Как варить 45 сталь: Технология сварки стали 40Х электродами,полуавтоматом со сталью 20
alexxlab | 02.08.2018 | 0 | Разное
Технология сварки стали 40Х электродами,полуавтоматом со сталью 20
Сталь 40х является конструкционным легированным металлом, который широко используется в промышленности. Технические характеристики и состав материала определяется по ГОСТ 453-71. Содержание углерода в ней должно быть, примерно, 0,4%, а хрома – 1%. Сварка стали 40Х является достаточно сложным процессом, так как материал относится к трудно свариваемым металлам. Для решения данной проблемы используют специальные технологии и методы.
Сталь 40Х
Основная проблема заключается в том, что при сваривании получается большая вероятность появления трещин, раковин и прочих дефектов. Но характеристики самого металла являются весьма полезными при создании металлоконструкций, так что приходится подыскивать подходящие способы как варить сталь 40х.
Способы сварки стали 40Х
Самым качественным и распространенным способом сваривания этого сорта металла, является сварка стали 40х аргоном. Электродуговой аппарат обеспечивает достаточно высокое напряжение для плавления, а газ защищает от воздействия посторонних вещей, которые приводят к браку. В данном случае подбирается присадочный материал той же марки, что и заготовка. Также возможно варить газом с помощью ацетилена. Это более простой, но менее надежный метод. Он может не подойти для слишком толстых слоев листов, так что может потребоваться дополнительная подготовка металла под сварку. Наиболее простым способом, уступающим в надежности предыдущим, является обыкновенная ручная сварка специальными электродами.
В данном случае подбирается присадочный материал той же марки, что и заготовка. Также возможно варить газом с помощью ацетилена. Это более простой, но менее надежный метод. Он может не подойти для слишком толстых слоев листов, так что может потребоваться дополнительная подготовка металла под сварку. Наиболее простым способом, уступающим в надежности предыдущим, является обыкновенная ручная сварка специальными электродами.
Выбор способа
Для домашнего применения, когда на изделие не будет возлагаться большая ответственность, применяют самый простой способ – дуговую сварку. Ведь это самый дешевый метод, который не требует особой подготовки. Для сварки стали 40х электроды требуются специально предназначенные для этого дела. В промышленности для ответственных объектов применяют электродуговую сварку с аргоном. Несмотря на высокую себестоимость, это один из самых надежных методов, который обеспечивает длительный срок службы конструкции. Чтобы сделать процесс более дешевым, можно использовать газовую сварку с помощью ацетилена. Результат будет очень схожим, а в плане создания потолочных и вертикальных швов еще и более удобным. Другие виды и способы сварки металла применяются достаточно редко.
Чтобы сделать процесс более дешевым, можно использовать газовую сварку с помощью ацетилена. Результат будет очень схожим, а в плане создания потолочных и вертикальных швов еще и более удобным. Другие виды и способы сварки металла применяются достаточно редко.
Сварка стали 40Х аргоном
«Обратите внимание!
Вне зависимости от выбранного способа следует тщательно подготовить поверхность перед свариванием.»
Свариваемость стали 40Х и ее свойства
Металл плохо сваривается. Если сам процесс плавления и образования сварочной ванны происходит еще относительно нормально, так как здесь проявляется лишь повышенная вязкость, но весь ряд проблем, которые возникают на шве после окончания, зачастую приводят к его негодности для эксплуатации. Сварка стали 40хн отлично проявляет ее свойства к отпускной хрупкости. Во время самой сварки, а также после нее могут появляться трещины и прочие дефекты, в том числе и деформации. Это возникает из-за резких перепадов температуры, которые вызваны электрической дугой, что особенно заметно, когда происходит сварка тонкого металла электродом. Также это получается при образовании напряжений, которые получаются из-за недостаточного обеспечения защиты. Таким образом, дополнительные действия нужны как перед сваркой, так и после нее.
Также это получается при образовании напряжений, которые получаются из-за недостаточного обеспечения защиты. Таким образом, дополнительные действия нужны как перед сваркой, так и после нее.
Сварка стали 40Х
Выбор инструмента
Критерий при выборе материала сварочной проволоки или электрода – ровно один. Их металл должен максимально соответствовать составу того, который идет в заготовках. Следует только обращать внимание на толщину, чтобы она соответствовала толщине деталей, так как глубина приваривания должен быть максимальной из-за сложностей в податливости данной марки стали. Более важным параметром является защита. Сварка стали 40х полуавтоматом должна поддерживаться средой защитного газа, а при ручной – на электродах должно быть покрытие, рассчитанное на работу с этой маркой стали. Тут подойдут электроды марки Э85, у которых имеется пониженное содержание водорода в покрытии, а также которые стойки к образованию трещин при работе со сложными металлами.
Режимы
Чтобы повысить качество соединения, следует использовать уже проверенные параметры, которые рассчитаны для каждой толщины заготовки и соответствующего положения шва. Это существенно облегчит процесс работы.
Это существенно облегчит процесс работы.
Диаметр электрода, мм | Пространственное положение сварочного шва | ||
нижнее | вертикальное | потолочное | |
3 | 90…120 | 80…100 | 80…100 |
4 | 140…170 | 130…150 | 130…150 |
5 | 180…220 | 150…180 | |
Технология сварки стали 40х
Первым делом происходит подготовка металла, которая включает в себя зачистку и обезжиривание. Затем следует зафиксировать все детали и можно приступать к подогреву. Это помогает избежать температурной деформации. Подогрев стоит осуществлять до тех пор, пока поверхность не изменит цвет. После этого можно приступать к свариванию. Металл будет тягучим, так что движения может понадобиться совершать с усилием, чтобы обеспечить тщательное перемешивание деталей. Здесь требуется опыт работы с этим материалом. Шов можно наносить беспрерывно. По окончании процесса стоит прогревать это место с помощью газовой горелки в течение нескольких минут, чтобы не образовалось напряжений и весь водород испарился. Температура подогрева должна составлять от 300 до 500 градусов Цельсия.
Здесь требуется опыт работы с этим материалом. Шов можно наносить беспрерывно. По окончании процесса стоит прогревать это место с помощью газовой горелки в течение нескольких минут, чтобы не образовалось напряжений и весь водород испарился. Температура подогрева должна составлять от 300 до 500 градусов Цельсия.
Прокат стали 40Х
«Обратите внимание!
Для подогрева желательно использовать тот же газ, что и для сварки.»
Контроль качества шва
Контроль качества сварного соединения регулируется по ГОСТ 3242-69. Контроль наружных дефектов проводится при помощи внешнего осмотра металла. Для определения внутренних дефектов могут применять рентгеноскопию, которая покажет наличие раковин и трещин, если они есть. Также применяется магнитографический метод и ультразвуковой анализ.
«Обратите внимание!
Вследствие напряжений трещины могут появляться не сразу, а через некоторое время, так что такие методы контроля должны проводиться на следующие сутки.
»
Обенности технологии сварки различных материалов
Информация по данным сайта: www.sio.su
ОСОБЕННОСТИ ТЕХНОЛОГИИ СВАРКИ РАЗЛИЧНЫХ МАТЕРИАЛОВ, НАПЛАВОЧНЫЕ РАБОТЫ. СВАРКА ТРУБОПРОВОДОВ
СВАРКА ЛЕГИРОВАННЫХ СТАЛЕЙ
Свариваемость легированных сталей
Свариваемость легированных сталей оценивается не только возможностью получения сварного соединения с физико-механическими свойствами, близкими к свойствам основного металла, но и возможностью сохранения специальных свойств: коррозионной стойкости, жаропрочности, химической стойкости, стойкости против образования закалочных структур и др. Большое влияние на свариваемость стали оказывает наличие в ней различных легирующих примесей: марганца, кремния, хрома, никеля, молибдена и др.
Хром – содержание его в низколегированных сталях не превышает 0,9%. При таком содержании хром не оказывает существенного влияния на свариваемость стали. В конструкционных сталях хрома содержится 0,7.
Никель в низколегированных сталях содержится в пределах 0,3…0,6%, в конструкционных сталях-1,0…5%, а в легированных сталях – 8…35%.
Никель способствует измельчению кристаллических зерен, повышению пластичности и прочности стали; не снижает свариваемости.
Молибден в теплоустойчивых сталях содержится от 0,15 до 0,8%; в сталях, работающих при высоких температурах и ударных нагрузках, его содержание достигает 3,5%. Способствует измельчению кристаллических зерен, повышению прочности и ударной вязкости стали. Ухудшает свариваемость стали, так как способствует образованию трещин в металле шва и в зоне термического влияния. В процессе сварки легко окисляется и выгорает.
Ванадий содержится в легированных сталях от 0,2 до 1,5%. Придает стали высокую прочность, повышает ее вязкость и упругость. Ухудшает сварку, так как способствует образованию закалочных структур в металле шва и околошовной зоны. При сварке легко окисляется и выгорает.
Вольфрам содержится в легированных сталях от 0,8 до 18%. Значительно повышает твердость стали и его теплостойкость. Снижает свариваемость стали; в процессе сварки легко окисляется и выгорает.
Титан и ниобий содержатся в нержавеющих и жаропрочных сталях в количестве от 0,5 до 1,0%. Они являются хорошими карбидообразова-телями и поэтому препятствуют образованию карбидов хрома. При сварке нержавеющих сталей ниобий способствует образованию горячих трещин.
Сварка низколегированных сталей
Низколегированные стали получили большое применение в связи с тем, что они, обладая повышенными механическими свойствами, позволяют изготовлять строительные конструкции более легкими и экономичными. Для изготовления различных конструкций промышленных и гражданских сооружений применяются стали марок 15ХСНД, 14Г2, 09Г2С, 10Г2С1, 16ГС и др. Для изготовления арматуры железобетонных конструкций и сварных труб применяют стали 18Г2С, 25Г2С, 25ГС и 20ХГ2Ц. Эти стали относятся к категории удовлетворительно свариваемых сталей; содержат углерода не более 0,25% и легирующих примесей не более 3,0%. Следует учитывать, что при содержании в стали углерода более 0,25% возможно образование закалочных структур и даже трещин в зоне сварного шва. Кроме того, выгорание углерода вызывает образование пор в металле шва.
Для изготовления различных конструкций промышленных и гражданских сооружений применяются стали марок 15ХСНД, 14Г2, 09Г2С, 10Г2С1, 16ГС и др. Для изготовления арматуры железобетонных конструкций и сварных труб применяют стали 18Г2С, 25Г2С, 25ГС и 20ХГ2Ц. Эти стали относятся к категории удовлетворительно свариваемых сталей; содержат углерода не более 0,25% и легирующих примесей не более 3,0%. Следует учитывать, что при содержании в стали углерода более 0,25% возможно образование закалочных структур и даже трещин в зоне сварного шва. Кроме того, выгорание углерода вызывает образование пор в металле шва.
 ..50 А на 1 мм диаметра электрода. Рекомендуется применять электроды диаметром 4…5 мм. Автоматическую сварку стали 15ХСНД производят проволокой Св-08ГА или Св-10ГА под флюсом АН-348-А или ОСЦ-45 при высоких скоростях, но при малой погонной энергии. В зимних условиях сварку конструкций из стали 15ХСНД, 15ГС и 14Г2 можно производить при температурах не ниже – 10°С. При более низких температурах зону сварки на ширине 100…120 мм по обе стороны от шва предварительно нагревают до 100…150°С. При температуре -25°С сварка не допускается.
