Как в домашних условиях отпустить сталь: что это такое, как отпустить сталь в домашних условиях
alexxlab | 09.06.2023 | 0 | Разное
Статья о термообработке ножевых сталей
Термообработка металла
Журнал “Моделист-конструктор“, №5 за 1994 г., с.24
А. Виноградов
ТЕРМООБРАБОТКА МЕТАЛЛА
Моделистам постоянно приходится сталкиваться с необходимостью повысить прочность и твёрдость металла или инструмента, а иногда, наоборот, сделать металл более мягким, легче поддающимся обработке. Этого можно достичь термическим воздействием, заключающимся в нагреве материала до определённой температуры с последующим быстрым или медленным охлаждением.
Нагревание деталей, конечно, удобнее всего производить в электрических муфельных печах; но можно использовать и паяльные лампы, бензиновые и газовые горелки и даже конфорки домашних газовых плит – для нагрева мелких деталей.
Важнейшим условием правильной термообработки сталей является подбор необходимого температурного режима в зависимости от марки стали.
Маркировки углеродистой стали обыкновенного качества обозначаются двумя буквами и цифрой (Ст.1 – Ст.7). Цифра в данном случае показывает примерное содержание углерода в сотых долях процента.
В марках углеродистых качественных сталей – конструкционных (сталь 30; сталь 45) и автоматных сталях (А12; А30) цифры также показывают примерное содержание углерода в сотых долях процента. Наиболее широкоприменяемые стали – инструментальные (У7; У8; У8А; У10А…) – цифра в их маркировке означает содержание углерода в десятых долях процента; буква А в конце марки показывает, что в этих сталях пониженное содержание вредных примесей.
Легированные стали маркируются буквами и цифрами. Буквы обозначают наличие в стали одного или целой группы легирующих компонентов: В – вольфрам; Г – марганец; К – кобальт; М – молибден; Н – никель; С – кремний; Ф – ванадий; Х – хром; Ю – алюминий.
 Например, сталь марки 65Х13 имеет в своём составе 0,065% углерода и 0,013% хрома.
Например, сталь марки 65Х13 имеет в своём составе 0,065% углерода и 0,013% хрома. Наиболее ходовые марки сталей для изготовления инструмента приведены в таблице 1.
Таблица 1.
| Инструмент | Марка стали |
|
Зубила, отвёртки, топоры, клейма для стали Пуансоны, матрицы, пробойники, стамески Керны, деревообрабатывающий инструмент Молотки, кувалды, гладилки, плотницкий инструмент Метчики Надфили Напильники Ножовочные полотна станочные Ножовочные полотна ручные Ножи фуговальных станков Пилы циркулярные Пилы лесопильных рам Плашки Полотна лучковых пил Пилы поперечные Пилы продольные Резцы для твёрдых металлов Резцы токарные и строгальные Свёрла спиральные по дереву Свёрла по металлу Фрезы |
У7А У8; У8А У10; У10А У7 У11; Р9; 9ХС У10 – У12 У10 – У13; ШХ6 Р9; Р18; ШХ15 У8 – У12 У8ГА 9Х5ВФ 85ХФ 85ХВ 9ХС У8ГА; 85ХФ У8ГА; У10 85Х У13; У13А У10; У10А 9ХС; 9Х5ВФ Р9; Р18 Р9; Р18 |
Термическая обработка стали разделяется на закаливание, отпуск и отжиг.
Закаливание стали применяется для повышения её твёрдости. Мягкие малоуглеродистые стали (Ст.25) и “железо” (Ст.10; Ст.20) не калятся; углеродистые (сталь 45; сталь 50) и инструментальные (У8; У9; У10; У10А и другие) увеличивают свою твёрдость при закалке в три-четыре раза.
Процесс закаливания состоит в нагревании стали до температуры калки (для каждой марки своя) и в быстром охлаждении в масле или воде. Температурные режимы закалки приведены в таблице 2.
