройстве, кнопочное управление настройками. Цифровому штангенциркулю присущи все достоинства и недостатки электронных устройств в частности на их повышенную точность влияет температурное расширение штанги.
Как измерять микрометром на практике
Получить размер изделий с точностью 0,01 мм можно выполнив измерения микрометром. Их много модификаций, но самый распространенный это гладкий микрометр типа МК-25, обеспечивающий диапазон измерений от 0 до 25 мм с точностью 0,01 мм. Микрометром удобно измерять диаметр сверла, толщину листового материала, диаметр провода.
Читать также: Самодельная ленточная пила своими руками чертежи
Микрометр представляет собой скобу, с одной стороны которой находится опорная пятка, а с другой имеется стебель и высокоточная резьба, в которую закручивается микровинт. На стебле нанесена метрическая шкала, по которой выполняется отсчет миллиметров. На микровинте имеется вторая шкала с 50 делениями, по которой отсчитываются сотые доли мм. Сумма этих двух величин является измеренным размером.
Для того, чтобы выполнить измерение микрометром, деталь размещают между пяткой и торцом микрометрического винта и вращают по часовой стрелке за ручку трещотки (находится на торце барабана микрометрического винта) до тех пор, пока трещотка не издаст три щелчка.
На стебле нанесено две шкалы с шагом 1 мм – основная оцифрованная через каждых 5 мм и дополнительная, сдвинутая относительно основной на 0,5 мм. Наличие двух шкал позволяет повысить тонность измерений.
Отсчет показаний выполняется следующим образом. Сначала считывают, сколько целых, не закрытых барабаном, миллиметров получилось по оцифрованной, нижней шкале на стебле. Далее проверяют по верхней шкале наличие риски, расположенной правее от риски нижней шкалы. Если риски не видно, то переходят к снятию показаний со шкалы на барабане. Если риска просматривается, значит, к целому числу полученных миллиметров добавляется еще 0,5 мм. Показания на барабане отсчитывают относительно прямой линии, нанесенной вдоль стебля между шкалами.
Например, размер измеренной детали составляет: 13 мм по нижней шкале, на верхней шкале открытой метки, правее открытой на нижней шкале нет, значить 0,5 мм добавлять не нужно, плюс 0,23 мм по шкале барабана, в результате сложения получаем: 13 мм+0 мм+0,23 мм=13,23 мм.
Микрометр с цифровым отсчетом результатов измерений применять удобнее и позволяет измерять с точностью до 0,001 мм.
Если, например, села батарейка, то цифровым микрометром можно выполнять измерения точно так же, как и гладким МК-25, так как имеется и система отсчета по делениям с точностью 0,01 мм. Цена микрометров с цифровым отсчетом результатов измерений высока и для домашнего мастера неподъемна.
Проверка и регулировка штангенциркулей
Штангенциркули, как и любой измерительный инструмент, могут потерять свою точность и за нарушение настройки, механических повреждений и естественного износа.
Прямолинейность инструмента, со стороны боковых поверхностей и ребер, проверяется лекальной линейкой на отсутствие просвета.
Между соединенными губками штангенциркуля не должно быть светового зазора, а крайняя левая риска на нониусной шкале, должна строго совпадать с риской нуля на шкале штанги. Падение штангенциркуля даже с небольшой высоты может повлечь за собой изгиб губки относительно штанги.
Проверка прямолинейности инструмента
Даже самые незначительные изгиб создает недопустимый зазор между губками, приводящий к нарушению измерений. Такие изгибы можно выявить проверкой лекальным угольником класса точности не менее второго.
Контроль исправности губок на просвет
Между угольником, прижатым к штанге и измерительными поверхностями губок не должно быть светового зазора, но как видно на фото, он есть.
Выявленные изгибы можно исправить легкими ударами по ней в нужном направлении медным инструментом. После каждого ударного воздействия, следует проверка угольником на просвет. И так до полного восстановления перпендикулярности губки к штанге.
Зазор между сведенными губками виден на просвет
При выверенных и сведенных измерительных губках должно быть совпадение крайней левой риски нониусной шкалы с нулем на шкале штанги.
Механически закреплённые нониус позволяет откорректировать за счёт регулировки. Проверку цилиндрических губок на предмет износа у штангенциркулей типов ШЦ-2 и ШЦ-3 можно сделать микрометром.
Проверка на просвет губок для внутренних измерений на штангенциркуле ШЦ-1 не приведёт к объективной оценки, в силу того, что эти губки могут заходить друг за друга.
Их можно проверить замером калиброванных отверстий, в качестве которых могут быть использованы отверстия в новых подшипниках.
Глубиномер при сведённых губках должен быть строго на одном уровне с торцем штанги. На точность глубиномер проверяется измерением плоскостности, при котором результат измерения должен быть нулевым.
Какова цена деления штангенциркуля и как считывать показания
Для начала запишите основные показания на шкале, которые отразились на основной штанге. Каждый шаг деления равен 1 мм, либо другому значению, которое указано обычно в технической документации к прибору. Далее результаты суммируются между собой, и получается результат измерения детали или какого-то предмета.
Совет! На нониусной шкале шаг может равняться как 0,1 мм, так и 0,05 мм
Сначала складываются доли, которые путём сложения переводятся в целые числа. Десятые доли миллиметра указываются на нониусной шкале. Если деталь очень маленькая, то важна правильно обезжирить инструмент, чтобы не допустить неточных измерений. При длительном хранении инструмента и его нечастом использовании следует обработать его с помощью антикоррозийного раствора.
Для того, чтобы определить наружные размеры прибора используются широкие нижние дополнительные губки
Совет! Для того, чтобы измерить глубину детали, или полости, используют специальный выдвижной глубиномер. Это тоже выдвижная линейна, только выдвигается она вниз. Далее губки раздвигаются до того положения, пока глубиномер не начинает упираться в поверхности. Дальнейшие действия связаны со считыванием результатом измерений. Таким измерителям измеряются лунки и мелкие выбоины, а также подбирается саморез.
Регулировка перемещения рамки
На инструменте различных типов и моделей прижим рамки к штанге осуществляется пружиной. Пружина, установленная в рамке выгибом от штанги, имеет возможность регулировки прижимного усилия за счёт поджатия ее винтом.
Но вместе с этим уменьшается вероятность перекоса рамки при давлении на неё целью режима губок. Установка прижимной пружины в некоторых моделях может быть выгибом вниз. При такой установке, прижим не регулируется винтом и является равномерным по всей длине перемещениях рамки.
Как правильно мерить штангенциркулем
Главная » Статьи » Как правильно мерить штангенциркулем
Штангенциркуль: измеряем правильно
При выполнении любых столярных или слесарных работ нужно знать, как измерять штангенциркулем, а также уметь им пользоваться. Этот распространенный универсальный метрический инструмент применяется для снятия внутренних и внешних линейных размеров с детали. Штангенциркуль позволяет произвести измерение диаметров (внутренних и внешних) и глубину отверстия.
Конструктивные элементы приборов
Штангенциркуль устроен просто, работать им легко и удобно. Любая его модификация состоит из следующих конструктивных элементов:
- Измерительная линейка (штанга) – главная часть прибора, на верхней поверхности которого нанесена шкала разметки с градацией в 1 мм. Стандартная линейка имеет длину 150 мм. Этот показатель определяет максимально доступную величину измерения. Выпускаются приборы, имеющие более длинную штангу, для замеров больших деталей.
- Измерительная рамка – подвижный элемент прибора, перемещающийся по линейке. Внутри рамки размещена плоская пружина, которая плотно прижимает ее к штанге. На рамке имеется дополнительная измерительная шкала (нониус), по которой отсчитываются десятые или сотые доли миллиметра при совмещении с одним из штрихов основной шкалы. Нониусная шкала имеет 10 делений, ширина каждого -1,9 мм. В конструкции предусмотрен стопорный винт, который позволяет жестко фиксировать рамку.
- Неподвижные губки. Один элемент жестко прикреплен к штанге, другой закреплен на рамке и перемещаются вместе с ней. Рабочая поверхность внутри. Используются для наружных замеров.
- Подвижные губки. Рабочие элементы располагаются по тому же принципу, что большие неподвижные губки, но размещены по другую сторону линейки. Рабочая поверхность обращена наружу. Дополнительные губки применяются для внутренних замеров.
- Линейка глубиномера – выдвигающаяся планка, жестко соединенная с двигающейся рамкой.
Разновидности и маркировка
По конструкции и своему назначению штангенциркули бывают следующих видов:
- ШЦ-1. Рабочие губки размещены с 2 сторон. Применяется для проведения наружных и внутренних измерений. Оснащены стержнем для измерения уступов и глубин. Удобны для разметочных работ.
- ШЦ-2. Губки для внутренних и наружных замеров совмещены и имеют одинаковый размер. При этом плоские рабочие поверхности располагаются внутри, а цилиндрические повернуты наружу. С противоположной стороны от штанги находятся разметочные остро заточенные кромки. Дополнительно прибор оснащен рамкой микрометрической подачи, с помощью которой можно производить более точные измерения.
- ШЦ-3. Одностороннее размещение измерительных губок. Специфика этих моделей в том, что они предназначены для больших замеров.
Штангенциркули делятся по способу снятия результата замеров:
- Нониусные (ШЦ). Механический инструмент, в котором целые миллиметры отмечаются на основной шкале, а доли миллиметра отсчитываются с помощью нониусной шкалы.
- Циферблатные (ШЦК). Используется механический принцип замера. На подвижной рамке размещен циферблат, который соединяется со штангой с помощью зубчатой передачи. Миллиметры определяются по основной разметке, а доли по круговой шкале.
- Цифровые (ШЦЦ). На измерительной рамке размещен цифровой дисплей, который показывает результаты измерения. Электронный модуль имеет ряд удобных настроек.
Тип индикатора определяет, с какой точностью штангенциркуль снимает показания. Нониусные приборы считаются менее точными, но в использовании они просты и надежны. Циферблатный инструмент точнее и удобнее, но зубчатая рейка может загрязняться от деталей. Цифровой штангенциркуль позволяет производить замеры с высокой точностью, но зависит от температурных перепадов.