..50 А на 1 мм диаметра электрода. Рекомендуется применять электроды диаметром 4…5 мм. Автоматическую сварку стали 15ХСНД производят проволокой Св-08ГА или Св-10ГА под флюсом АН-348-А или ОСЦ-45 при высоких скоростях, но при малой погонной энергии. В зимних условиях сварку конструкций из стали 15ХСНД, 15ГС и 14Г2 можно производить при температурах не ниже – 10°С. При более низких температурах зону сварки на ширине 100…120 мм по обе стороны от шва предварительно нагревают до 100…150°С. При температуре -25°С сварка не допускается.Стали 09Г2С и 10Г2С1 относятся к группе незакаливающихся сталей, не склонных к перегреву и стойких против образования трещин. Ручная сварка электродами Э50А и Э55А выполняется на режимах, предусмотренных для сварки низкоуглеродистой стали. Механические свойства сварного шва не уступают показателям основного металла. Автоматическая и полуавтоматическая сварка выполняется электродной проволокой Св-08ГА, Св-10ГА или Св-10Г2 под флюсом АН-348-А или ОСЦ-45.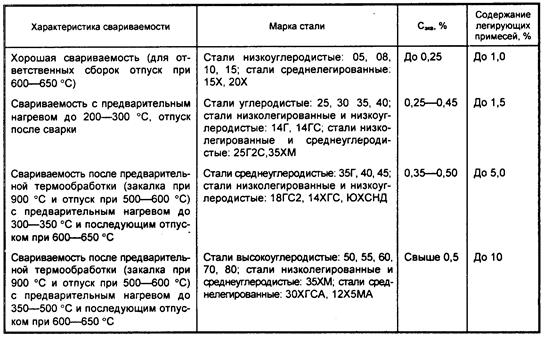 Сварку листов толщиной до 40 мм производят без разделки кромок. При этом равнопрочность сварного шва обеспечивается за счет перехода легирующих элементов из электродной проволоки в металл шва.
Сварку листов толщиной до 40 мм производят без разделки кромок. При этом равнопрочность сварного шва обеспечивается за счет перехода легирующих элементов из электродной проволоки в металл шва.
Стали хромокремнемарганцови-стые (20ХГСА, 25ХГСА,30ХГСА и 35ХГСА) при сварке дают закалочные структуры и склонны к образованию трещин. При этом чем меньше толщина кромок, тем больше опасность закалки металла и образования трещин, особенно в околошовной зоне. Стали с содержанием углерода 0,25% свариваются лучше, чем стали с большим содержанием углерода. Для сварки могут применяться электроды НИАТ-ЗМ типа Э70, Э85. Для ответственных сварных швов рекомендуются электроды, изготовленные из проволоки Св- 18ХГС или Св-18ХМА с покрытием ЦЛ-18-63, ЦК-18Мо, УОНИЧЗ/65, УОНИ-13/85, УОНИ-13/НЖ.
При сварке можно рекомендовать следующие режимы:
0,5.1,5 2…3 4…6 7…10 1,5…2,0 2.5…3 3…5 4…6 20…40 50…90 100…160 200…240
При сварке более толстых металлов применяется многослойная сварка с малыми интервалами времени между наложениями последующих слоев. При сварке кромок разной толщины сварочный ток выбирается по кромке большей толщины и на нее направляется большая часть зоны дуги. Для устранения закалки и повышения твердости металла шва и околошовной зоны рекомендуется после сварки нагреть изделие до температуры 650…680°С, выдержать при этой температуре определенное время в зависимости от толщины металла (1 ч на каждые 25 мм) и охладить на воздухе или в горячей воде.
При сварке кромок разной толщины сварочный ток выбирается по кромке большей толщины и на нее направляется большая часть зоны дуги. Для устранения закалки и повышения твердости металла шва и околошовной зоны рекомендуется после сварки нагреть изделие до температуры 650…680°С, выдержать при этой температуре определенное время в зависимости от толщины металла (1 ч на каждые 25 мм) и охладить на воздухе или в горячей воде.
Сварку низколегированных сталей в защитном газе производят при плотностях тока более 80 А/мм2. Сварка в углекислом газе выполняется на постоянном токе обратной полярности. Рекомендуется электродная проволока диаметром 1,6-2,0 мм марки Св-08Г2С – или Св-10Г2, а для сталей, содержащих хром и никель,- Св-08ХГ2С, Св-08ГСМТ.
Электрошлаковая сварка сталей любой толщины успешно производится электродной проволокой марки Св-10Г2 или Св-18ХМА под флюсом АН-8 при любой температуре окружающего воздуха. Прогрессивным способом является сварка в углекислом газе с применением порошковой проволоки.
Газовая сварка отличается значительным разогревом свариваемых кромок, снижением коррозионной стойкости, более интенсивным выгоранием легирующих примесей. Поэтому качество сварных соединений ниже, чем при других способах сварки. При газовой сварке пользуются только нормальным пламенем при удельной мощности 75… 100 л/(ч-мм) при левом способе, а при правом способе – 100…130 л/(ч-мм). Присадочным материалом служат проволоки Св-08, Св-08А, Св-10Г2, а для ответственных швов – Св-18ХГС и Св-18ХМА. Проковка шва при температуре 800… 850°С с последующей нормализацией несколько повышает механические свойства шва.
Сварка средне-и высоколегированных сталей
Сварка средне- и высоколегированных сталей затруднена по следующим причинам: в процессе сварки происходит частичное выгорание легирующих примесей и углерода; вследствие малой теплопроводности возможен перегрев свариваемого металла; повышенная склонность к образованию закалочных структур; больший, чем у низкоуглеродистых сталей, коэффициент линейного расширения может вызвать значительные деформации и напряжения, связанные с тепловым влиянием дуги.
тщательно подготавливать изделие под сварку;
сварку вести при больших скоростях с малой погонной энергией, чтобы не допускать перегрева металла;
применять термическую обработку для предупреждения образования закалочных структур и снижения внутренних напряжений;
применять легирование металла шва через электродную проволоку и покрытие, чтобы восполнить выгорающие в процессе сварки примеси.
Для сварки высоколегированных сталей применяют электроды по ГОСТ 10052-75 «Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы». Электроды изготовляют из высоколегированной сварочной проволоки по ГОСТ 2246-70. Применяют покрытие типа Б. Обозначение типа электрода состоит из индекса Э и следующих за ним цифр и букв. Две или три цифры, следующие за индексом, указывают на количество углерода в металле шва в сотых долях процента.
Выбор стали производится в соответствии с табл. 24.2. Поскольку последняя редакция СНиП П-23-81* «Стальные конструкции» ориентирована на ГОСТ 27772-88, марки стали могут быть заменены классами стали по этому ГОСТ в соответствии с табл. 24.3.
Таблица 24.2
Стали по ГОСТ 27772-88 для строительных конструкций
Расчетная температура в | °С в районе строительства | |||||||
и группа конструкций | ||||||||
Сталь | И4 (-30°>Т>40°) | 11,112, П3 | I, | |||||
п5 | и др. | (-40°>Т>-50°) | (-50°>Т>-65°) | |||||
1 | 2 | 3 4 | 1 | 2 | 3 4 | 1 | 2 3 4 | |
С235 | – | – | + + | |||||
С245 | – | + | + | – | – | + | – | – – + |
С255 | + | + | + – | – | – | + + | – | – – + |
С275 | – | + | + | – | – | + | – | + |
С285 | + | + | + | – | – | + + | – | – – + |
С345 | +3 | +1 | +1 – | +3 | +1 | +1 – | +4 | +4 +2. |
С345К | – | + | + | – | – | + | ||
С375 | +3 | +1 | +1 – | +3 | +3 | +1 – | +4 | +4 +2,3 – |
С390 | + | + | + | + | + | + | + | + + – |
С590 | + | + | ||||||
С590К | – | – | – | – | + | + | – | + + – |
 (Т>-30°)
(Т>-30°) 3 –
3 –Примечание. Знаки « + » и «-» означают, что данную сталь применять следует или не следует. Цифра обозначает категорию стали. Стали для конструкций, возводимых в климатических районах 1ь 12, И2 и П3, но эксплуатируемых в отапливаемых помещениях, следует принимать как для района II, за исключением стали С245 и С275 для конструкций группы 2. Остальные примечания в нормах.
Знаки « + » и «-» означают, что данную сталь применять следует или не следует. Цифра обозначает категорию стали. Стали для конструкций, возводимых в климатических районах 1ь 12, И2 и П3, но эксплуатируемых в отапливаемых помещениях, следует принимать как для района II, за исключением стали С245 и С275 для конструкций группы 2. Остальные примечания в нормах.
Таблица 24.3 Нормативные и расчетные сопротивления стали
Нормативное | Расчетное | Марка- | |||||
Сталь | Вид проката | Толщина, мм | сопротивление, МПа | сопротивление, МПа | аналог по другим | ||
R,w | Л, | К | стандартам | ||||
лист, | |||||||
фасон | до 20 | 235 | 350 | 230 | 350 | ||
С235 | лист, | 21-40 | 225 | 360 | 220 | 350 | ВСтЗкп2 |
фасон | 41-100 | 215 | 360 | 210 | 350 | ||
лист | |||||||
С245 | лист, фасон лист | 2-20 21-30 | 245 235 | 370 370 | 240 230 | 360 360 | ВСтЗпсб |
лист | 4-10 | 245 | 380 | 240 | 370 | ||
С255 | фасон | 4-10 | 255 | 380 | 250 | 370 | ВСтЗсп5, |
лист | 11-20 | 245 | 370 | 240 | 360 | ВСтЗГпс5 | |
фасон | 21-40 | 235 | 370 | 230 | 360 | ||
лист, фасон | 2-10 | 275 | 380 | 270 | 370 | ||
С275 | 11-20 | 265 | 370 | 260 | 360 | ВСтЗпсб-2 | |
лист фасон | 11-20 | 275 | 380 | 270 | 370 | ||
лист | 4-10 | 275 | 390 | 270 | 380 | ||
С285 | лист | 11-20 | 265 | 380 | 260 | 370 | ВСтЗсп5-2, |
фасон | 4-10 | 285 | 400 | 280 | 390 | ВСтЗГпс5-5 | |
фасон | 11-20 | 275 | 390 | 270 | 380 | ||
лист, фасон | 2-10 | 345 | 490 | 335 | 480 | 09Г2С, 14Г2, 12Г2С, ВСтГпс | |
С345(Т) | 11-20 21-40 | 325 305 | 470 460 | 315 300 | 460 450 | ||
лист, фасон | 2-10 | 375 | 510 | 365 | 500 | 10Г2С1, | |
С375 | 11-20 21-40 | 355 335 | 490 480 | 345 325 | 480 470 | 15ХНД, 10ХСНД | |
14Г2АФ, | |||||||
С390 | лист | 4-50 | 390 | 540 | 380 | 525 | 10Г2С1т. юхснд |
С440 | лист | 4-30 31-50 | 440 410 | 590 570 | 430 400 | 575 555 | 16Г2АФ |
С590 | лист | 10-36 | 540 | 635 | 515 | 620 | 12Г2СМФ |
 о.,
о.,Основными расчетными характеристиками стали являются расчетные сопротивления на растяжение, сжатие и изгиб, определяемые делением нормативных сопротивлений (предела текучести и предела прочности) на коэффициент надежности по материалу:
Ry–,K-~-(24.3)
Коэффициент надежности по материалу изменяется в пределах 1,025-1,15.
Значения нормативных и расчетных сопротивлений основных строительных сталей приведены в табл. 24.3.
24.3.
При расчете конструкций с использованием расчетного сопротивления по пределу прочности учитывают повышенную опасность такого состояния путем введения дополнительного коэффициента надежности уи = 1,3.
При срезе расчетные сопротивления Rs определяют путем умножения расчетного сопротивления Ry на коэффициент перехода 0,58.
При сжатии торцевой поверхности в случае плотной пригонки (строжка или фрезеровка торца), согласно нормам, расчетное сопротивление в зоне контакта Rp = Ru.
При расчете проката на растяжение в направлении, перпендикулярном плоскости проката из предположения о возможности расслоя, расчетное сопротивление Rth = 0,5RU.
