Как варить тонкий металл инверторной сваркой: Сварка тонкого металла электродом: ошибки, советы, оборудование
alexxlab | 19.12.1992 | 0 | Разное
Как варить тонкий металл инверторной сваркой
Содержание:
Как варить тонкий металл инверторной сваркойПри сварке ворот и забора из профильной трубы приходится сталкиваться с определёнными трудностями. Такие конструкции имеют тонкий металл, который можно запросто прожечь инверторной сваркой.
Особенно тяжело в данном вопросе новичкам: при сварке тонкого металла конструкции деформирует, а сварочный шов получается не очень красивым. В данном обзоре сайта «Сварка и Пайка» svarkapajka.ru мы подготовили ряд советов, как варить тонкий металл начинающим сварщикам.
Режим и сила тока
Варить тонкий металл рекомендуется только на малых токах сварочного инвертора. Ниже в таблице мы привели нормы касательно диаметра электродов и силы тока.
Если используются электроды диаметром в 1,5 мм, то сила тока должна быть не более 45 ампер. Для электродов 2 мм, силу тока следует повысить до 60 ампер.
Электроды для сварки тонкого металла
Варить тонкий металл новичкам рекомендуется рутиловыми электродами. Рутиловые электроды имеют лёгкий розжиг дуги и хорошую отделяемость шлака.
Рутиловые электроды имеют лёгкий розжиг дуги и хорошую отделяемость шлака.
При этом очень важен диаметр электродов. Чтобы варить тонкостенную трубу понадобятся электроды, диаметр которых составлял бы не более 2 мм.
Какую полярность сварочного инвертора выставить
Чтобы не прожигать тонкий металл во время сварки инвертором, рекомендуется использовать обратную полярность. Почему именно обратную полярность инвертора нужно использовать?
Существует две полярности сварочных инверторов: прямая и обратная. На прямой полярности хорошо проваривать толстые металлы, а на обратной полярности, тонкие.
Всё связанно с температурой дуги: на прямой полярности температура выше, чем на обратной. Для того чтобы варить инвертором на обратной полярности, к плюсу аппарата подключается электрододержатель, а к минусу, подключается кабель массы (стандартное подключение: + к +, а — к -).
Как варить тонкий металл инверторной сваркой
Сварку тонкого металла не следует делать сплошным швом, рекомендуется сваривать заготовки короткими швами, через 5-10 см. Только потом можно будет наложить непрерывный сварочный шов.
Только потом можно будет наложить непрерывный сварочный шов.
Что это даст? Самое главное, тонкий металл не будет вести.
Следующий совет, это варить тонкий металл, только короткой дугой. Новичкам в сварке придётся сначала научиться выдерживать короткую дугу, поскольку это не так то и просто.
Короткая дуга имеет длину не более 4 мм, а нормальная дуга, от 4 до 6 мм. Так вот, чтобы варить короткой дугой (длинной дугой можно прожечь металл), электрод нужно быстро отводить от металла, а во время сварки, как можно ближе удерживать к поверхности.
Если металл очень тонкий, менее 2 мм, то во время его сварки нужно охлаждать места соединения, используя теплоотводящие пластины. Также нужно давать перерыв на то, чтобы металл немного остыл, так как длительное воздействие высоких температур может привести к его деформации.
Варить тонкий металл нужно быстро. То есть, не нужно подолгу удерживать электрод на одном месте, поскольку, в противном случае, образуется прожог.
Технологический процесс сварки тонких металлов
- Хорошо обработайте свариваемые участки металла, на них не должно быть ржавчины, грязи, жирных пятен;
- Поместите заготовки как можно ближе друг к другу, а затем соедините их струбцинами. Зазора при сварке тонкого металла быть почти не должно;
- Начните с прихваток, делая короткие швы на расстоянии 10 см., друг от друга;
- Затем наложите сплошной шов;
- Дайте металлу достаточно время на то, чтобы остыть.
