Как варить оцинкованные трубы: чем варить и какие электроды нужны
alexxlab | 25.03.2023 | 0 | Разное
Как варить оцинкованные трубы
Труба оцинкованная, которую можно купить в СтальПро, нашла широкое применение в различных сферах народного хозяйства и в быту. Довольно часто требуется изготовление конструкций сложной формы, где без соединения отрезков трубного проката не обойтись. Существует два метода сделать такое соединение – сварочное и резьбовое. Сварочное соединение производится быстрее, но необходимо знать правила производства данной работы и некоторые тонкости всего процесса.
Способы сварки стальной оцинкованной трубы
Использование сварки оправдано в том случае, если нет возможности провести соединение трубы стальной оцинкованной резьбовым методом, который более длительный и дорогостоящий.
Соединение изделий с цинковым покрытием может производиться с использованием:
- электродуговой сварки;
- ацетиленовой горелки.
В каждом случае необходим опыт сварочных работ и знание тонкостей всего процесса.
Электродуговая сварка оцинкованной трубы
При использовании электродуговой сварки в месте соединения фрагментов трубы оцинкованной под воздействием высокой температуры, достигающей 900°C и выше, может испаряться защитный слой цинка. Чтобы минимизировать подобный эффект, концы заготовок освобождают от цинкового покрытия, а также пользуются специальными марками электродов.
Чтобы минимизировать подобный эффект, концы заготовок освобождают от цинкового покрытия, а также пользуются специальными марками электродов.
Для сваривания трубопроката произведенного из высокоуглеродистой стали используются электроды, содержащие в своем покрытии рутил. ГОСТ трубы оцинкованной, изготовленной из стали с низким содержанием легирующих добавок, разрешает использовать обычные электроды.
Купить в СтальПро оцинкованную трубу можно различной марки стали.
Достоинства электродов с рутиловым покрытием
Качество сварки зависит не только от мощности дуги, но и размера поперечного сечения электрода, а также от состава покрытия. Рутиловое покрытие обладает рядом существенных достоинств:
- Входящий в состав оксид титана способствует быстрому образованию дуги.
- Швы соединения получаются прочными и герметичными.
- Образуется минимальное количество брызг раскаленного металла, что снижает потери массы металла.
- Электроды, содержащие в своем составе порошок железа, способствуют увеличению стойкости шва к растрескиванию.

Сварка оцинкованной трубы под флюсом
Суть этого процесса, заключается в нанесении на место сваривания специального вещества – флюса, под слоем которого сварочная проволока под действие электротока расплавляется, в результате чего концы стальной оцинкованной трубы прочно соединяются между собой. Сваривание может проводиться с использованием, как электродуговой сварки, так и ацетилено-кислородной.
При этом максимально сохраняется цинковое покрытие, шов получается качественным и прочным. Сварку под флюсом выполнят и механизированным, и автоматизированным методом.
Обработка оцинкованной трубы после сварки
После завершения сварки стальной оцинкованной трубы, купить в Сталь Про которую можно быстро и легко, остатки флюса полностью удаляются. На поверхность сварочного шва и вблизи него наносится защитный слой, материал которого должен обладать следующими характеристиками:
- Высокой степенью адгезии с материалом трубы.
- Устойчивостью к коррозии, не уступающей цинку.

- Простотой нанесения, без использования сложного технологического оборудования и высококвалифицированных специалистов.
Защитным покрытием может послужить краска, в составе которой содержится около 95% цинковой пыли. Основой подобной защиты служат такие смолистые вещества, как хлорированный каучук, эпоксидная смола, полистерин и другие. Кроме краски, защитить стальную оцинкованную трубу, купить в СтальПро которую помогут менеджеры компании, сможет расплав цинковой проволоки.
Поделиться:
Сварка оцинковки: технологии, особенности, выбор электродов
Подготовка
Сварка оцинкованной стали – это работа, доступная даже сварщикам-любителям. Перед проведением работы рекомендуется потренироваться на каких-либо похожих обрезках, чтобы «набить руку» и отрегулировать настройки аппарата.
Сварщик должен соблюдать ряд мер личной безопасности:
- работу нужно производить в обычной защитной маске и респираторе, либо в маске с вентиляционным устройством;
- перчатки с теплоизоляционным покрытием должны иметь резиновое покрытие.
Сварка оцинковки производится любым из основных способов соединения:
- Ручная сварка – для стали толщиной от 1,5 мм.
- Сварка полуавтоматическим аппаратом – применяется для металла более 0,6 мм толщиной.
- Контактная точечная сварка – предназначена в первую очередь для соединения жести толщиной до 0,45 мм.
- Газовая сварка ацетилен-кислородной смесью – подходит для стали любой толщины.
Независимо от выбранного метода сварки, необходимо принимать во внимание ряд условий:
- Температура плавления цинка (420°C) ниже температуры плавления стали (1100-1200°C), уже при температуре в 906°C происходит его испарение. Пары цинка в воздухе загрязняют атмосферу и оказывают вредное влияние на здоровье сварщика.
- Расплав цинка вспенивается и попадает в структуру стали, нарушая заданные параметры металла, а цинк, затекающий в сварной шов приводит к потере его качества.
- Шов выполняется «наплывом», электрод либо горелка подводится многократно, короткими касаниями.

- Не следует варить большие участки одним швом, следует контролировать качество сварочного шва.
- Перед свариванием цинк должен выгореть полностью, чтобы избежать вспенивания шва.
- При толщине стали более 4 мм, в сварном соединении делается фаска на 1/3 толщины листа.
- От выгорания цинка на металл можно положить асбестовую ткань, либо просто мокрую ткань.
Удаление покрытия
Первая технологическая операция при сварочных работах по оцинковке – это удаление цинкового покрытия.
Самый быстрый способ очистки металла – нагрев детали газовой горелкой. Однако, такой способ не безопасен, так как цинк выделяется в виде ядовитых паров.