24.1.2. Алюминиевые сплавы
Алюминий по своим свойствам существенно отличается от стали. Плотность его р = 2700 кг/м3, т.е. почти в три раза меньше плотности стали. Модуль упругости алюминия £=0,71 хЮ5 МПа, модуль сдвига С=0,27х105 МПа, что примерно в три раза меньше, чем соответствующие величины для стали. Коэффициент линейного расширения алюминия а=2,3х10″5 Мград, что почти в два раза больше, чем у стали. Вследствие весьма низкой прочности технически чистый алюминий в строительных конструкциях применяется очень редко.
Коэффициент линейного расширения алюминия а=2,3х10″5 Мград, что почти в два раза больше, чем у стали. Вследствие весьма низкой прочности технически чистый алюминий в строительных конструкциях применяется очень редко.
С целью повышения прочности алюминия его легируют, добавляя в сплав магний, марганец, медь, кремний, цинк и некоторые другие элементы. Легирующие элементы практически не увеличивают массу сплавов. С той же целью повышения прочности применяют различные приемы – термическое упрочнение, нагартовка (наклеп).
Информация по данным сайта: www.sio.su
Электроды для стали 09г2с
Низколегированная сталь марки 09г2с за счет своих свойств (малый процент легирующих компонентов) при сварке не перегревается и не закаливается. Это дает возможность варить сталь и конструкции из нее широким рядом электродов для сварки .
Электроды для сварки низколегированных сталей марки 09 г2с с временным сопротивлением разрыву до 60 кг/см2 – обозначаются « У». (ГОСТ 9467-75)
(ГОСТ 9467-75)
При ручной сварке применяют:
Электроды УОНИИ 13/45 (Э 42а)
Этими электродами сваривают конструкции из стали 09г2с, к которым предъявлены особенные требования. И прежде всего при сварке в очень низких температурах наружного воздуха. Металл сварного шва требует более жестких показателей прочности.
Электроды отличаются минимальным распылением металла при сваривании..
Электроды выбирают в зависимости отих линейного размера, который связан с их диаметрами: от 300 мм до – 450 мм .
Значение диаметра и положение швазадают силу тока( в А.)
По отзывам сварщиков эти электроды оказывают меньшее воздействие на качества наплавленного металла и не ухудшают его свойств. А так же у них отличная способность удаления нагара.
Сваренные швы выдерживают значительные нагрузки, что выгодно отличает эти электроды от других .
Электроды УОНИИ13/55 С (Э 50а)
Этими электродами так же сваривают конструкции из стали 09г2с, к которым предъявлены особенные требования. И прежде всего при сварке в очень низких температурах наружного воздуха (даже в Арктике) После сварки этими электродами металл сварного шва отвечает соответствующим более жестким нормативам по пластичности и ударной вязкости.
И прежде всего при сварке в очень низких температурах наружного воздуха (даже в Арктике) После сварки этими электродами металл сварного шва отвечает соответствующим более жестким нормативам по пластичности и ударной вязкости.
Этими электродами возможно делать сварочные швы в любом местонахождении в конструкциях. Работают на обратном постоянном токе .
Металл шва содержит малый процент водорода и имеет повышенную устойчивость к образованию трещин.. Отличаются отличным самоотделением шлака.
Сварка ведется короткой дугой почистым от жировых и прочих загрязнений поверхностям.
Значение диаметра и положение шва задают силу тока( в А.)
Электроды могут дать порообразование , если удлиняется дуга по окисленной поверхности.
Электроды МР-3 (Э 46)
Этими электродами сваривают конструкции и детали из стали 09г2с при всех расположениях шва. Исключение – вертикальный шов сверху вниз. Работают электроды от тока любой полярности от источников питания с напряжением не менее 65 В. Отличает их простота в работе, ими может работать даже новичок в сварке. Это бюджетный вариант сварки, при очень хороших показателях качества.
Отличает их простота в работе, ими может работать даже новичок в сварке. Это бюджетный вариант сварки, при очень хороших показателях качества.
ОСОБЫЕ СВОЙСТВА:
Разрешается сварка ржавого, влажного, а так же недостаточно очищенного металла. Имеют достаточно высокую производительность сварки.
Сварка швов конструкций и проката средних и больших толщин в нижнем расположении конструкции проводится на более высоких режимах.
Сваривают электродами на короткой длине дуги, но разрешена сварка и на средней длине дуги.
Электроды ОЗС-4 (Э 46)
Электроды с покрытием из оксида титана (рутиловым), с успехом применяют для сваривания деталей и конструкций из стали 09г2с во всех плоскостях. Особенно это важно для сварки в вертикальном расположении швов.. Т.к. эти электроды не выделяют отравляющих газов при сварке.
При работе с этими электродами сокращается время сварки.
Работают электроды от постоянного тока и переменного. Этими электродами можно сваривать даже окисленные конструкции , при этом сохраняется красивый вид шва.
Они применяются прежде всего в ответственных конструкциях.
Какими электродами варить обыкновенную сталь
Электроды для «обыкновенной» черной стали
Вопрос «Какими электродами варить обыкновенную сталь» не такой простой, как может показаться на первый взгляд. Ведь черный металл, на первый взгляд, везде одинаковый. Он недорогой, по сравнению с нержавейкой, медью и алюминием, и быстро покрывается коррозией, если его не покрасить. Но при более близком знакомстве с составом «обыкновенной» стали выясняется, что она имеет различия. Отличаются и электроды для каждого вида этого материала.
Что называют сталью
Под выражением «обыкновенная сталь» подразумевается сплав определенного количества железа с добавочными примесями и углеродом. Масса последнего варьируется от 0,1 до 2,14% от общего веса сплава. Именно количество углерода определяет будущие механические свойства материала — чем выше процент содержания этого газа, тем прочнее и тверже сталь. Но с увеличением крепости теряется пластичность и тянущие свойства.
Но с увеличением крепости теряется пластичность и тянущие свойства.
Минимальное содержание железа должно составлять 45% от общей массы сплава. Кроме основных двух компонентов в него добавляют марганец, хром, и никель. Из этого материала легко выливать формы, и раскатывать листы и трубы. Часто такая сталь используется в металлоконструкциях. Ввиду быстрого окисления среза кромки кислородом, и приобретения темного цвета, ее называют черной.
Какими электродами варить обыкновенную черную сталь
В зависимости от количества углерода и легирующих элементов, укрепляющих структуру материала, сталь подразделяется на:
- низкоуглеродистую;
- со средним содержанием углерода;
- высокоуглеродистую, где концентрация вещества достигает более 3%;
- с малым или повышенным содержанием в структуре легирующих элементов.
Исходя из этого подбираются и электроды, состав которых оптимально будет соответствовать основному материалу. Об этом можно прочитать на упаковке расходных материалов. Искать следует указания для какого типа стали, из списка выше, они предназначены.
Искать следует указания для какого типа стали, из списка выше, они предназначены.
Марки электродов для обыкновенной стали
Существуют основные марки электродов, применяемые в СНГ, которые подходят к различным видам стали. Для материалов с низким или средним содержанием углерода используют:
- УОНИ 13/55;
- АНО-6;
- МР-3;
- УОНИ 13/45;
- АНО-21
- ОЗС-12;
- МР-3С.
Они имеют достаточную вязкость для сохранения целостности шва даже при низких температурах эксплуатации будущего изделия.
Для стали с низким содержанием в составе легирующих примесей применяют марки из серии ОЗС с номерами 4 и 6. А высокоуглеродистые сплавы свариваются маркой НР-70.
Практические рекомендации
В большинстве случаев, когда требуется приварить навес на ворота, смастерить теплицу или приварить резьбу к трубе, подойдут марки: АНО, УОНИ, или их аналог МР. Во всех других ситуациях, если речь идет о сварке теплообменника в печь, или ремонте инструмента (топора и т. д.), стоит читать предназначение на упаковке. Необходимо усвоить главное правило: материалы должны совпадать по физическим свойствам и химическому составу.
д.), стоит читать предназначение на упаковке. Необходимо усвоить главное правило: материалы должны совпадать по физическим свойствам и химическому составу.
Например, если металл электрода будет очень твердым, а основная сталь мягкой, то шов будет рваться при нагрузках, потому что он не сможет гармонично взаимодействовать со всей конструкцией при тепловых или механических расширениях. В другом случае, если высокоуглеродистую сталь, предназначенную для выдержки больших температур (в котлах, печах), заварить электродами с «мягким» составом, то такие швы быстро потекут.
Ещё по теме:
Какие электроды лучше для инвертора
Маркировка сварочных электродов
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
| АНО-4 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода менее 50 В; постоянный ток любой полярности.  | Для сварки конструкций из низкоуглеродистых сталей марок Ст3,10, 20 и др. Электроды АНО-4 обеспечивают получение бездефектного шва при сварке при повышенных режимах. Электроды обеспечивают хорошее формирование металла шва, высокую стойкость металла шва против образования пористости и горячих трещин. |
| АНО-6 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода менее 50 В; постоянный ток любой полярности. | Для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др. Электроды АНО-6 обеспечивают высокую стойкость металла шва против образования дефектов при сварке по ржавчине. Электроды обеспечивают хорошее формирование металла шва, высокую стойкость металла шва против образования пористости и горячих трещин. |
| АНО-13 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода менее 50 В; постоянный ток любой полярности.  | Для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др. Электроды АНО-13 позволяют вести сварку на предельно низких значениях тока, выполнять сварку вертикальных швов способом сверху вниз, эффективны при сварке швов малой протяженности. Электроды обеспечивают хорошее формирование металла шва, высокую стойкость металла шва против образования пористости и горячих трещин. |
| АНО-21 | ||
| 2,0; 2,5; 3,0 | Переменный от трансформатора с напряжением холостого хода не менее 50 В; постоянный ток любой полярности. | Для сварки конструкций из низкоуглеродистых сталей малой толщины марок Ст3, 10, 20 и др. Могут применяться для сварки водопроводных труб, газопроводов малого давления. Электроды АНО-21 обеспечивают хорошие сварочно-технологические свойства при сварке от малогабаритных (бытовых) трансформаторов: легкое зажигание дуги, мелкочешуйчатое формирование металла шва, легкую или самопроизвольную отделимость шлаковой корки.  |
| АНО-24 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода не менее 50 В; постоянный ток любой полярности. | Для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др. Электроды АНО-24 позволяют вести сварку на предельно низких значениях тока, эффективны при сварке швов малой протяженности, при сварке на вертикальной плоскости. Электроды обеспечивают хорошее формирование металла шва против образования пористости и горячих трещин. |
| МР-3 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода не менее 60 В; постоянный ток обратной полярности. | Для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др. При сварке электродами МР-3 на повышенных режимах в шве возможно образование пор. Электроды обеспечивают хорошее формирование металла шва против образования пористости и горячих трещин.  |
| УОНИ-13/45 | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности. | Для сварки ответственных конструкций из углеродистых (типа 08, 20, 20Л, Ст3) и низколегированных (типа 09Г2, 14Г2) сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости, в частности, при работе в условиях пониженных температур. Электроды УОНИ-13/45 чувствительны к образованию пористости при наличии ржавчины и масла на кромках свариваемых деталей, а также при удлинении длины дуги. |
| УОНИ-13/55 | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности. | Для сварки ответственных конструкций из углеродистых (типа 08, 20, 20Л, Ст3) и низколегированных (типа 16ГС, 09Г2С) сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости, в частности, при работе при условиях пониженных температур. Электроды УОНИ-13/55 чувствительны к образованию пористости при наличии ржавчины и масла на кромках свариваемых деталей, а также при удлинении длины дуги. |
| АНО-ТМ/СХ | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности; переменный ток от трансформатора с напряжением холостого хода не менее 70В. | Для сварки стыковых соединений магистральных трубопроводов из углеродистых и низколегированных сталей с пределом прочности 490–590 МПа (корневые слои) и 490–540 МПа (заполняющие и облицовочные проходы). Электроды АНО-ТМ/СХ обеспечивают качественное формирование обратного валика корневого слоя шва с плавным переходом к основному металлу, в связи с чем подварка корня трубы изнутри не требуется. Электроды АНО-ТМ/CХ имеют разрешение Центра сертификации и контроля качества строительства объектов нефтегазового комплекса Украины на применение для сварки труб, фитингов и запорной арматуры на объектах нефтегазового комплекса.  |
| АНО-ТМ60 | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности; переменный ток от трансформатора с напряжением холостого хода не менее 70В. | Для сварки стыковых соединений магистральных трубопроводов из углеродистых и низколегированных сталей с пределом прочности более 588 МПа (корневые слои) и 540–650 МПа (заполняющие и облицовочные проходы). Электроды АНО-ТМ60 обеспечивают качественное формирование обратного валика корневого слоя шва с плавным переходом к основному металлу, в связи с чем подварка корня трубы изнутри не требуется. Электроды АНО-ТМ60 имеют разрешение Центра сертификации и контроля качества строительства объектов нефтегазового комплекса Украины на применение для сварки труб, фитингов и запорной арматуры на объектах нефтегазового комплекса. |
| АНО-ТМ70 | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности; переменный ток от трансформатора с напряжением холостого хода не менее 70В. | Для сварки стыковых соединений магистральных трубопроводов из низколегированных сталей с пределом прочности более 685 МПа. Электроды АНО-ТМ70 обеспечивают качественное формирование обратного валика корневого слоя шва с плавным переходом к основному металлу, в связи с чем подварка корня трубы изнутри не требуется. Электроды АНО-ТМ70 имеют разрешение Центра сертификации и контроля качества строительства объектов нефтегазового комплекса Украины на применение для сварки труб, фитингов и запорной арматуры на объектах нефтегазового комплекса. |
Электроды для сварки УОНИ 13 45 ГОСТ
Из каких марок стали делают элементы ЛСБ, предназначенные для сварки электродами УОНИ 13/45
Для сварки узлов и конструкций ЛСБ (локализующих систем безопасности атомных станций), входящих в гермоконтур, можно применять покрытые электроды УОНИ 13/45 (соответствующие требованиям ОСТ 5.9224).
