Как варить металл сварочным аппаратом: Как варить сварочным инвертором: свариваем металл правильно (+видео)
alexxlab | 04.01.2023 | 0 | Разное
Как варить металл сварочным инверторным аппаратом?
Главная » Сварка » Сварочное Оборудование
Сварочное Оборудование
Автор admin На чтение 4 мин. Просмотров 1.2k. Опубликовано
Сварочный инвертор гарантирует высокое качество шва и простоту процесса стыковки даже начинающим сварщикам. Однако перед тем как варить инвертором какой-либо металл или сплав вы должны подготовить аппарат к работе. Ведь успех вашего начинания зависит именно от степени «готовности» вашего инструмента к работе.
И в данной статье мы расскажем нашим читателям о том, как научиться варить инвертором, разобрав этапы подготовки и непосредственного использования этого сварочного аппарата.
Содержание
- Как подготовить инвертор к работе
- Предварительная подготовка
- Настройка аппарата
- Как правильно варить сварочным инвертором?
Как подготовить инвертор к работе
Подготовка инвертера к работе состоит из двух этапов: предварительно, предполагающего подготовку рабочего места и планирование рабочего времени, и основного, во время которого будет настраиваться сам сварочный аппарат.
Предварительная подготовка
И на первом (предварительном) этапе вам придется сделать следующее:
- Во-первых, уберите ваше рабочее место. То есть, очистите сварочный стол от стружки, обрезков металла и неиспользуемых заготовок. Причем сам стол должен находиться в сухом, хорошо проветриваемом помещении. Сварочные работы вне помещения возможны только при сухой и теплой погоде. Соответственно дождь или сильный мороз исключают возможность проведения сварочных работ.
- Во-вторых, распланируйте время работы, оттолкнувшись от рекомендованной продолжительности включения сварочного аппарата.
То есть, если ПВ вашего инвертера равно 60 процентам, то варить дольше 6 минут подряд вам попросту нельзя. Следовательно, продумайте заранее порядок формирования сварочных швов и синхронизируйте период простоя с необходимостью перемежения аппарата вдоль металлоконструкции (на воздухе) или перемещения стыкуемых заготовок на столе.
- В-третьих, позаботьтесь о себе.
 То есть, подберите подходящую одежду для сварки, лучше всего специальную «робу», изготовленную из плотной ткани и обшитую замшей. Кроме одежды вам стоит запастись еще и особыми, сварочными рукавицами или перчатками. Ну а в самом конце – подберите удобную маску со стеклом нужной прозрачности.
То есть, подберите подходящую одежду для сварки, лучше всего специальную «робу», изготовленную из плотной ткани и обшитую замшей. Кроме одежды вам стоит запастись еще и особыми, сварочными рукавицами или перчатками. Ну а в самом конце – подберите удобную маску со стеклом нужной прозрачности.
 То есть, подберите подходящую одежду для сварки, лучше всего специальную «робу», изготовленную из плотной ткани и обшитую замшей. Кроме одежды вам стоит запастись еще и особыми, сварочными рукавицами или перчатками. Ну а в самом конце – подберите удобную маску со стеклом нужной прозрачности.
То есть, подберите подходящую одежду для сварки, лучше всего специальную «робу», изготовленную из плотной ткани и обшитую замшей. Кроме одежды вам стоит запастись еще и особыми, сварочными рукавицами или перчатками. Ну а в самом конце – подберите удобную маску со стеклом нужной прозрачности.Настройка аппарата
На втором (основном) этапе вы выполните следующие манипуляции с самим инвертером:
- Во-первых, подберите место для установки аппарата. Оно должно находиться на удалении 2-2,5 метров от места сварки заготовок. Причем инвертер должен быть удален от стен и крупных предметов на точно такое же расстояние. Последнее объясняется необходимостью принудительной вентиляции корпуса аппарата. Если аппарат приставить к стене вплотную, продолжительность включение снизится до критической отметки.
- Во-вторых, подберите кабели для держака и массы. При этом следует помнить, что от «толщины» кабеля (площади поперечного сечения провода) зависит максимальная сила сварочного тока. Поэтому держите под руками два комплекта кабеля: первый, рассчитанный на ток силой до 200 Ампер и второй, рассчитанный на ток силой до 500 Ампер. И оперируйте этими проводами в зависимости от ситуации.
- В-третьих, подберите электроды и определитесь с характеристиками сварочного тока. Электроды подбирают по толщине кромки стыкуемых деталей. Для этих целей используют специальные таблицы. Сила сварочного тока определяется по диаметру электрода и разновидности конструкционного материала стыкуемых деталей. Точные величины содержатся в специальных таблицах.
