Как варить вертикальный сварочный шов: Как варить шов: вертикальный, горизонтальный, потолочный
alexxlab | 10.04.2023 | 0 | Разное
Сварка вертикальных швов и потолочных швов, полуавтоматом, инвертором, электродом, для начинающих и профи
Мастеру следует знать, что сварка вертикальных и потолочных швов имеет свои особенности. Если учесть их, то сварочный шов получится максимально надежным.
Сварка швов в вертикальном положении сложна тем, что расплавленный материал под действием силы тяжести будет вытекать из сварочной ванны. Как правильно варить сваркой вертикальный шов, учитывая эту проблему? Опытные мастера советуют использовать способ «снизу вверх». Следует подготовить горизонтальную площадку, сечение которой совпадает с сечением создаваемого шва. Электрод при сварке должен выполнять поперечные колебания полумесяцем. Такая сварка вертикального шва для начинающих предпочтительнее, так как ее проще освоить.
Сначала мастеру следует наплавить полочку на свариваемые кромки. После чего малыми порциями наплавляют металл, постепенно направляя электрод выше. В итоге внизу должен формироваться сварной шов.
В итоге внизу должен формироваться сварной шов.
Электрод переменно направляется вверх и вниз. Металл должен постоянно поступать на кромки и аккуратно переноситься вверх при помощи электрода.
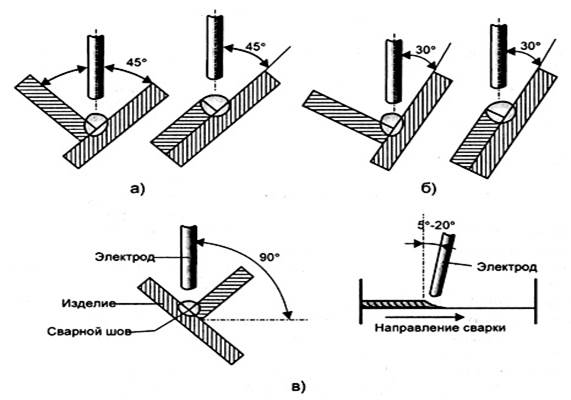
Как варить вертикальный шов дуговой сваркой, чтобы добиться высокого качества сварного шва? Первым делом по линии создаются небольшие прихваты до 2 см. Это позволит скрепить заготовки и избежать смещения или деформации из-за высокой температуры. Перед тем, как варить вертикальные швы электродуговой сваркой, следует определиться с углом наклона. Он должен быть в пределах 45-90°. Сварка начинается в самой нижней точке. Дуговая сварка вертикальный шов можно создавать, двигая инструмент «елочкой», то есть из стороны в сторону, постепенно продвигаясь вверх. Вертикальный шов электродуговой сваркой как правильно варить, выбрав подходящую температуру? Опытные мастера советуют создавать такие швы с током, который будет примерно на 15 % меньше по сравнению со сваркой в нижнем положении.
Ручная сварка вертикальных швов предполагает активную работу без задержек. Если закончился электрод, то мастеру следует как можно быстрее поменять его, ведь задержка приводит к остыванию области ванны. Когда производится сварка вертикального шва ручной дуговой сваркой, важно также избежать зашлакованности зазора. Для этого надо делать начальный заход в глубину максимально быстро.
Сварка вертикальных швов инвертором для начинающих обладает несколькими важными моментами, которые надо учитывать. К примеру, новички часто создают сварочные швы с дефектами. В стыках могут иметься полости воздуха, и такое соединение будет непрочным. Причиной является небольшая сила тока или быстрое движение электрода. Когда закончена сварка металла вертикальные швы
могут иметь поры или наплывы. Обычно это связано с тем, что начинающий сварщик неверно подобрал электроды или они имеют слишком низкое качество.
Сварка вертикального углового шва считается наиболее сложной работой. Ведь мастеру приходится находиться в неудобном положении, подняв руки вверх. В этом случае нужно помнить о нескольких правилах:
- Ход электрода должен быть плавным.
- Наплавка металла производится равномерно.
- Во время сварки следует избегать остановок электрода.
