Как варить металл инверторной сваркой: Сварка инвертором для начинающих: инструкции и видео
alexxlab | 16.01.2023 | 0 | Разное
инструкция для новичков и не только
- Главная >
- Блог >
- Как варить инверторной сваркой: инструкция для новичков и не только
26.09.2022
Сварка
Время чтения: 6 минут
Редакция сайта VT-Metall
Сохранить статью:
Из этого материала вы узнаете:
- Особенности сварочного инвертора
- Назначение инвертора и сферы применения
- Подбор силы тока
- Подбор диаметра электрода
- Пошаговая инструкция по инверторной сварке
- Техника безопасности при инверторной сварке
- Распространенные ошибки новичков при инверторной сварке
- Полезные функции инвертора для новичков
С появлением недорогих инверторов у каждого начинающего мастера появилась возможность научиться варить самостоятельно.
Стоимость инвертора для сварки во многом зависит от его характеристик и бренда. Однако даже самого дешевого вполне хватит для сборки простой металлоконструкции или сварки дачного забора. Для освоения этого аппарата понадобится совсем немного времени. Как варить инверторной сваркой, вы легко поймете, прочитав нашу статью до конца.
Особенности сварочного инвертора
Упростить сварочный процесс можно, даже не являясь профессиональным сварщиком. Такая возможность появилась при выходе на рынок инверторных аппаратов.
Такой вид сварки металла – большой технологический шаг. Раньше подобное оборудование было неподъемным, достаточно вспомнить выпрямители и сварочные трансформаторы предыдущих поколений. Сегодня габариты и масса инверторного аппарата намного меньше, что делает более удобным его использование и повышает производительность сварочных работ.
Сейчас с уверенностью можно сказать, что инвертор – самый современный, и традиционные генераторы, выпрямители, трансформаторы постепенно отходят на второй план. Даже если прежде вам не приходилось работать с таким оборудованием, будет достаточно получить несколько уроков по инверторной сварке для начинающих, и вы уже будете иметь представление о технологии работ.
Как варить инверторной сваркой? Существует несколько видов инверторов, производители у них тоже разные. Конструкция аппарата не зависит от производителя и состоит из:
- блока питания с фильтром и устройством для выпрямления;
- инверторного блока, который служит преобразователем постоянного тока в переменный высокочастотный;
- трансформатора для понижения напряжения тока;
- силового выпрямителя, отвечающего за постоянный ток в аппарате на выходе;
- электронного блока, за счет которого происходит управление аппаратом.
Конструкция содержит множество технологических решений, позволяющих создавать очень качественные соединительные швы большой прочности. Вес аппарата – от 5 до 15 кг, а его компактность дает возможность без проблем переносить оборудование с места на место.
Вес аппарата – от 5 до 15 кг, а его компактность дает возможность без проблем переносить оборудование с места на место.
В новом комплекте оборудования при покупке вы найдете подробную инструкцию, которая подскажет, как научиться варить инверторной сваркой самостоятельно, как аппарат включать, какие использовать электроды в зависимости от свариваемого металла и прочие детали.
Назначение инвертора и сферы применения
В особых случаях, когда параметры металла для сварки требуют особого подхода для создания идеальных швов, качественная инверторная сварка чаще всего и есть лучшее решение.
За счет того, что действие механизмов продумано до мелочей, работы по соединению деталей инвертором становятся все более популярны в различных сферах:
- Технология сварки обеспечивает высокую эффективность как в бытовых, так и в промышленных условиях благодаря высокой транспортабельности и компактности. И если вы впервые столкнулись с таким видом работы, самоучитель для начинающих в короткие сроки ответит на вопрос о том, как правильно варить инверторной сваркой.
- Антизалипание и форсирование дуги – это лишь некоторые новейшие возможности, которые может предоставить разнотипная сварка.
- Весь процесс автоматизирован, что позволяет серьезно упростить работу сварщика.
- К преимуществам инверторной сварки можно отнести ее способность надежно и эффективно соединять разнородные металлы: нержавейку и высоколегированную сталь, медь, титан, алюминий и прочие сплавы.К преимуществам инверторной сварки можно отнести ее способность надежно и эффективно
Электрическая инверторная сварка может выполняться на абсолютно разных объектах, в том числе и в бытовых условиях, как говорилось выше. Поскольку данная технология не требует специального обучения, информацию о том, как варить металл инверторной сваркой, можно найти в Интернете.
Подбор силы тока
Для новичка освоить данный вид сварки – не проблема, если он научится правильно выставлять силу тока. Выбирать ее нужно в соответствии с толщиной свариваемого металла. Если число ампер будет превышено, то шов получится слишком вплавленным, местами даже с дырами от прожогов. Соответственно, это соединение очень непрочно и ломается при нажиме.
Если число ампер будет превышено, то шов получится слишком вплавленным, местами даже с дырами от прожогов. Соответственно, это соединение очень непрочно и ломается при нажиме.
Рекомендуем статьи
- Особенности дуговой сварки: разбираемся в технологии
- Изготовление сварочного оборудования: необходимые характеристики и лучшие производители
- Аргоновая сварка труб: особенности технологии
Если же силы тока недостаточно, на поверхности останется наплавленный металл без необходимой проплавки. Если это узлы отопления, то они быстро протекут, а металлические конструкции могут рассоединиться.
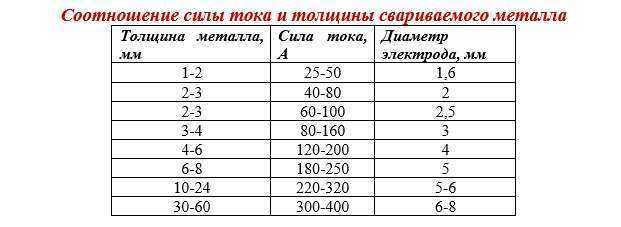
На торце инверторного аппарата есть переключатель ампер. Его значение отображается либо на шкале, либо на цифровом дисплее в зависимости от модели. Чтобы соединение вышло оптимальным, рекомендуется выбирать силу тока в соответствии с данными, приведенными в таблице:
| Сила тока, А | Толщина металла, мм |
|---|---|
| 35–55 | 1,5 |
| 45–75 | 2 |
| 90–125 | 3 |
| 125–165 | 4 |
| 140–170 | 5 |
| 160–200 | 6 |
Подбор диаметра электрода
Когда вы научитесь правильно выбирать диаметр электрода, то есть в соответствии с установленной силой тока и толщиной сторон металлического изделия, инверторная сварка станет довольно простым занятием.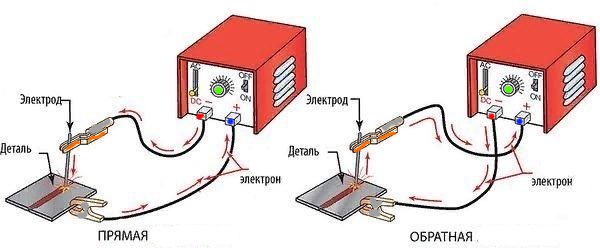 Очень тонким элементам обеспечен перегрев на большом токе, а это накаляет держатель и может травмировать сварщика. Если будет подобран слишком большой диаметр электрода, то он будет прилипать, и не получится добиться нужной степени проплавки.
