Как узнать резьбу – Как определить резьбу штангенциркулем или линейкой
alexxlab | 29.10.2019 | 0 | Разное
Как определить резьбу штангенциркулем или линейкой
Для определения типа резьбы на фитинге, необходим штангенциркуль.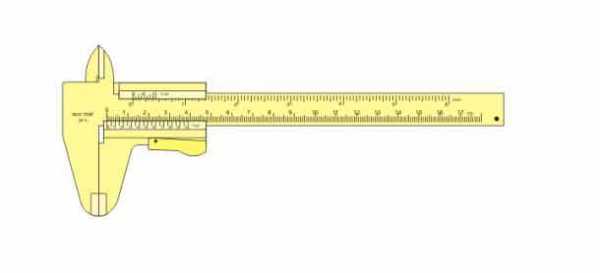
Как правильно производить замер при помощи штангенциркуля показано на рисунке ниже.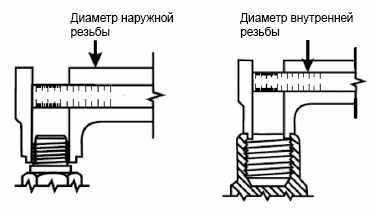
Измерения нужно произвести с точностью до десятых миллиметра.
| Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика | Дюйм UNF | Дюйм NPT |
| 9,3-9,7 | 8,5-8,9 | 28 | 1/8″ | ||||
| 9,3-9,7 | 8,5-8,9 | 27 | 1/8″ | ||||
| 9,7-9,9 | 8,2-8,6 | 1,5 | M10x1,5 | ||||
| 10,9-11,1 | 9,7-10,0 | 20 | 7/16″-20 | ||||
| 11,6-11,9 | 10,2-10,6 | 1,5 | M12x1,5 | ||||
| 12,4-12,7 | 11,3-11,6 | 1/2″-20 | |||||
| 12,9-13,1 | 11,4-11,9 | 19 | 1/4″ | ||||
| 12,9-13,1 | 11,4-11,9 | 18 | 1/4″ | ||||
| 13,6-13,9 | 12,2-12,6 | 1,5 | M14x1,5 | ||||
| 14,0-14,3 | 12,7-13,0 | 18 | 9/16″-18 | ||||
| 15,6-15,9 | 14,2-14,6 | 1,5 | M16x1,5 | ||||
| 16,3-16,6 | 14,9-15,4 | 19 | 3/8″ | ||||
| 16,3-16,6 | 14,9-15,4 | 18 | 3/8″ | ||||
| 17,6-17,9 | 16,2-16,6 | 1,5 | M18x1,5 | ||||
| 18,7-19,0 | 17,3-17,6 | 3/4″-16 | |||||
| 19,6-19,9 | 18,2-18,6 | 1,5 | M20x1,5 | ||||
| 20,5-20,9 | 18,6-19,0 | 14 | 1/2″ | ||||
| 20,7-21,1 | 18,3-18,7 | 14 | 1/2″ | ||||
| 21,6-21,9 | 20,2-20,6 | 1,5 | M22x1,5 | ||||
| 22,0-22,2 | 20,2-20,5 | 14 | 7/8″-14 | ||||
| 22,6-22,9 | 20,6-21,0 | 14 | 5/8″ | ||||
| 23,6-23,9 | 22,2-22,6 | 1,5 | M24x1,5 | ||||
| 25,6-25,9 | 24,2-24,6 | 1,5 | M26x1,5 | ||||
| 26,1-26,4 | 24,1-24,5 | 14 | 3/4″ | ||||
| 26,3-26,7 | 23,7-24,1 | 14 | 3/4″ | ||||
| 26;6-26,9 | 24,3-24,7 | 12 | 1,1/16″-12 | ||||
| 29,6-29,9 | 27,4-27,8 | 2 | M30x2 | ||||
| 29,8-30,1 | 27,6-27,9 | 12 | 1,3/16″-12 | ||||
| 28,2-28,6 | 1,5 | M30x1,5 | |||||
| 32,6-32,9 | 30,5-30,9 | 2 | M33x2 | ||||
| 33,0-33,2 | 30,3-30,8 | 11 | 1″ | ||||
| 33,0-33,3 | 30,8-31,2 | 12 | 1,5/16″-12 | ||||
| 32,9-33,4 | 30,3-30,8 | 11,5 | 1″ | ||||
| 35,6-35,9 | 33,4-33,8 | 2 | M36x2 | ||||
| 37,6-37,9 | 36,2-36,6 | 1,5 | M38x1,5 | ||||
| 40,9-41,2 | 38,7-39,1 | 12 | 1,5/8″-12 | ||||
| 41,6-41,9 | 39,4-39,8 | 2 | M42x2 | ||||
| 41,5-41,9 | 39,0-39,5 | 11 | 1,1/4″ | ||||
| 41,4-42,0 | 39,2-39,6 | 11,5 | 1,1/4″ | ||||
| 44,6-44,9 | 42,4-42,8 | 2 | M45x2 | ||||
| 44,6-44,9 | 43,2-43,6 | 1,5 | M45x1,5 | ||||
| 47,3-47,6 | 45,1-45,5 | 12 | 1,7/8″-12 | ||||
| 47,4-47,8 | 44,8-45,3 | 11 | 1,1/2″ | ||||
| 47,3-47,9 | 45,1-45,5 | 11,5 | 1,1/2″ | ||||