При небольших объемах сварки в условиях мастерской снятие цинкового покрытия производится механическим способом – наждачной бумагой, напильником, зачистным кругом на УШМ. Можно применять очистку нагревом либо кислотой, но эти способы приводят к образованию вредных испарений.
При больших объемах сварочных работ возможно травление оцинковки с помощью кислоты. Но работа с кислотой требует повышенных мер по пожарной безопасности.
Но работа с кислотой требует повышенных мер по пожарной безопасности.
При сварке оцинкованных труб как с внешней, так и с внутренней стороны соединения производится удаление цинкового покрытия, а затем с помощью кислоты или щелочного раствора производится обезжиривание поверхности.
Применение инвертора
Аппаратом для электродуговой ручной сварки целесообразно варить сталь толщиной не менее 1,5 мм. Более тонкий металл легко прожигается и требует определенной сноровки при работе и чувствительной регулировки аппарата. Сварка производится при обратной полярности тока, при котором на деталь крепится клемма «минус», а на держатель – «плюс».
Скорость проварки шва должна быть меньше, чем при сваривании стали такой же толщины. Это снижение должно составлять не менее 10% и не более 20%. Отличается сила тока:
- Если сварка производится обычными электродами ОЗС-4, УОНИ-13/45 и 13/55, МР-3, то сила тока должна быть меньше на 5-10А, чем для неоцинкованной стали.
- Если сварка выполняется электродами для оцинковки ЦУ-5, ЦЛ-20, ЦЛ-39 и другие, то сила тока устанавливается на 10-50А больше, при этом зазор между свариваемыми элементами должен быть больше, чем при соединении неоцинкованной стали такой же толщины.

Электрод наклоняется к заготовке не более, чем на 45°, иначе может произойти прожигание металла. Инвертор требует аккуратной настройки силы тока и стабильного напряжения, поскольку при малом токе шов будет не проварен, а слишком высокая сила тока также приведет к сквозному прогоранию соединения и испарению цинка на большой площади поверхности. При перепадах электричества возможно прилипание электрода к металлу и нарушение целостности шва.
Выбор марки электрода должен производиться с учетом требований к шовному соединению:
- Электроды с рутиловым покрытием обеспечивают более прочное соединение, но шов будет требовать дополнительной антикоррозионной обработки.
- Электроды с содержанием сильноосновных флюсов качественно герметизируют шов, обеспечивая ему надежную защиту от коррозии, но прочность шва будет снижена на 15-25%.
Примерный режим применения электродов представлен в таблице.
Наибольшая сложность при ручной сварке – это правильное регулирование силы тока и времени контакта электрода с поверхностью.
Требуемые расходные материалы
Трудоемкость процесса зависит от толщины листа. Профессиональные навыки сварщика и надежный сварочный аппарат будут бесполезны при использовании некачественного присадочного материала. Главный показатель проволоки – низкая температура плавления. При этом будет плавиться только присадка, а не сталь. Это придает сварочному процессу характерные признаки пайки.
CuSi₃ – наиболее известная проволока из медно-кремниевого сплава. Процентное содержание меди может достигать 97%. Ее основное предназначение – сварка меди, но она прекрасно подходит для оцинковки. Конечная прочность соединения не очень высока, зато легко поддается обработке.
Обратите внимание! Кремний, один из компонентов данной проволоки, наделяет ее повышенной текучестью. Будьте аккуратны при работе.
Помимо вышеуказанной проволоки при сварке оцинковки применяют другие виды:
- ОК Autrod 19.30. Продукт концерна ESAB, специально разработанный для работы с оцинковкой.
 В состав входят кремний, марганец и сера, повышающие качественные характеристики соединения.
В состав входят кремний, марганец и сера, повышающие качественные характеристики соединения. - CuSi₂Mn. Позволяет получить высокопрочное соединение благодаря содержанию марганца. Высокая прочность затрудняет последующую обработку поверхности.
- CuAl8. Проволока предназначена для сварки металла, защищенного цинк-алюминиевым сплавом.
Какие электроды выбрать
Существует несколько видов электродов с рутиловым или основным покрытием, подходящих для работы с оцинковкой:
- УОНИ13/55;
- ДСК50;
- ОЗС4;
- АНО4;
- МР3;
- АОНИ13/45.
Выбор электродов зависит от типа материала. Например, для сварки оцинкованного листа из низкоуглеродистого металла лучше использовать рутиловые электроды ОЗС4 или МР3, а соединение низколегированного металла предусматривает использование материалов с основным покрытием – УОНИ 13/55 или ДСК50.
Использование полуавтомата
На многих полуавтоматах существует режим сварки «Synergic», при котором в настройках можно выбрать определенный тип работы (пресет), наиболее оптимально подходящий для нужного вида металла. Если такой режим отсутствует, потребуется дополнительное время на отстройку аппарата и, возможно, эксперимент со сваркой какой-либо обрези.
Если такой режим отсутствует, потребуется дополнительное время на отстройку аппарата и, возможно, эксперимент со сваркой какой-либо обрези.
Сварка на полуавтоматах может производиться либо с применением присадок, подающихся по рукаву, либо в качестве защитной среды может использоваться аргон.
Проволока подбирается в зависимости от толщины деталей.
Если напряжение в сети меньше 220В, диаметр проволоки уменьшается на 0,2 мм от рекомендуемой.
Горелка наклоняется под углом 70-75º к поверхности соединения при выполнении переплавляющего шва и 20-30º при выполнении заполняющего. При этом припой (присадка) должен располагаться перед пламенем, чтобы оно не выжигало покрытие металла.
