Как варить металл 2 мм инвертором: Сварка тонкого металла электродом: ошибки, советы, оборудование
alexxlab | 04.04.2023 | 0 | Разное
Сварка тонкостенного металла инвертором и электродом
Содержание статьи:
Как варить тонкостенный металлИз тонкостенного металла изготавливается множество конструкций, начиная от автомобильных кузовов и заканчивая трубами. И если на промышленных предприятиях сварка тонкого металла осуществляется преимущественно полуавтоматами, то вот в быту для этих целей используется сварочный инвертор и электроды.
Наверняка вы уже не раз задавались вопросом — как варить тонкостенный металл? Какие электроды для этого следует применять, полярность и т. д. Сварка металла 1-2 мм электродом — подобна искусству. Для успешной работы нужен опыт.
Проблемы при сварке тонкостенного металла
Далеко не каждый сварщик способен красиво заварить листовой металл 1-2 мм без заплаток и полуавтомата, обычным инвертором и электродами.
Помимо знаний здесь нужен опыт и сноровка, поскольку сварка тонкого металла осложняется вот чем:
- Прожогами — металл 1-2 мм толщиной сразу прогорает.
 Нужно приноровиться к скорости перемещения электрода, поймать сварочную дугу и удерживать её правильно, на небольшом расстоянии;
Нужно приноровиться к скорости перемещения электрода, поймать сварочную дугу и удерживать её правильно, на небольшом расстоянии; - Непроварами — боясь прожечь тонкий металл, начинающие сварщики сильно спешат. В результате образуются непровары;
- Наплывами — при сварке тонкостенного металла появляется еще одна проблема, это, наплывы, валики, которые выступают с другой стороны сварного шва. Происходит это за счет того, что расплавленный металла продавливает соединение в обратную сторону. Решить проблему можно техническим путем, а именно: подложками, либо правильным выставлением силы тока на инверторе;
- Деформациями — ну и деформации, куда же без них. В результате быстрого нагрева и расширения молекул, тонкий металл сильно ведёт.
 Нужно приноровиться к скорости перемещения электрода, поймать сварочную дугу и удерживать её правильно, на небольшом расстоянии;
Нужно приноровиться к скорости перемещения электрода, поймать сварочную дугу и удерживать её правильно, на небольшом расстоянии;Как видно, существует достаточно много проблем, которые приходится решать в процессе сварка тонкостенного металла.
Как варить тонкостенный металл
Начнём с электродов, которые лучше использовать для сварки тонкостенного металла. Для этих целей плохо подходят электроды, диаметр которых составляет 3-4 мм. Лучше отдать предпочтение более тонким электродам, диаметром 1,6-2 мм. Сварка будет выполнена более успешно, если перед работой вы предварительно прокалите электроды при температуре 170 градусов.
Для этих целей плохо подходят электроды, диаметр которых составляет 3-4 мм. Лучше отдать предпочтение более тонким электродам, диаметром 1,6-2 мм. Сварка будет выполнена более успешно, если перед работой вы предварительно прокалите электроды при температуре 170 градусов.
Чтобы электрод не прожигал тонкий металл, очень важно выбрать правильное значение сварочного тока. Для электродов 2 мм, ток на инверторе должен быть выставлен в пределах 55 Ампер. В результате этого не буду образованы дыры в тонкостенном металле.
Многие спрашивают, на какой полярности лучше варить тонкостенный металл. Варить нужно на обратной полярности, постоянным током. Именно так металл будет нагреваться меньше всего при сварке, и соответственно не будет прожогов. При сварке на обратной полярности к электроду подводится плюс. В результате чего он плавится быстрее.
Ну и последнее, не нужно спешить и пытаться варить тонкостенный металл сплошным швом. Скорее всего, действуя, таким образом, ничего не получится, поскольку металл быстро нагреется и прогорит, либо его сильно деформирует.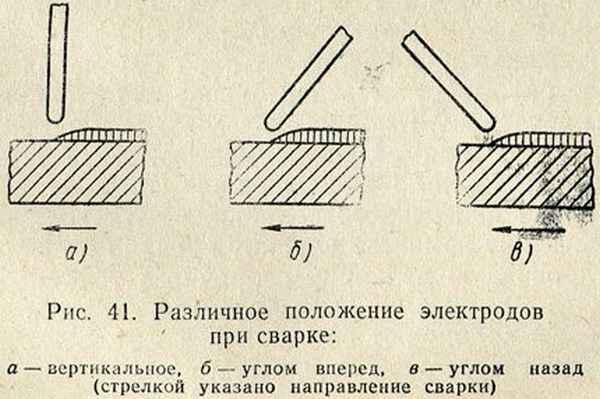 Обязательно нужно варить с отрывом и давать время на то, чтобы металл хоть немного остыл.