- В-четвертых, определитесь с режимами работы аппарата. Перед тем как варить металл инвертором вы должны определить не только силу тока, но и его тип, отдав предпочтение постоянному или переменному режиму. Кроме того, на постоянном токе следует определиться еще и со схемой полярности (подключения держака и массы), выбрав обратный (плюс на держаке) или прямой вариант (плюс на массе). Ведь при постоянном сварочном токе большая часть энергии концентрируется именно на «плюсе».
 Поэтому держите под руками два комплекта кабеля: первый, рассчитанный на ток силой до 200 Ампер и второй, рассчитанный на ток силой до 500 Ампер. И оперируйте этими проводами в зависимости от ситуации.
Поэтому держите под руками два комплекта кабеля: первый, рассчитанный на ток силой до 200 Ампер и второй, рассчитанный на ток силой до 500 Ампер. И оперируйте этими проводами в зависимости от ситуации.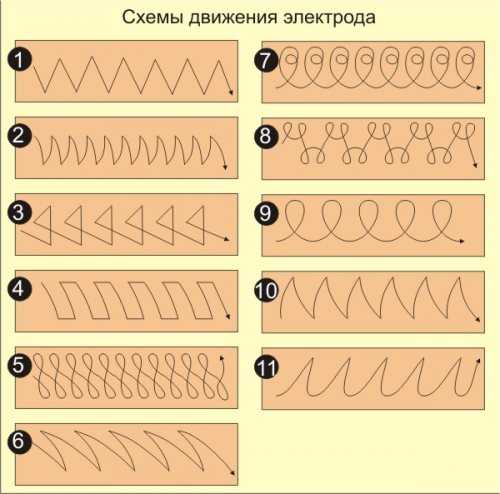
Завершив подготовку рабочего места и включив аппарат можно приступать к самой сварке заготовок.
Как правильно варить сварочным инвертором?
Сам процесс сварки инвертером выглядит следующим образом:
- В «держак» вставляется электрод выбранной вами марки.
- Детали укладывают на сварочный стол, раскроем вверх.
- Заранее настроенный на нужный режим сварочный аппарат подключается к электрической сети и переводится в рабочее положение.
- Зажим кабеля массы крепится к сварочному столу или к одной из заготовок.
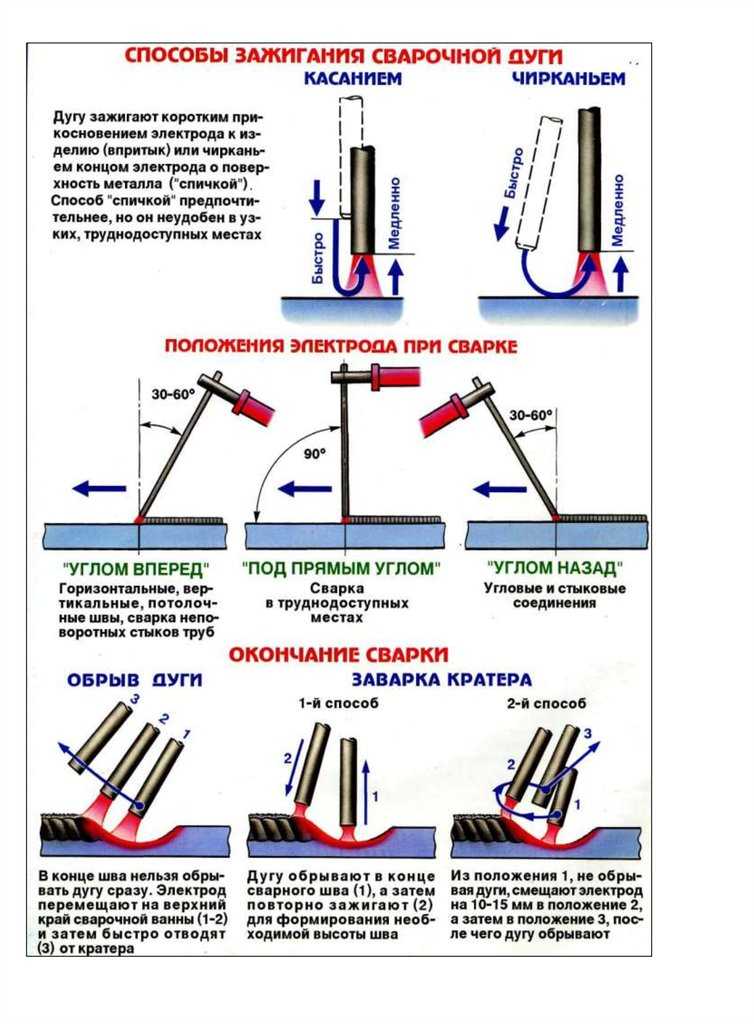
- Скользящим движением электрода вдоль линии стыка, похожим на «чирканье» спички о коробок, активируется сварочная дуга.