Применение присадочных материалов, изготовленных на основе меди, позволяет создать среду защитного газа в районе сварки. Такая технология имеет ряд преимуществ:
- сварочный шов и поверхность металла вокруг него защищены от коррозии;
- минимальное разбрызгивание расплава;
- флюс потребляет значительное количество выделяемого тепла, предотвращая таким образом нагрев большой площади металла;
- впоследствии шов легко поддается обработке.

Температура плавления медных присадок ниже, чем у стали, поэтому такой вид сварки является скорее пайкой металла, но с обеспечением прочного соединения. Отметим, что этот способ позволяет избежать повреждений цинкового слоя.
В зависимости от содержания этих добавок, присадки задают нужные качества сварному шву:
- Присадка кремниевая CuSi3 позволяет легко обрабатывать шов, но снижает его прочностные качества, так как кремний обладает высокой текучестью.
- Присадка с алюминием CuAl8 применяется для оцинкованных сталей с большим содержанием этого легирующего элемента.
- Кремний-марганцевая добавка CuSi2Mn предназначена для создания швов с повышенной прочностью.
Во время сварки трубопроводов с питьевой водой применяются флюсы марки HLS-B, безопасные для здоровья и быстро растворяющиеся в воде. При нагреве флюс сначала становится белым, а затем прозрачным, что свидетельствует о готовности к началу процесса пайки.
Металлы толщиной до 4 мм могут спаиваться за один проход, но для больших толщин требуется сварка в несколько проходов. После выполнения сварки производится удаление остатков припоя с помощью щетки и воды. Внутри труба заполняется водой на сутки, после чего промывается.
После выполнения сварки производится удаление остатков припоя с помощью щетки и воды. Внутри труба заполняется водой на сутки, после чего промывается.
Характеристики процесса
Проводить сварку с оцинкованной сталью нелегко. Это напрямую зависит от характеристик цинка, которые влияют на весь рабочий процесс. Новички не учитывают то, что металл может препятствовать вашим действиям.
Например, неопытный мастер сталкивается с проблемой определения нужной температуры, которая требуется для сварки оцинкованного металла. Он начинает плавиться уже при 400 градусах. Если хоть немного увеличить температуру, цинк может вовсе испариться.
Эта характеристика стоит на пути создания хорошего соединения. Арка начинает гореть при высокой температуре и способна быстро испарить слой металла. Соединение получится неровным и потресканным. Дуга при этом будут отличаться нестабильной работой.
Этого не получится избежать, только надеюсь на свой 15-летний опыт. Навыки здесь не помогут. Отличным решением будет сварка со специальными электродами, которые имеют покрытие.
Навыки здесь не помогут. Отличным решением будет сварка со специальными электродами, которые имеют покрытие.
Контактная сварка
Точечная сварка может проводиться на металле любой толщины, но лучше всего ее проводить на жести, поскольку очень тонкую оцинковку трудно соединить другими способами. Для сварки оцинкованных сталей на аппаратах контактной сварки применяются электроды марок БрХ и БРХЦр, изготовленные на основе бронзы.
Аппараты для точечной сварки могут работать на постоянном или переменном токе, а специализированное оборудование для сварки жести и оцинковки, помимо этого, обладают тремя дополнительными режимами подачи импульса:
- предварительный нагрев зоны соединения;
- процесс сварки;
- завершающая термическая обработка.
Прочность сварного шва при таком способе соединений выше, чем у самих соединяемых элементов, поэтому данный тип сварки распространен при соединении элементов автомобильных кузовов.
Следует также заметить, что контактная сварка обеспечивает равномерное проваривание шва по всей его длине, что затруднительно обеспечить при ручной сварке. Поэтому контактный аппарат целесообразно устанавливать в мастерских, которые регулярно в больших объемах сваривают изделия из оцинковки.
Поэтому контактный аппарат целесообразно устанавливать в мастерских, которые регулярно в больших объемах сваривают изделия из оцинковки.
При проведении точечной сварки листов толщиной свыше 1,5 мм рекомендуется проведение проковки. Проковка – это ударное воздействие на шов в процессе остывания, которое производится молотком либо кувалдой.
Существенным минусом точечной сварки является большой расход электроэнергии на сварочных аппаратах.
Правила сварки инвертором
Инверторное оборудование часто применяют для работы с тонколистовым металлом. Для соединения используется ток обратной полярности: плюс подключают к держателю, а минус – к оцинкованному металлу. В результате электрод поддается значительному температурному воздействию, которое обеспечивает качество соединения.
Особенности технологического процесса соединения оцинковки инвертором следующие:
- Диаметр сечения электрода. Не рекомендуется варить оцинковку электродом большого диаметра.
 Максимально допустимое значение – 2 мм.
Максимально допустимое значение – 2 мм. - Легкоплавкость электрода. Материалы с повышенным коэффициентом расплавления работают при меньших значениях тока, что особенно важно для оцинковки.
- Интенсивность движения. Оцинковка не терпит резких движений. Следить за плавностью перемещения дуги.
- Угол наклона. Во избежание прогаров угол наклона электрода не должен находиться в диапазоне 45–90 °C.
Разработано множество методов сварки оцинковки. Выбор подходящего способа зависит от конкретных условий работы, типа материала и характеристик оборудования. Перед выполнением работ рекомендуем ознакомиться с особенностями процесса и требованиями техники безопасности. Если вы знаете современные способы соединения труб из оцинкованного металла или сталкивались с прочими методами сварки оцинковки, поделитесь своим опытом в блоке комментариев.
Завершение работы
После проведения сварочной работы требуется осуществить вентиляцию помещения, и произвести уборку цинковой стружки.
Следует учитывать, что очищенные участки будут подвергаться коррозии и вызывать снижение качества всей конструкции. Поэтому после завершения работы с них необходимо удалить окалину, обработать шов шлифованием и нанести защитное покрытие.
Поверхность в районе сварного шва должна покрываться краской либо антикоррозионным покрытием. Хорошим вариантом может служить краска, содержащая 94% цинковой пыли. Возможен вариант наплавления цинковой проволоки, либо прутков, изготовленных из цинково-кадмиевого сплава.
