Как варить алюминий: Сварка алюминия в домашних условиях – как правильно варить алюминий
alexxlab | 15.04.2023 | 0 | Разное
Сварка алюминия полуавтоматом – как правильно варить?
0
Опубликовано: 25.04.2017
Сварка алюминия с помощью полуавтомата предполагает применение специального электрода в виде мягкой проволоки, которая должна подаваться к месту сваривания через специальный рукав, это происходит за счет особой системы роликов. Если имеется некоторый опыт в области сварочных работ, а также при наличии полуавтомата можно несколько изменить подход к данной технологии.
Прежде чем начать варить алюминий полуавтоматом, следует принимать во внимание, что этот металл значительно мягче по сравнению со сталью, поэтому подавать электродную проволоку нужно гораздо быстрее, нежели при работе с другими металлами.
Еще одним свойством алюминиевых изделий является очень высокая теплопроводность, что вынуждает применять большие токи. Лишь в этом случае удастся получить хороший и герметичный шов, нормально проварить металл. Если работы продолжаются достаточно долго, импульсы могут несколько снижаться. При сварке алюминия применение значительной силы тока позволяет уменьшить прилагаемые усилия и сократить время использования оборудования, соответственно, продлить срок его службы.
Оглавление:
- Каким аппаратом лучше пользоваться?
- Особенности проведения работ
- Сварка алюминия полуавтоматом: положительные моменты
- Основы техники безопасности
Каким аппаратом лучше пользоваться?
Чтобы сваривать алюминиевые изделия значительной толщины, понадобиться взять достаточно мощный аппарат. Если работы будут производиться регулярно, то необходимо приобрести оборудование, мощность которого должна быть не менее 200 А. Сварку алюминия специальным полуавтоматом производить гораздо комфортнее, если аппарат оборудован режимом пульсации.
Режим выдачи импульсов не допускает перегрева как самих заготовок, так и аппарата, соответственно, прожечь металл будет довольно проблематично. Также это влияет на создание качественного сварного соединения. Для надежного шва желательно использовать технологию сварки в аргоне, причем можно брать как чистый газ, так и с небольшим добавлением гелия. Этот факт сильно отличает работы от сварки стали, которая нуждается в создании среды углекислого газа. Если в аппарате стоят редуктор и регулятор, рассчитанные именно на углекислоту, их нужно будет заменить.
В качестве электрода лучше всего использовать проволоку, сделанную из алюминия. Если ее диаметр будет составлять 0,8 мм, сопло должно быть не менее 1 мм – это связано с тем, что при сильном нагревании алюминий серьезно расширяется.
Полуавтомат для сварки алюминия должен иметь подающий механизм с канавками, выполненными в форме буквы U. Стандартные канавки имеют вид буквы V – они не подойдут для данного материала. Оптимальным будет использование аппарата, в механизме которого предусмотрено сразу четыре ролика. Если это не предусмотреть, то заготовки в процессе проведения сварочных работ своими руками можно сильно повредить.
Кабельный канал, по которому будет подаваться сварочная алюминиевая проволока, должен быть сделан из графита или тефлона – это позволяет свести трение к минимуму. Кабель сварочной горелки должен быть не более трех метров.
Особенности проведения работ
Сварка алюминия полуавтоматом без аргона подразумевает постоянное поддерживание горящей дуги, причем ее длина значительно больше, чем при работе со сталью, – порядка полутора сантиметров. Если делать ее короче, то возникает опасность прожечь заготовку и не сплавить кромки. Основные технологические особенности сваривания алюминия своими руками заключаются в следующем.
- В автомат подачи проволоки вставляется алюминиевый электрод, сразу протягивается к горелке.
- На передней панели аппарата нужно настроить все необходимые показатели, связанные с силой тока, напряжением, мощностью и так далее.
- В систему включается баллон с аргоном.
- Заготовки нужно зачистить, сняв оксидную пленку, удалив все загрязнения.
- Приступают к проплавлению кратера в районе соединения заготовок, постепенно его заполняют жидким металлом.
- Образовавшееся углубление заливается алюминием вплоть до того, пока не будет полностью сформирован шов.
Полярность настраивают так, чтобы она была обратной, то есть отрицательный заряд будет подаваться на саму заготовку, плюсовая часть станет подаваться на электрод. Сварочный полуавтомат для сваривания толстого алюминия желательно подключать к баллону, который должен содержать смесь аргона и гелия. Если заготовка довольно тонкая, то можно применять газ в чистом виде.
Подразумевается, что заготовки должны быть подготовлены к проведению сварочных работ. Если спросить об этом этапе опытного сварщика, то он скажет, что поверхность деталей в районе формирования шва должна быть очищена и обезжирена. Когда во время непосредственной сварки образовывается достаточно сильное загрязнение, в аргон можно добавить не более 3 % кислорода. Это будет выжигать всю грязь, появляющуюся в районе формирующегося шва.