Очень тонким элементам обеспечен перегрев на большом токе, а это накаляет держатель и может травмировать сварщика. Если будет подобран слишком большой диаметр электрода, то он будет прилипать, и не получится добиться нужной степени проплавки.
Среди советов новичкам о том, как варить инверторной сваркой, можно привести следующую таблицу, где указано соответствие диаметра электрода толщине металла:
| Толщина металла, мм | Диаметр электрода, мм |
|---|---|
| 1,5 | 2 |
| 2 | 2,5 |
| 3 | 3 |
| 4 | 4 |
| 5 | 4 |
| 6 | 5 |
Пошаговая инструкция по инверторной сваркеТолько после верного выставления всех настроек можно приступать к сварке.
- Кончик электрода касается черновой поверхности с постукиванием. В этом качестве можно применять прикрепленную к массе пластину или металлический квадрат размером 100х100 мм. Такой вариант прогрева увеличивает чувствительность к последующим возгораниям и заставляет электроны в присадочном металле двигаться.
- Две стороны свариваемого металла нужно скрепить между собой, чтобы во время сварки они не расползлись. «Прихватки» нужно поставить не менее чем в двух местах, если речь о стыке, и с обратной стороны не менее двух, если соединение тавровое или угловое.
- Далее дуга перемещается к началу шва при легком касании к металлу.
- Поскольку дуга очень ярко горит, лучше сначала потренироваться на черновых деталях, чтобы глаза привыкли к такому свету. Это нужно для того, чтобы видеть не только белое пятно, но и понимать, какие процессы происходят.
- Если удерживать дугу на месте, образуется лужица металла, так называемая «сварочная ванна». Это происходит из-за плавления основной стали и присадочного материала. Какова ширина ванны, такими будут границы шва.
- Помимо расплавленного металла, в ванне будет накапливаться жидкий шлак. Он создает изолированную среду (при помощи паров) для защиты шва от воздействия воздуха. Новичку при работе с инверторной сваркой нужно научиться отличать расплавленный металл от жидкого шлака. Последний обычно красный, а вот у металла – белый цвет. Если перепутать шлак со сталью, то можно не проварить много мест на поверхности.
- Несмотря на свою защитную функцию, шлак образует наплывы, которые мешают сварщику, поэтому ему приходится регулярно отгонять в сторону кончиком электрода затекающий шлак.
 Разводы, образующиеся на поверхности, после застывания легко отбиваются.
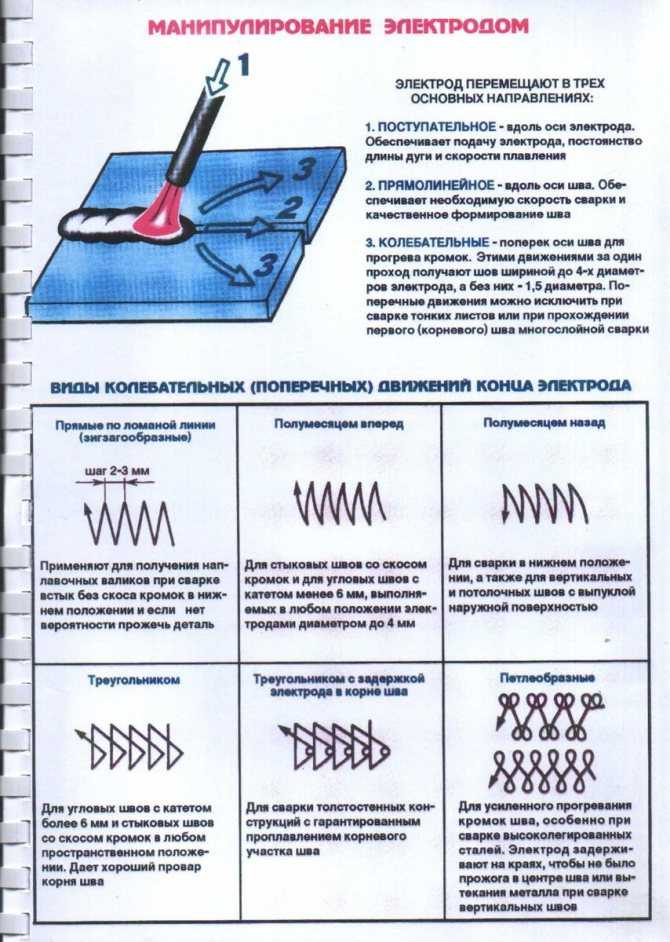
Разводы, образующиеся на поверхности, после застывания легко отбиваются. - Шов образуется разными движениями кончика присадочного элемента, но это требует подробного описания, которое приводится далее в тексте.
- При окончании сварки необходимо сделать «замок», то есть окончание шва. Если убрать электрод без этого, то образуется отверстие, похожее на кратер, и все это застынет. В итоге он первый пропустит воду, с него начнется трещина при нажиме. Поэтому завершить шов нужно, отведя кончик в сторону на цельный металл либо заведя его на уже готовое соединение.
Техника безопасности при инверторной сваркеМы не сделаем глобального открытия, если в очередной раз напомним, что при инверторной сварке, как и при других подобных видах работ, самое важное – техника безопасности. Маска сварщика – обязательна. Рабочая одежда должна быть из негорючих материалов и надежно защищать руки и ноги от брызг расплавленного металла.
