Как узнать шаг резьбы: Страница не найдена |
alexxlab | 25.09.1985 | 0 | Разное
Как определить шаг резьбы без резьбомера?
Резьбовые соединения получили широкое применение в быту и в производственной сфере за счет своей практичности и высокой надежности. Самая распространенная резьба в России – метрическая. Она используется во всех крепежах: винтах, болтах, саморезах, шурупах. Отличается следующими параметрами:
- профиль резьбы;
- шаг резьбы;
- угол профиля;
- наружный диаметр;
- ход резьбы.
Самый важный из них – это шаг резьбы, который представляет собой промежуток между двумя граничащими витками, который измеряется в миллиметрах. Определяется шаг резьбы с помощью резьбомера.
Шаг резьбы влияет на качество соединения, поэтому для каждого конкретного случая его необходимо определять с точностью до миллиметра.
К особенностям понятия шаг резьбы можно отнести следующие моменты:
- чтобы определить основные параметры, нужно провести измерения;
- неточный результат можно получить, используя линейку;
- чтобы повысить точность измерений, анализируют 10-20 витков нитей;
- замеры проводятся в мм.

Подбирая крепеж для осуществления монтажных работ, необходимо измерить резьбу. Так как при неправильном подборе деталей по этому параметру их будет невозможно закрутить или качество соединения будет очень плохим, непригодным для эксплуатации.
Но случаются ситуации, когда специализированного устройства нет под рукой. Рассчитать расстояние между витками можно обычной металлической или деревянной линейкой. Полученные результаты будут иметь примерное значение, но и такой способ может очень выручить.
Резьба на болтах выполняется по ГОСТам и стандартам, поэтому есть возможность подогнать под единый стандарт все резьбовые соединения.
Как определить шаг резьбы гайки без инструмента?
Шагу резьбы неспроста уделяется столько внимания. Этот показатель очень важен: чем уже между витками расстояние, тем прочнее стык и мощнее напряжение от прикладываемых сил. Его нельзя будет просто так уменьшить или увеличить. Если вы задаете этот показатель, нужно будет соблюсти баланс.
Если вас интересует, как измерить шаг резьбы, рекомендуется ознакомиться с нижеизложенной информацией.
Как определить шаг резьбы болта? Для определения шага резьбы без резьбомера используют не только линейку, но и пластилин, спички и другие приспособления. При рассмотрении метода определения шага резьбы учитывают особенности выбранного способа.
Воспользуйтесь линейкой
Использование линейки предполагает выполнение следующих действий:
- Замеры протяженности стержня, на который нанесена резьба. Нужно учитывать, что при замере всего стержня, а не отдельной его части можно получить точный результат.
- Подсчитывают количество витков.
- Проводят замер глубины, чтобы определить основные параметры резьбового соединения.
Чаще всего длину отсчитанных витков делят на их количество. Это и есть шаг резьбы. Если необходимо измерить шаг резьбы в дюймах, значение просто переводят в нужную величину.
Таким образом, определяют только средний показатель. Возможно, что при нарезании витков могли быть допущены ошибки, поэтому могут быть расхождения в расстоянии между ними.
Возможно, что при нарезании витков могли быть допущены ошибки, поэтому могут быть расхождения в расстоянии между ними.
Количество витков на 2 см | Шаг резьбы, мм |
9 | 2,5 |
11 | 2,0 |
12 | 1,75 |
14 | 1,5 |
17 | 1,25 |
21 | 1,0 |
26 | 0,8 |
29 | 0,7 |
Рассмотрим на примере, как выглядит проведение замеров:
- Отсчитывают 20 витков.
- Замеряют протяженность стержня, к примеру, 127 мм.
- Проводят деление протяженности на количество витков, получая результат 6,35 мм. Это шаг.
Проводя замеры, прикладывают первый виток стержня к нулевой отметке линейки. После этого проверяют, чтобы все остальные выступы соответствовали шкале. Если витки будут совпадать с делениями, это значит, что шаг резьбы составляет 1 мм.
После этого проверяют, чтобы все остальные выступы соответствовали шкале. Если витки будут совпадать с делениями, это значит, что шаг резьбы составляет 1 мм.
Способ используют нерегулярно. Рекомендуется купить специализированный инструмент, который позволяет получить точные значения.
Сделайте слепок
Есть и другой, не менее доступный способ: слепок.
- Из стеарина, парафина, воска или пластилина скатывают колбаску, соответствующую отверстию.
- Охлаждают заготовку в холодильнике или в тени.
- Колбаску ввертывают в резьбу. Не стоит ее слишком согревать пальцами и дыханием
- Вывертывают наружу, получая зеркальную копию резьбы. После этого измеряют стержень так, как описано выше.
Используйте бумагу
В том случае, если резьба слишком грязная и разглядеть витки не представляется возможным, используют метод «бумаги».
- В руки берут небольшой фрагмент бумаги.
- Проводят им по резьбе так, словно заворачивают или отворачивают предмет.
- Из-за этого на листе получается оттиск.
- После этого считают количество витков и замеряют расстояние линейкой или штангенциркулем.
Измерить можно не только наружные, но и внутренние резьбы. Для этого скатывают небольшой стержень, который накручивают на палочку и заворачивают в отверстие. После этого проводят измерения и необходимые расчеты.
Использование шаблона
Шаблон – это специальный инструмент, состоящий из гребенок, на одной из сторон которых находятся выступы для определения шага резьбы. Стальные пластины крепятся на одной-двух осях, которые объединены в общем корпусе. Есть отдельные шаблоны для дюймовой и метрической резьбы. Друг от друга они отличаются маркировкой.
На пластину нанесены значения, которые соответствуют той или длине шага. Замеры проводятся путем прикладывания к резьбе различных пластин параллельно оси резьбы. После этого проверяют на свет просвет между зубцами. Если он пропал, значит, на пластине он указывает шаг резьбы.
Если он пропал, значит, на пластине он указывает шаг резьбы.
Этот метод самый точный, так как для производства шаблонов используют специальные стали, которые не поддаются расширению и сжатию под воздействием температур. Поэтому такие резьбомеры можно использовать при любых погодных условиях.
Экранный резьбомер для Android
Современные смартфоны нужны не только для того, чтобы звонить. Они вполне могут заменить в быту резьбомер. Для этого потребуется скачать специальное приложение «Измеритель шага резьбы. Резьбомер», которое разработали производители инструментов Smart Tools.
Использовать его очень просто. Достаточно приложить к экрану винт, найти точное совпадение витков и узнать шаг. Мобильное приложение располагает различными видами резьбы: трубного дюймового и метрического стандартов.
Как определить шаг резьбы по диаметру
Как определить шаг резьбы по стандартным таблицам?
Для этого необходимо с помощью штангенциркуля замерить диаметр гайки или резьбы болта. Точность замера находится в пределах десятых долей миллиметра.
Точность замера находится в пределах десятых долей миллиметра.
В соответствии с полученным значением в таблице можно определить соответствующий шаг резьбы.
Измерение резьбы штангенциркулем
Штангенциркуль – это точный инструмент. Его применяют довольно часто ввиду высокой точности измерений и универсальности применения.
Пошаговая инструкция:
- С помощью глубиномера устанавливают высоту стержня.
- Подсчитывают количество витков с помощью маркера, которым отмечают подсчитанные нити профиля.
- На основе полученной информации можно рассчитать тангенс угла наклона.
Можно определить искомый показатель путем измерения между смежными вершинами. Лучше всего предварительно очистить поверхность, чтобы получить точный результат.
Перед тем, как использовать штангенциркуль, нужно учитывать следующие рекомендации:
- Если между торцевой частью изделия и головкой имеется плита, нужно использовать глубиномер и основную измерительную шкалу.
 В процессе измерения можно узнать толщину шайбы и промежуточного элемента, а также высоту головки. С помощью этих данных можно рассчитать параметры резьбового соединения.
В процессе измерения можно узнать толщину шайбы и промежуточного элемента, а также высоту головки. С помощью этих данных можно рассчитать параметры резьбового соединения. - Очистка поверхностей от загрязняющих веществ позволяет получить точный результат. Удалить грязь помогут абразивные материалы или жидкость против коррозии.
Внутренние соединения можно измерить за счет вставки идентификационной части устройства в разъем, имеющийся на уплотнительной поверхности. При этом нужно проверить, чтобы осевые линии угломера и соединения были параллельны. Это поможет определить правильный угол.
При использовании штангенциркуля необходимо избегать механических повреждений и силового воздействия. В процессе измерения нельзя допускать, чтобы губки устройства были перекошены. Для этого их фиксируют в нужном положении на детали, которую измеряют.
Прибор хранят в жестком футляре или в мягком чехле, чтобы обеспечить защиту от пыли и деформаций. После использования оборудования его протирают мягкой чистой ветошью.
На каждый хитрый болт найдется гайка с левой резьбой
Левая резьба чаще всего применяется при стяжке различных металлических элементов. Стяжные конструкции на вращаемой детали предусматривают разнонаправленную резьбу: с одной стороны правая, а с другой – левая. При вращении такого устройства присоединяемые детали то сближаются, то удаляются.
С помощью левой резьбы натягивают тросы, устанавливают мачты или навесы, закрепляют оборудование или технику на платформе. Очень часто левую резьбу применяют в баллонах с горючим газом. Это делают для того, чтобы человек не имел возможности сорвать резьбу.
На сайте компании «Первый крепеж» вы можете ознакомиться с практическими рекомендациями по определению шага резьбы без резьбомера.
У нас можно заказать крепеж с доставкой по России. Все интересующие вопросы вы можете задать по телефону горячей линии или написать нам на почту. Есть возможность связаться со специалистом посредством обратного звонка. Офис и склад работают с понедельника по пятницу.
Офис и склад работают с понедельника по пятницу.
Следите за акциями на нашем сайте.
Измерение шага резьбы с помощью штангенциркуля и линейки
21.01.2022
Зачастую определение шага резьбы необходимо только один раз. И редко в этой ситуации рядом окажется резьбомер. А его покупка для одного измерения финансово не оправдана. Важно знать, как измеряется резьбы при помощи штангенциркуля или линейки. Вычислить необходимый параметр без труда можно этими измерительными примерами.
Детали, имеющие наружную нарезку
Легче всего измерить любую резьбу деталей, у который нарезка снаружи. Для определения метрической резьбы сначала прикладывается линейка к резьбе, а ее деления с миллиметрами совмещаются с наивысшими точками гребней нарезки. При их совпадении шаг равен 1 мм. Если совпадений нет, то предстоит измерять иначе.
Чтобы точно определить шаг, следует посчитать витки на определенном участке детали.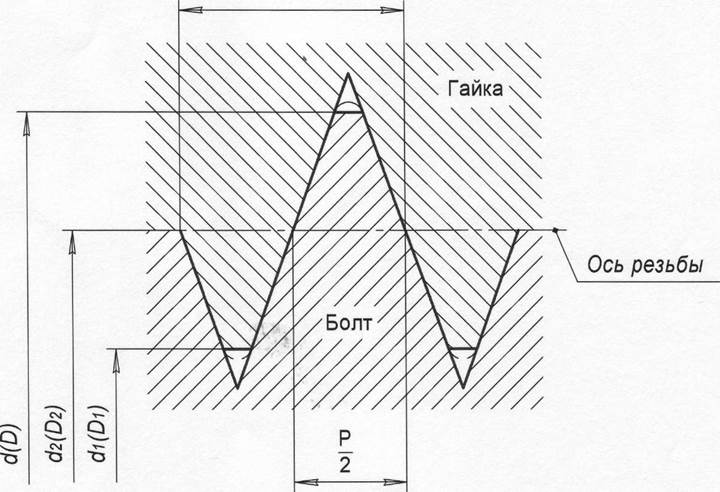 Выбирается 1 или 2 см. Чем больше расстояние, тем точнее будут результаты замера. Нужная длина измеряется с помощью линейки или штангенциркуля. Далее нужно посчитать количество витков. Потом всю длину измеренного участка делят на число витков. Из этого числа вычитается один виток. Полученное значение и есть искомый шаг резьбы.
Выбирается 1 или 2 см. Чем больше расстояние, тем точнее будут результаты замера. Нужная длина измеряется с помощью линейки или штангенциркуля. Далее нужно посчитать количество витков. Потом всю длину измеренного участка делят на число витков. Из этого числа вычитается один виток. Полученное значение и есть искомый шаг резьбы.
Чтобы разобраться с дюймовой нарезкой сначала измеряется длина стержня, которая будет равна 1 дюйму или 2,54 см. Наиболее точный замер определит измерительный инструмент, имеющий дюймовую шкалу. Шаг резьбы равен количеству витков. Если участок короче дюйма, то количество витков определяется на полдюймовом отрезке – 1,27 см. А полученное значение умножается на два.
Детали, имеющие внутреннюю нарезку
Резьба гайки или иной детали, имеющей внутреннюю нарезку, определяется двумя способами без помощи резьбомера. В первом случае следует максимально точно подобрать ответный болт, а после измерить шаг одним из указанных в первом пункте способом.
Ее прижимают к резьбе так, что на ней отпечатывается профиль резьбы. Для улучшения картинки грани нарезки можно обрисовать маркером. Потом на листе бумаги отмечается расстояние между крайними рисунками, вычитывается число витков. Полученная длина делится на число витков. Из результата нужно вычесть один. Если нет бумаги, то следует воспользоваться карандашом, спичкой или другим изделием из мягкого дерева подходящего размера.
Определение шага резьбы по диаметру
Существуют таблицы, помогающие в измерении шага резьбы. Сначала измеряются диаметры детали. Тут поможет штангенциркуль, который с максимальной точностью определит диаметр. Измерять нужно с точностью до десятых долей миллиметра. Используя полученной значение, с легкостью в таблице ищется нужный шаг резьбы, который будет соответствовать известному диаметру.
Таблица, которая подходит для резьбы наружного диаметра от 9,3 мм до 63,4 мм:
|
Наружный диаметр, мм |
Внутренний диаметр, мм |
Шаг резьбы, витков на дюйм |
Шаг резьбы |
BSP | Метрика |
Дюйм UNF |
Дюйм NPT |
| 9,3-9,7 | 8,5-8,9 | 28 | 1/8” | ||||
| 9,3-9,7 | 8,5-8,9 | 27 | 1/8” | ||||
| 9,7-9,9 | 8,2-8,6 | 1,5 | М10х1,5 | ||||
| 10,9-11,1 | 9,7-10,0 | 20 | 7/16”-20 | ||||
| 11,6-11,9 | 10,2-10,6 | 1,5 | М12х1,5 | ||||
| 12,4-12,7 | 11,3-11,6 | 1/2”-20 | |||||
| 12,9-13,1 | 11,4-11,9 | 19 | 1/4” | ||||
| 12,9-13,1 | 11,4-11,9 | 18 | 1/4” | ||||
| 13,6-13,9 | 12,2-12,6 | 1,5 | М14х1,5 | ||||
| 14,0-14,3 | 12,7-13,0 | 18 | 9/16”-18 | ||||
| 15,6-15,9 | 14,2-14,6 | 1,5 | М16х1,5 | ||||
| 16,3-16,6 | 14,9-15,4 | 19 | 3/8” | ||||
| 16,3-16,6 | 14,9-15,4 | 18 | 3/8” | ||||
| 17,6-17,9 | 16,2-16,6 | 1,5 | М18х1,5 | ||||
| 18,7-19,0 | 17,3-17,6 | 16 | 3/4”-16 | ||||
| 19,6-19,9 | 18,2-18,6 | 1,5 | М20х1,5 | ||||
| 20,5-20,9 | 18,6-19,0 | 14 | 1/2” | ||||
| 20,7-21,1 | 18,3-18,7 | 14 | 1/2” | ||||
| 21,6-21,9 | 20,2-20,6 | 1,5 | М22х1,5 | ||||
| 22,0-22,2 | 20,2-20,5 | 14 | 7/8”-14 | ||||
| 22,6-22,9 | 20,6-21,0 | 14 | 5/8” | ||||
| 23,6-23,9 | 22,2-22,6 | 1,5 | М24х1,5 | ||||
| 25,6-25,9 | 24,2-24,6 | 1,5 | М26х1,5 | ||||
| 26,1-26,4 | 24,1-24,5 | 14 | 3/4” | ||||
| 26,3-26,7 | 23,7-24,1 | 14 | 3/4” | ||||
| 26,6-26,9 | 24,3-24,7 | 12 | 1,1/16”-12 | ||||
| 29,6-29,9 | 27,4-27,8 | 2 | М30х2 | ||||
| 29,8-30,1 | 27,6-27,9 | 12 | 1,3/16”-12 | ||||
| 29,6-29,9 | 28,2-28,6 | 1,5 | М30х1,5 | ||||
| 32,6-32,9 | 30,5-30,9 | 2 | М33х2 | ||||
| 33,0-33,2 | 30,3-30,8 | 11 | 1” | ||||
| 33,0-33,3 | 30,8-31,2 | 12 | 1,5/16”-12 | ||||
| 32,9-33,4 | 3-,3-30,8 | 11,5 | 1” | ||||
| 35,6-35,9 | 33,4-33,8 | 2 | М36х2 | ||||
| 37,6-37,9 | 36,2-36,6 | 1,5 | М38х1,5 | ||||
| 40,9-41,2 | 38,7-39,1 | 12 | 1,5/8”-12 | ||||
| 41,6-41,9 | 39,4-39,8 | 2 | М42х2 | ||||
| 41,5-41,9 | 39,0-39,5 | 11 | 1,1/4” | ||||
| 41,4-42,0 | 39,2-39,6 | 11,5 | 1,1/4” | ||||
| 44,6-44,9 | 42,4-42,8 | 2 | М45х2 | ||||
| 44,6-44,9 | 43,2-43,6 | 1,5 | М45х1,5 | ||||
| 47,3-47,6 | 45,1-45,5 | 12 | 1,7/8”-12 | ||||
| 47,4-47,8 | 44,8-45,3 | 11 | 1,1/2” | ||||
| 47,3-47,9 | 45,1-45,5 | 11,5 | 1,1/2” | ||||
| 51,6-51,9 | 49,4-49,6 | 2 | М52х2 | ||||
| 51,6-51,9 | 50,2-50,6 | 1,5 | М52х1,5 | ||||
| 59,4-59,8 | 56,5-56,8 | 11 | 2” | ||||
| 59,9-60,2 | 56,4-56,8 | 11,5 | 2” | ||||
| 63,3-63,6 | 61,3-61,8 | 12 | 2,1/2”-12 |
Как определить шаг резьбы: штангенциркулем, резьбомером
Измерение внутреннего диаметра резьбы
Внутренний диаметр нарезки контролируется измерительным приспособлением с заострёнными ножками – кронциркулем. Для организации вычислительных работ нужно установить инструмент на шаблонную деталь по резьбовому калибру, и затем проделать сравнение с исходным внутренним диаметром резьбовых соединений. Кронциркуль должен находиться относительно измеряемой оси под углом.
Для организации вычислительных работ нужно установить инструмент на шаблонную деталь по резьбовому калибру, и затем проделать сравнение с исходным внутренним диаметром резьбовых соединений. Кронциркуль должен находиться относительно измеряемой оси под углом.
Также измерение внутренней резьбы может осуществляться приборами для цилиндрической резьбы. Это обусловлено тем, что внутренний диаметр имеет гладкую поверхность, что идеально подходит для формы наконечников, используемых в этих инструментах. Проверка полученных измерений делается посредством калибров-пробок.
Способы измерения
Существует довольно большое количество различных способов определения шага резьбы. Все они характеризуются своими определенными особенностями, которые нужно учитывать. Распространенными способами можно назвать:
- Использование обычной линейки.
- Применение специального инструмента, который может применяться для определения рассматриваемого значения. Измеритель шага резьбы можно приобрести в специализированном магазине.

- Штангенциркуль является точным инструментом. Он применяется довольно часто по причине высокой точности и универсальности в применении.
Все приведенные выше методы позволяют получить довольно точные данные. Проще всего провести измерения при применении инструмента, определяющего резьбу, но можно обойтись и обычным штангенциркулем.
Понятие шага резьбы
Резьба применяется для соединения самых различных изделий. Для определения резьбы болта нужно рассматривать расстояние меду одноименными боковыми сторонами профиля. К особенностям этого понятия отнесем нижеприведенные моменты:
- Для определения основных параметров требуется провести измерение.
- Неточный результат можно узнать при применении линейки.
- Для повышения точности измерений нужно проанализировать несколько нитей. Именно поэтому в зависимости от протяженности резьбовой поверхности проводится анализ от 10 до 20 витков.
- Рекомендуется проводить замеры в миллиметрах.
 В некоторых случаях число переводится в дюймы.
В некоторых случаях число переводится в дюймы.
Расстояние между впадинами можно измерять при использовании специального инструмента. Резьбомер представлен сочетанием специальных стальных пластин, которые имеют специальные вырезы. На поверхности наносятся различные значения.
Как измерять гайку
Большинство гаек имеют метрическую резьбу. Для измерения показателя диаметра резьбы потребуется чуть больше действий, чем в остальных случаях. По возможности рекомендуется проверять размер не самой гайки, а болта или винта, используемого для нее. Так можно добиться более точного результата.
Значение, которое получилось после измерения внутренней резьбы, является показателем внутреннего диаметра dвн.
Для того, чтобы точно определить диаметр метрической резьбы метиза, потребуется узнать соответствие dвн наружному диаметру используемого болта. Это производится с помощью специальной таблицы.