- Электрод, а точнее его свободный торец, отводят на расстоянии 5-7 миллиметров от плоскости заготовки. Дуга, при этом, должна «гореть» устойчиво и равномерно.
- Энергия дуги начинает плавить кромки металла и присадочный пруток электрода. Задача сварщика состоит в равномерном перемещении пятна разогретого металла (сварочной ванны) вдоль всего стыка. Саму «ванну», при этом, заполняет присадочный металл, стекающий с расплавленного торца электрода.
 Саму «ванну», при этом, заполняет присадочный металл, стекающий с расплавленного торца электрода.
Саму «ванну», при этом, заполняет присадочный металл, стекающий с расплавленного торца электрода.Сформировав шов, нужно «разорвать» дугу, увеличив расстояние между торцом электрода и плоскостью заготовки.
Можно ли варить под дождём, и чем это грозит?
Содержание статьи:
Можно ли варить под дождём, и чем это грозит?Иногда случаются разные ситуации, когда необходимо варить под дождём. Сварочные работы на открытом воздухе, да ещё и в мокрую погоду, всегда имеют риск повышенной опасности.
И, тем не менее, многие как варили, так и варят под дождём. Что следует при этом учитывать? Можно ли вообще, варить под дождём, и чем это опасно?
Можно ли варить под дождём?
Если вы неопытный специалист, то варить под дождём не рекомендуется. Основная цель сварки — это получить крепкую и надежную металлоконструкцию, а не удар током. Даже мокрая обувь может стать причиной поражения электрическим током от сварки, не говоря уже о дожде, который, так или иначе, попадёт на сварочное оборудование и инвентарь.
Поэтому, отвечая на вопрос, можно смело утверждать, что нет, варить под дождём, строго не рекомендуется. Другое дело это использовать различные защищающие конструкции, но и в этом деле нужен опыт и знания. В противном случае можно подставить под угрозу не только свою жизнь, но и жизнь окружающих вас людей.
Требования к сварке во время дождя
Во-первых, сварочное оборудование должно быть надежно защищено от прямых потоков дождя. Также, варить нужно под тентами или навесами, чтобы в место проведения сварочных работ не попадала влага.
Тело и руки сварщика во время сварки под дождём должны быть надежно защищены специальной одеждой. Такая спецодежда не промокает, что очень важно. То же самое касается и обуви сварщика, это должны быть прочные, надежные, а главное — непромокаемые сапоги.
Сварочный аппарат должен быть заземлён. Вообще, во время дождя лучше отдать предпочтение не дуговой сварке, а плазменной. Именно плазменная сварка идеально подходит для работ во время непогоды. Бояться в данном случае нечего, в том числе и удара током.
Бояться в данном случае нечего, в том числе и удара током.
Кроме того, важно знать, что большое количество влаги в воздухе во время дождя, отрицательным образом сказывается на качестве получаемого соединения. Сварочные швы, которые были сварены во время дождя, будут иметь большое количество различных дефектов, а об их прочности и надежности, речи идти не может.
Техника безопасности при сварке в непогоду
Во избежание проблем при сварке во время дождя, не рекомендуется отступать от следующих правил:- Сварочное оборудование должно быть полностью исправно. В особенности это касается кабелей и проводов. Они должны быть в целой изоляционной оболочке, не порванными и без скруток.
- Наличие специальной одежды у сварщика, которая защищала бы его от дождя.
- Обязательно нужно предусмотреть защиту сварочного оборудования от попадания прямых потоков дождя. Также важно защитить сварочный аппарат от больших колебаний температуры.
В большинстве случаев, лучше вообще отказаться от идеи сварки под дождём. Никакой сварочный шов не стоит потери здоровья. Всегда помните об этом и соблюдайте технику безопасности при сварке. В любом случае, надеемся, что данные советы, которые были приведены в данной статье, помогут вам уберечься, во время сварки в непогоду.
Никакой сварочный шов не стоит потери здоровья. Всегда помните об этом и соблюдайте технику безопасности при сварке. В любом случае, надеемся, что данные советы, которые были приведены в данной статье, помогут вам уберечься, во время сварки в непогоду.
Поделиться в соцсетях
Пять простых способов сварки металла в любом месте
| Product Reviews
Trail Wedling
Распространенное заблуждение многих любителей джипов состоит в том, что им не нужно возить с собой что-то столь сложное, как бортовой сварочный аппарат, потому что они не умеют ползать по скалам или экстремально бездорожью. Это не может быть дальше от истины. Неудачи на трассе не всегда вызваны единичным столкновением со сложным препятствием. Многие катастрофические поломки конструкции вашего джипа вызваны длительной усталостью. Это означает, что повреждение может произойти где угодно, в том числе при движении по грунтовой дороге к дому бабушки.
