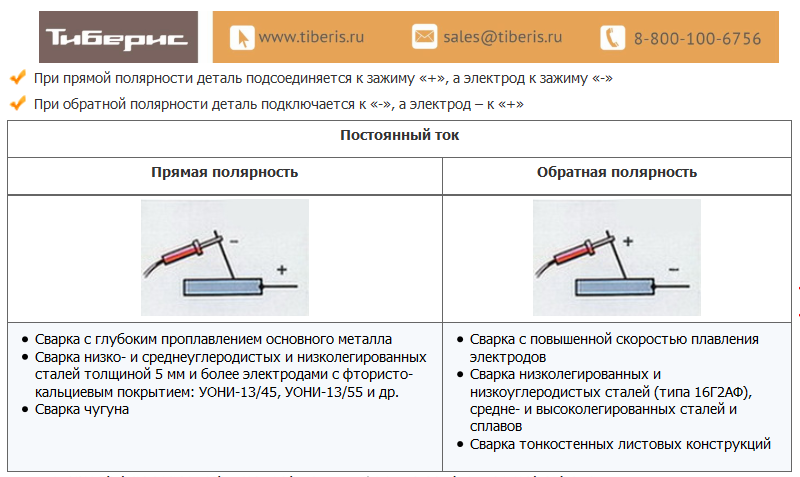
Как варить инверторной сваркой алюминий: Cварка алюминия в домашних условиях инвертором
alexxlab | 25.11.1990 | 0 | Разное
Сварка алюминия инвертором с аргоном в домашних условиях
Алюминий относится к тем металлам, которые сложно поддаются свариванию. Во время этого процесса возникает множество проблем, которые мешают создать качественный шов, поэтому, необходимо использовать различные дополнительные средства, которые должны помочь решить данные проблемы. Сварка алюминия инвертором решает лишь часть данных проблем, так как здесь требуется еще обеспечивать дополнительную защиту сварочной ванны, которая подвергается ряду негативных факторов, ухудшающих качество шва.
Сварочный шов по алюминию
При сваривании алюминий образует не вязкую ванну расплавленного металла, а слишком текучую, словно она наполнена водой. Это требует опыта работы с такими вещами у мастера. Помимо этого возникают еще сложности с оксидной пленкой, усадкой металла, деформациями и трещинами. Сварка нержавейки во многом схожа с алюминием, поэтому для них применяются практически одни и те же инструменты. Благодаря частому использованию алюминия в промышленности, сварщикам нередко приходится иметь с ним дело, несмотря на плохую свариваемость. Таким образом, сварка алюминия инвертором входит в общую инфраструктуру работы с данным металлом.
Таким образом, сварка алюминия инвертором входит в общую инфраструктуру работы с данным металлом.
Преимущества
- Данный тип сварки имеет относительно небольшую себестоимость, в сравнение с другими, так как тут не используется газ;
- Инвертор является универсальным средством, которое может пригодиться и для других процедур по сварке;
- Простота использования такого способа;
- Доступность электродов и прочих дополнительных приспособлений;
- Для работы с инвертором не требуется большой опыт, так что с такими процедурами могут справиться даже новички;
- Операции по подготовке, а также последующей уборке рабочего места проходят достаточно быстро, так как не используется большое количество оборудования.
Недостатки
- Сварка алюминия инвертором является одним из самых ненадежных способов, поэтому, качество соединения может пострадать;
- В данном случае обязательно использовать дополнительный флюс, который бы обеспечивал защиту сварочной ванны от негативных факторов;
- Могут возникнуть трудности с подбором электродов, если неизвестен состав сплава, а также с их просушкой, так как во влажной обмазке скапливается жидкость, что приводит к попаданию водорода в алюминий;
- Сложность формирования шва благодаря высокой скорости электрической сварки.

Что представляет собой инвертор?
Перед тем, как варить алюминий инверторной сваркой, следует разобраться с самим устройством аппарата. Инвертор является современной разновидностью сварочного трансформатора, который используется для понижения напряжения, его преобразования под нужные рабочие параметры и передачи на рабочие элементы. Он является основным источником тока при сварке, а также может регулировать режимы проведения работ. В наше время существует масса разновидностей, как относительно слабых и компактных, так и весьма массивных, которые могут справиться с заготовками большой толщины.
Подбор инвертора
Сварка алюминия электродом инвертором требует точного соблюдения параметров, так как любое отклонение может привести к ухудшению состояния шва. Таким образом, при выборе агрегата для сварки следует обращать внимание на рабочий диапазон. При работе с тонкими листами алюминия нужно придерживаться пониженных деликатных режимов, так что инвертор должен мочь работать как на пониженных режимах, так и на высоких показателях тока. Электроды, с которым должен взаимодействовать инвертор должны быть диаметром, минимум, от 1,6 до 5 мм. В промышленных условиях этот показатель может быть шире.
При работе с тонкими листами алюминия нужно придерживаться пониженных деликатных режимов, так что инвертор должен мочь работать как на пониженных режимах, так и на высоких показателях тока. Электроды, с которым должен взаимодействовать инвертор должны быть диаметром, минимум, от 1,6 до 5 мм. В промышленных условиях этот показатель может быть шире.
Контактная сварка алюминия инвертором
Также стоит отметить, что на аппарате желательно иметь систему принудительного охлаждения, которая убережет технику от перегрева и быстрого износа. Для домашнего использования лучше всего подходит компактная техника, которая весит не более 4 кг.
«Важно!
Очень полезной функцией является автоматическое отключение, когда техника работает в тех режимах, которые ее могут испортить.»
Режимы работы
| Толщина детали, мм | Сила тока, А | Скорость сварки, м/час |
| 0,6 | 70 | 73 |
| 1,3 | 125 | 153 |
| 1,6 | 130 | 73 |
| 2,3 | 235 | 73 |
| 3 | 315 | 73 |
Влияние режима сварки на качество шва
Сварка алюминия инвертором предполагает точное передерживание заданных режимов, так как в ином случае возникает большая вероятность, что шов получится некачественным или испортится заготовка. Если сила тока будет ниже требуемой, то электрод может постоянно прилипать или же не будет достаточной толщины приваривания. Благодаря этому ничего держаться крепко не будет и при механическом воздействии заготовка может повредиться в зане сваривания.
Если сила тока будет ниже требуемой, то электрод может постоянно прилипать или же не будет достаточной толщины приваривания. Благодаря этому ничего держаться крепко не будет и при механическом воздействии заготовка может повредиться в зане сваривания.
Шов сварки алюминия инвертором в домашних условиях
Если сила тока окажется выше, то появляется высокий риск пропалить дыру в свариваемых материалах. Это может полностью испортить деталь или же потребуется ремонт путем заваривания, что очень сложно, особенно, при работе с алюминием. Таким образом, даже когда происходит сварка алюминия в домашних условиях инвертором, следует четко придерживаться заданных параметров.