Осуществлять проварку кратера желательно на будущем стыке. Его пробить можно с помощью импульсной технологии подачи напряжения на электрод. Когда работы подходят к концу, шов должен быть полностью закрыт расплавленным металлом. В дальнейшем ему нужно будет дать остыть до 400 градусов в аргоновой среде. Если упустить из виду данный момент, то это приведет к тому, что на поверхности сварного соединения образуется оксидная пленка. Это станет причиной снижения прочности шва.
Это станет причиной снижения прочности шва.
Сварка алюминия полуавтоматом: положительные моменты
Относительно того, как варить алюминий, имеется несколько рекомендаций, позволяющих облегчить проведение работ.
- Полуавтоматическая технология сваривания алюминия является не слишком дорогой, ее цена в плане себестоимости меньше по сравнению с аргоновой и другими технологиями.
- Полуавтоматическая сварка может применяться для различных материалов. Она является универсальной техникой, с которой работает большинство профессиональных сварщиков.
- Сама сварка осуществляется довольно быстро во многом за счет того, что присадочный материал или электродная проволока подается самостоятельно при помощи особого механизма.
- Сварочная проволока, необходимая для работ с алюминием, не является дефицитом – ее можно приобрести по невысокой цене.
- Оборудование и заготовки подготавливаются довольно быстро, к тому же все убирается за короткое время.

Однако стоит учитывать, что при сварке шов получится не слишком прочным, если не применять газ типа аргона. Без использования аргона обязательно нужно брать флюс. Зачастую приходится сваривать не алюминий, а его сплавы. Если не знать точно, из каких металлов состоит заготовка, а также их соотношение в сплаве, то подобрать наиболее подходящую проволоку весьма проблематично. Электрод нужно вести довольно быстро, из-за чего сформировать нормальный валик довольно сложно.
Однако главной сложностью, которая возникает при необходимости сваривания алюминия, является наличие на поверхности заготовок особой оксидной пленки, расплавить которую можно только при температуре более 2 тысяч градусов, причем сам алюминий плавится при меньшей температуре. Из-за слишком большого расширения при нагревании детали будут сильно сжиматься в размерах при остывании, что в конечном счете приведет к тому, что шов запросто может лопнуть либо заготовки будут претерпевать определенную деформацию.
Основы техники безопасности
Обязательно следует использовать различные средства защиты дыхания, кожи и зрения. В частности, перед началом работ нужно надевать респиратор, защитную маску, специальную уплотненную одежду, которая будет предохранять поверхность кожи от попадания брызг расплавленного металла. В процессе проведения работ выделяется весьма едкий белый дым, который при попадании в органы дыхания становится причиной сильного кашля и головных болей.
Данная технология представляет собой идеальное решение в случае, если имеется необходимость наплавить металл либо заполнить значительный зазор. В промышленном производстве такая методика проведения сварки с использованием алюминия встречается чаще всего во многом благодаря тому, что она позволяет получить в конечном итоге очень большой объем выполненной работы, так как выполняется очень быстро. Если сварщик квалифицированный, то он будет выдавать превосходную продукцию.
Сергей Одинцов
tweet
Как варить алюминий полуавтоматом? | Автоклуб «М-20 Победа»
- #1
Всем доброго дня!
Изучаю вопрос сварки алюминия полуавтоматом. У кого-то есть опыт?
На данный момент понимаю, что для этого нужно:
1) баллон аргона
2) Тефлоновый канал для проволоки
3) Алюминиевую проволоку
4) вроде как специальный наконечник?
В теме пока плаваю, только начал разбираться, не судите строго
Подскажите, что еще нужно для сварки алюминия полуавтоматом?
И какая алюминиевая проволока для этого нужна?
Варить буду автомобильные запчасти.
- #2
Если хочешь варить автомобильные запчасти, то нужен профессиональный полуавтомат. Обычным дачным ничего хорошего не получится. И для того чтобы их варить нужен вообще не полуавтомат, а TIG аргоновый пост. То есть неплавящийся вольфрамовый электрод и присадочный пруток (проволока). Если нет опыта лучше самому их и не варить….
Expand signature
Умников до хрена, а вот умных чуть-чуть поменьше.
- #3
!!! Варить люминь только в хорошо вентилируемом помещении или на улице,но не сильном ветре,сдует аргон нараз.
Наконечник отличается лишь большим диаметром отверстия, например проволока 0.8 мм ,то отверстие в наконечнике 0.9 (что бы не застревала)потому как алюминиевая проволока расширяется при нагреве (сварке) поболее чем сталь.
Покажи свой аппарат -панель управления.
Тренируйся для начала положить просто валик, лучше всего “косичкой” при этом движения рукой надо делать в несколько раз быстрее из за большой подачи, потом на 2-3 мм пластинах, встык,в нахлест,вертикаль(это потом) ставь 18-20 ампер и вперед,если аппарат сам выставляет подачу, если нет ставь подачу почти на максимум.Давление газа 2-3кг, подойдет редуктор от углекислоты.
Спрей обязателен!