Каждому сварщику нужно уметь варить тонкий металл. Не всё удаётся с первого раза, особенно у новичков электросварщиков. Опыт приходит с годами, поэтому стоит набраться терпения и выдержки.
СВАРКА ТОНКОГО МЕТАЛЛА инвертором и электродом [технология]
[Сварка листов тонкого металла инвертором] позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т. д.
д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Далее предлагаем ознакомиться с пошаговым уроком, специально созданным для начинающих сварщиков, с помощью которого можно узнать, как правильно варить инверторным полуавтоматом тонкий металл.
Содержание:
- Пошаговое руководство по свариванию инвертором тонкого металла
- Шаг первый
- Шаг второй
- Шаг третий
- Как вести контроль над дуговым зазором?
- Особенности формирования сварочного шва
- Сварка тонколистового металла плавящимся электродом
- Как выбрать полярность при работе инвертором?
- Практические советы для начинающих сварщиков
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Видео:
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.

Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Видео:
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
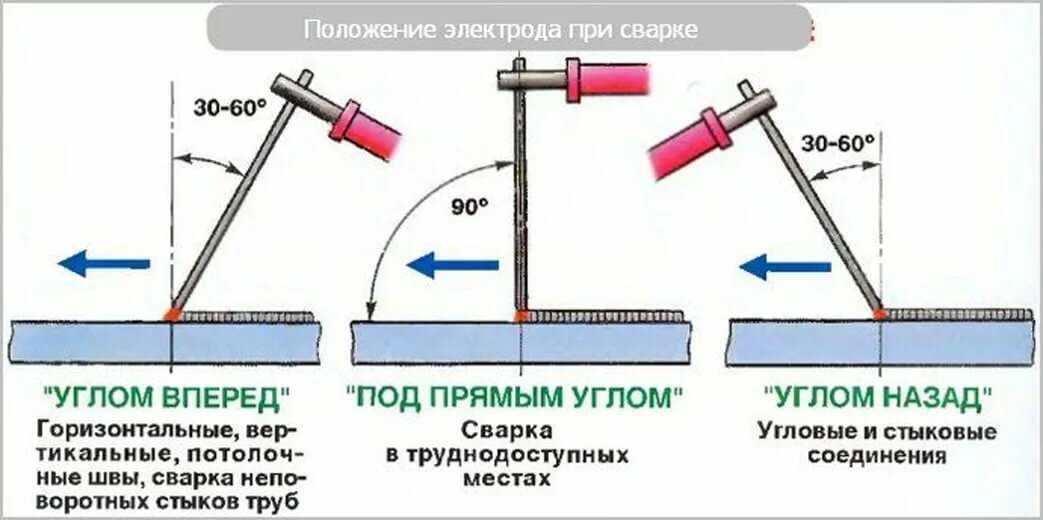
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
Видео:
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Видео:
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Видео:
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.

Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
Как приклеивать сварные швы к тонким металлам; Лучшее руководство и советы 2021 года » Часто задаваемые вопросы о сварке
Сварка электродом — это процесс, известный тем, что он выделяет много тепла. Это может привести к прожогу при сварке тонких листов металла. Значит ли это, что вам не следует использовать электродуговую сварку на тонком металле?
Несмотря на то, что сварка MIG и TIG рекомендуется для сварки тонкого металла поверх сварки электродом, этим процессом все же можно сваривать тонкие листы металла. И в этой статье мы рассмотрим сварку тонкого металла.
Как сваривать тонкие листы металла с помощью сварочного аппарата
Шаг первый: выбор электрода
Для сварки тонких листов металла электродом требуется электрод, который одновременно прощает ошибки и имеет высокую скорость наплавки. Лучшими стержнями для работы могут быть стержни ⅛ дюйма 6011 или 6013. Если вы работаете с поверхностью, покрытой ржавчиной или краской, модель 6011 немного более щадящая.
Лучшими стержнями для работы могут быть стержни ⅛ дюйма 6011 или 6013. Если вы работаете с поверхностью, покрытой ржавчиной или краской, модель 6011 немного более щадящая.