Необходимые материалы и инструменты
Возможна сварка алюминия с аргоном и без него, так что список используемых вещей может отличаться. В основном применяются такие виды техники и инструментов:
- Инвертор – как основной источник питания, создающий электрическую дугу. Модель аппарата зависит от требуемых работ, так как приходится сталкиваться с различными вариантами деталей.

- Электроды – могут быть стандартные плавкие с обмазкой или неплавкие. Сварка алюминия инвертором без аргона проводится плавкими, так как обмазка создает защитную среду, которая ограждает сварочную ванну от негативных факторов. При аргонодуговой сварке используется неплавкий вольфрамовый или угольный электрод.
- Баллон с аргоном и шланги – дополнительные средства, которые помогают создать высокий уровень защиты за счет горения газа. Горелка может применяться как подогревающий инструмент для металла.
Подготовка алюминия к сварке
Перед тем, как будет происходить сварка алюминия инвертором постоянного тока, металл следует подготовить к применению. В первую очередь нужно зачистить место будущего соединения. При большой толщине заготовки можно применять щетку по металлу, в ином случае пойдет и наждачная бумага. После зачистки требуется обработка растворителем, которая поможет снять налет, обезжирить и растворить оксидную пленку, с которой нельзя бороться температурным воздействием. При большой толщине деталей, более 4 мм, необходима дополнительная разделка кромок, угол которых определяется все той же толщиной деталей.
При большой толщине деталей, более 4 мм, необходима дополнительная разделка кромок, угол которых определяется все той же толщиной деталей.
Зачистка алюминия для сварки инвертором
Инструкция
Если вам требуется сварка алюминиевого профиля, или других деталей, то следует придерживаться следующих шагов для соблюдения правильной технологии:
- Предварительная подготовка металла;
- Обработка краев флюсом;
- Настройка оборудования на нужный режим согласно толщине детали;
- Сам процесс сваривания, во время которого нужно быть предельно осторожным, чтобы сформировать валик шва, который слабо держится, из-за особенностей свойств материала;
- Дать остыть металлу и проверить качество сварки различными методами.
«Важно!
Из-за повышенной жидкотекучести следует проводить все операции только в нижнем положении.
»
Техника безопасности
Когда проходит контактная сварка алюминия, или любая другая ее разновидность, то очень важно соблюдать условия, которые гарантируют безопасность. В первую очередь нужно позаботиться о наличии сварочной маски и огнеупорной одежды. Далее убедиться в исправности заземления и корректной работоспособности самого оборудования. При работе с газом баллоны необходимо помещать на максимально удаленное расстояние от источника огня, которое должно составлять от 5 метров и выше.
Сварка алюминия полуавтоматом: инверторные полуавтоматы, проволока
Главная » Сварка » Металлы и Сплавы
Металлы и Сплавы
Автор admin На чтение 4 мин. Просмотров 1.5k. Опубликовано
Сварка алюминия полуавтоматом – этот самый быстрый способ создания неразъемного соединения заготовок из данного конструкционного материала. Используя полуавтоматический аппарат с транспортером присадочной проволоки, опытный сварщик может накладывать шов со скоростью 30-40 метров/час.
Используя полуавтоматический аппарат с транспортером присадочной проволоки, опытный сварщик может накладывать шов со скоростью 30-40 метров/час.
Ну а качество такого шва, в данном случае, гарантирует сам сварочный аппарат и правильно подобранная присадочная проволока. Поэтому полуавтоматическая сварка алюминия – это не только самая быстрая, но еще и самая распространенная технология формирования неразъемных соединений.
Содержание
- Как выглядит сварочный полуавтомат для сварки алюминия?
- Сварка алюминия инверторным полуавтоматом
- Меры безопасности при сварке алюминия
Как выглядит сварочный полуавтомат для сварки алюминия?
Аппарат для сварки алюминия может быть аргонодуговым или газодуговым (использующим иной вид газообразного флюса). Однако, в любом случае это устройство должно поддерживать стабильную подачу мягкой проволоки и импульсный режим или работу на переменно токе.
Первое условие реализуется за счет использования подающего механизма с четырьмя вальцами (роликами), рабочие поверхности которых имеют U-образную форму. Такая схема позволяет транспортировать проволоку к держаку по трехметровому шлангу. Однако, в большинстве случаев, длина подающего шланга ограничивается 1,5 метрами. Ведь мягкая проволока для сварки алюминия полуавтоматом может попросту переломиться в длинном рукаве подачи.
Такая схема позволяет транспортировать проволоку к держаку по трехметровому шлангу. Однако, в большинстве случаев, длина подающего шланга ограничивается 1,5 метрами. Ведь мягкая проволока для сварки алюминия полуавтоматом может попросту переломиться в длинном рукаве подачи.
Режимы сварки алюминия основаны на струйном плавлении присадочной проволоки. Поэтому второе условие – наличие переменного и импульсного режимов – является общеобязательным. Ведь для струйного плавления необходим либо 270-амперный ток обычного типа, либо 100-амперный ток импульсного типа. Аппарат для сварки алюминия комплектуется блоком генерации именно таких режимов подачи тока.
Кроме того, в силу особенностей физико-химических свойств алюминия, все детали горелки или держака должна быть выполнены из цветных металлов, то есть, и патрон, и наконечник, и канал горелки должны быть, как минимум, медными.
Сварка алюминия инверторным полуавтоматом
На практике процесс сварки алюминия с помощью полуавтоматического аппарата выглядит следующим образом:
- На первом этапе сварщик заправляет в аппарат бобину с проволокой и протягивает ее сквозь систему подачи к горелке.

- Далее аппарат настраивается на обратный режим подачи электричества (минус на деталь, плюс на электрод), что гарантирует максимальную температуру именно на электроде.
- После этого к аппарату подключают аргоновый или аргоно-гелиевый баллон. Последний тип газовой смеси используют при сварке толстостенных деталей.
- На следующем этапе нужно подготовить к процессу саму деталь, очистив и обезжирив стыкуемые поверхности. Если деталь загрязнена очень сильно, то к аргону следует добавить около 3-4 процентов (от общего объема баллона) кислорода. В этом случае грязь просто сгорит в дуге.
- Сварка начинается с проплавления кратера в области стыка деталей и постепенного заполнения этой выемки расплавленным алюминием. Кратер пробивается импульсным током, генерируемым инвертором. Пробить тугоплавкую (около 2000 градусов Цельсия) корку оксида алюминия можно только таким способом. Далее, перемещая горелку, сварщик смещает кратер и заполняет его потоком расплавленного алюминия, стекающим с постоянно движущейся и плавящейся проволоки.
 Причем форма «правильного» кратера должна походить на каплю, ориентированную узкой частью по ходу движения горелки. А расстояние между электродом и свариваемой поверхностью не должно быть меньше 12 и больше 15 миллиметров. В противном случае дуга просто прожжет алюминий.