Правила эксплуатации штангенциркуля
Прежде чем приступать к замерам, нужно проверить инструмент. Для этого губки ШЦ сводят вместе и смотрят на просвет, нет ли между ними зазора. Нужно проверить и совпадение шкал на нуле. Прибор должен быть чистым, особенно подвижные части. Результат замера будет более точным, т. к. ржавчина и грязь сильно увеличивают погрешность измерения.
С помощью ШЦ можно определить размеры внешнего и внутреннего диаметра, толщину поверхности и глубину выемки или уступа. Во время проведения работ нужно знать, в каком положении должны находиться губки штангенциркуля при измерении и как правильно снять показания.
Как правильно измерять штангенциркулем наружные поверхности
Для снятия наружных размеров (толщины) нужно развести губки штангенциркуля, поместить между ними измеряемый предмет, затем сдвинуть губки и слегка сжать. Измерительные кромки должны располагаться параллельно поверхности заготовки. Деление на основной шкале штангенциркуля, совместившееся с нулевой риской дополнительной шкалы, будет обозначать целые миллиметры. Риска, которая на нониусе совпадет с риской на штанге, определяет десятые доли миллиметра.
Аналогичным образом измеряется внешний диаметр трубы, при этом губки должны касаться диаметрально противоположных точек на наружном диаметре изделия. Таким же образом измеряются и другие детали, имеющие круглое сечение: кабель, размер болта и пр.
Как измерить штангенциркулем внутренний диаметр детали
Для замера внутреннего диаметра требуется сдвинуть штанги губки в нулевое положение и ввести в отверстие параллельно измеряемой плоскости. Затем их нужно развести до упора, при этом стараясь добиться максимального значения показаний. Этим же способом штангенциркулем проверяют расстояние между параллельными плоскостями, только стараются получить минимальные показания шкалы. Диаметр отверстия от сверла небольшого диаметра замерить не удастся, все определяется толщиной губок.
Определение глубины
Воспользовавшись выдвижной линейкой глубиномера штангенциркуля можно замерить глубину отверстия или высоту уступа. Для этого выдвигают глубиномер и опускают его в отверстие до соприкосновения с дном. Он должен располагаться параллельно поверхностям объекта. Затем торец штанги прибора двигают обратно на измерительную планку до упора в верхний край измеряемой детали.
Замер резьбовых соединений
Штангенциркулем можно осуществлять замеры резьбовых соединений. Диаметры резьбы могут быть измерены по выступам. Болт зажимается между губок вертикально, затем снимаются показания.
Для того чтобы замерить штангелем шаг резьбы, нужно произвести замер внешнего диаметра и высоту стержня и подсчитать количество витков резьбы. Шаг резьбы получится в результате деления длины стержня на число витков. Используя функцию микроподачи (если она есть), можно замерить шаг измерительными губками штангенциркуля. Для этого они размещаются на одинаковых склонах.
Как правильно хранить инструмент
Штангенциркуль считается высокоточным метрическим инструментом, поэтому обращаться с ним нужно бережно. Хранить его необходимо в пластиковом или деревянном футляре. Допускается и мягкий чехол, но следует избегать случайных деформаций. Держать прибор нужно в сухом месте, где исключены случайные падения тяжелых предметов, а также загрязнение пылью, грязью, опилками прочим мусором. При соблюдении этих условий инструмент будет вам исправно служить многие годы.
Штангенциркуль: измеряем правильно Ссылка на основную публикацию
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Содержание
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров. Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Учимся мерить штангенциркулем.
Из нашей статьи вы узнаете как правильно мерить штангенциркулем. Мы приведём различные примеры, а картинки помогут быстрее освоить материал. Объяснять будем на доступном, понятном для вас языке. Штангенциркуль состоит из двух частей. На первой, основной части штангенциркуля видна измерительная шкала, как на обычной линейке. На второй, подвижной части, находится малая шкала – десять делений.
Каждое деление на малой шкале 0.1 мм. Чтобы вам было понятнее мы решили использовать в своих примерах специальные мерительные плитки. Данные плитки имеют погрешность всего несколько микрон, поэтому указанный на них размер очень точный. 1. Мерим штангенциркулем плитку 8.5 мм. Слабо прижимаем губками плитку. Смотрим, с каким делением верхней шкалы штангенциркуля совпало первое (оно же нулевое) деление нижней шкалы. Первое деление (оно же нулевое) нижней шкалы штангенциркуля остановилось между восемью и девятью миллиметрами. Следовательно, наш размер больше восьми, но меньше девяти миллиметров.
Далее смотрим, какое деление нижней шкалы лучше совпало с любым делением на верхней шкале. У нас лучше всего совпадает четвёртое и пятое деление с верхними делениями.
Так как каждое деление на нижней шкале штангенциркуля 0.1 мм, четвёртое совпавшее деление равно 0.4, пятое 0.5 мм. Теперь нам известно что наш размер либо 8.4, либо 8.5 мм. Если-бы размер плитки был неизвестен, мы приняли среднее значение: 8.45 мм. 0.05 мм – допустимая погрешность такого штангенциркуля.
2. Измерим штангенциркулем плитку 1.3 мм.
В данном примере первое деление (оно же нулевое) нижней шкалы штангенциркуля находится в положении больше одного, но меньше двух миллиметров. Целое число нам теперь известно – 1 мм.
Далее смотрим какое деление нижней шкалы штангенциркуля лучше совпало с любым делением на верхней шкале штангенциркуля. У нас лучше совпадают второе (0.2) и третье (0.3) деление.
Возьмём среднее значение – 0.25. Получаем размер 1.25 мм. Результат близок к идеалу. 3. Измерим штангенциркулем плитку сорок миллиметров. В данном примере первое деление (оно же нулевое) нижней шкалы штангенциркуля находится ровно на сороковом делении верхней шкалы. Так-же оно лучше всего совпадает, поэтому наш размер ровно сорок миллиметров.
Так-же существуют более точные штангенциркули, у которых каждое деление на нижней шкале равно 0.05 мм.
Мерить данным штангенциркулем точно так-же, только внимательней смотрим какое деление лучше совпадает. Отверстия, пазы измеряются точно так-же, только пользуемся раздвижными губками.
1. Определяем целое число.
2. Находим лучшее совпавшее деление верхней и нижней шкалы штангенциркуля. 3. Получаем число. Самым удобным, самым точным является электронный штангенциркуль.
Он показывает размер с точностью до сотых долей миллиметра.
Как правильно проводить измерения штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров. Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Уровень является незаменимым инструментом при выполнении ремонта. Правильный выбор этого измерительного инструмента значительно повышает качество работ и экономит время. По конструкции можно выделить пять основных видов строительных уровней.
Микрометр – высокоточный прибор, предназначенный для измерения линейных величин абсолютным методом. Для определения его показаний необходимо просуммировать значения шкалы стебля и барабана. Пронумерованная шкала стебля показывает количество миллиметров, а его дополнительная шкала служит для подсчета половин миллиметров.
Влажность воздуха играет важную роль в формировании комфортных условий жизнедеятельности людей, животных и растений. Измерителями влажности воздуха являются гигрометры и психрометры. Они успешно решают задачу постоянного контроля над микроклиматом.
Совет 1: Как правильно пользоваться штангенциркулем
Не только на производстве, но и в быту нередко возникает необходимость узнать размеры небольших деталей. Чтобы измерить диаметр сверла или сечение провода, определить размеры внутренней выемки в заготовке, удобнее всего воспользоваться штангенциркулем. Этот инструмент довольно прост в использовании, хотя работа с ним и требует некоторого навыка.
Устройство штангенциркуля
Измерительная линейка предельно проста в применении, но мерить ею предметы можно лишь с очень невысокой степенью точности. Если условия задачи предъявляют более высокие требования к результатам измерений, лучше всего использовать специальный вид контрольно-измерительного инструмента, который носит название штангенциркуля. Это устройство дает возможность определять внутренние и наружные размеры объектов, а также глубину небольших отверстий.
Традиционный штангенциркуль состоит из удлиненной штанги, снабженной неподвижными губками. По штанге перемещается рамка, имеющая подвижные элементы и стопорный винт. На плоской поверхности штанги имеются отсечки, воспроизводящие шкалу с ценой деления в один миллиметр. Длина стандартной шкалы, как правило, равняется 150 мм, хотя можно встретить и более внушительные модели. На подвижной части инструмента можно увидеть шкалу вспомогательного назначения, которую именуют нониусом.
Как пользоваться штангенциркулем
Чтобы провести измерения с использованием обычного штангенциркуля, необходимо подготовить инструмент. Для этого требуется развести губки штангенциркуля на достаточное расстояние, а затем плотно обжать ими измеряемый объект, к примеру, сверло или металлический прут. Не нужно прилагать при этом чрезмерное усилие, чтобы не повредить инструмент.
Теперь нужно посмотреть на самую первую (левую) метку, имеющуюся возле нижней шкалы, чтобы выяснить, на каком делении она установилась. Например, если метка расположилась между нулем и единицей, это означает, что предмет имеет размер меньше сантиметра. Следующий шаг состоит в том, чтобы выяснить, с каким из делений верхней шкалы метка совпадает. Если она находится напротив деления 7, то размер измеряемого объекта составляет 7 мм.
При помощи штангенциркуля можно измерять также и десятые доли миллиметра. Если нижняя метка установилась между цифрами 7 и 8, нужно посмотреть, которая из меток в точности совпадает с риской на верхней шкале, составляя с ней единую линию. Совпала пятая метка? Это свидетельствует о том, что к полученному результату требуется прибавить полмиллиметра. Число дополнительных меток на нижней шкале может быть равно 10 или 20, что определяется классом точности штангенциркуля.
Внутренний диаметр штангенциркулем измерять также не слишком сложно. Для этой цели инструмент имеет две слегка заостренные губки в верхней части. Их нужно вставить между внутренними поверхностями выемки или трубы, а потом раздвинуть до упора. Все остальные измерительные действия при этом будут теми же, что описаны выше для внешних измерений.