Поскольку эвакуация в условиях бездорожья занимает очень много времени и может быть дорогостоящей, брать с собой сварочный аппарат — это дешевая страховка, которая рано или поздно спасет вас или вашего приятеля. Стоимость одного эвакуатора по бездорожью от местной буксирной компании легко окупит любого из этих сварочных аппаратов. Для большинства ремонтируемых поломок требуется всего несколько дюймов качественного сварного шва, чтобы вы и ваш джип вернулись к цивилизации. За прошедшие годы мы успешно использовали множество различных портативных сварочных аппаратов. Каждый из них имеет свои преимущества и недостатки. Мы собрали плюсы и минусы некоторых из наиболее распространенных и эффективных методов плавки металла, чтобы вы могли выбрать лучшую систему для себя.
Сжигатель бюджета
Сварка автомобильными аккумуляторами на 12 В очень распространена в мире бездорожья, и это правильно. Это наименее дорогой и наименее сложный метод сплавления двух кусков металла вместе. Чтобы успешно наложить шов, вам действительно нужны только две батареи, и в крайнем случае вы можете обойтись двумя парами соединительных кабелей, хотя предпочтительны настоящие сварочные провода. Аккумуляторы соединены последовательно для получения напряжения 24 В, необходимого для сжигания металла стандартными электродами для дуговой сварки. Конечно, время сварки будет ограничено мощностью аккумуляторов. По мере разрядки аккумуляторов производительность вашего сварочного аппарата снижается. Тем не менее, некоторым пользователям удалось прожечь до 11 электродов для дуговой сварки E6013 диаметром 1⁄8 дюйма на стальном листе толщиной 1⁄4 дюйма, при этом осталось достаточно энергии, чтобы запустить Jeep. По нашему опыту, дуговая сварка с аккумуляторами очень похожа на сварку с помощью недорогого дугового сварочного аппарата. Это требует некоторой практики, и электроды часто прилипают к заготовке. В этом случае следует быстро отсоединить кабели во избежание короткого замыкания и перегрева аккумуляторов.
Чтобы успешно наложить шов, вам действительно нужны только две батареи, и в крайнем случае вы можете обойтись двумя парами соединительных кабелей, хотя предпочтительны настоящие сварочные провода. Аккумуляторы соединены последовательно для получения напряжения 24 В, необходимого для сжигания металла стандартными электродами для дуговой сварки. Конечно, время сварки будет ограничено мощностью аккумуляторов. По мере разрядки аккумуляторов производительность вашего сварочного аппарата снижается. Тем не менее, некоторым пользователям удалось прожечь до 11 электродов для дуговой сварки E6013 диаметром 1⁄8 дюйма на стальном листе толщиной 1⁄4 дюйма, при этом осталось достаточно энергии, чтобы запустить Jeep. По нашему опыту, дуговая сварка с аккумуляторами очень похожа на сварку с помощью недорогого дугового сварочного аппарата. Это требует некоторой практики, и электроды часто прилипают к заготовке. В этом случае следует быстро отсоединить кабели во избежание короткого замыкания и перегрева аккумуляторов.
Высшая мощность
Premier Power Welder является наиболее универсальным и компактным из всех доступных сварочных аппаратов. В комплект входит новый генератор высокой мощности, который заменяет стандартный генератор вашего автомобиля Jeep. Блок управления можно установить практически в любом месте, а проводка очень проста. В отличие от других сварочных аппаратов, Premier Power Welder может подавать напряжение постоянного тока 115 В и силу тока до 20 А для питания обычных бытовых электроприборов и гаражных инструментов, таких как шлифовальные машины, пилы и дрели.
 Мы добились отличных результатов при использовании электродов E7018 диаметром 3/32 дюйма. Это хороший универсальный сварочный пруток, который можно использовать во всех положениях. Тем не менее, рекомендуется иметь при себе несколько электродов E6011 для грязных и маслянистых сварочных работ. В Premier можно использовать электроды диаметром до 1/8 дюйма при 100-процентном рабочем цикле. Premier Power Welder имеет болтовое крепление практически для всех распространенных двигателей. Если у компании нет вашего необычного приложения, один из генераторов, вероятно, можно адаптировать для него.