Как сваривать оцинкованную сталь: методики и советы
Последнее обновление
Оцинкованная сталь — это сталь, покрытая цинком для защиты от коррозии. Цинковое покрытие действует как барьер между сталью и элементами и помогает предотвратить ржавчину и другие формы коррозии. Однако сварка оцинкованной стали может быть сложной задачей, поскольку цинковое покрытие может затруднить проникновение сварного шва в металл, а также может привести к разбрызгиванию сварного шва.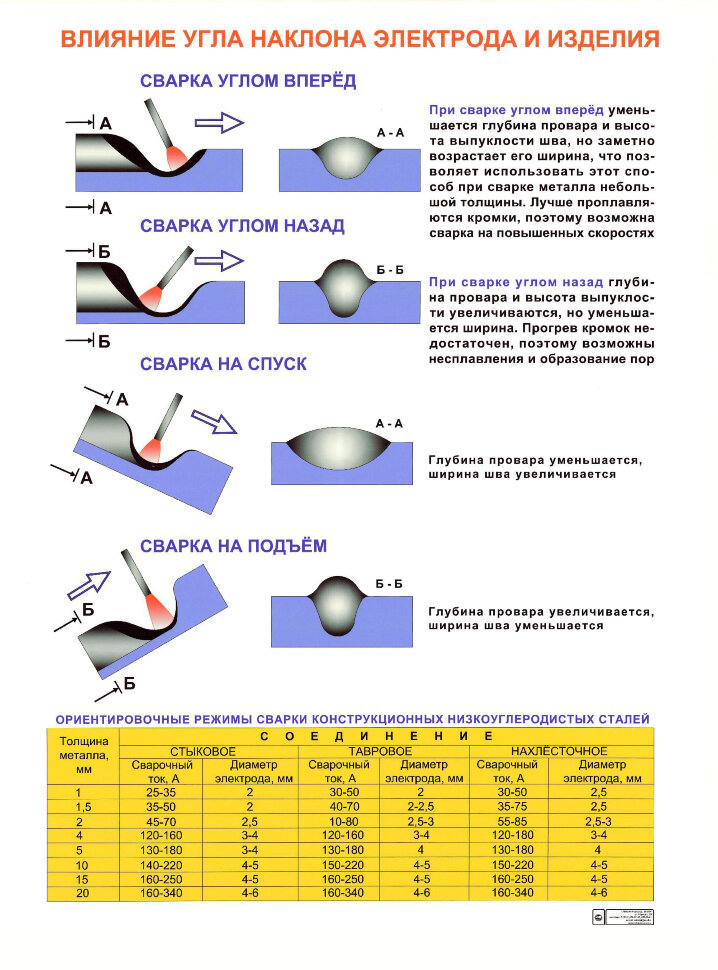
При сварке оцинкованной стали следует помнить о нескольких вещах. Во-первых, важно использовать правильный тип сварочной проволоки. Во-вторых, вам нужно использовать правильные методы сварки. И в-третьих, вам нужно принять некоторые меры предосторожности, чтобы защитить себя от паров.
В этой статье мы углубимся в каждую из этих тем, чтобы помочь вам сваривать оцинкованную сталь на профессиональном уровне, используя различные методики.
Перед началом работы — подготовка
Очистка зоны сварки
Перед началом работы убедитесь, что рабочее место чистое и на нем нет мусора.
Положите кусок дерева на верстак. Затем установите сварочный аппарат на расстоянии не менее 12 дюймов от места, где вы будете работать, чтобы предотвратить попадание искр на верстак или пол во время сварки.
Очистка оцинкованной стали
С помощью проволочной щетки удалите отслоившуюся краску или ржавчину с поверхности каждой детали из оцинкованной стали. Будьте осторожны, чтобы не повредить металл слишком сильным давлением. Будет еще лучше, если у вас есть угловая шлифовальная машина с насадкой из проволочной щетки.
Будьте осторожны, чтобы не повредить металл слишком сильным давлением. Будет еще лучше, если у вас есть угловая шлифовальная машина с насадкой из проволочной щетки.
Носите защитное снаряжение
При сварке оцинкованной стали важно соблюдать некоторые меры предосторожности, чтобы защитить себя от паров. Цинк в оцинкованном покрытии может быть токсичным при вдыхании. Средства защиты включают перчатки, очки и маску или респиратор. Это снаряжение защитит вас от вредных паров, выделяющихся во время сварки, и возможных несчастных случаев. Вы также должны носить одежду с длинными рукавами и брюки. Искры от свариваемого металла могут обжечь открытые участки кожи или одежду.
Если вы выполняете сварку оцинкованной стали в помещении, убедитесь, что в помещении имеется надлежащая вентиляция.
Изображение предоставлено: Левент Сезгин, Shutterstock
Сварка оцинкованной стали: пошаговое руководство по различным методикам
Прежде чем приступить к работе, узнайте, с каким типом материала вы работаете и как он реагирует на тепло и нагрузку. .
.
Например, оцинкованная сталь имеет верхний слой цинкового покрытия. Во многих сварочных процессах необходимо удалить цинковое покрытие, поскольку цинковое покрытие расплавится при нагревании, что может вызвать пористость готового сварного шва. Лучший способ удалить это цинковое покрытие — это отшлифовать его с помощью угловой шлифовальной машины.
Лучшим методом сварки оцинкованной стали является сварка электродом, но ниже мы обсудили несколько других методов.
1. Сварка электродом (SMAW)
Изображение предоставлено: Инженерная студия, Shutterstock
Сварка электродом — один из самых популярных методов, а также самый простой и быстрый. Это также идеально подходит для начинающих.
При использовании электродуговой сварки всегда выполняйте сварку снаружи, чтобы предотвратить образование дыма. Также наденьте сварочный респиратор.