Совет 2: Как измерять штангенциркулем
При выполнении столярных или слесарных работ регулярно требуется измерять различные отверстия. Обычная линейка для этого не очень подходит, поскольку ею трудно измерить, например, выемку. Кроме того, она дает точность до 1 мм, и этого не всегда бывает достаточно. Для более точных измерений применяется штангенциркуль, который позволяет определять внутренние и внешние размеры с точностью до 0,1 мм.
- Штангенциркуль
- Деталь, которую нужно измерить
- Тиски
Рассмотрите штангенциркуль. Самый распространенный из них состоит из штанги с губками. Губки неподвижны. На штанге есть миллиметровая шкала. Длина ее составляет 150 мм. По штанге перемещается рамка, на ней подвижные губки. На подвижных губках расположена вспомогательная шкала длиной 19 мм. Она разделена на 10 равных частей, расстояние между делениями 1, 9 мм. Эта вспомогательная шкала называется нониусом. Перед измерениями проверьте точность штангенциркуля, совместив губки. Нулевые отметки основной и дополнительной шкал должны совпасть, а десятый штрих дополнительной шкалы совместиться с девятнадцатым штрихом основной. Штангенциркуль позволяет измерить и глубину отверстия, для этого на обратной стороне штанги есть глубиномер.
Закрепите деталь в тиски. Если тисков нет, закрепите ее любым другим способом, чтобы она не двигалась, в противном случае измерение будет неточным.
Для измерения внешних параметров охватите деталь подвижной и неподвижной губками. Слегка прижмите губку к детали, чтобы не вызвать механических повреждений и не сломать штангенциркуль. Зафиксируйте губки опорным винтом.
Посмотрите, с каким делением основной шкалы совпала первая риска нониуса. Это деление обозначает количество целых миллиметров детали. Посмотрите, где риски обеих шкал точно совпали в следующий раз. Сосчитайте деления на нониусе. Это число будет обозначать десятые доли миллиметра, его необходимо приплюсовать к числу целых миллиметров.
Внутренние параметры измеряются другой парой губок, которые вставляются внутрь выемки. Подсчет ведется точно так же.
Как правильно пользоваться штангенциркулем?
Штангенциркулем можно измерять как наружные, так и внутренние размеры (например, внутренний диаметр кольца, шайбы). Но наиболее распространено измерение наружных размеров.
На штангенциркуле, показанном внизу, измерили толщину палки. Как видно из фото, диаметр палки равен приблизительно 2 см. (каждая цифра на верхней шкале здесь обозначает сантиметр, каждое маленькое деление – миллиметр). Это определилось следующим образом: посмотрели на самую левую риску нижней шкалы и посмотрели, с чем она пересекается на верхней шкале. Нам важно определить цифру верхней шкалы, которая находится ЛЕВЕЕ нижней риски. Это цифра 2. Значит, 2 см. или 20 мм.
Чтобы более точно измерить толщину этой палки смотрят еще раз на НИЖНЮЮ шкалу (она называется нониус). Главное найти теперь, где нижняя риска ТОЧНО совпадает с какой-нибудь риской верхней шкалы. Здесь это совпадение получилось точно напротив цифры 3. По нижней шкале эта риска соответствует 5 делениям нониуса. Деления же нониуса, в отличие от верхней шкалы, равны 0,1 мм. Если 5 делений, значит, получается 0,5 мм.
Теперь к 2 сантиметрам, определенным по верхней шкале, добавляем 0,5 мм. полученные по нижней и получаем: 20 мм + 0,5 мм = 20,5 мм.
Это будет точное измерение (с точностью до десятых долей миллиметра).
автор вопроса выбрал этот ответ лучшим
Как правильно пользоваться штангенциркулем?
Штангенциркуль — это самый распространенный инструмент для измерения, с помощью которого можно выполнить измерение как внешних, так и внутренних размеров нужной детали. Очень легко им измерять диаметр каких-либо цилиндрических деталей, а некоторые модели позволяют измерять и глубину отверстия. Здесь важно правильно пользоваться штангенциркулем .
Смотрите видео как правильно пользоваться штангенциркулем
Как правильно измерить штангенциркулем ширину отверстия
Для этого используем верхними губки штангенциркуля, которые заострены. Следует их поместить вовнутрь требуемой детали и предельно развести в стороны, убедившись при этом, что отсутствует перекос.
Измерьте показания на самой нижней шкале, которая называется нониус. Если отметка ноль совпадет с каким-либо значением на верхней шкале инструмента абсолютно полностью, то это будет числом миллиметров ширины детали.
Однако отметка ноль может не всегда точно совпадать, тогда требуется вычислить число долей. Смотрим на нижнюю шкалу и проверяем какая из рисок абсолютно совпадет с риской наверху. Вести измерение нужно со 2-ой риски, поскольку самая первая является нулевой. Например, если совпала четвертая метка, то нужно прибавить к целому значению еще 0,4 мм. Складываем целое значение в миллиметрах и вычисленные доли, получаем ширину отверстия.
Как правильно измерить штангенциркулем толщину детали
В этом случае следует зажимать имеющуюся деталь нижними губками инструмента, которые самые широкие. Производим измерение как и в первом случае – вначале измеряем целые значения, а после доли миллиметра.
Как правильно измерить штангенциркулем глубину отверстия
Это возможно, если ваша модель штангенциркуля имеет встроенный глубиномер. Прижав торец инструмента к поверхности, просто раздвигайте губки штангенциркуля пока линейка встроенного глубиномера полностью не упрется в днище отверстия. Дальше как просто снимите показания.
Штангенциркулем пользоваться надо правильно.
Этим инструментом можно измерить наружную часть какого либо предмета (небольшого), а также внутреннюю часть некоторых предметов (гайка, труба, зазоры между чем-то).
Штангенциркуль надо развести так, чтобы обхватить измеряющий предмет. Потом смотрим на шкалу. На ней есть деления и цифры. По этим делениям и цифрам определяем величину.
Хорошо правильность использования штангенциркуля показано на видео ниже:
Штангенциркуль – это прибор для осуществления замеров ширины некоторых предметов, например труб небольшого диаметра. Можно измерить как толщину предмета. так и размер отверстия внутри него.
Чтобы измерить предмет, зажмите его губками внешних измерений, либо упритесь в распор отверстия губками внутренних измерений.
Затем посмотрите, какой длине шкалы на штанге соответствует начало шкалы на нониусе.
Чтобы было понятно – вот рисунок с обозначениями:
Источники: http://tehnouzel.ru/izmeritelnyy-instrument/kak-polzovatsya-shtangencirkulem.html, http://www.kakprosto.ru/kak-841243-kak-pravilno-polzovatsya-shtangencirkulem, http://www.bolshoyvopros.ru/questions/69336-kak-pravilno-polzovatsja-shtangencirkulem.html
Комментариев пока нет!
Что такое тормозной суппорт и как он работает?
Что такое тормозной суппорт?
Тормозной суппорт представляет собой гидравлическую деталь, которая выглядит как рука, сжимающая диск, если смотреть снаружи, и создающая торможение. видно, что на некоторых автомобилях суппорт окрашен в красный и синий цвета,
Как работает тормозной суппорт?
При нажатии на педаль тормоза гидравлическое масло тормозной системы под давлением, поступающее из трубопроводов и шлангов тормозной системы, поступает через соединительный штуцер в тормозной суппорт, воздействует на поршень внутри цилиндра суппорта и толкает поршень вперед, заставляя колодки тереться о тормозной диск нажатием. В корпусе суппорта есть два фитинга: один — штуцер для впуска гидравлического масла, а другой — штуцер для впуска воздуха.
Существует два типа тормозных суппортов: с плавающими суппортами и фиксированными суппортами.
Конструкция и работа дискового тормоза с плавающим суппортом
В дисковых тормозах с плавающим (подвижным) суппортом держатель суппорта неподвижен, а суппорт (с его поршнем) подвижен. В тормозной системе с плавающим суппортом суппорт имеет поршень только с одной стороны. При нажатии на педаль тормоза давление на диск создается поршнем, движущимся вперед. Части дискового тормоза с плавающим суппортом: Суппорт и поршень (подвижные), держатель суппорта (кронштейн) фиксированный, направляющие штифты суппорта (два), зажимы держателя колодок, прокладка и сильфон, шайбы и т. д. Особенности дискового тормоза с плавающим суппортом; очень простая конструкция, легкий вес, защита от грязи, простота разборки, замена колодок, наиболее распространенное использование – дисковые тормоза с плавающим суппортом. Характеристики дискового тормоза с плавающим суппортом; очень простая конструкция, легкий вес, защита от грязи, простота разборки, замена колодок, наиболее распространенное использование – дисковые тормоза с плавающим суппортом.
Штифт суппорта (тапочный штифт)
Тормозной суппорт перемещается вперед и назад благодаря штифтам суппорта, штифты суппорта также называются «тапочками». Пальцы суппорта защищены пылезащитным чехлом и скользят со смазкой. Смазка, используемая в пальцах суппорта, обычно представляет собой смазку на силиконовой основе, она должна быть устойчивой к высоким температурам и водонепроницаемой. Обычно она продается в трубчатой форме под названием «смазка для пальцев суппорта».
Конструкция и эксплуатация дискового тормоза с фиксированным суппортом
В тормозной системе с фиксированным суппортом держатель суппорта и суппорт зафиксированы. В этой системе поршни суппорта расположены с обеих сторон тормозного диска. Другими словами, тормоз с плавающим суппортом имеет один поршень суппорта, и суппорт работает, перемещаясь; В системе с фиксированным суппортом два поршня суппорта (перед и за диском), суппорт неподвижен и неподвижен.
(Фиксированный суппорт)
При нажатии на тормоз противоположные поршни суппорта на передней и задней поверхностях диска перемещаются вперед под действием гидравлического давления, нажимают на тормозной диск посередине с обеих сторон и тормозят, протирая колодки против диска. Тормозное гидравлическое масло поступает из входного отверстия суппорта и воздействует на оба поршня через канал в корпусе. Особенности дискового тормоза с фиксированным суппортом; Его структура большая, циркуляция воздуха низкая, поэтому его нелегко охлаждать (высокая температура отрицательно влияет на торможение), он не получил широкого распространения.