Причем форма «правильного» кратера должна походить на каплю, ориентированную узкой частью по ходу движения горелки. А расстояние между электродом и свариваемой поверхностью не должно быть меньше 12 и больше 15 миллиметров. В противном случае дуга просто прожжет алюминий. - В финале сварочный шов завершается кратером, который следует заполнить (заварить) потоком алюминия. После этого финальную точку придется просто обдувать аргоном, до остывания шва хотя бы до 400 градусов Цельсия. Иначе на поверхности деталей появится оксидная пленка, уменьшающая прочность соединения.
Сварка алюминия полуавтоматом без аргона технически возможна, но результаты такой технологии будут, мягко говоря, далеки от идеала. Поэтому не изобретайте велосипед, используйте наработанные технологии.
Меры безопасности при сварке алюминия
Процесс сварки мягкого и экологически безопасного алюминия – это очень тяжелая и «грязная» работа. Дело в том, что при горении сварочной дуги в алюминиевых парах происходит генерация мощного потока ультрафиолетового излучения. И неосторожные сварщики могут даже загореть сквозь робу.
И неосторожные сварщики могут даже загореть сквозь робу.
Кроме того, яркая дуга оказывает чрезмерно сильное «давление» на сетчатку. И при частой работе с этим металлом следует опасаться обострения глазных заболеваний (вплоть до катаракты).
Поэтому сварку алюминия следует проводить только в специальном «обмундировании» и особой маске с усиленными светофильтрами.
И, разумеется, пространство над сварочным столом должно проветриваться принудительной приточно-вытяжной вентиляцией.
|
20.05.2013 Особенности алюминия, влияющие на характер сварки Свойства алюминия и его сплавов отличаются от свойств сталей, поэтому их сварка имеет ряд особенностей. Алюминий характеризуется низкой температурой плавления – около 640°C, то есть она значительно ниже температуры плавления стали (около 1500°С), причем прочность его при нагреве резко снижается. Кроме того, он не меняет цвет при нагреве (что характерно для большинства металлов) и вследствие этого не “подсказывает” сварщику, что нагрет почти до температуры плавления. Таким образом, из-за специфических свойств алюминия (высокая теплопроводность и низкая температура плавления в сочетании со значительным уменьшением прочности при нагреве) вероятность “прожога” или даже расплавления детали при сварке алюминия значительно выше, чем при сварке стали. Алюминий имеет значительную литейную усадку (в 2 раза больше, чем у стали), поэтому при затвердевании металла сварочной ванны в нем развиваются значительные внутренние напряжения и деформации, ведущие к образованию так называемых “горячих трещин”. В настоящее время из всех известных способов для сварки алюминия при ремонте автомобилей, чаще всего применяются два следующих: аргонодуговая и полуавтоматическая. Способ аргонодуговой сварки вольфрамовым электродом (в отличие от сварки сталей, ведущейся на постоянном токе) для сварки алюминия и его сплавов применяется процесс на переменном токе (для разрушения оксидной пленки). В последнее время наиболее популярны инверторные источники питания, с возможностью изменения частоты напряжения. Сварку тонкостенных алюминиевых деталей рекомендуется проводить на повышенной частоте, а заварку дефектов отливок – на пониженной.
Полуавтоматическая сварка для ремонта алюминиевых автомобильных кузовов Аппараты для контактно-точечной сварки не могут использоваться для соединения алюминиевых деталей, поскольку в этом случае потребуется ток в три раза большей силы. Если значительно увеличить продолжительность сварки, создать сварную точку все равно не удастся, поскольку тепло на границе контактируемых поверхностей будет слишком быстро рассеиваться в окружающую среду и подлежащий свариванию алюминий не будет плавиться. Стандартные MIG/MAG-аппараты подходят для сварки алюминия весьма условно. Оптимального результата можно добиться, используя аппараты, которые снабжены специальной программой для сварки алюминия (ALU). В профессиональной линейке
Алюминиевая проволока значительно мягче стальной. В связи с этим рекомендуется применять четырехроликовое подающее устройство для того, чтобы прижимное усилие распределялось на каждую пару роликов. Ролики для подачи алюминиевой проволоки должны иметь U-образную канавку, чтобы защитить поверхность проволоки от повреждения. Применение приводных горелок со встроенной собственной катушкой Ø 100 мм, SpoolGun специально разработанных для мягкой алюминиевой проволоки небольшого сечения до Ø 0. Для аппаратов, не оснащённых специальным разъёмом для SpoolGun, существуют готовые горелки для алюминия, в качестве направляющей применяется тефлоновая трубка для уменьшения трения проволоки и заменены контактные трубки. При сварке деталей из алюминия горелку устанавливают под углом 10-20° к вертикали. Расстояние между соплом горелки и свариваемыми деталями должно быть 10-15 мм. При большем расстоянии необходимо увеличивать давление защитного газа для обеспечения защиты сварочной ванны. Расход защитного газа 12-24 л/мин.
Сварка «электрозаклепкой» через отверстие в верхнем листе Сварить два алюминиевых листа можно двумя следующими способами. Первый из них предусматривает наличие отверстия только в верхнем листе, второй – в обоих листах. Прежде чем приступить к сварке, нужно удалить лаковое покрытие в зоне сваривания. В отличие от стальных листов перед сваркой алюминия требуется устранить оксидную пленку, лучше всего – с помощью шлифовальной машинки или наждачной бумаги зернистостью P 80. Непосредственно перед сваркой зону сварки рекомендуется еще раз очистить от оксидной пленки, обработав щеткой из нержавеющей стали. Края вокруг отверстий верхнего и нижнего листов для удаления оксидной пленки следует отшлифовать до металлического блеска (диаметр обработанных участков – 25 мм). Для лучшего прилегания листов следует отшлифовать и располагающиеся вокруг отверстий участки внутренних поверхностей: диаметр отшлифованных зон поверхности – около 15 мм. Исходная точка сварки в среде защитного газа должна располагаться на расстоянии 10-15 мм от отверстий. Как только сварной шов достигнет края отверстия, при двухслойной сварке с отверстием только в верхнем листе необходимо сразу перейти к донышку, где выполняют сварной шов по всей окружности. На обратной стороне нижнего листа при хорошем качестве сварки должен выступать валик сварного шва, величина которого должна составлять 1/3 – 2/3 от толщины листа. При сквозном отверстии через несколько листов также применяют внешнее зажигание дуги. Когда сваривают два листа, сварочную горелку по достижении края отверстия перемещают к месту смыкания листов внутри отверстия. Отверстие будет заполнено материалом электрода, если соответствующую окружность обойти сварочным швом полтора раза. Когда сваривают три листа, горелку направляют к тому месту в отверстии, где смыкаются нижний и средний листы. В этом случае, чтобы отверстие оказалось заполнено достаточным количеством материала, следует обойти окружность сварочным швом дважды. Далее сошлифовывают выступающий с обратной стороны сварной шов и дополнительно обрабатывают обратную поверхность проволочной металлической щеткой. В заключение проваривают края отверстия с обратной стороны, располагая сварочную горелку перпендикулярно поверхности. При этом сварной шов также должен начинаться от внешней точки начала горения дуги. |
||||
 Алюминий имеет высокую теплопроводность (примерно в 5 раз выше, чем у рядовых сталей), поэтому тепло от места сварки интенсивно отводится в свариваемые детали. Это диктует необходимость повышенного тепловложения по сравнению со сваркой сталей. Из-за этого же рекомендуется предварительный подогрев массивных алюминиевых деталей.