Шаг второй: очистите поверхность
Несмотря на то, что сварка электродами известна тем, что она прощает ржавые, окрашенные и грязные поверхности, всегда полезно сначала очистить поверхность сварного шва. Тем не менее, не трите поверхность слишком сильно, иначе у вас может не остаться металла для сварки.
Шаг третий: установка сварочного аппарата
сварка тонким металломДля достижения наилучших результатов рекомендуется использовать отрицательный электрод постоянного тока. Это означает, что держатель электрода будет подключен к отрицательной клемме сварочного аппарата . Причина этого в том, что он производит наименьшее проникновение.
Глубокое проплавление не всегда рекомендуется для тонких листов металла, так как это может привести к прожогу, учитывая толщину металла.
Шаг четвертый: сварка металла
При сварке металла лучше всего поджечь его, как спичку. Чтобы избежать прожога, ударьте по арке и отколите ее, прежде чем снова ударять по ней.
Преимущества сварки электродом тонкого металла
- Сварка электродом более щадящая на ржавых, грязных или окрашенных поверхностях, чем сварка ТИГ и МИГ
- Сварка электродом может выполняться на улице в ветреную погоду Сварка MIG необходимое оборудование дешевле
- Нет необходимости во внешнем защитном газе при сварке электродом
Недостатки сварки электродом тонкого металла
- Выделяется большое количество тепла, которое может вызвать прожог листового металла
- При сварке электродом образуется много брызг и шлак
- Готовый шов обычно не эстетичен
Советы по безопасности при сварке электродом
- Из-за тепла, выделяемого при сварке электродом, рекомендуется надевать перчатки и другие средства защиты при сварке
- Носите сварочную маску для защиты глаз от ультрафиолетового излучения
- Убедитесь, что вы работаете в помещении, где нет беспорядка, чтобы не споткнуться и не упасть
- При сварке убедитесь, что вы даете аппарату для сварки электродом остыть, чтобы избежать перегрева
Q-1 : Какой электрод лучше всего подходит для электродуговой сварки тонкого металла?
Ответ: Одним из лучших электродов для листового металла является стержень 6013. Это быстрозамерзающее удилище, которое хорошо работает с тонкой сталью. Стержни 6011 также рекомендуются для сварки тонких металлических листов.
Это быстрозамерзающее удилище, которое хорошо работает с тонкой сталью. Стержни 6011 также рекомендуются для сварки тонких металлических листов.
Ответ: С помощью дуговой сварки вы можете использовать калибр до 22. При этом калибре вы в основном будете выполнять сварку прихватками и пропусками. Что-нибудь ниже 22 калибра, и вам будет действительно трудно сваривать, не испытывая прожога.
Ответ: Сварка электродом может выполняться на различных металлах, включая мягкую сталь, чугун, низколегированную и высоколегированную сталь, а также углеродистую сталь.
Заключение Сварка стержнем — идеальный процесс сварки ржавых, окрашенных или грязных материалов. Таким образом, хотя это не лучший вариант для сварки тонкого металла, он идеален, когда у вас нет выбора. Это может быть, когда вы не можете должным образом очистить металл для сварки TIG или MIG.
Это может быть, когда вы не можете должным образом очистить металл для сварки TIG или MIG.
Советы, приемы и быстрые способы сварки
Арсенал сварочного оружия, которое можно использовать в битвах при выполнении работ по ремонту металла, с годами вырос в геометрической прогрессии и теперь включает в себя алфавитный список сварщиков.
Если вам больше 50 лет, вы, вероятно, научились сваривать с помощью аппарата SMAW (электродуговая сварка в защитном металле или электродуговая сварка).
1990-е годы принесли нам простоту сварки проволокой MIG (металл в инертном газе) или FCAW (дуговая сварка с флюсовой проволокой), которая упразднила очень много коробок для жужжания. Совсем недавно технология TIG (вольфрамовый инертный газ) нашла свое применение в фермерских магазинах как идеальный способ сварки листового металла, алюминия и нержавеющей стали.