Обязательно нужно варить с отрывом и давать время на то, чтобы металл хоть немного остыл.
Поделиться в соцсетях
руководство для начинающих и профессионалов
Из этого материала вы узнаете:
- Сложности сварки тонкого металла
- Преимущества и недостатки сварки тонкого металла инвертором
- Выбор полярности для сварки тонкого металла
- Настройка оборудования перед сваркой металла
- Руководство для начинающих по сварке тонкого металла инвертором
- Техника сварки тонкого металла
- Правильная сварка тонкого металла: практические советы
- Сварка тонкого металла полуавтоматом
Соединять тонкостенные изделия – задача настолько сложная, что лишь единицы справляются с ней. Остальные вынуждены сталкиваться с прожиганием конструкции и поиском решений, как варить тонкий металл правильно. Но все становится проще, если знаешь, какие технологии применять и какие настройки оборудования выставлять.
Наша статья – ваш гид в этом процессе. Вы узнаете, как выбирается полярность для сварки, как правильно подготовить оборудование и инструменты, а также мы поделимся тонкостями технического исполнения данной процедуры. С таким подробным руководством в арсенале вы сможете забыть про неприятные дырки в изделиях, которые получались из-за недостатка знаний, и начать качественно варить тонкий металл!
Сложности сварки тонкого металла
Даже опытные сварщики иногда задаются вопросом о том, как варить тонкий металл. Начинающим мастерам эта задача дается еще труднее. Дело в том, что при данном процессе действуют совсем иные правила, чем во время обработки толстостенных изделий. Иными словами, существует немало нюансов и сложностей, вызывающих проблемы при выборе режимов и электродов. Проще всего соединять заготовки из металла небольшой толщины при помощи сварочных полуавтоматов, однако в домашних условиях чаще используют инверторные аппараты. Поэтому далее будем говорить именно о том, как варить тонкий металл инвертором.
Самая главная сложность связана с тем, что металл нельзя сильно нагревать, ведь изделие быстро прогорает с образованием дыр. Потому чем быстрее ведется сварка, тем лучше, при этом электрод необходимо вести строго по линии шва.
Работы ведутся на малых токах с использованием короткой дуги, ведь даже при небольшом отрыве она гаснет. Нередко появляются трудности с розжигом дуги, потому важно варить аппаратами, обеспечивающими напряжение холостого хода более 70 В, то есть с хорошей вольт-амперной характеристикой. Не менее важна плавная регулировка сварного тока, а именно от 10 А.
Сильный нагрев металла приводит к искривлению тонких листов, из-за чего те принимают волнообразную форму. В дальнейшем исправить этот дефект бывает очень сложно, поэтому лучше сразу постараться не перегревать заготовку. Либо можно отвести тепло – о методе использования теплоотводящих прокладок будет говориться дальше.
Обязательным этапом, предшествующим соединению встык кромок тонких листов металла, является их тщательная обработка и зачистка. Дело в том, что грязь и ржавчина вызывают дополнительные трудности при сварке, поэтому лучше не пожалеть времени и заняться выравниванием.
Дело в том, что грязь и ржавчина вызывают дополнительные трудности при сварке, поэтому лучше не пожалеть времени и заняться выравниванием.
Так как вы собираетесь варить тонкий металл, важно разместить листы очень близко друг к другу, чтобы не оставалось зазора. Далее нужно зафиксировать их положение при помощи струбцин, прижимов и прочих доступных приспособлений. После чего необходимо прихватить элементы будущей конструкции швами-прихватками, делая их на расстоянии 7–10 см друг от друга. Таким образом удастся избежать смещения заготовок и минимизировать шансы их изгиба в процессе работы.