Алюминий имеет высокую теплопроводность (примерно в 5 раз выше, чем у рядовых сталей), поэтому тепло от места сварки интенсивно отводится в свариваемые детали. Это диктует необходимость повышенного тепловложения по сравнению со сваркой сталей. Из-за этого же рекомендуется предварительный подогрев массивных алюминиевых деталей.
 При этом источник постоянно выдает базовый ток (достаточный для поддерживания дуги, но слишком низкий для обеспечения отрыва капель расплавленного металла от электрода и переноса их к сварочной ванне) и кратковременно выдает в виде импульсов ток больших значений, обеспечивающий контролируемый перенос капель металла от расходуемого электрода к изделию. Импульсный режим имеет преимущества перед капельным переносом, так как позволяет вести сварку во всех пространственных положениях, из-за меньшего тепловложения облегчает сварку тонкостенных изделий и уменьшает разбрызгивание. Импульсные аппараты значительно дороже традиционных, основное своё применение нашли в промышленности, сборочных производственных конвейерах.
При этом источник постоянно выдает базовый ток (достаточный для поддерживания дуги, но слишком низкий для обеспечения отрыва капель расплавленного металла от электрода и переноса их к сварочной ванне) и кратковременно выдает в виде импульсов ток больших значений, обеспечивающий контролируемый перенос капель металла от расходуемого электрода к изделию. Импульсный режим имеет преимущества перед капельным переносом, так как позволяет вести сварку во всех пространственных положениях, из-за меньшего тепловложения облегчает сварку тонкостенных изделий и уменьшает разбрызгивание. Импульсные аппараты значительно дороже традиционных, основное своё применение нашли в промышленности, сборочных производственных конвейерах.
 8 мм, полностью исключает замятие и застревание проволоки в рукаве горелки. Сварочный полуавтомат должен иметь евроразъём и специальную розетку для подключения вилки дистанционного управления, как у аппаратов HOTMIG 19, HOTMIG27 и HOTMIG 29.
8 мм, полностью исключает замятие и застревание проволоки в рукаве горелки. Сварочный полуавтомат должен иметь евроразъём и специальную розетку для подключения вилки дистанционного управления, как у аппаратов HOTMIG 19, HOTMIG27 и HOTMIG 29. Если сварке подлежат три листа, также сверлят общее сквозное отверстие. Диаметр отверстий должен составлять 10 мм, в том числе и при удалении деформированной части кузова фрезерованием сварных точек.
Если сварке подлежат три листа, также сверлят общее сквозное отверстие. Диаметр отверстий должен составлять 10 мм, в том числе и при удалении деформированной части кузова фрезерованием сварных точек. Благодаря такому внешнему зажиганию дуги осуществляется прогрев зоны сварки и обеспечивается хорошее проникновение материала электрода в исходной точке.
Благодаря такому внешнему зажиганию дуги осуществляется прогрев зоны сварки и обеспечивается хорошее проникновение материала электрода в исходной точке.
Сварка алюминия | Hard Work Trucks
Сварка алюминия с подачей проволоки возможна при использовании подходящей горелки и сварочного аппарата MIG в качестве источника питания.
Существует множество вариантов оборудования, и у вас уже может быть большая часть того, что вам нужно.
Том Джексон
Хотя большинству подрядчиков большую часть времени приходится сваривать сталь, иногда встречаются алюминиевые компоненты машин, архитектурные элементы или конструкции, требующие сварки алюминия. Лучший способ сварки алюминия — это аппарат TIG (вольфрамовый инертный газ) с использованием переменного тока и 100-процентного защитного газа аргона. Но это не означает, что это единственная установка, которую вы можете использовать, и это не обязательно означает, что вам нужно пойти и купить совершенно новый сварочный аппарат для работы с алюминием.
Лучший способ сварки алюминия — это аппарат TIG (вольфрамовый инертный газ) с использованием переменного тока и 100-процентного защитного газа аргона. Но это не означает, что это единственная установка, которую вы можете использовать, и это не обязательно означает, что вам нужно пойти и купить совершенно новый сварочный аппарат для работы с алюминием.
Для быстрого устранения неполадок имеются адаптеры для катушечных пистолетов и высокочастотные генераторы переменного тока, которые устанавливаются на некоторые аппараты MIG и стержневые машины. Вы также можете приобрести отдельные сварочные аппараты и инверторы переменного/постоянного тока/дуговой сварки TIG, которые можно подключать к машинам с приводом от двигателя с вспомогательным питанием или к розеткам на 115 или 230 вольт в здании или магазине. И если вы хотите пойти на все шебанг, есть «многопроцессные» сварочные аппараты, которые делают все три: палку / MIG и TIG, а также строжку плазменной дугой.
Алюминиевая проволока мягче стальной, поэтому при подаче больших бобин с алюминиевой проволокой необходимо использовать «шпульный» пистолет.
Рассмотрим эти варианты, начиная с наиболее типичной ситуации, когда подрядчик уже имеет аппарат для сварки MIG с приводом от двигателя или аппарат для сварки MIG/стержневым электродом на постоянном токе.
Пистолеты для намотки и затяжки
Алюминиевая проволока мягче стали, и ее трудно пропустить через стандартный пистолет MIG, поэтому вам понадобится специальный пистолет для проволоки, либо пистолет для катушки, либо пистолет для затяжки. Они могут быть установлены на различные сварочные аппараты с приводом от двигателя, а современные регуляторы могут работать с различными газами, поэтому вам не нужен другой регулятор для работы с аргоном.
Пистолет для катушки помогает предотвратить гнездование птиц (склонность к накоплению тонкой стружки проволоки), надев на него катушку с проволокой весом в один фунт, которая подает только несколько дюймов. Они позволяют оператору использовать более длинные кабели, обычно от 15 до 50 футов, но могут ограничивать доступ в труднодоступных местах.