Балон газа спалишь тренируясь,потом будет сносно получаться.
Проволока бывает разных марок для разного алюминия т.к. его разновидностей по примесям довольно много.
Сам в основном пользуюсь проволокой 4043 0.8мм
вчерашняя работа с профилем 1.5мм и 2мм,
варил 90 градусный уголок из квадратной трубы 20мм, марки АД31 потом его на “заклепку” в трубу 25мм (будет разборная конструкция в задней части джипа-спалка)
правда швы зашлифованы…
вот лестница стремянка из подручного уголка .
наклейка на коробке с проволокой.
IMG_1112.JPG
142,2 КБ Просмотры: 358
IMG_1113.JPG
172,5 КБ Просмотры: 606
IMG_1119.JPG
148,7 КБ Просмотры: 445
IMG_1122.
 JPG
JPG175,1 КБ Просмотры: 682
IMG_1123.JPG
131,3 КБ Просмотры: 745
Expand signature
ЖЕЛАЮ ВСЕМ ПОБЕДЫ!
Реакции:
Pika и pashin_aleksei
- #4
Наконечник можно и обычный но диаметр отверстия больше примерно на 0,2-0,5 мм. больше. Полуавтомат большей мощности, с режимом сварки переменным током. Подающий механизм на 4 ролика. Сварочный рукав(горелка) не больше 3 метров. Проволока подбирается по марке ремонтируемой детали, интернет в помощь. Для сравнения, сварка стали, толщина 10 мм. вертикалом встык с разделкой кромок, толщина проволоки 2 мм. сила тока примерно 200-250 А. Теже самые условия но алюминий, ток 400-450 А. По моему опыту.
Для сравнения, сварка стали, толщина 10 мм. вертикалом встык с разделкой кромок, толщина проволоки 2 мм. сила тока примерно 200-250 А. Теже самые условия но алюминий, ток 400-450 А. По моему опыту.
- #5
Варить можно,нужен полуавтомат минимум среднего класса с импульсным режимом и подающий механизм на 4 ролика.
Но, для ручной сварки ответственных деталей , аргонодуговой TIG на порядок лучше ,из-за более высокой прочности соединения.
Последнее редактирование:
Реакции:
Pika
- #6
юрий-победа сказал(а):
!!! Варить люминь только в хорошо вентилируемом помещении или на улице,но не сильном ветре,сдует аргон нараз.
Наконечник отличается лишь большим диаметром отверстия, например проволока 0.8 мм ,то отверстие в наконечнике 0.9 (что бы не застревала)потому как алюминиевая проволока расширяется при нагреве (сварке) поболее чем сталь.
Покажи свой аппарат -панель управления.
Тренируйся для начала положить просто валик, лучше всего “косичкой” при этом движения рукой надо делать в несколько раз быстрее из за большой подачи, потом на 2-3 мм пластинах, встык,в нахлест,вертикаль(это потом) ставь 18-20 ампер и вперед,если аппарат сам выставляет подачу, если нет ставь подачу почти на максимум.Давление газа 2-3кг, подойдет редуктор от углекислоты.
Спрей обязателен!
Балон газа спалишь тренируясь,потом будет сносно получаться.
Проволока бывает разных марок для разного алюминия т.к. его разновидностей по примесям довольно много.
Сам в основном пользуюсь проволокой 4043 0.8мм
вчерашняя работа с профилем 1.5мм и 2мм,
варил 90 градусный уголок из квадратной трубы 20мм, марки АД31 потом его на “заклепку” в трубу 25мм (будет разборная конструкция в задней части джипа-спалка)
правда швы зашлифованы…
вот лестница стремянка из подручного уголка .
наклейка на коробке с проволокой.Нажмите, чтобы раскрыть…
Спасибо за ответ
А тефлоновый канал то нужен или нет?
И что за спрей?
- #7
pashin_aleksei сказал(а):
Спасибо за ответ
А тефлоновый канал то нужен или нет?
И что за спрей?Нажмите, чтобы раскрыть…
—————
Нужен!
За спрей:
———-
Покажи аппарат!
Expand signature
ЖЕЛАЮ ВСЕМ ПОБЕДЫ!
- #8
Спрей нужная вещь, абикор рулит.
- #9
юрий-победа сказал(а):
—————
Нужен!
За спрей:———-
Покажи аппарат!Нажмите, чтобы раскрыть.
..
Вот такой
- #10
Таким ничего путного не сварите. Это обычный любительский аппарат совсем не предназначенный для сварки алюминия. С самой примитивной регулировкой параметров. В самом лучшем случае можно варить что-то большое типа уголков и швеллера грубым швом. И скорее всего 180 амперный аппарат вообще алюминий варить не будет. Покупка аксессуаров типа баллона, канала и т.д. – выброшенные деньги. Хозяин, конечно, барин, но начнете варить вспомните мой совет.
Последнее редактирование:
Expand signature
Умников до хрена, а вот умных чуть-чуть поменьше.