Точность контролируется за счет применения определенных калибров “проход-непроход”.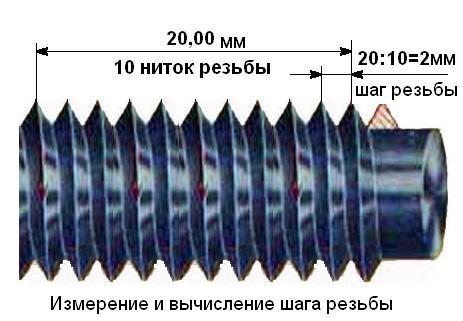 Одна часть должна хорошо соединяться с гайкой, вторая часть наоборот, не должна.
Одна часть должна хорошо соединяться с гайкой, вторая часть наоборот, не должна.
Гайки отличаются по своему виду, и его легко определить при детальном осмотре. Чтобы узнать стандарт крепежного элемента, может потребоваться измерение высоты метиза, поскольку встречаются высокие, низкие, особо высокие и другие варианты.
Также для классификации шестигранных гаек используются габариты “под ключ”. Это объясняется тем, что метизы также различаются своими видами.
Для точного измерения шага резьбы допускается применение способа, рассматриваемого в случае с болтом. Понадобится резьбомер или придется посчитать количество витков на необходимом промежутке.
Определение размеров дюймовых гаек
Чтобы проверить размеры резьбы дюймовой гайки, необходимо рассмотреть резьбу болта или другого метиза, используемого с ней. Если подходящего нет под рукой, но есть информация о наличии дюймовой резьбы, то воспользуйтесь соответствующим резьбомером. При этом не забывайте разделять полученное значение на 25,4 мм.
Определение размеров шайбы
Для шайб используется короткое обозначение в виде D, что расшифровывается как диаметр метрической резьбы метиза, который применяется для крепежного элемента.
Чтобы точно измерять показатели, подойдет линейка или штангенциркуль. В результате получается значение, которое немного превышает показатель в обозначении. Это объясняется тем, что при монтаже требуется свободный ход, для чего выполняется небольшой зазор.
Итак, у вас есть болт или гайка с неизвестными параметрами резьбы, а под рукой кроме линейки нет никакого измерительного инструмента. Сразу предупредим, что с помощью линейки можно получить только грубый результат, поэтому если вы собираетесь регулярно проводить подобные измерения, лучше приобрести резьбомер или штангенциркуль.
Измерение шага резьбы без резьбомера
Детали с наружной нарезкой
Часто необходимость определения шага резьбы возникает эпизодически, на один раз. И, конечно, в такой ситуации под рукой не оказывается резьбомера, а покупать его для разовых измерений не имеет смысла. Полезным будет узнать, как измерить шаг резьбы линейкой или штангенциркулем. Эти измерительные инструменты позволяют достаточно легко определить нужный параметр.
Полезным будет узнать, как измерить шаг резьбы линейкой или штангенциркулем. Эти измерительные инструменты позволяют достаточно легко определить нужный параметр.
Проще всего измерить резьбу болта или другой детали с наружной нарезкой. При измерении метрической резьбы рекомендуется в первую очередь приложить линейку к детали с резьбой и постараться совместить миллиметровые деления ее шкалы с вершинами гребней резьбового профиля. Если они совпадают, значит, шаг составляет 1 мм. В противном случае придется провести несколько более сложные измерения.
Для определения шага резьбы нужно посчитать количество витков на участке стержня определенной длины, например, 10 мм или 20 мм. Для получения более точного результата рекомендуется проводить замеры на участке 20 мм. Необходимую длину отмеряют, приложив к стержню болта линейку, или при помощи штангенциркуля. Более точно будет измерить шаг резьбы болта штангенциркулем. На отмеренном участке подсчитывают количество витков. После этого длину участка необходимо разделить на полученное количество витков за минусом одного витка. В результате получаем значение шага резьбы.
В результате получаем значение шага резьбы.
При определении шага дюймовой нарезки необходимо отмерить длину стержня равную одному дюйму (25,4 мм). Для точности замера лучше использовать линейку или штангенциркуль с дюймовой шкалой. Количество витков на этом участке и будет шагом резьбы. Если длина резьбового участка меньше одного дюйма, то определить число витков нужно на участке в полдюйма (12,7 мм), после чего полученный результат умножить на 2.
Детали с внутренней нарезкой
Существует два способа, как измерить резьбу гайки или другой детали с внутренней нарезкой без резьбомера. Первый способ предусматривает подбор точно подходящего ответного болта с последующим измерением шага его резьбы. Если подобрать ответный болт не получается, то нужно воспользоваться полоской бумаги (это и есть способ № 2).
Ее следует прижать к резьбе так, чтобы на бумаге остался отпечаток профиля. Улучшить видимость рисок можно, проведя по граням маркером. После этого на бумаге нужно отметить линейкой расстояние между крайними рисками и посчитать количество витков. Затем полученное расстояние делят на количество витков минус один виток. Вместо бумаги для измерений по этому способу можно использовать карандаш, спичку или другое изделие из мягкой древесины подходящего размера, которое прижимают к резьбе.
Затем полученное расстояние делят на количество витков минус один виток. Вместо бумаги для измерений по этому способу можно использовать карандаш, спичку или другое изделие из мягкой древесины подходящего размера, которое прижимают к резьбе.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Как определить шаг резьбы. Метрическая и дюймовая резьба. Статьи компании «Крепсила»
Существуют различные типы резьбы: от художественной до машиностроительной. Последняя представляет собой винтовую нарезку, нанесенную по спирали на стержень с круглым сечением или на поверхность отверстия. В современном строительстве, машиностроении и даже быту наиболее распространенными считаются две резьбовые системы — метрическую и дюймовую.
На самом деле в международной системе существует огромное количество различных стандартов. Но в русскоязычных странах принято использовать стандарт метрической резьбы ISO DIN 13:1988 с углом наклона вершины профиля. Отечественные стандарты, определяющие данный тип резьбы, — ГОСТ 24705-2004 и ДСТУ ГОСТ 16093:2019.
Но в русскоязычных странах принято использовать стандарт метрической резьбы ISO DIN 13:1988 с углом наклона вершины профиля. Отечественные стандарты, определяющие данный тип резьбы, — ГОСТ 24705-2004 и ДСТУ ГОСТ 16093:2019.
Метрическая резьба
Главное отличие резьбы данного типа от подобных ей в том, что только в метрической резьбе угол профиля равняется 60° (существует еще резьба с углом 55° и 47°).
Метрическая резьба используется повсеместно, в том числе в метрическом крепеже. Из-за ее широчайшего применения потребовалось создать внушительное количество разновидностей, чтобы приспособить данную универсальную резьбу под различные ситуации.
Виды метрической резьбы
- Левая, правая.
- Однозаходная, двухзаходная, трехзаходная.
- Трапециодальная (классическая и упорная), прямоугольная, треугольная, круглая, цилиндрическая (трубная, коническая).
- Ленточная, модульная, питчевая и пр.
Левая и правая метрическая резьба
Виды метрической резьбы
Дюймовая резьба
Дюймовая резьба имеет угол профиля 55°. Главной единицей измерения дюймовой (имперской) системы, как не трудно догадаться, является дюйм. На письме он обозначается верхней кавычкой, стоящей без пробела сразу после числа: 2″.
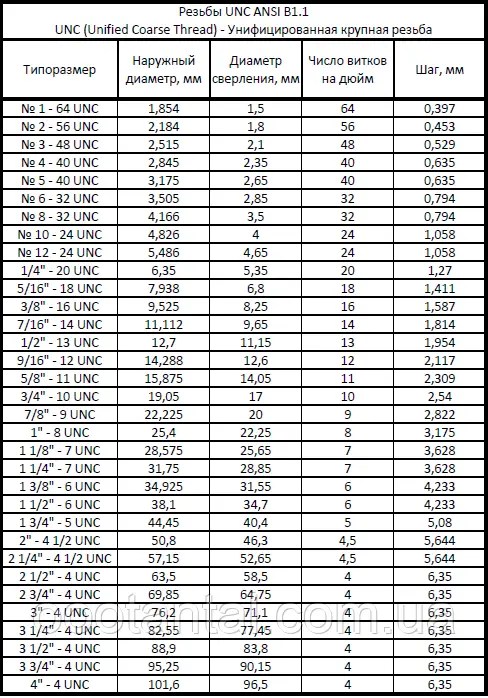
Самыми известными стандартами дюймовой резьбы называют UNC и UNF.
Как определить шаг резьбы
Определить шаг резьбы нужно при выборе резьбонадрезного инструмента или сверла для пробуривания отверстия под элемент в какой-либо поверхности. Также необходимо тщательно подбирать друг к другу сопрягаемые элементы при организации болтового, винтового, шпилечного или иного разборного резьбового узла. Определить шаг резьбы можно различными способами.
Определение шага резьбы с помощью резьбомера (шаблона)
Такое название носит специальный инструмент, состоящий из специальных пластин (гребенок), на одной из сторон которой располагаются выступы, помогающие определить шаг резьбы. Пластины закреплены на одной или двух осях, объединенных в общем корпусе. Существуют отдельные шаблоны для метрической и дюймовой резьбы. Легко отличить их друг от друга помогает маркировка: на первых стоит знак 60°, на вторых — 55°.
Пластины закреплены на одной или двух осях, объединенных в общем корпусе. Существуют отдельные шаблоны для метрической и дюймовой резьбы. Легко отличить их друг от друга помогает маркировка: на первых стоит знак 60°, на вторых — 55°.
Достоинство такого метода в том, что он является самым точным (при умелом обращении с инструментом). При производстве шаблонов используются специальные стали, не поддающиеся сжатию и расширению под влиянием различных температур. Это позволяет использовать резьбомеры практически в любых погодных условиях.
Определение шага резьбы с помощью линейки
Этот способ не может дать стопроцентного результата, но он прекрасно подходит для тех случаев, когда нет иного варианта решения поставленной задачи. Чтобы узнать число витков с помощью линейки, следует определить общую длину резьбового участка и посчитать количество витков на этом расстоянии. Далее требуется просто разделить длину на число подсчитанных нитей — ответ и будет полученным значением шага резьбы.
Этот способ может иметь иную модификацию. Если у вас есть кусок бумаги, то следует приложить его к резьбовому участку и сильно прижать. На получившемся отпечатке делают замер (с помощью линейки или иного измерительного инструмента) сразу нескольких участков: двух, трех или больше, — а после разделить длину выбранного участка на количество витков в ней. Процесс аналогичен описанному в предыдущем абзаце.
Определение шага резьбы с помощью штангенциркуля
Для этого следует произвести измерения так, как показано на рисунке. Полученное значение соотнести с тем, которое приводится в таблице, и узнать правильное значение шага для метрической или дюймовой системы соответственно.
Таблица соответствия диаметром и шагов метрической резьбы
| Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика | Дюйм UNF | Дюйм NPT |
| 9,3-9,7 | 8,5-8,9 | 28 | — | 1/8″ | — | — | — |
| 9,3-9,7 | 8,5-8,9 | 27 | — | — | — | — | 1/8″ |
| 9,7-9,9 | 8,2-8,6 | — | 1,5 | — | M10x1,5 | — | — |
| 10,9-11,1 | 9,7-10,0 | 20 | — | — | — | 7/16″-20 | — |
| 11,6-11,9 | 10,2-10,6 | — | 1,5 | — | M12x1,5 | — | — |
| 12,4-12,7 | 11,3-11,6 | — | — | — | — |
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3.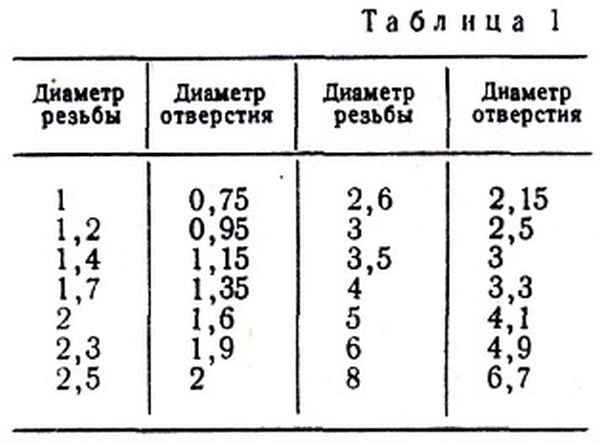 Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard) UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.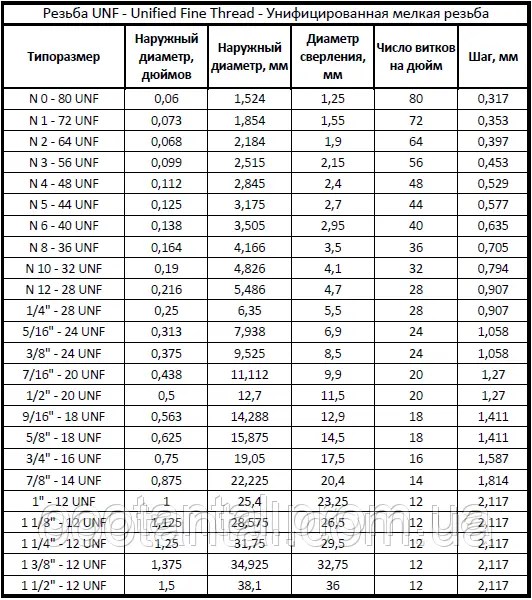
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Соединение тонкостенных деталей
Если необходимо соединить тонкостенные детали, то напрямую применить резьбовое соединение не удастся: слишком малое для надежного удержания крепежа число витков может поместиться на толщине детали. В таких случаях применяют фланцевое соединение. В этом случае кромка детали, прилегающая к месту соединения, усиливается путем специальной штамповки или наварки фланца — утолщения, в котором делаются отверстия, и нарезается резьба. Если конфигурация изделия позволяет, то иногда вместо полноценного фланца приваривают лишь гайки в местах крепления.
Если же соединяемые детали представляют собой цилиндры одинакового диаметра и толщины, существует еще один способ: на одной цилиндрической поверхности нарезается внутренняя, а на другой — внешняя резьба одного номинального диаметра. Далее детали навинчиваются друг на друга. Такой способ соединения не предполагает приложения больших усилий к месту крепления и используется для малонагруженных конструкций, таких, например, как цилиндрические кожухи приборов.
Как померить шаг резьбы штангенциркулем
Определение резьбы Для определения неизвестной резьбы необходимы 2 параметра: шаг резьбы и диаметр внутренней или же внешней резьбы. Шаг резьбы это расстояние от профиля к профилю в мм у метрических резьб или число ниток на дюйм у дюймовых резьб.
Внешняя резьба Для начала необходимо измерить штангенциркулем диаметр резьбы. На дигитальных штангенциркулях имеется возможность выбрать метрическое или дюймовое измерение. По диаметру Вы сможете определить вид резьбы: метрическая или дюймовая. Затем в дело идёт резьбовой шаблон. Здесь необходимо подобрать точный шаг резьбы.
Затем в дело идёт резьбовой шаблон. Здесь необходимо подобрать точный шаг резьбы.
Подбирайте шаблон до тех пор, пока один из его листов абсолютно точно совпадёт с профилем резьбы. Теперь Вы можете воспользоватся линейкой с данными по резьбам или же техническими таблицами. Для определения резьбы просто найдите измеренные данные на информационной резьбовой линейке или же в технических резьбовых таблицах.
На следующих страницах подробно описаны различные измерительные инструменты.
Внутренняя резьба Определить внешнюю резьбу гораздо просто, чего не скажешь о внутренних резьбах. Если хочется сохранить деталь в целости и определить резьбу не ломая её, то ничего другого не остаётся как грубо замерять и пробовать. Для этого Вам необходимо сделать следующее: при помощи штангенциркуля замеряйте диаметр резьбы. Данный диаметр должен соответствовать исходному диаметру до нарезки резьбы. В примере мы рассмотрим диаметр 23 мм. Формула для определения исходного отверстия следующая:
dk = D – P (Ø-отверстия = Ø-резьбы – шаг резьбы)или: Ø-резьбы = Ø-отверстия + шаг резьбы
Теперь найдите на информационной резьбовой линейке подходящий диаметр отверстия. Здесь необходимо заметить, что отверстия под резьбу чаще всего сверлятся большим диаметром чем положено. После вычисления по данной формуле мы выходим на следующие метрические M 24 × 1 или M 25 × 2 и дюймовый размеры G 5/8 × 14 ниток на дюйм. Ну и наконец методом подбора пробуем вкрутить в данное отверстие болты с вычисленными размерами.
Определение размера крепежного изделия часто вызывает сложности. Без необходимых знаний и навыков потребуется много времени, чтобы выбрать подходящий метиз. На первый взгляд достаточно найти показатели толщины, длины и диаметра изделия. Но даже при выборе простых болтов и гаек возникают различные вопросы.
Главными параметрами, с помощью которых определяется вид и размер крепежного элемента, считаются длина, толщина и диаметр (в некоторых случаях высота).
Перейдем к некоторым особенностям, которые встречаются при измерении основных видов метизов.
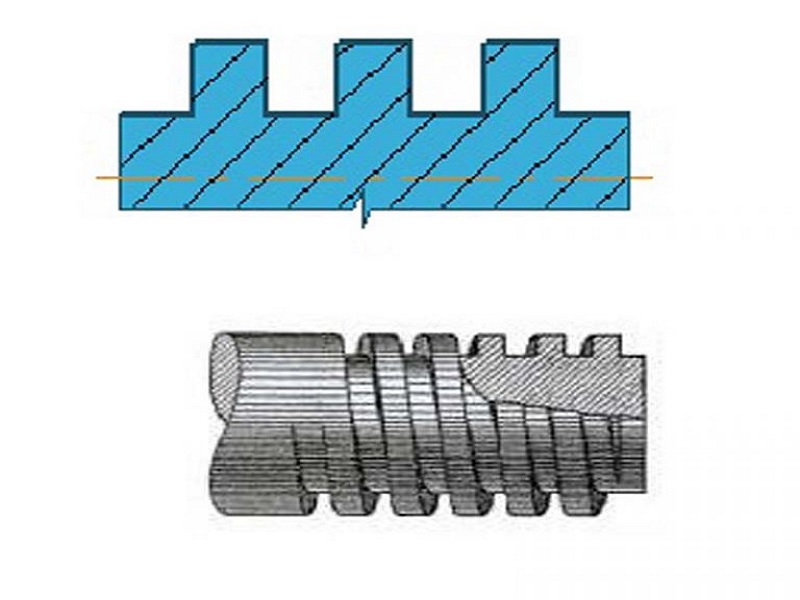
Прямоугольная резьба
Прямоугольные резьбы чаще всего изготавливаются с квадратным профилем зуба. Но некоторые производители для усиления применяют прямоугольные профили с расширенной полкой горизонтальной части
Дюймовая резьба
Дюймовая резьба имеет угол профиля 55°. Главной единицей измерения дюймовой (имперской) системы, как не трудно догадаться, является дюйм. На письме он обозначается верхней кавычкой, стоящей без пробела сразу после числа: 2″.
Самыми известными стандартами дюймовой резьбы называют UNC и UNF.
Как определить шаг резьбы: штангенциркулем, резьбомером
Распечатать
Таблица болтов с шагом резьбы для болтов, гаек, винтов и резьбовых шпилек.
Как определить размер резьбы без резьбомера, читайте в нашей специальной статье.
| Диаметр резьбы | Шаг резьбы, мм | |||
| Шаг основной резьбы, мм / Диаметр отверстия под резьбу, мм | Шаг мелкой резьбы, мм / Диаметр отверстия под резьбу, мм | |||
| Мелкая | Мелкая 2 | Супермелкая | ||
| М 1 | 0. 25 / 0.75 25 / 0.75 | (0.2) / 0.8 | — | — |
| М 1.2 | 0.25 / 0.95 | (0.2) / 1 | — | — |
| M 1.4 | 0.3 / 0.9 | (0.2) / 1.2 | — | — |
| M 1.6 | 0.35 / 1.2 | (0.2) / 1.4 | — | — |
| M 1.8 | 0.35 / 1.5 | (0.2) / 1.6 | — | — |
| M 2 | 0.4 / 1.6 | (0.25) / 1.75 | — | — |
| M 2.2 | 0.45 / 1.75 | (0.25) / 1.95 | — | — |
| M 2.5 | 0.45 / 2.05 | (0.35) / 2.15 | — | — |
| M 3 | 0.5 / 2.5 | (0.35) / 2.65 | — | — |
| M 3.5 | 0.6 / 2.9 | (0.35) / 3.15 | — | — |
| M 4 | 0.7 / 3.3 | 0.5 / 3.5 | — | — |
| M 4.5 | 0.7 / 3.8 | — | — | — |
| M 5 | 0. 8 / 4.2 8 / 4.2 | 0.5 / 4.5 | — | — |
| M 5.5 | — | (0.5) / 4.5 | — | — |
| M 6 | 1 / 5 | 0.75 / 5.2 | 0.5 / 5.5 | — |
| M 7 | 1 / 6 | (0.75) / 6.2 | 0.5 / 6.5 | — |
| M 8 | 1.25 / 6.7 | 1 / 7 | 0.75 / 7.2 | 0.5 / 7.5 |
| M 9 | 1.25 / 7.7 | 1 / 7.95 | 0.75 / 8.2 | 0.5 / 8.5 |
| M 10 | 1.5 / 8.5 | 1.25 / 8.7 | 1 / 9 | 0.75 / 9.2 |
| M 12 | 1.75 / 10.2 | 1.5 / 10.5 | 1.25 / 10.7 | 1 / 11 |
| M 14 | 2 / 12 | 1.5 / 12.5 | 1.25 / 12.6 | 1 / 13 |
| M 15 | — | 1.5 / 13.4 | 1 / 13.95 | — |
| M 16 | 2 / 14 | 1.5 / 14.5 | — | 1 / 15 |
| M 18 | 2.5 / 15. 4 4 | 2 / 16 | 1.25 / 16.6 | 1 / 17 |
| M 20 | 2.5 / 17.4 | 2 / 18 | 1.25 / 18.6 | 1 / 19 |
| M 22 | 2.5 / 19.4 | 2 / 20 | 1.5 / 20.5 | 1 / 21 |
| M 24 | 3 / 20.9 | 2 / 22 | 1.5 / 22.5 | 1 / 23 |
| M 27 | 3 / 23.9 | 2 / 25 | 1.5 / 25.5 | (1) / 26 |
| M 30 | 3.5 / 26.4 | 2 / 28 | 1.5 / 28.5 | (1) / 29 |
| M 33 | 3.5 / 29.4 | 2 / 31 | 1.5 / 31.5 | — |
| M 36 | 4 / 31.9 | 3 / 33 | 2 / 34 | 1.5 / 34.5 |
| M 39 | 4 / 34.9 | 3(4) / 35.9 | 2 / 37 | 1.5 / 37.5 |
| M 42 | 4.5 / 37.4 | 3(4) / 37.9 | 2 / 40 | 1.5 / 40.5 |
| M 45 | 4.5 / 40.4 | 3(4) / 40.9 | 2 / 43 | 1. 5 / 43.5 5 / 43.5 |
| M 48 | 5 / 42.8 | 3 / 44.9 | 2 / 46 | 1.5 / 46.5 |
| M 52 | 5 / 46.8 | (4)3 / 48.9 | 2 / 50 | 1.5 / 50.5 |
| M 56 | 5.5 / 50.4 | 4 / 51.9 | 3(2) / 53 | 1.5 / 54.5 |
| M 60 | 5.5 / 64.4 | 4 / 55.8 | 3(2) / 67 | 1.5 / 58 |
| M 64 | 6 / 57.8 | 4 / 59.8 | 3 / 61 | 2(1.5) / 62 |
| M 68 | 6 / 61.8 | 4 / 63.8 | 3 / 65 | 2(1.5) / 66 |
Полная таблица с резьбой от М0,25 до М600 доступна в PDF
Буква «М» около диаметра резьбы дает нам знать, что резьба метрическая, т.е. не дюймовая, а именно метрическая
Метрический шаг резьбы
Метрический шаг резьбы — расстояние в миллиметрах между двумя идентичными точками, расположенными на одноименных боковых соседних витках профиля. Измеряется параллельно оси резьбы. Это один из ключевых параметров резьбового изделия, наряду с диаметрами (номинальным, внутренним, наружным), направлением вращения, типом профиля, количеством ходов. В ГОСТ 8724-2002 указано соответствие этих характеристик в диапазоне диаметров от 0,25 до 600 мм и шагов от 0,075 до 8 мм.