| 51,6-51,9 | 49,4-49,6 | 2 | M52x2 | ||||
| 51,6-51,9 | 50,2-50,6 | 1,5 | M52x1,5 | ||||
| 59,4-59,8 | 56,5-56,8 | 11 | 2″ | ||||
| 59,9-60,2 | 56,4-56,7 | 11,5 | 2″ | ||||
| 63,3-63,6 | 61,3-61,8 | 12 | 2,1/2″-12 |
⇒Основные стандарты резьбы
⇒Обозначение резьбы
⇒Бланк заказа РВД
pgt.in.ua
Определения типа резьбы по диаметру
Как определить резьбу
В зависимости от того, нуружную или внутреннюю резьбу Вы собираетесь идентифицировать, необходимо производить замер в правильном месте.
Если резьба наружная — необходимо измерять ее размер по краям витков, то есть самый большой диаметр по виткам, губками штангенциркуля для наружных измерений (смотри рис. Устройство штангенциркуля).
Внутреннюю резьбу измеряем губками штангенциркуля для внутренних измерений, растягивая их максимально внутри резьбы.
Устройство штангенциркуля

| Диаметр по виткам резьбы (мм) | ШТУЦЕР (Наружная резьба) | ГАЙКА (Внутренняя резьба) | Диаметр по виткам резьбы (мм) | ШТУЦЕР (Наружная резьба) | ГАЙКА (Внутренняя резьба) | |
|---|---|---|---|---|---|---|
| 8,7 | BSP 1/8 | 25 | JIC 1 1/16 | |||
| 9 | 10X1 | 25,2 | ORFS 1 | |||
| 9,6 | BSP 1/8 | 25,85 | 26X1,5 | |||
| 9,9 | JIC 7/16 | 26,3 | BSP 3/4 | |||
| 10,5 | 12X1,5 | 26,9 | JIC 1 1/16 | |||
| 11 | JIC 7/16 | 28 | 30X2 | |||
| 11,5 | JIC 1/2 | 28,5 | ||||
| 11,7 | BSP 1/4 | 29,8 | ||||
| 11,85 | 12X1,5 | 29,9 | ||||
| 12,4 | 14X1,5 | 30 | JIC 1 3/16 ORFS 1 3/16 М30X2 | |||
| 12,55 | JIC 1/2 | 30,6 | BSP 1 | |||
| 12,67 | 31,3 | JIC 1 5/16 | ||||
| 12,9 | JIC 9/16 ORFS 9/16 | 32,85 | 33X2 33X1,5 | |||
| 13 | BSP 1/4 | 33,1 | BSP 1 | |||
| 13,9 | 14X1,5 | 33,2 | JIC 1 5/16 | |||
| 14,1 | JIC 9/16 ORFS 9/16 | 33,3 | ||||
| 14,2 | 34 | 36X2 | ||||
| 14,4 | 34,5 | ORFS 1 7/16 | ||||
| 14,5 | 16X1,5 | 35,8 | 36X2 36X1,5 | |||
| 15,2 | BSP 3/8 | 36,3 | ORFS 1 7/16 | |||
| 15,7 | 36,5 | |||||
| 15,85 | 16X1,5 | 37,85 | ||||
| 15,9 | ORFS 11/16 | 38,8 | JIC 1 5/8 | |||
| 16,4 | 39,2 | BSP 1 1/4 | ||||
| 16,5 | BSP 3/8 | 18X1,5 | 40 | 42X2 | ||
| 17,3 | ORFS 11/16 | 40,9 | ORFS 1 11/16 | |||
| 17,5 | JIC 3/4 | 41,1 | JIC 1 5/8 | |||
| 17,85 | 18X1,5 | 41,8 | BSP 1 1/4 | |||
| 18,5 | 20X1,5 | 42,7 | ORFS 1 11/16 | |||
| 18,9 | JIC 3/4 | BSP 1/2 | 43 | 45X2 | ||
| 19 | ORFS 13/16 | 43,5 | ||||
| 19,85 | 20X1,5 | 44,85 | ||||
| 20,5 | ORFS 13/16 | JIC 7/8 22X1,5 | 45 | BSP 1 1/2 | ||
| 20,8 | BSP 1/2 | 45,4 | JIC 1 7/8 | |||
| 20,9 | BSP 5/8 | 47,3 | BSP 1 1/2 | |||
| 21,85 | 22X1,5 | 47,9 | JIC 1 7/8 | |||