Реакции:
Павел–82
- #11
На нем научишься варить,мелочь(тонкий 2-4 мм) толще он не потянет,вернее прихватит но не проварит,качественного крепкого шва не будет.
Для более ответственной работы необходим аппарат “заточенный” на алюминий,они недешевы.
https://www.tiberis.ru/collections/lincoln-electric/products/lincoln-electric-speedtec-505sp
Советую параллельно осваивать и переменку.
Переменка с вольфрамовым наконечником совсем иная сварка и требует совершенно других навыков в сварочной работе,без наставника ее трудно освоить.
Без нее не обойтись особенно если предполагается ремонт толстых деталей авто,особенно баки,цистерны,рамы,диски,кронштейны…
Вот примерно такой не менее 200А :
https://tiu.ru/p67574213-invertornyj-svarochnyj-apparat;all.html
Expand signature
ЖЕЛАЮ ВСЕМ ПОБЕДЫ!
- #12
Я подобный аппарат 4 года назад подарил пацанам, он годен для жестянки в кузовной, не более. Люминь ему не по зубам.
- #13
pashin_aleksei сказал(а):
Нажмите, чтобы раскрыть…
—————————
У меня для мелких работ такой, http://ssva.ua/products/SSVA180P.html, у кореша немного другой http://ssva.ua/products/SSVA270P.html
если они есть в продаже,то это более менее бюджетно по деньгам.
Они заточены на люминь, проверенные и безпроблемные.
Expand signature
ЖЕЛАЮ ВСЕМ ПОБЕДЫ!
- #14
Инверторным ПА, у меня не получилось варить , для люмяшки нужна переменка , а вот обычным трансфоматорным ПА ( Цыклон 200), варил , только рукав нужно минимально возможной длинны, а то чуть зазеваешся и проволка начинает собиратся после ролика.
Вам необходимо войти или зарегистрироваться, чтобы здесь отвечать.
Что нужно знать
Добавление большего количества присадочного металла — это один из приемов, который можно использовать для достижения эффекта стопки десяти центов при сварке алюминия методом GTAW.
Изготовление изделий из алюминия может помочь продлить срок службы деталей, уменьшить вес и обеспечить большую целостность при низких температурах, что делает этот материал подходящим для таких применений, как производство грузовиков и прицепов, криогенных трубопроводов и компонентов лодок.
Однако сварка алюминия сопряжена с некоторыми трудностями, начиная с регулирования подводимого тепла и заканчивая окисным слоем. Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) традиционно считается методом сварки алюминия из-за высокой целостности сварного шва и эстетичного внешнего вида, который обеспечивает этот процесс.
Достижение высокого качества сварных швов и желаемого внешнего вида при сварке алюминия методом GTAW требует практики и навыков. Также полезно следовать некоторым ключевым рекомендациям.
Преодоление трудностей сварки TIG алюминия
Хотя GTAW является медленным процессом и обычно не используется в высокопроизводительном производстве, он часто является хорошим выбором для сварки алюминия, где производительность не так важна, как качество и внешний вид.
При сварке алюминия методом газовой дуговой сварки металлическим электродом (GMAW) присадочный металл подается в сварочную ванну, как только сварщик нажимает на спусковой крючок горелки. Эти «холодные пуски» могут привести к непровару и недостаточному проплавлению.
С помощью GTAW вы контролируете время добавления присадочного металла и можете создать ванну и обеспечить надлежащее проникновение перед добавлением присадочного металла. Имейте в виду, что больший контроль над этой переменной добавляет еще один уровень сложности и навыков оператора по сравнению с другими процессами, такими как GMAW.
Правильный подвод тепла является решающим фактором для успешной сварки алюминия методом GTAW. Поскольку алюминий обладает высокой проводимостью, тепло сварочной ванны можно быстро отвести. Эта характеристика требует подачи большого количества тепла для образования сварочной ванны. Тем не менее, это тепло необходимо контролировать, чтобы предотвратить неуправляемую лужу или прожог.
Нагрев при сварке зависит от силы тока и напряжения, а это означает, что чем выше напряжение дуги, тем больше энергии поступает в деталь. Хотя сварка с использованием более длинной дуги увеличивает напряжение дуги, что, в свою очередь, приводит к большему выделению тепла, она также нагревает гораздо большую площадь материала. Это может привести к образованию лужи, которая быстро растет. Чтобы предотвратить это, используйте более короткую длину дуги, чтобы локализовать тепло на небольшой площади.
В дополнение к правильному регулированию температуры, примите во внимание эти советы, чтобы оптимизировать результаты при сварке алюминия методом GTAW.
Используйте правильную полярность
Многие операторы, особенно новички в сварке алюминия, могут не осознавать, что материал образует оксидный слой. Окисление алюминия имеет тенденцию быть тускло-серебристым, и его труднее увидеть, чем красное окисление или ржавчину на стали. Кроме того, температура плавления оксида алюминия примерно в три раза превышает температуру плавления основного материала.