Необходимые инструменты:
- Проволочная щетка
- Сварочные стержни
- Ручной сварочный аппарат
- Лепестковый шлифовальный круг
- Краска с высоким содержанием цинка
Ступени:
- Проволочной щеткой и тряпкой очистите место соединения
- Выберите подходящий сварочный электрод.
 Идеальные стержни для сварки оцинкованной стали – E6011 и E6010.
Идеальные стержни для сварки оцинкованной стали – E6011 и E6010. - Подготовьте сварной шов и закрепите заготовки. Убедитесь, что вы оставляете более широкий корневой зазор, чем обычно, если у вас стыковое соединение. Также убедитесь, что зажим надежен.
- Установите сварочный аппарат на правильную силу тока. Если вы свариваете угловые швы, увеличьте силу тока.
- Затем приметайте металлы, чтобы избежать деформации и удерживать металл на месте. Толщина металла определяет длину прихватки.
- Начните сварку оцинкованной стали.
- Как только вы закончите сварку, повторно оцинкуйте металл. Используйте лепестковый диск с зернистостью от 40 до 60, чтобы отшлифовать соединение. Затем распылите краску с высоким содержанием цинка на все места сварки.
Обратите внимание на сварочные электроды:
- E6010: Если вы любитель или вам нужна недорогая альтернатива, это отличный выбор.
- E6011: этот электрод обладает большей прочностью на растяжение, чем E6010-L, но стоит дороже.

2. Дуговая сварка металлическим электродом в среде инертного газа/газа (GMAW)
Посмотреть этот пост в Instagram
Пост, которым поделился Остин Уинклз (@austinwinkles)
Для этого метода лучше всего использовать высококачественную машину GMAW, которая имеет достаточную мощность и контроль над скоростью ваших сварных швов. Он также должен иметь соответствующую присадочную проволоку.
Необходимые инструменты:
- Сварочный аппарат MIG
- Проволочная щетка
- Пистолет МИГ
- Оцинкованная аэрозольная или цинковая краска
Шаги:
- Настройте сварочный аппарат и установите напряжение, диаметр проволоки и силу тока в соответствии с толщиной вашего металла.
- Нанесите тонкий слой флюса на металл с помощью кисти или тряпки.
 Это помогает предотвратить окисление в начале сварки.
Это помогает предотвратить окисление в начале сварки. - Используйте свой МИГ-пистолет, чтобы положить бусину. Пусть он покроет примерно половину свариваемого соединения. Начните с одного конца, затем двигайтесь назад, чтобы покрыть остальную часть сустава.
- Как только вы закончите укладывать бусину, сделайте паузу примерно на 15 секунд. Затем продолжайте с другим сварным швом поверх него. Это дает время для охлаждения, чтобы ваши сварные швы не трескались при слишком быстром охлаждении.
- Продолжайте этот процесс, пока обе стороны соединения не будут полностью покрыты сварными швами.
- После завершения сварки нанесите цинковую краску или аэрозоль для цинкования. Затем дайте ему высохнуть.
3. Дуговая сварка с флюсовым сердечником (FCAW)
Изображение предоставлено: Thaweesak Thipphamon, Shutterstock
Сварка с флюсовым сердечником — отличный способ сварки оцинкованной стали. Это неразрушающий метод, и вы можете использовать его в небольших помещениях, где другие виды сварки могут быть невозможны. Процесс сварки также намного проще, чем сварка MIG, поскольку в нем задействовано меньше этапов.
Процесс сварки также намного проще, чем сварка MIG, поскольку в нем задействовано меньше этапов.
Оборудование тоже не такое дорогое. Таким образом, это более рентабельно для домашних мастеров, которые ищут постоянное решение для своих сварочных проектов.
Лучшей порошковой проволокой, которую вы можете использовать, является E71T-14.
Необходимые инструменты:
- Защитное снаряжение
- Сварочный аппарат MIG
- Оцинкованная аэрозольная или цинковая краска
- Проволочная щетка
- Наполнительный стержень
- Угловая шлифовальная машина
Шагов:
- Сначала сошлифуйте цинковый слой. Это безопасный процесс, если вы используете метод сварки Flux Core. При сварке оцинкованной стали без удаления слоя цинка выделяются ядовитые пары.
- Подготовьте свариваемые детали и прихватите их.
- Замените присадочную проволоку или проволоку на порошковую, если вы будете использовать сварочный аппарат MIG.

- Затем внесите другие изменения, например, измените полярность сварки на отрицательную по постоянному току.
- Выберите порошковую проволоку и используйте процесс «вытягивания сварочной ванны вперед». Этот процесс обеспечивает более качественный сварной шов.
- Периодически удаляйте шлак и брызги, если длина сварного шва большая.
- После завершения сварки нанесите антикоррозионную краску, содержащую цинк. Также можно использовать оцинкованный спрей. Образует защитное покрытие на сварном шве. Нанесите или распылите его на окружающие участки, чтобы сделать их устойчивыми к коррозии.
Обратите внимание: сварка TIG оцинкованной стали не является хорошей идеей. Это потому, что тепло расплавит цинковое покрытие. Кроме того, это приведет к тому, что он выльется на основной металл, создав дыру, которую вы должны заделать.
Полезные советы при сварке оцинкованной стали
Сварка оцинкованной стали может быть сложной из-за присутствия цинка.
Посмотреть этот пост в Instagram
Пост, опубликованный The Welder Chick (@thewelderchick)
Правильная сварочная проволока
При сварке оцинкованной стали важно использовать специально предназначенную для этой цели проволоку. Этот тип проволоки обычно называют «оцинкованной стальной проволокой» или «GMW». Она отличается от обычной сварочной проволоки более высоким содержанием цинка. Это помогает предотвратить эрозию цинкового покрытия в процессе сварки.