| 22,1 | JIC 7/8 | 48,7 | ORFS 2 | |||
| 22,18 | 50 | 52X2 | ||||
| 22,5 | 24X1,5 | 50,6 | ORFS 2 | |||
| 22,8 | BSP 5/8 | 51,8 | 52X2 | |||
| 23,25 | ORFS 1 | 56,7 | BSP 2 | |||
| 23,85 | 24X1,5 | 59,3 | BSP 2 | |||
| 24,4 | BSP 3/4 | 61,2 | JIC 2 1/2 | |||
| 24,5 | 26X1,5 | 63,5 | JIC 2 1/2 |
north-hydro.ru
Как определить шаг резьбы: штангенциркулем, резьбомером
В современном мире большое распространение получили резьбовые соединения. Оно характеризуется высокой надежностью и практичностью в применении. Выделяют довольно большое количество различных параметров, которые могут использоваться для определения параметров рассматриваемого крепежного элемента. Наиболее важным можно назвать шаг. Он указывается практически на каждом чертеже и различной технической документации.

Понятие шага резьбы
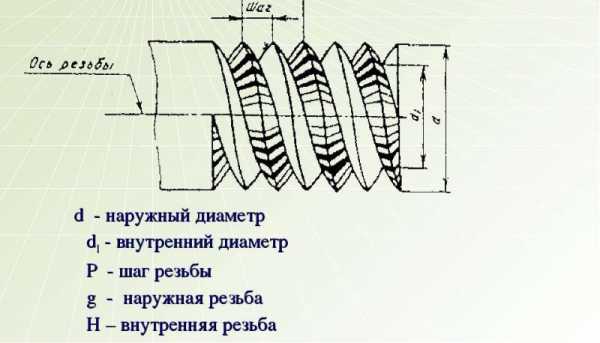
Резьба применяется для соединения самых различных изделий. Для определения резьбы болта нужно рассматривать расстояние меду одноименными боковыми сторонами профиля. К особенностям этого понятия отнесем нижеприведенные моменты:
- Для определения основных параметров требуется провести измерение.
- Неточный результат можно узнать при применении линейки.
- Для повышения точности измерений нужно проанализировать несколько нитей. Именно поэтому в зависимости от протяженности резьбовой поверхности проводится анализ от 10 до 20 витков.
- Рекомендуется проводить замеры в миллиметрах. В некоторых случаях число переводится в дюймы.
Параметры резьбы
Расстояние между впадинами можно измерять при использовании специального инструмента. Резьбомер представлен сочетанием специальных стальных пластин, которые имеют специальные вырезы. На поверхности наносятся различные значения.
Способы измерения
Существует довольно большое количество различных способов определения шага резьбы. Все они характеризуются своими определенными особенностями, которые нужно учитывать. Распространенными способами можно назвать:
- Использование обычной линейки.
- Применение специального инструмента, который может применяться для определения рассматриваемого значения. Измеритель шага резьбы можно приобрести в специализированном магазине.
- Штангенциркуль является точным инструментом. Он применяется довольно часто по причине высокой точности и универсальности в применении.

Резьбомер
Все приведенные выше методы позволяют получить довольно точные данные. Проще всего провести измерения при применении инструмента, определяющего резьбу, но можно обойтись и обычным штангенциркулем.