В настоящее время все более широкое внедрение многоцелевых сварочных аппаратов означает, что все четыре процесса можно использовать в одном пакете.
Ниже приводится краткий курс по сварке, который оттачивает ваши навыки для достижения надежных результатов независимо от используемого сварочного процесса.
- ПОДРОБНЕЕ: Сварочная тележка для бездорожья
Здравые советы по сварке проволокой
Джоди Коллиер сделала карьеру в области сварки и обучения сварщиков. Его веб-сайты Weldingtipsandtricks.com и Welding-TV.com полны практических советов и приемов, касающихся всех видов сварки.
Вот 10 советов от Collier, которые помогут улучшить ваши навыки сварки MIG и сварки с флюсовой проволокой.
- Получите лучший зажим заземления. Это, наверное, один из самых важных советов MIG! Вы когда-нибудь слышали, как кто-то стреляет из МИГа, и это звучит как стрельба из проезжающего мимо автомобиля? Вы знаете, что не так? Плохая земля! Ни для кого не секрет, что медь является лучшим проводником. Вот почему медные заземляющие зажимы лучше, особенно с сильной пружиной.
 Чтобы получить хорошее заземление, приобретите хороший зажим.
Чтобы получить хорошее заземление, приобретите хороший зажим. - Следите за своим вылетом. Вылет провода неправильно понят. Это относится к расстоянию от сварочного наконечника (также называемого контактным наконечником) до дуги, а не к расстоянию от сопла до дуги. Слишком длинный вылет смягчает дугу, что приводит к нагромождению сварного шва. Более длинный вылет работает нормально и может быть полезен на очень тонком листовом металле. Для переноса струи с высокой силой тока предпочтительнее более длинный вылет, но если вы хотите получить хорошую четкую дугу с помощью MIG с коротким замыканием на более толстом металле, оставьте вылет менее 1/2 дюйма.
- Научитесь сваривать в гору. Еще один из многих важных советов по сварке MIG — сварка в гору на всем, что толще ¼ дюйма. Продавливая сварной шов, вы можете добиться лучшего провара.
- Убедитесь, что контактная трубка, направляющая пистолета и приводные ролики соответствуют размеру проволоки.

- Время от времени очищайте направляющую пистолета и приводные ролики и не допускайте попадания брызг на сопло пистолета. Замените контактный наконечник, если он заблокирован или плохо подается. Если вы хотите, чтобы ваши наконечники служили немного дольше, купите средство для чистки наконечников резаков и время от времени рассверливайте их. Держите в своем наборе инструментов набор новых контактных советов.
- Замените гильзу пистолета, когда это необходимо. Со временем вкладыши забиваются пылью и медью от провода. Если вы хотите проверить лайнер на наличие проблем с подачей, выключите машину, ослабьте пружинные зажимы натяжителя на роликах, положите провод пистолета на пол со снятым с пистолета контактным наконечником и протолкните проволоку пальцами. Кормить надо без принуждения. Если нет, замените его. Новый стоит около 20 долларов и будет иметь большое значение.
- Всегда выполняйте сварку обеими руками. Удерживайте изгиб шейки пистолета в одной руке и держите часть со спусковым крючком в другой. Стабильность при нажатии на спусковой крючок очень важна для хорошего старта. Когда пистолет отталкивается, когда вы нажимаете на спусковой крючок, это только приводит к большему, чем необходимо, прихваточному шву и некрасивому валику.
- Сохраняйте натяжение втулки механизма подачи проволоки и давление приводного ролика достаточно тугими для подачи проволоки плюс еще немного, но не перетягивайте.
- Используйте большой откидной (удлинительный) шнур. Если вам необходимо использовать удлинитель, используйте толстый и как можно более короткий шнур.