Это один из ключевых параметров резьбового изделия, наряду с диаметрами (номинальным, внутренним, наружным), направлением вращения, типом профиля, количеством ходов. В ГОСТ 8724-2002 указано соответствие этих характеристик в диапазоне диаметров от 0,25 до 600 мм и шагов от 0,075 до 8 мм.
В соответствии с нормативным документом предприятиями-производителями может выпускаться крепеж с 2-мя типами шагов метрической резьбы — мелким и крупным. Для одного размера крепежного изделия стандартом определен только один крупный и несколько мелких шагов резьбы. Для крепежа номинальным диаметром менее 1 мм в соответствии с ГОСТом установлен только крупный, от 1 мм до 64 мм — крупный и мелкий, от 72 мм до 600 мм — только мелкий.
Понятие шага резьбы
Резьба применяется для соединения самых различных изделий. Для определения резьбы болта нужно рассматривать расстояние меду одноименными боковыми сторонами профиля. К особенностям этого понятия отнесем нижеприведенные моменты:
- Для определения основных параметров требуется провести измерение.

- Неточный результат можно узнать при применении линейки.
- Для повышения точности измерений нужно проанализировать несколько нитей. Именно поэтому в зависимости от протяженности резьбовой поверхности проводится анализ от 10 до 20 витков.
- Рекомендуется проводить замеры в миллиметрах. В некоторых случаях число переводится в дюймы.
Параметры резьбы
Расстояние между впадинами можно измерять при использовании специального инструмента. Резьбомер представлен сочетанием специальных стальных пластин, которые имеют специальные вырезы. На поверхности наносятся различные значения.
Использование анкеров
Сегодня часто встречается, что неопытные, начинающие домашние мастера делают попытки применять анкеры не по прямому предназначению. Например, их крепление осуществляется вопреки инструкции к кирпичным стенам, что нередко вызывает:
- порчу самого крепежного изделия, а также нервов горе-мастера;
- после извлечения анкера в кирпиче формируются очень большие, портящие интерьер помещения, отверстия.

Для работы с кирпичной поверхностью следует использовать такой крепеж только соответствующего типа (пример для пустотелого кирпича показан на рисунке).
В целом же применять анкеры рекомендуется при работе с конструкциями из бетона. В более мягких материалах таким болтам свойственна возможность прокручиваться. На современном рынке можно найти большое количество разновидностей крепежных изделий данного типа для бетона. В таблице приведены некоторые технические характеристики анкерных болтов для работы с такой поверхностью лишь самых ходовых размеров.
| Обозначение | Вырывающая сила (минимальная), бетон В25, кН | Максимальная величина крутящего момента при анкеровке, Нм |
| 12×65 | 18,3 | 40 |
| 10×80 | 13,1 | 25 |
| 8×60 | 10,5 | 10 |
Способы измерения
Существует довольно большое количество различных способов определения шага резьбы. Все они характеризуются своими определенными особенностями, которые нужно учитывать. Распространенными способами можно назвать:
Все они характеризуются своими определенными особенностями, которые нужно учитывать. Распространенными способами можно назвать:
- Использование обычной линейки.
- Применение специального инструмента, который может применяться для определения рассматриваемого значения. Измеритель шага резьбы можно приобрести в специализированном магазине.
- Штангенциркуль является точным инструментом. Он применяется довольно часто по причине высокой точности и универсальности в применении.
Резьбомер
Все приведенные выше методы позволяют получить довольно точные данные. Проще всего провести измерения при применении инструмента, определяющего резьбу, но можно обойтись и обычным штангенциркулем.
Особенности некоторых монтажных операций
Закрепление различных деталей, узлов и механизмов с помощью болтов и шпилек — это, пожалуй, самый распространённый вид соединений в современной технике. Но перед тем как выполнять подобные работы, необходимо обратить пристальное внимание на все комплектующие и их размеры, а в особенности на шаг резьбы болта. Необходимо помнить, что эта величина направлена на то, чтобы обеспечить надёжную фиксацию монтируемого оборудования. В некоторых случаях применяют даже дополнительные герметики. Целью их эксплуатации является дополнительное обеспечение крепости соединения, а также исключение вероятности протекания транспортируемой жидкости или газа на устанавливаемых фланцах.
Необходимо помнить, что эта величина направлена на то, чтобы обеспечить надёжную фиксацию монтируемого оборудования. В некоторых случаях применяют даже дополнительные герметики. Целью их эксплуатации является дополнительное обеспечение крепости соединения, а также исключение вероятности протекания транспортируемой жидкости или газа на устанавливаемых фланцах.
Например, достаточно часто применяемый шаг резьбы 1, он является обычным для болтов диаметром 8 миллиметров. Крепежные элементы такого размера в быту и на производстве применяются сплошь и рядом. Их незначительные габариты и вес делают их удобным как для транспортировки, так и для установки.
Процесс измерения витков
При рассмотрении того, как определить шаг резьбы следует учитывать особенности выбранного метода. При использовании линейки достаточно:
- Замерить протяженность стержня, на который нанесли профиль. Стоит учитывать, что при замере всей длины стержня, а не только части можно определить более точный результат.

- Подсчитать количество витков.
- Провести замер глубины для определения основных параметров резьбового соединения.
Подобным образом можно определить лишь средний показатель. Если в процессе нарезания витков были допущены ошибки, то расстояние между ними может несколько отличаться.
Пример проведения замеров выглядит следующим образом:
- Отсчитывается 20 витков.
- Проводим замер протяженности стержня, к примеру, показатель составил 127 мм.
- Проводим деление 20 витков на протяженность стержня, в результате получаем показатель 6,35 мм. Он соответствует шагу расположения нитей в миллиметрах.
Для перевода в дюймы достаточно поделить вычисленное значение в миллиметрах на 25,4. В итоге получится результат 0,25 или ¼ дюйма. При самостоятельном замере может быть погрешность, поэтому результат округляется к приближенному стандартному значению.
В продаже можно встретить и специальные шаблоны, которые можно использовать для проверки особенностей резьбы. Подобная процедура достаточно проста в исполнении:
Подобная процедура достаточно проста в исполнении:
- Подбирается наиболее подходящий шаблон. В продаже можно встретить просто огромное количество специальных шаблонов, которые представлены пластиной с определенным профилем. Стоит подобный элемент не дорого, приобрести его можно в различных специализированных магазинах.
- Он прикладывается к поверхности для контроля основных показателей. Шаблон должен заходить без препятствий, и между пластиной с рабочей поверхностью не должно образовываться свободного пространства.
Если шаблон легко заходит в бороздки, то можно определить основные параметры поверхности.
Измерение шага резьбы линейкой и резьбомером
Кроме этого, можно провести измерения при применении штангенциркуля. Этот инструмент получил широкое распространение. Пошаговые действия выглядят следующим образом:
- Глубиномером устанавливается высота стержня.
- Следующий шаг заключается в подсчете количества витков. Сделать это достаточно сложно, можно использовать маркер для обозначения уже подсчитанных нитей профиля.

- Полученная информация позволяет рассчитать тангенса угла наклона.
Есть возможность определить рассматриваемый показатель при непосредственном измерении между смежными вершинами. Рекомендуется провести очистку поверхности. В противном случае получить точный результат практически невозможно.
Государственные стандарты
ГОСТ 8724-2002
Государственный стандарт, содержащий нормы, определяющие требуемые параметры метрической резьбы, в том числе шаг и диаметр. Принят в 2002 году, с последующими редакциями, как аналог международного стандарта ISO 261-98. Текст ГОСТа практически повторяет текст международного, с одним отличием, диапазон ISO колеблется от 1 до 300 мм, данный стандарт расширен к диапазону от 0,25 до 600 мм. Последняя редакция текста была произведена в 2004 году и является действительной на сегодняшний день.
Норматив содержит отдельные параметры, которые можно также найти в других стандартах. Структура документа схожа с другими нормативами подобного типа.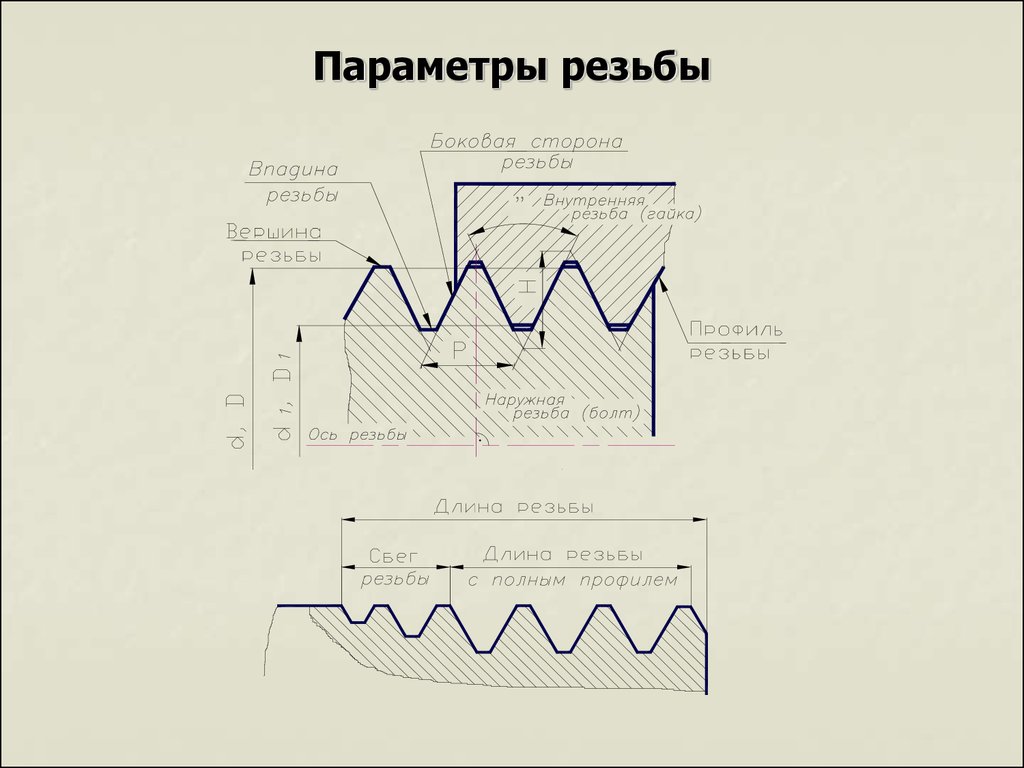 Вся информация структурирована в виде таблиц, содержащих требования к шагу резьбы и диаметру. Такая структура теста максимально удобна для понимания и использования.
Вся информация структурирована в виде таблиц, содержащих требования к шагу резьбы и диаметру. Такая структура теста максимально удобна для понимания и использования.
Скачать ГОСТ 8724-2002
Следует отметить, что нормативна информация распростятся на резьбу всех типов, будь она левая или правая. Стандарт устанавливает нормативное значение шагов метрической резь в диапазоне от 0,075 до 8 мм.
Документ состоит из:
- Предисловия. В котором указана общая информация о ГОСТе, кем и когда был принят, когда были внесены правки.
- Сфера применения. Указана информация о диапазоне нормативных требований к размеру и шагу.
- Ссылки на нормативы.
- Определения.
- Таблица диаметров и шага. Раздел сдержит таблицу нормативных показателей.
- Обозначение резьбы. Указаны нормы маркировки.
ГОСТ 24705-2004
Стандарт принят в 2004 году. Его нормы распространяются на все типы резьбы в соответствии ГОСТу 8724. Информация текста также структурирована в виде таблицы. Соответствует международному нормативу ISO 724:1993 с дополнениями в соответствии с эксклюзивными требованиями каждой страны участника Межгосударственного совета по стандартизации.
Соответствует международному нормативу ISO 724:1993 с дополнениями в соответствии с эксклюзивными требованиями каждой страны участника Межгосударственного совета по стандартизации.
Скачать ГОСТ 24705-2004
ГОСТ 9150-2002
Норматив, регулирующий требования к профилю, а именно к геометрическим параметрам. Принят в 2002 году и распространяются все типы резьбы. Текст ГОСТа тесно связан вышеуказанными нормативами.
Скачать ГОСТ 9150-2002
ГОСТ 16093-2004
Принят в 2004 году. Регулирует нормативный допуск резьбы и маркировки, распространяется на разные типы. Последняя версия содержит положения международного стандарта.
Вышеуказанные нормативы применяются в комплексе, так как дополняют и ссылаются друг на друга.
Нюансы измерения
При применении штангенциркуля следует учитывать несколько рекомендаций. Примером назовем нижеприведенную информацию:
- Если между головкой и торцевой частью изделия есть плита, то в этом случае рекомендуется использовать основную измерительную шкалу и глубиномер.
 При подобном процессе можно получить показатели толщины шайбы, высоты головки, толщину промежуточного элемента. Подобные данные позволяют рассчитать основные параметры резьбового соединения.
При подобном процессе можно получить показатели толщины шайбы, высоты головки, толщину промежуточного элемента. Подобные данные позволяют рассчитать основные параметры резьбового соединения. - Точность полученных результатов можно существенно повысить путем очистки поверхности от различных загрязняющих веществ. Для этого можно использовать абразивный материал или специальные жидкости для удаления коррозии.
Провести рассматриваемую процедуру можно самостоятельно. Как правило, проблем при этом не возникает.
В заключение отметим, что производители указывают шаг и многие другие важные показатели. Как правило, они наносятся на головке или другом элементе.
Гвозди
В сознании домашних мастеров зрелого возраста гвозди ассоциируются, преимущественно, с работами по креплению деревянных конструкций. Сегодня же в продаже можно найти такой крепеж для забивания в поверхность из кирпича и бетона. При их изготовлении используется закаленная сталь. Современный рынок стройматериалов предлагает широчайший выбор крепежа. К подбору подобных изделий нужно подходить очень внимательно, с учетом их условий эксплуатации, технических характеристик, и исходя из технологических особенностей применения.
К подбору подобных изделий нужно подходить очень внимательно, с учетом их условий эксплуатации, технических характеристик, и исходя из технологических особенностей применения.
| Твитнуть |
comments powered by Disqus
ГОСТ и необходимость унификации
Долгое время производители выполняли теоретический расчет шага резьбы по своим методикам и изготавливали крепеж по собственным технологиям. При таком подходе соединительные элементы разных брендов часто оказывались несовместимыми или не обеспечивали подходящее качество стыка, из-за чего у пользователей часто возникали проблемы.
Особенные сложности появлялись при сборке машин, аппаратов и другого составного оборудования. Буквально каждый элемент приходилось отдельно маркировать, чтобы потом его можно было правильно разместить. Банальная профилактическая чистка орудий или станков, части которых поставлялись двумя заводами и больше, превращалась в настоящую пытку.
Поэтому с начала XX века всерьез озаботились вопросом стандартизации.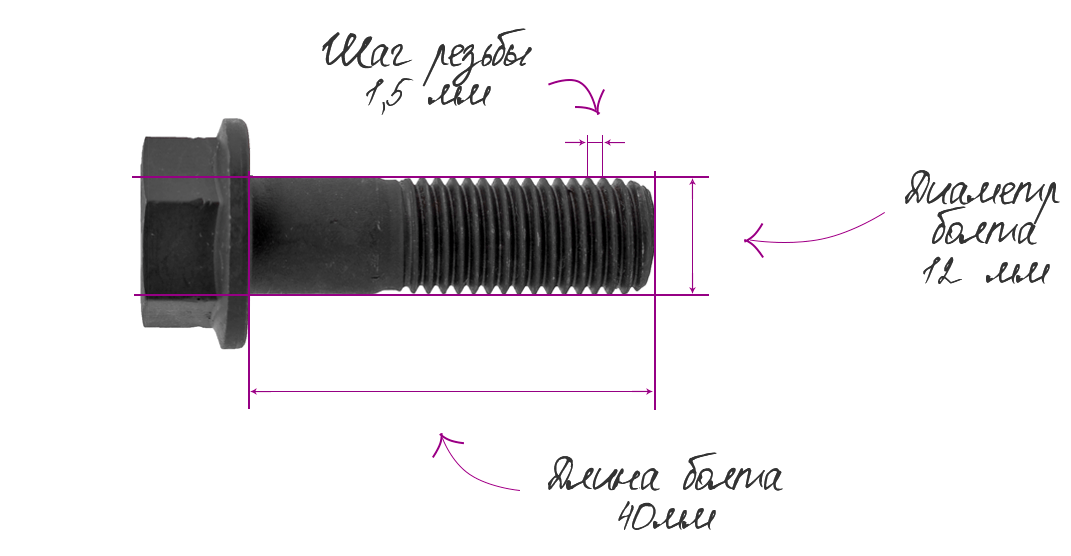 К делу подошли с максимальной серьезностью, принимая во внимание даже опыт XII столетия, а точнее проверенную практикой формулу, гласящую, что расстояние между соседними витками должно равняться 20% диаметра стержня. Естественно, при этом учитывали, что в те далекие времена крепеж выполняли из дерева, и только через 20 лет стали стягивать наиболее нагруженные его точки шпильками и защищать гайками, выточенными из цельного куска особо прочной породы. Сегодня же актуальны совсем другие материалы, к которым предъявляются совершенно иные требования.
К делу подошли с максимальной серьезностью, принимая во внимание даже опыт XII столетия, а точнее проверенную практикой формулу, гласящую, что расстояние между соседними витками должно равняться 20% диаметра стержня. Естественно, при этом учитывали, что в те далекие времена крепеж выполняли из дерева, и только через 20 лет стали стягивать наиболее нагруженные его точки шпильками и защищать гайками, выточенными из цельного куска особо прочной породы. Сегодня же актуальны совсем другие материалы, к которым предъявляются совершенно иные требования.
Информация к размышлению
Первый путь к стандартизации начали прокладывать именно в России: на Тульском заводе стали работать по чертежам Никиты Демидова, а проверять результаты – по предложенным им же калибрам. Это позволяло контролировать точность отливки и исполнения отдельных деталей.
Да, знаменитый промышленник не думал именно о шаге резьбы (как померить его или найти оптимальный), а стремился унифицировать производство в целом. И добился своего: в 1787 году комиссия при царской армии закупила 500 отечественных ружей и столько же английских. Проверяющие разобрали каждое из них, разложили элементы по их функциональному назначению и хорошенько перемешали каждую группу, после чего попробовали собрать. В случае с русскими моделями это удалось – пусть они и требовали притирки, но пристрелку в итоге прошли, – а вот гордость британских мастеров так и осталась грудой бесполезного железа.
И добился своего: в 1787 году комиссия при царской армии закупила 500 отечественных ружей и столько же английских. Проверяющие разобрали каждое из них, разложили элементы по их функциональному назначению и хорошенько перемешали каждую группу, после чего попробовали собрать. В случае с русскими моделями это удалось – пусть они и требовали притирки, но пристрелку в итоге прошли, – а вот гордость британских мастеров так и осталась грудой бесполезного железа.
Это послужило толчком к следующим событиям:
В каждом полку создали взвод, отвечающий за обслуживание вооружения, и он регулярно получал помеченные насечками расходники для замены вышедших из строя мелких элементов.
Во Франции в 1790 утвердили первую всеевропейскую основную систему мер, приняв в качестве единицы длины м и его «производные» – см и мм, которой пользуются и сегодня; Англия, кстати, осталась при своих дюймах и футах.