Регулировка зазора колодки дискового тормоза
В системе дискового тормоза с суппортом зазор между колодкой-поршнем и диском составляет около 0,15 мм. Этот зазор между колодкой и диском регулируется автоматически и не требует дополнительной регулировки. Внутри цилиндра суппорта находится гибкое уплотнение между цилиндром и поршнем. Это уплотнение не только предотвращает утечку гидравлического масла из цилиндра (герметизация), но также поддерживает постоянный зазор между колодкой и диском благодаря своей гибкой конструкции
(Поршневой сильфон и регулировка тормозного зазора)
Уплотнение поршня регулирует зазор следующим образом: Педаль тормоза нажата, гидравлическое масло толкает поршень вперед. При движении поршня вперед часть войлока, закрепленная во внутренней части цилиндра, соприкасающаяся с поршнем, вытягивается вперед на величину перемещения поршня. Когда мы тянем эластичный материал, он растягивается, а когда отпускаем, сразу же возвращается к своей первоначальной форме (как гибкая резина). Здесь тоже уплотнение поршня, которое растягивается при торможении, находится в нагруженно-натянутом состоянии и хочет вернуться в исходное состояние сразу же при отпускании педали тормоза. Когда педаль тормоза отпущена и гидравлическое давление падает, сильфон поршня втягивает поршень настолько, насколько он изгибается, это расстояние является тормозным зазором. Со временем колодки изнашиваются и этот износ требует, чтобы колодка проходила большее расстояние для достижения диска, то есть зазор между колодкой и диском будет увеличиваться, в этом случае необходимо постоянно регулировать зазор, так как колодки носить, но это не обязательно. Уплотнение поршня не влияет на то, как далеко поршень уходит, оно влияет на то, насколько далеко он возвращается. Если поршень перемещается дальше, чем растягивается уплотнение поршня, уплотнение поршня скользит по поршню. Когда тормоз отпущен; поршень возвращается только на величину растяжения уплотнения. Другими словами, независимо от того, установлены ли новые колодки или изношенные колодки, при однократном нажатии на педаль тормоза тормозной зазор будет регулироваться благодаря этому эластичному уплотнению поршня.
Что такое тормозной суппорт
Тормозной суппорт представляет собой набор деталей, выполняющих роль конечного механизма тормозной системы автомобиля, который прижимает тормозные колодки к тормозному диску для замедления и/или остановки автомобиля.
Тормозные суппорты являются важнейшим элементом тормозной цепи автомобиля, а также сцепления в автомобиле, так как в случае их неисправности они не оказывают давления на тормозные колодки, тем самым уменьшая недостаток мощности при торможении. Поэтому также важно открыть для себя различные типы клатчей. Если это произойдет, автомобиль может занести в сторону во время торможения, тормозной путь автомобиля может увеличиться, что потребует большего расстояния для остановки.
В автомобилях используются два типа тормозных суппортов: фиксированные тормозные суппорты, используемые в автомобилях высокого класса, и плавающие тормозные суппорты, наиболее часто используемые на рынке. Если вы хотите подробно узнать о типах тормозных суппортов, существующих на рынке, не пропустите наш пост, в котором мы расскажем вам о них все.
Как работает тормозной суппорт
Существует два типа систем:
- Рабочая тормозная система, , которая воздействует на все четыре суппорта автомобиля и работает с гидравлическое давление . Каждый раз, когда мы нажимаем на педаль для торможения, главный тормозной цилиндр приводится в действие, который, в свою очередь, толкает и передает тормозную жидкость по контуру, передавая давление на тормозные суппорты нашего автомобиля.
Гидравлическое давление, передаваемое системой, толкает один или несколько поршней внутри каждого тормозного суппорта к тормозным колодкам. Это давление заставляет тормозные колодки воздействовать на тормозной диск, в результате чего трение от контакта тормозных колодок и дисков вызывает замедление . - Система стояночного тормоза , воздействующая на задние суппорты, работает с помощью механического рычага . Задние тормозные суппорты работают как гидравлически, так и механически. Рычаг тормоза рядом с сиденьем водителя напрямую связан с колесным тормозом.
При срабатывании тяговый трос тянет тормозной рычаг (17) в задней части каждого суппорта и создает вращательное движение. В ответ на это движение поршневой шток (12) перемещает поршни (6), сжимая тормозной диск 9.0065 . Конструкция этих поршней позволяет управлять ими как гидравлически, так и механически. В большинстве случаев эти поршни могут поставляться компанией Frenkit. Некоторые новые автомобили активируют стояночный тормоз электронным способом.
Таким образом, сервисная и парковочная системы разделены на управление и трансмиссию.
Как узнать, неисправен ли тормозной суппорт
Мы можем определить, что тормозной суппорт в автомобиле нуждается в замене, когда возникает ошибка торможения или тормоза шумят.
- При отказе торможения мы находим полное торможение, частичное торможение или полное отсутствие торможения. Это может быть связано с:
- Суппорт заблокирован из-за заклинивания, отсутствия смазки или износа компонента . Вы заметите это, когда автомобиль наклоняется в одну сторону, а не прямо.
- Неравномерное проскальзывание компонентов . Это приводит к более медленному торможению. В отказах торможения мы находим полное торможение, частичное торможение или полное отсутствие торможения. Это может быть связано с:
- Утечка тормозной жидкости в тормозной системе или сломанные детали . Совершенно не реагирует на тормоза.
- Шумовые неисправности включают в себя отсутствие смазки, не полностью закрепленные элементы или неравномерный износ колодок.
Какие инструменты необходимы для замены тормозного суппорта
Если вам нужно заменить тормозной суппорт на вашем автомобиле, у вас есть два варианта: обратиться в ремонтную мастерскую или сделать это самостоятельно. Перед ремонтом автомобиля мы рекомендуем, если у вас нет знаний по разборке тормозного суппорта, вам не следует менять тормозные суппорты, так как это важная часть безопасного вождения. Если вы не совсем уверены, обратитесь к профессионалу. Если вы выбрали второй вариант, вам понадобится ряд инструментов для его ремонта:
- Домкрат для подъема автомобиля с целью проведения ремонта.
- Подставка для фиксации автомобиля при подъеме.
- Инструменты для мастерских: молотки (предпочтительно пластмассовые), отвертки, гаечные ключи (втулочные, рожковые), шестигранные гаечные ключи, плоскогубцы и т. д. В случае заднего суппорта потребуются специальные инструменты, предоставленные компанией Frenkit.
Если часть гидравлической системы нуждается в замене или ремонте, в дополнение к вышеперечисленным компонентам необходимо следующее:
- Контейнер для утилизации использованной тормозной жидкости. *Не забудьте утилизировать жидкость в специально отведенных местах.
- Человек или индикаторы очистки, которые помогут нам очистить систему.
- Новая замена тормозной жидкости .
Если вы хотите узнать больше о тормозных суппортах, мы также объясним, как покрасить тормозные суппорты вашего автомобиля шаг за шагом. Независимо от того, являетесь ли вы профессионалом или частным лицом, которое хочет отремонтировать свой собственный автомобиль, в Frenkit, дистрибьюторе деталей тормозной системы, специализирующемся на компонентах тормозной системы для легковых автомобилей, мы предлагаем вам широкий ассортимент продукции для вашего автомобиля: ремонтные комплекты для тормозные направляющие, тормозные суппорты, насосы сцепления и для ремонта рабочего цилиндра сцепления; комплекты аксессуаров для тормозных суппортов; поршни суппорта и компоненты, среди прочего.
Если вы не знаете, как искать, мы также покажем вам, как идентифицировать каталожные номера тормозных суппортов.
Тормозные суппорты
Главная, Библиотека авторемонта, автозапчасти, аксессуары, инструменты, руководства и книги, автомобильный блог, ссылки, указатель
Как работают тормозные суппорты
Суппорт — это часть дискового тормоза, которая прижимает колодки к ротору с обеих сторон при торможении. Гидравлическое давление, создаваемое нажатием ноги водителя на педаль тормоза, передается от главного цилиндра к каждому тормозному суппорту. Давление жидкости внутри суппорта толкает один или несколько поршней наружу, чтобы задействовать тормоз.
При отпускании педали тормоза гидравлическое давление падает и суппорты ослабевают. Квадратные уплотнения вокруг поршней суппорта деформируются при движении поршней, поэтому при сбросе давления уплотнения стремятся вернуться к своей первоначальной форме. Это помогает немного втянуть поршни, позволяя колодкам отскакивать от роторов. Это устраняет необходимость в возвратных пружинах, которые необходимы в барабанных тормозах.
При нажатии на тормоз суппорты прижимают колодки к дискам.
Когда тормоза отпущены, поршневые уплотнения втягивают поршни, позволяя биению ротора оттолкнуть колодки от роторов. Если поршень заедает, тормоза будут тормозить.
Два типа тормозных суппортов
Плавающие суппорты (также называемые скользящими суппортами) устанавливаются на направляющие или втулки, которые позволяют суппорту перемещаться внутрь и наружу при нажатии и отпускании тормоза. Плавающие суппорты обычно имеют один поршень, расположенный на внутренней стороне суппорта.
При торможении автомобиля с плавающими суппортами поршни перемещаются наружу и прижимают внутренние колодки к ротору. Это заставляет суппорты слегка скользить внутрь и прижимать внешние колодки к ротору, чтобы задействовать тормоз. Когда педаль отпускается, суппорты слегка выдвигаются, когда колодки отталкиваются и втягиваются от роторов.
Неподвижные суппорты, для сравнения, жестко закреплены на роторе и не скользят и не перемещаются при торможении. Этот тип конструкции требует поршней с обеих сторон ротора для установки колодок.
В суппортах обоих типов поршни будут перемещаться все дальше и дальше в отверстиях по мере износа колодок. Это приведет к соответствующему падению уровня жидкости в бачке главного цилиндра.
Поршни тормозного суппорта
Плавающие суппорты могут иметь один или несколько поршней, в то время как фиксированные суппорты обычно имеют несколько поршней. Поршни в плавающих суппортах расположены на внутренней стороне суппорта, а в фиксированных суппортах – с обеих сторон ротора (внутренней и внешней).