- Получите хороший автоматически затемняющийся шлем. Смещение даже на ¼ дюйма от сварочной дорожки, когда вы киваете шлемом вниз, может все испортить. В качественном шлеме с автоматическим затемнением вы можете увидеть, куда направлен провод, еще до того, как вы нажмете на курок.

Смена газов MIG
Основным газом для сварки MIG является углекислый газ (CO2). В то время как CO2 экономичен и отлично подходит для создания глубоко проникающих сварных швов в толстой стали, этот защитный газ может быть слишком горячим при сварке тонкого металла. Вот почему Джоди Коллиер предлагает перейти на смесь 75% аргона и 25% СО2.
«О, вы можете использовать чистый аргон при сварке алюминия или для сварки MIG стали, но только для очень тонких материалов», — говорит он. «Все остальное сваривается ужасно чистым аргоном».
Кольер отмечает, что на рынке есть много газовых смесей, таких как гелий-аргон-CO2, но иногда их трудно найти и они дороги.
Для нужд большинства фермерских хозяйств запасы газа под рукой должны включать CO2 и смесь аргона и CO2.
Вам нужно будет добавить две газовые смеси 100% аргона или смесь аргона и гелия для сварки алюминия и смесь 90% аргона, 7,5% гелия и 2,5% CO2, если вы ремонтируете нержавеющую сталь на ферме.
Глубина проникновения при сварке MIG зависит от защитного газа. Углекислый газ (показан справа вверху) обеспечивает более глубокий провар по сравнению со смесью аргон-CO2 (слева вверху).
- ПОДРОБНЕЕ: Инструменты года 2021: Металлообработка и сварка
Чистка алюминия обязательна
Очистка места сварки имеет решающее значение, потому что оксиды алюминия плавятся при 3700°F, а основной металл плавится при 1200°F. Таким образом, любые оксиды (окисленная или белая коррозия) или масла на ремонтируемой поверхности будут препятствовать проникновению присадочного металла.
Очистка требует двух операций: удаления всего масла и жира, а затем удаления любых оксидов алюминия.
Устранение масла и смазки стоит на первом месте. Тогда — и только тогда — следует удалить окислившееся загрязнение. Не изменяйте этот порядок, предупреждает Джоэл Орт из Miller Electric.
Вот дополнительные указания по очистке алюминия.
- Удалите масло, жир и водяной пар с помощью органического растворителя, такого как ацетон, не хлорированный очиститель тормозов или слабощелочной раствор, такой как сильное мыло. Вы также можете использовать обезжириватели на основе цитрусовых, но обязательно промойте и высушите место сварки перед сваркой.
- Удалите оксиды с поверхности проволочной щеткой из нержавеющей стали в сочетании с сильным щелочным или кислотным очистителем. Убедитесь, что щетка используется только для очистки алюминия. Многие поставщики сварочных материалов продают растворы для удаления оксидов в аэрозольных баллончиках или пластиковых бутылках.
- Удалите всю краску.
- Если вы не собираетесь сразу заваривать место ремонта, накройте сварной шов коричневой крафт-бумагой, чтобы грязь и песок из воздуха не оседали в зоне сварки.
- Держите место сварки алюминия сухим и поддерживайте комнатную температуру для успешной сварки.

Это не сварочный аппарат твоего папы
Дайте палочной сварке еще один шанс.
Сварщики с проволочной проволокой в 19-м веке стали собирать пыль на углах магазинов, чтобы собирать пыль.90-е.
Но современному сварочному аппарату есть место на ферме и особенно в поле.
В отличие от тех старых жужжащих коробок, которые работали только на переменном токе (AC), современный сварочный аппарат работает как на переменном, так и на постоянном токе (DC), меняя полярность сварки 120 раз в секунду.
Такая быстрая смена полярности дает огромные преимущества, включая более легкий запуск, меньшее прилипание, меньшее разбрызгивание, более привлекательные сварные швы, а также более легкую вертикальную и потолочную сварку.