Таблица 2.
| Марка |
Закалка C° |
C° |
Отжиг C° |
Охлаждающая среда для закалки |
Охлаждающая среда для отпуска |
|
У7; У7А У8; У8А У10; У10А У11; У11А У12; У12А У13; У13А У8ГА Р9 Р18 ШХ6 ШХ9 ШХ15 9ХС 9Х5ВФ 50ХГА 60С2 60С2ХА 65С2ВА 85ХВ |
800 800 790 780 780 780 800 1250 1300 810 830 845 860 950 840 870 870 850 830 |
170 170 180 180 180 180 180 580 580 200 280 400 170 270 315 325 315 330 250 |
780 770 770 750 750 750 770 860 860 780 780 780 730 800 810 840 840 820 790 |
вода вода вода вода вода вода масло масло масло масло масло масло масло вода вода вода вода вода |
вода, масло вода, масло вода, масло вода, масло вода, масло вода, масло вода, масло воздух в печи воздух в печи воздух воздух воздух воздух воздух воздух воздух воздух воздух воздух |
В домашних условиях, при отсутствии приборов температуру нагрева приближённо можно определить по цвету.
тёмно-коричневый (заметен в темноте) 530-580
коричнево-красный 580-650
тёмно-красный (вишнёвый) 650-730
вишнёво-красный (багровый) 730-770
вишнёво-алый 770-800
светло-вишнёво-алый 800-830
ярко-красный 830-870
оранжевый 900-1050
тёмно-жёлтый 1050-1150
светло-жёлтый 1150-1250
жёлто-белый 1250-1300
ослепительно белый св.
 1300.
1300. В закалённом состоянии сталь обладает большой твёрдостью, но вместе с тем и хрупкостью. Чтобы придать ей вязкость, производится отпуск стали после закалки. Для этого её нагревают до температуры 220-300°С и медленно охлаждают в воздухе. Твёрдость стали при этом несколько уменьшается, структура её изменяется, и она становится более вязкой. Меняя температуру отпуска, можно получить разные механические свойства. При нагреве стали на воздухе её поверхность окрашивается в различные цвета, называемые цветами побежалости. Каждый цвет побежалости соответствует вполне определённой температуре и может служить указателем для определения степени нагрева при отпуске стали. Термические режимы и соответствующие им цвета побежалости приведены в таблице 3.
Таблица 3.
| Инструмент |
Температура отпуска, C° |
Цвет побежалости |
|
Свёрла перовые, плашки, матрицы и пуансоны, фрезы Резцы, метчики, полотна ножовок, лобзики, центры Кусачки, стамески, ножницы по металлу, зубила Молотки слесарные и медницкие Матрицы и пуансоны вытяжные Ролики для накаток Перки столярные, железки рубаночные, отвёртки, обжимки Долота столярные, ножи, призмы разметочные, державки резцов Ключи гаечные, пассатижи, круглогубцы, плоскогубцы Полотна пил по дереву |
200 225 240 255 265 275 285 295 310 325 |
светло-соломенный светло-жёлтый соломенно-жёлтый коричнево-жёлтый красно-коричневый пурпурно-красный фиолетовый ярко-синий светло-синий серый |
Отпуск выполняется следующим образом: стальную деталь зачищают в каком-нибудь месте до блеска, помещают в огонь и следят за появлением цветов побежалости. Отпуск закалённой детали должен быть проведён в течение 24 часов после её закалки.
Отпуск закалённой детали должен быть проведён в течение 24 часов после её закалки.
Отжиг стали служит для выполнения задачи обратной закалки в случаях, когда закалённую деталь требуется обработать режущим инструментом, согнуть или разрезать. Отжиг стали заключается в нагревании её до температуры 800-900°С с последующим медленным охлаждением. После отжига сталь легко поддаётся обработке.
* * *
Подписная научно-популярная серия “Сделай сам” (издательство “Знание”), №1 за 1990 г., с. 88, 89.