Правильные методы сварки
Важным советом при сварке оцинкованной стали является использование правильной конструкции сварного соединения и метода нанесения. Вы можете использовать методы дуговой сварки металлическим электродом в среде защитного газа (GMAW), дуговой сварки с флюсовым сердечником (FCAW).
Одной из наиболее распространенных проблем при сварке оцинкованной стали являются «сварочные брызги». Это когда небольшие капли расплавленного металла выбрасываются из сварочной дуги на поверхность свариваемого материала. Сварочные брызги могут затруднить очистку зоны сварки, а также вызвать эрозию цинкового покрытия.
Во избежание разбрызгивания при сварке важно использовать метод сварки, называемый «импульсная сварка». Импульсная сварка — это тип сварки, при котором используются короткие импульсы сварочного тока, а не непрерывный поток. Это помогает уменьшить количество образующихся сварочных брызг.
Еще одной проблемой, которая может возникнуть при сварке оцинкованной стали, является «подрез». Подрезка – это когда валик сварного шва проникает слишком глубоко в основной металл, вызывая образование канавки. Это может ослабить соединение и сделать его более восприимчивым к коррозии.
Чтобы предотвратить подрезы, важно использовать технику сварки, называемую «укладкой». Укладка — это тип сварки, при котором несколько проходов выполняются над сварным соединением для создания «стека» свариваемого материала. Это помогает заполнить любые подрезы, которые могли возникнуть.
Укладка — это тип сварки, при котором несколько проходов выполняются над сварным соединением для создания «стека» свариваемого материала. Это помогает заполнить любые подрезы, которые могли возникнуть.
Избавьтесь от цинкового покрытия в зоне сварки, если это возможно
Цинковое покрытие усложняет процесс сварки. Поэтому очень важно удалить это покрытие, прежде чем приступить к сварке оцинкованной стали. Если возможно, используйте проволочную щетку или сошлифуйте цинковое покрытие шлифовальной машиной перед началом сварки.
Посмотреть этот пост в Instagram
Пост, которым поделился eoin (@eoinjamescampbell)
Оставлять большие зазоры для стыковых сварных швов
Сварной шов не может проникать через цинковое покрытие в металл под ним из оцинкованной стали. Так что оставьте большой зазор для стыковой сварки, если не будете снимать цинковое покрытие. Таким образом, вы можете получить нужное количество проплавления сварного шва.
Таким образом, вы можете получить нужное количество проплавления сварного шва.
Размер этого зазора зависит от толщины и типа стали, с которой вы работаете. Но он всегда должен быть больше 1/8 дюйма.
Используйте спрей для защиты от брызг
Независимо от используемого метода сварки примеси цинка образуют большое количество брызг при сварке. Брызги вызваны горящими металлическими частицами, которые отлетают от сварного шва при его создании.
Спрей против брызг — это химический раствор, который предотвращает прилипание сварочных брызг к металлу и образование неприглядных следов на поверхности. Используйте его перед каждым сварным соединением, чтобы убедиться, что вы получите чистый результат. Кроме того, после этого вам будет намного легче убираться.
Повторное цинкование стали после сварки
После завершения сварки оцинкованной стали не забудьте повторно оцинковать ее, чтобы предотвратить дальнейшую коррозию с течением времени. Кроме того, это гарантирует, что ваше новое оборудование прослужит дольше, чем ожидалось.
Вы можете сделать это, погрузив изделие в гальванический резервуар, наполненный горячим раствором хлорида цинка. Также можно опрыскать смесью раствора хлорида цинка и воды. Делайте это до тех пор, пока цинковое покрытие не достигнет желаемой толщины.
Риски, связанные со сваркой оцинкованной стали
Обычно риски, связанные со сваркой оцинкованной стали, связаны с цинковым покрытием. Вы должны знать о нескольких опасностях, чтобы защитить себя и окружающих от этих опасностей.
Вот некоторые из них.
Ожоги
При сварке оцинкованной стали она горит при высокой температуре. Это может вызвать ожоги на вашей коже. При сварке этого материала вы должны носить защитную одежду, такую как перчатки и защитные очки.
Брызги
Брызги возникают, когда расплавленный металл попадает в воздух, а не на рабочую поверхность или электродную проволоку. Это опасно, потому что брызгает на одежду, кожу и глаза. Это может привести к серьезным ожогам или слепоте, если вы не будете осторожны при работе с ним.
Пары цинка
Пары цинка могут вызывать проблемы с дыханием, такие как головная боль и боль в горле. Эти пары образуются при резке или сварке оцинкованной стали.
При резке держите лицо подальше от искр, создаваемых резаками. Таким образом, вы избежите вдыхания любого из этих токсичных паров. Также наденьте респираторную маску. Вы не будете дышать парами цинка, выделяющимися в процессе сварки.
Долгосрочные проблемы со здоровьем
Оцинкованное покрытие имеет небольшое содержание свинца. Свинец образует пары оксида свинца после испарения, что может вызвать рак легких после длительного воздействия паров. Если вы всегда работаете с оцинкованной сталью, у вас повышенный риск развития рака легких в более позднем возрасте.
Заключение
Сварка оцинкованной стали может быть непростой задачей, но, обладая небольшими знаниями и подходящими инструментами, вы сможете ее сварить. Главное помнить, что сварка оцинкованной стали требует другой настройки, чем сварка железа или стали.
Этот материал тверже, чем более традиционные металлы, но есть способы упростить этот процесс. Ключом к успешной сварке является правильная установка с точки зрения безопасности и использование правильных методов для получения превосходного сварного шва.