С помощью электродов данной марки можно сваривать элементы ЛСБ в процессе изготовления, монтажа, ремонта.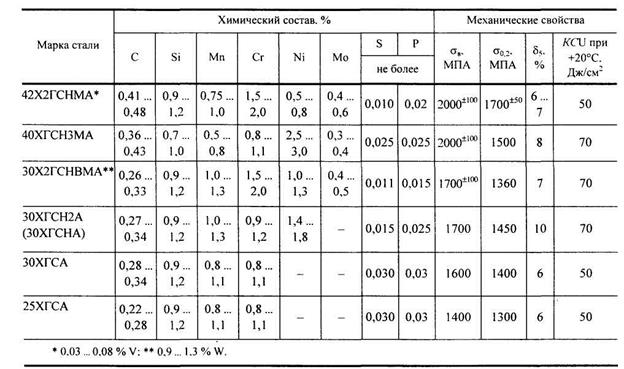 Элементы ЛСБ под сварку могут изготавливаться из следующих сталей:
Элементы ЛСБ под сварку могут изготавливаться из следующих сталей:
- из углеродистых сталей марок Ст3сп5, Ст3сп2, С3Гпс5, Ст3Гсп5
- из низколегированных сталей 17ГС, 09Г2С, 10Г2С1, 14Г2, 10ХСНД
В течение какого срока после прокалки можно пользоваться электродами УОНИ13/45, предназначенными для сварки элементов ЛСБ
Срок использования электродов после проведения прокали (при температуре +350…+400˚С в течение (1,5+5) часов) составляет не более 5 суток.
Приведите примеры использования электродов УОНИ 13/45 для сварки деталей из двухслойных сталей
Электроды УОНИ 13/45 ГОСТ 9466 можно использовать для выполнения прихваток при сборке деталей оборудования и трубопроводов атомных энергетических установок:
- для сварки деталей из двухслойных сталей перлитного класса (кроме сварных соединений Iн и IIн категорий):
- стали Зсп5, 10, 15, 15Л, 20, 20Л, 20К можно сваривать между собой, а также со сталью 22К, с кремнемарганцовистыми и легированными сталями
- стали 22К можно сваривать со сталью 22К и сталями 15ГС, 16ГС, 20ГСЛ, 09Г2С, 10ГН2МФА, 10ГН2МФАЛ, 15Х2НМФА
- 10ХСНД с 10ХСНД
- 10ХН1М с 10ХН1М и с 10ХСНД
- для сварных соединений Iн и IIн категорий деталей, состоящих из сталей перлитного класса:
- Ст3сп5, 10, 15, 20, 22К в любом сочетании
Что означает буква Б в условном обозначении электрода Э42-УОНИ-13/45-6-УД / Е41 2(4)-Б20
Буква Б указывает, что электрод произведен с основным покрытием. Применение данного покрытия обеспечивает получение при сварке материала шва, обладающего высокой стойкостью к образованию кристаллизационных трещин, с низким содержанием водорода.
Применение данного покрытия обеспечивает получение при сварке материала шва, обладающего высокой стойкостью к образованию кристаллизационных трещин, с низким содержанием водорода.
Основное покрытие электрода состоит из карбонатов магния/кальция, плавикового шпата, ферросплавов. В составе покрытия отсутствуют оксиды железа, марганца, поэтому применение данного электрода позволяет широко легировать наплавленный металл, получить шов, материал которого будет нормирован по химсоставу и механическим свойствам. В качестве раскислителей в состав покрытия могут вводиться ферротитан, ферромарганец, ферросилиций.
Можно ли использовать электроды УОНИ 13/45 для ручной дуговой сварки арматуры класса А-II
Да, можно, с помощью электродов марки УОНИ 13/45 может производиться ручная дуговая сварка арматуры класса А-II, а также класса А-I. Арматуру данных классов можно купить по минимальным ценам в METAL БЮРО (см. раздел сайта «Цены на арматуру»).
По каким причинам в процессе сварки может возникнуть неравномерность шва по ширине
Если ширина шва при сварке получается неравномерной, то возможно имели место резкие колебания напряжения дуги или скорости сварки, сопровождающиеся изменением глубины проплавления свариваемых деталей. Поэтому, нельзя допускать изменение шва по ширине, так как это может привести к неравномерному проплавлению соединяемых деталей или к непровару.
Поэтому, нельзя допускать изменение шва по ширине, так как это может привести к неравномерному проплавлению соединяемых деталей или к непровару.
Для получения сварного шва надлежащего качества необходимо контролировать все технологические процессы:
- до начала сварки – состояние металла и сварочных материалов, качество подготовки и сборки под элементов сварку, исправность аппаратуры
- в процессе сварки – правильность ведения сварки (режим сварки, стабильность горения дуги, геометрию шва, проверка образцов, свариваемых одновременно с изделиями и пр.)
- после сварки – качество сварного шва и сварного соединения
электроды и сварка со сталью
Мне предстоит ремонт коробки УАЗика и в перспективе — блока тракторного двигателя. В связи с чем вопрос: каковы особенности сварки чугуна?
Пример шва по чугуну
Указанный Вами сплав — довольно непростой материал, т.к. содержит от 2.14 до 6% углерода (все что ниже 2,14% именуется сталью). Высокое содержание углерода отрицательно влияет на его свариваемость. Как способ плавления, лучше всего подходит ручная дуговая (ММА), либо полуавтоматическая сварка (MIG-MAG).
Высокое содержание углерода отрицательно влияет на его свариваемость. Как способ плавления, лучше всего подходит ручная дуговая (ММА), либо полуавтоматическая сварка (MIG-MAG).
Консультируйтесь при выборе инвертора со специалистами магазина, они помогут выбрать правильный вариант.
Теперь, собственно, про особенности чугуна:
• он обладает высокой теплопроводностью – соответственно, очень быстро отдает переданное ему тепло. Быстрое охлаждение приводит к возникновению закалочных участков в зоне шва и образованию белого чугуна склонного к охрупчиванию.
• Отсутствие пластичности создает внутреннюю сверхнапряженнность в структуре
• Углерод интенсивно сгорает при нагреве и плавлении с выделением монооксида углерода, способствующего развитию пор и раковин.
• Окисел чугуна очень тугоплавкий
Электроды по чугуну
Для РДС (ММА) используют следующие:
• чугунные сейчас редко встречаются. Могут быть очень большого диаметра от 6 до 15 мм. Рекомендуется применять электроды с минимальным диаметром и на малых токах.
Рекомендуется применять электроды с минимальным диаметром и на малых токах.
• на медной основе,
• на никелевой основе
• стальные.
Применение стальных электродов
Для чугуна – хуже не придумаешь. Целесообразно, если ремонтируются небольшие дефекты и не планируется дальнейшая мех.обработка. Из-за процесса отбеливания шов становится податливым и хрупким. Применяют электроды ЦЧ-4 стержень которых составлен из чистого Fe или УОНИИ-13/45 , которые используются для заварки «черных » и малолегированных сталей
Наилучшие же характеристики показывают электроды на основе никеля (электроды ESAB ОК 92.18, ОК 92.58 ). Ими осуществляют холодную сварку чугуна (см. ниже), но рекомендуется незначительный подогрев до 40 градусов. Полученный шов обладает хорошими прочностными характеристиками и обрабатывается резцом или фрезой без ограничений
Электродами на медной основе варится чугун хорошо, но прочностные свойства шва и околошовной зоны вы не получите, связано это с тем, что Cu и Fe не взаимодействуют друг с другом до растворения Cu.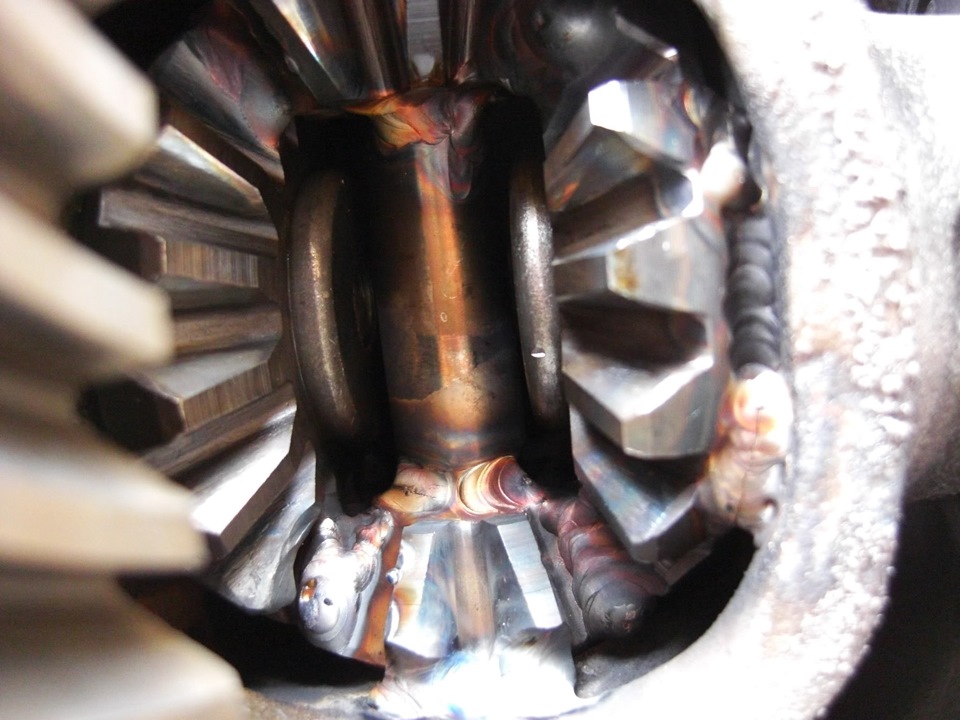
Для полуавтоматической сварки
применяют стальную, никелевую и кремний-бронзовые проволоки в сочетании с защитным газом или его смесями.