Отжиг цветных металлов. При обработке цветных металлов (чеканка, выколотка и др.) иногда приходится снимать напряжения, возникшие при обработке. Для этого необходимо отжечь заготовку. Отжиг цветных металлов проводят при следующих температурах:
| Металл |
Температура отжига, C° |
Охлаждающая среда |
|
Медь Латунь Л96 Латунь Л90-Л62 Мельхиор Нейзильбер Серебро Алюминий Дюралюминий |
500 – 600 540 – 600 600 – 700 650 – 700 700 – 750 650 – 700 300 – 350 360 – 380 |
Вода На открытом воздухе На открытом воздухе Вода Вода Вода На открытом воздухе Охлаждение в печи |
Вопрос по х12мф
Svyatoy
вобщем была у меня пластина сей стали, вырезал форму клинка и случайно обнаружил что ее берет напильнк. Сейчас почти закончил геометрию клинка, но вот вопрос: Надоли ее теперь закалять? Можноли это сделать в домашних условиях? если нельзя то кто в москве поможет с этим делом?
ЖБАН
Дык напильник напильнику рознь.
Полоса то была каленая изначально? Если брали у нашего форумчанина с ником ОСМ, то у него сталь не каленая, на Ятагане тоже.
Закалить в домашних условиях можно, но качественно маловероятно.
Кстати вопрос про грамотную закалку этой стали меня тоже интересует. Может в Москве сподобится кто?
Zajcheg
А как закалить в домашних условиях???
Serjant
Никак. нужна печка с температурой под 1000 градусов.
Svyatoy
мдаа, значит я неодин. Брал да у ОСМ. ну если в домашних никак то откликнитесь КТО может это сделать в Москве? и еще интересует зонная закалка если есть у кого информация поделитесь
morok5
Никак. нужна печка с температурой под 1000 градусов.
А вот у меня, чисто случайно затерялась печка;-) И главное, как раз под 1000 градусов, ну млм чуть больше… Но одна беда – термометр сломали/разбили/украли еще до моего появления;-((( Как же мне теперь??? Ведь все вроде есть, кроме ПОНЯТИЯ;-)
kazan-ova
Zajcheg
А как закалить в домашних условиях???
В домашних условиях точно никак…температура требуется выше 1000 градусов. Лучше отдать в термичку если есть возможность.
ЖБАН
Лучше отдать в термичку если есть возможность.
Дык в этом и проблема. Дяденьки-термисты, откликнитесь!
Помогите братьям вашим меньшим, неумелым, неученым!
Osm
Если есть возможность разжечь костёр и подуть древесный уголь пылесосом, то по цвету примерно можно определить температуру. Конретные температуры здесь неоднократно обсуждались.
Сам так пробовал делать, получилось.
можно сделать самодельный муфель и тоже на глаз ну или с термопарой, так тоже получается.
OVM
Если в Москве, то есть смысл попробовать обратиться на завод, например м.Электрозаводская, завод МИЗ, завод инструментальный, термичка там неплохая (был там на практике, правда очень давно), но завод работает.Причем там калят и быстрорезы, что сложно.
То есть можно подойти к проходной, а там по обстоятельствам. http://www.miz.ru/ на сайте написано, что оказывают услуги по термообработке, только неясно, будут ли работать с частным лицом, но в любом случае, лучше договориться с термистом.
http://www.miz.ru/ на сайте написано, что оказывают услуги по термообработке, только неясно, будут ли работать с частным лицом, но в любом случае, лучше договориться с термистом.
Впрочем можно обратиться к участнику kU, здесь, на форуме. http://forum.guns.ru/forum/show_profile/00025791?username=kU
Alan_B
Зонную закалку на Х12МФ получить практически невозможно. Зонный отпуск – можно, но скорее всего не нужно. С закалкой помог бы, но в силу различных причин остался на время без печки.
Svyatoy
Ув. Alan_B если будит нетрудно сообщите когда вернете печь и сможете сдела закалку, а также на каких условиях.
По поводу зонной закалки, я пока просто интересуюсь как это возможно сделать и с каким металлом? Есть идея сделать нож как в игре СS 1.6 😊
да и еще стоетли перед закалкой полернуть клинок до зеркального блеска?