Преимущества и недостатки сварки тонкого металла инвертором
Использование современной сварочной техники позволяет добиться высокого качества соединений и меньше задумываться о том, как варить тонкий металл. Наличие у сварщика большого опыта становится гарантией того, что материал нормально прогрет, на нем отсутствуют прожоги и температурная деформация. Это связано с тем, что при использовании постоянного тока мастер может установить минимальную мощность. Таким образом снижается вероятность прогорания металла, и подобную ошибку могут совершить лишь недостаточно опытные специалисты.
Таким образом снижается вероятность прогорания металла, и подобную ошибку могут совершить лишь недостаточно опытные специалисты.
Аппарат защищен от сбоев в работе, поскольку управляется микропроцессором, обеспечивая необходимый ток. Правда, при низкой температуре инвертор не может обеспечить стабильность во время сварки – эта проблема актуальна даже для оборудования от известных брендов.
Выбор полярности для сварки тонкого металла
Говоря о том, как варить тонкий металл, нужно понимать, что сварочная техника инверторного типа имеет два вида полярности:
- прямой, при котором держак подключен к минусовой клемме, а масса – к плюсовой;
- обратный, предполагающий, что держак соединен с плюсовой клеммой, а масса – с минусовой.
Нагрев обеспечивается за счет плюсовой клеммы, поэтому подсоединенный к ней элемент нагревается сильнее. Данную особенность необходимо использовать при сварке аппаратом постоянного тока.
При помощи прямой полярности достигается проплавление заготовки на большую глубину, поскольку при ней, в первую очередь, нагревается металл изделия, а не электрод. Этот подход позволяет резать материал и соединять элементы толстостенных конструкций.
При обратной полярности изделие прогревается меньше, а температура концентрируется на электроде. Подобное распределение приводит к таким последствиям:
- металл имеет меньшую температуру, снижается вероятность его прожигания;
- происходит быстрое плавление электрода, лучше формируется шов.
Настройка оборудования перед сваркой металла
Так как нам важно качественно варить тонкий металл электродом, то в первую очередь необходимо грамотно выбрать соотношение параметров работы аппарата, инструмента и толщины заготовки. При этом важно придерживаться таких закономерностей:
| Слой материала, мм | 0,5 | 1 | 1,5 | 2 | 2,5 |
| Диаметр электрода, мм | 1 | 1,6–2 | 2 | 2–2,5 | 3 |
| Сила тока, ампер | 10–20 | 32–35 | 45–55 | 60–70 | 75–80 |
Говоря о том, каким током варить тонкий металл, нужно понимать, что инвертор позволяет работать с двумя видами тока:
- постоянным;
- переменным.

При использовании постоянного тока цепь подключают способом обратной полярности, то есть «минус» подсоединяют к заготовке, а «плюс» – к держателю. В результате нагрев смещается с изделия на инструмент, защищая основной материал от прогорания, деформации, наплывов.
Сварка тонкого металла переменным током связана с осуществлением работ при высокой частоте и более низком показателе силы тока, в сравнении с обработкой толстых листов. Необходимо снизить стартовые показатели тока на20–30 % и более. Бывалые мастера разжигают электрод на болванке, расположенной встык к заготовке, и сразу переносят его к месту основного соединения.
Руководство для начинающих по сварке тонкого металла инвертором
Сварка изделий из тонкого металла инвертором всегда должна производиться за кратчайшее время. Мастер проводит электрод по прямой всего раз, избегая остановок. При этом устанавливается минимальная сила тока.
Но прежде чем приступить к сварке, необходимо подготовить поверхность металлических элементов:
- Оценить изначальную геометрию и принять меры, позволяющие сохранить ее в процессе работы, если это требуется.
 А именно: снизить нагрев, использовать зажимы.
А именно: снизить нагрев, использовать зажимы. - Удалить с краев заготовок ржавчину, грязь, краску и другие загрязнения.
- Закрепить либо установить в требуемом положении элементы будущей конструкции, учитывая технологию.
Зафиксированные заготовки скрепляют друг с другом при помощи предварительных точечных прихватов. Последние выполняются с шагом в 5–10 см, они защищают от множества ошибок, таких как прожиг, наплывы, деформация.
Обеспечивающая постоянный ток сварочная техника позволяет работать с обратной полярностью. В таком случае к «плюсу» подключают кабель с держателем электрода, а к «минусу» – металлические заготовки. В итоге электрод нагревается сильнее, чем само изделие.
Так как вы хотите научиться варить тонкий металл, нужно выбирать самые тонкие электроды, то есть в пределах 1,5-2 мм. Для получения действительно качественного шва даже при малых токах необходимо, чтобы электроды имели высокий коэффициент расплавления.