Источники
- Сварка оцинкованной стали методом электродуговой сварки (SMAW)
- Сварка оцинкованной стали с использованием сварки MIG (GMAW)
- Сварка оцинкованной стали с использованием дуговой сварки с флюсовым сердечником (FCAW)
- Полезные советы при сварке оцинкованной стали
- Риски, связанные со сваркой оцинкованной стали
Изображение. Различные методы
- 1. Сварка электродом (SMAW)
- 2. Дуговая сварка металлическим электродом в среде инертного газа/газа (GMAW)
- 3. Дуговая сварка с флюсом (FCAW)
- Правильная сварочная проволока
- Правильные методы сварки
- Избавьтесь от цинкового покрытия, если это возможно Зазоры для стыковых сварных швов
- Используйте спрей для защиты от брызг
- Повторное цинкование стали после сварки
- Ожоги
- Брызги
- Пары цинка
- Проблемы со здоровьем в долгосрочной перспективе
Как сваривать оцинкованные трубы
Сварка оцинкованных труб возможна, но связана с проблемами безопасности из-за выделяемого токсичных паров цинка. Шлифование покрытия необходимо для снижения рисков безопасности и получения более качественного соединения.
Шлифование покрытия необходимо для снижения рисков безопасности и получения более качественного соединения.
Содержание
1
Можно ли сваривать оцинкованный металл?
Вы можете сваривать оцинкованный металл, используя тот же процесс, который используется для сварки неоцинкованных материалов. Основной вопрос – покрытие.
Гальванизация — это процесс, используемый для нанесения защитного покрытия на железо или сталь. Он сделан из цинка и помогает предотвратить ржавчину. Оцинкованные трубы обычно выбирают для ситуаций, когда металл подвергается воздействию влаги, например:
- Автомобильные узлы
- Велосипедные рамы
- Заборы из звеньев цепи
- Садовые скобы
- Балконы и лестницы
- Гайки, болты и гвозди
Цинковое покрытие защищает основной металл от воздействия кислотных дождей и влаги. Обычно его добавляют с помощью процесса горячего погружения. Металл погружают в расплавленный цинк при температуре около 842 градусов по Фаренгейту.
Металл погружают в расплавленный цинк при температуре около 842 градусов по Фаренгейту.
Цинковое покрытие ограничивает свариваемость материала. Это также увеличивает риск воздействия паров оксида цинка и свинца.
Типы сварки Подходит для оцинкованного металла
После удаления цинкового покрытия вы можете использовать широкий спектр методов сварки для сварки оцинкованной стали . Возможные варианты:
- Сварка в среде инертного газа (MIG)
- Сварка вольфрамовым электродом в среде инертного газа (TIG)
- Дуговая сварка в среде защитного газа (SMAW)
Дуговая сварка предпочтительнее из-за более высокой температуры и наличия защитных газов. Защитные газы помогают создать барьер между оцинкованным металлом и окружающей атмосферой.
Кислородно-ацетиленовая горелка обеспечивает максимальную температуру 6300 градусов по Фаренгейту в самой горячей точке пламени. Дуговые сварщики могут достигать температуры 10 000 градусов по Фаренгейту.
Общие методы дуговой сварки включают сварку MIG, TIG и электродуговую сварку. Сварка MIG предполагает использование присадочной проволоки, которая одновременно служит электродом. Проволока непрерывно подается через сварочный пистолет.
Сварка MIG является предпочтительным методом сварки при работе с большими деталями из оцинкованной стали или когда вам не нужно беспокоиться о выполнении точных и чистых линий.
Сварка ВИГ используется, когда требуется большая точность или необходимо сплавить тонкие листы оцинкованного металла. Электрод не плавится. Вы держите присадочный стержень, как при сварке кислородно-ацетиленовой горелкой.
Сварка электродом предпочтительнее, когда вам нужно сваривать над головой или на открытом воздухе, так как вам не нужно использовать отдельный защитный газ. Дуговая сварка защитным металлом (SMAW) включает использование присадочного стержня, содержащего флюс.
Флюс предназначен для повышения точности и качества ваших сварных швов. Он защищает рабочие материалы от внешней атмосферы.
Он защищает рабочие материалы от внешней атмосферы.
Как сварить оцинкованную трубу
Метод, используемый для сварки оцинкованной трубы, зависит от того, используете ли вы электродуговую или газовую сварку. Сварка оцинкованной трубы с помощью аппарата для дуговой сварки обычно требует следующих этапов:
- Подготовьте металл
- Выберите правильный наполнитель/электрод
- Закрепите заготовки
- Выберите настройки сварочного аппарата
- Включите защитные газы
- Включите электросварочный аппарат Первым шагом является подготовка металла. Перед сваркой необходимо удалить цинковое покрытие.
Вам также может понадобиться отрезать один или несколько кусков металлической трубы, чтобы обеспечить хорошую посадку, особенно при работе с сантехникой.
Труборезы обеспечивают чистейший рез. Вы также можете использовать ножовку, но, возможно, вам придется подпилить конец металлическим напильником, чтобы сгладить неровности.
Вам также понадобится правильный наполнитель/электрод. Компании не производят электроды специально для оцинкованных материалов. Обычно рекомендуется использовать электрод, предназначенный для сварки стали.
Оцинкованную трубу необходимо закрепить перед сваркой. Хомут — самый простой вариант приваривания новой трубы к существующему трубопроводу.
Вам также потребуется прикрепить зажим заземления к заготовке, чтобы заземлить металл при дуговой сварке. Зажим заземления замыкает цепь электрической дуги.
Выберите правильные настройки сварочного аппарата. Вам нужно выбрать силу тока при использовании аппарата для дуговой сварки. Сварка MIG также требует установки скорости подачи проволоки.
Сварка MIG и сварка TIG требуют использования защитных газов. Защитные газы включаются до зажигания электрической дуги. После включения сварочного аппарата можно прикасаться электродом к трубе и начинать сварку.
Сделайте небольшой стык на двух сторонах трубы, чтобы закрепить ее, прежде чем работать по всей окружности снаружи трубы.