Мы добились отличных результатов при использовании электродов E7018 диаметром 3/32 дюйма. Это хороший универсальный сварочный пруток, который можно использовать во всех положениях. Тем не менее, рекомендуется иметь при себе несколько электродов E6011 для грязных и маслянистых сварочных работ. В Premier можно использовать электроды диаметром до 1/8 дюйма при 100-процентном рабочем цикле. Premier Power Welder имеет болтовое крепление практически для всех распространенных двигателей. Если у компании нет вашего необычного приложения, один из генераторов, вероятно, можно адаптировать для него. Приступить к сварке
Broco GoWeld — это шпулемет, который питается от трех автомобильных аккумуляторов на 12 В. Его можно использовать как сварочный аппарат с подачей проволоки с флюсовым сердечником, так и как сварочный аппарат MIG, и он может сваривать сталь, нержавеющую сталь или алюминий. В комплект входят газовые фитинги, необходимые для преобразования MIG. Пистолет, кабели, различные детали и инструкция по эксплуатации упакованы в прочный пластиковый кейс. Он компактный и легкий, но все равно займет много места в маленьком джипе. GoWeld использует обычные катушки для сварочной проволоки диаметром 4 дюйма и может сваривать материал толщиной более 1/2 дюйма с двумя батареями 12 В или толщиной до 1 дюйма с тремя батареями. Напряжение и скорость подачи проволоки легко регулируются с помощью циферблатов на передней части пистолета. На носовой части пистолета есть несколько светодиодных индикаторов, которые отображают состояние батареи.
Пистолет, кабели, различные детали и инструкция по эксплуатации упакованы в прочный пластиковый кейс. Он компактный и легкий, но все равно займет много места в маленьком джипе. GoWeld использует обычные катушки для сварочной проволоки диаметром 4 дюйма и может сваривать материал толщиной более 1/2 дюйма с двумя батареями 12 В или толщиной до 1 дюйма с тремя батареями. Напряжение и скорость подачи проволоки легко регулируются с помощью циферблатов на передней части пистолета. На носовой части пистолета есть несколько светодиодных индикаторов, которые отображают состояние батареи.
GoWeld чрезвычайно прост в использовании и выполняет сплошные сварные швы с минимальным опытом. Время работы от двух батарей составляет 10-20 минут при 50-процентном рабочем цикле. Пистолет может быть слишком громоздким для некоторых работ в ограниченном пространстве. Мы также обнаружили, что иногда непреднамеренно нажимали на регуляторы напряжения и скорости подачи проволоки, меняя настройки и искажая наш сварной шов. Немного изоленты, наложенной на ручки, может решить эту проблему после того, как вы наберете настройки. Как и в случае с бюджетным дуговым сварочным аппаратом, мы рекомендуем использовать батареи глубокого цикла, такие как Optima YellowTop. Они обеспечивают стабильную и безопасную мощность и могут многократно разряжаться и перезаряжаться.
Немного изоленты, наложенной на ручки, может решить эту проблему после того, как вы наберете настройки. Как и в случае с бюджетным дуговым сварочным аппаратом, мы рекомендуем использовать батареи глубокого цикла, такие как Optima YellowTop. Они обеспечивают стабильную и безопасную мощность и могут многократно разряжаться и перезаряжаться.
Трек 180
Hobart Trek 180 — самый портативный сварочный аппарат, который когда-либо предлагался. Это автономный сварочный аппарат с подачей проволоки с флюсовой сердцевиной, работающий от аккумуляторов, который можно преобразовать в сварочный аппарат MIG с помощью соответствующих газовых фитингов. Два герметичных свинцово-кислотных аккумулятора и компоненты сварочного аппарата удобно размещены в прочном жестком пластиковом корпусе. Автономная конструкция чемодана позволяет брать его практически везде, где требуется сварщик. При весе около 60 фунтов он не совсем легкий, но относительно компактный, учитывая его возможности. Сварщик заряжается от стандартной розетки на 115 В. Огромным преимуществом Trek 180 является то, что его также можно использовать в качестве обычного сварочного аппарата. Это один из многих продуктов, которые мы хотели бы иметь сегодня. К сожалению, пару лет назад Хобарт прекратил выпуск Trek 180. Тем не менее, вы все еще можете найти подержанные сварочные аппараты Trek 180 в продаже в Интернете. Возможно, если достаточное количество людей позвонит и поднимет шум, Хобарт снова предложит Trek 180 или что-то подобное.
Сварщик заряжается от стандартной розетки на 115 В. Огромным преимуществом Trek 180 является то, что его также можно использовать в качестве обычного сварочного аппарата. Это один из многих продуктов, которые мы хотели бы иметь сегодня. К сожалению, пару лет назад Хобарт прекратил выпуск Trek 180. Тем не менее, вы все еще можете найти подержанные сварочные аппараты Trek 180 в продаже в Интернете. Возможно, если достаточное количество людей позвонит и поднимет шум, Хобарт снова предложит Trek 180 или что-то подобное.