Различают горячую и холодную сварку
• При горячая сварке чугун подогревают до температуры от 250 до 650 градусов с последующей плавлением на малых токах. Перегрев и большие токи могут привести к растрескиванию. После сварочной операции чугун медленно охлаждают. Для этого его можно поместить в песок или накрыть теплоизоляционным материалом.
• Холодная сварка для чугуна производится без подогрева, но нужно делать швы как можно короче, необходимо, чтобы они остывали постепенно.
Читайте Ремонт чугунных изделий сваркой. Из опыта Уралмашзавода.
Шлифмашинка Макита от брызг
Сварщик может столкнуться с «обилием» брызг. В таком случае должна помощь зачистка на глубину более 0,5мм. Дело в том, что при изготовлении песчано-глинистой формы, в которую отливают чугун, используются не только песок и глина, а еще и связующие компоненты, среди которых и канифоль.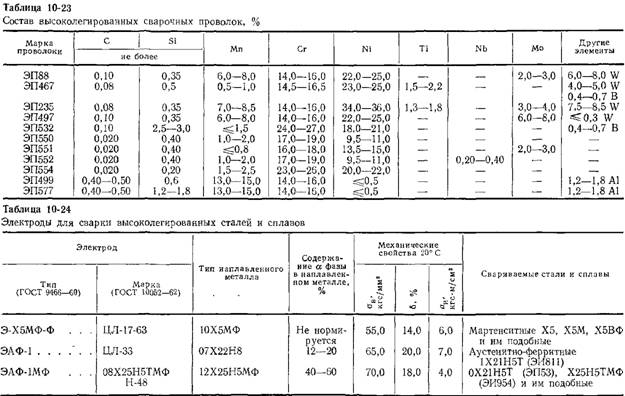 При нагреве возможно попадание этих примесей в поверхностный слой, и они «газят» при нагреве. Используйте шлифмашинку Макита с зачистным или обдирочным кругом для удаления поверхностного слоя.
При нагреве возможно попадание этих примесей в поверхностный слой, и они «газят» при нагреве. Используйте шлифмашинку Макита с зачистным или обдирочным кругом для удаления поверхностного слоя.
Сварка чугуна и стали
Здравствуйте, делаю забор с фундаментом в виде ленты. Через каждые 2,5 метра – металлические решетки, которые будут между каменными столбиками. Для армирования каменных столбиков нашлись чугунные канализационные трубы. Решетки в столбиках будут крепиться с помощью стальных полосок. Вопрос: как приварить сталь к чугуну?
Обычно, перед сваркой стальную и чугунную заготовку подогревают до температуры 600 градусов. Предварительный подогрев позволяет получать сплошные герметичные сварные соединения в один проход.
Но если, как в вашем случае, предварительный подогрев в печи невозможен, то технология меняется. Сварку забора осуществляйте валиками длиной не более 25 мм. Перед наплавкой нового валика необходимо подождать, пока предыдущий валик остынет полностью. То есть нельзя перегревать основной металл соединения.
То есть нельзя перегревать основной металл соединения.
Также шов, полученный таким образом, нельзя подвергать механической обработке, поскольку он имеет повышенную хрупкость. Но прочности для поддержания целостности такой конструкции, как забор, должно хватить с запасом.
Для получения менее хрупкого сварного соединения и более прочного шва используйте электроды для сварки чугуна — а также чугуна со сталью — ESAB ОК 92.58.
Сделай сам для выпечки стали – KozKnowsHomes.com
Я немного отклонюсь от разговора о домашних улучшениях….
Я люблю пиццу, люблю готовить, поэтому решила попробовать приготовить пиццу. В частности, я хотел приготовить пиццу в неаполитанском стиле, такую как Тутта Белла. В неаполитанской пицце есть строгие правила приготовления. В частности, мне нравится корочка на этих пиццах. Они тонкие, липкие и вкусные.
Для приготовления корочки неаполитанской пиццы необходимо использовать лишь несколько ингредиентов: муку, соль, воду и дрожжи. Мой любимый рецепт коржи – вариант модернистской кухни. Сложность в том, что их нужно готовить в дровяной печи. Это не статья о том, как построить свою собственную дровяную печь. Я полон решимости, но не настолько! Дровяные печи становятся горячими, очень горячими, на 700+ градусов. В дровяной печи пицца готовится менее чем за три минуты.
Мой любимый рецепт коржи – вариант модернистской кухни. Сложность в том, что их нужно готовить в дровяной печи. Это не статья о том, как построить свою собственную дровяную печь. Я полон решимости, но не настолько! Дровяные печи становятся горячими, очень горячими, на 700+ градусов. В дровяной печи пицца готовится менее чем за три минуты.
Как я уже сказал, я не строил дровяную печь, поэтому мне пришлось искать другой вариант. Домашние печи даже близко не нагреваются. Чтобы имитировать поведение дровяной печи, вам нужно использовать что-то, что может создавать равномерное тепло и быстро передавать его пицце.Обычно люди используют для этого дома камень для пиццы. Глядя на камни для выпечки, я наткнулся на сталь для пиццы в стиле модерн. Модернистская кухня делает много классных вещей, если бы у меня была большая кухонная кладовая и больший бюджет, у меня были бы все гаджеты, которые они рекомендуют. Думаю, было бы весело поиграть с антигрилем.
Ребята из Modernist Cuisine рекомендуют использовать сталь для пиццы поверх камня, потому что она работает лучше. Если создание собственного кажется слишком трудоемким, перейдите на Amazon и купите у них один.
Они продают свой за 99 долларов, и на нем выгравировано их имя. Это красиво, сделано в США.
99 долларов мне показались слишком высокими для того, что я не собираюсь использовать так часто, я сделал свой собственный за 49 долларов (45 долларов – сталь и 4 доллара – расходные материалы).
Обновление 7/2017:
С тех пор, как эта запись в блоге была впервые опубликована, многие другие люди начали производить выпечку стали. На Амазоне есть много вариантов. Я думаю, что будет сложно превзойти соотношение цены и усилий, например, этого.
Как сделать сталь для выпечки
Я купил стальную пластину 14 ″ x16 ″ x3 / 8 ″ у Эдди на заводе Exor Ironworks. Эдди отшлифовал края, чтобы они были гладкими. Он продал мне стальную пластину за 45 долларов. Если вы не живете в Сиэтле, найдите местного кузнеца и попросите «стальную пластину A36». А36 – это сплав. Имейте в виду, что сталь Steel имеет вес 0,284 фунта на кубический дюйм. Это означает, что моя пекарская сталь весит почти 24 фунта!
Имейте в виду, что сталь Steel имеет вес 0,284 фунта на кубический дюйм. Это означает, что моя пекарская сталь весит почти 24 фунта!
| Эдди шлифует края моей стальной пластины |
Стальной лист местного кузнеца будет покрыт ржавым материалом, который называется «прокатная окалина».Прежде чем использовать сталь, необходимо удалить прокатную окалину. Самый простой способ сделать это – использовать белый уксус.
| Стальной лист загрязнен и покрыт прокатной окалиной |
Я использовал старый контейнер для хранения и погрузил свою тарелку на 48 часов в ведро. Если у вас под рукой нет ведра, подойдет и мешок для мусора.
| Замачивание в уксусе |
После 48 часов выдержки в уксусе, ударьте по тарелке садовым шлангом, и грязь сразу отойдет. Я протер свой пищевой содой, чтобы нейтрализовать уксус (я почти уверен, что это излишне), а затем водой с мылом, чтобы удалить оставшийся мусор. На этом этапе сталь должна быть приятного светло-серого цвета.
Я протер свой пищевой содой, чтобы нейтрализовать уксус (я почти уверен, что это излишне), а затем водой с мылом, чтобы удалить оставшийся мусор. На этом этапе сталь должна быть приятного светло-серого цвета.
Без прокатной окалины для ее защиты плита начнет ржаветь. Поставьте тарелку в духовку при высокой температуре, чтобы она быстро высохла.
| Я приготовил сразу две тарелки, они в духовке сушатся после уксусной ванны |
| Моя сталь после трех слоев приправы льняным маслом |
Поздравляем! Теперь у вас есть готовая к использованию сталь для выпечки!
Как пользоваться сталью для выпечки
Главное – дать стали достаточно времени, чтобы нагреться. Я кладу сталь в верхнюю треть духовки, а затем позволяю духовке нагреться до максимальной температуры в течение 45 минут. Затем я запускаю жаровню на 15 минут, что приводит к часу предварительного нагрева. Используя этот метод, я разогнал сталь до 700 градусов.
Я кладу сталь в верхнюю треть духовки, а затем позволяю духовке нагреться до максимальной температуры в течение 45 минут. Затем я запускаю жаровню на 15 минут, что приводит к часу предварительного нагрева. Используя этот метод, я разогнал сталь до 700 градусов.
| Пицца на стали, сталь была на 700 градусов, когда я измерил ее |
Чтобы снимать и снимать пиццу со стали, вам понадобится кожура пиццы.
Насколько хорошо это работает?
Мне очень нужно поработать над своими навыками растяжки теста, но вот пара фотографий из недавних попыток.Я переварила пиццу, изображенную на картинке, но она все равно была восхитительной.
|
|
Сводка инструкций по производству стали для выпечки
- Купите стальную пластину A36 14 ″ x16 ″ x3 / 8 ″
- Замочите тарелку в уксусе на 48 часов.

- Тщательно очистить
- Тщательно просушите в духовке
- Сезонная сталь
- Нанесите тонкий слой льняного масла на все 6 краев
- Сотри как можно больше
- Поместить в духовку при максимальной температуре духовки на час
- Дать остыть в духовке
- Повторить три раза
Связанные
Вот самый простой способ приготовить овсяные хлопья
Один из способов сделать зимнее утро более приятным – это съесть теплый, приятный завтрак, а именно кашу или запеченную овсянку.А может, даже дерзкий булочка с корицей.
Хотя овсяные хлопья и овсяные хлопья обычно являются нашим любимым блюдом, когда дело доходит до каши, есть один тип овса, который полностью меняет правила завтрака: овсяные хлопья, нарезанные железной тесьмой.
Стальной овес более ореховый, сытный и более вкусный, чем овсяные хлопья или овсяные хлопья. Стальной овес на самом деле наиболее близок к своей первоначальной цельнозерновой форме и получается, когда цельнозерновой крупа разрезается на несколько частей стальным лезвием.
Однако единственным недостатком стальной овсяной крупы является то, как долго они готовятся.Поскольку овсяные хлопья не так обрабатываются, как овсяные хлопья или овсяные хлопья, приготовление стального овса занимает до 45 минут и требует постоянного перемешивания – это совсем не то, что мы хотели бы делать утром, когда мы могли бы дремать.
Но есть одна хитрость, с помощью которой можно легко (и, косвенно, быстрее сделать овес). Он включает в себя «готовку за ночь», но это не то, что вы думаете.
Getty
Лучший способ убедиться, что утром у вас есть готовый к употреблению котелок восхитительного стального овса:
- Добавьте стальной овес и воду / молоко (соотношение 1: 3) в кастрюлю, немного перемешать и довести до кипения.
- Затем закройте кастрюлю крышкой, полностью выключите огонь и ложитесь спать. (Да, действительно.)
- Утром снимите крышку, и у вас будет сливочный, идеально приготовленный овес.