Однопоршневые суппорты обычно имеют поршень большого диаметра, тогда как многопоршневые суппорты имеют поршни меньшего диаметра. Одним из преимуществ использования более одного поршня является то, что в корпусе суппорта можно использовать более длинную тормозную колодку. Кроме того, несколько поршней распределяют усилие по задней части колодки, обеспечивая более равномерное торможение (меньше деформации колодки). Недостатком многопоршневого суппорта является то, что если один поршень заедает, колодки не будут равномерно прижиматься к ротору при торможении. Это может привести к неравномерному износу колодок и снижению эффективности торможения (увеличению тормозного пути).
Поршни суппорта могут быть алюминиевыми, стальными или фенольными (пластиковыми). Каждый тип поршня имеет определенные преимущества и недостатки. Алюминиевые поршни легкие, но подвержены коррозии. Алюминий также передает тепло от колодок к тормозной жидкости внутри суппорта, что может увеличить риск закипания жидкости и износа тормозов, если тормоза перегреются. Стальные поршни являются самым прочным типом поршней, но, как и алюминиевые, подвержены коррозии (ржавчине). Стальные поршни обычно покрыты никелем или хромом для повышения их устойчивости к ржавчине. Стальные поршни также передают тепло от колодок к тормозной жидкости в суппортах. Если алюминиевый или стальной поршень подвергается коррозии, он может застрять в своем отверстии, не давая суппорту задействовать тормоза или отпустить тормоз после того, как он был задействован. Фенольные поршни изготовлены из литой смолы и имеют малый вес. Фенольные поршни не подвержены коррозии, но они могут поглощать влагу и набухать, что приводит к их застреванию в отверстии, если производственные зазоры неверны. Фенольные поршни не проводят тепло, как металлические поршни, что снижает передачу тепла от колодок к жидкости в суппортах и снижает риск закипания жидкости и снижения эффективности тормозов, когда тормоза нагреваются.
ПРЕДУПРЕЖДЕНИЕ: Если вы восстанавливаете суппорты со стальными или алюминиевыми поршнями, НЕ шлифуйте поршни, чтобы удалить ржавчину или коррозию. Шлифование стальных поршней удалит защитное покрытие, которое помогает предотвратить ржавчину. Шлифовка алюминиевых поршней удалит анодированное покрытие, предотвращающее коррозию. Замените ржавые стальные поршни или корродированные алюминиевые поршни на новые.
Диагностика проблем с тормозными суппортами
Утечки являются наиболее распространенным типом проблем, которые вы можете обнаружить с тормозными суппортами. Чтобы проверить наличие утечек, осмотрите область вокруг поршней суппорта. Внешнее пылезащитное уплотнение может быть треснувшим или порванным, но если на нем нет признаков жидкости, то с уплотнениями поршня, вероятно, все в порядке. Но если вы видите просачивание жидкости, уплотнения поршня негерметичны.
Также проверьте винты для выпуска воздуха на каждом суппорте. Если штуцер для выпуска воздуха не закручен плотно, из него может вытекать жидкость.
Если из суппорта протекает тормозная жидкость, его необходимо восстановить или заменить. Утечки опасны, и их нельзя игнорировать, потому что ЛЮБАЯ утечка жидкости может привести к отказу тормозов. Утечки часто развиваются со временем по мере старения и затвердевания уплотнений. Коррозия в поршневых отверстиях или на самих поршнях обычно приводит к износу и утечке уплотнений. Резиновые уплотнения также теряют эластичность с возрастом и могут затвердевать и трескаться, что приводит к утечке.
Как правило, суппорты с большим пробегом (более 100 000 миль) должны быть восстановлены или заменены вместе с заменой тормозных колодок, независимо от того, подтекают суппорты или нет. Оригинальные поршневые уплотнения не будут служить вечно, так зачем рисковать?
Литые детали суппорта также следует внимательно осмотреть на наличие признаков повреждения или трещин. Замените суппорт, если на нем есть трещины или повреждения.
Если внутренние и внешние тормозные колодки изношены неравномерно или суппорт заедает, проверьте состояние направляющих суппорта, штифтов и втулок. Ржавчина и износ могут привести к заклиниванию плавающего суппорта. Старые направляющие суппорта, втулки и монтажное оборудование следует заменить новыми деталями, чтобы обеспечить правильную работу. Направляющие и втулки плавающих суппортов также следует смазывать высокотемпературной тормозной смазкой на основе молибдена или синтетической смазкой, чтобы суппорты могли свободно входить и выходить на своих направляющих/втулках.
Если направляющие или втулки плавающего суппорта заржавели, изношены или повреждены, суппорт может заклинить, что приведет к неравномерному трению и износу колодок. «Залипший» или «застывший» суппорт также может вызвать заедание тормоза, если суппорт не допускает достаточного движения для отпускания тормоза.
Неподвижные штангенциркули не подвержены этой проблеме, потому что положение штангенциркуля фиксировано, и штангенциркуль не перемещается внутрь или наружу. Но как фиксированные, так и плавающие суппорты иногда могут «замерзать» или блокироваться, если поршень заклинивает или застревает в отверстии из-за коррозии или вздутия. Когда поршень заедает, может произойти одно из двух: тормоз может не сработать или, что более вероятно, не отпустить. Неравномерное торможение, возникающее в результате заедания поршня, вызывает сильное тяговое усилие в сторону «хорошей» стороны при торможении и/или тягу руля в сторону «плохой» стороны, если суппорт заедает и тянет.
Неравномерный износ колодок является верным признаком плавающего суппорта, который не скользит по опорам.
Крепежные болты/штифты/втулки могут быть подвержены коррозии или согнуты. Замените монтажное оборудование и смажьте тормозной смазкой на основе молибдена или синтетической смазкой.
Задние суппорты с блокировкой
На автомобилях с четырехколесными дисковыми тормозами задние суппорты часто представляют собой блокирующие суппорты, которые приводят в действие стояночный тормоз. Механизм внутри суппорта толкает или перемещает поршень, чтобы задействовать тормоз, когда трос стояночного тормоза натянут. Поршень может ввинчиваться и вывинчиваться, он саморегулируется для поддержания надлежащего зазора между колодкой и ротором. Коррозия в регуляторе поршня или механизме стояночного тормоза может привести к заклиниванию поршня, препятствуя включению или отпусканию стояночного тормоза.
Задние тормозные суппорты сложно восстановить, поэтому, если суппорт изношен или заедает, часто лучше заменить его новым или восстановленным суппортом.
Восстановление тормозных суппортов
Восстановление тормозного суппорта требует разборки суппорта (извлечение поршня из их отверстий), очистки и осмотра отверстий суппорта и поршней, а также замены старых поршневых уплотнений и пыльников новыми деталями. Если поршень покрыт коррозией, имеет шероховатости или изъязвления, его необходимо заменить, иначе он может застрять в отверстии и/или повредить новые уплотнения. Если поверхность отверстия поршня в суппорте шероховатая, изъеденная или покрыта коррозией, суппорт следует заменить.
Отверстия поршней в чугунных суппортах можно отшлифовать или отшлифовать, чтобы снова сделать их гладкими, но слишком сильное шлифование может привести к увеличению внутреннего диаметра отверстия или образованию неровной поверхности, что может привести к протечке поршневого уплотнения или невозможности втягивания поршень должным образом, когда суппорт установлен обратно на вашем автомобиле. Если суппорт алюминиевый, шлифовка отверстия не является хорошей идеей, потому что это удалит защитную твердую анодированную поверхность, которая предотвращает износ и коррозию. В дальнейшем это может привести к утечкам.
При восстановлении бывшего в употреблении суппорта отверстие поршня может быть расточено и покрыто втулкой, чтобы восстановить гладкую поверхность. Втулка также восстанавливает правильный внутренний диаметр отверстия, поэтому уплотнение будет герметизировать и правильно втягивать поршень. Если вы покупаете восстановленный суппорт для своего автомобиля, спросите у поставщика запчастей, было ли это сделано на восстановленном суппорте. Если нет, то это может быть дешевый ремонт, который не будет длиться долго.
Замена тормозных суппортов
Снятие суппортов — довольно простая операция на большинстве автомобилей, но на некоторых автомобилях последних моделей, которые «предварительно подают питание» на тормоза для сокращения времени торможения, может потребоваться деактивация тормозной системы с помощью сканером (или удалив предохранитель тормозной системы) перед работой с тормозами. Всегда обращайтесь к литературе по обслуживанию автомобиля, чтобы узнать, какие меры предосторожности и процедуры следует соблюдать при работе с тормозами.
Большинство суппортов удерживаются на месте парой болтов или штифтов. После того, как болты или штифты будут удалены, суппорт можно поднять и убрать с ротора. Затем вы можете снять внутреннюю и внешнюю тормозные колодки и очистить суппорт.
Суппорт следует заменить, если он поврежден, треснул, сильно проржавел, изношен или протекает. Возможно, вам также придется заменить суппорт, если прокачной винт замерз или сломался. Сломанные штуцеры для выпуска воздуха иногда можно удалить с помощью «легкого» инструмента, или старый штуцер для выпуска воздуха можно высверлить и снова нарезать отверстие для установки нового штуцера для выпуска воздуха. Убедитесь, что после ремонта сломанного штуцера для удаления воздуха в отверстии поршня не осталось мусора.
Если поршень замерз или застрял в отверстии, замените суппорт. Не тратьте время на попытки его восстановить.
ПРЕДУПРЕЖДЕНИЕ: Попытка извлечь поршень из корпуса суппорта путем продувки сжатым воздухом через винт для выпуска воздуха опасна! Поршень может неожиданно выскочить из отверстия с большой силой и защемить пальцы, если они мешают!
Суппорты обычно восстанавливаются или заменяются парами в зависимости от их состояния и пробега. Но если только один суппорт нуждается в замене из-за утечки или проблемы, сменный суппорт должен иметь тот же тип поршня (стальной или фенольный), что и поршень на противоположной стороне, а также тот же тип фрикционного материала (керамический или полуторный). -металлик). Несоответствие фрикционных материалов или типа поперечного расположения поршня может привести к неравномерному торможению.