Процесс измерения витков
При рассмотрении того, как определить шаг резьбы следует учитывать особенности выбранного метода. При использовании линейки достаточно:
- Замерить протяженность стержня, на который нанесли профиль. Стоит учитывать, что при замере всей длины стержня, а не только части можно определить более точный результат.
- Подсчитать количество витков.
- Провести замер глубины для определения основных параметров резьбового соединения.
Подобным образом можно определить лишь средний показатель. Если в процессе нарезания витков были допущены ошибки, то расстояние между ними может несколько отличаться.
Пример проведения замеров выглядит следующим образом:
- Отсчитывается 20 витков.
- Проводим замер протяженности стержня, к примеру, показатель составил 127 мм.
- Проводим деление 20 витков на протяженность стержня, в результате получаем показатель 6,35 мм. Он соответствует шагу расположения нитей в миллиметрах.
Для перевода в дюймы достаточно поделить вычисленное значение в миллиметрах на 25,4. В итоге получится результат 0,25 или ¼ дюйма. При самостоятельном замере может быть погрешность, поэтому результат округляется к приближенному стандартному значению.
В продаже можно встретить и специальные шаблоны, которые можно использовать для проверки особенностей резьбы. Подобная процедура достаточно проста в исполнении:
- Подбирается наиболее подходящий шаблон. В продаже можно встретить просто огромное количество специальных шаблонов, которые представлены пластиной с определенным профилем. Стоит подобный элемент не дорого, приобрести его можно в различных специализированных магазинах.
- Он прикладывается к поверхности для контроля основных показателей. Шаблон должен заходить без препятствий, и между пластиной с рабочей поверхностью не должно образовываться свободного пространства.
Если шаблон легко заходит в бороздки, то можно определить основные параметры поверхности.

Измерение шага резьбы линейкой и резьбомером
Кроме этого, можно провести измерения при применении штангенциркуля. Этот инструмент получил широкое распространение. Пошаговые действия выглядят следующим образом:
- Глубиномером устанавливается высота стержня.
- Следующий шаг заключается в подсчете количества витков. Сделать это достаточно сложно, можно использовать маркер для обозначения уже подсчитанных нитей профиля.
- Полученная информация позволяет рассчитать тангенса угла наклона.
Есть возможность определить рассматриваемый показатель при непосредственном измерении между смежными вершинами. Рекомендуется провести очистку поверхности. В противном случае получить точный результат практически невозможно.
Нюансы измерения
При применении штангенциркуля следует учитывать несколько рекомендаций. Примером назовем нижеприведенную информацию:
- Если между головкой и торцевой частью изделия есть плита, то в этом случае рекомендуется использовать основную измерительную шкалу и глубиномер. При подобном процессе можно получить показатели толщины шайбы, высоты головки, толщину промежуточного элемента. Подобные данные позволяют рассчитать основные параметры резьбового соединения.
- Точность полученных результатов можно существенно повысить путем очистки поверхности от различных загрязняющих веществ. Для этого можно использовать абразивный материал или специальные жидкости для удаления коррозии.
Провести рассматриваемую процедуру можно самостоятельно. Как правило, проблем при этом не возникает.
В заключение отметим, что производители указывают шаг и многие другие важные показатели. Как правило, они наносятся на головке или другом элементе.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Как определить тип резьбы на фитинге?
Для того, что бы определить какой тип резьбы на фитинге, мы рекомендуем пользоваться специальной таблицей и штангельциркулем.
Кроме того, в процессе определения всегда следует обращать внимание на внешний вид фитинга, наличие или отсутствие резиновых уплотнений, конус самого уплотнения и его угол.
Первое: измеряем диаметр резьбы. Если это наружная резьба, смотрите фото №1, если это внутренняя резьба (гайка) то смотрите фото №2.


Затем, найдите полученный результат в таблице. В нашем случае внешняя резьба имеет 21,8мм. Это попадает в диапазон 21,6-21,9мм, что соответствует метрической резьбе М22х1,5.
Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика
| Дюйм UNF | Дюйм NPT |
|---|---|---|---|---|---|---|---|
9,3-9,7 | 8,5-8,9 | 28 |
| 1/8″ |
|
|
|
9,3-9,7 | 8,5-8,9 | 27 |
|
|
|
| 1/8″ |
9,7-9,9 | 8,2-8,6 |
| 1,5 |
| M10x1,5 |
|
|
10,9-11,1 | 9,7-10,0 | 20 |
|
|
| 7/16″-20 |
|
11,6-11,9 | 10,2-10,6 |
| 1,5 |
| M12x1,5 |
|
|
12,4-12,7 | 11,3-11,6 |
|
|
|
| 1/2″-20 |
|
12,9-13,1 | 11,4-11,9 | 19 |
| 1/4″ |
|
|
|
12,9-13,1 | 11,4-11,9 | 18 |
|
|
|
| 1/4″ |
13,6-13,9 | 12,2-12,6 |
| 1,5 |
| M14x1,5 |
|
|
14,0-14,3 | 12,7-13,0 | 18 |
|
|
| 9/16″-18 |
|
15,6-15,9 | 14,2-14,6 |
| 1,5 |
| M16x1,5 |
|
|
16,3-16,6 | 14,9-15,4 | 19 |
| 3/8″ |
|
|
|
16,3-16,6 | 14,9-15,4 | 18 |
|
|
|
| 3/8″ |
17,6-17,9 | 16,2-16,6 |
| 1,5 |
| M18x1,5 |
|
|
18,7-19,0 | 17,3-17,6 | 16 |
|
|
| 3/4″-16 |
|
19,6-19,9 | 18,2-18,6 |
| 1,5 |
| M20x1,5 |
|
|
20,5-20,9 | 18,6-19,0 | 14 |
| 1/2″ |
|
|
|
20,7-21,1 | 18,3-18,7 | 14 |
|
|
|
| 1/2″ |
21,6-21,9 | 20,2-20,6 |
| 1,5 |
| M22x1,5 |
|
|
22,0-22,2 | 20,2-20,5 | 14 |
|
|
| 7/8″-14 |
|
22,6-22,9 | 20,6-21,0 | 14 |
| 5/8″ |
|
|
|
23,6-23,9 | 22,2-22,6 |
| 1,5 |
| M24x1,5 |
|
|
25,6-25,9 | 24,2-24,6 |
| 1,5 |
| M26x1,5 |
|
|
26,1-26,4 | 24,1-24,5 | 14 |
| 3/4″ |
|
|
|
26,3-26,7 | 23,7-24,1 | 14 |
|
|
|
| 3/4″ |
26;6-26,9 | 24,3-24,7 | 12 |
|
|
| 1,1/16″-12 |
|
29,6-29,9 | 27,4-27,8 |
| 2 |
| M30x2 |
|
|
29,8-30,1 | 27,6-27,9 | 12 |
|
|
| 1,3/16″-12 |
|
29,6-29,9 | 28,2-28,6 |
| 1,5 |
| M30x1,5 |
|
|
32,6-32,9 | 30,5-30,9 |
| 2 |
| M33x2 |
|
|
33,0-33,2 | 30,3-30,8 | 11 |
| 1″ |
|
|
|
33,0-33,3 | 30,8-31,2 | 12 |
|
|
| 1,5/16″-12 |
|
32,9-33,4 | 30,3-30,8 | 11,5 |
|
|
|
| 1″ |
35,6-35,9 | 33,4-33,8 |
| 2 |
| M36x2 |
|
|
37,6-37,9 | 36,2-36,6 |
| 1,5 |
| M38x1,5 |
|
|
40,9-41,2 | 38,7-39,1 | 12 |
|
|
| 1,5/8″-12 |
|
41,6-41,9 | 39,4-39,8 |
| 2 |
| M42x2 |
|
|
41,5-41,9 | 39,0-39,5 | 11 |
| 1,1/4″ |
|
|
|
41,4-42,0 | 39,2-39,6 | 11,5 |
|
|
|
| 1,1/4″ |
44,6-44,9 | 42,4-42,8 |
| 2 |
| M45x2 |
|
|
44,6-44,9 | 43,2-43,6 |
| 1,5 |
| M45x1,5 |
|
|
47,3-47,6 | 45,1-45,5 | 12 |
|
|
| 1,7/8″-12 |
|
47,4-47,8 | 44,8-45,3 | 11 |
| 1,1/2″ |
|
|
|
47,3-47,9 | 45,1-45,5 | 11,5 |
|
|
|
| 1,1/2″ |
51,6-51,9 | 49,4-49,6 |
| 2 |
| M52x2 |
|
|
51,6-51,9 | 50,2-50,6 |
| 1,5 |
| M52x1,5 |
|
|
59,4-59,8 | 56,5-56,8 | 11 |
| 2″ |
|
|
|
59,9-60,2 | 56,4-56,7 | 11,5 |
|
|
|
| 2″ |
63,3-63,6 | 61,3-61,8 | 12 |
|
|
| 2,1/2″-12 |
|
Внешний вид фитинга так же подтверждает наше предположение.