Читайте также: Приспособления для сварочного стола: обзор наиболее важных
Стоит ли говорить, что поблизости от места проведения сварочных работ не должно быть легковоспламеняющихся предметов, а домашняя электропроводка должна быть рассчитана на большую нагрузку от сварочного аппарата. Потребуется около 4 кВт при напряжении сварочного тока в 200 А. В отличие от трансформаторных аппаратов предыдущего поколения, инверторное оборудование не очень сильно нагружает сеть, но может не работать при пониженном напряжении. Эти нюансы необходимо брать в расчет при подготовке к сварочным работам.Распространенные ошибки новичков при инверторной сваркеКак правильно варить шов инверторной сваркой? Обычно все новички допускают ошибки и дефекты. Но, зная основные виды этих недоработок, можно научиться работать над ошибками и овладеть мастерством на хорошем уровне. Самыми распространенными дефектами считаются:
Потребуется около 4 кВт при напряжении сварочного тока в 200 А. В отличие от трансформаторных аппаратов предыдущего поколения, инверторное оборудование не очень сильно нагружает сеть, но может не работать при пониженном напряжении. Эти нюансы необходимо брать в расчет при подготовке к сварочным работам.Распространенные ошибки новичков при инверторной сваркеКак правильно варить шов инверторной сваркой? Обычно все новички допускают ошибки и дефекты. Но, зная основные виды этих недоработок, можно научиться работать над ошибками и овладеть мастерством на хорошем уровне. Самыми распространенными дефектами считаются:
- Трещины. Они образуются, когда неправильно подобран электрод. Если его химический состав не совпадает со свариваемыми материалами, это приведет к образованию трещин: холодных и горячих. Избежать этого можно, внимательно ознакомившись с рекомендациями на упаковке присадочного элемента, где указано его взаимодействие с металлами.
- Прожоги – дыры в пластинах и деталях.
 Образуются при большой силе тока и медленном ведении дуги. Чтобы этого избежать, нужно устанавливать ток в соответствии с приведенной выше таблицей и делать шов быстрее.
Образуются при большой силе тока и медленном ведении дуги. Чтобы этого избежать, нужно устанавливать ток в соответствии с приведенной выше таблицей и делать шов быстрее. - Непровары – пропущенные участки, где присадочный материал не проплавляется, а просто накладывается сверху. Соединение хрупкое и негерметичное. Происходит это из-за небольшой силы тока и слишком быстрой проводке шва. Решить проблему можно, правильно настроив сварочный инвертор и равномерно ведя дугу.
- Поры. Образуются при взаимодействии сварочной ванны и окружающей среды. Причина может быть в плохом или отсыревшем покрытии электродов. В этом случае нужно прокалить присадочный материал на печи или каком-либо устройстве при температуре 170°. Возникновению пор также может послужить ветреная погода, если работы ведутся на улице. Поэтому при данных условиях должен быть установлен заградительный щит.
Шов может быть некрасивым и неравномерным по форме, иметь бугры, чешую и сильно отличаться по ширине. Эта проблема появляется из-за недостаточного освоения колебательных движений и решается практикой.Полезные функции инвертора для новичковДля новичков существуют аппараты с дополнительными функциями, чтобы можно было быстрее освоить инверторную сварку:
Эта проблема появляется из-за недостаточного освоения колебательных движений и решается практикой.Полезные функции инвертора для новичковДля новичков существуют аппараты с дополнительными функциями, чтобы можно было быстрее освоить инверторную сварку:
- При сварке тонкого металла режим форсажа дуги не дает прилипнуть электроду. Эта настройка прибавляет 10 % тока от выставленного автоматически, когда датчик оборудования определяет, что расстояние между поверхностью и электродом сократилось.
- Опция горячего старта мгновенно разжигает дугу без постукиваний о черновой материал или пластину. Кроме того, поддерживается высокое напряжение холостого хода, когда контакты разомкнуты, что благоприятно сказывается на общей производительности.
- Инверторная сварка дает возможность починить металлические элементы даже новичку. Для этого нужно изучить параметры настройки аппарата и освоить технику выполнения шва. Сам же компактный инвертор позволит обеспечить быструю и надежную сварку.
Читайте также
30.12.2022
Холодная сварка: виды и особенности применения
Подробнее
30.12.2022
Сталь D2: сфера применения и параметры
Подробнее
30.12.2022
Как выбрать электроды, чтобы получить качественный сварной шов
Подробнее
30.12.2022
Шкаф металлический для инвентаря: разбираемся в видах и назначении
Подробнее
30.12.2022
Что такое штрипс: виды и характеристики
Подробнее
30.12.2022
Токарные работы по металлу: виды и особенности станков
Подробнее
30.12.2022
Сварка арматуры: выбираем оптимальный способ
Подробнее
30.12.2022
Сборка металлоконструкций: этапы и методы
Подробнее
Как варить инверторной сваркой?
Главная » Сварка » Виды Сварки
Виды Сварки
Автор admin На чтение 4 мин. Просмотров 659 Опубликовано
Просмотров 659 Опубликовано
Как варить инверторной сваркой? Ответ на этот вопрос ищут тысячи свежеиспеченных владельцев инверторных аппаратов, желающих разобраться с функциональностью своего приобретения. И если вы относитесь к этой группе, то вам следует остановиться. Вы уже все нашли. Далее по тексту мы ознакомим вас с технологией сварки металлоконструкций с помощью инверторных сварочных аппаратов.
Содержание
- Почему инвертор — преимущества инверторного сварочного аппарата
- Как правильно варить инверторной сваркой -обзор процесса
- Подведем итоги
Почему инвертор — преимущества инверторного сварочного аппарата
Новое поколение аппаратов — сварочные инверторы – сумели, за очень короткое время, завоевать популярность и в среде любителей, занятых бытовой сваркой, и в сообществе профессионалов, использующих сварку в производственных процессах.
Причем популярность подобной техники объясняется не модой на технологические новинки, а вполне ощутимыми достоинствами инверторов, среди которых можно выделить следующие качества:
Словом, причины перейти на инверторную сварку имеются даже у профессионала. А любители или начинающие сварщики попросту не имеют иных разумных альтернатив процессу инверторной сварки.
Как правильно варить инверторной сваркой -обзор процесса
Инверторная сварка, как и любой другой технологический процесс, начинается с подготовки рабочего места и самого рабочего (сварщика).
Рабочее место следует очистить от пыли и мусора, удалить со сварочного стола (если таковой имеется) лишние заготовки и смести металлическую стружку.
Причем категорически не рекомендуется переносить «рабочее место» под дождь и на мороз. Сварщик должен защитить себя робой, маской и респиратором.