В СССР в 1924 введен первый ГОСТ на рассматриваемые соединения.
Шаг метрической резьбы: виды и назначение
СОДЕРЖАНИЕ
- Особенности метрической резьбы
- Отличия крупношаговой от мелкошаговой метрической резьбы
- Способы определения шага метрической резьбы
- Геометрические параметры метрической резьбы
- Нормативы шагов метрической резьбы
Винтовая нарезка на наружных или внутренних поверхностях изделий называется метрической резьбой. Название связано со способом измерения ее параметров в миллиметрах. Такая нарезка используется при изготовлении различных крепежных элементов, сфера применения которых зависит от шага метрической резьбы.
Название связано со способом измерения ее параметров в миллиметрах. Такая нарезка используется при изготовлении различных крепежных элементов, сфера применения которых зависит от шага метрической резьбы.
Шаг играет важную роль в нарезке: чем более она точная, тем более надежным будет соединение. Поэтому при выборе необходимо опираться на нормативы, установленные законодательно. Какими бывают шаги резьбы, как они отличаются и каким образом определяются, мы расскажем в нашей статье.
Особенности метрической резьбы
Резьба метрическая – это классическая крепежная резьба, главная особенность которой диаметр определенного размера и шаг.
В ее названии отражен принцип измерения в единицах метрической системы, то есть в миллиметрах. Это отражено в маркировке: обозначение содержит указание на диаметр резьбы, перед которым стоит буква М.
Также в этом виде нарезки учитывается форма профиля. Исходя из этого параметра выделяют несколько типов резьбы:
- Дюймовая.
 Ее профиль представляет собой треугольник с двумя одинаковыми сторонами и с углом 55 градусов.
Ее профиль представляет собой треугольник с двумя одинаковыми сторонами и с углом 55 градусов. - Трубная. Подвид дюймовой в форме цилиндра, соответствующий ГОСТ 6357-81. Стандартный размер резьбы можно соотнести с внутренним сечением трубы либо условного отверстия.
- Трапецеидальная. Профиль, как следует из названия, выполнен в виде трапеции, у которой равны боковые стороны, а угол при основании острый. Резьба данного вида чаще всего применяется в тех случаях, когда соединения обладают подвижностью. Она передает возвратно-поступательное движение. Такая нарезка выполняется в двух видах: однозаходная или многозаходная.
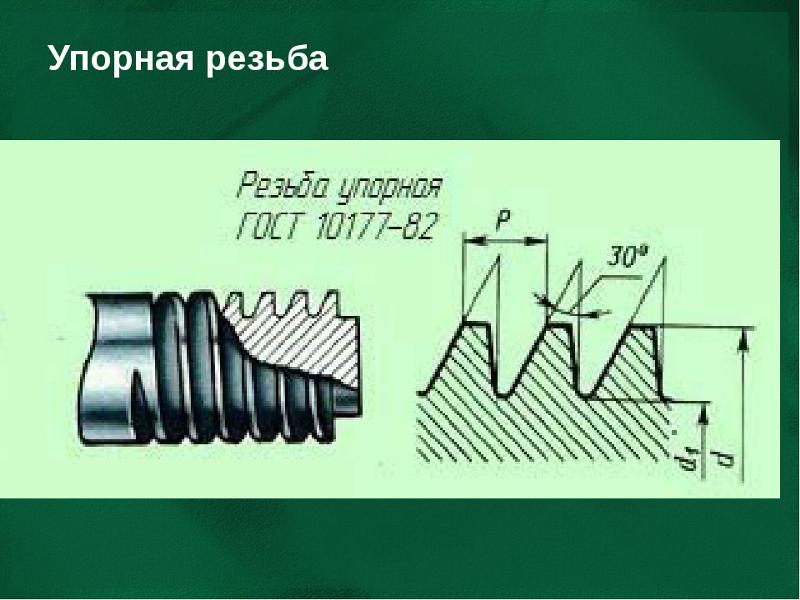
- Упорная. Подвид трапецеидальной нарезки, имеющей в профиле трапецию с разными боками. Параметры резьбы должны соответствовать всем требованиям ГОСТ 10177-82.
- Прямоугольная встречается в винтах, которые используются в тяжелых эксплуатационных условиях, под большой нагрузкой и передают поступательно-вращательное движение.
- Круглая резьба. Профиль представляет собой синусоиду. Она сохраняется в идеальном виде, даже если ее часто раскручивают и закручивают. К примеру, она применяется в цоколе лампочки и называется резьбой Эдисона. Помимо этого, круглую резьбу можно встретить на шпинделях, вентилях, сантехнических крепежных элементах, арматуре.
Шаг метрической резьбы – это расстояние между двумя одинаковыми точками профиля, стандартно измеряется в миллиметрах. Но можно встретить и другие единицы – чаще это дюймы, иногда модули. Что касается последней единицы, то она рассчитывается путем деления шага в мм к числу . Также есть величина, которая называется «питч». Ее получают делением числа на шаг, выраженный в дюймах.
Ключевые достоинства метрической резьбы:
- Соединение получается прочным.
- Удобно монтировать и демонтировать.
- Бюджетность.
Метрическая резьба встречается везде, где используется крепеж либо требуется передача движения. Все подвиды такой резьбы характеризуются следующими параметрами:
Все подвиды такой резьбы характеризуются следующими параметрами:
- Профиль резьбы. Это выступ в разрезе, плоскость которого проходит по оси нарезки.
- Шаг резьбы — это дистанция между двумя одинаковыми точками (дном канавок, верхними частями гребней), расположенными рядом, его замеряют вдоль центра стержня крепежного элемента.
- Внешний диаметр — данный параметр определяют по наивысшим точкам гребней.
- Внутренний диаметр — это цилиндр, который вписан в углубления внешней резьбы (или в случае внутренней резьбы параметр измеряется по ее гребням).
- Ход резьбы — дистанция изменяется параллельно оси крепежного элемента между соседними вершинами, образованными одним заходом. Соответственно, для однозаходной резьбы ход равен шагу, а для многозаходной рассчитывается как произведение шага на количество заходов.
- Угол профиля резьбы измеряется между его боковыми сторонами.

Читайте также: «Технология сварки сталей»
Кроме перечисленных выше, встречаются и дополнительные характеристики, к примеру высота профиля, длина ввинчивания, количество витков. В метрической резьбе профиль имеет вид треугольников с равными сторонами. При этом величина угла профиля такой резьбы равна 60?.
Отличия крупношаговой от мелкошаговой метрической резьбы
В метрической резьбе профиль выполнен в виде треугольников с равными сторонами. В зависимости от диаметра будет определенный вид крупного шага либо множество вариантов мелкого.
В соответствии с Государственным стандартом качества 8724-81 производственные организации должны поставлять изделия со следующими видами резьбы:
- Метрическая резьба с крупным шагом – основная, размер шага не более 68 мм.
- Метрическая резьба с мелким шагом – размер шага выше 68 мм.
Важно учитывать тот факт, что у крупного шага будет одно значение. В случае с мелким шагом его значение может отличаться, несмотря на одинаковый диаметр стержня.
В случае с мелким шагом его значение может отличаться, несмотря на одинаковый диаметр стержня.
Именно метрическую резьбу с крупным шагом рекомендуется использовать в России.
Крупношаговая резьба применяется практически во всех случаях, приобрести такие изделия можно в каждом магазине строительных товаров.
Метрическую резьбу с мелким шагом используют в условиях эксплуатации с повышенными вибрационными и динамическими нагрузками, к примеру в авиастроении, при производстве машин, чтобы соединять высокоточные приборы.
Государственный стандарт качества 8724-2002 допускает, что крупный шаг можно не маркировать. Не важно, какая резьба применяется при изготовлении метиза: внутренняя или внешняя, обозначается она одинаково у гаек, болтов, винтов, а также штанг.
Читайте также: «Сварка медных проводов: разбираемся в технологии»
Стоит отметить, что мелкий шаг применяется не так часто, как стандартный.
Чем отличается мелкий шаг резьбы от крупного:
- Прочность соединения повышается с уменьшением шага, поскольку из-за большого количества витков площадь контакта деталей увеличивается.
- Если диаметр резьбы и длина гайки одинаковые, с мелким шагом соединение будет прочнее и устойчивее.
- Если другие условия одинаковые, крупношаговое резьбовое соединение выдержит большую нагрузку, направленную вдоль оси, по сравнению с деталями с малым шагом.
- За счет меньшего угла наклона профиля возникает торможение, у соединений с основным шагом, напротив, чаще происходит самооткручивание.
- Когда сечение поверхности крепежа превышает 68 мм, у данного вида резьбы будет мелкий шаг.
Крупный шаг обычно не маркируется, обозначен будет лишь нестандартный шаг.
В каких случаях применяется мелкий шаг метрической резьбы:
- Детали с мелкошаговой резьбой используются лишь в конструкциях, подверженных вибрационным, ударным, а также динамическим и переменным нагрузкам.
- Мелкий шаг применяется в таких областях, как производство машин, авиационная промышленность, изготовление станков и судов, производство бытовых приборов.

- Делали с тонкими стенками, чтобы сделать соединение полностью герметичным.
- Регулировочные и установочные винты измерительных приспособлений, таких как микрометры.
Мы ежедневно встречаем в своей жизнедеятельности метрическую резьбу с мелким шагом, соответствующую ГОСТу, к примеру, если производим замену автомобильных дисков. На колесных дисках есть гайки и болты с таковой. Кроме того, мелкошаговая резьба используется в бытовых приборах.
Когда сечение крепежного изделия превышает 68 мм, шаг метрической резьбы будет мелкий.
Определенному диаметру всегда соответствует лишь один вариант крупного шага резьбы, но множество вариантов мелкого шага. К примеру, если сечение 10 мм, крупный шаг будет 1,5 мм, а также три варианта мелкого шага.
Читайте также: «Дуговая сварка в защитном газе: суть процесса»
Основной крупный шаг метрической резьбы не отражается в маркировке, так как его характеристики не меняются, посмотреть эти значения можно в специальной таблице.
Способы определения шага метрической резьбы
Шаг резьбы, как говорилось выше, – это дистанция между двумя выступами или витками профиля. Эта характеристика резьбового крепежа является наиболее значимой.
Узнать диаметры и шаги метрической резьбы можно в таблице либо изучив маркировку крепежного изделия.
Помимо использования информации в таблице и справочной литературе, вы можете рассчитать шаг резьбы самостоятельно. Для этого:
- Сравните резьбу на нескольких изделиях: чтобы получить нужное значение, сопоставьте параметры.
- Воспользуйтесь резьбовым калибром, чтобы определить шаг. Это специальный инструмент для выполнения измерений и определения ключевых параметров резьбы. С помощью калибра-пробки получится определить практически все характеристики резьбового профиля, к примеру его диаметр, параметры профиля, размер шага.
- Когда ввинчивание наружной резьбы во внутреннюю происходит просто, а сопротивление отсутствует, получится рассчитать шаг внешнего профиля.

- Выполните замеры, используя штангенциркуль, чтобы выяснить длину резьбы, а затем поделите полученную цифру на количество витков.
Поле допуска – очередная характеристика, которую необходимо брать в расчет. Данный параметр представляет собой наибольшую длину сопряжения сторон профилей резьбы определенного типа крепежа, к примеру винта либо гайки.
Читайте также: «Размеры дюймовой резьбы»
Поле допуска бывает трех видов. Когда у изделия первое поле допуска, оно считается сверхнадежным крепежным элементом, его можно использовать в тех сферах, где нужны повышенная точность и прочная фиксация.
Стандартные шаги метрической резьбы, которые применяются в большинстве ситуаций, относятся ко второму классу.
Третий класс допусков предназначен для тех случаев, где не важна точность соединения резьбы.
Геометрические параметры метрической резьбы
Маркировка метрической резьбы и обозначения шага содержит в себе следующую информацию:
- М – метрическая резьба.

- Диаметр (единицы измерения мм).
- Размер мелкого шага (также измеряется в мм).
- Направление хода (левосторонняя либо правосторонняя резьба).
- Обозначение хода, если резьба многозаходная.
Одна из характеристик нарезки – геометрические параметры. Они описывают основные элементы резьбы:
- Номинальный диаметр. Для его обозначения используются литеры D и d: D – для стандартного диаметра наружной резьбы, а d – для внутренней.
- Средний диаметр маркируется литерами D2 и d2 в зависимости от того, где он расположен – внутри или снаружи.
- Внутренний диаметр маркируется литерами D1 и d1, все зависит от внешнего или внутреннего месторасположения резьбы. Значение внутреннего диаметра надо знать при расчете напряжения, которые создаются в болте.
От шага метрической резьбы зависит дистанция между вершинами либо впадинами резьбовых витков, расположенных рядом друг с другом.
Читайте также: «Нарезание наружной резьбы»
Если диаметр идентичен, то это будет основной шаг. Но встречаются и детали, у которых геометрические характеристики уменьшаются по мере продвижения по оси элемента. Чтобы обозначить этот параметр, применяют литеру P.
Ход резьбы – это дистанция между соседними гребнями витков, сформированными одним заходом.
При этом ход резьбы, созданной в одной винтовой плоскости (однозаходный), точно такой же, как и ее шаг.
Также параметр, соответствующий ходу, определяет то значение, на которое резьбовое соединение может перемещаться линейно за один полный оборот.
Читайте также: «Трапециевидная резьба»
Высота треугольника – это характеристика, непосредственно связанная с профилем нарезки, она маркируется литерой Н.
Нормативы шагов метрической резьбы
ГОСТ 8724-2002 «Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги» отражает нормы, регулирующие ключевые свойства, размер шага и диаметр метрической резьбы, а также иные параметры.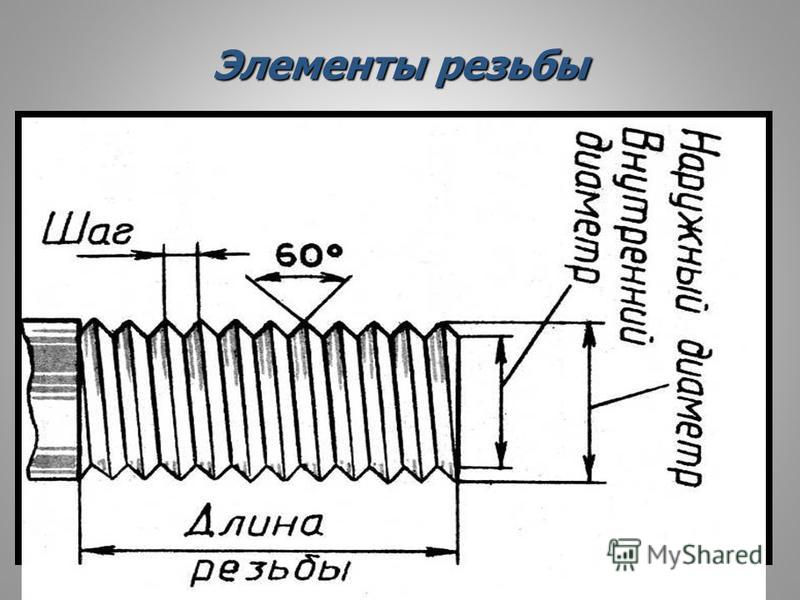 Этот ГОСТ аналогичен стандарту ISO 261-98, действующему во всем мире. Его приняли в 2002 г., затем требования ISO обновлялись.
Этот ГОСТ аналогичен стандарту ISO 261-98, действующему во всем мире. Его приняли в 2002 г., затем требования ISO обновлялись.
По стандартам вышеуказанного документа, на поверхностях с сечением 1–68 мм допускается шаг резьбы крупный либо мелкий. Содержание этого норматива практически ничем не отличается от международного стандарта качества, за исключением того, что ISO допускает разброс значений диаметра от 1 до 300 мм. Причем после обновления этого стандарта диапазон расширился: от 0,25 до 600 мм.
Последняя редакция ГОСТа, действующая на сегодня, датируется 2004 г. Она устанавливает нормативные характеристики шагов метрической резьбы в значениях от 0,075 до 8 мм.
Выбирая крепеж, прежде всего обращайте внимание именно на тип резьбы. В нашей стране используются элементы, обладающие крупным шагом.
Мелкошаговый крепеж подходит для механизмов, не являющихся экспериментальными и на которые воздействует вибрационная и переменная динамическая нагрузка. Так, изделия с мелким шагом подходят для производства автомобилей, судов, станков, бытовой техники, электроприборов.
Читайте также: «Размеры дюймовой резьбы»
В строительной области чаще всего применяется крупношаговый крепеж. Когда возникает необходимость определить, какие болты следует приобрести для конкретной задачи, надо воспользоваться специальной формулой или ПО.
Кроме того, рассчитать характеристики крепежных элементов можно на сайте строительной компании. Также есть разные online-калькуляторы, используя которые, можно рассчитать искомое значение с учетом имеющихся данных.
Шаг метрической резьбы
Оцените, пожалуйста, статью
12345
Всего оценок: 1, Средняя: 5
Как узнать шаг резьбы штангенциркулем
Как узнать шаг резьбы штангенциркулем
09 Ноября 2018, 11:20 1945
Инструкция, в большей степени, касается определения размеров метрических болтов, винтов и шпилек (далее просто болт). Основополагающие габаритные характеристики болта — диаметр, шаг резьбы и длина.
1. Диаметр болта
Точный диаметр болта, как и любого другого предмета, измеряют штангенциркулем или микрометром.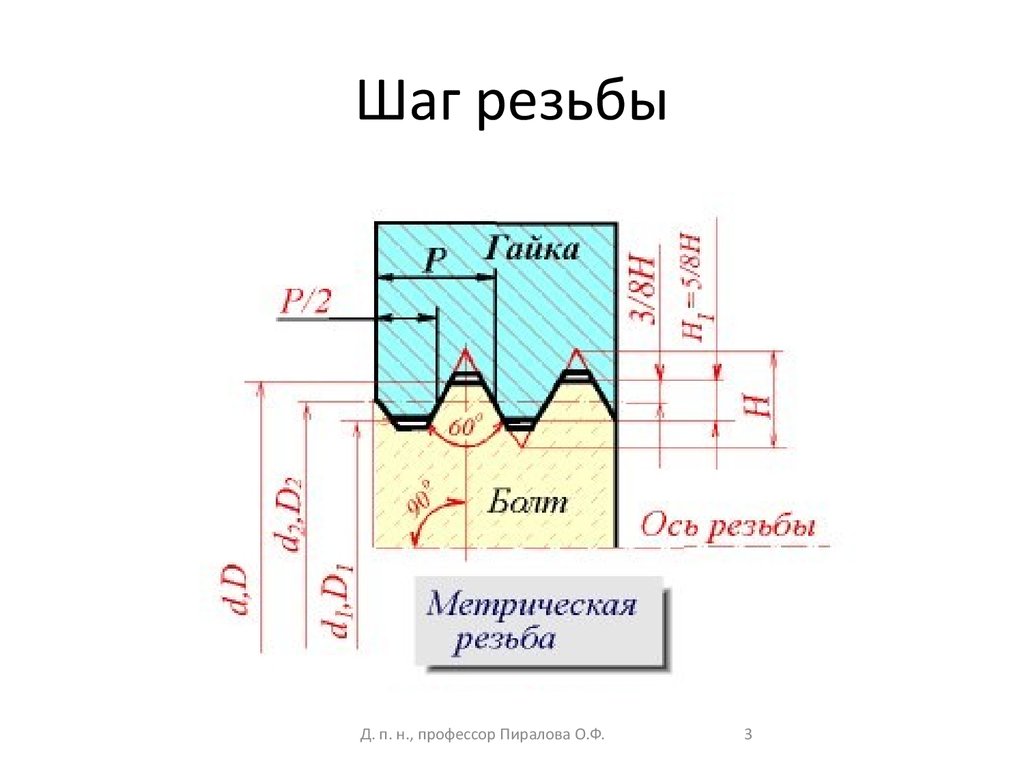 Однако, бывают ситуации, когда специальных измерительных приборов нет под рукой. В таком случае, измерить наружный диаметр болта можно с помощью мерной ленты.
Однако, бывают ситуации, когда специальных измерительных приборов нет под рукой. В таком случае, измерить наружный диаметр болта можно с помощью мерной ленты.
Оборачиваем меркой стержень болта в один оборот и отмечаем на шкале место соединения. Так мы выяснили длину окружности болта. Уменьшаем полученный результат на 1-2 мм, чтобы исключить влияние толщины мерки на расчеты.
Зная длину окружности, с помощью простой геометрической формулы с легкостью рассчитываем диаметр. Для этого длину окружности делим на число Пи, равное 3.14. Поскольку у большинства автомобильных болтов стандартные диаметры, то, даже с учетом погрешностей в измерениях, результат будет близок к стандартным размерам. Стандартные диаметры болтов применяемых в автомобилях: 5, 6, 7, 8, 10, 12, 14, 16 и т.д.
Справедливо заметить, что такой способ не подходит для замеров, где требуется особая точность. Например, забивную часть колесной шпильки, где важна каждая десятая миллиметра, измеряют только штангенциркулем или микрометром.
2. Шаг резьбы болта
Другой важный параметр болта — шаг резьбы. Шаг резьбы — расстояние между двумя соседними витками. Шаг резьбы измеряется шагомером. Однако, как и в случае со штангенциркулем, шагомера может не быть. Тогда рассчитайте расстояние между витками с помощью линейки
Для этого отсчитайте 15-20 витков резьбы (чем больше витков, тем точнее результат) и измерьте линейкой расстояние между крайними витками. Путем деления длины посчитанных витков на количество витков получаем расстояние между витками, т.е шаг резьбы.