Алюминийобладает электропроводностью, поэтому тепло сварочной ванны можно быстро отвести. Эта характеристика требует подачи большого количества тепла для создания сварочной ванны, но контроль этого тепла является ключом к предотвращению неконтролируемого образования ванны или прожога.
Перед сваркой важно очистить оксидный слой с помощью специальной проволочной щетки из нержавеющей стали или твердосплавного резака. Однако даже при надлежащей очистке оксидный слой немедленно начинает формироваться заново, что может затруднить обзор сварочной ванны.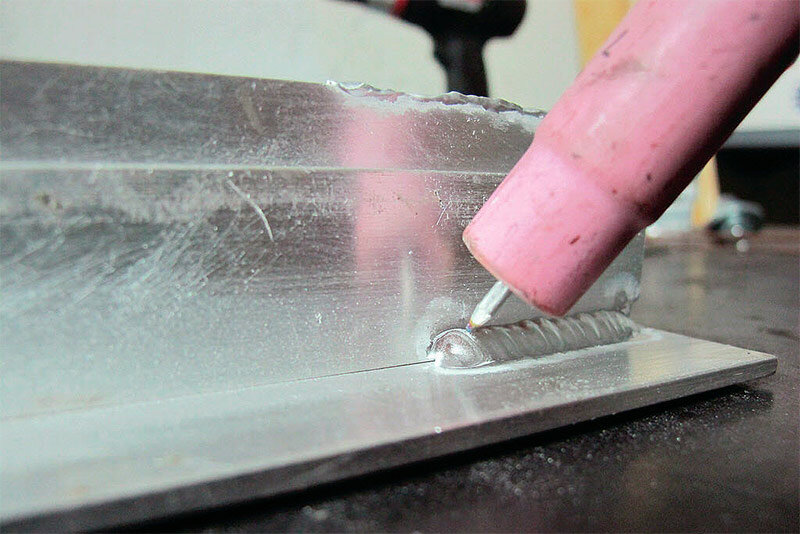
Это делает критическим использование полярности переменного тока (AC) в процессе GTAW на алюминии. При переменном токе направление тока постоянно меняется по всему сварному шву. Полярность переменного тока обеспечивает очищающее действие, которое помогает удалить оксидный слой на алюминии, позволяя увидеть расплавленную сварочную ванну.
Регулировка баланса при сварке алюминия
Другим шагом, который способствует получению качественного сварного шва алюминия, является настройка правильного баланса. Когда вы выполняете сварку с полярностью переменного тока, сварка имеет отрицательный электрод (EN) и часть положительного электрода (EP). EN часто считают стороной сварки формы волны переменного тока, в то время как EP – это место, где происходит очистка или удаление оксидов. В современном сварочном оборудовании функция управления балансом позволяет регулировать соотношение между ними в зависимости от того, что вы видите в сварочной ванне.
В то время как старое оборудование имело действительно сбалансированное соотношение EN и EP 50-50, многие современные источники питания GTAW имеют заводскую настройку баланса 75% EN и 25% EP.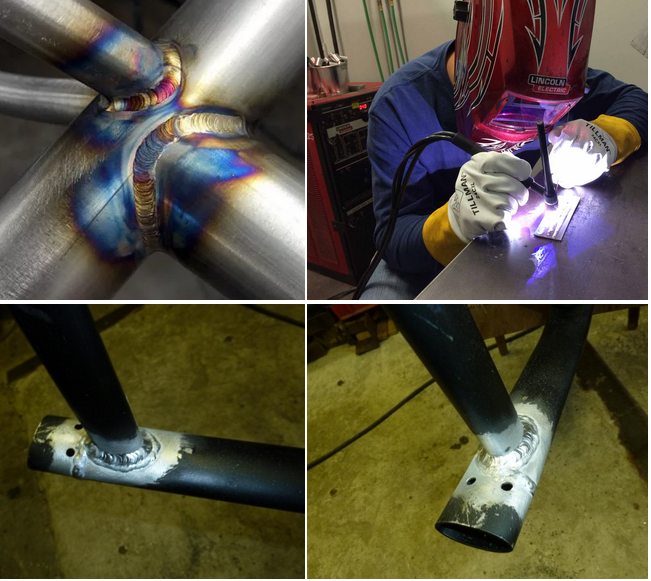 Если во время сварки в ванне появляются маленькие черные точки, часто называемые «перчинкой», значит, ваш регулятор баланса не отрегулирован должным образом. Поворот регулятора баланса вниз, чтобы было меньше EN и больше EP, помогает удалить больше оксида во время сварки и должно уменьшить перчинку.
Если во время сварки в ванне появляются маленькие черные точки, часто называемые «перчинкой», значит, ваш регулятор баланса не отрегулирован должным образом. Поворот регулятора баланса вниз, чтобы было меньше EN и больше EP, помогает удалить больше оксида во время сварки и должно уменьшить перчинку.