С внутренней резьбой могут быть некоторые сложности. Результат замера 20,62мм подходит под целых три диапазона в таблице, которые практически одинаковые. Но внешний вид фитинга (наличие конуса с углом 24°, резинового уплотнения и площадки в конце конуса) говорит о том, что это явно не дюймовая резьба, а следовательно это метрика М22х1,5.
Пусть вас не смущает тот факт, что у нас вышло 20,62мм, а диапазон 20,2-20,6мм. Причиной этого может быть погрешность измерительного прибора или не совсем верное измерение (для более точного измерения следовало бы снять гайку с фитинга).
В метрической резьбе существует так же понятие тяжелой и легкой серии, то есть так называемые DKOL и DKOS. Это так же очень важный нюанс, о котором более подробно можно прочесть тут.
www.hydrohouse.com.ua
Как определить шаг резьбы. Метрическая и дюймовая резьба
Резьба – виды, особенности, способы определения
Существуют различные типы резьбы: от художественной до машиностроительной. Последняя представляет собой винтовую нарезку, нанесенную по спирали на стержень с круглым сечением или на поверхность отверстия. В современном строительстве, машиностроении и даже быту наиболее распространенными считаются две резьбовые системы – метрическую и дюймовую.
На самом деле в международной системе существует огромное количество различных стандартов. Но в русскоязычных странах принято использовать стандарт метрической резьбы ISO DIN 13:1988 с углом наклона вершины профиля. Отечественные стандарты, определяющие данный тип резьбы, – ГОСТ 24705-2004 и ДСТУ ГОСТ 16093:2019.
Метрическая резьба
Главное отличие резьбы данного типа от подобных ей в том, что только в метрической резьбе угол профиля равняется 60° (существует еще резьба с углом 55° и 47°).
Метрическая резьба используется повсеместно, в том числе в метрическом крепеже. Из-за ее широчайшего применения потребовалось создать внушительное количество разновидностей, чтобы приспособить данную универсальную резьбу под различные ситуации.
Виды метрической резьбы
- Левая, правая.
- Однозаходная, двухзаходная, трехзаходная.
- Трапециодальная (классическая и упорная), прямоугольная, треугольная, круглая, цилиндрическая (трубная, коническая).
- Ленточная, модульная, питчевая и пр.
Левая и правая метрическая резьба
Виды метрической резьбы
Дюймовая резьба
Дюймовая резьба имеет угол профиля 55°. Главной единицей измерения дюймовой (имперской) системы, как не трудно догадаться, является дюйм. На письме он обозначается верхней кавычкой, стоящей без пробела сразу после числа: 2″.
Самыми известными стандартами дюймовой резьбы называют UNC и UNF.
Как определить шаг резьбы
Определить шаг резьбы нужно при выборе резьбонадрезного инструмента или сверла для пробуривания отверстия под элемент в какой-либо поверхности. Также необходимо тщательно подбирать друг к другу сопрягаемые элементы при организации болтового, винтового, шпилечного или иного разборного резьбового узла. Определить шаг резьбы можно различными способами.
- Определение шага резьбы с помощью резьбомера (шаблона)
Такое название носит специальный инструмент, состоящий из специальных пластин (гребенок), на одной из сторон которой располагаются выступы, помогающие определить шаг резьбы. Пластины закреплены на одной или двух осях, объединенных в общем корпусе. Существуют отдельные шаблоны для метрической и дюймовой резьбы. Легко отличить их друг от друга помогает маркировка: на первых стоит знак 60°, на вторых – 55°.
Достоинство такого метода в том, что он является самым точным (при умелом обращении с инструментом). При производстве шаблонов используются специальные стали, не поддающиеся сжатию и расширению под влиянием различных температур. Это позволяет использовать резьбомеры практически в любых погодных условиях.
- Определение шага резьбы с помощью линейки
Этот способ не может дать стопроцентного результата, но он прекрасно подходит для тех случаев, когда нет иного варианта решения поставленной задачи. Чтобы узнать число витков с помощью линейки, следует определить общую длину резьбового участка и посчитать количество витков на этом расстоянии. Далее требуется просто разделить длину на число подсчитанных нитей – ответ и будет полученным значением шага резьбы.