У двухтактного пистолета есть двигатель, который протягивает проволоку через направляющий канал, в то время как двигатель на сварочном аппарате или устройство управления механизмом подачи помогают. Это действие «тяни-толкай» поддерживает постоянное натяжение проволоки, помогая избежать застревания птиц. Пушпульные пистолеты легче и эргономичнее, а катушки не нужно менять так часто. Они также позволяют использовать кабели длиной до 50 футов. Двухтактные пистолеты дороже, но обеспечивают повышенную производительность.
Модуль высокочастотного генератора переменного тока для сварки методом сварки методом сварки вольфрамовым электродом в среде инертного газа устанавливается поверх более крупного сварочного аппарата с приводом от двигателя и позволяет подключать и использовать горелку для сварки вольфрамовым электродом в среде инертного газа и органы управления.
Джон Лейснер, менеджер по продукции компании Miller Electric, рекомендует приобрести более мощный двигатель, если вы собираетесь сваривать с ним алюминий. «Базовая закупочная цена выше, чем у меньшего двигателя, но адаптер, необходимый для работы шпульного пистолета на меньшей машине, значительно дороже», — говорит он. В качестве примера он говорит, что вы можете получить Miller Trailblazer 275 или 302 с полностью алюминиевой сборкой примерно на 200–400 долларов меньше, чем Bobcat 250 с той же настройкой. По его словам, машины с более высокой силой тока позволяют одновременно запускать вспомогательные инструменты, не вызывая отставания в качестве сварки или генератора.
Одним из преимуществ использования аппаратов для дуговой сварки MIG на постоянном токе для сварки алюминия является их высокая скорость, говорит Джим Харрис, старший менеджер по продукции TIG-оборудования в Lincoln Electric. Чем вы жертвуете, так это точностью и внешним видом. И в большинстве случаев трудно сварить MIG тонкий алюминий — материал толщиной не менее 1/16 дюйма, в лучшем случае 1/8 дюйма. Алюминий проводит тепло намного быстрее, чем сталь, поэтому материал легко прожигается. Одним из решений этой проблемы является процесс, называемый импульсной сваркой, при котором пиковый высокий ток чередуется с низким фоновым током. Максимальный пиковый ток создает эффект «распыления», который заполняет сварочную ванну тысячами крошечных капель для структурной целостности, а фоновый ток помогает контролировать температуру. Технология импульсной сварки была внедрена в последнее десятилетие.
Одним из решений этой проблемы является процесс, называемый импульсной сваркой, при котором пиковый высокий ток чередуется с низким фоновым током. Максимальный пиковый ток создает эффект «распыления», который заполняет сварочную ванну тысячами крошечных капель для структурной целостности, а фоновый ток помогает контролировать температуру. Технология импульсной сварки была внедрена в последнее десятилетие.
Подключение к TIG
Достаточно легкий (38 фунтов), чтобы его можно было носить на плечевом ремне, инверторный сварочный аппарат Invertec V205-T Lincoln Electric с ручкой/TIG обеспечивает сварку переменным или постоянным током, а также импульсную сварку TIG и высокочастотную сварку.
Сварка ВИГ — это выбор профессионалов, когда речь идет о точной сварке, хорошем внешнем виде и работе с цветными материалами, такими как алюминий. Это слишком медленно для таких производственных задач, как наплавка, сварка труб и ремонт стрелы и ковша. Но популярность сварки TIG растет благодаря ряду телевизионных передач, посвященных автомобилям и мотоциклам. Сварка TIG также имеет престижное значение. Если вы хотите, чтобы ваши ребята впечатлились своими навыками и профессионализмом, вам может подойти специальный сварщик TIG.
Но популярность сварки TIG растет благодаря ряду телевизионных передач, посвященных автомобилям и мотоциклам. Сварка TIG также имеет престижное значение. Если вы хотите, чтобы ваши ребята впечатлились своими навыками и профессионализмом, вам может подойти специальный сварщик TIG.
Алюминий TIG требует защиты газа, как и MIG (только 100-процентный аргон), специальной горелки с вольфрамовым наконечником, переменного тока и ножной педали для изменения нагрева и силы тока. Вольфрамовые наконечники горелок TIG сильно нагреваются. Некоторые используют воздушное охлаждение, но для сварки TIG силой выше 200 ампер обычно требуется горелка с водяным охлаждением.
Есть несколько настроек, которые помогут вам начать сварку TIG. К ним относятся:
Высокочастотные генераторы переменного тока. Если у вас уже есть сварочный аппарат с приводом от двигателя, его можно настроить на работу с высокочастотным генератором переменного тока. «Это дополнительный аксессуар, а не отдельный сварочный аппарат, который получает питание переменного тока 120 В от двигателя», — говорит Эрик Снайдер, старший менеджер по продукции для сварочных аппаратов с приводом от двигателя в Lincoln Electric. Высокочастотный генератор переменного тока превращает стержневой аппарат в аппарат TIG, добавляя высокую частоту и газовый соленоид, которые необходимы для сварки TIG на переменном токе. Чтобы узнать, совместим ли ваш привод двигателя, найдите разъем кабеля управления, к которому можно подключить ножную педаль или регулируемый вручную блок управления током, предназначенный для сварки TIG.
Высокочастотный генератор переменного тока превращает стержневой аппарат в аппарат TIG, добавляя высокую частоту и газовый соленоид, которые необходимы для сварки TIG на переменном токе. Чтобы узнать, совместим ли ваш привод двигателя, найдите разъем кабеля управления, к которому можно подключить ножную педаль или регулируемый вручную блок управления током, предназначенный для сварки TIG.
Аппарат Miller Dynasty 200 DX выполняет сварку на переменном или постоянном токе, электродуговую или TIG-сварку и импульсную сварку TIG. Машина инверторного типа, она весит всего 47 фунтов и может работать от двигателя или от сети. Функция Auto-Line устройства позволяет ему работать от любого типа тока, от 120 до 460 вольт.
Инверторы. Вы также можете купить специальный инверторный сварочный аппарат TIG, который подключается к вспомогательной розетке сварочного аппарата с приводом от двигателя (если он у вас есть) или к настенной розетке. Большинство из них предлагают сварочный ток постоянного и переменного тока, поэтому вы можете выполнять как сварку электродом, так и сварку TIG. Несмотря на то, что инверторные сварочные аппараты TIG дороже, чем стационарные сварочные аппараты TIG, они весят от 40 до 50 фунтов, они меньше по размеру, более портативны и потребляют меньше ампер, чем стационарные сварочные аппараты TIG. По словам Харриса, инверторы позволяют подрядчикам использовать расширенные возможности TIG, такие как импульсная сварка TIG и расширенная настройка дуги, а также предлагают уже знакомые им возможности электродуговой сварки.
Несмотря на то, что инверторные сварочные аппараты TIG дороже, чем стационарные сварочные аппараты TIG, они весят от 40 до 50 фунтов, они меньше по размеру, более портативны и потребляют меньше ампер, чем стационарные сварочные аппараты TIG. По словам Харриса, инверторы позволяют подрядчикам использовать расширенные возможности TIG, такие как импульсная сварка TIG и расширенная настройка дуги, а также предлагают уже знакомые им возможности электродуговой сварки.