Уменьшение значения EN для обеспечения большего очищающего действия может быть необходимо, когда вы свариваете материал, который был в эксплуатации или подвергался воздействию элементов и, как следствие, имеет толстый оксидный слой, который не был полностью удален во время подготовки материала. Но имейте в виду, что использование более низкой настройки баланса (больше EP) отдает большую часть тепла на вольфрам и может привести к тому, что вольфрамовый наконечник отклонится назад, что повлияет на вашу способность контролировать направление дуги и размещение сварного шва.
Регулировка баланса не устраняет необходимость надлежащей подготовки и очистки материала при сварке алюминия.
Установка выходной частоты переменного тока
Другим фактором, облегчающим размещение сварных швов, является выходная частота переменного тока. Это также можно установить и отрегулировать на современных источниках сварочного тока. Выходную частоту переменного тока не следует путать с высокочастотным зажиганием дуги, которое используется только для зажигания дуги.
Выходная частота показывает, сколько раз в секунду источник питания переключает полярность. Старые источники питания GTAW имеют частоту 60 Гц, которая определяется входной мощностью, но современное оборудование имеет заводскую предустановку выходной частоты 120 Гц. Чем выше выходная частота переменного тока, тем стабильнее становится дуга. В результате получается более плотный и узкий столб дуги, который обеспечивает более точное управление направлением, что позволяет легче выполнять сварку в ограниченном пространстве и точно выполнять сварку без блуждания дуги.
Уменьшение выходной частоты переменного тока до 80 или 90 Гц обеспечивает более широкий конус дуги, что может быть полезно при сварке наружного углового соединения.
Используйте выходную частоту от 150 до 250 Гц для тонких материалов, которые требуют точного размещения сварного шва, чтобы предотвратить нагрев большой площади или прожог. Для сварки толстых материалов низкая частота переменного тока от 80 до 120 Гц обычно хорошо подходит для материалов толщиной 3/8 дюйма и более и поможет вам получить более широкий профиль сварного шва.
Правильный подвод тепла является решающим фактором в успешной сварке алюминия методом GTAW.
Используйте соответствующую силу тока
В GTAW сила тока регулируется ножной педалью или сенсорным управлением, но лучше всего установить соответствующую максимальную силу тока на оборудовании. Эмпирическое правило для алюминиевой GTAW заключается в том, чтобы использовать 1 ампер на каждую тысячную (0,001) толщины материала. Другими словами, для сварки основного материала толщиной 1/8 дюйма (0,125 дюйма) потребуется около 125 ампер.
Когда толщина материала основания превышает ¼ дюйма, эмпирическое правило начинает отклоняться, и требуется не такая большая сила тока. Например, вы можете сварить 3⁄8 дюйма. материала с источником питания на 280 ампер.
Геометрия соединения также может влиять на необходимую силу тока. При сварке Т-образного соединения тепло может течь в трех направлениях, по сравнению со сваркой стыкового соединения, где тепло может течь только в двух направлениях. Это означает, что Т-образное соединение требует большего подвода тепла.
Независимая установка силы переменного тока
Некоторые современные источники сварочного тока позволяют вам независимо настраивать силу переменного тока, что помогает добиться большего провара и производительности.
С помощью этой функции можно увеличить силу тока во время фазы EN цикла, чтобы добиться большего провара в сварном шве, поскольку большая сила тока обычно коррелирует с большим проплавлением.
Эта функция обычно используется в приложениях с более высокой силой тока, которым может потребоваться только 200 ампер для цикла EP для достижения необходимой очистки от оксидов, но вам может потребоваться 300 ампер для цикла EN для достижения большего проникновения. Независимая установка силы тока переменного тока также может предотвратить необходимость увеличения размера вольфрама, поскольку большая часть тепла передается вольфраму в EP-фазе цикла. Источник питания с правильной технологией позволяет независимо настраивать каждую силу тока для достижения желаемых результатов.
Независимая установка силы тока переменного тока также может предотвратить необходимость увеличения размера вольфрама, поскольку большая часть тепла передается вольфраму в EP-фазе цикла. Источник питания с правильной технологией позволяет независимо настраивать каждую силу тока для достижения желаемых результатов.
Регулятор баланса и независимая сила тока переменного тока могут звучать одинаково, но они управляют двумя разными аспектами. Регулировка баланса влияет на уровень очистки от оксида, а регулировка силы переменного тока может обеспечить большее проникновение при сохранении геометрии вольфрама.
Добавление присадочного металла для эффекта стопки десятицентовиков
Добавление дополнительного присадочного металла — это один из приемов, который можно использовать для получения эффекта стопки десятицентовиков при сварке алюминия методом GTAW.
Поскольку присадочный металл представляет собой твердое вещество, превращающееся в расплавленную жидкость, для изменения материального состояния требуется энергия — это похоже на то, как положить кубики льда в стакан с горячей водой. Кубики льда тают, но охлаждают жидкость.
Кубики льда тают, но охлаждают жидкость.