Добиться меньшего нагрева металла позволяет еще одна хитрость: заготовки располагают вертикально или под наклоном. Сварку осуществляют сверху вниз, не меняя направление движения кончика электрода. Работают углом вперед величиной 30–40°, за счет чего обеспечивается минимальный прогрев материала, что всегда очень важно при сварке тонких металлов.
Чтобы работать с изделиями небольшой толщины, лучше приобрести качественные импортные электроды – так вы защитите себя от целого ряда трудностей.
Рекомендуем статьи
- Как варить инверторной сваркой: инструкция для новичков и не только
- Изготовление сварочного оборудования: необходимые характеристики и лучшие производители
- Аргоновая сварка труб: особенности технологии
К сварке приступают с прихватки, электрод ведут вперед, избегая колебательных движений. Нужно постараться останавливаться как можно реже, пока вы варите тонкий металл. Когда пауза в работе неизбежна, допустим, для установки нового электрода, то дугу зажигают на сварочном шве. Чтобы избежать прожога, сначала удалите шлак и переходите с соединения на кромки. В итоге вы сформируете качественный шов с дополнительной жесткостью за счет отбортовки.
Нужно постараться останавливаться как можно реже, пока вы варите тонкий металл. Когда пауза в работе неизбежна, допустим, для установки нового электрода, то дугу зажигают на сварочном шве. Чтобы избежать прожога, сначала удалите шлак и переходите с соединения на кромки. В итоге вы сформируете качественный шов с дополнительной жесткостью за счет отбортовки.
Техника сварки тонкого металла
Одной из составляющих ответа на вопрос о том, как варить тонкий металл, является грамотный подвод краев пластин друг к другу. При соединении встык нередко остаются прожоги, поэтому подобный подход может использоваться лишь мастерами с большим опытом. По возможности рекомендуется расположить заготовки внахлест, чтобы обеспечить основание для наплавляемого металла и избежать его прожигания. Тогда электрод направляют на нижнюю пластину, чтобы не допустить подрезов верхнего элемента.
Сварка встык не предполагает разделки кромок, как и обеспечения зазора. Наоборот, сварщик как можно более плотно сводит кромки заготовок и делает прихватки. При этом работа сильно упрощается благодаря низкой силе тока и тонким электродам. После чего для соединения элементов используют один из таких методов:
При этом работа сильно упрощается благодаря низкой силе тока и тонким электродам. После чего для соединения элементов используют один из таких методов:
- Выставляют малый ток и быстро ведут шов, не отклоняясь от линии соединения.
- Немного увеличивают силу тока, но шов накладывают прерывистой дугой. В этом случае металл успевает остыть, прежде чем на него ляжет новая порция присадки.
- Варят указанными способами, но применяют при этом специальную подложку – она поддерживает разогретый участок, не давая ему провалиться. Лучше всего с этой целью использовать графитовую подкладку, иначе изделие может частично привариться к металлическому столу.
- Накладывают швы в шахматном порядке либо небольшими участками длиной по 100 мм, чтобы не допустить сильной деформации заготовок за счет нагрева шва по всей длине. Если выбран подход со сваркой участками, второй шов заканчивают на месте начала первого.
Так как варить тонкий металл нужно короткой дугой, соединение формируется быстро и без перегрева металла. При увеличении дуги не происходит визуального прожигания пластины, однако оказывается невозможно формирование сварочного валика. По правилам, электрод держат на себя под углом 45° либо мастер может располагать его под наклоном в сторону. Сварка под углом в 90° чревата появлением отверстий в металле.
При увеличении дуги не происходит визуального прожигания пластины, однако оказывается невозможно формирование сварочного валика. По правилам, электрод держат на себя под углом 45° либо мастер может располагать его под наклоном в сторону. Сварка под углом в 90° чревата появлением отверстий в металле.
Правильная сварка тонкого металла: практические советы
1. Тонкий металл требует использования тонких электродов.
Речь идет об электродах толщиной 1,6–2 мм, применение которых сопровождается понижением сварочного тока. Дело в том, что более толстые электроды в сочетании с малым током гасят дугу. Если же для электрода диаметром 3 мм устанавливается необходимая сила тока, тонкий металл начинает гореть.