Шаг резьбы автомобильного болта, величина стандартизированная и находится в тесной связке с диаметром. Зная диаметр болта и рассчитанную величину шага резьбы легко определяем точный шаг резьбы с помощью следующей таблицы.
| Диаметр, мм | Шаг резьбы, мм | Тип резьбы | Подсказки по маркам авто |
|---|---|---|---|
| М6М7 | 1.00 | стандарт | |
| М8 | 1. 25 25 | стандарт | 1.00 | мелкая |
| М10 | 1.50 | стандарт | VW, Audi, Skoda, Seat, Mercedes, BMW, Opel | 1.25 | мелкая | Lada, Fiat, Alfa Romeo, Peugeot, Citroen, Renault, Toyota, Honda, Nissan, Mazda и др. японские марки | 1.00 | мелкая |
| М12 | 1.75 | стандарт | Ford, Renault, Peugeot, Citroen | 1.50 | мелкая | VW, Audi, Skoda, Seat, Mercedes, BMW, Opel | 1.25 | мелкая | Lada, Fiat. Alfa Romeo, Peugeot, Citroen, Renault, Toyota, Honda, Nissan, Mazda и др. японские марки |
| М14М16 | 2.00 | стандарт | Ford, Chrisler | 1.50 | мелкая | Большинство автомобильных марок |
| М18М20М24 | 2.50 | стандарт | 1.50 | мелкая |
3.
 Длина болта
Длина болтаПри обозначении длины болта подразумевается длина его стержня. Таким образом, высота головки не учитывается. Измерьте длину стержня — получите длину болта. Если вы ищете болт М12х40х1.5, это значит, вам нужен болт с диаметром резьбы 12 мм, шагом резьбы 1.5 и длиной стержня 40 мм. При этом общая габаритная длина изделия с учетом высоты головки болта, составляет условные 50 мм.
Часто, автомобильные болты встречаются с заостренным кончиком — направляющей болта. Направляющая болта обеспечивает удобное и беспрепятственное проникновение в технологические отверстия деталей. Часто такие болты используются для крепления амортизаторов, рычагов, подрамников. Так вот, длиной болта считается длина с учетом этой направляющей.
Источник: avtobolt.by
Как определить шаг резьбы
В современном мире большое распространение получили резьбовые соединения. Оно характеризуется высокой надежностью и практичностью в применении. Выделяют довольно большое количество различных параметров, которые могут использоваться для определения параметров рассматриваемого крепежного элемента. Наиболее важным можно назвать шаг. Он указывается практически на каждом чертеже и различной технической документации.
Наиболее важным можно назвать шаг. Он указывается практически на каждом чертеже и различной технической документации.
Понятие шага резьбы
Резьба применяется для соединения самых различных изделий. Для определения резьбы болта нужно рассматривать расстояние меду одноименными боковыми сторонами профиля. К особенностям этого понятия отнесем нижеприведенные моменты:
- Для определения основных параметров требуется провести измерение.
- Неточный результат можно узнать при применении линейки.
- Для повышения точности измерений нужно проанализировать несколько нитей. Именно поэтому в зависимости от протяженности резьбовой поверхности проводится анализ от 10 до 20 витков.
- Рекомендуется проводить замеры в миллиметрах. В некоторых случаях число переводится в дюймы.
Расстояние между впадинами можно измерять при использовании специального инструмента. Резьбомер представлен сочетанием специальных стальных пластин, которые имеют специальные вырезы. На поверхности наносятся различные значения.
На поверхности наносятся различные значения.
Способы измерения
Существует довольно большое количество различных способов определения шага резьбы. Все они характеризуются своими определенными особенностями, которые нужно учитывать. Распространенными способами можно назвать:
- Использование обычной линейки.
- Применение специального инструмента, который может применяться для определения рассматриваемого значения. Измеритель шага резьбы можно приобрести в специализированном магазине.
- Штангенциркуль является точным инструментом. Он применяется довольно часто по причине высокой точности и универсальности в применении.
Все приведенные выше методы позволяют получить довольно точные данные. Проще всего провести измерения при применении инструмента, определяющего резьбу, но можно обойтись и обычным штангенциркулем.
Процесс измерения витков
При рассмотрении того, как определить шаг резьбы следует учитывать особенности выбранного метода.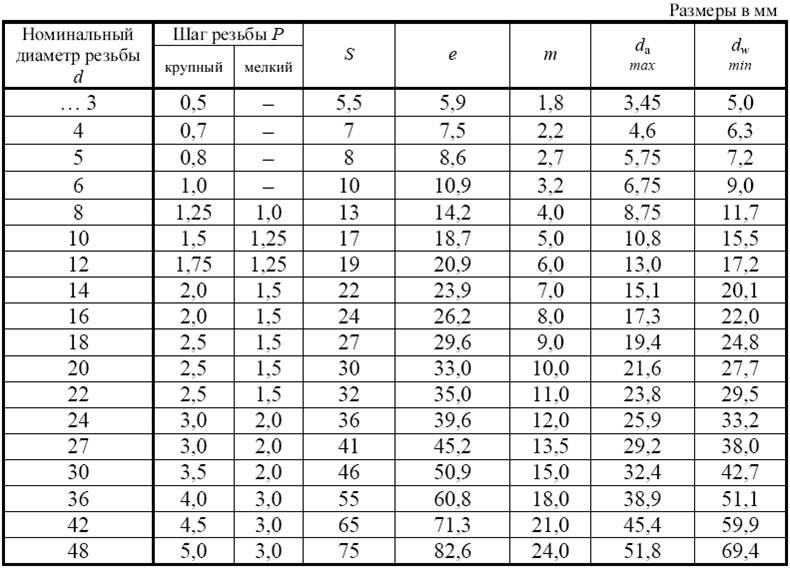 При использовании линейки достаточно:
При использовании линейки достаточно:
- Замерить протяженность стержня, на который нанесли профиль. Стоит учитывать, что при замере всей длины стержня, а не только части можно определить более точный результат.
- Подсчитать количество витков.
- Провести замер глубины для определения основных параметров резьбового соединения.
Подобным образом можно определить лишь средний показатель. Если в процессе нарезания витков были допущены ошибки, то расстояние между ними может несколько отличаться.
Пример проведения замеров выглядит следующим образом:
- Отсчитывается 20 витков.
- Проводим замер протяженности стержня, к примеру, показатель составил 127 мм.
- Проводим деление 20 витков на протяженность стержня, в результате получаем показатель 6,35 мм. Он соответствует шагу расположения нитей в миллиметрах.
Для перевода в дюймы достаточно поделить вычисленное значение в миллиметрах на 25,4. В итоге получится результат 0,25 или ¼ дюйма. При самостоятельном замере может быть погрешность, поэтому результат округляется к приближенному стандартному значению.
В итоге получится результат 0,25 или ¼ дюйма. При самостоятельном замере может быть погрешность, поэтому результат округляется к приближенному стандартному значению.
В продаже можно встретить и специальные шаблоны, которые можно использовать для проверки особенностей резьбы. Подобная процедура достаточно проста в исполнении:
- Подбирается наиболее подходящий шаблон. В продаже можно встретить просто огромное количество специальных шаблонов, которые представлены пластиной с определенным профилем. Стоит подобный элемент не дорого, приобрести его можно в различных специализированных магазинах.
- Он прикладывается к поверхности для контроля основных показателей. Шаблон должен заходить без препятствий, и между пластиной с рабочей поверхностью не должно образовываться свободного пространства.
Если шаблон легко заходит в бороздки, то можно определить основные параметры поверхности.
Измерение шага резьбы линейкой и резьбомером
Кроме этого, можно провести измерения при применении штангенциркуля. Этот инструмент получил широкое распространение. Пошаговые действия выглядят следующим образом:
Этот инструмент получил широкое распространение. Пошаговые действия выглядят следующим образом:
- Глубиномером устанавливается высота стержня.
- Следующий шаг заключается в подсчете количества витков. Сделать это достаточно сложно, можно использовать маркер для обозначения уже подсчитанных нитей профиля.
- Полученная информация позволяет рассчитать тангенса угла наклона.
Есть возможность определить рассматриваемый показатель при непосредственном измерении между смежными вершинами. Рекомендуется провести очистку поверхности. В противном случае получить точный результат практически невозможно.
Нюансы измерения
При применении штангенциркуля следует учитывать несколько рекомендаций. Примером назовем нижеприведенную информацию:
- Если между головкой и торцевой частью изделия есть плита, то в этом случае рекомендуется использовать основную измерительную шкалу и глубиномер. При подобном процессе можно получить показатели толщины шайбы, высоты головки, толщину промежуточного элемента.
 Подобные данные позволяют рассчитать основные параметры резьбового соединения.
Подобные данные позволяют рассчитать основные параметры резьбового соединения. - Точность полученных результатов можно существенно повысить путем очистки поверхности от различных загрязняющих веществ. Для этого можно использовать абразивный материал или специальные жидкости для удаления коррозии.
Провести рассматриваемую процедуру можно самостоятельно. Как правило, проблем при этом не возникает.
В заключение отметим, что производители указывают шаг и многие другие важные показатели. Как правило, они наносятся на головке или другом элементе.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник: stankiexpert.ru
Как замерить шаг резьбы штангенциркулем
Итак, у вас есть болт или гайка с неизвестными параметрами резьбы, а под рукой кроме линейки нет никакого измерительного инструмента. Сразу предупредим, что с помощью линейки можно получить только грубый результат, поэтому если вы собираетесь регулярно проводить подобные измерения, лучше приобрести резьбомер или штангенциркуль.
Резьбы выполняются по утвержденным стандартам, что позволило унифицировать все резьбовые соединения. Шагом метрической резьбы называют расстояние между соседними вершинами или впадинами резьбового профиля. Именно это расстояние нам и предстоит измерить.
Определения шага резьбы болта:
Приложите линейку в резьбовой части болта. Если ее миллиметровые деления совпадают с вершинами нитей, то у вас без сомнения шаг 1 мм. Если нет, то посчитайте количество витков n на определенном отрезке длины L. Первую нитку в расчет не берите, так как от нее происходит отсчет, и она является нулевой.
| Шаг резьбы, мм | |
| 9 | 2,5 |
| 11 | 2,0 |
| 12 | 1,75 |
| 14 | 1,5 |
| 17 | 1,25 |
| 21 | 1,0 |
| 26 | 0,8 |
| 29 | 0,7 |
Длину взятого отрезка в миллиметрах разделите на количество витков и получите шаг P.
P= L/(n-1) = 20 мм / (17-1) витков = 1.25 мм
При этом важно учесть, что чем больший резьбовой участок вы возьмете для проведения измерений, тем меньше будет погрешность. Более точный результат можно получить при помощи штангенциркуля, совместив крайние вершины нитей с острием губок инструмента.
Шаг резьбы находится в тесной связи с диаметром болтового соединения. Данные о соответствии этих двух параметров сведены в таблицу. Измеряем наружный диаметр болта, в нашем примере получаем 10 мм. Из таблицы видим, что болт М10 может иметь шаг резьбы: 1.5 (основной), 1.25 (мелкий), 1.0 (мелкий) или 0.75 (супермелкий). Полученное расчетным путем число должно точно (или почти точно) совпадать со справочным значением. В нашем случае – метрическая резьба второго ряда с мелким шагом 1.25 мм. Условное обозначение болта: М10х1.25.
Определение шага резьбы гайки:
Для измерения шага внутренней резьбы лучший способ – подобрать ответный болт, который бы свободно ввинчивался в резьбовое отверстие, а затем произвести расчет по нему. Если подходящих винтов нет, то можно воспользоваться старым проверенным дедовским методом. Для этого потребуется листок бумаги и линейка.
Если подходящих винтов нет, то можно воспользоваться старым проверенным дедовским методом. Для этого потребуется листок бумаги и линейка.
Оторвите небольшую полоску бумаги и поместите ее в гайку. Прижмите пальцем бумагу к резьбе, так чтобы на ней остался отпечаток резьбовой поверхности. Для лучшей видимости можно провести по граням витков мазутом или маркером. Приложив к отпечатку линейку, измерьте расстояние L между крайними рисками и посчитайте количество рисок n на этом участке за минусом первой (нулевой). Выполните вычисления по формуле P = L/(n-1).
Например, оттиск дал 6 четких рисок на отрезке в 10 мм.
P = L/(n-1) = 10 мм / (6-1) витков = 2 мм
Вместо бумаги получить оттиск можно на ребре спички или карандаша. Зная внутренний диаметр гайки (в нашем случае 14 мм) и расчетную величину шага, сопоставим полученные данные с таблицей. Находим в резьбовом ряду значение М14 и искомый шаг 2.0 мм (основной). Условное обозначение гайки: М14х2.0.
Кроме метрических болтовых соединений в современном техническом мире широко распространен дюймовый крепеж. О том, как определить шаг дюймового болта читайте в следующей статье.
О том, как определить шаг дюймового болта читайте в следующей статье.
Резьба — виды, особенности, способы определения
Существуют различные типы резьбы: от художественной до машиностроительной. Последняя представляет собой винтовую нарезку, нанесенную по спирали на стержень с круглым сечением или на поверхность отверстия. В современном строительстве, машиностроении и даже быту наиболее распространенными считаются две резьбовые системы — метрическую и дюймовую.
На самом деле в международной системе существует огромное количество различных стандартов. Но в русскоязычных странах принято использовать стандарт метрической резьбы ISO DIN 13:1988 с углом наклона вершины профиля. Отечественные стандарты, определяющие данный тип резьбы, — ГОСТ 24705-2004 и ДСТУ ГОСТ 16093:2019.
Метрическая резьба
Главное отличие резьбы данного типа от подобных ей в том, что только в метрической резьбе угол профиля равняется 60° (существует еще резьба с углом 55° и 47°).
Метрическая резьба используется повсеместно, в том числе в метрическом крепеже. Из-за ее широчайшего применения потребовалось создать внушительное количество разновидностей, чтобы приспособить данную универсальную резьбу под различные ситуации.
Из-за ее широчайшего применения потребовалось создать внушительное количество разновидностей, чтобы приспособить данную универсальную резьбу под различные ситуации.
Виды метрической резьбы
- Левая, правая.
- Однозаходная, двухзаходная, трехзаходная.
- Трапециодальная (классическая и упорная), прямоугольная, треугольная, круглая, цилиндрическая (трубная, коническая).
- Ленточная, модульная, питчевая и пр.
Левая и правая метрическая резьба
Виды метрической резьбы
Дюймовая резьба
Дюймовая резьба имеет угол профиля 55°. Главной единицей измерения дюймовой (имперской) системы, как не трудно догадаться, является дюйм. На письме он обозначается верхней кавычкой, стоящей без пробела сразу после числа: 2″.
Самыми известными стандартами дюймовой резьбы называют UNC и UNF.
Как определить шаг резьбы
Определить шаг резьбы нужно при выборе резьбонадрезного инструмента или сверла для пробуривания отверстия под элемент в какой-либо поверхности. Также необходимо тщательно подбирать друг к другу сопрягаемые элементы при организации болтового, винтового, шпилечного или иного разборного резьбового узла. Определить шаг резьбы можно различными способами.
- Определение шага резьбы с помощью резьбомера (шаблона)
Такое название носит специальный инструмент, состоящий из специальных пластин (гребенок), на одной из сторон которой располагаются выступы, помогающие определить шаг резьбы. Пластины закреплены на одной или двух осях, объединенных в общем корпусе. Существуют отдельные шаблоны для метрической и дюймовой резьбы. Легко отличить их друг от друга помогает маркировка: на первых стоит знак 60°, на вторых — 55°.
Достоинство такого метода в том, что он является самым точным (при умелом обращении с инструментом). При производстве шаблонов используются специальные стали, не поддающиеся сжатию и расширению под влиянием различных температур. Это позволяет использовать резьбомеры практически в любых погодных условиях.
- Определение шага резьбы с помощью линейки
Этот способ не может дать стопроцентного результата, но он прекрасно подходит для тех случаев, когда нет иного варианта решения поставленной задачи. Чтобы узнать число витков с помощью линейки, следует определить общую длину резьбового участка и посчитать количество витков на этом расстоянии. Далее требуется просто разделить длину на число подсчитанных нитей — ответ и будет полученным значением шага резьбы.
Этот способ может иметь иную модификацию. Если у вас есть кусок бумаги, то следует приложить его к резьбовому участку и сильно прижать. На получившемся отпечатке делают замер (с помощью линейки или иного измерительного инструмента) сразу нескольких участков: двух, трех или больше, — а после разделить длину выбранного участка на количество витков в ней. Процесс аналогичен описанному в предыдущем абзаце.
- Определение шага резьбы с помощью штангенциркуля
Для этого следует произвести измерения так, как показано на рисунке. Полученное значение соотнести с тем, которое приводится в таблице, и узнать правильное значение шага для метрической или дюймовой системы соответственно.
09 Ноября 2018, 11:20 1400
Инструкция, в большей степени, касается определения размеров метрических болтов, винтов и шпилек (далее просто болт). Основополагающие габаритные характеристики болта — диаметр, шаг резьбы и длина.
1. Диаметр болта
Точный диаметр болта, как и любого другого предмета, измеряют штангенциркулем или микрометром. Однако, бывают ситуации, когда специальных измерительных приборов нет под рукой. В таком случае, измерить наружный диаметр болта можно с помощью мерной ленты.
Оборачиваем меркой стержень болта в один оборот и отмечаем на шкале место соединения. Так мы выяснили длину окружности болта. Уменьшаем полученный результат на 1-2 мм, чтобы исключить влияние толщины мерки на расчеты.
Зная длину окружности, с помощью простой геометрической формулы с легкостью рассчитываем диаметр. Для этого длину окружности делим на число Пи, равное 3.14. Поскольку у большинства автомобильных болтов стандартные диаметры, то, даже с учетом погрешностей в измерениях, результат будет близок к стандартным размерам. Стандартные диаметры болтов применяемых в автомобилях: 5, 6, 7, 8, 10, 12, 14, 16 и т.д.
Справедливо заметить, что такой способ не подходит для замеров, где требуется особая точность. Например, забивную часть колесной шпильки, где важна каждая десятая миллиметра, измеряют только штангенциркулем или микрометром.
2. Шаг резьбы болта
Другой важный параметр болта — шаг резьбы. Шаг резьбы — расстояние между двумя соседними витками. Шаг резьбы измеряется шагомером. Однако, как и в случае со штангенциркулем, шагомера может не быть. Тогда рассчитайте расстояние между витками с помощью линейки
Для этого отсчитайте 15-20 витков резьбы (чем больше витков, тем точнее результат) и измерьте линейкой расстояние между крайними витками. Путем деления длины посчитанных витков на количество витков получаем расстояние между витками, т. е шаг резьбы.
Шаг резьбы автомобильного болта, величина стандартизированная и находится в тесной связке с диаметром. Зная диаметр болта и рассчитанную величину шага резьбы легко определяем точный шаг резьбы с помощью следующей таблицы.
| Диаметр, мм | Шаг резьбы, мм | Тип резьбы | Подсказки по маркам авто |
|---|---|---|---|
| М6М7 | 1.00 | стандарт | |
| М8 | 1.25 | стандарт | 1.00 | мелкая |
| М10 | 1.50 | стандарт | VW, Audi, Skoda, Seat, Mercedes, BMW, Opel | 1.25 | мелкая | Lada, Fiat, Alfa Romeo, Peugeot, Citroen, Renault, Toyota, Honda, Nissan, Mazda и др. японские марки | 1.00 | мелкая |
| М12 | 1.75 | стандарт | Ford, Renault, Peugeot, Citroen | 1.50 | мелкая | VW, Audi, Skoda, Seat, Mercedes, BMW, Opel | 1. 25 | мелкая | Lada, Fiat. Alfa Romeo, Peugeot, Citroen, Renault, Toyota, Honda, Nissan, Mazda и др. японские марки |
| М14М16 | 2.00 | стандарт | Ford, Chrisler | 1.50 | мелкая | Большинство автомобильных марок |
| М18М20М24 | 2.50 | стандарт | 1.50 | мелкая |
3. Длина болта
При обозначении длины болта подразумевается длина его стержня. Таким образом, высота головки не учитывается. Измерьте длину стержня — получите длину болта. Если вы ищете болт М12х40х1.5, это значит, вам нужен болт с диаметром резьбы 12 мм, шагом резьбы 1.5 и длиной стержня 40 мм. При этом общая габаритная длина изделия с учетом высоты головки болта, составляет условные 50 мм.
Часто, автомобильные болты встречаются с заостренным кончиком — направляющей болта. Направляющая болта обеспечивает удобное и беспрепятственное проникновение в технологические отверстия деталей. Часто такие болты используются для крепления амортизаторов, рычагов, подрамников. Так вот, длиной болта считается длина с учетом этой направляющей.
Источник: ostwest.su
Как определить шаг резьбы без резьбомера?
Итак, у вас есть болт или гайка с неизвестными параметрами резьбы, а под рукой кроме линейки нет никакого измерительного инструмента. Сразу предупредим, что с помощью линейки можно получить только грубый результат, поэтому если вы собираетесь регулярно проводить подобные измерения, лучше приобрести резьбомер или штангенциркуль.
Резьбы выполняются по утвержденным стандартам, что позволило унифицировать все резьбовые соединения. Шагом метрической резьбы называют расстояние между соседними вершинами или впадинами резьбового профиля. Именно это расстояние нам и предстоит измерить.
Определения шага резьбы болта:
Приложите линейку в резьбовой части болта. Если ее миллиметровые деления совпадают с вершинами нитей, то у вас без сомнения шаг 1 мм. Если нет, то посчитайте количество витков n на определенном отрезке длины L. Первую нитку в расчет не берите, так как от нее происходит отсчет, и она является нулевой.
| Шаг резьбы, мм | |
| 9 | 2,5 |
| 11 | 2,0 |
| 12 | 1,75 |
| 14 | 1,5 |
| 17 | 1,25 |
| 21 | 1,0 |
| 26 | 0,8 |
| 29 | 0,7 |
Длину взятого отрезка в миллиметрах разделите на количество витков и получите шаг P.