Та же идея применима к добавлению присадочного металла во время GTAW. Добавление большего количества присадочного стержня вызывает охлаждающий эффект на обратной стороне сварочной ванны, что помогает придать законченному сварному шву вид десятицентовика. Добавление большего количества присадочного металла с каждым мазком дает более выраженный внешний вид, в то время как добавление меньшего количества присадочного металла с каждым мазком дает сварной шов с довольно гладким внешним видом.
Хотя в этом нет необходимости, некоторые операторы также используют ножную педаль для изменения силы тока, чтобы добиться эффекта стопки десятицентовиков. Разные сварщики используют разные методы, но могут достигать одинаковых результатов.
Приоритет безопасности при сварке алюминия методом TIG
Хотя GTAW традиционно представляет собой чистый процесс сварки без брызг, по-прежнему важно носить надлежащие средства индивидуальной защиты, включая защитные очки, сварочную куртку, перчатки и сварочный шлем. Поскольку алюминий обладает высокой отражающей способностью и требует большого количества энергии для сварки, интенсивность дуги GTAW может вызвать солнечные ожоги на открытых участках кожи.
Поскольку алюминий обладает высокой отражающей способностью и требует большого количества энергии для сварки, интенсивность дуги GTAW может вызвать солнечные ожоги на открытых участках кожи.
Поскольку при сварке алюминия очень важно четко видеть дугу, рассмотрите возможность использования новой технологии шлема, которая улучшает видимость и четкость сварочной ванны. Технология, доступная на некоторых шлемах с автоматическим затемнением, позволяет большему количеству цветов проходить через линзу, поэтому вы можете видеть больше контраста между объектами в зоне обзора. Это может помочь вам достичь лучших результатов при одновременном снижении напряжения и усталости глаз.
Сварка алюминия со сталью – blog.red-d-arc.com Red-D-Arc Welderentals
05, 20 марта, 9:25 · Оставить комментарий · Tom Masters
Если вы новичок в сварке, вам может быть интересно, сможете ли вы сварить алюминий со сталью. Сварка «похожих» металлов, таких как сталь к стали и алюминий к алюминию, обычно очень проста. Однако, когда вы пытаетесь сварить вместе два очень разных металла, таких как алюминий и сталь, например, два компонента, изготовленных с помощью лазерной резки труб, все может стать немного сложнее. Итак, можно ли сваривать алюминий со сталью? Каковы ваши варианты для этого? Давайте обсудим все, что вам нужно знать.
Однако, когда вы пытаетесь сварить вместе два очень разных металла, таких как алюминий и сталь, например, два компонента, изготовленных с помощью лазерной резки труб, все может стать немного сложнее. Итак, можно ли сваривать алюминий со сталью? Каковы ваши варианты для этого? Давайте обсудим все, что вам нужно знать.
Можно ли сваривать алюминий со сталью?
Ответ и да, и нет. Прямая дуговая сварка разрозненных металлов непосредственно с алюминием не является хорошей идеей. Сварка таких металлов, как магний, титан, медь или сталь, непосредственно с алюминием очень сложна. Это связано с тем, что когда алюминий плавится при высокой температуре дуговой сварки, образуются хрупкие «интерметаллические» соединения. Эти кристаллизованные структуры чрезвычайно хрупкие и склонны к поломке. Это делает их очень хрупкими, поэтому любой стальной компонент, приваренный непосредственно к алюминию, будет очень слабым в сварном шве. Итак, как вы можете избежать этого? Все просто – в процессе сварки вы должны изолировать другой металл от алюминия. Когда алюминий вплавляется в алюминий, эти интерметаллические соединения не образуются, что обеспечивает правильное сцепление свариваемых металлов. Есть два распространенных способа сделать это успешно, и мы рассмотрим их ниже.
Когда алюминий вплавляется в алюминий, эти интерметаллические соединения не образуются, что обеспечивает правильное сцепление свариваемых металлов. Есть два распространенных способа сделать это успешно, и мы рассмотрим их ниже.
«Использование биметаллической переходной вставки — определенно лучший способ сварки стали с алюминием для конструкционных применений»
Сварка алюминия со сталью с биметаллическими переходными вставками алюминий для конструкционных применений. Он создает сварной шов превосходного качества и такой же прочный, как соединение алюминия с алюминием или стали со сталью. Биметаллическая переходная вставка – это именно то, на что она похожа. Размер и форма могут различаться, но эта вставка представляет собой часть материала, состоящего из одной части алюминия и равной части нержавеющей стали, которая приклеена непосредственно к алюминию. Для соединения стали можно использовать самые разные процессы. и алюминий вместе, чтобы создать биметаллическую вставку.
 Популярным методом является прокатка, а также сварка трением, сварка взрывом и сварка горячим давлением.