Правильно – ни постоянного помешивания, ни проверки, ни часа простоять над плитой. Утром просто разогрейте горшок с овсом на плите или разогрейте миску и разогрейте в микроволновой печи.
Утром просто разогрейте горшок с овсом на плите или разогрейте миску и разогрейте в микроволновой печи.
Не верите? Попробуй.
Когда перед вами стоит миска восхитительных овсяных хлопьев, пора добавить начинки.Лучшая комбинация топпинга – это банан, корица и арахисовое масло, но вот еще шесть невероятно вкусных идей для топпинга.
1MoreCreative
Яблоко и корица – еще один лучший выбор для начинки для каш.Щелкните ниже, чтобы подписаться на подкаст «Обновить» от HuffPost Australia в iTunes.
ТАКЖЕ В HUFFPOST AUSTRALIA
Использование, очистка и добавление приправы для выпечки стали – сталь пекарная
Использование стали для выпечки ™ Сталь для выпечки была предварительно обработана и готова к использованию после доставки.
- Переместите решетку духовки на второе по высоте положение в духовке и поместите на решетку сталь для выпечки. Оставьте достаточно места для запуска и извлечения пиццы.
- Разогрейте духовку при выпекании до 500˚F примерно 45 минут.
- Слегка измельчите кожуру мукой / кукурузной мукой или панировочными сухарями, чтобы предотвратить прилипание. На кожуру пиццы (лопатку) выложить раскатанное тесто для пиццы. Добавьте начинку.
- Быстрым рывком сдвиньте пиццу с лопасти на противень для выпечки в духовке.
- Готовьте примерно 7-9 минут или пока пицца не станет пузырящейся и обугленной, но не подгорит.
- При извлечении пиццы необходимо использовать лопатку для пиццы. Сталь для выпечки очень горячая и может гореть .
- Положите пиццу на поверхность для резки или на противень, чтобы нарезать и подавать!
- Для хлеба: после предварительного нагрева стали для выпечки сдвиньте тесто на сталь для выпечки с помощью лопатки для пиццы. Выпекать по рецепту. Время выпекания может быть быстрее.
- Для замороженной пиццы следуйте инструкциям на коробке для пиццы.Время выпекания может быть быстрее.
- После выключения духового шкафа подождите не менее часа, чтобы печь стали остыла. Используйте прихватку для духовки или что-нибудь подобное, чтобы удалить выпечку.
ВНИМАНИЕ: НЕ ПРИКАСАЙТЕСЬ К ХЛЕБОПЕКАРНОЙ СТАЛИ ПРИ ИСПОЛЬЗОВАНИИ! ЭТО ОЧЕНЬ ГОРЯЧЕ!
ПРИМЕЧАНИЕ. Сталь для выпечки становится темнее с каждым использованием.
Очистка вашей стали для выпечки ™
(Если вы больше разбираетесь в визуальном восприятии, мы вам поможем.Для демонстрации процесса мы создали видео на нашем сайте: ЗДЕСЬ)
- Если вы купили чистящий кирпич Earthstone, вы его сделали. Просто слегка потрите сталь для выпечки, пока она не станет чистой. Слегка вытрите, чтобы удалить остатки.
- Если у вас нет чистящего кирпича, очистите сталь для выпечки жесткой нейлоновой щеткой. Использование мыла не рекомендуется . Ни в коем случае нельзя использовать агрессивные моющие средства. Не кладите сталь для выпечки в холодную воду.
 Может произойти тепловой удар, вызывающий деформацию металла.
Может произойти тепловой удар, вызывающий деформацию металла. - Полотенце сразу высохнуть, если использовалась вода или выпекающая сталь намокла.
- Не допускайте высыхания стали для выпечки на воздухе, так как это может способствовать образованию ржавчины.
- Если по какой-то причине у вашей стали для выпечки появляется металлический запах или привкус, или, возможно, появляются пятна ржавчины (возможно, из лучших побуждений родственник вымыл вашу посуду в посудомоечной машине или с мылом, думая, что они были вам полезны), не паникуйте. Просто сотрите ржавчину с помощью очень мелкой наждачной бумаги или стальной мочалки и обратитесь к разделу о добавлении приправы ниже.
Приправить вашу хлебопекарную сталь ™
(Скорее смотреть, чем читать? СМОТРЕТЬ ЗДЕСЬ)
Поддерживая приправу, ваша сталь для выпечки должна оставаться в хорошем состоянии, в какой-то момент вам может потребоваться повторить процесс приправы. Если еда прилипла к поверхности или вы заметили тусклый серый цвет, повторите процесс добавления приправ.
Если еда прилипла к поверхности или вы заметили тусклый серый цвет, повторите процесс добавления приправ.
- Вымойте сталь для выпечки горячей мыльной водой и жесткой щеткой. (На этот раз можно использовать мыло, потому что вы готовитесь к пересадке стали для выпечки.)
- Полностью промойте и высушите.
- Нанесите каплю органического масла семян льна (рекомендуется Barleans) в центре стали для выпечки. Возьмите бумажное полотенце и равномерно нанесите масло на сталь. Используйте другое бумажное полотенце и сотрите излишки. Проделайте это с обеими сторонами стали для выпечки.
- Установите температуру духового шкафа на 375–400 .F.
- Поместите сталь для выпечки на решетку духовки.
- Выпекайте сталь для выпечки в течение часа. По прошествии часа выключите духовку и дайте стали остыть в духовке.
Кулинария из злаков: овес – Здоровая кухня доктора Вейля
 org/ListItem”>
Главная
org/ListItem”>
Главная- Диета и питание
- Кулинария и посуда
Овес продается в большем количестве форм, чем любое другое зерно – даже самый опытный покупатель в продуктовом магазине может быть ошеломлен. Все формы овса содержат большое количество клетчатки, называемой бета-глюканом, которая обладает особыми свойствами снижения уровня холестерина; исследования показали, что у людей с высоким уровнем холестерина общий уровень холестерина снизился на 8–23%, просто потребляя три грамма этой растворимой клетчатки (количество, которое содержится в одной миске овсянки) в день.
Обратите внимание на эти четыре типа овса:
- Овсяная крупа («цельный» овес) является наиболее неповрежденной формой, удаляется только самая внешняя несъедобная оболочка.
- Стальной овес (также известный как ирландский овес) – это просто овсяная крупа, разрезанная на две или три части стальными лезвиями, что немного сокращает время их приготовления.
 В наименьшей степени обрабатываются овсяная крупа и стальной овес; они долго готовятся, но в результате получается жевательное лакомство с низким гликемическим индексом.
В наименьшей степени обрабатываются овсяная крупа и стальной овес; они долго готовятся, но в результате получается жевательное лакомство с низким гликемическим индексом. - Овсяные хлопья – это результат пропаривания, плющения и сушки овсяной крупы.Это форма, известная большинству людей. Хотя овсяные хлопья несколько обработаны, они все же представляют собой цельное зерно. Я не рекомендую употреблять в пищу овес, прошедший дополнительную обработку, например овес быстрого приготовления или овсяные хлопья быстрого приготовления – это уже не цельные неповрежденные зерна, а пакеты овсяных хлопьев быстрого приготовления часто содержат большое количество соли, сахара и других добавок.
- Овсяные отруби – тонкоизмельченная мука из слоя отрубей овсяной крупы – хотя технически не является цельным зерном, но обладает такими же полезными для здоровья свойствами, как зерно с высоким содержанием клетчатки и низким содержанием крахмала; он является хорошим дополнением к другим продуктам питания, особенно к выпечке.
 Несмотря на короткое время приготовления и гладкую текстуру, благодаря растворимой клетчатке он не поднимает уровень сахара в крови.
Несмотря на короткое время приготовления и гладкую текстуру, благодаря растворимой клетчатке он не поднимает уровень сахара в крови.
Овес имеет более высокое содержание жира, чем другие зерна, и в результате может стать более прогорклым. Если вы покупаете овсяную крупу, овсяные хлопья, овсяные хлопья или овсяные отруби, покупайте их в меньших количествах и храните в холодильнике. Хотя овес на самом деле не содержит глютен, его обычно выращивают вместе с зернами глютена, такими как пшеница и ячмень, поэтому многие люди с непереносимостью глютена не могут их есть.Однако чистый, незагрязненный, сертифицированный безглютеновый овес (который можно заказать через Интернет или иногда найти в магазинах здорового питания) обычно переносится людьми с глютеновой болезнью. В редких случаях белок, называемый авенином, вызывал иммунный ответ, аналогичный таковому у глютена, у некоторых людей с глютеновой болезнью. Соблюдайте осторожность, если глютен вызывает у вас проблемы.
Время приготовления: Отруби, 5-7 минут; прокат, 10 минут; стальной, 20-40 минут; крупа, 45-60 минут
Жидкость на стакан зерна: Отруби в рулетах, 2 стакана; стальной и крупяной, 3 стакана
Как варить овес: За исключением цельной овсяной крупы, овес – единственное зерно, которое следует перемешивать во время приготовления. Для овсяной крупы смешайте крупу с водой в кастрюле, накройте крышкой и доведите до кипения. Убавить огонь и варить 45-60 минут до готовности. Для стальных отрубей, рулетов или овсяных отрубей смешайте с соответствующим количеством воды в кастрюле и, накрыв крышкой, доведите до кипения. Уменьшите огонь и варите на медленном огне необходимое время, часто помешивая (меньше помешивайте овсяные хлопья), пока не будет достигнута желаемая консистенция. Приправьте молоком или соевым молоком, сушеными или свежими фруктами, вашими любимыми специями и небольшим количеством подсластителя с низким гликемическим индексом, если хотите.Ложка орехового масла, перемешанная перед едой, также станет восхитительным дополнением.
Для овсяной крупы смешайте крупу с водой в кастрюле, накройте крышкой и доведите до кипения. Убавить огонь и варить 45-60 минут до готовности. Для стальных отрубей, рулетов или овсяных отрубей смешайте с соответствующим количеством воды в кастрюле и, накрыв крышкой, доведите до кипения. Уменьшите огонь и варите на медленном огне необходимое время, часто помешивая (меньше помешивайте овсяные хлопья), пока не будет достигнута желаемая консистенция. Приправьте молоком или соевым молоком, сушеными или свежими фруктами, вашими любимыми специями и небольшим количеством подсластителя с низким гликемическим индексом, если хотите.Ложка орехового масла, перемешанная перед едой, также станет восхитительным дополнением.
Попробуйте этот рецепт с овсяными хлопьями: Пирог Cherry Apple Crunch
овсяных хлопьев за 10 минут
Еда и вино (декабрь 2008 г.)
С тех пор, как несколько лет назад мы начали есть овсяные хлопья быстрого приготовления, овсяные хлопья быстрого приготовления уже не занимают прежнего места в наших сердцах. Конечно, они по-прежнему служат хорошим – и, что самое главное, быстрым – завтраком в будние дни.
Конечно, они по-прежнему служат хорошим – и, что самое главное, быстрым – завтраком в будние дни.
Но у них просто нет вкуса и содержания стальной огранки. Овсянка, нарезанная сталью, настолько плотная, с более полным вкусом и текстурой, что кажется, что быстрое приготовление просто маскируется под овсянку.
Когда вы едите стальной нарез, вы думаете: «О! Так вот какой должен быть вкус овсянки!»
Но всегда есть проблема времени.
Нарезка овса – это легко 45 минут. Мы не рано встаем и поэтому не можем позволить себе тратить 45 минут в будний день на завтрак.
Итак, мы отложили стальной овес на выходные.
Больше нет!
Этот оригинальный рецепт овсянки на ночь превращает приготовление овсяных хлопьев в стальную нарезку проще простого. Накануне вечером вы вскипятили шесть стаканов воды, вмешали овсянку, дайте ей закипеть в течение 1 минуты, выключите огонь и накройте крышкой. На следующее утро вы снова включаете огонь и даете ему закипеть 10 минут. По нашему опыту, это не занимает много времени: через 7 минут овсянка готова к употреблению.