2. Выбирайте пониженный ток.
Это необходимо, чтобы не допустить прогорания тонкого металлического изделия. Обычно придерживаются таких норм:
- толщина металла 1-2 мм предполагает использование электрода диаметром 1,6 мм и тока 25–50 ампер;
- металл толщиной 2-3 мм варят электродом диаметром 2 мм и с силой тока 40–80 ампер;
- при толщине изделия 3-4 мм используют электрод диаметром 3 мм и ток 80–160 ампер.

3. Сохраняйте короткую дугу.
На длинной дуге в тонком металле образуются отверстия. Говоря о том, как варить тонкий металл, нужно понимать, что длинная дуга появляется, как только электрод слишком сильно поднимается над свариваемой поверхностью. Чтобы избежать прогорания тонкостенных конструкций, важно обеспечить стабильную короткую дугу: чем она короче, тем меньше вероятность подобных дефектов.
Если вы будете точно следовать указанным советам, вы не допустите прожигания тонкого металла во время сварки.
Сварка тонкого металла полуавтоматом
Для соединения изделий из тонкого металла, помимо инверторов, сегодня активно используется сварка полуавтоматом. Второй подход наиболее актуален при работе с корпусами автомобилей.
В этом случае не требуется менять электрод, поскольку оборудование обеспечивает непрерывную подачу проволоки. В итоге работа занимает гораздо меньше времени, что важно при осуществлении крупных проектов. Так как отсутствует сгораемая часть электрода, проще отслеживать расстояние от изделия до грелки.
Так как отсутствует сгораемая часть электрода, проще отслеживать расстояние от изделия до грелки.
Все перечисленные особенности приводят к тому, что неопытным сварщикам легче понять, как варить тонкий металл именно полуавтоматом. Кроме того, здесь может использоваться проволока толщиной 0,8 мм, поэтому у специалиста появляется возможность обрабатывать еще более тонкие листы стали. Однако для домашних условий инверторный способ остается наиболее востребованным из-за доступности оборудования.
Итак, теперь вы знаете больше о том, как варить тонкий металл. Пусть приведенные выше рекомендации облегчат вам работу и принесут пользу!
Объяснение настроек сварочного аппарата MIG (с таблицей)
Растущее движение «сделай сам» означает, что сейчас сваркой занимается гораздо больше людей.
Я думаю, это здорово, но есть один недостаток…
Есть много людей со сварочными аппаратами, у которых нет специального образования.
Это означает, что некоторые люди не понимают некоторых мелких деталей, которые сварщики изучают в школе.
Одной из таких деталей является настройка правильных параметров вашего нового сварочного аппарата MIG для выполняемой работы.
Вероятно, вы здесь по этой причине, поэтому я объясню основные настройки MIG и то, как их следует настраивать.
Теперь давайте правильно настроим аппарат…
Перед настройкой элементов управления MIG
Это больше, чем просто взять аппарат MIG и повернуть ручки.
Ваши настройки MIG, как и настройки любого сварочного процесса, сильно зависят от выполняемой вами работы.
Не существует универсального набора настроек, которые всегда применимы. Сварка — это индивидуальное ремесло, и оно зависит от множества переменных.
Какой у тебя материал?
Различные материалы имеют разные характеристики, связанные с теплом и электричеством. Очень важно, какой материал вы свариваете. Характеристики мягкой стали сильно отличаются от характеристик алюминия.
Алюминий не плавится при той же температуре, что и мягкая сталь, и не проводит электричество и не удерживает тепло в той же степени, что нержавеющая сталь или титан.
Прежде чем вы сможете начать, вы должны выбрать правильный процесс и позаботиться о механической и технической настройке. Выбор проволоки, защитный газ и настройки машины зависят от материала.
Мягкая сталь, алюминий, нержавеющие или никелевые сплавы чаще всего используются в процессе MIG. Это основной металл, который можно найти дома и в автомобилях.
Насколько толстый металл?
Знайте толщину металла, чтобы знать, достаточно ли у вашего сварщика мощности для выполнения работы, вы можете выбрать правильную электродную проволоку и подходящий защитный газ.
Вы можете спланировать свой подход к проекту в отношении зажима, угла подхода, охлаждения, режима работы вашего сварочного аппарата и других практических решений.