Закончив предварительную подготовку рабочего места можно заняться свариваемыми заготовками. Стыкуемые детали сваривают без предварительной обработки, но если толщина заготовки превышает 4 миллиметра, то на торцах заготовок нужно напилить (нарезать) фаску (под углом 60-70 градусов).
Стыкуемые детали сваривают без предварительной обработки, но если толщина заготовки превышает 4 миллиметра, то на торцах заготовок нужно напилить (нарезать) фаску (под углом 60-70 градусов).
Завершив подготовку деталей можно приступать к самой сварке.
Причем варить металл инверторной сваркой нужно по следующим правилам:
- Установите аппарат, расположив его на полуметровом удалении от стен или крупногабаритных деталей интерьера вашего рабочего места.
- Заземлите аппарат.
- Подберите электроды (исходя из ширины шва и типа свариваемого металла). Затем укажите на панели управления работой инвертора нужную силу тока и прочие характеристики, выбираемые в соответствии с типом электродов.
- Закрепите стыкуемые детали на сварочном столе (или где-то еще), обездвижив стыкуемую конструкцию.
- Набросьте на металлическую столешницу рабочего стола зажим анода (или катода) и вставьте в держак (катод или анод) электрод.
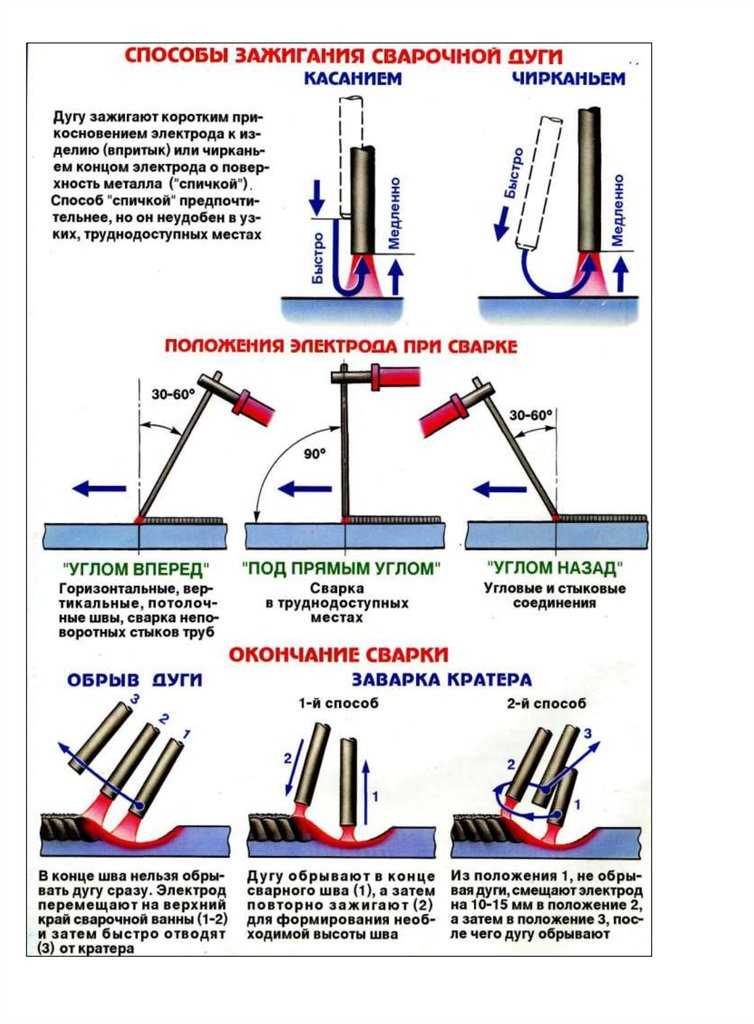
- «Зажгите» сварочную дугу, «чиркнув» по детали электродом.
 И, удалив на 1-1,5 сантиметра от поверхности шва конец электрода, начинайте проплавлять металл деталей, заполняя шов расплавленным металлом электрода, который стоит держать под углом 75 градусов к плоскости шва.
И, удалив на 1-1,5 сантиметра от поверхности шва конец электрода, начинайте проплавлять металл деталей, заполняя шов расплавленным металлом электрода, который стоит держать под углом 75 градусов к плоскости шва. - Завершив сварку, оббейте с поверхности шва слой отвердевшего флюса. И зачистите шов металлической щеткой или болгаркой.
Подведем итоги
Как видите: процесс сварки не отличается сложностью. Вам не придется беспокоиться о «взрывоопасном» характере кислородно-ацетиленовой смеси или переживать за каждый случай «налипания» электрода на деталь. И даже силу тока можно отрегулировать прямо в процессе сварки, повернув в нужную сторону ручку регулятора на инверторе.
При этом качество шва будет вполне на уровне результатов работы дуговых или газовых аппаратов. Именно поэтому такая технология формирования неразъемных соединений пользуется вполне заслуженной популярностью.
|
| ||||||||||||||||||||||||||||||||||||
Arcraft Plasma Equipments (Индия) Pvt. ООО Производители Поставщики и экспортеры | |||||||||||||||||||||||||||||||||||||
 При правильно выполненной наплавке рябь на валике будет равномерной, а валик будет гладким, без перехлестов и подрезов.
При правильно выполненной наплавке рябь на валике будет равномерной, а валик будет гладким, без перехлестов и подрезов.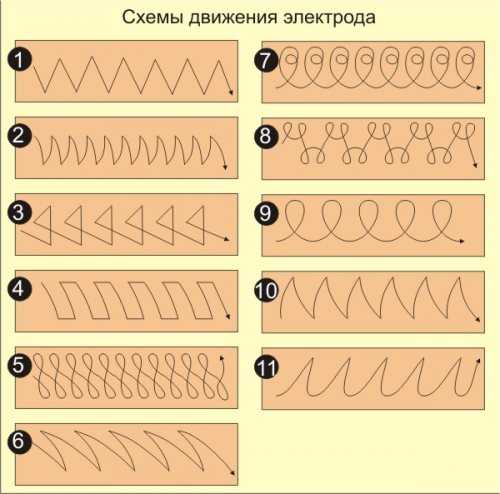 Если слишком высокая, электрод плавится слишком быстро, и ваша расплавленная ванна будет большой и неравномерной, если слишком низкая, не будет достаточно тепла, чтобы расплавить основной металл, и ваша расплавленная ванна будет маленькой, будет накапливаться, выглядеть неравномерно.