Сварка горелкой включает отдельные этапы. Вы используете стержень, который держите в одной руке, и горелку в другой. Пламя должно быть нейтральным, так как окислительное пламя делает сварной шов более пористым и хрупким.
Подготовка оцинкованного металла к сварке
Удаление цинкового покрытия важно при подготовке оцинкованного металла к сварке. Для удаления цинкового покрытия можно использовать наждачную бумагу, угловую шлифовальную машину или химическую ванночку.
Использование угловой шлифовальной машины дает самые быстрые результаты. Перед использованием УШМ необходимо закрепить заготовку в зажиме или тисках.
Here are my recommendations for the best angle grinders for welders:
Image Features Score Price Best Overall
Avid Power Angle Grinder
- Мощный 7,5 А
- No-Load 11,000 RPM
- Cast Aluminum Housing
- Quick Release Grinder Guard
8.
 4
4Check Price on AmazonCheck Price at Walmart Most Powerful
Dewalt 7-inch Угловая шлифовальная машина
- Мощный двигатель 13 А
- Скорость вращения шлифовальной машины 8 500 об/мин
- Регулируемый защитный кожух
- Работает от сети переменного/постоянного тока
8,2
Проверка цена на AmazonCheck Price по адресу Walmart Лучшая загрязненная шлифовальная машина
Dewalt 9-дюймовый скамейщик
- 3/4. Алюминиевая подставка под инструмент
- Задние выпускные отверстия в кожухах колес
7.9
Проверить цену на Amazon Перед шлифовкой цинкового покрытия наденьте респиратор. Вы хотите избежать вдыхания каких-либо остатков цинка.
Используйте наждачную бумагу после угловой шлифовальной машины, чтобы удалить небольшие участки цинкового покрытия, оставшиеся вокруг углов и краев.
 Вам также может понадобиться проволочная щетка, чтобы обойти углы и закоулки.
Вам также может понадобиться проволочная щетка, чтобы обойти углы и закоулки.Замачивание оцинкованного металла в уксусе — еще один метод удаления цинкового покрытия. Это лучше всего работает на более мелких материалах, таких как оцинкованные гвозди и болты.
Замочите материалы в уксусе не менее чем на час. Вы должны заметить, что на поверхности жидкости начинают появляться пузырьки и комочки цинкового покрытия.
Достаньте кусочки из уксуса. Промойте кусочки под прохладной водой, очищая поверхность металлической щеткой. Оставшееся цинковое покрытие должно достаточно легко отколоться.
Независимо от того, используете ли вы угловую шлифовальную машину, наждачную бумагу или уксус, после этого промойте материал спиртом, чтобы удалить остатки мусора.
Опасности при сварке оцинкованного металла
Вот некоторые из потенциальных опасностей при сварке оцинкованного металла:
- Вдыхание токсичных паров
- Поражение электрическим током
- Повреждение глаз
- Ожоги
Воздействие паров оксида цинка может привести к заболеванию, называемому металлической лихорадкой.
 Симптомы этой болезни включают:
Симптомы этой болезни включают:- головные боли
- озноб
- лихорадка
- мышечные боли
- Напусков
- Ренение
- усталость
Симптомы. Высокий уровень воздействия может оставить металлический привкус во рту. Однако симптомы должны пройти без долгосрочных последствий.
Большую угрозу представляет воздействие паров свинца. Цинковые покрытия содержат различное количество свинца. Воздействие свинца может нанести необратимый вред, включая слабость и необратимое повреждение почек или головного мозга.
Защитные газы помогают защитить от вдыхания паров цинка и свинца при сварке оцинкованного металла. Респиратор, разработанный специально для сварки, также может помочь защитить ваши легкие от вредных паров. Тем не менее, хорошая вентиляция воздуха также необходима для предотвращения накопления газов.
Работа на открытом воздухе возможна не во всех ситуациях. Если возможно, работайте в помещении с хорошей вентиляцией, например, в гараже с открытой дверью.

Дуговая сварка также увеличивает риск поражения электрическим током, повреждения глаз и ожогов. Эти опасности можно свести к минимуму, если носить надлежащие средства индивидуальной защиты (СИЗ).
Необходимое оборудование
Для сварки оцинкованной стали требуется сварочный аппарат. Вам также может понадобиться следующее оборудование, в зависимости от типа сварки, которую вы планируете использовать:
- Filler/electrode
- Shielding gases
- Sandpaper
- Angle grinder
- Wire brush
- Alcohol
- Clamps
- Personal protective equipment
- Fume extractor/fans
A filler metal or consumable electrode is needed for дуговая сварка и газовая сварка. Присадочный металл обычно плавится при более низкой температуре по сравнению с основными материалами.
При сварке MIG вам также потребуются защитные газы. Вы можете использовать присадочный стержень, покрытый флюсом, или присадочный стержень с флюсовой сердцевиной для других методов сварки.
 Флюс может заменить потребность в защитном газе.
Флюс может заменить потребность в защитном газе.Для удаления цинкового покрытия используются наждачная бумага, угловая шлифовальная машина и проволочная щетка. Спирт используется для промывки металла и удаления оставшихся примесей.
Используйте сварочные зажимы для закрепления деталей. Не используйте пластиковые зажимы. Высокие температуры, используемые для плавления металла, могут привести к более быстрому плавлению пластика и выделению более токсичных паров.
Средства индивидуальной защиты необходимы для защиты от ожогов, порезов, повреждения глаз и токсичных паров. Вам понадобится сварочная маска, фартук, перчатки и респиратор.
При сварке оцинкованных материалов или работе в закрытом помещении рекомендуется использовать вытяжку дыма. Вытяжка представляет собой мощный вентилятор, который всасывает дым, образующийся в процессе сварки. Используйте несколько вентиляторов или сварку на открытом воздухе, если вытяжной вентилятор недоступен.
Заключение
Сварка оцинкованного металла требует снятия оцинкованного покрытия.