P= L/(n-1) = 20 мм / (17-1) витков = 1.25 мм
При этом важно учесть, что чем больший резьбовой участок вы возьмете для проведения измерений, тем меньше будет погрешность. Более точный результат можно получить при помощи штангенциркуля, совместив крайние вершины нитей с острием губок инструмента.
Шаг резьбы находится в тесной связи с диаметром болтового соединения. Данные о соответствии этих двух параметров сведены в таблицу. Измеряем наружный диаметр болта, в нашем примере получаем 10 мм. Из таблицы видим, что болт М10 может иметь шаг резьбы: 1.5 (основной), 1.25 (мелкий), 1.0 (мелкий) или 0.75 (супермелкий). Полученное расчетным путем число должно точно (или почти точно) совпадать со справочным значением. В нашем случае – метрическая резьба второго ряда с мелким шагом 1.25 мм. Условное обозначение болта: М10х1.25.
Определение шага резьбы гайки:
Для измерения шага внутренней резьбы лучший способ – подобрать ответный болт, который бы свободно ввинчивался в резьбовое отверстие, а затем произвести расчет по нему. Если подходящих винтов нет, то можно воспользоваться старым проверенным дедовским методом. Для этого потребуется листок бумаги и линейка.
Оторвите небольшую полоску бумаги и поместите ее в гайку. Прижмите пальцем бумагу к резьбе, так чтобы на ней остался отпечаток резьбовой поверхности. Для лучшей видимости можно провести по граням витков мазутом или маркером. Приложив к отпечатку линейку, измерьте расстояние L между крайними рисками и посчитайте количество рисок n на этом участке за минусом первой (нулевой). Выполните вычисления по формуле P = L/(n-1).
Например, оттиск дал 6 четких рисок на отрезке в 10 мм.
P = L/(n-1) = 10 мм / (6-1) витков = 2 мм
Вместо бумаги получить оттиск можно на ребре спички или карандаша. Зная внутренний диаметр гайки (в нашем случае 14 мм) и расчетную величину шага, сопоставим полученные данные с таблицей. Находим в резьбовом ряду значение М14 и искомый шаг 2.0 мм (основной). Условное обозначение гайки: М14х2.0.
Кроме метрических болтовых соединений в современном техническом мире широко распространен дюймовый крепеж. О том, как определить шаг дюймового болта читайте в следующей статье.
Источник: krepcom.ru
Как измерить шаг резьбы фитинга
Для измерения шага резьбы требуется иметь пару резбовых гребенок: одна для дюймовых резьб (на фото с меткой Д55°) с размером шага «ниток на дюйм», вторая для метрических резьб (на фото с меткой М60°) с размером шага в мм.
Помни — измерение обычной линейкой не приемлемо для Определение типа и размерности фитинга по резьбе и форме определения типа и размера резьбового соединения.
На лепестках гребенки написаны размеры шага резьбы.
Надо приложить гребенку к поверхности резьбы максимально плотно. При совпадении шагов гребенка плотно прижмется к профилю резьбы.
На фото ниже видно, что шаг совпал, гребенка легла в желобки ниток резьбы, но зубцы гребенки не плотно прилегли к стенкам канавки резьбы. Возможно и допустимо такое прилегание резьбового шаблона.
В этом случае измерялся Фитинги JIC с дюймовой резьбой UNF и конусом уплотнения 74 градуса фитинг JIC с дюймовой Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard) резьбой UNF измерительной гребенкой для трубной резьбы с углом профиля 55°.
Резьба UN/UNF имеет угол профиль 60°, поэтому виден просвет.
Этот момент никак не мешает убедиться в шаге резьбы.
При несовпадении шага гребенка шагомера не садится на профиль резьбы (фото ниже).
В этом случае гребенка очень неустойчива на профиле и может качаться на резьбе. В этом случае бери другую гребенку и меняй их до совпадения шага.
При наличии опыта для измерения шага резьбы можно использовать простой штангенциркуль. Измерять шаг резьбы таким способом достаточно неудобно и долго. Точность результата при измерении одной нитки не высокая.
Как точно измерить шаг резьбы штангелем:
- берем хорошие зоркие глаза или используем оптику
- меряем расстояние на котором поместилось максимально возможное количество шагов резьбы
- делим это расстояние на кол-во шагов и получаем шаг резьбы
Для повышения точности измерения шага резьбы используй штангенциркуль с микрометрической подачей.
Источник: ladspb.ru
Калькулятор шага резьбы
Создано Кеннетом Аламбра
Отзыв Войцеха Сас, кандидата наук и Джека Боуотера
Последнее обновление: 26 апреля 2022 г.
Содержание:- Что такое шаг резьбы?
- Как измерить шаг резьбы с помощью линейки
- Как рассчитать шаг резьбы
- Как найти шаг резьбы, учитывая количество витков на дюйм
- Как пользоваться калькулятором шага резьбы
- FAQ
Калькулятор шага резьбы поможет вам определить шаг резьбового соединения. Этот инструмент также работает как TPI, или количество нитей на дюйм, калькулятор и калькулятор количества нитей . В этом калькуляторе вы узнаете:
- Что такое шаг резьбы;
- Как измерить шаг резьбы с помощью линейки;
- Как рассчитать шаг резьбы по формуле шага резьбы; и
- Как найти шаг резьбы по количеству витков на дюйм.
Продолжайте читать, чтобы начать учиться 🙂!
Что такое шаг резьбы?
Шаг резьбы , или короче шаг это расстояние между одной и той же точкой на двух соседних витках резьбы . Шаг резьбы может быть длиной между двумя гребнями или двумя основаниями резьбы.
Пока мы измеряем две одинаковые точки на двух резьбах рядом друг с другом, мы измеряем шаг резьбы. Шаг резьбы также сообщает нам , насколько широка резьба резьбовой застежки . Вы можете обратиться к иллюстрации ниже, чтобы увидеть, каким может быть шаг резьбы:
Как измерить шаг резьбы линейкой
Самый простой способ измерить шаг резьбы линейкой (или штангенциркулем для более точного измерения) путем измерения расстояния между двумя вершинами . Сопоставьте вершину резьбы с нулевой отметкой на линейке и прочтите длину до следующей вершины, как показано на диаграмме ниже:
Шаг резьбы можно измерить в миллиметрах или дюймах. Если вы заметили, что все резьбы располагаются на миллиметровой шкале, как на иллюстрации выше (шаг резьбы 5 миллиметров), у вас должна быть резьба 9 миллиметров.0023 метрическая резьба . С другой стороны, если определенное количество витков точно соответствует одному дюйму, у вас должна быть -дюймовая резьба .
Однако бывают случаи, когда резьба не соответствует ни миллиметровой, ни дюймовой шкале. Вот когда пригодится знание того, как рассчитать шаг резьбы. Узнайте, как в следующем разделе этого текста.
Как рассчитать шаг резьбы
Рассчитать шаг любой резьбы очень просто. Сначала измерьте всю длину нити вы хотите проверить. Затем посчитайте потоки по этой длине . Это то же самое, что знать, сколько раз эта застежка должна повернуться, чтобы зацепить все ее резьбы. Посмотрите на рисунок ниже, чтобы лучше понять, что измерять и считать:
После измерения этих значений мы можем использовать формулу шага резьбы :
P = L / n ,
где:
-
P– Шаг резьбы ; -
л– Длина резьбы ; и -
n– Общее количество витков по длине витка.
Как найти шаг резьбы с учетом количества витков на дюйм
Если мы измерим длину резьбы в дюймах и разделим общее количество витков на длину резьбы в дюймах, мы получим витков на дюйм (TPI) значение заданного нить. Мы также можем выразить это утверждение в форме уравнения, как показано ниже:
TPI = n / L
Присмотревшись к этому уравнению, мы увидим, что TPI является просто обратной величиной шага резьбы. С учетом сказанного мы можем найти шаг резьбы, взяв обратную величину TPI, как показано в следующем уравнении:
P = 1 / TPI
Теперь, когда мы знаем, как найти шаг резьбы, используя формулу шага резьбы и TPI резьба, почему бы нам не научиться пользоваться калькулятором шага резьбы? 🙂
Как использовать калькулятор шага резьбы
Вот шаги, которые необходимо выполнить, чтобы использовать наш калькулятор шага резьбы:
- Введите длину резьбовой части вашей резьбовой застежки.
- Введите общее количество нитей по введенной вами длине.
- Если вместо этого вы знаете количество витков резьбы на дюйм, вы можете пропустить шаги 1 и 2 и ввести значение витка резьбы на дюйм напрямую .
Выполнив описанные выше действия, вы мгновенно найдете шаг резьбы! 🔩
Вы также можете воспользоваться нашим калькулятором, чтобы узнать количество витков на вашей резьбовой застежке. Просто введите длину резьбы и значение TPI или шага резьбы, и вы получите общее количество резьб.
✅ Хотите узнать больше о шагах резьбы? Проверьте наш Калькулятор диаметра шага, чтобы узнать больше! 🙂
Часто задаваемые вопросы
Какой шаг резьбы у 2-дюймового болта с 48 витками резьбы?
Чтобы найти шаг резьбы болта длиной 2 дюйма с 48 витками резьбы:
- Разделите 2 дюйма на 48 витков резьбы .
- В результате получается шаг резьбы 0,04167 дюйма .
Шаг резьбы в миллиметрах:
- Умножьте 2 дюйма на 25,4 миллиметра на дюйм , чтобы получить 50,8 мм .
- Разделите 50,8 мм на 48 витков резьбы , чтобы получить шаг резьбы 1,0583 мм .
Что такое метрический шаг резьбы?
Шаг метрической резьбы – это расстояние между двумя витками метрической резьбы ISO , и мы обычно выражаем шаг метрической резьбы в миллиметрах . В обозначении метрической резьбы (или на этикетке резьбовой застежки) шаг метрической резьбы — это число после 9.Символ 0023 × . Например, болт M10 × 1,25 имеет шаг резьбы 1,25 мм .
Для чего используется измеритель шага резьбы?
Помимо линейки и штангенциркуля, мы также можем использовать измерители шага резьбы для определения шага резьбы крепежного изделия с резьбой . Измерители шага резьбы поставляются в наборах зубчатых прокладок, которые мы сопоставляем с резьбой, чтобы определить шаг резьбы. Каждая зубчатая шайба имеет определенный шаг резьбы, который также выгравирован на ее лицевой стороне.
Как определить шаг резьбы?
Для условного обозначения метрической резьбы M36 × 4 второе число 4 представляет шаг резьбового соединения 4 миллиметра . С другой стороны, для унифицированной крупной резьбы 3/4″ – 10 UNC значение 10 представляет собой значение витков на дюйм резьбы. Разделив 1 дюйм на это значение 10 витков на дюйм , получаем значение Шаг резьбы 0,1 дюйма .
Kenneth Alambra
Длина резьбы (L)
Общее количество витков (n)
витков
Количество витков на дюйм (TPI)
Шаг резьбы (P)
2 Проверка 110 подобных строительных калькуляторов BTUAАлюминиевый весУгловой разрез… Еще 107
Краткое руководство по измерению размера резьбы
При выборе клапанов и фитингов с резьбовыми концевыми соединениями важно помнить о размере резьбы. Резьба подходящего размера обеспечивает надежное соединение компонентов, в то время как резьба неправильного размера может привести к недостаточному уплотнению, что может привести к утечкам.
Размеры резьбы определяются двумя основными элементами: диаметром резьбы (т. е. расстоянием между вершинами резьбы) и резьбой на дюйм (т. е. количеством витков резьбы на дюйм) или шагом (т. е. расстоянием между герб и другое). В этом блоге мы обсуждаем, как измерить эти параметры, какие инструменты используются и как их использовать.
Если вам нужны точные размеры резьбы, выполните следующий четырехэтапный процесс:
1. Определите тип резьбы.Существует два типа резьбы: прямая (т. е. параллельная) резьба и коническая резьба. Прямые резьбы имеют одинаковый большой диаметр по всей длине детали, в то время как конические резьбы имеют большие диаметры, которые увеличиваются или уменьшаются от одного конца к другому.
2. Измерьте диаметр резьбы. Используйте штангенциркуль для измерения большого диаметра резьбовой части. Измерьте расстояние от вершины до вершины на любом полном коридоре резьбы для прямой резьбы и на четвертой или пятой резьбе для конической резьбы. Проведенное измерение устанавливает один из элементов размера винта конкретной детали. Например, по имперским стандартам 0,060 дюйма преобразуются в размер винта № 0, а 0,216 дюйма — в размер винта № 12.
3. Определите количество витков резьбы на дюйм (TPI) или шаг. Использовали измеритель шага резьбы для определения другого элемента размера винта резьбовой детали — количества витков на дюйм (TPI) или шага. TPI относится к тому, сколько отдельных витков приходится на дюйм резьбовой части, а шаг — это расстояние между гребнями двух витков резьбы. TPI измеряется количеством витков на дюйм (например, 20 TPI) и используется для дюймовых размеров, а шаг измеряется в миллиметрах (например, 1 мм) и используется для метрических размеров.
После первого, второго и третьего шагов у вас должны быть ответы на следующие вопросы:
Резьбовая часть с наружной или внутренней резьбой?
Резьба прямая или коническая?
Каков основной диаметр резьбовой части?
Что такое TPI или шаг резьбовой части?
Имея их на руках, определите соответствующий размер резьбы по стандартной таблице резьбы. Дюймовые размеры форматируются как эквиваленты большого диаметра в TPI (например, 10-24), а метрические размеры форматируются как большие диаметры по шагу (например, M6 x 1 мм).
При измерении размеров резьбы необходимы три основных инструмента:
Суппорт. Внутренний/Внешний диаметр Штангенциркули могут измерять как внутренний диаметр (ID) внутренней резьбы, так и внешний диаметр (OD) наружной резьбы.
Они вдавливают внутрь наружную резьбу и выталкивают наружу внутреннюю резьбу, чтобы обеспечить точное измерение от вершины резьбы до вершины резьбы.Резьбовой калибр. Эти измерительные инструменты используются для измерения TPI или шага. Во время измерений убедитесь, что они выровнены и плотно прилегают к резьбе.
Таблица резьб. Эти таблицы позволяют сравнивать и преобразовывать измерения в установленные стандарты. В разных таблицах указаны разные стандарты в зависимости от типа детали, предполагаемого назначения или страны происхождения, поэтому важно использовать тот, который относится к конкретной резьбовой детали.
Несмотря на то, что резьбовые калибры имеют относительно простую для понимания функцию, их может быть трудно правильно использовать, учитывая широкий диапазон доступных вариантов. Во время операций по измерению резьбы имейте в виду следующие соображения относительно резьбовых калибров:
Размер.
Размер калибра должен соответствовать данной резьбовой части. При правильном выборе калибр должен плавно входить в резьбовую часть с небольшим усилием или без него. При неправильном выборе калибр может повредить резьбу.Калибровка. Перед измерением любой резьбы прибор необходимо правильно откалибровать, чтобы обеспечить точность и аккуратность.
Компания SSP имеет большой опыт работы с инструментальными трубками, шлангами, клапанами, соединителями и фитингами. За годы работы мы рассмотрели и решили множество вопросов клиентов, касающихся правильного выбора продукции, установки и обслуживания. Одним из факторов, на который мы обращаем особое внимание, является выбор правильного размера системы, в том числе в отношении резьбы, что обеспечивает совместимость продукта с другими концевыми соединениями. Если у вас есть дополнительные вопросы об измерении размера резьбы, свяжитесь с нами сегодня.
Темы: Клапаны, Фитинги
Комментарии
Таблица шагов резьбы
Серия резьб охватывает обозначения комбинаций диаметр/шаг, которые измеряются количеством витков резьбы на дюйм (TPI) для одного диаметра. Серия
с крупной резьбой (UNC/UNRC) является наиболее распространенным обозначением болтов и гаек общего назначения. Крупная резьба выгодна, потому что она реже перекрещивается, более устойчива к неблагоприятным условиям и облегчает быструю сборку.
Серия с мелкой резьбой (UNF/UNRF) обычно используется в точных приложениях. Из-за больших областей растягивающих напряжений они обладают высокой прочностью на растяжение. Однако для мелкой резьбы требуется более длительное зацепление, чем для крупносерийной резьбы, чтобы предотвратить зачистку.
Серия с 8 резьбами (8UN) — это указанный метод формирования резьбы для нескольких стандартов ASTM, включая A193 B7, A193 B8/B8M и A320. Эта серия используется для диаметров один дюйм и выше.
| Серия с крупной резьбой — UNC | |||
| Номинальный размер и резьба на дюйм | Диаметр основного шага. | Разрез на малом диам. | Зона растягивающего напряжения |
| В. | кв. дюйм | кв. дюйм | |
| 3/8 – 16 | 0,3344 | 0,0678 | 0,0775 |
| 7/16 – 14 | 0,3911 | 0,0933 | 0,1063 |
| 1/2 – 13 | 0,4500 | 0,1257 | 0,1419 |
| 16 сентября – 12 | 0,5084 | 0,162 | 0,182 |
| 5/8 – 11 | 0,5660 | 0,202 | 0,226 |
| 3/4 – 10 | 0,6850 | 0,302 | 0,334 |
| 7/8 – 9 | 0,8028 | 0,419 | 0,462 |
| 1 – 8 | 0,9188 | 0,551 | 0,606 |
| 1,1/8 – 7 | 1.0322 | 0,693 | 0,763 |
| 1,1/4 – 7 | 1.1572 | 0,890 | 0,969 |
| 1,3/8 – 6 | 1,2667 | 1,054 | 1,155 |
| 1,1/2 – 6 | 1,3917 | 1,294 | 1,405 |
| 1,3/4 – 5 | 1. 6201 | 1,74 | 1,90 |
| 2 – 4,1/2 | 1,8557 | 2,30 | 2,50 |
| 2,1/4 – 4,1/2 | 2.1057 | 3,02 | 3,25 |
| 2,1/2 – 4 | 2,3376 | 3,72 | 4,00 |
| 2,3/4 – 4 | 2,5876 | 4,62 | 4,93 |
| 3 – 4 | 2,8376 | 5,62 | 5,97 |
| 3,1/4 – 4 | 3.0876 | 6,72 | 7.10 |
| 3,1/2 – 4 | 3,3376 | 7,92 | 8,33 |
| 3,3/4 – 4 | 3,5876 | 9,21 | 9,66 |
| 4 – 4 | 3,8376 | 10,61 | 11.08 |
| Серия с мелкой резьбой — UNF | |||
| Номинальный размер и резьба на дюйм. | Диаметр основного шага. | Разрез на малом диам. | Зона растягивающего напряжения |
| В. | кв. дюйм | кв. дюйм | |
| 3/8 – 24 | 0,3479 | 0,0809 | 0,0878 |
| 16.07 – 20 | 0,4050 | 0,1090 | 0,1187 |
| 1/2 – 20 | 0,4675 | 0,1486 | 0,1599 |
| 16 – 18 сентября | 0,5264 | 0,189 | 0,203 |
| 5/8 – 18 | 0,5889 | 0,240 | 0,256 |
| 3/4 – 16 | 0,7094 | 0,351 | 0,373 |
| 7/8 – 14 | 0,8286 | 0,480 | 0,509 |
| 1 – 12 | 0,9459 | 0,625 | 0,663 |
| 1,1/8 – 12 | 1.0709 | 0,812 | 0,856 |
| 1,1/4 – 12 | 1.1959 | 1,024 | 1,073 |
| 1,3/8 – 12 | 1. 3209 | 1,260 | 1,315 |
| 1,1/2 – 12 | 1,4459 | 1,521 | 1,581 |
| 8-резьбовая серия — 8UN | |||
| Номинальный размер и резьба на дюйм. | Диаметр основного шага. | Разрез на малом диам. | Зона растягивающего напряжения |
| В. | кв. дюйм | кв. дюйм | |
| 1 – 8 | 0,9188 | 0,551 | 0,606 |
| 1,1/8 – 8 | 1.0438 | 0,728 | 0,790 |
| 1,1/4 – 8 | 1,1688 | 0,929 | 1.000 |
| 1,3/8 – 8 | 1,2938 | 1,155 | 1,233 |
| 1,1/2 – 8 | 1,4188 | 1,405 | 1,492 |
| 1,5/8 – 8 | 1,5438 | 1,68 | 1,78 |
| 1,3/4 – 8 | 1,6688 | 1,98 | 2,08 |
| 1,7/8 – 8 | 1,7938 | 2,30 | 2,41 |
| 2 – 8 | 1,9188 | 2,65 | 2,77 |
| 2,1/4 – 8 | 2,1688 | 3,42 | 3,56 |
| 2,1/2 – 8 | 2,4188 | 4,29 | 4,44 |
| 2,3/4 – 8 | 2,6688 | 5,26 | 5,43 |
| 3 – 8 | 2,9188 | 6,32 | 6,51 |
| 3,1/4 – 8 | 3. 1688 | 7,49 | 7,69 |
| 3,1/2 – 8 | 3,4188 | 8,75 | 8,96 |
| 3,3/4 – 8 | 3,6688 | 10.11 | 10,34 |
| 4 – 8 | 3,9188 | 11,57 | 11,81 |
| Источник.. Portland Bolt & Mfg. Co. | |||
Основные понятия резьбы | Park Tool
24 августа 2015 г. / Разные темы
В этой статье будут рассмотрены основы резьбовых креплений и затяжки креплений. Также будет обсуждаться использование химических фиксаторов резьбы. Понимание основных понятий, касающихся крепежа и резьбы, улучшит навыки и знания любого механика. См. статью по теме: Спецификации и концепции крутящего момента.