Mess
Звони в понедельник.
Svyatoy
ок
Vik_Tor
Svyatoy
да и еще стоетли перед закалкой полернуть клинок до зеркального блеска?
Точно не стоит
Alan_B
Надеюсь, что до конца месяца. Будет печка – сделаю бесплатно. Единственно – естьть ограничение по длинне примерно 30 см. Полировать точно не стоит, и даже выводить РК
Svyatoy
да он маленький, общая длина 15 см, пасмотрим что в понедельник скажет Ув. Mess, а так до конца месяца мож и из второй половинки чтонибудь слАжу.
Mess
Svyatoy
да он маленький, общая длина 15 см, пасмотрим что в понедельник скажет Ув.Mess, а так до конца месяца мож и из второй половинки чтонибудь слАжу.
“Ув. Mess” 😊 в понедельник скажет во сколько приехать 😛
Svyatoy
вот и ладушки 😛
boroda Kostroma
Я Калю в бариевых ваннах на вытяжке температура примерно 1200 гр результат стабильный и достаточно хороший примерно 60единиц твёрдость но при этом можно изогнуть с помощью тисков и рычага, на морозе не ломается и режет стекло
Гадюкин
Alan_B
Зонную закалку на Х12МФ получить практически невозможно. Зонный отпуск – можно, но скорее всего не нужно. С закалкой помог бы, но в силу различных причин остался на время без печки.
А почему именно на этой стали нельзя получить зонную закалку? В чём особенность?Обмазка глиной-поможет?
Alan_B
Все просто. Смысл зонной закалки в том, что бы получить на РК мартенсит, а на других частях клинка – сорбит-троостит. Для этого необходимо, что бы РК и прилегающие к ней участки охлаждались при закалке со скоростью выше критической, а остальные участки – ниже. Это достаточно легко реализуется на углеродистых сталях, имеющих критическую скорость охлаждения порядка нескольких сотен градусов в секунду. В этом случае резкая закалочная среда и обмазки позволяют добится желаемого. В случае сталей типа Х12МФ имеющих критическую скорость порядка единиц градусов в секунду это безыдейно – клинок закалится на мартенсит при любых достижимых в обычных условиях параметрах закалки. Другое дело, что можно отпустить обух, но большого эффекта это не даст.
Mess
Очень хорошо звучит в теории, и про температуру закалки 1200 градусов и про охлаждение вентилятором с 850 градусов… У меня получились абсолютно другие параметры ТО.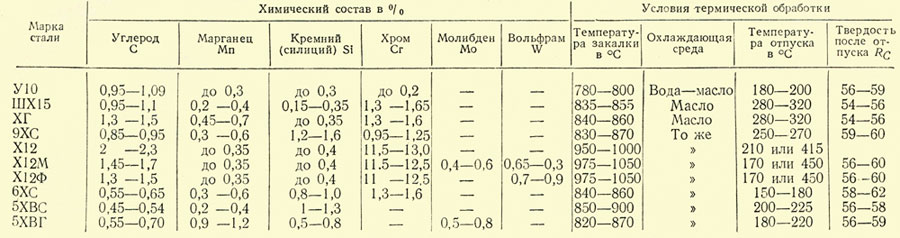 Правда я твердость не “на зуб” измерял, а прибором 😛
Правда я твердость не “на зуб” измерял, а прибором 😛
Закалка 850, причем в масло! отпуск при 200 20мин привела к твердости 42RC. Ровно такую же твердость дал материал и при закалке в масло с температуры 950градусов и опуске в 15мин с температурой 250 градусов. Так что, ” суха, мой друг, теория…”
Alan_B
На мой взгляд, для Х12МФ оптимальная температура закалки для клинков – 980-1020. Отпуск в зависимости от требуемой твердости и мех свойств либо в районе 170 либо около 400. При этом надо понимать, что для сталей типа Х12МФ твердость не является критическим фактором, определяющим стойкость РК.