Вы устанавливаете силу тока в зависимости от толщины металла.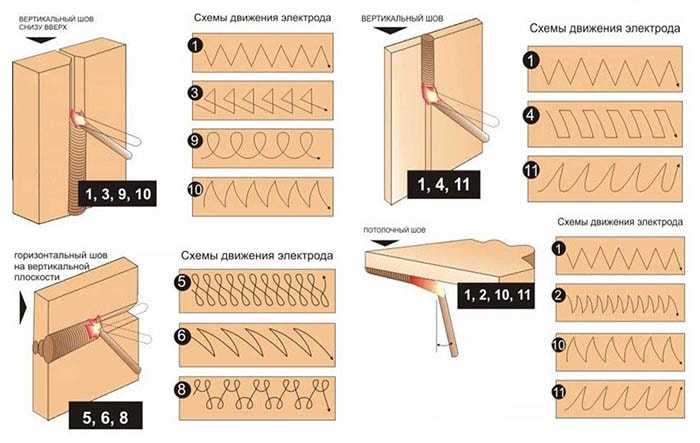 Поэтому вы должны знать, насколько толстый ваш металл.
Поэтому вы должны знать, насколько толстый ваш металл.
Общее эмпирическое правило: вам нужен 1 ампер мощности на каждые 0,001 дюйма стали.
Нержавеющая сталь потребляет на 10-15 процентов меньше тока, а алюминий требует примерно на 25 процентов больше.
Итак, сколько ампер нужно для сварки стали 3/8?
Для низкоуглеродистой стали толщиной 1/8 дюйма и толщиной 0,125 дюйма хорошим стартом будет 125 ампер.
Толщина 3/8 дюйма составляет 0,375 (3 x 0,125), так что вам действительно нужно для этого 375 ампер? Некоторые сварочные аппараты заявляют, что сваривают сталь диаметром 3/8 дюйма только при силе тока 170-200 ампер. Как это возможно?
Во-первых, эти цифры приблизительны. Они только поместили тебя на стадион.
Во-вторых, производители прибегают к небольшому волшебству, чтобы заставить эти цифры рекламировать производительность. Они срезают края шва, чтобы уменьшить толщину. Таким образом, меньший ток может выполнить тот же сварной шов за один проход.
Защитный газ и электродная проволока
Для получения хороших результатов необходимо использовать правильный защитный газ и электрод. Выбор зависит от состава и толщины материала.
Некоторые комбинации проволоки и газа, обычно используемые при сварке MIG:
- Мягкая/углеродистая сталь – проволока ER70s и соотношение аргона и CO2 75/25 процентов
- Нержавеющая сталь – проволока ER308L и 98 % аргона с 2 % CO2
- Алюминий – проволока ER4043 и экранирование из 100% аргона
Сечение провода выбираете по силе тока, которая, в свою очередь, зависит от толщины материала. Вот наиболее часто используемые размеры проволоки при сварке MIG.
Обратите внимание, что эти размеры перекрываются в каждом текущем диапазоне. Это дает вам некоторый выбор в отношении того, что лучше всего подходит для вашего сварщика и вашей техники.
- 0,023 – 30-130 А
- 0,030 – 40-145 А
- 0,035 – 50-180 А
- 0,045 – 75-250 А
Рекомендации по оборудованию
Качественное сварочное оборудование упрощает работу. Например, для сварки алюминия сварочным аппаратом MIG лучше установить шпульный пистолет для бесперебойной подачи проволоки. Убедитесь, что ваш баллон с защитным газом полон, а соединения чистые и затянуты.
Например, для сварки алюминия сварочным аппаратом MIG лучше установить шпульный пистолет для бесперебойной подачи проволоки. Убедитесь, что ваш баллон с защитным газом полон, а соединения чистые и затянуты.
Некоторые сварочные аппараты MIG автоматизируют большую часть процесса настройки, что упрощает настройку.
Встроенные цифровые меню и входные параметры, такие как тип и толщина материала, автоматически настраивают сварочный аппарат MIG.
Вам все равно нужно будет правильно подключить провод и газ, но некоторые сложные настройки будут выполнены за вас.
Информацию о некоторых из этих аппаратов см. в нашем Руководстве для сварщиков MIG.
Подготовьте заготовку
Для получения отличных результатов сварки, которые воспроизводятся, ваш металл должен быть готов к работе.