ПРИМЕЧАНИЕ: Восстановленные суппорты могут иметь поршни того же типа (стальные или фенольные), что и оригинальные суппорты, а могут и не иметь. Тип поршня действительно не имеет значения, если поршни на правом и левом суппортах одинаковы. Различные поршни суппорта (или типы колодок) с обеих сторон автомобиля могут вызывать неравномерное торможение. Если вы покупаете «нагруженные» (предварительно собранные) суппорты, они поставляются в комплекте с новыми колодками и монтажным оборудованием. Нагруженные суппорты быстрее и проще в установке, чем обычные суппорты. Нагруженные суппорты следует заменять парами (правая и левая сторона).
Если вы самостоятельно восстанавливаете старые суппорты, используйте силиконовую тормозную смазку (ни в коем случае не обычную смазку для шасси) для смазки поршней и уплотнений. Смазки на нефтяной основе загрязняют тормозную жидкость и могут вызвать проблемы с уплотнениями.
ПРЕДУПРЕЖДЕНИЕ : При работе с тормозами никогда не позволяйте суппорту висеть на шланге, так как это может повредить шланг. Поддержите вес штангенциркуля куском проволоки или положите штангенциркуль на подвеску.
Замена суппорта требует вскрытия тормозных магистралей, поэтому вам также понадобится тормозная жидкость. Тормозные магистрали и суппорты необходимо прокачать после установки новых суппортов, чтобы удалить воздух из системы (воздух может вызвать мягкость педали и увеличение хода педали). Вам понадобится инструмент для прокачки тормозов, чтобы прокачать тормозные магистрали и суппорты.
Замените поврежденные или негерметичные резиновые тормозные шланги или стальные тормозные магистрали.
При установке суппорта обратно на автомобиль используйте динамометрический ключ, чтобы затянуть крепежные болты суппорта в соответствии со спецификацией.
Техническое обслуживание тормозных суппортов
При нормальных условиях вождения тормозные суппорты не требуют обслуживания. Другими словами, они практически не требуют обслуживания, за некоторыми исключениями.
В некоторых новых электромобилях, таких как Tesla, рекомендуется смазывать тормозные суппорты каждые 12 месяцев или каждые 12 500 миль тормозной смазкой (ни в коем случае не обычной смазкой для шасси), особенно если вы живете в холодном климате или зимой ездите по соленой дороге. Причина в том, что модели Tesla и большинство других электромобилей используют рекуперативное торможение. Когда дроссельная заслонка отпущена или водитель нажимает на педаль тормоза, трансмиссия поглощает движение автомобиля и преобразует энергию движения в электричество для подзарядки аккумулятора и увеличения запаса хода аккумулятора. Следовательно, гидравлические тормоза не используются часто, что может привести к накоплению коррозии на тормозных суппортах, вызывая их заедание или заедание. Ежегодная смазка точек скольжения снизит риск этого.
Нужен базовый курс по обслуживанию тормозов?
Краткое руководство по базовой диагностике и ремонту тормозов
Нажмите здесь, чтобы заказать руководство по тормозам от CarleySoftware
Сигнальная лампа тормозной системы
Полная работа тормозной системы
Советы по установке тормозных колодок
ЗАКРЫТИЯ ЗАЯВЛЕНИЯ ЗАБОЛЯЩИЙ ЗАМЕРКИ
Устранение тормозного шума
Подробнее о тормозном шуме
Асбест по -прежнему A Hazard
Дисковые тормоза
Ремонт дискового тормоза
Тормозные панели: выбрать лучшие ротчики.
Подробнее об обслуживании тормозных дисков
Обслуживание гидравлики тормозов
Тормозная жидкость: актуальная тема
Прокачка тормозов
Щелкните здесь, чтобы просмотреть дополнительные технические статьи Carley Automotive
Обязательно посетите другие наши веб-сайты:
Carley Automotive Software
OBD2HELP
Случайный
Сканированный инструмент. для безопасности вождения ваши тормоза имеют решающее значение. Мы составили руководство, которое поможет вам разобраться в своих тормозах. Это включает в себя дисковые и барабанные тормоза, как они работают, чем они отличаются и похожи, почему у вас могут быть оба типа на одном и том же автомобиле, какой ожидаемый износ и какие детали нуждаются в обслуживании.
Что вы найдете в этом руководстве:
Что такое простая тормозная система
Основы тормозной системы
Основы дисковых тормозов
Два типа дисковых тормозов: плавающие и фиксированные
Основы барабанных тормозов
Барабанные и дисковые тормоза
Обслуживание тормозов
Главный цилиндр: Содержит узел поршня и тормозную жидкость.
Тормозная жидкость: Передает гидравлическое давление.
Дисковый тормоз в сборе: Включает суппорт, колодки и ротор.
Тормозные магистрали и шланги: Переносит тормозную жидкость к тормозным узлам.
Барабанный тормоз в сборе: Включает колодки, колесный цилиндр и барабан.
Дисковые и барабанные тормоза основаны на системе гидравлического давления. Торможение начинается с механической силы — ваша нога нажимает на педаль тормоза. Конечным результатом является то, что ваш автомобиль безопасно останавливается. Ниже приводится краткое объяснение пяти пунктов системы.
Поршень сжимает тормозную жидкость внутри главного цилиндра, расположенного под капотом автомобиля рядом с двигателем. Это создает гидравлическое давление, генерирующее гораздо большую силу, чем небольшое усилие нажатия на педаль. См.
изображение выше. Давление передается через тормозную жидкость по тормозным магистралям и/или тормозным шлангам (гибким трубкам), которые соединяют магистрали с тормозными узлами на каждом колесе.
Там колесные цилиндры преобразуют это гидравлическое давление обратно в механическую силу. Тормозной фрикционный материал прижимается к тормозному диску или барабану, замедляя или останавливая автомобиль.
Дисковый тормоз в сборе предназначен для безопасной остановки автомобиля при активации. Подробнее о том, как это работает, ниже.
Узел барабанного тормоза, установленный на некоторых автомобилях, также предназначен для остановки вашего автомобиля при активации других точек системы. Подробнее ниже.
Дисковые тормоза сегодня используются в большинстве автомобилей. Они устанавливаются на переднюю и/или заднюю ось. Чтобы остановить колесо (и ваш автомобиль), дисковый тормоз использует суппорт, оснащенный тормозными колодками, чтобы захватить вращающийся диск или ротор.
Что такое штангенциркуль?
Суппорт представляет собой узел, устанавливаемый на автомобиль с помощью кронштейна. Он обрамляет ротор, выглядит и функционирует как зажим. Он содержит следующие компоненты:
Тормозные колодки представляют собой фрикционный материал, прикрепленный к металлической пластине, который помогает остановить автомобиль.
Один или несколько поршней для прижатия тормозных колодок к диску при торможении.
Прокачной винт для обслуживания тормозов и замены жидкости.
Резиновое уплотнение поршня, предотвращающее утечку тормозной жидкости и втягивающее поршень при отпускании тормоза.
Пылезащитный чехол для защиты цилиндра от загрязнений.
Зажимы для защиты от дребезжания, повышающие устойчивость.
Что такое ротор?
Ротор изготовлен из чугуна или композита сталь/чугун. Он прикреплен к ступице колеса и вращается вместе с колесом. Это поверхность, с которой соприкасаются тормозные колодки, чтобы замедлить движение автомобиля. Вот как это работает: когда вы нажимаете на тормоз, тормозная жидкость под давлением давит на поршни внутри суппорта, прижимая тормозные колодки к ротору. Поскольку тормозные колодки прижимаются к обеим сторонам диска, трение останавливает вращение колеса.
Роторы могут быть сплошными или вентилируемыми. Вентилируемые роторы имеют большую площадь поверхности и могут легче рассеивать тепло.
Дисковые тормоза бывают двух типов. Они бывают плавающими и фиксированными, названными в честь типа используемого тормозного суппорта.
Плавающий суппорт (также называемый скользящим) является наиболее распространенным типом. Имеет один или два поршня. При торможении внутренняя тормозная колодка прижимается к диску, в то время как корпус суппорта приближается к ротору. Это действие прижимает внешнюю тормозную колодку к ротору.
Неподвижный суппорт модели модели имеет один или несколько поршней, установленных с каждой стороны ротора. Сам суппорт не сдвигается с места и не двигается. Он жестко крепится к скобе или шпинделю тормозного суппорта. При торможении движутся только поршни суппорта, прижимая тормозные колодки к диску.
Барабанные тормоза чаще всего используются на задней оси современных автомобилей. Они также очень распространены на трейлерах. Производители не используют тормозные колодки в качестве фрикционного материала в барабанных тормозах. Вместо этого барабанная тормозная система имеет колесный цилиндр с поршнями, которые отталкивают тормозные колодки от внутренней части вращающегося барабана. Этот контакт замедляет и останавливает вращение тормозного барабана и колеса, останавливая автомобиль.
Многие современные автомобили имеют дисковые тормоза на всех четырех колесах. Однако некоторые модели по-прежнему имеют дисковые тормоза на передней оси и барабанные на задней.
Почему диски ставятся спереди? Это связано с факторами веса. Типичный незагруженный автомобиль тяжелее спереди примерно на 10 процентов из-за двигателя. Когда вы нажимаете на тормоз, вес автомобиля переносится на переднюю часть. Поэтому спереди требуется больше мощности торможения, что делает дисковые тормоза идеальным вариантом для этой работы.
Дисковые и барабанные тормоза: обслуживание
Обслуживание дисковых и барабанных тормозов очень важно. Когда дело доходит до ремонта, барабанные тормоза имеют больше оборудования и могут быть более сложными в обслуживании. Но материалы обычно стоят меньше, чем колодки дисковых тормозов, суппорты и роторы. Дисковые тормоза обычно состоят из меньшего количества компонентов и их легче обслуживать.