Если слишком высокая, электрод плавится слишком быстро, и ваша расплавленная ванна будет большой и неравномерной, если слишком низкая, не будет достаточно тепла, чтобы расплавить основной металл, и ваша расплавленная ванна будет маленькой, будет накапливаться, выглядеть неравномерно. Когда скорость слишком низкая, металл накапливается, валик получается высоким и широким с довольно прямой рябью.
Когда скорость слишком низкая, металл накапливается, валик получается высоким и широким с довольно прямой рябью.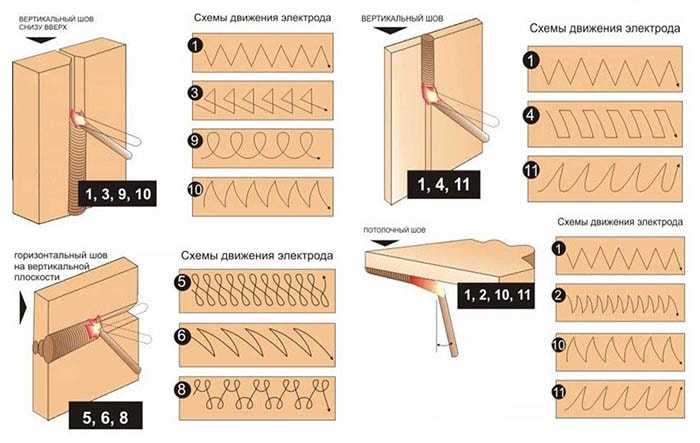

Сварка металлов различной толщины
перейти к содержаниюStick/Arc сварка является одним из старейших методов, но он все еще находит применение в различных промышленных применениях, таких как трубопроводы, структурная сварка, ремонт в тяжелых условиях и многое другое.
Несмотря на то, что в настоящее время существуют более совершенные сварочные процессы, сварка электродами пользуется популярностью у многих сварщиков благодаря простоте использования, универсальности, высокой скорости наплавки и низким затратам.
Помимо промышленности, процесс дуговой сварки нравится любителям, домашним мастерам и владельцам небольших магазинов. Однако менее опытные часто спрашивают, как сваривать металлы разной толщины.
В этой статье мы объясним, как сварка стержнем работает с тонким металлом, металлом средней толщины и толстой заготовкой, и что вам потребуется для успешной сварки.
Фото @welding_land Сварка металлов различной толщины Сварка электродом — это простой процесс, не требующий особых навыков или специального оборудования, такого как сварка TIG, и его можно использовать для сварки в полевых условиях в ветреную погоду. Стержневые электроды имеют слой флюса, который защищает сварочную ванну от загрязнения и может прожечь ржавчину, краску и грязный металл.
Учитывая высокую скорость наплавки и низкие затраты, неудивительно, что сварка электродом является предпочтительным методом, когда проектные или ремонтные работы необходимо выполнить быстро и дешево. Однако по внешнему виду сварка электродами не может сравниться со значительными сварными швами TIG.
Фото @arc_trainerЧто касается металлов разной толщины, то сварка стержнем исключительно хорошо работает со средним и толстым металлом, но реже используется для сварки тонкого металла. Никакие особенности не могут ограничить тепловыделение, как при сварке MIG или сварке TIG, но более высокое проникновение очень хорошо справляется с толстым металлом.
Давайте посмотрим, что вам нужно и как сваривать металл разной толщины с помощью сварки стержнем.
Ручная сварка тонкого металла Сварка тонкого металла или любого другого металла тоньше 1/8″ довольно сложная задача, и даже если вы все сделаете правильно, нет гарантии, что у вас все получится. Единственной причиной является тепловая мощность электродуговой сварки, которая редко бывает ниже 20-30 ампер. Кроме того, отсутствуют такие функции, как импульсная сварка MIG или TIG, которые помогли бы ограничить зону термического влияния в тонком металле.
В результате вы можете столкнуться с наложением, прожогом или искажением. Кроме того, у вас могут возникнуть проблемы с запуском дуги из-за низкой силы тока, и решение состоит в том, чтобы увеличить ее, что препятствует сварке тонких металлов.
Однако некоторые практические советы могут помочь вам с листовым металлом большего размера.
Сварочное оборудование для сварки тонколистового металла Как и при других методах сварки, для сварки тонколистового металла вам не понадобится самый мощный сварочный аппарат. Вместо этого вы можете сделать это с помощью сварочного аппарата постоянного тока YesWelder ARC-125DS, рассчитанного на 20-125 ампер с технологией легкого запуска дуги.
Эта функция может помочь вам компенсировать пусковую мощность при малом токе, которая потребуется для тонкой низкоуглеродистой стали. Вам нужно будет установить машины достаточно низко, чтобы не прожечь основной металл, но все же достаточно высоко, чтобы запустить дугу.
Следующим шагом будет выбор подходящего сварочного электрода Stick. Вы не хотите использовать электроды диаметром более 1/8 дюйма или 1/16 дюйма, так как они будут расширять зону термического влияния, что приведет к накручиванию или деформации. Вы должны использовать стержень E6011 или E6013 для достижения наилучших результатов.
Стержень E6011 больше подходит, когда вам не нужна красивая сварка тонкого или листового металла, и они хорошо работают с окрашенным, ржавым или грязным металлом. Тем не менее, стержни E6013 показывают лучшие результаты, когда важен внешний вид сварного шва, но они требуют адекватной очистки поверхности. Кроме того, 6013 обеспечивают более мелкое проникновение по сравнению с 6011.
Выбор правильной полярности так же важен, как и подбор присадочного металла. Для тонких металлов DCEN (отрицательный электрод постоянного тока или DC-) является лучшим выбором, поскольку он обеспечивает более низкое проникновение по сравнению с DCEP. При использовании DCEN держатель электрода подключается к отрицательному выводу (-) сварочного аппарата.
Подготовка к сварке и метод сварки, необходимые для сварки листового металлаНесмотря на то, что SMAW известен отличными результатами при сварке через грязь или ржавчину, при работе с тонкими металлами требуется очистка поверхностей, особенно при работе с электродами E6013. Также не рекомендуется оставлять большой зазор, так как детали будут деформироваться, поэтому требуется хорошая подгонка.
Поскольку с помощью SMAW трудно контролировать тепловложение, вам потребуется особое внимание при работе с более тонким материалом. Это явно применяется при использовании более длинных сварных швов. Использование техники скиповой сварки с несколькими прерывистыми или стежковыми сварными швами может помочь свести к минимуму деформацию и равномерно распределить тепло.