1
Введение в резьбу
Для эффективного обслуживания крепежа важно иметь практические знания о резьбе. Резьба представляет собой непрерывный спиральный гребень, образованный внутри (гайка) или снаружи (винт) цилиндра. Этот хребет называется герб . Между каждым гребнем находится пространство, называемое корнем . Резьбы устанавливаются под углом к оси болта или гайки. Этот наклон называется углом спирали . Угол должен быть наклонен вверх вправо (для винтов с правой резьбой) или вверх влево (для винтов с левой резьбой). Нить образует V-образную форму между гребнями. Угол этой буквы «V» называется углом резьбы и определяется инженерами по крепежу. Большинство винтовых резьб, используемых на велосипеде, имеют угол резьбы 60 градусов.
Для наружной резьбы (болты) правая резьба наклонена вправо, а внутренняя правая резьба наклонена вверх влево. Для наружной левой резьбы наклон резьбы вверх влево, а для внутренней левой резьбы наклон вверх вправо. Правый винт затягивается по часовой стрелке (вправо). Левый винт затягивается против часовой стрелки (влево). Левая резьба на велосипедах видна на приводной стороне каретки и левой педали. Обратите внимание на наклон резьбы в резьбе педалей ниже.
Резьба обозначена или названа по наружной резьбе по основному диаметру и размеру шага. Большим диаметром является наружный диаметр в верхней части гребня резьбы. Размеры резьбы указаны в номинальных размерах, а не в фактических размерах. Точное измерение немного ниже названного или номинального размера. Например, болт диаметром 6 мм может иметь размеры 5,8 мм или 5,9 мм, но он называется болтом 6 мм. Также принято использовать «M» перед размером болта, например, M6 для болта 6 мм. Примечание: Размер ключа для головки болта или гайки не используется для определения размера резьбы. Например, для обычного винта с головкой под торцевой ключ с резьбой 6 мм x 1 мм используется шестигранный ключ на 5 мм, но резьба не называется 5 мм.
Шаг резьбы – это расстояние от вершины одной резьбы до другой вершины, измеренное по длине резьбы. Шаг лучше всего измерять с помощью измерителя шага резьбы.
Так называемые «английские», «стандартные», «имперские» или SAE резьбы обозначаются по частоте количества витков на один дюйм. Это называется «количество резьб на дюйм» и сокращается как «TPI». Метрическая резьба использует прямое измерение шага в миллиметрах от вершины резьбы до соседней вершины резьбы, измеренной вдоль оси резьбы. Пример потока SAE — 9./ 16 ″ x 20 TPI (педальная резьба). Примером метрической резьбы может быть 10 мм x 1 мм (общий болт заднего переключателя). ПРИМЕЧАНИЕ. Термин «стандартная» резьба используется в основном в США. В США предполагается, что обычная резьба SAE является «стандартом».
Как правило, если шаг резьбы обозначен как TPI, это резьба SAE, а диаметр указывается в долях дюйма. Если шаг соответствует метрическим стандартам, диаметр указывается в миллиметрах. Тем не менее, некоторые стандарты резьбы будут смешивать число дюймов на дюйм с метрическим диаметром. Некоторые итальянские производители используют резьбу с метрическим диаметром и шагом резьбы SAE. Например, «итальянский» стандарт резьбы нижнего кронштейна составляет 36 мм x 24 витка на дюйм, а некоторые задние оси итальянского производства имеют размер 10 мм х 26 витков на дюйм.
Резьба иногда обозначается как «тонкая» или «грубая». Мелкая резьба будет иметь относительно небольшой размер шага, и нити будут расположены ближе друг к другу. Крупная резьба имеет относительно больший шаг, и резьбы будут дальше друг от друга. Резьбы с мелким шагом иногда используются для регулировки. Регулировочные винты переключателя обычно имеют шаг 0,75 мм. Четверть оборота винта переключателя продвигает конец винта всего на 0,19 мм. Мелкая резьба будет иметь меньшую глубину по сравнению с крупной резьбой, и, следовательно, ее легче зачистить. Крупная резьба более устойчива к зачистке, но также менее эффективна в передаче крутящего момента (вращения) в натяжение нити. Как правило, мелкий шаг легче затянуть, поскольку натяжение достигается при меньших крутящих моментах. На изображении ниже два болта одинакового диаметра увеличены с помощью оптического компаратора. Обратите внимание, что относительно более грубая резьба глубже по сравнению с тонкой резьбой.
Для взаимозаменяемости и соответствия резьбы диаметр и шаг должны совпадать. Другим важным аспектом посадки резьбы и взаимозаменяемости является диаметр делительного кольца . Делительный диаметр — это диаметр резьбы в точке, где ширина резьбы и ширина канавки между витками равны. Диаметр шага трудно измерить напрямую без специальных инструментов, таких как оптический компаратор. Например, у вас может быть одна нижняя скоба, которая, кажется, легко подходит к корпусу велосипеда. Тем не менее, сменная нижняя скоба другой марки может плотно подойти к тому же велосипеду. Вероятно, два нижних кронштейна различаются по диаметру шага.
Даже если резьба имеет правильный размер, при зацеплении между внешней и внутренней резьбой будет люфт или перекос. Этот люфт является нормальным явлением и исчезает при затягивании крепежа. Резьба может быть немного больше или меньше идеальной, и все же деталь будет функционировать должным образом. Однако, если допуски превышены, для установки детали может потребоваться чрезмерное усилие, или посадка может быть довольно небрежной, а резьба может выйти из строя во время затяжки.
Болты и винты изготавливаются с различной степенью прочности. Существует рейтинговая система, которая используется для маркировки и идентификации большинства промышленных болтов. Однако в велосипедной промышленности обычно используются фирменные болты без какой-либо маркировки. Система SAE (Общества автомобильных инженеров) оценивает болты от класса 1 до класса 8. Прочность на растяжение увеличивается с номером. Метрические болты имеют «класс прочности» — систему с двумя числами, разделенными десятичной точкой.
2
Нарезание резьбы и ремонт
Нарезание резьбы на кронштейне переключателя с помощью TAP-10 и TH-2
Нарезание вилки с помощью FTS-1
Метчики и плашки могут нарезать резьбу. Метчики нарезают внутреннюю резьбу, такую как корпус каретки в раме. Плашки нарезают наружную резьбу, например рулевую колонку. Резьбу также можно нарезать на токарном станке или накатать, например, резьбу на конце спицы или на оси втулки. Например, обычный диаметр спицы составляет 2 мм. Однако резьба спицы больше (2,2 мм), чем у вала 2,0 мм. Это связано с тем, что гребень был смещен вверх при намотке нитей.
Когда резьба повреждается, иногда есть варианты ремонта. Как правило, когда внутренняя резьба повреждается, она повреждается в конце резьбы, а не в середине. Если произошло лишь незначительное повреждение, можно повторно нарезать резьбу. Это предполагает, что осталось достаточно неповрежденной резьбы, чтобы обеспечить надлежащую герметичность. В качестве практического испытания, после нарезания резьбы, слегка превысьте рекомендуемый крутящий момент. Если нить будет ослаблена, она сорвется и не пройдет это испытание. Если нить не рвется, значит нить подходит и должна выдержать использование.
Внутренняя резьба иногда может быть отремонтирована с помощью системы катушек. Компании Recoil® и Helicoil® поставляют метчик, вставки катушки и привод катушки. Поврежденная резьба высверливается до определенного размера. Новые более крупные резьбы устанавливаются с помощью метчика определенного размера. Вставленная катушка имеет внешний диаметр метчика, но внутренний диаметр катушки соответствует оригинальной резьбе.
Метчики и плашки нарезаются под нужную резьбу, а также имеют угол наклона спирали. Это труднее увидеть, потому что резьба не сплошная вокруг метчика или матрицы. В штампе область резания называется «угодьями». Земли разделены «каннелюрами», промежутком между землями. Метчики большего размера, как правило, изготавливаются как метчики со «пропускными зубьями», в которых отсутствует любая вторая резьба. Это помогает предотвратить накопление срезанного материала в метчике.
Иногда можно нарезать поврежденную внутреннюю резьбу до большего размера, а затем использовать соответствующий болт или винт. Этот ремонт может не сработать, если вокруг поврежденной резьбы осталось немного лишнего материала. Если внутренняя резьба представляет собой каретку, следующая большая резьба часто представляет собой «итальянскую» резьбу 36 мм. Этот ремонт иногда возможен, но перед нарезанием резьбы на каретке необходимо удалить всю резьбу. Оригинальный внутренний диаметр резьбы составляет приблизительно 34 мм. Внутренний диаметр корпуса каретки должен быть 35 мм, чтобы правильно нарезать резьбу 36 мм. Как правило, переход каретки к более крупному стандарту 36 мм x 24TPI является очень сложным медленным процессом. К кранам тоже очень тяжело.
Другим вариантом восстановления некоторых внешних потоков является файл потока. Они доступны как с шагом резьбы SAE («английский»), так и с метрической резьбой. Этот инструмент действует как «прямая матрица» и срезает металл со сплющенной резьбы. Держите матрицу параллельно углу спирали и протолкните напильник поперек поврежденной резьбы.
3
Размер сверла для метчика
При нарезании новой резьбы в глухом отверстии размер отверстия должен соответствовать размеру метчика. Этот размер называется размером резьбового сверла. Метчик срезает и снимает определенное количество металла, оставляя внутреннюю резьбу. Если отверстие слишком маленькое, метчику будет трудно удалить материал, и потребуется большое усилие для поворота метчика. Метчик застрянет в отверстии и начнет истирать и вытягивать материал, оставляя плохую внутреннюю резьбу. Если отверстие слишком большое, метчик врежется без особых проблем, но внутренняя резьба не будет соответствовать размеру болта/винта, и весьма вероятен отказ во время затяжки или использования.
Руководства по механической обработке содержат таблицы и диаграммы для определения правильного размера сверла для метчика. Если таблица отсутствует, можно использовать простую формулу как для SAE (дробной), так и для метрической резьбы.
Размер сверла метчика = Номинальный размер метчика – шаг
Например, отверстие требуется для резьбы 1/4″ x 20 на дюйм. Существует простое преобразование резьбы на дюйм в шаг. Шаг (расстояние от гребня до гребня) является обратным значением количества витков на дюйм. Для 20 витков на дюйм 1/20 соответствует шагу 0,05 дюйма. Правильный размер отверстия в этом примере будет 9.0994 0,25-0,05 = 0,20 дюйма или сверло 13/64 дюйма.
Обратите внимание, что чем крупнее резьба, тем больше разница между размером сверла и размером метчика. Более тонкие резьбы будут иметь меньшую разницу между размером метчика и отверстия. Для резьбы 1/4 дюйма x 28 витков на дюйм потребуется сверло диаметром 0,214 дюйма. В другом примере размер метчика для резьбы 9/16 дюйма x 20 витков на дюйм будет следующим: 0,5625 – 0,05 = 0,5125 дюйма. В дробном размере это номинально 33/64 дюйма.
В метрическом примере отверстие необходимо для резьбы 5 мм x 0,8 мм. Правильный размер отверстия будет 5 мм – 0,8 мм = 4,2 мм, что составляет примерно 5/32 дюйма.
4
Подготовка резьбы
Возникает сопротивление повороту болта, так как крепеж затягивается. Некоторое сопротивление возникает из-за трения и трения между внутренней и внешней поверхностями резьбы. Из-за этого резьбу обычно готовят со смазкой. Это может быть жидкая смазка, консистентная смазка или противозадирный состав. Даже жидкие фиксаторы резьбы обеспечивают некоторую смазку во время затяжки. Согласно простому эмпирическому правилу, если размер резьбы небольшой, например, стяжной болт переключателя передач, достаточно жидкой смазки. Если резьба большая или крутящий момент относительно высокий, например, резьба педали или каретка, используйте смазку или противозадирный состав. Однако бывают ситуации, когда производитель может рекомендовать не смазывать крепеж. Полезно смазывать резьбу и под головкой болта, особенно когда головка болта поворачивается во время затяжки.
Резьбовые фиксаторы представляют собой специальные клеи, используемые во многих отраслях промышленности и во многих областях. Они доступны через Park Tool. Общедоступные резьбовые фиксаторы называются «анаэробными». Эти жидкости отверждаются независимо от воздуха, затвердевают и расширяются. Это затвердевание и расширение — вот что придает этим материалам их особую особенность. Тем не менее, резьбовые фиксаторы не следует использовать для замены надлежащего крутящего момента и предварительной нагрузки, когда важна зажимная нагрузка.
Производители велосипедных компонентов иногда используют «аэробные» или «сухие» фиксаторы резьбы для своих продуктов, например, на болтах тормозных суппортов. Этот компаунд действует в первую очередь как наполнитель резьбы. Если деталь снять, компаунд имеет тенденцию к разрушению, поэтому используйте жидкий резьбовой фиксатор для дополнения.
Резьбовые фиксаторы бывают разной прочности. Шкафчики для более легких условий эксплуатации считаются «съемными для обслуживания» и обычно могут быть удалены с помощью обычных процедур обслуживания. Есть составы более прочные, и при разборке часто требуются дополнительные процедуры, например, нагрев феном.
Большинство резьбовых герметиков предназначены для металлов. Обычно они не предназначены для использования с пластиком и могут как упрочнять, так и ослаблять пластик.
Удерживающие компаунды предназначены для запрессовки, например, запрессованных шпилек. Удерживающие составы, как правило, имеют более высокую вязкость, чем резьбовые герметики. Многие фиксирующие составы требуют специальной техники удаления, такой как избыточное усилие или мягкий нагрев. Удерживающие составы могут обеспечить полезный ремонт краевых запрессовок, таких как чашка гарнитуры, которая плохо прилегает к раме.
Многие механики имеют привычку наносить резьбовой герметик на наружную резьбу. Обычно это не проблема, но в некоторых случаях это неуместно. По мере того, как детали соединяются вместе, излишки соединений отступают к головке резьбы, где они распространяются. Другие части могут быть случайно загрязнены. Например, жидкий состав, нанесенный на болт консольной тормозной втулки, может попасть в шарнир тормозного рычага. Компаунд в этом случае следует наносить во внутреннюю резьбу, на саму бобышку. Кроме того, будьте осторожны при нанесении составов на амортизаторы подвески. Продумайте процесс, куда уйдут излишки состава, и вытрите излишки после стяжки деталей.
Каждый производитель резьбовых фиксаторов публикует рекомендации для своего конкретного резьбового фиксатора. Ниже представлены продукты Park Tool.
- Park Tool TLR-1: резьбовой фиксатор средней прочности, съемный для обслуживания (болты крепления фляги и т. д.)
- Park Tool TLR-2: высокопрочный фиксатор резьбы (для удаления может потребоваться мягкий нагрев)
- Park Tool RC-1: прочный удерживающий состав (для удаления может потребоваться мягкий нагрев)
- Park Tool AP-1: грунтовка, помогающая RC-1 закрепить
Противозадирные составы, такие как противозадирный состав Park Tool ASC-1, обычно представляют собой смесь тонкоизмельченных материалов, таких как никель, графит, свинец, медь, алюминий, цинк и молисульфид, смешанных с минеральными маслами. . Эти соединения обеспечивают хороший изолирующий слой между металлами, предотвращая заедание резьбы. Эти составы обеспечивают гораздо более длительную защиту в неблагоприятных и влажных условиях по сравнению со смазкой. Различные сорта и типы компаундов различаются в зависимости от их способности работать при высоких температурах, тяжелых нагрузках, химическом воздействии и стрессе. Однако стресс и нагрузки, испытываемые при езде на велосипеде, меньше, чем в автомобилях, для которых предназначены эти составы. Соблюдайте осторожность при нанесении этих составов и следуйте указаниям производителей по технике безопасности.
5
Шайбы, стопорные шайбы и контровочная проволока
Шайбы часто используются с резьбовым креплением. Шайба распределяет нагрузку вокруг болтового соединения. Кроме того, шайба снижает трение при вращении болта. Как правило, лучше всего иметь шайбу под поворотной частью крепежа, гайкой или головкой. Пример использования шайбы находится под головкой кривошипного болта. Шайба распределяет давление на алюминиевый рычаг и позволяет полностью затянуть болт.
Так называемые «стопорные шайбы» обычно не имеют плоской поверхности, а имеют деформированную или звездообразную поверхность. Идея заключается в том, что шайба «вгрызается» в материал соединения и помогает предотвратить его ослабление. «Разрезная стопорная шайба» мягко надавливает на гайку и болт, когда они сжимаются, что теоретически помогает удерживать крепеж. Если резьба очень плохо затянута, стопорная шайба может помочь в дальнейшем ослаблении. Однако стопорные шайбы ничего не добавляют с точки зрения «удерживающей способности» соединения, которое полностью затянуто. Предварительная нагрузка полностью затянутого болта намного превышает нагрузку, создаваемую стопорной шайбой.
Контровочная проволока — это тонкая проволока, которая используется для фиксации крепежных деталей. Это полезная техника для предотвращения повреждений от выворачивания болта и удара по другому оборудованию. Контровочная проволока широко используется в сфере обслуживания самолетов и автомобильных гонок. Болт, стучащий о моторный отсек, может нанести ущерб. В головке или хвостовике болта просверливается отверстие. Проволока проходит через отверстие и направляется таким образом, чтобы сохранялось натяжение. Однако эта тонкая проволока не удерживает болт от ослабления. Цель состоит в том, чтобы просто удержать болт на месте, если он ослабнет.
6
Резьба для велосипедной промышленности
Велосипедная промышленность имеет долгую историю использования множества различных стандартов резьбы. Используются как фракционные, так и метрические размеры. Некоторые нити также используются почти исключительно в велосипедной промышленности. Ниже приведена таблица некоторых потоков и их использования. Эта таблица не претендует на то, чтобы быть полной и исчерпывающей. Всегда измеряйте диаметр и шаг, когда это возможно, чтобы определить резьбу.
| Номинальный размер резьбы | Пример использования велосипеда |
|---|---|
| 2,2 мм x 56 точек на дюйм | Обычная резьба для спиц 2 мм |
| 3 мм х 0,5 мм | Регулировочные винты дропаута, некоторая фурнитура переключателя, вспомогательное оборудование |
| 4 мм х 0,7 мм | Некоторые ограничительные винты переключателя (стандарт DIN) |
| 4 мм х 0,75 мм | Общий ограничительный винт переключателя (стандарт JIS) |
| 5 мм х 0,8 мм | Множество применений на велосипедах, в том числе стяжные болты/гайки переключателя передач, крепежные болты дискового ротора, крепления крыльев и стоек, болты каркаса бутылки с водой и другие. |
| 6 мм х 1 мм | Много применений на велосипедах, в том числе крепежные болты тормозных суппортов, болты/гайки тормозных колодок, некоторые стойки крыльев, некоторые регулировочные барабаны тормозов. |
| 7 мм х 1 мм | Некоторые болты крепления руля |
| 5/16 дюйма x 24 точки на дюйм | Передние ступицы, сплошная ось, менее дорогие велосипеды |
| 8 мм х 1 мм | Квадратные шатунные болты, ступицы переднего цельного моста, крепеж системы подвески |
| 8 мм х 1,25 мм | Фурнитура штока, кривошипные гайки шпильки, подвеска |
| 8 мм х 0,75 мм | Болт звездочки |
| 9 мм х 1 мм | Ступицы передние, быстросъемные, азиатский производитель |
| 9 мм x 26 точек на дюйм | Передние ступицы, Campagnolo® |
| 3/8 дюйма x 24 точки на дюйм | Некоторые велосипеды с твердой осью, включая ножной тормоз |
| 3/8 дюйма x 26 точек на дюйм | Прочная задняя ось |
| 10 мм х 1 мм | Большинство быстросъемных задних мостов, болты крепления переключателя передач, регулировочные втулки тормозного рычага |
| 10 мм x 26 точек на дюйм | Задний мост, быстросъемный, Campganolo® |
| 12 мм х 1 мм | Некоторые шлицевые болты шатунов |
| 1/2 дюйма x 20 точек на дюйм | Резьба педали, цельные шатуны |
| 9/16 дюйма x 20 точек на дюйм | Резьба педали – обычные трехкомпонентные шатуны |
| 14 мм х 1 мм | Увеличенные оси Frestyle |
| 15 мм х 1 мм | Шатунный болт, Octalink® и ISIS Drive® |
| 1 дюйм x 24 точки на дюйм | Резьбовые гарнитуры, стандарт один дюйм |
| 1-1/8 дюйма x 26 точек на дюйм | Резьбовая гарнитура, стандарт 1-1/8 дюйма |
| 1-1/4 дюйма x 26 точек на дюйм | Резьбовая гарнитура, стандарт 1-1/4 дюйма |
| 1,37 дюйма x 24 точки на дюйм | Нижние кронштейны, ISO/English/BSC и резьбовые ступицы свободного хода |
| 1-3/8 дюйма x 26 точек на дюйм | Каретки старшего «Рэли» трехступенчатые |
| 36 мм x 24 точки на дюйм | Нижние кронштейны с резьбой «итальянские» |
| 47 мм x 1 мм | Нижние кронштейны с резьбой T47 |
В этой статье
1Введение в темы
2Формирование и восстановление резьбы
Размер сверла с 3 метчиками
4Подготовка резьбы
5 Шайбы, стопорные шайбы и контровочная проволока
6 Резьба для велосипедной промышленности
Наверх
A Учебник по резьбе болтов и винтов
Если вы ищете измерительные инструменты, начните с этих:
Измеритель шага резьбы: Измеряет шаг резьбы для стандартных и метрических болтов. Не очень хорошо работает с орехами.
Измеритель болтов: Измеряет стандартный и метрический диаметры болтов. Не работает для орехов.
Устройство для проверки резьбы гаек и болтов: Сочетает в себе функции измерителя шага и калибратора болтов. Работает с гайками и болтами. Не подходит для действительно большого оборудования размером более 1/2 дюйма
Это болт или винт?
