Как варить петли в листогибочный станок: Ручной листогиб для гибки металла — своими руками
alexxlab | 17.05.2023 | 0 | Разное
Гибочный станок для металла: схемы, пошаговое изготовление
Работать с металлом не так просто, как может казаться некоторым на первый взгляд. Для кого-то это хобби, а для кого-то и основной заработок. Как бы там не было, но «голыми руками” с железом не поработаешь нужны инструменты, приспособления и станки. Хорошо, когда все есть под рукой и не нужно из-за всякой ерунды отрываться от работы. Пока сбегал, пока настроился на нужный лад так день и прошел, одним словом “ни дела, ни работы”. Предлагаем сделать гибочный станок для металла своими руками.
Одним из немаловажных приспособлений есть гибочный станок для металла. Купить такую “машину” дело не хитрое, но зачем тратится если его можно сделать своими руками.
Если и делать гибочный станок, то уже многоцелевой, то есть универсальный, чтобы не только хомуты сгибать, а и арматуру, дуги, трубы, трубы с прямоугольным сечением.
За основу станка возьмем домкрат. Конечно плохо, что станок должен находиться в вертикальном, а не горизонтальном положении (дело с том что когда он горизонтально из него вытекает масло). Из-за этого сгибать длинные детали, не подняв станок верх, весьма затруднительно, ведь изогнутому металлу нужно куда то ложиться.
Из-за этого сгибать длинные детали, не подняв станок верх, весьма затруднительно, ведь изогнутому металлу нужно куда то ложиться.
Чертеж гибочного станка по металлу.
Для изготовления станка своими руками возьмем швеллер номер 10, длинной 1000мм. из петель для ворот сделаем катки-упоры.
Одной из основных задач будет сделать пуанос который нужно прикрепить к домкрату. Желательно чтобы пуаносов было несколько, для различных видов работ. Заменятся они должны быстро и легко.
Пуанос для сгибание углов под 90 градусов и больше. Затем один угол 25 мм. засовываем в другой угол 32 мм. Из угла 25 мм. тоже изготовим корпус. Чтобы пространство внутри заполнить возьмем три отрезка арматуры и 3 трубу (ее легко можно заменить прутами небольшого сечения).
На фото составляющие пуаноса. Левее два отрезка уголка 25 мм. Ими пуанос крепится к домкрату.
Собранный пуанос. Проверяем его.
Конечно было бы лучше сварить весь корпус целиком и лишь потом приваривать к нему наполнение.
Но, я изначально “прошляпил” и мне пришлось варить все последовательно, но, а в конце все творение подгонять, что бы все было точно особенно когда мы установим “верх домика “.
Свариваем первые детали гибочного станка для металла.
Основные составляющие гибочного станка готовы.
На фото собранный пуанос присоединённый к домкрату, который установлен на гибочном станке.
Крепление заключается в следующем: на домкрат наваривается пластина в нее и засовываем насадку пуаноса “с лапками”.
Поле того как пуанос готов начинаем делать раму. Изначально я сделал неправильно не учел рычага от домкрата и сделал базу очень короткой и теперь приходится крепить станок на брус из дерева (если я к нему приварю метал который его будет выдерживать, то станок будет не подьемным.
Т- образная рама шириной 246мм и высотой 400.
Для прочной установки домкрата, он ведь не должен быть съёмным, по бокам привариваем полосы-опоры причем полосу с левой стороны привариваем так, чтобы клапан обратного хода был свободен.
Чтобы при работе домкрат не клонило в сторону рычага опору справа укреплю еще одной полосой.
К уголкам 25 мм. Приварим гаражные петли.
Для надежности, сверху приварю уголки которые сзади еще и стяну.
Вот что получилось.
После испытания гибочного станка для металла было замечено, что полоса не гнется под прямым углом из-за того, что катки были широко расставлены. Решил просверлить два отверстия поближе к центру швеллера и установить катки. Это будут съёмные элементы так как применятся будут изредка. Для загибания дуги они не нужны.
Из минусов гибочного станка для металла:
-неустойчивая станина
-усиление катков
-дополнительный упор для домкрата
-сверление отверстий для доп.катков
В ближайшее время все эти” недоделки “я устраню.
Резюме Оператор ЧПУ, плазменной резки, Лазерной резки, Санкт-Петербург, 70 000 руб. в месяц
№ 47983859Обновлено 8 июня 2022Был(а) больше месяца назад
Показать контакты
Пригласить
Отправить письмо специалисту
Добавить в избранное
Поделиться
30 лет (родился 26 февраля 1992), среднее специальное
Санкт-Петербург, не готов к командировкам
Гражданство: Россия
Имя, телефон и почта доступны только авторизованным работодателям
Показать контакты
Полная занятость
70 000 ₽
Образование
- Среднее специальное образование
- Дневная/Очная
- 2013
Мирзо-Улугбекский колледж информатики
Специальность: Дизайнер компьютерной графики Техник мультимедийных систем
Обо мне
Профессиональные навыки:
CypCut Laser system TubeCut Mach4 Компас (учусь)
Иностранные языки
- Узбекский язык — cвободное владение
Водительские права
- B — легковые авто
Похожие резюмеВсе 276 похожих резюме
Обновлено 8 февраля
Оператор лазерной резки с ЧПУз/п не указана
Последнее место
работы
(
1 год и 11 мес.