Прибавьте к этому тот факт, что электродуговая сварка обеспечивает более глубокие сварные швы, превосходно работает на открытом воздухе (где ветер сдувает защитный газ MIG), эффективно работает на толстых материалах и прожигает ржавчину, грязь и краску. Сварочные аппараты также портативны и просты в эксплуатации, так что вы можете понять, почему новый сварочный аппарат с ручным управлением или многопроцессорный сварочный аппарат стоит вложений.
Сварочные аппараты также портативны и просты в эксплуатации, так что вы можете понять, почему новый сварочный аппарат с ручным управлением или многопроцессорный сварочный аппарат стоит вложений.
Советы по стикам
Джоэл Орт из Miller Electric предлагает следующие указатели для стержневой сварки. Подробную информацию можно найти по адресу: millerwelds.com/resources/welding-guides/stick-welding-guide/stick-welding-tips.
- Универсальным электродом является электрод A6011, который обеспечивает глубокий провар даже в грязных, ржавых или окрашенных материалах. Но держите при себе немного E7018, так как этот электрод с низким содержанием водорода идеально подходит для сварки в нерабочем положении и при сварке высокопрочной стали. При сварке нержавеющей стали выбирайте электрод из нержавеющей стали 312 Plus.
- Чтобы установить силу тока, сначала определите рекомендуемый диапазон силы тока для вашего типа и диаметра электрода. Затем выберите силу тока в пределах диапазона, основанного на толщине вашего металла (чем тоньше металл, тем меньше ампер).

- Начните с нуля и постукивайте по практике. Попробуйте любой метод запуска, чтобы узнать, что работает для вас. При начале с нуля вы проводите электродом по заготовке, как чиркая спичкой, слегка приподнимая электрод после прикосновения к заготовке. Если дуга гаснет, значит, электрод был поднят слишком высоко. Если электрод прилипает к заготовке, быстро поверните его, чтобы освободить. При постукивании опустите электрод прямо на заготовку, а затем слегка приподнимите, чтобы зажечь дугу. Если дуга гаснет, электрод был поднят слишком высоко. Снова поверните, чтобы освободить электрод, если он прилипает.
- При сварке углового шва катет шва должен быть равен толщине свариваемых деталей.
Водород убивает сварные швы
Водород представляет собой ведущую угрозу при сварке, способствуя задержке сварки, растрескиванию зоны термического влияния, которое происходит через несколько часов или дней после завершения сварки, или тому и другому вместе.
Тем не менее, водородную угрозу обычно легко устранить путем тщательной очистки металла. Удалите все масло, ржавчину, краску и любую влагу, поскольку они являются источниками водорода.
Удалите все масло, ржавчину, краску и любую влагу, поскольку они являются источниками водорода.
Тем не менее, водород остается угрозой при сварке высокопрочных сталей (все чаще используемых в современной почвообрабатывающей технике), толстых профилей металла и сильно защемленных участков сварки. При исправлении этих материалов обязательно используйте электрод с низким содержанием водорода и предварительно нагревайте область сварки.
Пористость: основная причина непрочных сварных швов
Губчатые отверстия или крошечные пузырьки, появляющиеся на поверхности сварного шва, являются верным признаком того, что ваш сварной шов имеет пористость, отмечает Джоди Коллиер, который считает это состояние проблемой №1 при сварке.
Пористость сварного шва может принимать различные формы, включая поверхностные поры, червоточины, кратеры и полости, которые видны (на поверхности) и невидимы (в глубине сварного шва).
Помимо уродливого внешнего вида, пористость предсказывает плохой, слабый сварной шов.
К возможным причинам пористости относятся:
- Недостаточное покрытие защитным газом (из-за неправильного расхода или сквозняка, сдувающего газ). Типичный расход газа должен составлять от 30 до 40 кубических футов в час. «Некоторые операторы ошибочно полагают, что регулятор давления — это все, что необходимо для обеспечения надлежащего расхода газа и давления, — говорит Коллиер. «Но манометр не задаст расход. Вместо этого инвестируйте в расходомер».