служить теплоотводом. Иногда электроды могут скручиваться вверх и вниз, поэтому вы можете использовать использованные электроды или обеспечить более плотную поддержку. Медленное движение приведет к прожогу, но вы должны сделать больше, чем просто пройтись по сварному шву.
В конечном счете, сварка тонких материалов с помощью дуговой сварки в среде защитного металла сводится к поиску точки наилучшего восприятия, в которой электрод воспламеняется, но не прожигает отверстия в деталях.
Сварка стержнем металла средней толщиныСварка стержнем — один из лучших, умеренно простых и дешевых методов сварки низкоуглеродистой стали средней толщины. Эти приложения обычно включают ремонт в полевых условиях, техническое обслуживание, работу на ферме, а также хобби и работу своими руками.
В качестве металла средней толщины мы рассматриваем листы толщиной до 1/4 дюйма или 1/2 дюйма, так как у вас редко будет возможность сварить что-либо толще, чем в вашем магазине. Сварка металла средней толщины электродом, безусловно, более щадящая чем сварка листового металла, но вам все равно потребуется некоторое время, чтобы освоить эту технику для достижения наилучших результатов.0028
Давайте посмотрим, что делать с наплавленным металлом средней толщины.
Фото @upinsmokeweldingapparel Оборудование для металла средней толщиныСамое приятное в металле средней толщины то, что вы можете сваривать его с помощью обычного сварочного аппарата на 160 ампер, который обычно недорог. Таким образом, наш лучший выбор, несомненно, сварочный аппарат YesWelder YWA-160 IGBT Inverter Stick.
Этот легкий, портативный и недорогой аппарат можно использовать для сварки стали диаметром до 5/32 дюйма при подключении к розетке 220 В. Помимо привлекательной цены, этот аппарат оснащен такими функциями, как форсаж дуги, горячий старт и VDR. защиту, чтобы помочь вам справиться с вашими повседневными проектами средней мощности. Эти функции помогут вам запустить и поддерживать стабильную дугу от начала до конца приложения, что имеет решающее значение для высочайшего качества сварки электродом.
По мере увеличения толщины основного металла вам потребуется использовать стержневой электрод большего диаметра. Правильный размер стержня для дуговой сварки — это наибольший размер, который подходит для соединения, обеспечивая надлежащее проплавление и сплавление, наиболее распространенными являются 1/16, 5/64 и 3/32. Как и при сварке TIG, вам нужен электрод на одну ступень тоньше, чем основной металл. Например, для металла 1/8″ потребуется стержень 3/32″.
У вас больше возможностей для выбора типа электрода, чем при сварке листового металла, с широко используемыми электродами 6010, 6011, 6013 и 7018. Самое приятное то, что свойства электрода могут идеально соответствовать вашим проектам. Например, если вам нужно больше тепла, вы можете использовать E6010, в то время как E6011 обеспечивает мягкую дугу, минимальное разбрызгивание, умеренное проплавление и легко удаляемый шлак.
Если вы новичок, подумайте о том, чтобы начать с рутиловых стержней, таких как E6013 и E7014. Они обеспечивают значительно более щадящие результаты, чем целлюлозные стержни, такие как E6011, или стержни с низким содержанием водорода, такие как E7018. Тем не менее, рутиловые стержни дают результаты более низкого качества, но вы можете использовать их, чтобы освоить более сложные электроды.
При выборе обратите внимание на полярность электрода. Например, некоторые электроды, такие как E6010, предназначены только для DCEP, тогда как его альтернатива, E6011, может работать как с переменным, так и с постоянным током.
Источник: https://amarineblog.com/2019/09/03/welding-current-types-dcen-dcep-ac/ проблемы с 6010s, приводящие к противоречивым результатам с очень нестабильной дугой. К счастью, с YesWelder YWA-160 это не так, и это еще одна причина рекомендовать его.
Сила тока и полярность должны быть первыми параметрами, которые следует учитывать при настройке сварочного аппарата для сварки стали средней толщины. Параметры тока и полярности зависят от выбранного электрода и общих требований проекта.
Например, ток DCEP (DC+) нагревается на 10–15 % больше, чем DCEN (DC-) и переменный ток. Поэтому для сварки металла средней толщины в большинстве случаев требуется полярность DCEP. DCEN, как мы уже говорили, более полезен при сварке тонкого металла, в то время как переменный ток обычно полезен, когда происходит дуновение дуги.
Удар дуги — это особая проблема сварки, которую вы можете заметить, если дуга отклоняется от сварочной ванны из-за магнитных или тепловых свойств основного металла. Поэтому, если вы чувствуете, что не можете его контролировать, вам, конечно, следует переключиться на переменный ток, если ваш аппарат и электрод позволяют это сделать. Однако сварка на переменном токе обеспечивает относительно низкое проплавление, и чередование положительной и отрицательной стороны может привести к гашению дуги.
Далее вам нужно выбрать правильную силу тока. Сила тока обычно указывается на коробке или приложенных материалах упаковки электрода. Кроме того, вы можете использовать эмпирическое правило, согласно которому 1 ампер приходится на каждый электрод диаметром 0,001 дюйма.
Низкая сила тока приведет к чрезмерному прилипанию электрода к изделию, что в конечном итоге приведет к заиканию дуги. И наоборот, высокая сила тока делает сварочную ванну чрезвычайно текучей и почти неуправляемой, с сильными звуками дуги. Хотя вероятность прожечь металл средней толщины меньше, вы все равно должны быть внимательны.
Фото @coinsiieweldz Подготовка к сварке и технология сварки с Т-образным соединением, сваркой встык, угловым соединением и многим другим. Несмотря на то, что SMAW гораздо более устойчив к грязи, маслу или ржавчине, очистка деталей всегда является хорошей практикой.В отношении техники сварки металла средней толщины существуют определенные рекомендации, но нет конкретных правил. Таким образом, SMAW позволяет сварщикам разрабатывать свой собственный стиль и манипулировать электродами, если они следуют определенным шагам.
Стержневые электроды могут работать с использованием стрингера, прямого валика или техники плетения. Металлы до 1/4″ обычно не имеют большого зазора, поэтому нет необходимости плести металлом средней толщины. Вместо этого следует обращать внимание на длину дуги, угол перемещения и скорость перемещения.
Дуга Длина представляет собой расстояние между электродом и ванной. Как правило, она не должна превышать диаметр сердцевины электрода. Если вы держите электрод слишком близко, он прилипнет и погаснет. Между тем, подняв его вверх высокая приведет к разбрызгиванию, пористости или подрезке.