Охлаждать можно в масле, горячих средах и на воздухе – для клинков результат примерно одинаков, масло наверное все же чуть предпочтительнее.
Mess
я выбрал в результате следуюжий режим: отжиг с 600, закалка 1030-1050(точность прибора к сожаления не готов подтвердить 😞, стоит далеко не Варта ) отпуск 150. Но, само-собой, есть нюансы. Особенно критично время.
Но, само-собой, есть нюансы. Особенно критично время.
Антон42
Вобщем извеняйте что залез в эту тему плодить новую не хочется, сегодня закалил клиночек Х12Мф.
в горне разогрел до светло-желтого, соломенного цвета. Перевернул РК окло минуты выдержал до легкой белезны и в масло. Болтал пока не погасло пламя, ничего не повело, ну и у РК пока 1-1,5 мм, обух 4мм.
Пробовал напильником, разница есть, ранее тем же напильником цеплялся, сейчас как по мылу, (клин вымыт от масла). Надо еще заехать в институт на твердомере проверить. Вот только отпуск я не делал, знаю что нужно, но в горн побоялся сунуть а разогретой плиты нет.
Отпуск нужно сразу делать или можно дня два повременить?
Делал закалку впервые.
Alhim
boroda Kostroma
Я Калю в бариевых ваннах на вытяжке температура примерно 1200 гр результат стабильный и достаточно хороший примерно 60единиц твёрдость но при этом можно изогнуть с помощью тисков и рычага, на морозе не ломается и режет стекло
Перегреваете. Я калю примерно с 1030-1070 С в масло потом 2-3 кратный отпуск около 200С.
Я калю примерно с 1030-1070 С в масло потом 2-3 кратный отпуск около 200С.
And
Mess
я выбрал в результате следуюжий режим: отжиг с 600, закалка 1030-1050(точность прибора к сожаления не готов подтвердить 😞, стоит далеко не Варта ) отпуск 150. Но, само-собой, есть нюансы. Особенно критично время.
Практически так-же делаю. Отпуск только 170.
debarker
отпуск 150. Но, само-собой, есть нюансы. Особенно критично время
А можно, поподробнее? Какое время греете и какие нюансы?
Дело в том, что у меня эта сталь, при Т отпуска менее 200 гр,1,5часа, практически не меняет твердость – остается 60-61 HRC. При не сильном постукивании по будущей РК(в смысле не заточенной) сведенной на 0,5мм, крошится со страшной силой. Хотя в тисах действительно пружинит довольно сильно. Я отпускаю на Т 230-250 – 2часа + ночь при 100гр. на выходе имею 58-59HRC. Для длинных, узких клинков и полевых ножей – отпуск 300гр – 55HRC. Хотя за точность приборов тоже не поручусь, но результат повторяемый.
Я отпускаю на Т 230-250 – 2часа + ночь при 100гр. на выходе имею 58-59HRC. Для длинных, узких клинков и полевых ножей – отпуск 300гр – 55HRC. Хотя за точность приборов тоже не поручусь, но результат повторяемый.
Болтал пока не погасло пламя,
болтать я бы, всетаки, не советовал – не повело сейчас поведет в другой раз, перемещать нужно вверх-вниз.
Повременить с отпуском можно, но делать обязательно.
Антон42
Вобщем извеняйте что залез в эту тему плодить новую не хочется, сегодня закалил клиночек Х12Мф.
в горне разогрел до светло-желтого, соломенного цвета. Перевернул РК окло минуты выдержал до легкой белезны и в масло. Болтал пока не погасло пламя, ничего не повело, ну и у РК пока 1-1,5 мм, обух 4мм.
Пробовал напильником, разница есть, ранее тем же напильником цеплялся, сейчас как по мылу, (клин вымыт от масла). Надо еще заехать в институт на твердомере проверить.Вот только отпуск я не делал, знаю что нужно, но в горн побоялся сунуть а разогретой плиты нет.
Отпуск нужно сразу делать или можно дня два повременить?
Делал закалку впервые.