- Смазочные материалы, влага, ржавчина, краска, прокатная окалина и другие загрязнения на основном материале.
- Чрезмерный вылет провода, препятствующий надлежащему покрытию защитным газом.
- Несоблюдение рекомендованного производителем провода вылета провода.
Кольер также советует: «Держите ванну расплавленной в течение более длительного времени, чтобы позволить газам выкипеть из сварного шва, прежде чем он замерзнет».
Попробуйте тонкую проволоку для хорошего сварного шва
Хотя наиболее распространенные диаметры сварочной проволоки составляют 0,035 и 0,045 дюйма, проволока меньшего диаметра может облегчить создание хорошего сварного шва. Попробуйте использовать проволоку диаметром 0,025 дюйма, особенно при сварке тонкого материала толщиной 1⁄8 дюйма или меньше, — предлагает Карл Хус из Lincoln Electric.
Попробуйте использовать проволоку диаметром 0,025 дюйма, особенно при сварке тонкого материала толщиной 1⁄8 дюйма или меньше, — предлагает Карл Хус из Lincoln Electric.
Причина?
Он объясняет, что большинство сварщиков, как правило, делают сварной шов слишком большого размера, что может привести к проблемам с прожогом. Проволока меньшего диаметра обеспечивает более стабильные сварные швы при более низком токе, который имеет меньшую склонность к прожогу.
Если вы уменьшите сварочный ток, у вас будет больше шансов на успех при сварке более тонких материалов.
Будьте осторожны, используя этот подход на более толстых материалах (3/16 дюйма и толще), потому что проволока диаметром 0,025 дюйма может привести к непровару.
Лучшие практики TIG
Когда-то фермеры, ищущие лучший способ сварки тонкого металла, алюминия и нержавеющей стали, могли только мечтать о них, сварочные аппараты TIG становятся все более распространенными в фермерских магазинах из-за растущей популярности многопроцессорных сварочных аппаратов.
Однако, исходя из личного опыта, научиться сварке TIG будет не так просто, как сварке MIG.
TIG требует трехсторонней координации с использованием обеих рук (одна держит источник тепла в раскаленном как солнце вольфрамовом электроде, а другая рука подает заполняющий стержень в дугу) и ноги (управление педалью или регулятором силы тока, установленным на горелке). для запуска, регулировки и прекращения подачи тока).
Мои первые попытки сварки TIG напоминали птичий помет на стали.
Чтобы избежать результатов, подобных моим, новички и те, кто хочет отточить свои навыки, могут воспользоваться этими советами по сварке TIG. Слова Рона Ковелла, консультанта Miller Electric, из его «Советов по сварке: секрет успеха при сварке TIG».
Полную версию можно найти на сайте millerwelds.com.
- Убедитесь, что все чисто до скрипа. Сварка TIG не устойчива к любым загрязнениям. Обязательно очистите основной металл хорошим обезжиривающим средством, прежде чем чистить его специальной проволочной щеткой.
 (Не используйте одну и ту же щетку для разных видов металла.) Также протрите наполнительный стержень обезжиривателем.
(Не используйте одну и ту же щетку для разных видов металла.) Также протрите наполнительный стержень обезжиривателем. - Усаживайтесь поудобнее. Когда это возможно, я предпочитаю сидеть во время сварки. Даже в ситуациях, когда невозможно сидеть, любые небольшие изменения моей позы или положения тела, которые делают меня более удобным, окажут заметное влияние на сварной шов.
- Ищите способы поддержать руки. Наличие надежной опоры для кистей или предплечий имеет решающее значение для точного перемещения резака. Я делаю сварку лучше всего, когда основание моих рук или запястья каким-то образом поддерживаются. Часто вы можете положить запястья на свариваемую деталь. Рядом со сварочным столом я держу различные деревянные и металлические блоки, и часто я могу получить лучшую поддержку, поставив блок, чтобы положить на него руку с горелкой.
- Выполните тренировочный заезд (без питания). Многие профессиональные сварщики делают это перед каждым проходом.