Обслуживание тормозов: что необходимо проверить
При торможении выделяется много тепла. Когда вы нажимаете на педаль тормоза, вы преобразуете кинетическую (движущуюся) энергию автомобиля в тепловую энергию (тепло), подвергая многие детали воздействию очень высоких температур. Это означает большой износ даже в нормальных условиях. Некоторые компоненты тормозной системы необходимо будет заменить в течение срока службы автомобиля, в том числе:
Тормозные колодки или тормозные колодки Трение Материал: Колодки дискового тормоза замедляют ротор за счет трения и износа при нормальном использовании. В конце концов, они становятся слишком тонкими, чтобы функционировать должным образом. То же самое относится и к барабанным тормозам. Фрикционный материал изнашивается, и торможение может быть нарушено. Эти компоненты следует регулярно проверять, чтобы избежать их износа до такой степени, что они могут повредить дополнительные части вашего автомобиля (ротор или барабан).
Тормозная жидкость: Тормозную систему следует регулярно проверять на наличие утечек, а жидкость следует заменять каждые несколько лет (обычно при обслуживании тормозов). Любая утечка в главном цилиндре, бачке тормозной жидкости, колесных цилиндрах, трубопроводах или шлангах снижает гидравлическое давление, создаваемое при срабатывании тормозов.
Если система не может генерировать достаточное усилие, необходимое для создания тормозной мощности, вы заметите, что педаль тормоза нужно нажимать намного сильнее, чтобы замедлить движение или остановиться.Как часто следует менять тормозную жидкость?: Тормозную жидкость следует заменять каждые несколько лет. Обычно это делается при обслуживании тормозов. Хотя тормозная жидкость специально разработана для предотвращения коррозии компонентов тормозной гидравлики, время, тепло и влага могут снизить температуру кипения жидкости. Это приводит к меньшему давлению в гидравлической системе, что заставляет вас сильнее нажимать на педаль тормоза, чтобы замедлить движение автомобиля. Другие примеси, такие как дорожная грязь, тормозная пыль, ржавчина и т. д., могут попасть в тормозную жидкость, снижая эффективность торможения и, возможно, повреждая детали тормозной системы.
Уплотнения: Эти резиновые кольца препятствуют утечке гидравлической жидкости и защищают ее от влаги и загрязнений.
Они также заставляют поршень возвращаться в исходное положение, поэтому тормозные колодки должным образом расцепляются, когда вы отпускаете педаль тормоза. Если этого не произойдет, вы можете столкнуться с заеданием тормозов, преждевременным износом, и автомобиль может увести в сторону при торможении.Тормозные магистрали/шланги: Тормозные магистрали и шланги являются неотъемлемой частью тормозной системы. Резиновые шланги со временем изнашиваются, а тормозные магистрали подвержены коррозии или другим повреждениям. Когда это происходит, это может привести к снижению эффективности тормозов, потере гидравлического давления, уводу в сторону и т. д. Регулярные проверки, в том числе шлангов и трубопроводов, имеют решающее значение для предотвращения этих проблем.
Роторы: Роторы следует регулярно проверять на равномерный износ, физические повреждения или растрескивание из-за перегрева. Эти условия могут поставить под угрозу тормозную мощность и эффективность.
Тормозные роторы должны быть обновлены или заменены, когда вы обслуживаете свои тормоза (тормозная работа или замена колодок). Если вы столкнулись с какой-либо из ранее упомянутых проблем, возможно, вам потребуется отремонтировать или заменить роторы раньше.Пылезащитные чехлы: Детали тормозной системы постоянно подвергаются воздействию дорожного мусора и тормозной пыли. Пылезащитный чехол предотвращает попадание грязи на поршень суппорта. Если он выходит из строя и не может выполнять свою работу, может произойти повреждение поршня, что приведет к заеданию тормозов, натяжению и преждевременному износу.
Главный цилиндр: Регулярное техническое обслуживание жидкости важно для продления срока службы цилиндра. Неисправные главные цилиндры могут иметь внутреннюю течь. В этом случае вы можете почувствовать низкую или мягкую педаль. Вы можете не заметить какой-либо видимой потери жидкости.
ПРИМЕЧАНИЕ: Существуют различные подходы к обслуживанию тормозов.
Посмотрите наш раздел «Обслуживание тормозов 101» и узнайте, почему важно обслуживать не только тормозные колодки или барабанные тормозные колодки.
Как часто нужно обслуживать тормоза?
Срок не установлен. Необходимость замены или обслуживания тормозов зависит от вашего автомобиля, стиля вождения, климата и дорожных условий. Чтобы обеспечить надлежащее торможение, когда оно вам необходимо, регулярно проверяйте тормоза.
Остались вопросы по тормозам? Просмотрите эти часто задаваемые вопросы по обслуживанию тормозов.
Выводы
Дисковые и барабанные тормоза устроены по-разному, с несколько разными преимуществами. Оба работают как часть гидравлической тормозной системы. Эта система постоянно находится под высоким давлением, подвержена нагреву и может быть повреждена дорожной грязью, воздухом, тормозной пылью и влагой. Важно проводить регулярные проверки тормозов, чтобы поддерживать все в надлежащем рабочем состоянии. Рекомендуемый график см. в руководстве пользователя. Помните, что странные звуки тормозов, запахи или работа — это признаки того, что вам нужно немедленно доставить свой автомобиль в Les Schwab.
Назначить встречу
Должны ли тормозные суппорты двигаться? (Руководство для начинающих) – Rustyautos.com
Автомобильные тормоза являются критически важными компонентами, и вы поступаете правильно, регулярно проверяя их и задавая вопросы.
В большинстве автомобилей используются тормозные суппорты двух основных типов: фиксированные и плавающие. Неподвижные суппорты прочно прикреплены к тормозному суппорту, а более распространенный плавающий суппорт может свободно перемещаться вбок на своих скользящих штифтах.
В этом посте вы узнаете, как проверить, действительно ли ваши тормоза затянуты. Вы узнаете о распространенных проблемах с тормозами. Вы также узнаете немного больше о фиксированных, плавающих суппортах и о том, как они работают. И вы найдете полезный контрольный список тормозной системы.
Ослабление тормозов
Ослабление тормозов — не частая жалоба, конечно, это возможно. Большинство автомобилей оснащены системой плавающих тормозных суппортов. По своей природе он может свободно перемещаться вбок примерно на дюйм или около того, и это может по понятным причинам встревожить тех, кто не знаком с системой.
Плавающее движение суппорта является нормальным явлением. Вы можете легко проверить, надежно ли закреплен суппорт. Он крепится к тормозному суппорту с помощью двух болтов с скользящими штифтами, установка крутящего момента обычно составляет около 35 Нм, и вам, вероятно, потребуется снять пылезащитные колпачки болтов для проверки.
Если вам нужны инструменты, перейдите на страницу «Инструменты для ремонта тормозов», а если вам нужны детали тормозной системы, перейдите по ссылке Parts Geek ниже, чтобы найти детали тормозной системы.
Получите скидку до 80% на запчасти для тормозов от дилерских цен! Покупайте прямо сейчас в Parts Geek!
Фиксированные штангенциркули
Фиксированные штангенциркули, название действительно выдает историю. Первым суппортом был фиксированный суппорт, который коммерчески использовался Уильямом Ланкастером в Великобритании примерно в 1900-х годах на его автомобилях Lancaster.
Несмотря на то, что барабанные тормоза превосходят своих предшественников, прошло еще целых 50 лет, прежде чем они стали массовыми. В основном из-за стоимости производства барабанные тормоза дешевле в производстве.
Разработка суппорта ускорилась в годы войны, прежде всего для использования на шасси самолета.
К середине-концу 50-х суппорт стал эталоном и будущим автомобильных тормозных систем.
Его предшественник, барабанный тормоз, хоть и был недорогим, но был крайне проблематичным. Затухание тормозов, перетаскивание тормозов – две наиболее распространенные проблемы. Тормозной барабан, представляющий собой цельный литой стальной компонент в форме барабана, расширяется при нагревании.
Это приводит к тому, что фрикционные поверхности отдаляются друг от друга, что приводит к тому, что педаль тормоза упирается в пол. Это известно как затухание тормоза.
Как работает фиксированный суппорт?
Это гидравлическая система, небольшое усилие, приложенное к педали тормоза, умножается на рабочий конец, суппорт.
Неподвижный суппорт закреплен на роторе вращающегося колеса и содержит два поршня (или более) по обе стороны от ротора, на которые опираются колодки.
При торможении усилие передается через жидкость. Это толкает поршни (также называемые чашками) наружу, где колодки одновременно контактируют с ротором и замедляют или останавливают колесо.
В автомобильном мире фиксированный суппорт теперь действительно редкое животное, предназначенное для автомобилей высокого класса, спортивных и гоночных автомобилей.
Неподвижный суппорт более жесткий и обеспечивает лучшую эффективность торможения. Поршень с обеих сторон суппорта означает, что колодки прикусываются одновременно. В гоночных фиксированных суппортах могут использоваться двойные поршни с обеих сторон суппорта, что позволяет использовать ротор большего размера и невероятное тормозное усилие.
Плавающий штангенциркуль
Плавающий штангенциркуль получил свое название, потому что… ну, вы знаете, он плавает. Но что это значит? Плавающий суппорт был задуман как ответ на эффективные суппортные тормоза, но с меньшими затратами и весом.
И они пользуются бешеным успехом. Они являются наиболее распространенным типом тормозных суппортов, устанавливаемых на легковые автомобили и многие легкие коммерческие автомобили.
Меньше значит меньше, обычно да, но в случае с плавающим суппортом компромисс почти не заметен для большинства, если только вас не зовут Дейл Эрнхардт.
Как это работает?
Плавающий суппорт устанавливается на ротор так же, как и фиксированный суппорт, но плавающий суппорт крепится с помощью двух штифтов или болтов, которые позволяют суппорту скользить вбок при торможении. Это то, что делает этот суппорт плавающим суппортом.
Так какой в этом смысл? Поскольку суппорт может скользить в поперечном направлении по ротору, для него нужно использовать только один поршень.
При начальном торможении тормозная жидкость выталкивает единственный внутренний поршень наружу, и внутренняя тормозная колодка встречается с внутренней частью ротора.