«У вас есть очень продвинутые элементы управления для регулировки выходной частоты машины и сужения или расширения дуги», — говорит Харрис. «Если вы увеличите выходную частоту переменного тока, дуга сфокусируется сильнее. Убавьте его, и он расширит его». По его словам, аппараты TIG также могут обеспечить импульсную сварку для контроля нагрева тонкого материала и без брызг.
Инверторы от 200 до 300 ампер позволяют сваривать алюминий толщиной от 1/4 до 1/2 дюйма соответственно. Помимо этого и для более производительной сварки TIG, вы можете рассмотреть одну из более тяжелых стационарных моделей TIG.
Многоцелевые аппараты
Сварочный аппарат Lincoln Electric Ranger 250 GXT с приводом от двигателя выполняет все, что упомянуто в этой статье: дуговую сварку, TIG (на переменном токе с высокочастотным генератором Lincoln TIG или на постоянном токе), MIG и сварку порошковой проволокой. Он также имеет вспомогательную мощность высокой мощности для работы плазменных резаков, инверторов и двигателей, а также четыре розетки на 120 вольт.
Если вы ищете новый сварочный аппарат, это устройства, которые будут выполнять все три процесса: дуговой, TIG и MIG. Самые универсальные аппараты обеспечат вам сварку электродом на постоянном токе, сварку MIG и сварку TIG на переменном токе, а также вспомогательное питание. РЭБ
Сварка алюминия TIG и MIG
перейти к содержанию Для сварки алюминия можно использовать аппарат для сварки TIG на переменном токе или аппарат для сварки MIG с алюминиевым шпульным пистолетом.
Да, вы можете сваривать его другими способами, такими как лазерная сварка и сварка стержнем с использованием специального электрода для этого металла и другими способами. Однако, поскольку большая часть сварки алюминия выполняется с помощью этих двух процессов, которые мы упомянули в первую очередь, мы рассмотрим нашу линейку сварочных аппаратов YesWelder для сварки алюминия методом TIG и MIG на переменном токе.
Сварка алюминия очень сложна, и вам следует использовать надежный сварочный аппарат. Последнее, что вы хотите при работе с ним, это чтобы ваш сварочный аппарат вел себя не в соответствии с установленными вами настройками. Хорошими примерами этого являются нестабильная дуга, непостоянная частота сварки TIG, горелка MIG с катушкой, не обеспечивающая постоянную скорость подачи проволоки и т. д. опыт.
Почему так сложно сваривать алюминий?
Сварка алюминия сложна, потому что он ведет себя не так, как большинство других металлов, с которыми работают сварщики. Этот металл совсем не похож на сталь, например. Сталь позволит вам точно знать, что с ней происходит, в то время как при сварке алюминия вам придется руководствоваться здравым смыслом и опытом.
Этот металл совсем не похож на сталь, например. Сталь позволит вам точно знать, что с ней происходит, в то время как при сварке алюминия вам придется руководствоваться здравым смыслом и опытом.
Первое, что вы должны знать, это то, что этот металл образует оксидный слой на своей поверхности. Этот оксидный слой необходимо как можно лучше очистить перед сваркой. Это связано с тем, что оксидный слой плавится при температуре 3700°F, а алюминий под ним плавится всего лишь при 1200°F.
Фото materialwelding.com
Чтобы проплавить оксидный слой, нужен сильный нагрев, но нельзя прожигать слой под ним. Большая часть этой проблемы решается с помощью сварки TIG на переменном токе, поскольку ток чередуется между положительным и отрицательным электродом. Это по-разному нацелено на поверхностный слой и внутренний слой, так что вы можете добиться проникновения без прожигания.
Другие проблемы при сварке алюминия возникают из-за его склонности поглощать водород и становиться пористыми. Может произойти множество других загрязнений, потому что он очень чувствителен к любой грязи, воздуху, воде и другим видам загрязнения.
Может произойти множество других загрязнений, потому что он очень чувствителен к любой грязи, воздуху, воде и другим видам загрязнения.
Аппараты YesWelder для сварки алюминия
Компания YesWelder предлагает два аппарата, предназначенных для дуговой сварки алюминия.
Все машины YesWelder стремятся обеспечить наилучшее соотношение цены и качества. Мы вкладываем в них как можно больше полезных функций, не делая их слишком дорогими. Сохранение нашей цены на низком уровне позволяет большему количеству людей заниматься сваркой.
YesСварочные аппараты для сварки алюминия предназначены для качественной работы. Они точны и предлагают точную настройку для профессиональной работы, предварительную и последующую подачу газа, контроль частоты импульсов для сварки TIG на переменном токе, контроль времени нарастания и спада, прямоугольную волну переменного тока, синергетические настройки MIG, они обладают достаточной мощностью сварки и большим рабочим циклом. и т. д.
и т. д.
YesWelder Аппарат для сварки TIG переменным/постоянным током на 250 А с импульсным режимом
Это наш лучший аппарат для сварки TIG, способный выполнять сварку на переменном токе, что означает, что вы можете без проблем сваривать алюминий. Он предназначен для профессиональной работы, но он также достаточно доступен, чтобы его мог себе позволить любой любитель DIY или сварщик.
Мощности в 250 А будет более чем достаточно для почти любого размера листа, кроме листа самой большой толщины, для которого требуется оборудование промышленного уровня. Этот аппарат YesWelder также способен к низкоамперному пуску всего 5А, что означает меньшее прогорание при работе с очень тонким металлом.
Этот сварочный аппарат оснащен функцией прямоугольной волны переменного тока, которая улучшает качество сварки и упрощает процесс сварки. В отличие от синусоидальных машин, прямоугольная волна имеет возможность внезапного переключения между отрицательным и положительным зарядом электрода. Это улучшает качество сварки, потому что старый метод синусоиды постепенно сужается от отрицательного к положительному и наоборот.
Это улучшает качество сварки, потому что старый метод синусоиды постепенно сужается от отрицательного к положительному и наоборот.
Прямоугольная волна дает вам чистую и, самое главное, ожидаемую ситуацию, в то время как синусоида требует от вас большего опыта при сварке алюминия, потому что вы должны учитывать низкие и высокие моменты положительного и отрицательного электрода, которые случаются при этом они переключаются много раз за секунду.
Кроме того, этот аппарат YesWelder имеет импульсную сварку TIG переменным током, а также импульсную сварку постоянным током, а также может выполнять точечную сварку, которая пригодится при работе с любыми видами производства или кузовными работами. Он имеет высокочастотный старт дуги, который необходим при сварке алюминия. Из-за природы этого металла не следует даже пытаться использовать для него TIG с подъемной дугой, потому что материал вольфрамовых электродов загрязнит сварной шов.