Технически «болт » и «винт » могут на самом деле оба относятся к одному и тому же аппаратному обеспечению, но определение меняется в зависимости от использования. Используется с гайкой, это болт. Когда ты превратить его в неподвижный объект с резьбой, такой как блок двигателя, это винт. Для наших целей это не имеет особого значения, но вы должны знать что «болты», которые вы покупаете в строительном магазине, могут называться «колпачками». винты» в каталоге промышленных товаров.
Мы будем называть оборудование, которое измеряется в дюймах, « стандарт ». Просто помните, когда читаете: метрическая система = миллиметры. Стандарт = дюймы.
Части болта и обозначение размера болта
Сначала взгляните на детали болта. У вас есть головка, хвостовик без резьбы и хвостовик с резьбой.
Части болта
Головка и стержень являются основными частями болта. Иногда вам нужно купить очень длинный болт и обрезать его, чтобы получить более длинный стержень без резьбы для таких вещей, как штифты скобы.
Каждый болт можно описать диаметром, шагом резьбы и длиной резьбы. Обозначение для этого в метрических единицах:
M<диаметр в мм>–<шаг в мм>x<длина в мм>
Таким образом, метрический болт или винт длиной 30 мм с диаметром 8 мм и шагом 1,25 будет выглядеть так: :
M8-1,25×30 мм
Обозначение в стандарте:
<диаметр в дюймах>–<шаг в дюймах>x<длина в дюймах>
Таким образом, стандартный болт или винт длиной 2 1/2 дюйма, диаметром 3/8 дюйма и шагом 24 дюйма будет выглядеть следующим образом:
3/8-24×2 1/2 дюйма компонентов и как получить нужные нам числа.
Числа и системы измерения
Оборудование по всему миру (а, да, и в США тоже…) поставляется в метрических и стандартных . В строительном магазине есть один раздел для стандартных и один раздел для метрических.
Наиболее распространенной метрической единицей для оборудования является миллиметр . Шаг и длина резьбы обычно выражаются в миллиметрах. Наиболее распространенной стандартной единицей аппаратного обеспечения является -дюймовая -дюймовая. В хозяйственном магазине вы бы попросили болт длиной 3 дюйма, а не болт длиной 0,25 фута. Метрическая фурнитура всегда все метрическая и все его измерения будут представлены в метрических единицах. Не бывает болта диаметром 10 мм с резьбой 20 на дюйм. подача. Точно так же стандартное оборудование всегда все стандартные .
Иногда можно определить, является ли аппаратура метрической или
стандарт от его маркировки, но это не всегда так. Ты можешь
нужно сделать обоснованное предположение. Если вы работаете на Honda CBR
мотоцикл, вы знаете, что это японский и что они используют метрическую фурнитуру
по всему велосипеду. Поэтому случайный болт на байке будет
метрика. Если вы работаете над своей американской компанией Caterpillar
бульдозер, вы, вероятно, можете предположить, что большая часть оборудования
стандарт.
К сожалению, многие легковые и грузовые автомобили имеют смешанное оборудование. когда компоненты производятся в разных странах. Вы могли бы иметь Форд грузовик с метрическим двигателем и стандартной подвеской аппаратное обеспечение. Это очень раздражает.
Как измерить диаметр болта
Это наружный диаметр резьбы. Если вы посмотрите на
стороне болта, это измерение идет от «пика» резьбы на
сверху до пиков нити снизу. Если кто-то скажет: «5/8 дюйма
болт», они говорят о болте, который составляет 5/8 дюйма от вершины до вершины.
Диаметр метрической резьбы указывается с шагом в 1 миллиметр. Стандарт
резьба идет с шагом 1/16 дюйма.
Измерение диаметра болта
Резьба болтов имеет вершины и впадины. Измерьте диаметр болта по вершинам.
Если вы смотрите на болт и хотите определить, стандартные или метрические, измерение диаметра — сложный способ, потому что:
- Некоторые метрические размеры очень близки к стандартным размерам SAE.
- Крепежные изделия имеют допуски, что означает, что болт 3/16 дюйма, который вы покупаете,
на резьбе, вероятно, не будет точно 3/16 дюйма – будут
несколько процентных пунктов дисперсии.
- Грязные рулетки/линейки не точны. Измерение тонкого болта на рулетке с толстыми маркерными линиями довольно неточно.
- Диаметр часто меняется по длине болта. В
начало резьбы диаметр будет наименьшим, чтобы помочь получить болт
началось, когда вы запустили его. Остальные темы обычно
немного меньше заявленного диаметра. Если болт не полностью
с резьбой, часть без резьбы будет самой толстой.
- Если ваше оборудование имеет покрытие, которое обычно защита от коррозии, это также увеличивает диаметр. это красиво минуту, но иногда вы получите что-то вроде толстого гальванического покрытия.
Вывод таков: если вы хотите определить,
метрический или стандартный, диаметр не обязательно является хорошим показателем, если только вы не
опытный.
Чтобы определить, является ли болт метрическим или стандартным, используйте калибр для измерения диаметра болта и , затем проверьте его с помощью калибра для шага . Не полагайтесь исключительно на измеритель диаметра, чтобы сказать вам, является ли он метрическим или стандартным.
Чтобы увидеть разницу, которая может возникнуть на высококачественном болте, посмотрите на грубый болт 5/8 дюйма ниже. это высокое качество
Деталь американского производства с хорошо нанесенным тонким цинковым покрытием. Давайте измерим диаметр на кончике, резьбовой части хвостовика и нерезьбовой части хвостовика.
Болт 5/8 дюйма
Болт 5/8 дюйма — размер наконечника — 0,555 дюйма
Болт 5/8 дюйма — размер хвостовика с резьбой — 0,619 дюйма
Болт 5/8 дюйма — без резьбы Размер хвостовика — 0,621 дюйма
Обратите внимание, что 5/8 дюйма = 0,625 дюйма, но на самом деле болт никогда не бывает полным 0,625 дюйма. Разница в несколько тысячных дюймов довольно типична. Вынос здесь на самом деле все вещи производятся в пределах некоторого допуска. Высокая качественное оборудование имеет более низкие допуски, что означает, что ваши гайки и болты комбо может обеспечить предсказуемое усилие зажима.
Как измерить шаг резьбы болта
Шаг резьбы — это просто количество витков резьбы на единицу длины. В метрическая, это будет выглядеть как 1,25 витка на миллиметр; в стандарте это может быть 16 нитей на дюйм.
Измерение шага метрической резьбы
Болт с резьбой 1,00 на миллиметр. Считаем нити в начале линейки до отметки 1 сантиметр (это 10 мм) – будет 10 нитей. 10 нитей/10 миллиметров = 1 нить/миллиметр. Шаг 1.00.
Измерение шага стандартной резьбы
Болт с резьбой 18 на дюйм. Считайте нитки от начала линейки до отметки 1 дюйм — будет 18 нитей. 18 ниток/дюйм. Шаг 18.
Крупная и тонкая резьба
Каждый диаметр стандартной и метрической фурнитуры имеет два стандартных шага , крупный и мелкий . Это означает, что в вашем хозяйственном магазине будет только 2 поля для Болт диаметром 3/8″, 2 шага для болта 3/4″, 2 шага для болта 5 мм, 2 шага для болта 12 мм и так далее. Грубый шаг, обычно называемый до грубая резьба – это шаг с меньшим числом резьб. Мелкий шаг или мелкая резьба имеет большее количество ниток. Итак:
Для любого болта 3/8” с крупной резьбой шаг 16.
Для любого болта 3/8” мелкой резьбы шаг 24.
купите болт 3/8″, вы можете получить его либо с крупной резьбой (3/8″-16), либо с мелкой резьбой (3/8″-24).
Крупная резьба против мелкой резьбы
3/8″ грубая слева (3/8″-16). 3/8 дюйма справа (3/8 дюйма-24). Для болта диаметром 3/8″ это единственные два шага, которые вы найдете в хозяйственном магазине.
Как определить шаг резьбы болта?
У вас есть 3 варианта:
1) Используйте другой болт. Если у вас есть другой болт или винт и вы знаете диаметр и шаг, вы можете положить его поверх неизвестный. Если они зацепляются, то имеют одинаковый шаг. Это очень эффективен и хорошо работает в хозяйственном магазине.
Измерение шага с помощью болта с одинаковым шагом — сетчатый
Они совпадают! Эти болты ИДЕАЛЬНО входят в зацепление по резьбе и имеют одинаковый шаг.
Измерение шага с помощью болта с одинаковым шагом — без сетки
Они НЕ СООТВЕТСТВУЮТ! Эти болты НЕ зацепляются друг с другом, поэтому у них разный шаг резьбы.
2) Используйте гайку. Если у вас есть гайка и вы знаете диаметр и шаг, можно попробовать подкрутить. Иногда болт, который вы необходимо заменить имеет поврежденную резьбу и гайка не идет на нее, так что это не всегда работает.
“Измерение” шага с помощью гайки с одинаковым шагом
Размер гайки 5/16″-18, поэтому размер болта также 5/16″-18. Если резьба искривлена или сорвана, особенно на кончике, у вас могут возникнуть проблемы с навинчиванием гайки.
3) Используйте калибр для измерения шага резьбы. Вы можете купить их за
несколько долларов. Они работают так же, как описанный выше трюк с болтами, но они также
На манометре должны быть напечатаны числа, чтобы вы сразу знали
подача.
В некоторых хозяйственных магазинах на полках висит немного отличающееся простое в использовании устройство для проверки резьбы — оно состоит из нескольких болтов и
гайкообразные детали с популярными сочетаниями шага и диаметра. Ты только
нужно покрутить гайку или вкрутить болт, чтобы найти правильный шаг
и диаметр. Это хорошо, потому что они подходят для болтов и гаек, но они часто не подходят для действительно больших деталей с шагом и диаметром.
Измерители шага можно найти в метрическом и стандартном исполнении:
Метрический измеритель шага
Измеряет число витков на миллиметр. Обратите внимание на ММ после каждого числа.
Стандартный калибр
Измеряет количество витков на дюйм.
Из трех методов измерение шага является самым удобным и надежным. но два других работают нормально в крайнем случае. Вот датчик шага в действие:
Датчик шага в действии – сетка
Эта подача соответствует. Это стандартный калибр шага и 16 спичек, поэтому можно сказать, что этот шаг составляет 16 нитей на дюйм.
Датчик шага в действии — без сетки
Эта высота НЕ соответствует. Это стандартный калибр шага, поэтому мы можем сказать, что этот шаг НЕ 24 витка резьбы на дюйм.
Марки болтов и твердость
Фурнитура также оценивается по твердости. В основном повышенная твердость. рейтинг означает, что произведение может выдержать определенное количество злоупотреблений, прежде чем оно выйдет из строя. В вашем распоряжении три категории твердости гаек и болтов. местный хозяйственный магазин:
- Вещи, которые не должны перевозиться в вашем грузовике
- Более твердые вещи
- Хорошие вещи
Вы можете узнать #2 и #3 в хозяйственном магазине по маркировке на голова. На стандартных болтах № 2 и № 3 будут выпуклые радиальные линии: В 5 классе 3 строки, а в 8 классе 6 строк. Восьмой класс сложнее.
Стандартные болты
Стандартные болты слева направо: болт без номинала, более прочный болт класса 5 (3 радиальных линии), еще более прочный болт класса 8 (6 радиальных линий). Цвет не имеет отношения к рейтингу, это только тип отделки.
Метрические болты имеют систему нумерации. Отметка «8.8» соответствует стандарту Grade 5. Отметка «10.8» соответствует стандарту Grade 8. имеет самую низкую твердость. Иногда этот материал не отмечен на глава.
Какой класс болтов следует использовать?
Номер один в приведенном выше списке — низкосортный материал. Вы могли бы использовать его
возможно, для удержания панелей отделки, или, может быть, вы используете его для
легкая магазинная тележка. В автомобиле, подверженном вибрации и
удар (то есть все транспортные средства), это оборудование сломается, если вы воткнете его
критические места. Если вы попытаетесь прикрутить генератор с низким
классный болт, вы, вероятно, окажетесь со срезанным болтом, застрявшим в вашем
блок двигателя или головка. Если вы закрепите листовые рессоры без маркировки
оборудование, в конечном итоге вас отбуксируют. Немаркированное и низкокачественное оборудование
слабый и небезопасный в критических приложениях, которые испытывают много стресса и
вибрация.
Вы можете использовать материал #2 (класс 5 или 8.8) во многих местах, но если вы покупаете коробку болтов, вы можете просто купить класс 8 или 10.8. Почему? Вам наверняка понадобится материал класса 8/10.8, удерживающий вашу лебедку, держит подвеску вместе и все в таком духе. 8 класс и 10.8 будет сопротивляться разрушению или изгибу от сил, которые могли бы сломать или гнутая фурнитура класса 5/8.8. Если у вас нет большого практического опыта или вы инженер, который регулярно проектирует самые прочные соединения с самое дешевое оборудование, тогда вы можете выбрать класс 8 / 10.8.
В хозяйственном магазине не всегда есть то, что вам нужно….
Иногда вы просто не можете использовать хозяйственное оборудование в каждом отдельном случае.
заявление. Например, в некоторых двигателях используются болты с пределом текучести.
прикрутить головки к двигателю. Их обычно заменяют новыми.
заводское железо, когда сдергиваешь голову (или всегда можно достать
комплект закаленных шпилек…). Такой вид крепления встречается относительно редко.
хотя – в основном вы найдете его на двигателе, а не на подвеске.
Скорее всего, если вы выполняете работу, требующую крутящего момента для выхода
болты, это будет непростая работа, и вы будете читать о
это в мануале. Аппаратное обеспечение с крутящим моментом почти всегда будет дилером
или пункт специального заказа послепродажного обслуживания.
Два правила выбора класса оборудования
Убедитесь, что вы используете «наборы» оцениваемого оборудования. Гайки и шайбы также бывают градуированными. Не используйте гайку более низкого качества с гайкой более высокого качества! В как минимум, вы можете обнаружить, что обрываете нити некачественная деталь, когда вы затягиваете вещи. Смешивание сортов побеждает целью использования более высокого класса, поэтому убедитесь, что все совпадает. Если вы используете болт класса 8 с гайкой класса 1, у вас будет класс 1 соединение.
Если какое-либо оборудование не имеет маркировки, а у вас нет коробки или вы не знаете, откуда оно взялось, считайте его некачественным и некачественным.
Большинство производителей автомобилей и мотоциклов используют оборудование без маркировки.
транспортные средства – это совершенно нормально для использования, так как вы знаете происхождение (вы
может все еще иногда хотеться обновить аппаратное обеспечение, которое, как известно,
потерпеть неудачу). Если вы покупаете коробку орехов класса 8, орехи могут иметь, а могут и не иметь
Маркировка классов. Если не знаешь историю или железку, не устанавливайте его там, где низкокачественная деталь может выйти из строя.
Как измерить длину болта
Длина болта НЕ включает головку. Он включает только резьбовой и нерезьбовой хвостовик. Измерьте расстояние от головы до кончика. Как и болт ниже, некоторые из них немного короче заявленной длины.
Правильный способ измерения длины болта
Измерьте расстояние от головы до кончика. Он был куплен как болт 1 1/4 дюйма, но он немного коротковат!
Неправильный способ измерения болта
Не включать головку. Есть тонкие головки, тяжелые головки, фланцевые головки и т. д. – они разной толщины и никогда не включаются в длину.
Где купить оборудование?
Вот наш совет: ваши лучшие источники — магазины промышленных товаров. (как локально для вас, так и в Интернете) и в ваших местных хозяйственных магазинах. У нас есть обнаружил, что многие крупные магазины товаров для дома и общие универмаги (места, где продаются игрушки, одежда и скобяные товары) продают оборудование более низкого качества по более высокой цене.
Существует такое понятие, как контрафактное оборудование, так что покупайте где-нибудь вы доверяете. Если вы покупаете болты 1/2 дюйма для крепления бампера лебедки, вы вам не нужно дешевое оборудование на вашем полноприводном автомобиле, когда вы свисаете с утес.
Покупать оптом дешевле и очень удобно иметь, скажем, коробка болтов 3/8”-16×1 1/4” с другой коробкой гаек 3/8” и шайбы.
Таблица шагов резьбы | Компания Southern Fasteners & Supply
В серии «Резьба» представлены различные комбинации диаметра/шага, которые измеряются количеством витков резьбы на дюйм (TPI), применительно к одному диаметру. Включает стандартную винтовую и метрическую резьбу.
| СТАНДАРТНАЯ РЕЗЬБА | |||||||
|---|---|---|---|---|---|---|---|
| НОМИНАЛЬНЫЙ | СТАНДАРТНЫЙ ГРУБЫЙ | ШТРАФ | ЭКСТРАТОНКИЙ | АСМЕ | |||
| Диаметр (дюймы) | РАЗМЕР | УНК | ООН | УНФ | УНС | UNEF | |
| 0,060 | 0 | 80 | |||||
| 0,073 | 1 | 64 | 72 | ||||
| 0,086 | 2 | 56 | 64 | ||||
| 0,099 | 3 | 48 | 56 | ||||
| 0,112 | 4 | 40 | 48 | ||||
| 0,125 | 5 | 40 | 44 | ||||
| 0,138 | 6 | 32 | 40 | ||||
| 0,164 | 8 | 32 | 36 | ||||
| 0,190 | 10 | 24 | 32 | ||||
| 0,216 | 12 | 24 | 28 | 80 | |||
| 0,250 | 1/4 | 20 | 28 | 32 | 16 | ||
| 0,3125 | 16/5 | 18 | 24 | 32 | 14 | ||
| 0,375 | 3/8 | 16 | 24 | 32 | 12 | ||
| 0,4375 | 16. 07 | 14 | 20 | 28 | 12 | ||
| 0,500 | 1/2 | 13 | 20 | 28 | 10 | ||
| 0,5625 | 16 сентября | 12 | 18 | 24 | |||
| 0,625 | 5/8 | 11 | 18 | 24 | 8 | ||
| 0,750 | 3/4 | 10 | 16 | 20 | 6 | ||
| 0,875 | 7/8 | 9 | 14 | 20 | 6 | ||
| 1.000 | 1 | 8 | 12 | 14 | 20 | 5 | |
| 1,125 | 1 1/8 | 7 | 8 | 12 | 18 | 5 | |
| 1.250 | 1 1/4 | 7 | 8 | 12 | 18 | 5 | |
| 1,375 | 1 3/8 | 6 | 8 | 12 | 18 | 4 | |
| 1. 500 | 1 1/2 | 6 | 8 | 12 | 18 | 4 | |
| 1,625 | 1 5/8 | 8 | 18 | 4 | |||
| 1,750 | 1 3/4 | 5 | 8 | 4 | |||
| 1,875 | 1 7/8 | 8 | 4 | ||||
| 2.000 | 2 | 4 1/2 | 8 | 4 | |||
| 2,250 | 2 1/4 | 4 1/2 | 8 | 3 | |||
| 2.500 | 2 1/2 | 4 | 8 | 3 | |||
| 2,750 | 2 3/4 | 4 | 8 | 3 | |||
| 3.000 | 3 | 4 | 8 | 2 | |||
| 3,250 | 3 1/4 | 4 | 8 | 2 | |||
| 3. 500 | 3 1/2 | 4 | 8 | 2 | |||
| 3,750 | 3 3/4 | 4 | 8 | 2 | |||
| 4.000 | 4 | 4 | 8 | 2 | |||
| МЕТРИЧЕСКАЯ РЕЗЬБА | ||
|---|---|---|
| Номинальный диам. (млн.) | СТАНДАРТНЫЙ ГРУБЫЙ | ШТРАФ |
| 0,5 | 0,125 | |
| 1 | 0,250 | |
| 1,2 | 0,250 | |
| 1,4 | 0,300 | |
| 1,6 | 0,350 | |
| 1,8 | 0,350 | |
| 2 | 0,400 | |
| 2,2 | 0,450 | |
| 2,5 | 0,450 | |
| 2,6 | 0,450 | |
| 3 | 0,500 | |
| 3,5 | 0,600 | |
| 4 | 0,700 | |
| 5 | 0,800 | |
| 6 | 1. 000 | |
| 7 | 1.000 | |
| 8 | 1,250 | 1.000 |
| 10 | 1 500 | 1,250 |
| 12 | 1,750 | 1,250 |
| 14 | 2.000 | 1 500 |
| 16 | 2.000 | 1 500 |
| 18 | 2,500 | 1 500 |
| 20 | 2,500 | 1 500 |
| 22 | 2,500 | 1 500 |
| 24 | 3.000 | 2.000 |
| 27 | 3.000 | 2.000 |
| 30 | 3,500 | 2.000 |
| 33 | 3,500 | 2.000 |
| 36 | 4.000 | 3.000 |
| 39 | 4.000 | 3.000 |
| 42 | 4,500 | 3. 000 |
| 45 | 4,500 | 3.000 |
| 48 | 5.000 | 3.000 |
| ТРУБНАЯ РЕЗЬБА | ||
|---|---|---|
| Номинальный | Стандартный размер трубы | Резьба (на дюйм) |
| 0,313″ | 1/16″ | 27 |
| 0,405″ | 1/8″ | 27 |
| 0,540″ | 1/4″ | 18 |
| 0,675″ | 3/8″ | 18 |
| 0,840″ | 1/2″ | 14 |
| 1.050″ | 3/4″ | 14 |
| 1,315″ | 1″ | 11 1/2 |
| 1,660″ | 1-1/4″ | 11 1/2 |
| 1.900″ | 1-1/2″ | 11 1/2 |
| 2,375″ | 2″ | 11 1/2 |
| 2,875″ | 2-1/2″ | 8 |
| 3. | ||