Внутри футляра вы найдете механизм подачи проволоки, в котором используются обычные катушки диаметром 4 дюйма со сварочной проволокой. Сумка, прикрепленная сбоку к сварочному аппарату, содержит легко снимаемые кабели и пистолет для подачи проволоки. Trek 180 работает почти как стандартный сварочный аппарат с подачей проволоки. Отдельные ручки подачи проволоки и мощности можно настроить в соответствии с толщиной материала, с которым вы работаете. Если батареи находятся в хорошем состоянии и полностью заряжены, вы можете рассчитывать на сварку в несколько футов материала толщиной до 1/4 дюйма. Вам нужно будет соблюдать 10-процентный рабочий цикл на полной мощности, чтобы избежать перегрева устройства. Мы обнаружили, что Trek 180 лучше всего работает с более тонкими материалами, такими как рамы. Мы, вероятно, не стали бы использовать Trek 180 для сварки полуоси или особо толстых подвесок, если бы это не было единственным вариантом.
Вам нужно будет соблюдать 10-процентный рабочий цикл на полной мощности, чтобы избежать перегрева устройства. Мы обнаружили, что Trek 180 лучше всего работает с более тонкими материалами, такими как рамы. Мы, вероятно, не стали бы использовать Trek 180 для сварки полуоси или особо толстых подвесок, если бы это не было единственным вариантом.
Сделайте свой сварочный аппарат мобильным
Если у вас дома уже есть компактный сварочный аппарат, нет причин, по которым вы не можете взять его с собой и хотя бы использовать в основном лагере. Многие современные автодома оснащены генераторами, которые достаточно велики, чтобы питать даже полноразмерные сварочные аппараты MIG. Недорогой генератор Harbour Freight производит достаточную мощность для работы многих различных аппаратов для дуговой сварки, сварки с флюсовым сердечником и сварки MIG. В большинстве случаев вы, вероятно, не возьмете с собой на выходные свой генератор и полноразмерный сварочный аппарат, но возможность починить практически что угодно в базовом лагере может быть тем, что необходимо, чтобы сэкономить на поездке на выходных. При выборе генератора сопоставьте требования к мощности вашего сварочного аппарата с рабочими ваттами генератора.
При выборе генератора сопоставьте требования к мощности вашего сварочного аппарата с рабочими ваттами генератора.
Подготовка
Внимательно прочтите руководство по эксплуатации вашего сварочного аппарата, чтобы знать, как правильно и безопасно им пользоваться, прежде чем он понадобится вам в дороге. Попрактикуйтесь в сварке со своим сварщиком во всех положениях, а затем попрактикуйтесь еще. Во избежание ожогов следует всегда прикрываться негорючей одеждой. Во время сварочных работ обязательно держите рядом огнетушитель. Искры и тепло могут, среди прочего, воспламенить жгуты проводов, топливопроводы и сухие щетки. Также проверьте обратную сторону изделия, которое вы планируете сваривать, передаваемое тепло сожжет проводку, топливные и масляные магистрали.
Если у вас большой опыт сварки автомобилей, возможно, у вас уже есть дополнительное оборудование. Вам понадобится пара тяжелых кожаных перчаток. На самом деле мы предпочитаем более тонкие перчатки для сварки TIG (слева) более толстым перчаткам. Они позволяют нам иметь большую гибкость пальцев, хотя и обеспечивают меньшую защиту. Мы также предпочитаем сварочный колпак с большим объективом 4,5×5,5 дюйма. Более распространенные линзы 2×4,25 дюйма иногда могут ухудшать видимость в ограниченном пространстве под автомобилем. Придерживайтесь оттенка номер 10, если вы сделаете его темнее, вы, как правило, не увидите, что свариваете. Содержите линзы в чистоте и не допускайте появления царапин для лучшей видимости. Сварочные маски с автоматическим затемнением удобны, но их можно легко повредить, если ударить их сзади вашего джипа. Возьмите молоток для шлака и пару щеток со стальной щетиной, чтобы очистить зону до и после сварки. Если вы планируете дуговую сварку, держите электроды защищенными и сухими, поместив их в герметичный контейнер для электродов. Нельзя сваривать мокрыми или поврежденными электродами. Мы нашли этот хорошо запечатанный контейнер для электрода с уплотнительным кольцом (справа) в местном сварочном цеху.
Они позволяют нам иметь большую гибкость пальцев, хотя и обеспечивают меньшую защиту. Мы также предпочитаем сварочный колпак с большим объективом 4,5×5,5 дюйма. Более распространенные линзы 2×4,25 дюйма иногда могут ухудшать видимость в ограниченном пространстве под автомобилем. Придерживайтесь оттенка номер 10, если вы сделаете его темнее, вы, как правило, не увидите, что свариваете. Содержите линзы в чистоте и не допускайте появления царапин для лучшей видимости. Сварочные маски с автоматическим затемнением удобны, но их можно легко повредить, если ударить их сзади вашего джипа. Возьмите молоток для шлака и пару щеток со стальной щетиной, чтобы очистить зону до и после сварки. Если вы планируете дуговую сварку, держите электроды защищенными и сухими, поместив их в герметичный контейнер для электродов. Нельзя сваривать мокрыми или поврежденными электродами. Мы нашли этот хорошо запечатанный контейнер для электрода с уплотнительным кольцом (справа) в местном сварочном цеху.