А вот и результат
в районе пятки клинка – 43-45
на лезвии 58, местами меньше
Теперь вспоминаю что сделал не так.
Скорее всего нагрев был не равномерным, середина самая твердая, немного отличалось по цвету побежалости она середина на момент купания в масло была ярче, значит недокалил.
Теперь отпуск буду делать в духовке, на твердомере больше нет возможности проверять, напильник мой помошник. После низкого отпуска еще немного твердость снизится.
Первый блин комом, на то он и первый.
Я хотел получить 63 потом отпустить до 61-60.
Хотя рад что вобще получилось, еще хочу разломать и посмотреть какое там зерно, но жалко, ведь не каждый день у горна стою.
И еще как вариант, хрен с горном. Если в банной печи калить например, только нет поддувала а пылесос туда не впихнешь, углерода много выгорит?
Вот так!
debarker
Если в банной печи калить например, только нет поддувала а пылесос туда не впихнешь, углерода много выгорит?
В банной печи нужную температуру не нагнать будет. В принципе, небольшой горн соорудить не так-уж и сложно.
И еще, судя по Вашему описанию заготовка была перегрета- свтло-желтый и белый это примерно 1200-1300гр. Оранжевый переходящий в темно-желтый то, что нужно.
Я хотел получить 63 потом отпустить до 61-60.
Дело Ваше, конечно, но ИМХО, многовато это для такой стали сведете потоньше РК и будет она у вас сыпаться
Я смотрю, х12мф 4мм у нашего брата стала стандартом уже. osm?
Антон42
Да брал у OSMа, за что ему большое спасибо.
Антон42
Это сделал отпуск в духовке держал 1 час, фото сорри труба.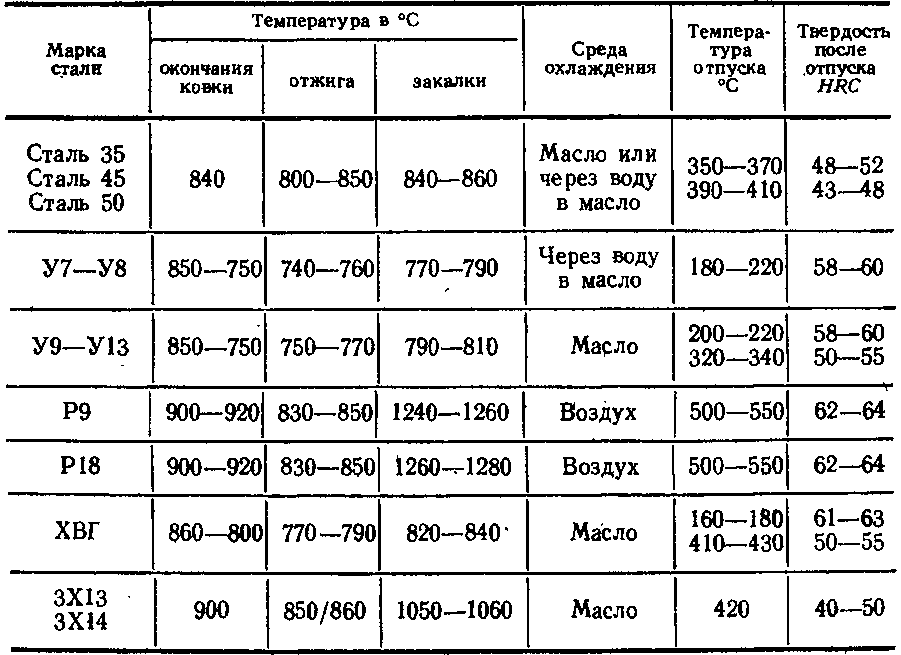
черная это от закалки, а золотистая от отпуска. Больше твердость не проверял, нечем.
Антон42
Белого практически небыло так только начал появляться на РК тогда и масло сунул
Как удалить остатки наклейки с металла
Наклейка и остатки клея на блестящей металлической поверхности доставляют неудобства. Выполните несколько простых шагов, чтобы мгновенно удалить клей с металлических поверхностей и вернуться к созданию идеального домашнего проекта своими руками.