)Оператор-программист лазерного станка с ЧПУ, резки металлаСентябрь 2019 – август 2021
Показать контакты
Добавить в избранное
Обновлено 31 января
Оператор чпу / лазерная резка по металлуз/п не указана
Последнее место
работы
(
8 лет и 4 мес.
)Оператор станка с ЧПУАвгуст 2012 – декабрь 2020
Показать контакты
Добавить в избранное
Обновлено 21 декабря 2022
Оператор лазерной/плазменной резки, гибки60 000 ₽
Последнее место
работы
(
1 год и 2 мес.
)Оператор станка лазерной резкиЯнварь 2020 – март 2021
Показать контакты
Добавить в избранное
Обновлено 28 октября 2022
Оператор ЧПУ лазерная резка70 000 ₽
Последнее место
работы
(
3 года и 7 мес.
)Оператор станкаИюль 2019 – работает сейчас
Показать контакты
Добавить в избранное
Обновлено вчера
Шлифовщик / оператор станков с ЧПУз/п не указана
Последнее место
работы
(
11 лет и 3 мес.
)Эл. механикНоябрь 2011 – работает сейчас
Показать контакты
Добавить в избранное
Обновлено вчера
Оператор-наладчик станков с ЧПУ60 000 ₽
Последнее место
работы
(
8 лет и 8 мес.
)Наладчик ЧПУНоябрь 2009 – июль 2018
Показать контакты
Добавить в избранное
Обновлено 10 февраля
Оператор станков ЧПУ60 000 ₽
Последнее место
работы
(
9 лет и 5 мес.
)Оператор станка ЧПУСентябрь 2013 – работает сейчас
Показать контакты
Добавить в избранное
Обновлено 2 февраля
Оператор ЧПУз/п не указана
Последнее место
работы
(
6 мес.
)Оператор станков ЧПУИюнь 2022 – декабрь 2022
Показать контакты
Добавить в избранное
Обновлено 9 января
Оператор-наладчик станков с ЧПУ70 000 ₽
Последнее место
работы
(
11 лет и 5 мес.
)Оператор наладчик токарных станковСентябрь 2011 – работает сейчас
Показать контакты
Добавить в избранное
Обновлено 7 января
Оператор станков с ЧПУз/п не указана
Последнее место
работы
(
5 лет и 1 мес.
)Оператор СЧПУ 5 разрядаЯнварь 2018 – работает сейчас
Показать контакты
Добавить в избранное
Работа в Алчевске / Резюме / Рабочий персонал / Квалифицированный рабочий / Оператор плазменной резки
Смотрите также резюме
Квалифицированный рабочий
Мы используем cookies, чтобы улучшить сайт для вас. Подробнее
стратегий сгибания закрытых форм | Производство и металлообработка
Перейти к содержимому
Одним из больших преимуществ листового металла как исходного материала является его ковкость или способность растягиваться, скручиваться и гнуться, не ломаясь. Из основного листа плоского материала металлические компоненты можно превратить в ошеломляющее множество полезных форм. Одним из наиболее распространенных инструментов для формовки листового металла является листогибочный пресс, и любой производитель, желающий превратить необработанный металл в готовую продукцию, вероятно, будет использовать его по необходимости. Хотя листогибочные прессы невероятно универсальны, у них есть ограничения. Достижимая форма ограничена доступными инструментами, а также мощностью и длиной данного конкретного листогибочного пресса. Инструменты, необходимые для формирования изгиба, и рама машины также являются физическими препятствиями, которые должен обойти металл. Это общее ограничение является основной причиной, по которой некоторые металлические формы, такие как глубокие коробки или каналы, могут быть особенно сложными в производстве.
Хотя листогибочные прессы невероятно универсальны, у них есть ограничения. Достижимая форма ограничена доступными инструментами, а также мощностью и длиной данного конкретного листогибочного пресса. Инструменты, необходимые для формирования изгиба, и рама машины также являются физическими препятствиями, которые должен обойти металл. Это общее ограничение является основной причиной, по которой некоторые металлические формы, такие как глубокие коробки или каналы, могут быть особенно сложными в производстве.