Этот способ может иметь иную модификацию. Если у вас есть кусок бумаги, то следует приложить его к резьбовому участку и сильно прижать. На получившемся отпечатке делают замер (с помощью линейки или иного измерительного инструмента) сразу нескольких участков: двух, трех или больше, – а после разделить длину выбранного участка на количество витков в ней. Процесс аналогичен описанному в предыдущем абзаце.
- Определение шага резьбы с помощью штангенциркуля
Для этого следует произвести измерения так, как показано на рисунке. Полученное значение соотнести с тем, которое приводится в таблице, и узнать правильное значение шага для метрической или дюймовой системы соответственно.
Таблица соответствия диаметром и шагов метрической резьбы
Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика | Дюйм UNF | Дюйм NPT |
9,3-9,7 | 8,5-8,9 | 28 | – | 1/8″ | – | – | – |
9,3-9,7 | 8,5-8,9 | 27 | – | – | – | – | 1/8″ |
9,7-9,9 | 8,2-8,6 | – | 1,5 | – | M10x1,5 | – | – |
10,9-11,1 | 9,7-10,0 | 20 | – | – | – | 7/16″-20 | – |
11,6-11,9 | 10,2-10,6 | – | 1,5 | – | M12x1,5 | – | – |
12,4-12,7 | 11,3-11,6 | – | – | – | – | 1/2″-20 | – |
12,9-13,1 | 11,4-11,9 | 19 | – | 1/4″ | – | – | – |
12,9-13,1 | 11,4-11,9 | 18 | – | – | – | – | 1/4″ |
13,6-13,9 | 12,2-12,6 | – | 1,5 | – | M14x1,5 | – | – |
14,0-14,3 | 12,7-13,0 | 18 | – | – | – | 9/16″-18 | – |
15,6-15,9 | 14,2-14,6 | – | 1,5 | – | M16x1,5 | – | – |
16,3-16,6 | 14,9-15,4 | 19 | – | 3/8″ | – | – | – |
16,3-16,6 | 14,9-15,4 | 18 | – | – | – | – | 3/8″ |
17,6-17,9 | 16,2-16,6 | – | 1,5 | – | M18x1,5 | – | – |
18,7-19,0 | 17,3-17,6 | 16 | – | – | – | 3/4″-16 | – |
19,6-19,9 | 18,2-18,6 | – | 1,5 | – | M20x1,5 | – | – |
20,5-20,9 | 18,6-19,0 | 14 | – | 1/2″ | – | – | – |
20,7-21,1 | 18,3-18,7 | 14 | – | – | – | – | 1/2″ |
21,6-21,9 | 20,2-20,6 | – | 1,5 | – | M22x1,5 | – | – |
22,0-22,2 | 20,2-20,5 | 14 | – | – | – | 7/8″-14 | – |
22,6-22,9 | 20,6-21,0 | 14 | – | 5/8″ | – | – | – |
23,6-23,9 | 22,2-22,6 | – | 1,5 | – | M24x1,5 | – | – |
25,6-25,9 | 24,2-24,6 | – | 1,5 | – | M26x1,5 | – | – |
26,1-26,4 | 24,1-24,5 | 14 | – | 3/4″ | – | – | – |
26,3-26,7 | 23,7-24,1 | 14 | – | – | – | – | 3/4″ |
26;6-26,9 | 24,3-24,7 | 12 | – | – | – | 1,1/16″-12 | – |
29,6-29,9 | 27,4-27,8 | – | 2 | – | M30x2 | – | – |
29,8-30,1 | 27,6-27,9 | 12 | – | – | – | 1,3/16″-12 | – |
29,6-29,9 | 28,2-28,6 | – | 1,5 | – | M30x1,5 | – | – |
32,6-32,9 | 30,5-30,9 | – | 2 | – | M33x2 | – | – |
33,0-33,2 | 30,3-30,8 | 11 | – | 1″ | – | – | – |
33,0-33,3 | 30,8-31,2 | 12 | – | – | – | 1,5/16″-12 | – |
32,9-33,4 | 30,3-30,8 | 11,5 | – | – | – | – | 1″ |
35,6-35,9 | 33,4-33,8 | – | 2 | – | M36x2 | – | – |
37,6-37,9 | 36,2-36,6 | – | 1,5 | – | M38x1,5 | – | – |
40,9-41,2 | 38,7-39,1 | 12 | – | – | – | 1,5/8″-12 | – |
41,6-41,9 | 39,4-39,8 | – | 2 | – | M42x2 | – | – |
41,5-41,9 | 39,0-39,5 | 11 | – | 1,1/4″ | – | – | – |
41,4-42,0 | 39,2-39,6 | 11,5 | – | – | – | – | 1,1/4″ |
44,6-44,9 | 42,4-42,8 | – | 2 | – | M45x2 | – | – |
44,6-44,9 | 43,2-43,6 | – | 1,5 | – | M45x1,5 | – | – |
47,3-47,6 | 45,1-45,5 | 12 | – | – | – | 1,7/8″-12 | – |
47,4-47,8 | 44,8-45,3 | 11 | – | 1,1/2″ | – | – | – |
47,3-47,9 | 45,1-45,5 | 11,5 | – | – | – | – | 1,1/2″ |
51,6-51,9 | 49,4-49,6 | – | 2 | – | M52x2 | – | – |