По нашему опыту, это не занимает много времени: через 7 минут овсянка готова к употреблению.
Наш любимый способ есть овсянку – это нарезанные бананы, нарезанные грецкие орехи и немного кленового сиропа.В рецепте ниже рекомендуются миндаль, клюква и кленовый сироп.
Но вы можете добавить что угодно.
Что вы собираетесь положить в свой?
Ночная овсянка с миндалем и сушеной клюквой
Еда и вино (декабрь 2008 г.)
Подпишитесь на Food & Wine
(Эта фотография: Food & Wine )
* ОБЩЕЕ ВРЕМЯ: 15 МИН плюс замачивание на ночь
* ПОРЦИЙ: 6
Ингредиенты
1 1/2 стакана овсяных хлопьев
6 стаканов воды
1/4 стакана нарезанный соленый жареный миндаль
1/4 стакана сушеной клюквы
Коричневый сахар или чистый кленовый сироп для сервировки
Направления
1.В большой кастрюле отварите овес в воде в течение 1 минуты. Накройте крышкой и дайте постоять ночь при комнатной температуре.
2. На следующий день откройте овсяные хлопья и доведите до кипения на сильном огне. Уменьшите огонь до минимума и тушите, часто помешивая, примерно 10 минут, пока овсянка не станет кремообразной, но все еще слегка жевательной. Выложите овсяные хлопья в миски. Сверху посыпьте измельченным миндалем и сушеной клюквой и подсластите по вкусу коричневым сахаром или чистым кленовым сиропом.
Make Ahead
Приготовленную овсянку можно хранить в холодильнике до 1 недели.Нагрейте в микроволновой печи и при необходимости разбавьте водой перед подачей на стол.
Веганский овес с миндалем и кокосом на ночь (лучший способ приготовления овсяных хлопьев) – морская соль
МОРСКАЯ СОЛЬ Выпечка, Миски, Рецепты миндаль, кокос, пищевой блог, как приготовить овсяные хлопья за ночь, Рецепт, лучший способ приготовить овсяные хлопья, морская соль, веганский
Вы когда-нибудь покупали стальной овес, когда хотели купить старомодный рулет?
Я совершил ту ошибку несколько недель назад. Я не умел их готовить и поэтому попробовал около 200 различных способов.
Я не умел их готовить и поэтому попробовал около 200 различных способов.
Это стало моей навязчивой идеей.
Я пробовал замачивать, запекать, разогревать в микроволновой печи, топпинг, не топинг, использовать больше масла, меньше масла, яйца, разрыхлитель, список можно продолжить…
Способ, который я нашел, работает лучше всего и дает лучший вкус: замачивание овса на ночь в кокосовом молоке, смешивание его с небольшим количеством меда, льна, кокосового масла и корицы утром, а затем запекание. Посыпка овса смесью миндаля, миндальной муки и кокоса в конце выпечки дает красивую начинку с обильной текстурой.О, я уже упоминал, что этот рецепт веганский?
Я считаю, что эти овсяные хлопья намного лучше, если им дать достаточно времени для застывания после выхода из духовки. Я обычно даю им посидеть от 45 минут до часа, чтобы они остыли и приобрели более твердую текстуру, чтобы вы могли разрезать и удалять квадраты со сковороды.
Я люблю готовить из них сковороду в начале недели (в субботу вечером я замачиваю, а в воскресенье утром пекаю, в понедельник утром ем повторно нагретый квадрат). Лучший способ насладиться ими – это ненадолго разогреть квадрат в микроволновой печи, а затем добавить в него немного кокосового молока и нарезанных бананов.
Лучший способ насладиться ими – это ненадолго разогреть квадрат в микроволновой печи, а затем добавить в него немного кокосового молока и нарезанных бананов.
Вот рецепт! Развлекайся!
Количество порций: 6
Автор: Морская соль
Для овсянки
- 3/4 кружка стальной овес (не для быстрого приготовления)
- 2 чашки кокосовый “напиток” (не полножирный из банки, а из картонной – должно быть 4-5 граммов жира на чашку))
- 1/3 кружка мед
- 1 чайная ложка корица
- 2 Столовая ложка кокосовое масло (жидкая форма)
- 1 чайная ложка экстракт ванили
- 1/4 чайная ложка кошерная соль
- 2 Столовая ложка молотый лен
- кулинарный спрей для сковороды
Для начинки
- 3/4 кружка нарезанный миндаль (сырой)
- 1/4 чайная ложка корица
- 2 Столовая ложка светло-коричневый сахар
- 1/2 кружка тертый несладкий кокосовый орех
- 1 Столовая ложка кокосовое масло
- 1/2 кружка фасованная миндальная мука (не мука)
Смешайте овсяные хлопья и кокосовое молоко в большой миске, накройте крышкой и поставьте в холодильник на ночь или минимум на 12 часов.

После замачивания овса разогрейте духовку до 350 градусов. Смешайте овсяные хлопья и молоко с медом, кокосовым маслом, ванилью, солью, льном и корицей. Используйте венчик, чтобы собрать комочки.
Вылейте овсяные хлопья в подготовленную (обрызганную) стеклянную посуду 9 на 9 и запекайте 25 минут.
Тем временем приготовьте начинку, смешав миндаль, корицу, коричневый сахар, тертый кокос, кокосовое масло и миндальную муку в средней миске.Руками сложите все это и расколите более длинные кусочки кокоса. Смесь будет рыхлой и не слишком комковатой, но она должна стать немного темнее и немного влажной. Поставьте его в холодильник, пока овсянка продолжает запекаться.
После того, как овсянка запекется в течение 25 минут, осторожно достаньте ее из духовки (она все еще будет немного жидкой в центре) и посыпьте начинкой, чтобы покрыть овсянку от края до края.Снова поставьте в духовку и продолжайте выпекать еще 15-20 минут или пока овсянка не начнет немного пузыриться через начинку, а миндаль и кокос не подрумянятся (но не подгорят).
Дайте овсянке постоять от 45 минут до часа при комнатной температуре, чтобы она успела застыть. После того, как она достаточно долго застынет, будет легко удалить квадраты со сковороды и порционировать. Накройте и поставьте в холодильник, когда он достаточно остынет. Наслаждайтесь в течение недели, разогревая в микроволновой печи и наслаждаясь кокосовым молоком и фруктами.
Ням
Как приготовить лучший стейк в своей жизни.
Последние несколько месяцев я старался овладеть искусством и наукой приготовления стейков.
Ударьте. Я был в поисках идеального стейка .
В процессе я собрал страницы и страницы заметок – с веб-сайтов, кулинарных книг, интервью с поварами и из моего личного опыта – чтобы собрать воедино сборник простых советов, которые помогут вам приготовить идеальный стейк.
Итак, приступим. Потому что есть чем заняться.
1. Покупайте у мясника, а не в продуктовом магазине.
Мой местный мясник здесь, в Торонто.
Ключ к любой хорошей еде – использование лучших ингредиентов. Когда дело доходит до мяса, это означает, что нужно не ходить в супермаркет, а в мясную лавку. Там вы, как правило, найдете мясо самого высокого качества, доступное в вашем районе, в том числе мясо, выращенное на траве, без гормонов и выращенное с соблюдением этических норм.
2.Попробуйте стейк рибай.
Рибай: идеальная нарезка для идеального стейка.
Большинство людей предпочитают для стейков очень нежирные куски говядины. Но из более постных нарезок получаются более сухие и мягкие стейки. С другой стороны, нарезка с небольшим количеством лишнего жира и мраморностью будет просто вкуснее, и часто с очень небольшой подготовкой.
С точки зрения питания, небольшое количество насыщенных жиров, например, содержащихся в говядине, – это нормально. (В любом случае говядина содержит более 40% мононенасыщенных жиров). Вам просто не нужно его слишком много, поэтому убирайте лишний жир после приготовления, если вы пытаетесь сократить его. Кроме того, вместо того, чтобы выбирать более постное мясо, вы всегда можете просто съесть меньшую порцию более вкусного.
Кроме того, вместо того, чтобы выбирать более постное мясо, вы всегда можете просто съесть меньшую порцию более вкусного.
Так что не бойтесь жира; Фактически, для идеального стейка с очень небольшим количеством маринования вам понадобится кусков с небольшим количеством жира. Лично я считаю, что рибай идеально подходит для отличного, легкого в приготовлении стейка.
3. Натереть долькой свежего чеснока.
Разрежьте зубчик чеснока пополам и натрите весь стейк срезанной стороной.
Из свежего чеснока можно быстро и вкусно натереть стейк.Разрежьте зубчик чеснока пополам и натрите отрезанной стороной весь стейк, стороны и края.
(Дополнительный совет: чтобы избавиться от запаха чеснока с рук, вымойте их и потрите ими о стенки кухонной мойки из нержавеющей стали.)
Но не останавливайтесь на достигнутом. Нужно еще приправить.
4. Приправить большим количеством морской соли.
Целые горошины перца и морская соль и мельницы для их измельчения – лучшая приправа.
Если у вас его еще нет, купите мельницу для соли и мельницу для перца и наполните их кристаллами морской соли и целыми горошинами перца.
Измельчите большое количество морской соли и свежего перца с обеих сторон стейка, чтобы образовалась легкая корочка. Используйте чуть больше, чем считаете необходимым.
5. Заморозьте стейк прямо перед приготовлением на 45 минут.
Посолите стейк и ненадолго заморозьте (45 минут), чтобы корочка стала идеально подрумяненной.
У отличного стейка красивая коричневая корочка, обычно получаемая в стейк-хаусах с коммерческими грилями и бройлерами, которые на на горячее, чем все, что есть дома.Быстрое нажатие на такое оборудование быстро испаряет поверхностную влагу на стейке и образует идеально обугленную корочку.
Но с небольшой уловкой из журнала Cook’s Illustrated вы можете приблизиться. Положите свежесоленый стейк в морозильную камеру без упаковки на противень, застеленный бумажным полотенцем, на 45 минут, прямо перед тем, как вы собираетесь готовить. Морозильники – это невероятно сухая среда (потому что влага в них, ну, замораживает ), и поэтому продукты, помещенные в морозильную камеру без упаковки, сохнут очень быстро.45 минут достаточно, чтобы высушить поверхность, не замораживая стейк. Если дольше часа, стейк может начать замерзать.
Морозильники – это невероятно сухая среда (потому что влага в них, ну, замораживает ), и поэтому продукты, помещенные в морозильную камеру без упаковки, сохнут очень быстро.45 минут достаточно, чтобы высушить поверхность, не замораживая стейк. Если дольше часа, стейк может начать замерзать.
Через 45 минут достаньте и сразу же начинайте жарить на гриле или жарить на сковороде.
(Большинство шеф-поваров рекомендуют дать стейку нагреться до комнатной температуры перед приготовлением на гриле или на сковороде. Считается, что если вы начнете с холодного мяса, есть тенденция поджечь внешнюю часть, прежде чем готовить внутреннюю часть до желаемой степени готовности. Я никогда не обнаруживал, чтобы быть проблемой с «Методом ресторана», который я описываю ниже, и в этом случае он разрушит эффект быстрой заморозки.)
6. Используйте подходящий жир для жарки.
Забудьте о оливковом масле первого холодного отжима для приготовления пищи; вместо этого попробуйте органическое масло.
Оливковое масло первого холодного отжима, хотя и очень вкусное, не следует использовать для поджаривания стейков, поскольку оно слишком нежное и температура копчения слишком низкая. Если вы не пытаетесь окурить кухню или послать дымовые сигналы дальним родственникам, используйте что-нибудь более стабильное.
Вместо этого попробуйте приготовить на органическом сливочном масле – более высокая температура копчения, и это будет так же вкусно.