Еще одна сложная, если не невозможная форма, которую можно изготовить с помощью листогибочного пресса, — это полностью закрытая форма, при которой кусок металла сгибается таким образом, что материал возвращается сам по себе, не оставляя зазора или отверстия на конце. Хотя полностью закрытые профили создают уникальные проблемы, можно использовать определенные методы для обхода физических препятствий на листогибочном прессе. Начнем с того, что если в конструкции компонента есть некоторая гибкость, то немного умного проектирования может значительно облегчить работу.
Еще один метод проектирования, который позволяет производить петлевой профиль, заключается в использовании подгиба или сгиба материала для закрытия готового компонента. На рис. 2 показана сборная стальная оконная рама, изготовленная этим методом. Существенным моментом в этом типе конструкции является то, что складка или подгибка формируются самой последней операцией, а в процессе заделки подгибки остальная часть профиля детали стягивается.
Хотя оба этих профиля показывают, как применение некоторых знаний о проектировании для производства может упростить производство сложных компонентов, во многих ситуациях такой подход невозможен. Возможно, дизайн компонента не может быть изменен, потому что в готовом изделии не может быть отверстий или складок. Какой бы ни была причина, пришло время обратиться за решением к инструменту для листогибочных прессов. Простейшей альтернативой является использование пары «рогатых» верхних инструментов листогибочного пресса.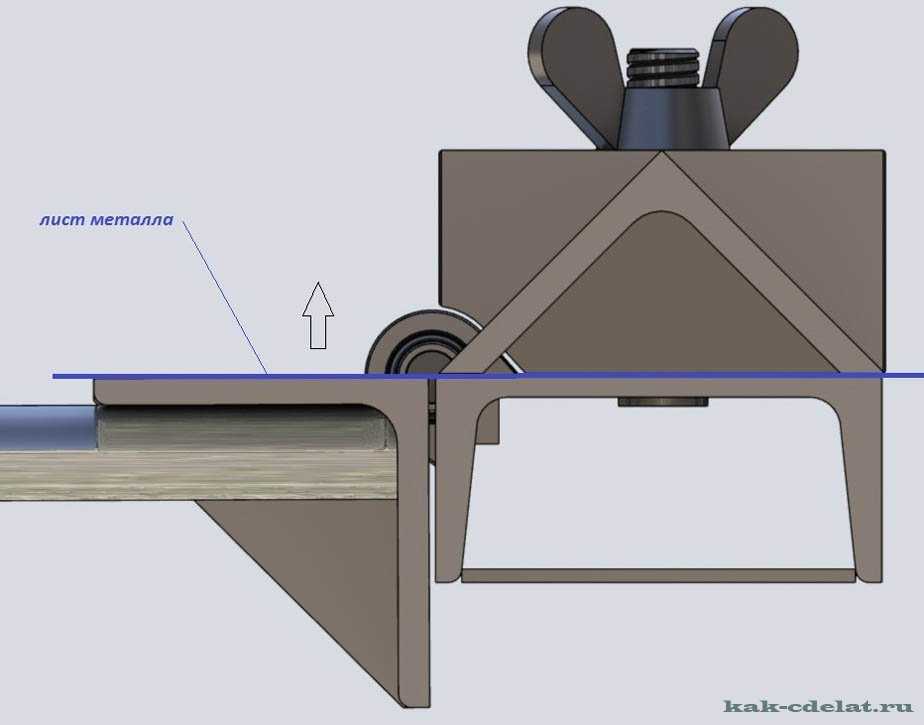
Ограничение этого типа настройки инструментов сразу становится очевидным: ширина цикла, который вы хотите закрыть, ограничена размером окна, которое создают инструменты. Вообще говоря, эта установка позволяет оператору сгибать закрытый профиль шириной не более одного или двух дюймов. Кроме того, у оператора листогибочного пресса нет простого способа удалить закрытый профиль после того, как он был сформирован с помощью инструментов. Необходимо разжать верхние инструменты и раздвинуть их в машине, чтобы можно было снять готовое изделие.
Для больших объемов производства или закрытых профилей шириной более пары дюймов имеются специальные инструменты для листогибочных прессов. Один очень удобный пример известен как «инструмент поворотного окна» ( , рис. 4, ). Этот нестандартный листогибочный пресс состоит из пары верхних держателей инструментов, соединенных стержнем для создания большого окна. Стержень крепится к одному из держателей инструмента поворотным шарниром, а другой конец удерживается на месте магнитной застежкой. Этот инструмент позволяет сформировать закрытый профиль вокруг стержня, а затем удалить его, отпустив магнитную застежку, повернув стержень наружу и легко вытащив готовое изделие из узла инструмента. Оператор просто должен снова зажать стержень и начать гибку следующей детали. Преимущество этого инструмента состоит в том, что он может формировать более длинные закрытые профили шириной до нескольких футов, а также обеспечивает быстрое время цикла. Ограничением является сила этого типа инструмента. Поскольку его конструкция не такая жесткая, как цельный инструмент, операторы ограничены гораздо меньшей грузоподъемностью, что ограничивает его использование для довольно тонких материалов.