Популярным методом является прокатка, а также сварка трением, сварка взрывом и сварка горячим давлением.После изготовления вставки ее можно поместить между свариваемым стальным и алюминиевым материалом. Затем для завершения сварки можно использовать традиционную сварку GMAW или GTAW. Стальная секция будет приварена непосредственно к стальному компоненту, а алюминиевая секция будет приварена непосредственно к алюминиевому компоненту. Обычно сначала выполняется сварка алюминия с алюминием, чтобы избежать перегрева вставок в процессе сварки. После того, как первоначальный сварной шов будет выполнен, алюминиевые компоненты помогут поглотить тепло и предотвратят перегрев вставки во время сварки стали со сталью. Этот метод сварки часто используется для соединения труб теплообменников, создания соединений между стальными и алюминиевыми трубопроводами, а также в судостроении для соединения алюминиевых рубок со стальными палубами.
Сварка алюминия со сталью с покрытием погружением (горячее алюминирование погружением)
Во многих случаях создание биметаллической вставки для сварки алюминия со сталью нецелесообразно для малых предприятий или отдельных сварщиков, поскольку требует сложного производственного процесса и встроенная вставка. Другой вариант сварки алюминия со сталью — это покрытие погружением, которое также иногда называют «горячим алитированием погружением». В этом процессе стальной компонент погружается в алюминий, чтобы полностью покрыть его металлом. Это предотвращает образование интерметаллических соединений в процессе сварки.
Другой вариант сварки алюминия со сталью — это покрытие погружением, которое также иногда называют «горячим алитированием погружением». В этом процессе стальной компонент погружается в алюминий, чтобы полностью покрыть его металлом. Это предотвращает образование интерметаллических соединений в процессе сварки.
Расплавленный алюминий от сварки будет контактировать со стальной деталью с алюминиевым покрытием, и, поскольку он не будет контактировать со сталью напрямую, соединение будет относительно прочным. Однако процесс выполнения этого может быть довольно сложным для сварщиков, не имеющих опыта в этом процессе. Обычно используется дуговая сварка. Но дуга не должна напрямую контактировать со сталью. Для сварки необходимо использовать специальную технику. Сварочная дуга должна быть направлена только на алюминиевую деталь. Затем алюминий, расплавившийся в сварочной ванне, нужно направить на сталь с алюминиевым покрытием. Дуга не должна напрямую контактировать со стальной деталью.
«Важно отметить, что этот метод сварки алюминия со сталью не должен обеспечивать полную механическую прочность». прожечь алюминиевое покрытие, что приведет к плавлению стали и образованию хрупких интерметаллических соединений с алюминием. Важно отметить, что этот метод сварки алюминия со сталью должен не 0126 , чтобы обеспечить полную механическую прочность. Алюминий и сталь, соединенные с помощью этого метода соединения типа покрытия, не будут такими прочными, как соединение алюминия с алюминием или сталь со сталью или соединение, созданное с помощью биметаллических переходных вставок. Вместо этого этот метод сварки обычно используется только для герметизации швов, а не в конструкционных целях. Это означает, что он немного более ограничен по сравнению с биметаллическими переходными вставками.
Болтовое крепление стали к алюминию обычно лучше, чем сварка
Даже если у вас есть ресурсы для создания биметаллических вставок для ваших компонентов при сварке стали и алюминия, стоимость этого может быть непомерно высокой, а детали с покрытием погружением не должны использоваться для структурных применений.
Итак, что делать, если вам нужно сварить алюминий со сталью для конструкционного применения? В большинстве случаев проще, быстрее и дешевле просто соединить компоненты вместе. Пока вы не создаете соединение, которое должно быть полностью бесшовным, например соединение труб, скрепление болтами или заклепками компонентов вместе является гораздо лучшим вариантом. Тем не менее, есть некоторые соображения, которые следует учитывать при соединении болтами стали и алюминия.
Во-первых, вы должны принять меры для предотвращения коррозии. Когда сталь и алюминий соединяются и присутствует проводник, подобный соленой воде, создается напряжение. В свою очередь, алюминий будет преимущественно подвергаться коррозии. Чтобы избежать коррозии в месте соединения алюминия и стали, необходимо изолировать сталь и алюминий друг от друга. Во-первых, оба компонента должны быть окрашены, чтобы изолировать их электрически. Вы также должны использовать пластиковую шайбу вместе с гайкой и болтом при сборке соединения.Пластик является непроводящим и предотвращает гальваническую коррозию между стальными и алюминиевыми деталями.
Знать, как сваривать алюминий и сталь — и хорошая ли это идея!
Мы надеемся, что эта информация была полезной и помогла вам узнать о некоторых трудностях сварки разнородных металлов, таких как алюминий и сталь. Сварка алюминия со сталью с помощью биметаллических переходных вставок — отличный способ обеспечить бесшовное, прочное соединение, и он полезен для конструкционных применений, но может быть очень дорогим. Напротив, покрытие погружением дешевле и проще в применении, но его нельзя использовать для структурных применений. Так что имейте в виду эти факторы, когда вам нужно соединить сталь и алюминий — и если ни один из типов сварки не кажется подходящим, помните, что в большинстве случаев старые добрые гайки и болты могут справиться с этой задачей!
- Отказ от ответственности
Информация, предоставленная Red-D-Arc Ltd. («мы», «нас» или «наш») на сайте blog.