- Можно ли удалить клей с металла?
- Как удалить наклейки и остатки наклеек с металла
- Как удалить клей с металла
- Как удалить клей с металла
- Удаление клея с металла: начните с самого лучшего клея
- Рекомендуемые продукты
Можно ли удалить клей с металла?
Используете ли вы металл для крепления ножек к столу или создаете художественную скульптуру из металлолома, приклеить его прочным клеем намного проще, чем сварить. Однако иногда случаются разливы и капли клея, которые необходимо правильно удалить. К счастью для вас, с помощью нескольких шагов довольно легко удалить клей с металла!
Однако иногда случаются разливы и капли клея, которые необходимо правильно удалить. К счастью для вас, с помощью нескольких шагов довольно легко удалить клей с металла!
Как удалить наклейки и остатки наклеек с металла
При удалении наклеек с металла нужно соблюдать осторожность. Химические средства для удаления могут повредить поверхность, и вы не можете использовать абразивные материалы, так как они оставят следы. Вместо этого выполните следующие действия:
- Нанесите растительное масло на пораженный участок. Дайте ему впитаться в течение нескольких часов.
- Используйте фен в теплом режиме, чтобы смягчить клей. Сотрите остатки наклейки. Примечание: сушилка не должна быть на высокой температуре!
- Очистить территорию с помощью горячей мыльной воды и ткани.
Как удалить клей с металла
Если вы выберете прочный суперклей, большинство проектов, сделанных своими руками, будут идеально сочетаться друг с другом. Иногда, однако, будет некоторая утечка из трубы.
Иногда, однако, будет некоторая утечка из трубы.
Не бойтесь, удалить клей с металла и окрашенного металла очень просто, если у вас есть несколько инструментов. Вам потребуется:
- ацетон или уайт-спирит
- тряпки или чистые тряпки
- наждачная бумага
Как удалить клей с металла
- Используйте мелкую наждачную бумагу. После полного высыхания клея разгладьте лужицы и остатки клея. Будьте осторожны, чтобы не повредить металлическую поверхность.
- Используйте безопасную бритву , чтобы удалить большие капли, с которыми не поможет наждачная бумага. Опять же, позаботьтесь о поверхности.
- Смочите чистую тряпку или мягкую ткань ацетоном (обычно входит в состав жидкости для снятия лака), чтобы удалить лишний клей с металла. Уайт-спирит является альтернативой ацетону.
- Протрите излишки. Используйте другую чистую ткань или тряпку, чтобы вытереть излишки ацетона или уайт-спирита с металла.

Вы можете легко удалить остатки клейкой ленты с металла, смочив тряпку в медицинском спирте или растительном масле и приложив ее к остаткам на несколько минут. После этого он должен легко стереться!
Удаление клея с металла: начните с самого лучшего клея
Для будущих работ по металлу начните с качественного клея, предназначенного для ваших поверхностей. Приступайте к работе с тюбиком эпоксидной смолы, такой как Loctite Epoxy Metal/Concrete. Этот превосходный клей работает на бытовой технике, инструментах, газонокосилках, автомобильных компонентах и даже на трубах. Двухкомпонентная система, содержащая эпоксидную смолу и отвердитель, помогает сформировать прочное и высокопрочное соединение, которое высыхает за считанные минуты и может использоваться для ремонта, заполнения и восстановления любых металлических и бетонных поверхностей.
Если вам нужно еще более качественное соединение, жидкий клей Loctite Super Glue Liquid надежен и быстр. Прочный и простой в использовании, он устойчив к атмосферным воздействиям и влаге. Он также схватывается за секунды, не требует фиксации и высыхает прозрачным! №
Он также схватывается за секунды, не требует фиксации и высыхает прозрачным! №
Для максимального контроля попробуйте Loctite Super Glue Ultra Liquid Control с аппликатором Loctite, предназначенным для бокового выдавливания. Это идеальный выбор для работ, требующих очень точного нанесения.