Преимущество этого инструмента состоит в том, что он может формировать более длинные закрытые профили шириной до нескольких футов, а также обеспечивает быстрое время цикла. Ограничением является сила этого типа инструмента. Поскольку его конструкция не такая жесткая, как цельный инструмент, операторы ограничены гораздо меньшей грузоподъемностью, что ограничивает его использование для довольно тонких материалов.
Хотя для преодоления ограничений может потребоваться немного творчества и размышлений, часто можно формовать закрытые профили и другие сложные детали с помощью стандартного листогибочного пресса. Начните с рассмотрения того, как редизайн может упростить производство детали. Затем рассмотрите существующие ресурсы как потенциально малобюджетное и простое в реализации решение, пока производственные требования не потребуют более эффективного подхода более высокого класса. Прежде всего, никогда не стесняйтесь звонить в службу поддержки приложений для получения экспертного совета!
Том Бейли
Том Бэйли — технический специалист по листогибочным прессам серии TruBend компании TRUMPF Inc. Электронная почта [email protected].
Электронная почта [email protected].
Гибка труб и изготовление металлоконструкций
Защита двигателя с замкнутым контуром
- Процесс одиночной непрерывной гибки
- Невидимые сварные швы сварены в среде инертного газа, отшлифованы и отполированы
Защита двигателя с замкнутым контуром
- Процесс одиночного непрерывного изгиба
- Невидимые сварные швы сварены в среде инертного газа, отшлифованы и отполированы
Руль мотоцикла
- Трубка 1″ вставлена в трубку 1 ¼”
- Индукционные паяные трубы
- Рифленый
- Хромированный и полированный
Вентиляционная трубка из нержавеющей стали
- Диаметр 5/16 X 0,035 Толщина стенки
- Нержавеющая сталь 304
- Торцевая обработка включает обжатие, скос и валик
Трубка гидравлического масла в сборе
- Испытано под давлением до 100 PSI
- 4 компонента: гибкий шланг с наконечниками, обработанный компонент и изогнутые трубчатые детали
- Формовка торцевой кромки
Багажник для мотоцикла
- Несколько радиусов изгиба
- Приварные монтажные кронштейны TIG (собственная штамповка)
- Сварные трубы TIG с покрытием
- Хромированный и полированный
- 100% протестировано на герметичность
Монтажный кронштейн с составным изгибом
- Приварные монтажные кронштейны
- Хромированный и полированный
Ручка в сборе
- Невидимые металлические полированные сварные соединения
- Механически обработанные и запрессованные резьбовые вставки
- Термообработанный и полированный
Мебель
- Сложные множественные радиусы изгиба
- Доступен во многих вариантах отделки
Мебель
- Сложные множественные радиусы изгиба
- Доступен во многих вариантах отделки
Мебель
- Сложные множественные радиусы изгиба
- Доступен во многих вариантах отделки
Мебель
- Сложные множественные радиусы изгиба
- Доступен во многих вариантах отделки
Мебель
- Качество, долговечность
- Доступен во многих вариантах отделки
Мебель
- Качество, долговечность
- Доступен во многих вариантах отделки
Предыдущий Следующий
- 1
- 2
- 3
- 4
- 5
Leonhardt Manufacturing предоставляет широкий спектр услуг по гибке труб для широкого спектра применений и трубных изделий. Оборудование для гибки труб варьируется от простых трубогибочных станков до современных многорадиусных трубогибочных станков с ЧПУ, способных выполнять производственные циклы и изготавливать сложные гнутые изделия высочайшего качества и стандартов.
Оборудование для гибки труб варьируется от простых трубогибочных станков до современных многорадиусных трубогибочных станков с ЧПУ, способных выполнять производственные циклы и изготавливать сложные гнутые изделия высочайшего качества и стандартов.
Акцент делается на выпуск высокодекоративных изогнутых труб и трубных изделий, а также на получение точных, чистых радиусных изгибов, готовых к полировке и/или хромированию.
Возможность гибки труб
- Размеры труб от 0,25″ до 3″ наружного диаметра
- Гибка труб с несколькими радиусами
- Цельные трубные отводы с непрерывной петлей (полный радиус)
- Гибка составных труб
- Длина до 12 футов.
- Радиус изгиба от 0,5″ до 12″
- Календарь
- Гибка труб включает в себя гибку труб с помощью вращающегося или ручного вращающегося рычага с ЧПУ, гибку труб со сжатием и ползунком, гибку с тремя роликами, гибку с двойной головкой и гибку с интерполяцией
Запросить предложение
THE LEONHARDT ADVANTAGE
- Работа в соответствии со спецификациями заказчика в отношении материалов, допусков, характеристик, долговечности и стоимости.