Вы можете точно настроить такие параметры, как частота импульсов и импульсный ток, пусковые токи, нарастание и спад, предварительный и постпоток, а также поставляется с высококачественной педалью TIG и другим оборудованием и аксессуарами. Спецификации этой системы и ее относительная стоимость в сочетании с нашей 3-летней гарантией делают ее отличным выбором практически для всех сварочных работ.
Спецификации этой системы и ее относительная стоимость в сочетании с нашей 3-летней гарантией делают ее отличным выбором практически для всех сварочных работ.
В целом, этот YesWelder — ваш лучший выбор для сварки алюминия, нержавеющей стали и низкоуглеродистой стали, но есть также вариант для сварочного аппарата MIG, который вы найдете ниже.
Сварочный аппарат MIG 250A Сварочный аппарат MIG Pro
Наш аппарат YesWelder MIG Pro 250A — это профессиональный аппарат для сварки MIG, который работает со свариваемыми материалами, такими как низкоуглеродистая сталь, нержавеющая сталь и алюминий.
Обладая мощностью 250 А, как и наш TIG-сварщик выше, этот сварочный аппарат MIG может сваривать толстые секции и с высокой нагрузкой, поэтому вы можете сваривать больше, вместо того, чтобы ходить, пока аппарат не остынет.
Этот аппарат YesWelder также является сварочным аппаратом 3-в-1, поскольку он также может выполнять сварку MIG, TIG и электродуговую сварку, но TIG не подходит для сварки алюминия. Тем не менее, это машина MIG, способная работать с алюминием.
Тем не менее, это машина MIG, способная работать с алюминием.
Сварщик оснащен системой управления Synergic MIG, которая очень полезна как для новичков, так и для опытных сварщиков. Новички выиграют от этой функции, потому что она автоматически использует множество настроек, в то время как профессионалы сделают свою работу за них, поэтому им не нужно настраивать что-то вручную. Ручные настройки MIG также просты в использовании. Иногда вы знаете лучше, чем машина, и в таких случаях просто переключаетесь в ручной режим и настраиваете все так, как вам нравится.
Этот сварочный аппарат MIG не использует шпульный пистолет. Сваривает алюминий без шпульного пистолета.
Для сварки алюминия с помощью этого сварочного аппарата YesWelder MIG необходимо установить настройку на передней панели на «Ar 100% AL» и использовать U-образный ролик для подачи проволоки. Вам также необходимо использовать горелку для графеновой подложки, которая поставляется вместе с машиной.
Вы можете использовать алюминиевую проволоку 0,035”/0,045” при работе с it или 0,023”/0,030”/035” сплошную/SS проволоку для мягкой и нержавеющей стали. Этот аппарат MIG также может выполнять сварку под флюсом.
Если у вас есть сварочный цех и вы предпочитаете MIG, то этот сварочный аппарат станет отличным выбором в профессиональной среде. Однако, благодаря своей простоте и доступности, этот сварочный аппарат MIG может использовать каждый, даже любитель (вам нужно входное напряжение 220 В). В то время как TIG является сложным процессом для освоения, MIG можно освоить за более короткий период времени, что может склонить чашу весов в пользу последнего и повлиять на ваш окончательный выбор сварки.
Заключение
Дуговая сварка этого металла и так достаточно сложна, поэтому вы должны облегчить себе задачу и приобрести качественный сварочный аппарат, который будет работать так, как вы ожидаете, и даст вам отличные результаты.
Мы в YesWelder верим, что наши машины для дуговой сварки алюминия сделают именно это, и они сделают это по доступной цене. Мы стремимся предложить лучший опыт сварки за те деньги, которые вы вкладываете. Сварка с высококачественными функциями, такими как прямоугольная волна переменного тока, не должна быть зарезервирована только для людей, которые могут выложить пару тысяч долларов. Мы в YesWelder хотим сделать качество доступным и надеемся, что вы дадите нам шанс заслужить ваше доверие.
Мы стремимся предложить лучший опыт сварки за те деньги, которые вы вкладываете. Сварка с высококачественными функциями, такими как прямоугольная волна переменного тока, не должна быть зарезервирована только для людей, которые могут выложить пару тысяч долларов. Мы в YesWelder хотим сделать качество доступным и надеемся, что вы дадите нам шанс заслужить ваше доверие.
4 комментария
Назад к YesWelder
YesWelder MP200 Vs. CT2050 — Характеристики по сравнению с моделью
Сварка MIG и MAG – есть ли разница?
{{ tier_title }}
“,”reward_you_get_popup”:”Вы получаете”,”reward_they_get_popup”:”Они получают”,”reward_free_shipping_popup”:”Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку”,”reward_you_get_free_popup “:”Бесплатная доставка”,”popup_item_tier_benefits_title”:”Преимущества”,”popup_item_tier_benefits_next_tier”:”Следующий уровень”,”popup_item_tier_benefits_list_of_tiers”:”Список уровней”,”reward_tier_achieved_on”:”Достигнуто {{ month }} {{ day } }, {{ year }}”,”reward_tier_multiply”:”Множитель”,”reward_tier_multiply_points”:”{{multiply_points }}x”,”earn_tier_more_points”:”Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}”,”reward_as_discount”:”{{ сумма }} скидка”,”reward_as_points”:”{{ сумма }} {{ points_name }}”,”reward_as_gift_card”:”{{ сумма }} подарочная карта”,”flexible_discount “:”Скидка”,”flexible_discount_price”:”Цена со скидкой”,” available_discount_title”:”В данный момент у вас нет доступных наград”,”reward_your_tier”:”Ваш уровень:”,”reward_next_tier”:”Нет уровень xt:”,”reward_page_confirm”:”Подтвердить обмен”,”reward_redeem_cancel”:”Отменить”,”reward_redeem_confirm”:”Подтвердить”,”reward_page_earn_points”:”Заработать баллы”,”reward_not_enough_points”:”Недостаточно баллов”,” select_rewards”:”Выберите награду”,”reward_birthday”:”День рождения”,”reward_enter_birthday”:”Введите день рождения”,”reward_please_enter_birthday”:”Пожалуйста, укажите день рождения”,”reward_enter_valid_birthday”:”Введите правильную дату дня рождения”,” warning_title_for_reward”:”К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. “,”warning_title_for_reward_requirelogin”:”Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.”,”reward_notifications_earned_points”:”Вы заработали {{ points_name }}!”,”reward_notifications_spend_your_points”:”Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}”,”reward_activity_reset_points”:”Сбросить баллы”,”reward_activity_reset_tiers”:”Сбросить уровни”,”reward_activity_reset_tiers_description”:””,”reward_notifications_you_have”:”У вас есть