Подготовительные работы по металлу включают:
- очистку
- удаление накипи
- шлифовка
- обезжиривание
- зажим
Настройки не обеспечивают хороших сварных швов; они просто делают возможным хороший сварной шов. Но только если вы сделаете все остальное.
Но только если вы сделаете все остальное.
Три вещи, которые следует помнить при подготовке шва:
- Чистый шов, чистый шов
- Настройки для грязного металла не применяются к чистому металлу
- Меньше масла или краски, которые могут загореться, означает меньше думать о
Настройки сварки MIG для малоуглеродистой стали
Теперь… давайте сделаем некоторые настройки…
Для простоты я буду придерживаться настроек для малоуглеродистой стали по большей части, потому что это самый свариваемый металл на планете .
Я буду упоминать алюминий или другие материалы, когда это уместно.
Какие настройки MIG наиболее важны?
Хотя у вашего сварочного аппарата может быть хороший выбор регулировок, важно понимать, что большинство из них предназначены для тонкой настройки.
Три основных параметра определяют остальные. Эти основные настройки:
- Уровень напряжения
- Скорость подачи проволоки (WFS)
- Тип и скорость защитного газа
Вы хотите создать правильный температурный режим в месте сварки, чтобы получить плавную дугу, исключить разбрызгивание и максимально увеличить проплавление.
Эти настройки также определяют тип переноса для напыления металла. Подробнее о типах передачи MIG читайте здесь.
1. Уровень напряжения
Источник питания MIG представляет собой систему постоянного напряжения. Как только оно установлено на заданном уровне, напряжение не будет сильно отклоняться. Напряжение определяет длину дуги, а также высоту и ширину валика.
Точная настройка напряжения — это процесс проб и ошибок. Проверяется путем осмотра борта на наличие дефектов. Я включил таблицу ниже, чтобы помочь вам выбрать напряжение, осмотрев шарик.
2. Скорость подачи проволоки
Скорость подачи проволоки (WFS) влияет на уровень нагрева. Измеряется в дюймах в минуту (IPM). Если скорость подачи мала, область сварки может стать слишком холодной для хорошего проплавления.
Более высокая скорость подачи обеспечивает лучший контакт между проволокой и сварочной ванной. Увеличение текущего уровня и выделение слишком большого количества тепла приводит к разбрызгиванию.
Уровень напряжения и скорость подачи должны быть сбалансированы друг с другом.
Если повсюду летят искры и брызги размером со сварочную проволоку или больше, возможна одна из двух ситуаций:
- Слишком много WFS для настройки напряжения
- Слишком низкое напряжение для настройки WFS.
Если дуга снова загорается внутри наконечника, это может быть одной из двух ситуаций:
- Слишком высокое напряжение для настройки WFS
- Foo small WFS для настройки напряжения».
Есть еще один критический фактор для скорости подачи проволоки: расстояние, на которое электродная проволока выступает из контактного наконечника горелки MIG.
Это расстояние называется вылетом электрода (ESO) и является ограничивающим фактором. Вам необходимо поддерживать постоянное расстояние над изделием во время сварки, иначе вы не сможете получить стабильные результаты от своих настроек. Выработайте привычку часто проверять расстояние ESO.
3. Тип и расход газа
Расход, объем и тип защитного газа определяют тип переноса в сочетании с напряжением и скоростью подачи проволоки.
Более высокие концентрации гелия или аргона делают дугу более горячей. Весь смысл защитного газа заключается в том, чтобы защитить дугу и сварочную ванну от кислорода. Природа потока сжатого газа подразумевает экспериментирование и анализ. Другими словами, методом проб и ошибок.
Прочтите также : Настройка давления газа для сварки MIG
Газ измеряется в кубических футах в минуту (CFM), и на результаты влияют сквозняки, ветерок или температура баллона.
Возможно, когда все будет спокойно, 5 CFM будет достаточно, чтобы правильно защитить сварной шов. Но оставьте дверь открытой, и сквозняк может сдуть газ с такой скоростью, поэтому вам нужно, например, перейти на 35 CFM.
Однако, если давление газа на сварном шве слишком велико, вы можете втягивать кислород в плазму дуги и загрязнять валик, вызывая пористость.
Таблица настроек сварки MIG — скорость подачи проволоки и напряжение
Таблица настроек сварки MIG на основе выбора проволоки – Загрузите полноразмерный PDF-файл для печати здесь.Существует множество таблиц настроек сварки MIG, доступных от производителей, и все они различаются.