Рекомендуемые продукты
Наверх
Как удалить остатки наклейки с металла: простое руководство
Вы когда-нибудь боролись с липкой этикеткой на металлических изделиях? Читайте дальше, чтобы узнать, как удалить остатки наклейки с металла, не повреждая поверхность, чтобы вы могли вернуться к своему проекту «Сделай сам».
- Удаление наклеек с металла
- Как удалить клей с металла
- Удаление клея с металла: начните с правильного клея!
- Рекомендуемые продукты
Удаление наклеек с металла
Не бесит, когда компании наклеивают наклейки на металлические изделия? Будь то штрих-код или большая наклейка «РАСПРОДАЖА», вам просто нужно ее снять. Даже если вам удастся снять бумажную поверхность, всегда останется липкий осадок, который вы соскребете ногтем большого пальца. Есть более простой способ. Попробуйте это:
Даже если вам удастся снять бумажную поверхность, всегда останется липкий осадок, который вы соскребете ногтем большого пальца. Есть более простой способ. Попробуйте это:
- Используйте старую кредитную карту , чтобы соскоблить как можно больше этикетки.
- Нанесите средство для вытеснения воды (например, аэрозольный смазочный материал) на сухую ткань и протрите, пока не исчезнет весь липкий остаток.
- Нагрейте металлическую поверхность феном, остатки можно просто стереть тряпкой.
- Используйте бумажное полотенце , чтобы высушить область и удалить все оставшиеся кусочки.
Как удалить клей с металла
Существует множество типов клея, поэтому ни одно решение не поможет все исправить, но большинство клеев имеют схожие компоненты, которые можно разрушить с помощью подходящего продукта. Вот несколько советов:
- Используйте ацетон или жидкость для снятия лака на основе ацетона, чтобы смягчить клей.
 Нанесите на сухую ткань и подержите против клея несколько минут, пока он не размякнет.
Нанесите на сухую ткань и подержите против клея несколько минут, пока он не размякнет. - Если ацетон не помогает , попробуйте денатурированный спирт, например денатурат. Применять так же, как указано выше.
- Используйте лезвие бритвы , чтобы соскоблить клей, но будьте осторожны, чтобы не повредить металлическую поверхность. Вот полезный совет при использовании лезвия бритвы: наклейте клейкую ленту на один край, чтобы не порезать пальцы.
- Используйте сухую ткань или бумажное полотенце, чтобы удалить остатки и отполировать поверхность, чтобы восстановить блеск!
Избегайте использования каких-либо абразивных материалов для нержавеющей стали, таких как металлические губки. Эти типы продуктов могут поцарапать металлическую поверхность, оставив необратимые следы.
Удаление клея с металла: начните с правильного клея!
Сварка в значительной степени является специализированной работой, требующей специального оборудования и обучения. Тем не менее, используя правильный клей, вы можете уверенно и безопасно выполнять многие проекты склеивания с помощью легко очищаемого клея!
Тем не менее, используя правильный клей, вы можете уверенно и безопасно выполнять многие проекты склеивания с помощью легко очищаемого клея!
Ниже приведены три типа отличных клеев для большинства строительных работ по металлу:
- Адгезивы: Существует несколько типов, подходящих для большинства условий: прозрачные или непрозрачные, быстро или медленно схватывающиеся, жесткие или эластичные. Аэрозольный клей LePage Heavy Duty идеально подходит для металлических конструкций, где поддержка или зажим нецелесообразны. Он обеспечивает постоянную связь и устойчив к экстремальным температурам.
- Эпоксидные смолы : Это двухкомпонентные системы, состоящие из эпоксидной смолы и отвердителя, которые обеспечивают прочное, жесткое, высокопрочное соединение примерно за 10 минут. Попробуйте эпоксидную сталь LePage. С его простым в использовании дозатором вы каждый раз получаете нужное количество смолы и отвердителя. Это отверждается до металлического серого цвета и может быть легко отшлифовано для получения гладкой поверхности.