7.Используйте цифровой термометр для мяса, чтобы приготовить стейк идеально.
Цифровой термометр для мяса с проводным зондом поможет вам определить время приготовления.
Стейк-хаусы делают все возможное, чтобы приготовить стейки с точностью до желаемой степени готовности клиентов (средней прожарки, хорошо прожаренной и т. Д.), Потому что они получают жалобу №1 на переваренные и недожаренные стейки. Приготовьте стейк до степени прожаривания, и вы на 90% готовы к идеальному стейку.
Цифровой термометр для мяса (например, от Amazon) – простой способ сделать это точно.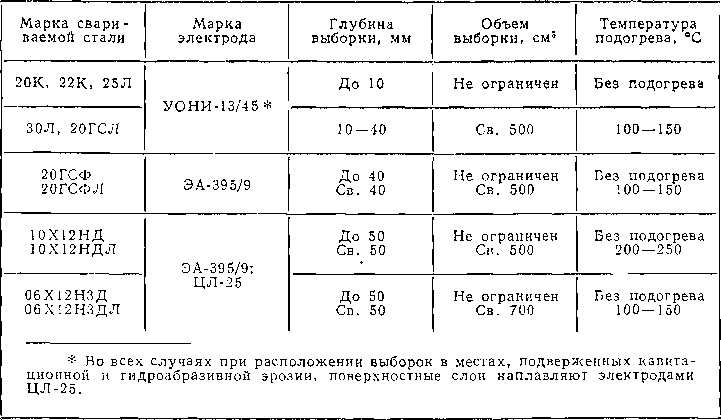 (Ну, нам в PN нравится точность.) Вставьте его через край стейка в центр и убедитесь, что он не касается жира или самой сковороды.
(Ну, нам в PN нравится точность.) Вставьте его через край стейка в центр и убедитесь, что он не касается жира или самой сковороды.
Каждый уровень «степени готовности» соответствует приблизительной внутренней температуре приготовленного стейка. Например, стейк средней прожарки должен иметь внутреннюю температуру около 130 ° F.
Поскольку внутренняя температура стейка будет повышаться даже после того, как он был извлечен из сковороды или гриля (см. «Дайте стейку отдохнуть» ниже), извлеките стейк, когда он достигнет температуры на 5 ° F ниже желаемой степени готовности.Например, для средней прожарки прекратите готовить при 125 ° F. После этого, пока он будет лежать на тарелке в течение 5 минут, внутренняя температура повысится до 130 ° F – идеально для средней прожарки.
Вот краткая таблица температур для стейка:
| Степень готовности | Желаемая температура | Прекратить готовить на |
|---|---|---|
| Очень редко | 120 ° F | 115 ° F |
| Редкий | 125 ° F | 120 ° F |
| Средне редкий | 130 ° F | 125 ° F |
| Средний | 140 ° F | 135 ° F |
| Средняя скважина | 150 ° F | 145 ° F |
| Молодец | 165 ° F | 160 ° F |
Я предпочитаю покупать отличный кусок мяса и готовить его до средней прожарки с хорошо подрумяненной корочкой.
 Но каждому свое.
Но каждому свое.8. Попробуйте приготовить стейки ресторанным методом.
Ресторанный метод: обжарить на сковороде, закончить (при необходимости) в духовке.
Все любят готовить на гриле, и, конечно же, так можно приготовить отличный стейк. Но есть еще один способ – Ресторанный Метод – и это предельно простой способ получить идеально приготовленный стейк в помещении круглый год. И это то, что может оценить любой любитель стейков, живущий в истинно четырехсезонном климате.
Ресторанный метод – это просто:
- Обжарьте стейк на сковороде.
- Обжарьте стейк изнутри в духовке.
Вот как это сделать:
- Разогрейте духовку до 350 ° F.
- Разогрейте большую сковороду на среднем или сильном огне. Используйте сковороду-гриль, если вам нужны полоски угля; в противном случае подойдет любая большая сковорода.
- Добавьте в сковороду столовую ложку натурального сливочного масла; дайте ему растаять и покрутите его, чтобы покрыть сковороду.

- Обжарьте каждую сторону стейка на сковороде в течение 2–5 минут; загляните внизу, чтобы узнать, когда перевернуть. Вы хотите коричневый, но не черный (т.э., сгорел).
- Если вам нравится стейк от редкой до средней прожарки, вы можете здесь часто останавливаться. Просто проверьте внутреннюю температуру стейка термометром для мяса (см. Выше).
- Если вам нравится прожаренный стейк от среднего до хорошо прожаренного, поставьте его в духовку на небольшую решетку над противнем, выстланным фольгой, и запекайте еще 5-15 минут. (Опять же, с термометром для мяса вы будете точно знать, когда его вынимать.)
9. Смажьте веточкой розмарина.
Полейте стейк веточкой свежего розмарина.
Это небольшой трюк, которому учит Джейми Оливер, и еще одна причина попробовать приготовить стейки на сковороде. С веточкой свежего розмарина соберите на сковороде сок. Затем промокните стейк веточкой, по сути, намазывая стейк. Это невероятно простой способ добавить аромат.
10. Обжарьте и края.
Просто, но не так много людей. Когда обе стороны стейка будут обжарены, возьмите пару длинных щипцов, чтобы удержать стейк и поджарить края.
11. Подавать на разогретой тарелке.
Поместите безопасные для духовки тарелки в духовку на минуту, прежде чем класть на них стейки.
Это один из самых простых способов улучшить вкус горячего блюда.
Знаете, как официант в вашем любимом ресторане всегда предупреждает вас: «Осторожно, тарелка горячая»?
Это потому, что для горячих блюд в ресторанах часто тоже подогревают тарелки. Они понимают, что подача блюд правильной температуры – один из самых важных факторов, позволяющих получить удовольствие от еды.Положите горячую пищу на тарелку комнатной температуры, и она сама охладит пищу и испортит усилия, которые вы приложили для ее правильного приготовления.
Простое решение? Поставьте тарелки в духовку на несколько минут. Если вы используете Ресторанный метод (см. Выше), тогда ваша духовка уже имеет температуру 350 ° F. Просто вставьте тарелки на минутку в самом конце.
Выше), тогда ваша духовка уже имеет температуру 350 ° F. Просто вставьте тарелки на минутку в самом конце.
Но:
- Не используйте слишком хрупкие предметы, чтобы выдерживать тепло, например тонкий фарфор или (очевидно) пластик.
- Не оставляйте тарелки более чем на минуту, потому что они будут очень горячими.
- Удалите их прихваткой для духовки.
- Не забудьте предупредить гостей о том, что тарелка горячая – и обратите внимание на это предупреждение!
(Примечание: если ваша посуда пригодна для использования в микроволновой печи, тоже можно использовать ее в микроволновке при высокой температуре в течение минуты.)
12. Дайте стейкам «отдохнуть» 5 минут перед подачей на стол.
5 минут на разогретой тарелке, покрытой фольгой, и стейки готовы к употреблению.
Выложите стейки на разогретые тарелки, накройте их фольгой и дайте им постоять – или, говоря шеф-поваром, «отдохнуть», перед подачей на стол. Зачем?
1. Дать стейку нагреться до желаемой температуры. На этом этапе стейк снаружи более горячий, чем внутри. Таким образом, внешняя сторона стейка будет продолжать «готовить» внутреннюю часть стейка в течение нескольких минут, даже после того, как вы сняли стейки со сковороды или гриля. Вот откуда вы получаете дополнительные 5 ° F внутренней температуры.
2. Дать соку равномерно распределиться по стейку. При жарке сок в стейке отводится от источника тепла (внешняя сторона стейка) к середине стейка.Если дать ему отдохнуть, соки будут равномерно перераспределяться, возвращаясь к краям, вместо того, чтобы скапливаться в центре. Таким образом, сок по-прежнему будет в мясе, когда вы откусите его, вместо того, чтобы вытекать на тарелку, как только вы его разрежете.
13. В завершение добавьте немного оливкового масла первого холодного отжима и свежий базилик.
Свежий базилик и хорошее оливковое масло первого холодного отжима являются идеальным завершающим штрихом.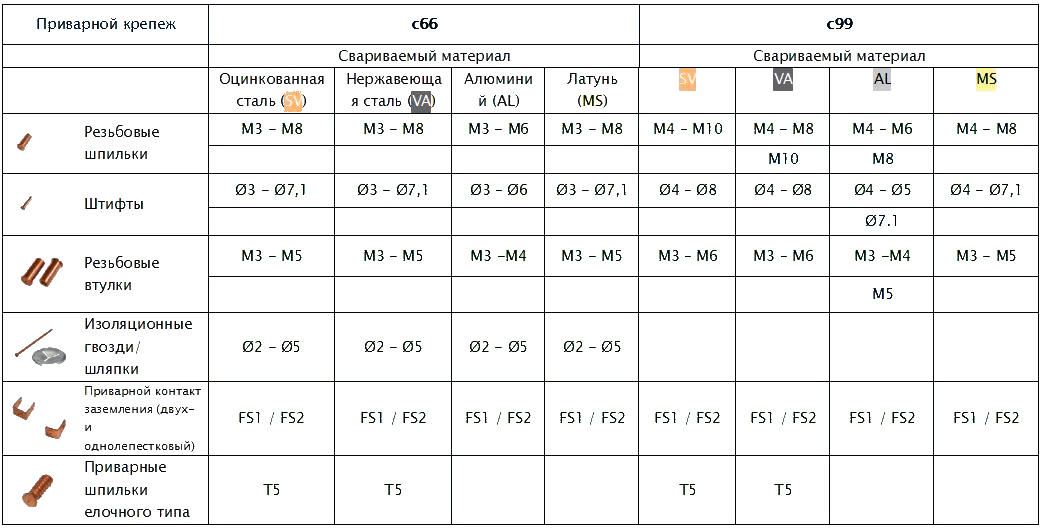
Еще одна уловка Джейми Оливера. Налейте немного оливкового масла первого холодного отжима на деревянную разделочную доску.Положите на масло несколько листьев свежего базилика и нарежьте их. Затем с помощью тыльной стороны вилки растереть базилик в масле.
Затем возьмите отдохнувший стейк и положите его на базиликовое масло. Переверните так, чтобы бифштекс попал с обеих сторон.
Дополнительно: нарежьте стейк на полоски и подавайте на подушке из смешанной органической зелени с простой лимонной заправкой для идеальной еды в любое время (AT).
Нарежьте и выложите на красивую подушку из органической зелени для идеальной еды в любое время.
14. Практика.
«Помните, что приготовление пищи – это не точная наука; результаты зависят от температуры ингредиентов, кухонного оборудования, которое вы используете, и даже от климата, в котором вы живете. Чем больше вы практикуетесь, тем лучше вы узнаете, как еда реагирует на определенные условия ».
– Чак Уильямс, прославившийся Уильямс-Сонома.

Единственный способ приготовить идеальное блюдо – это практиковаться в приготовлении его снова и снова. Используйте тот же кусок говядины от того же мясника, то же оборудование для приготовления пищи и продолжайте попытки.Пока вы уделяете внимание, чем больше вы это делаете, тем лучше будет результат.
Нужна дополнительная помощь в приготовлении пищи? Попробуйте Gourmet Nutrition: Поваренную книгу для любителя здоровой еды.
Если вы хотите хорошо питаться и сохранять лучшую форму в своей жизни, ознакомьтесь с нашей кулинарной книгой Gourmet Nutrition. Это единственная кулинарная книга, разработанная специально для любителей здоровой еды. В ней содержится более 120 рецептов, одобренных Precision Nutrition, каждый с подробными инструкциями и полноцветной фотографией.
Фактически, на странице 88 вы найдете рецепт идеального стейка.И есть еще много всего, откуда это взялось. Для получения дополнительной информации и заказа копии посетите www.