Вот таблица настроек, которую я составил. Это общее руководство для начала работы. Помните, что это всего лишь руководство.
Всегда проверяйте настройки на куске металла. Возможно, вам придется набрать их, в зависимости от вашей настройки.
Что сварной шов говорит вам о настройках MIG
Внешний вид сварного шва сообщит вам, нужно ли вам изменить настройкиЕще один способ проверить настройки MIG — проверить сварной шов. Он скажет вам, что ему нужно. Вам просто нужно обратить внимание…
- Обычный валик : Хорошее проникновение в основание, плоский профиль, подходящая ширина, хорошо завязывается на концах.
- Установлен слишком низкий ток : Узкий, возможно, выпуклый валик с плохой врезкой на концах.

- Слишком высокий ток : Плохое начало дуги, слишком широкий валик, прожоги, большое количество брызг и плохое проплавление.
- Слишком быстрое движение : Слишком быстрое движение рукой по дуге приводит к узкому выпуклому валику, неадекватной врезке на концах, плохому проникновению и непостоянному валику.
- Слишком медленное движение : Слишком медленное движение добавляет слишком много тепла, что приводит к слишком широкому буртику и плохому проникновению.
- Слишком длинная дуга : Вызвано слишком высоким напряжением. Длинная, тонкая дуга, плохой провар и турбулентность сварочной ванны.
- Отсутствие защитного газа : Недостаток защитного газа приводит к пористости и появлению микроотверстий в буртике.
Теперь вы знаете
Некоторых может разочаровать то, что нет быстрого и простого ответа на вопросы, с которыми вы сталкиваетесь. Боюсь, когда дело доходит до сварки, это характер игры.
Боюсь, когда дело доходит до сварки, это характер игры.
Воспринимайте эту информацию и эти диаграммы не как евангелие и не как науку. Это просто место для начала. Остальное ваше ремесло зависит от вас. Это только рекомендации. Наблюдайте за сварочной ванной и осматривайте валики.
Вы занялись ремеслом. По самой своей природе рукоделие не является научным. Это вызов, и в большинстве случаев единственная награда — это тихая победа над вашей последней вредной привычкой.
металлы – Дуговая сварка стали толщиной 2 мм под углом без прожога
Задать вопрос
спросил
Изменено 3 года, 5 месяцев назад
Просмотрено 4к раз
$\begingroup$
Я немного осваиваю дуговую сварку, так как она мне постоянно нужна для некоторых проектов. Полный новичок.
Полный новичок.
Последнее, что я решил сделать, это стол, похожий на этот:
Материал 2 мм толстый 40×40 мм квадратная труба – не знаю точный тип металла, должна быть “обычная” сталь, которая был немного проржавел от пребывания на стальном дворе.
Я пытался использовать рутиловые электроды 2 мм и 1,6 мм .
Я попробовал 1,6 мм на 55 А переменного тока и 2 мм на 60-65 А переменного тока . С более высокими или более низкими амперами мои электроды начали прилипать.
- Угол, под которым я держу электрод, подобен этому: https://i.ytimg.com/vi/qTaQf0iPH-g/maxresdefault.jpg
Что происходит, что на прямых плоских участках я могу искрить и держать прямую линию и не прожечь дыру в металле. Сварной шов прочный и последовательный.
При попытке сварить две детали вместе, на внешнем и внутреннем углах (см. красный кружок), я продолжаю прожигать, и из-за этого появляются все большие и большие зазоры.
красный кружок), я продолжаю прожигать, и из-за этого появляются все большие и большие зазоры.
На внутренних углах у меня не было этой проблемы, и я успешно сварил более толстые металлы электродами 2 мм и 2,5 мм без проблем.
РЕДАКТИРОВАТЬ : Отредактировано для ясности, что на самом деле я не свариваю без плавления металла 🙂
- металлы
- сварка
$\endgroup$
1
$\begingroup$
Сварка всегда плавит сталь, значит “прожигаете”, слишком сильное проплавление. Сварка с подачей проволоки – MIG намного проще в использовании, чем сварка стержнем. MIG, также известный как сварка с флюсовой сердцевиной с газом или без газа и сплошная проволока с газом, — лучший выбор для вашей работы. Палку трудно освоить методом проб и ошибок, и еще труднее с тонким металлом, как у вас.