51,6-51,9 | 50,2-50,6 | – | 1,5 | – | M52x1,5 | – | – |
59,4-59,8 | 56,5-56,8 | 11 | – | 2″ | – | – | – |
59,9-60,2 | 56,4-56,7 | 11,5 | – | – | – | – | 2″ |
63,3-63,6 | 61,3-61,8 | 12 | – | – | – | 2,1/2″-12 | – |
krepsila.com
Справочная таблица размеров фитингов. На штуцере измеряйте наружную резьбу, в гайке измеряйте внутреннюю резьбу. Размеры для штуцера в левой части таблицы. Размеры для гайки в правой части таблицы. Для измерений применяйте штангенциркуль и резбомерные гребенки. Обратите внимание – для гидравлических соединений используются метрические резьбы с шагом 1,5 мм и 2,0 мм. Крайне редко используется резьба с шагом 1,0 мм. Если шаг отличается от этих значений, то обратите внимание на дюймовые шаги.
| ||||||||||
komplektsz.ru
Как измерить шаг резьбы 🚩 как определить резьбу 🚩 Разное
Автор КакПросто!
Шаг резьбы является ее основополагающей характеристикой. Для определения его значения можно воспользоваться обычной линейкой. Чтобы сделать измерение более точным, лучше воспользоваться специальными приспособлениями.

Статьи по теме:
Вам понадобится
- – резьбы;
- – линейка;
- – резьбомер.
Инструкция
Шагом резьбы называют расстояние между одноименными боковыми сторонами резьбового профиля. Именно его и нужно измерить для правильного определения этой характеристики. Сделайте это грубо при помощи обычной линейки. Измерьте длину определенного количества витков резьбы. Учитывайте, что чем больше витков будет измерено, тем меньше будет погрешность. Поэтому в зависимости от размеров резьбы для измерения отсчитываете от 10 до 20 витков. Длину отсчитанного количества витков, измеренную с помощью линейки, поделите на число этих самых витков. Это и будет шаг резьбы. Проводить измерение длины лучше в миллиметрах. В том случае, если шаг резьбы необходимо измерить в дюймах, произведите перевод величины.Например, если нужно измерить шаг некой резьбы, отсчитайте 20 витков, чтобы уменьшить погрешность измерения (если есть это количество витков, если нет, берите меньше). Предположим, при измерении получите длину резьбы 127 мм. Поделите это число на 20 витков, и получите 6,35 мм. Это шаг резьбы в миллиметрах.
Если есть необходимость перевести его в дюймы, возьмите значение одного дюйма в миллиметрах, которое составляет 25,4, и поделите получившийся шаг 6,35 на это значение. В данном случае получится 0,25 или 1/4″ (дюйма). Если значение не получается столь точным, округлите его до ближайшей доли дюйма.
Поскольку подавляющее большинство резьб делается по утвержденным стандартам для того, чтобы унифицировать это соединение, измеряйте шаг резьбы резьбомером. Этот прибор представляет собой набор специальных стальных пластин, которые имеют вырезы, соответствующие различным видам резьбы. На пластину нанесены значения, соответствующие той или иной длине шага в миллиметрах или долях дюйма. Производите измерение, прикладывая к резьбе различные пластины параллельно оси резьбы, и проверяйте просвет между зубцами на свет. Если он пропадает, значение на пластине является тем, которое указывает на шаг измеряемой резьбы.
Источники:
- измерьте длину своего шага
Совет полезен?
Статьи по теме:
Не получили ответ на свой вопрос?
Спросите нашего эксперта:
www.kakprosto.ru