Трендовые страницы
2024 Toyota Tacoma Pickup Speed с оттенками новой гибридной трансмиссии
2024 Ford Mustang двигатели: больше мощности для EcoBoost, New Dark Hors – Электрический пикап… не совсем то, что вы ожидаете
Самый дешевый Ford F-150 Lightning Pro видит еще одно повышение цен почти до шестидесяти Grand
2023 Toyota GR Corolla против Subaru WRX: Toyota Создать лучший WRX?
Трендовые страницы
.
Когда-либо полностью электрический пикап … не совсем то, что вы ожидаете Toyota построила лучший WRX?
 Когда-либо полностью электрический пикап … не совсем то, что вы ожидаете Toyota построила лучший WRX?
Когда-либо полностью электрический пикап … не совсем то, что вы ожидаете Toyota построила лучший WRX?3 метода сварки листового металла: какой вам нужен?
Существует множество различных методов сварки листового металла, но мы собираемся обсудить три метода: MIG (металлический инертный газ), TIG (вольфрамовый инертный газ) и лазерная сварка. Используемый метод будет зависеть от многих факторов. Ниже приведены вещи, которые следует учитывать для каждого из трех методов.
Сварка МИГ:
Процесс Сварка МИГ, также известная как дуговая сварка металлическим газом (GMAW), представляет собой процесс дуговой сварки, в котором используется непрерывный сплошной проволочный электрод. Он подается через сварочный пистолет, контактный наконечник которого электрически заряжен, создавая достаточно тепла, чтобы расплавить проволоку и создать сварочную ванну или сварочную ванну, которая соединяет две части. Бассейн защищен от загрязняющих веществ из окружающей среды, которые могут вызвать дефекты, с помощью защитного газа. MIG лучше всего подходит для проектов, где косметика и внешний вид сварного шва не имеют большого значения из-за брызг, образующихся во время сварки.
MIG лучше всего подходит для проектов, где косметика и внешний вид сварного шва не имеют большого значения из-за брызг, образующихся во время сварки.
Скорость ручной сварки находится в диапазоне 30 дюймов в минуту в зависимости от размера и местоположения сварного шва. Роботизированная сварка может использоваться для увеличения производительности.
Материалы Углеродистая сталь (с покрытием и без покрытия)Сварка MIG предпочтительнее сварки TIG для углеродистой стали из-за скорости. Он также используется для соединения деталей, которые не подходят друг к другу вплотную. Типичным примером сварки является сварной шов внешнего угла, который необходимо зачистить.
Листовой металл из нержавеющей стали Листовой металл из нержавеющей стали похож на углеродистую сталь, но обычно используется импульсная сварка MIG для уменьшения разбрызгивания. При импульсной сварке MIG контакт между электродом и ванной отсутствует. Ток пульсирует или чередуется между высоким и низким уровнем, и с каждым импульсом в ванну добавляется капля расплавленного металла с электрода.
При импульсной сварке MIG контакт между электродом и ванной отсутствует. Ток пульсирует или чередуется между высоким и низким уровнем, и с каждым импульсом в ванну добавляется капля расплавленного металла с электрода.
Алюминий также похож на углеродистую сталь. Импульсная сварка MIG используется со специальным вспомогательным газом для придания сварному шву внешнего вида, похожего на TIG. Брызги и пыль являются проблемой для алюминия, и его обычно необходимо очищать перед сваркой, чтобы удалить поверхностную окалину.
Сварка ВИГ
Процесс Сварка ВИГ, также известная как дуговая сварка вольфрамовым электродом (GTAW), отличается от сварки МИГ тем, что в ней используется неплавящийся вольфрамовый электрод. Он подает тепло для сварки от дуги, создаваемой электричеством в вольфрамовом электроде. Присадочный материал часто используется для наращивания и усиления сварного шва. Подобно сварке MIG, газовая защита защищает сварочную ванну от загрязнений.
Подобно сварке MIG, газовая защита защищает сварочную ванну от загрязнений.
Скорость сварки ВИГ находится в диапазоне от 7 до 15 дюймов в минуту в зависимости от размера галтеля, применения присадочной проволоки и т. д.
Материалы Углеродистая стальСварка ВИГ обычно не используется для стали. MIG является предпочтительным выбором из-за скорости. Однако TIG можно использовать, когда размер горелки MIG не позволяет получить доступ к сварному шву.
Нержавеющая сталь TIG в основном используется для нержавеющей стали из-за чистоты внешнего вида в косметических условиях, которые часто требуются. При TIG-сварке нержавеющей стали необходимо контролировать тепловложение и скорость, поскольку нержавеющая сталь подвержена короблению из-за неравномерного нагрева. Эта область коробления называется зоной термического влияния. Как правило, послесварочная очистка не требуется, если приложение не требует зачистки сварного шва щеткой, чтобы он соответствовал соседнему материалу.