Постепенное давление педали тормоза заставит тормозной суппорт скользить по своим штифтам (болтам) и в то же время с силой прижимать внешнюю колодку к внешней поверхности ротора.
Когда тормоза отпущены, суппорт возвращается в исходное положение. Ход тут небольшой, измеряется в миллиметрах, но для работы хватает.
Не все плавающие суппорты являются однопоршневыми, некоторые из них являются сдвоенными, которые будут использоваться на более крупных и тяжелых транспортных средствах.
Так в чем недостаток этой более дешевой альтернативы? Тормоза не такие отзывчивые и сильные, как тормоза с фиксированным суппортом, но, честно говоря, в повседневной езде вы этого не заметите. Неравномерный износ тормозных колодок является характеристикой тормозной системы с плавающим суппортом.
Есть несколько общих механических проблем, но в основном они устраняются регулярным осмотром и обслуживанием тормозов. Самая распространенная проблема, связанная с плавающим суппортом, — заедание.
Движущиеся части нуждаются в любви, так как эти суппорты скользят по штифтам, они подвержены коррозии и заеданию. Это довольно распространенная проблема, и сравнение износа внутренних и внешних колодок — простой способ выявить проблемы.
Вам даже не нужно будет снимать колесо, хороший контрольный свет позволит вам сравнить толщины. Внутренний всегда будет изнашиваться больше, чем внешний, поскольку он первым встречается с ротором. Если внутренняя прокладка почти в два раза тоньше внешней, скорее всего, у вас застряли скользящие штифты.
Распространенные проблемы с тормозами
Тормоза работают тяжело и испытывают огромные нагрузки. Проблемы распространены, но в основном они несерьезны. Отказ тормозов сегодня редкость. Наиболее распространенные проблемы тормозной системы и способы их устранения:
- Визг — снимите, очистите, замените колодки, удерживающие зажимы колодок и, используя сухую смазку Moly или Graphite, смажьте рычаги и заднюю часть колодок.
- Скрежет тормозов – Замените колодки и проверьте, не застрял ли мусор в роторе, проверьте также износ ротора.
- Перетаскивание — очистите и смажьте (только на основе силикона) или замените плавающие скользящие штифты суппорта.
- Мягкая педаль тормоза – Прокачайте тормоза и проверьте герметичность штуцера, замените жидкость, если она старше 3 лет.
- Тугая педаль – Проверить работу усилителя тормозов, вакуумный шланг
- Колодки не заедают – Обезжирить колодки или заменить
- Вибрация педали – Роторы деформированы и требуют замены.
- Вибрация рулевого управления – роторы деформированы и нуждаются в замене
- Стук при торможении – Замените держатели зажимов колодок.
- Шум трения — коррозия ротора, ездовой цикл с несколькими средними и жесткими торможениями очистит тормоза.
- Ослабление тормозной системы – Промойте и замените тормозную жидкость.
- Педаль упирается в пол и не прокачивает – проверьте главный цилиндр
Связанный вопрос
Почему мои тормоза дребезжат? Тормоза обычно гремят из-за того, что стопорные зажимы тормозных колодок изношены или отсутствуют. Это позволяет колодкам вибрировать и часто слышен дребезжащий звук внутри автомобиля. Очистка тормозов и замена клипс обычно решает проблему.
Как понять, что тормозной суппорт вышел из строя?
Говорят, что яйцо испортилось, опустив его в стакан с водой. Если яйцо падает на дно стакана, оно еще свежее. Если он опускается на дно и встает, он менее свежий, но его все же можно есть. Но если яйцо плавает на поверхности воды, оставьте его в покое. Это пошло плохо. Конечно, если вы проигнорируете признаки тухлого яйца, ваш нос поймет это, как только вы его откроете.
То же самое можно сказать и о ваших тормозных суппортах. Когда ваши тормоза изнашиваются, они посылают вам знаки. Как и в случае с тухлым яйцом, если вы игнорируете признаки неисправного тормозного суппорта, они станут гораздо менее заметными. Симптомы будут обостряться, и проблема станет более очевидной. Результатом, скорее всего, будет повреждение.
Но это не обязательно должно случиться с вашей машиной. Вот признаки неисправного тормозного суппорта.
Во-первых, давайте посмотрим на вашу тормозную систему и поймем, что делает суппорт. Суппорт является компонентом дисковой тормозной системы, наиболее распространенной на современных легковых автомобилях. Работа этой системы зависит от гидравлического давления. Когда вы нажимаете на педаль тормоза, сила передается через жидкость внутри сети шлангов и трубок на колеса. К каждому колесу прикреплен тяжелый металлический диск, называемый тормозной диск . Когда ваши колеса катятся по дороге, роторы вращаются вместе с ними. Вокруг каждого ротора закреплена пара тормозных колодок . Эти колодки подвешены в гидравлическом зажимном механизме — суппорте.
Каждый раз, когда вы нажимаете на тормоз, суппорты прижимают тормозные колодки к дискам точно так же, как человек в инвалидной коляске может схватиться за колеса, чтобы снизить скорость. Велосипед работает аналогичным образом. Когда вы берете тормозной рычаг, трос приводит в действие суппорт, который прижимает пару резиновых тормозных колодок к бокам велосипедного колеса. В каждом случае создается трение, и кинетическая энергия движущегося тела преобразуется в тепловую энергию, чтобы замедлить вас и остановить.
К счастью, ваши тормозные суппорты рассчитаны на долгий срок службы. Если ваши тормозные колодки рассчитаны на изнашивание по мере использования (в некоторой степени и ваши роторы), суппорт не считается изнашиваемым элементом, который требует регулярной замены. Тем не менее, они иногда терпят неудачу. Как вы можете сказать? Плохой суппорт может проявить себя следующим образом.
При проверке . Лучший способ обнаружить неисправный тормозной суппорт — это регулярно проверять тормозную систему. Технический специалист может определить ранние признаки неисправности суппорта — коррозию, скопление грязи, утечку, нежелание направляющих штифтов и т. д. — до , они становятся серьезной проблемой. Если у суппорта уже есть проблемы, техник может заметить неравномерный износ тормозных колодок из-за того, что суппорт либо застрял в открытом, либо в закрытом положении. Многие ремонтные мастерские предлагают некоторую форму бесплатной проверки при каждой сервисе по замене масла , где технический специалист проверит состояние основных систем и компонентов автомобиля, включая ваши тормоза. В противном случае вам следует планировать осмотр не реже одного раза в год.
См. 21-точечный осмотр.
Поскольку ваши тормозные колодки содержат расходуемый фрикционный материал, который со временем изнашивается, вам необходимо время от времени заменять их. Срок службы тормозных колодок может сильно различаться. Поэтому важны проверки. Если вы склонны тормозить агрессивно или «ездите на тормозах», ваши тормозные колодки будут изнашиваться быстрее. То же самое, если вы много ездите по грунтовым дорогам. Состав фрикционного материала на тормозных колодках также имеет значение. Органические тормозные колодки служат не так долго, как керамические или полуметаллические колодки. Как правило, тормозные колодки могут прослужить от 60 000 км до 20 000 км, прежде чем им понадобится ремонт тормозов.
Суппорт может выйти из строя из-за заедания, часто в результате дешевого ремонта тормозов, когда не были заменены все необходимые компоненты. Ваши тормозные колодки должны «плавать» по обеим сторонам ротора, когда вы едете. При нажатии на педаль они сжимаются; при отпускании педали они отпускают. Но если суппорт застрял, колодки могут не отсоединиться от ротора или вообще не зацепить его. В результате ваш автомобиль уводит в сторону. Он будет тянуть в направлении суппорта, который не отпустит, и отклоняться от того, который не схватится. Если вы уберете руки с руля, вы можете даже заметить, что автомобиль тянет в сторону, когда вы не тормозите (хотя это также может быть признаком купить шины, которые нуждаются в замене).
Иногда протекает тормозной суппорт. Это ненормально; на самом деле, это может быть опасно, если ваша тормозная система теряет гидравлическое давление из-за утечки. Если вы видите признаки утечки жидкости на земле прямо внутри того места, где сидит шина, у вас может быть протекающий суппорт, который следует устранить как можно скорее. Не садитесь за руль автомобиля, если из суппортов или других мест вытекает тормозная жидкость. Отбуксируйте его в ремонтную мастерскую для обслуживания тормозов.
Вы слышите странные звуки. Странные звуки из вашего автомобиля могут сигнализировать о ряде проблем. Тормозные колодки, например, будут скрипеть, когда стареют. Если они износились сверх своих пределов, они начнут царапать и стачивать. Необнаруженный заклинивший тормозной суппорт часто издает шум, похожий на шум изношенных тормозных колодок. Вначале может показаться, что что-то трется, когда вы отпускаете педаль тормоза. Не обращайте на это внимания, и в конечном итоге вы услышите металлический скрежет, царапанье или трущийся звук, который указывает на контакт металла с металлом в вашей тормозной системе. Менее частым явлением является звук «стук» при нажатии на педаль тормоза. Это может быть признаком того, что суппорт или скоба суппорта сломались. В таком случае не управляйте автомобилем, отбуксируйте его в ремонтную мастерскую.
Как видите, признаки неисправного тормозного суппорта могут усиливаться, чем дольше вы их не замечаете. Если пренебречь плановым техническим обслуживанием или не проводить регулярный осмотр тормозов, неисправный суппорт может остаться незамеченным. По крайней мере, пока вы не услышите забавные звуки. Игнорируйте их, и ваша тормозная система может выйти из строя. Это все равно, что знать, что яйцо тухлое, и тем не менее разбить его. Зачем рисковать запахом тухлых яиц из-за сильно поврежденного суппорта и отказавших тормозов?
Columbia Auto Care & Car Wash | Автор: Майк Алес | Авторское право
Эта статья предназначена только как общее руководство, и вы полагаетесь на ее материалы на свой страх и риск. Используя это общее руководство, вы соглашаетесь защищать, возмещать убытки и ограждать Columbia Auto Care & Car Wash и ее филиалы от любых и всех претензий, убытков, затрат и расходов, включая гонорары адвокатов, возникающих или связанных с использование вами этого руководящего документа.