Источник: https://www.cruxweld.com/blog/five-steps-to-improving-your-stick-welding-technique/ включает в себя удержание электрода под углом 5-15 градусов и технику перетаскивания (наотмашь) в горизонтальном и горизонтальном положениях. Для вертикальной сварки вверх требуется метод проталкивания под углом от 0 до 15 градусов.
Скорость перемещения должна соответствовать толщине металла. Низкая скорость перемещения создает более широкие валики сварного шва с неглубоким проплавлением. Электрод не сплавляет две части; он просто сидит поверх основного металла. Между тем, высокая скорость перемещения создает узкие валики сварного шва, опять же, с проблемами провара и опасениями подреза или недолива.
Новичку может потребоваться время, чтобы освоить правильное обращение с электродом, скорость перемещения и длину дуги, что является причиной того, что SMAW немного сложнее, чем сварка MIG, но все же не так сложна, как сварка TIG. Однако, как только вы освоите эту технику, вы сможете успешно и быстро сваривать стали средней толщины без защитного газа.
Источник: https://slideplayer.com/slide/4214975/ Сварка толстого металла Сварка электродами является одним из наиболее подходящих и широко используемых методов соединения более толстых металлов на фермах и ранчо, в полевых условиях, а также при техническом обслуживании и ремонте предприятий, сварке трубопроводов и в судостроении. Вы уже должны знать причины – высокое осаждение и проникновение при низких затратах.
Сварка металла диаметром 3/16 дюйма и более с помощью SMAW потребует снятия фаски с деталей и использования нескольких проходов. Хотя то же самое относится к любому методу сварки, сварка с флюсовым сердечником (двойной экранированный флюсовый сердечник) является наиболее экономичным процессом. сделать это
Итак, давайте объясним, как это делается.
Источник: https://slideplayer.com/slide/4214975/ Сварочное оборудование для толстых заготовокОсновное преимущество скашивания деталей заключается в уменьшении зазора в 1 дюйм до разумного зазора в 1/. 8″ или 1/4″. В этот момент вы можете использовать типичный сварочный аппарат с номинальным током 160-200 А. Если вы просмотрите рынок, большинство аппаратов для ручной сварки промышленного класса не имеют высокой номинальной мощности, как MIG или MIG. Аппараты TIG
Таким образом, вы можете использовать YesWelder ARC-205DS для успешной сварки более толстых деталей. Хорошая сторона заключается в том, что вы можете использовать пресловутые 6010, которые обычно необходимы для корневого прохода на более толстой части. Сварочный аппарат для промышленного применения должен иметь высокий рабочий цикл, позволяющий сварщикам выполнять один проход за один проход.
Тем не менее, домашний ремонт, включающий сварку толстых заготовок, будет более чем выполним с рабочим циклом 60%, который предлагает ARC-205.
Выбор электродаДля сварки толстых листов электродами потребуются электроды разумного размера, так как вы доводите корень до разумной толщины. В результате вам понадобится стержень 1/8 дюйма или 5/8 дюйма для первого, начального или корневого прохода, а также стержень 5/32 или 3/16 дюйма для заполняющего и закрывающего проходов.
Для сварки корневого шва используется всепозиционный целлюлозный сварочный электрод Е-ХХ10 (6010, 7010, 8010). Стандартная скорость перемещения составляет 12 дюймов в минуту с обратной (DC+) полярностью. Такой подход создает прочную основу для предстоящих сварных швов с легко отпадающим шлаком. Если в любом случае произойдет дуговой разряд, вы можете переключиться на его меньший брат 6011, который работает с переменным током, но дает несколько более слабые результаты.
Предстоящие проходы для заполнения и закрытия обычно выполняются электродами с низким содержанием водорода E-7018. Это связано с тем, что сплавы 7018 производят прочные, пластичные сварные швы, которые хорошо заполняют отверстие, что делает их основой структурной сварки.
Подготовка под сварку более толстых деталей Подготовка под сварку более толстых деталей почти так же важна, как и сама сварка. Для листов толщиной до 3/16 дюйма вы должны использовать V-образную фаску для подготовки деталей. Для деталей толщиной от 1/2 до 3/4 дюйма потребуется U-образная фаска, которая может потребовать больше присадочного металла для обеспечения более прочных сварных швов. Наконец, для деталей толщиной более 3/4 дюйма потребуется соединение с двойным V-образным или U-образным скосом.0028
Зазор должен быть равномерным по всему куску пластины или трубы, и выравнивание частей имеет решающее значение. Конечно, о чистоте не следует забывать. После выравнивания вы можете использовать прихваточные сварные швы, чтобы удержать все на месте, чтобы приступить к сварке.
Источник: https://slideplayer.com/slide/4214975/ Метод многопроходной сварки электродом вам придется использовать ткацкую манипуляцию с техникой проталкивания для V-образных скосов 3/16″-1/2″ или методом вытягивания для U-образных скосов больше 1/2″, чтобы правильно заполнить его и получить сплошной сварной шов. Процедура требует больше времени и практики, однако вы можете потренироваться, зажав ручку в электрододержателе и рисуя на листе бумаги.0028 Несмотря на то, что на станках 6010 образуется шлак, который легко отваливается, крайне важно тщательно очистить его перед выполнением любых других проходов. Любой оставшийся шлак может стать причиной шлаковых включений, которые могут нарушить целостность сварного шва, и они практически не обнаруживаются без рентгеновского или ультразвукового контроля.
После корневого прохода можно выполнить горячий проход, который выполняется в течение 5 минут после завершения первоначального сварного шва. Горячий проход используется для исправления некоторых дефектов, замеченных в корневом проходе, при этом на первый проход уходит на 5-10% больше тепла.
Укладка фундамента является важной частью создания самого прочного сварного шва на толстом металле, после чего вам нужно будет заполнить зазор. Присадочный проход выполняется стержнями Э7018 меньшего диаметра, но вы можете использовать любой удобный метод манипулирования электродами.
Высококвалифицированные сварщики обычно используют технику плетения для наплавки крышек для получения высокоэстетичных сварных швов типа TIG. Тем не менее, вы будете более чем в порядке с простой отделкой 7018s.
Наконец, потребуется некоторое время, чтобы освоить процедуру многопроходной дуговой сварки. Но как только вы освоите его, вы разблокируете возможность сваривать металл независимо от его толщины.