TIG в течение многих лет является методом по умолчанию при работе с алюминием. Тем не менее, импульсная сварка MIG значительно улучшила внешний вид сварки TIG во многих областях, включая косметические. Для более толстого материала может потребоваться цикл предварительного нагрева для обеспечения полного проплавления сварного шва. Скорости, как правило, намного ниже, чем MIG, из-за необходимости добавления присадочного металла в сварочную ванну.
Лазерная сварка
Процесс Лазерная сварка — это процесс сварки плавлением, в котором используется лазерный луч для создания концентрированного источника тепла, который сплавляет материалы. Это требует очень плотной посадки деталей, где зазор между деталями не может превышать 0,005 дюйма. Сегодняшнее прецизионное производственное оборудование теперь способно поддерживать допуски, необходимые для стабильной лазерной сварки. В зависимости от желаемого внешнего вида газовая защита может не потребоваться. Помимо скорости, преимущества лазерной сварки включают тонкие, небольшие сварные швы и низкую тепловую деформацию. В отличие от сварки TIG, лазер является автогенным (присадочная проволока не добавляется), поэтому сварочный материал образуется очень мало. Это также позволяет сваривать гораздо более мелкие детали по сравнению с другими процессами.
Существует два типа сварных швов для лазерной сварки: косметический (или кондуктивный) и шов в замочную скважину. Косметический сварной шов расфокусирует лазер, что позволяет получить очень гладкий широкий шов. Сварной шов с замочной скважиной прожигает первый слой материала во второй слой. Когда расплавленный материал охлаждается, он создает прочное сварное соединение. Сварной шов с замочной скважиной используется, когда внешний вид сварного шва не критичен, но требуется целостность герметичного шва.
Типы машин Существующие лазерные сварочные аппараты определяются как машины с короткой или длинной волной из-за соответствующей рабочей длины волны в пределах спектра света. Некоторые коротковолновые лазерные источники представляют собой YAG, дисковые или волоконные лазеры. Источниками длинноволнового излучения обычно являются лазеры типа CO2. Коротковолновые лазерные лучи легче поглощаются подложкой и, следовательно, более эффективно передают световую энергию. Чем больше энергии света поглощается, тем быстрее субстрат переходит в жидкое состояние.
Некоторые коротковолновые лазерные источники представляют собой YAG, дисковые или волоконные лазеры. Источниками длинноволнового излучения обычно являются лазеры типа CO2. Коротковолновые лазерные лучи легче поглощаются подложкой и, следовательно, более эффективно передают световую энергию. Чем больше энергии света поглощается, тем быстрее субстрат переходит в жидкое состояние.
Лазеры обеспечивают согласованность роботов со скоростью от 50 до 80 дюймов в минуту.
Материалы Углеродистая стальДля углеродистой стали можно использовать как косметическую сварку, так и сварку с замочной скважиной, а углеродистую сталь можно сваривать с помощью машин как с короткой, так и с длинной волной. Поскольку при лазерной сварке накопление материала минимально, стальные детали могут быть отправлены прямо на линию окраски с минимальной очисткой после сварки или вообще без нее.
Нержавеющая сталь Нержавеющая сталь также подходит для обоих типов сварки и может работать на обоих типах машин. В зависимости от применения продукта может потребоваться послесварочный процесс для удаления теплового оттенка. Если свариваемый материал представляет собой нержавеющую сталь с шлифованной поверхностью, повторная шлифовка и шлифовка не потребуются из-за небольших сварных швов. Дополнительным преимуществом лазерной сварки нержавеющей стали является то, что зона термического влияния значительно уменьшается или даже устраняется из-за скорости лазерной сварки. С точки зрения косметических требований это важно, поскольку готовый продукт больше не имеет уродливой деформации.
В зависимости от применения продукта может потребоваться послесварочный процесс для удаления теплового оттенка. Если свариваемый материал представляет собой нержавеющую сталь с шлифованной поверхностью, повторная шлифовка и шлифовка не потребуются из-за небольших сварных швов. Дополнительным преимуществом лазерной сварки нержавеющей стали является то, что зона термического влияния значительно уменьшается или даже устраняется из-за скорости лазерной сварки. С точки зрения косметических требований это важно, поскольку готовый продукт больше не имеет уродливой деформации.
Для эффективной сварки алюминия необходимо использовать аппарат с короткой длиной волны, потому что меньшая часть луча отражается по сравнению с аппаратом с длинной волной. Многие машины теперь имеют регулировку профиля луча, которая позволяет лазеру производить равномерный, чистый сварной шов, очень похожий на сварку TIG. Алюминий может быть как косметическим, так и замочной сваркой.