“,”warning_title_for_reward_requirelogin”:”Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.”,”reward_notifications_earned_points”:”Вы заработали {{ points_name }}!”,”reward_notifications_spend_your_points”:”Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}”,”reward_activity_reset_points”:”Сбросить баллы”,”reward_activity_reset_tiers”:”Сбросить уровни”,”reward_activity_reset_tiers_description”:””,”reward_notifications_you_have”:”У вас есть {{ points_name }}”,”reward_notifications_discount_check”:”Используйте скидку на странице оформления заказа”,”reward_notifications_add_discount_to_your_cart”:”У вас есть доступная скидка. Добавьте скидку в корзину!”,”reward_discount_unavailable”:”Скидка недоступна”,”reward_program_emails”:”Письма по бонусной программе”,”reward_title_earn_for_place_order”:”Купите этот товар и заработайте {{ points_count }} {{ points_name }}”,” награда_title_earn_for_place_order_on_cart_or_checkout”:”Вы зарабатываете {{points_count}} {{points_name}} за эту покупку”,”reward_save_btn”:”Сохранить”,”reward_delay_points_pending_status_rule”:”В ожидании”,”referral_page_inviting_text”:”Пригласив друга”,” referral_page_your_benefit”:”Ваша выгода”,”referral_page_your_friends_benefit”:”Привилегия вашего друга”,”referral_page_get”:”Получите”,”referral_page_no_reward_text”:”похвалите, пригласив своих друзей!”,”referral_link”:”Реферальная ссылка”,”copy_link “:”Копировать ссылку”,”referral_page_share_title”:”Поделиться в социальных сетях”,”referral_page_active_discounts”:”Активные скидки”,”claim_referral”:”Claim”,”referral_notification_label”:”Пожалуйста, введите адрес электронной почты, чтобы получить подарок”, “email_sent_successfully”:”Ваше письмо успешно отправлено полностью!”,”referral_page_share_link_not_log_in”:”Войдите, чтобы начать делиться ссылкой”,”reward_activities_order_refund”:”Возврат заказа”,”reward_activities_order_updated”:”{{rule_title}} (Заказ обновлен)”,”activity_refund_earn_point”:”-{ { points_count }} {{ points_name }}”,”activity_refund_earn_points”:”-{{ points_count }} {{ points_name }}”,”activity_order_tier_lowered”:”Уровень понижен ({{ tier_title }})”,”order_refunded_activity_spend”:” +{{ points_count }} {{ points_name }}”,”reward_activity_discount_refund”:”Возврат скидки”,”reward_activity_gift_card_refund”:”Возврат подарочной карты”,”refund_tier_activity_discount_refund”:”Возврат скидки ({{ Discount_code }})”,”referrer_guest_notify_message “:”Зарегистрируйтесь, чтобы получить скидку”,”reward_sender_block_list_in_referral_program”:”К сожалению, эта реферальная ссылка больше не активна”,”referral_title_history”:”История”,”referral_not_allowed_to_use_referral_program”:”Вам не разрешено использовать реферальную программу”, “referral_no_activity”:”Нет активности”,”referral_history_c ustomer_name”:”Имя”,”referral_history_customer_email”:”Электронная почта”,”referral_history_status”:”Статус”,”referral_history_date”:”Дата”,”order_redeem_discount_name”:”Скидка на заказ ({{ name_order }})”, “discount_expire_in_day”:”Скидка действует через {{ days_count }} день”,”discount_expire_in_days”:”Скидка действует через {{ days_count }} дней”,”activity_discount_expired_code”:”Скидка истекает {{ code }}”,”activity_discount_expired”: “Срок действия скидки истек”,”current_balance”:”Текущий баланс”,”birthday_gift_multiply_message”:”Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!”,”your_discount_code”:”Ваш код скидки:”, “verify_account_message”:”Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
 “,”verify_account_email_is_send_massage”:”Письмо с подтверждением отправлено,
“,”verify_account_email_is_send_massage”:”Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.”,”verify_account_button”:”Подтвердите аккаунт”,”spending_card”:”Карта правил расходов”,”minimum_purchase”:”Требуется минимальная покупка {{ Discount_amount }}”,”tier_info”:”Информация об уровне” ,”completed_rule”:”Выполненное правило”,”earning_rule”:”Правило заработка”,”reward_popup”:”Всплывающее окно вознаграждения”,”birthday_field”:”Поле дня рождения”,”shop_it”:”КУПИТЬ”,”назад”: “Назад”,”click_for_sound_on”:”Нажмите, чтобы включить звук”,”click_for_sound_off”:”Нажмите, чтобы отключить звук”,”view_on_instagram”:”Посмотреть в Instagram”,”view_on_tiktok”:”Посмотреть в Tiktok”,”instagram_gallery”: “Галерея Инстаграм”}
Сварка алюминия для стабильных соединений
- Вызов
- Базовые знания
- Плюсы и минусы
- Сварочный процесс
- Приложения
- Товары
Контакт
ПроблемаБазовые знанияЗа и противПроцесс сваркиПримененияПродукцияКонтакт
Проблема сварки алюминия
Наряду со сталью алюминий является наиболее широко используемым конструкционным материалом. Его самым большим преимуществом является то, что он такой же прочный, но примерно вдвое тяжелее. Поэтому для облегченных конструкций предпочтительнее использовать алюминий.
Его самым большим преимуществом является то, что он такой же прочный, но примерно вдвое тяжелее. Поэтому для облегченных конструкций предпочтительнее использовать алюминий.
Интересные факты об алюминии
Чистый алюминий (Al99.5) не очень прочен. Однако он используется в качестве основы для сплавов с прочностью, не уступающей стали.
Сварка алюминия особенно сложна, поскольку материал окружен оксидным слоем. Он плавится только при температуре около 2015 градусов по Цельсию, в то время как сам алюминий плавится при температуре около 650 градусов в зависимости от сплава. Если бы оксидный слой расплавился обычным способом, то алюминий убежал бы, и сварка была бы невозможна. Поэтому необходимо разрушить или вытеснить оксид.
Какие сплавы алюминия существуют?
Свойства чистого алюминия можно изменить с помощью сплавов. Например, добавление магния значительно увеличивает прочность материала.
Наиболее важными компонентами алюминиевых сплавов и их свойствами являются:
- Магний (Mg)
0,3–7% более высокая прочность, меньший размер зерна - Марганец (Mn)
0,3–1,2 % лучшая коррозионная стойкость, более высокая прочность - Медь (Cu)
примерно на 5 % более высокая прочность, более низкая коррозионная стойкость, важна для упрочняющей способности - Кремний (Si)
12% для литья, снижает температуру плавления до 577°C, но с крупным зерном
Информационный бюллетень Регистрация
Благодарим вас за подписку на новостную рассылку Perfect Welding! Для завершения регистрации вы вскоре получите электронное письмо со ссылкой для подтверждения вашего адреса электронной почты.