Заключительные мысли
Сварка электродами — чрезвычайно универсальный процесс, позволяющий сваривать металлы различной толщины. Самым большим преимуществом является то, что вы можете сделать это дешево и быстро. В результате современные ремонтно-эксплуатационные работы и сварка металлоконструкций на нем были бы невозможны.
Для вас как любителя это означает, что вы можете сваривать мягкую сталь различной толщины, но только не тонкую. Сварка листового металла MIG значительно проще, а сварка TIG обеспечивает высочайшее качество сварных швов. Тем не менее, они не могут конкурировать со сваркой стержнем, когда речь идет о толстом заготовке.
Вернуться к YesWelder
Как сварить нержавеющую сталь MIG, как Pro
Советы по распознаванию сварочных ванн для сварщиков TIG
{{ tier_title }}
“,”reward_you_get_popup”:”Вы получаете”,”reward_they_get_popup”:”Они получают”,”reward_free_shipping_popup”:”Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку”,”reward_you_get_free_popup “:”Бесплатная доставка”,”popup_item_tier_benefits_title”:”Преимущества”,”popup_item_tier_benefits_next_tier”:”Следующий уровень”,”popup_item_tier_benefits_list_of_tiers”:”Список уровней”,”reward_tier_achieved_on”:”Достигнуто {{ month }} {{ day } }, {{ year }}”,”reward_tier_multiply”:”Множитель”,”reward_tier_multiply_points”:”{{multiply_points }}x”,”earn_tier_more_points”:”Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}”,”reward_as_discount”:”{{ сумма }} скидка”,”reward_as_points”:”{{ сумма }} {{ points_name }}”,”reward_as_gift_card”:”{{ сумма }} подарочная карта”,”flexible_discount “:”Скидка”,”flexible_discount_price”:”Цена со скидкой”,” available_discount_title”:”В данный момент у вас нет доступных наград”,”reward_your_tier”:”Ваш уровень:”,”reward_next_tier”:”Нет уровень xt:”,”reward_page_confirm”:”Подтвердить обмен”,”reward_redeem_cancel”:”Отменить”,”reward_redeem_confirm”:”Подтвердить”,”reward_page_earn_points”:”Заработать баллы”,”reward_not_enough_points”:”Недостаточно баллов”,” select_rewards”:”Выберите награду”,”shop_now”:”Купите сейчас”,”reward_birthday”:”День рождения”,”reward_enter_birthday”:”Введите день рождения”,”reward_please_enter_birthday”:”Пожалуйста, укажите день рождения”,”reward_enter_valid_birthday” :”Введите действительную дату рождения”,”warning_title_for_reward”:”К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. “,”warning_title_for_reward_requirelogin”:”Чтобы участвовать в нашей программе лояльности и вознаграждений, вы должны подтвердить свой аккаунт первый. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.”,”reward_notifications_earned_points”:”Вы заработали {{ points_name }}!”,”reward_notifications_spend_your_points”:”Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}”,”reward_activity_reset_points”:”Сбросить баллы”,”reward_activity_reset_tiers”:”Сбросить уровни”,”reward_activity_reset_tiers_description”:””,”reward_notifications_you_have”:”У вас есть {{ points_name }}”,”reward_notifications_discount_check”:”Используйте скидку на странице оформления заказа”,”reward_notifications_add_discount_to_your_cart”:”У вас есть доступная скидка. Добавьте скидку в корзину!”,”reward_discount_unavailable”:”Скидка недоступна”,”reward_program_emails”:”Письма по бонусной программе”,”reward_title_earn_for_place_order”:”Купите этот товар и заработайте {{ points_count }} {{ points_name }}”,” награда_title_earn_for_place_order_on_cart_or_checkout”:”Вы зарабатываете {{points_count}} {{points_name}} за эту покупку”,”reward_save_btn”:”Сохранить”,”reward_delay_points_pending_status_rule”:”В ожидании”,”referral_page_inviting_text”:”Пригласив друга”,” referral_page_your_benefit”:”Ваша выгода”,”referral_page_your_friends_benefit”:”Привилегия вашего друга”,”referral_page_get”:”Получите”,”referral_page_no_reward_text”:”похвалите, пригласив своих друзей!”,”referral_link”:”Реферальная ссылка”,”copy_link “:”Копировать ссылку”,”referral_page_share_title”:”Поделиться в социальных сетях”,”referral_page_active_discounts”:”Активные скидки”,”claim_referral”:”Claim”,”referral_notification_label”:”Пожалуйста, введите адрес электронной почты, чтобы получить подарок”, “email_sent_successfully”:”Ваше письмо успешно отправлено полностью!”,”referral_page_share_link_not_log_in”:”Войдите, чтобы начать делиться ссылкой”,”reward_activities_order_refund”:”Возврат заказа”,”reward_activities_order_updated”:”{{rule_title}} (Заказ обновлен)”,”activity_refund_earn_point”:”-{ { points_count }} {{ points_name }}”,”activity_refund_earn_points”:”-{{ points_count }} {{ points_name }}”,”activity_order_tier_lowered”:”Уровень понижен ({{ tier_title }})”,”order_refunded_activity_spend”:” +{{ points_count }} {{ points_name }}”,”reward_activity_discount_refund”:”Возврат скидки”,”reward_activity_gift_card_refund”:”Возврат подарочной карты”,”refund_tier_activity_discount_refund”:”Возврат скидки ({{ Discount_code }})”,”referrer_guest_notify_message “:”Зарегистрируйтесь, чтобы получить скидку”,”reward_sender_block_list_in_referral_program”:”К сожалению, эта реферальная ссылка больше не активна”,”referral_title_history”:”История”,”referral_not_allowed_to_use_referral_program”:”Вам не разрешено использовать реферальную программу”, “referral_no_activity”:”Нет активности”,”referral_history_c ustomer_name”:”Имя”,”referral_history_customer_email”:”Электронная почта”,”referral_history_status”:”Статус”,”referral_history_date”:”Дата”,”order_redeem_discount_name”:”Скидка на заказ ({{ name_order }})”, “discount_expire_in_day”:”Скидка действует через {{ days_count }} день”,”discount_expire_in_days”:”Скидка действует через {{ days_count }} дней”,”activity_discount_expired_code”:”Скидка истекает {{ code }}”,”activity_discount_expired”: “Срок действия скидки истек”,”current_balance”:”Текущий баланс”,”birthday_gift_multiply_message”:”Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!”,”your_discount_code”:”Ваш код скидки:”, “verify_account_message”:”Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.