Когда требуется сварка вертикальным швом трубу, перед мастером стоит задача не допустить, чтобы жидкий материал отошел от сварочной области. Поэтому нужна стабильно горящая электродуга. Мастеру следует расположить ее таким образом, чтобы между сварочной ванной и концом электрода был маленький пробел.
Сварка вертикальных швов полуавтоматом пройдет успешно, если выполнить следующие рекомендации:
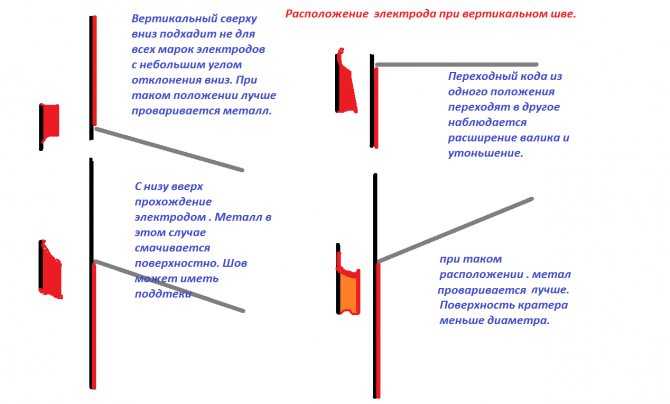
- При толщине материала менее 3 мм сварку ведут сверху вниз, а при большей толщине наоборот.
- Горелка прибора располагается под углом 45° к поверхности изделия.

- Ток и скорость подачи проволоки должны быть небольшими, так как материал плавится быстрее по сравнению с ручной сваркой.
Сварка в потолочном положении шва требует от мастера внимательности и аккуратности. Ведь из-за особенности расположения шва расплавленный материал будет стремиться вытечь из ванны. В связи с этим при сварке потолочных швов сварочный ток мастеру следует уменьшить примерно на 15 % по сравнению со сварочными работами в нижнем положении.
Как варить потолочный шов дуговой сваркой
, чтобы соединение было максимально прочным? Перед началом работ надо убедиться, что электроды сухие. Ведь если они влажные, то создаваемые газы будут подниматься вверх и останутся в шве. В результате возникнут внутренние пустоты.Сварка потолочных швов ручной дуговой сваркой может проходить тремя способами:
- Лесенкой.
 Мастер помещает электрод под углом примерно 110° к плоскости, приближает к материалу и зажигает дугу. Данная технология сварки потолочных швов подразумевает, что после формирования небольшого количества расплавленного материала электрод отдаляют на 10 мм от потолочной поверхности. Затем электрод снова возвращают, чтобы перекрыть застывшую часть материала расплавом, длина которого должна составлять около 1/3 ее длины.
Мастер помещает электрод под углом примерно 110° к плоскости, приближает к материалу и зажигает дугу. Данная технология сварки потолочных швов подразумевает, что после формирования небольшого количества расплавленного материала электрод отдаляют на 10 мм от потолочной поверхности. Затем электрод снова возвращают, чтобы перекрыть застывшую часть материала расплавом, длина которого должна составлять около 1/3 ее длины.
- Полумесяцем. Сварщик располагает электрод под углом 110° к поверхности потолка. Затем совершает им колебательные движения, похожие на дуговые зигзаги, постоянно заводя электрод на застывшую область материала.
- Обратнопоступательно. Сварка потолочного шва электродами таким методом доказала свою надежность. Концом электрода мастер постоянно возвращается на застывший участок материала, в результате происходит постепенное удлинение шва.
Как правильно варить потолочный шов сваркой, чтобы быстрее освоить эту работу новичкам? Опытные мастера советуют применять половину электрода. Это упрощает управление положением его конца.
Потолочный шов сварка как правильно
все сделать и получить надежное соединение? В большинстве случаев желательно сводить кромки свариваемых изделий максимально близко друг к другу. Сварку с зазорами качественно выполнит только высококвалифицированный мастер.Если предстоит сварка потолочного шва полуавтоматом, то можно использовать способ «на себя». В процессе работы мастер старается «подталкивать» сварочную ванну по направлению сварки. Если надо проварить корень шва, то ток увеличивают примерно на 20 %. После проварки корня область сварки надо зачистить до «серебра». Затем при помощи болгарки создается борозда по центру корня. Это позволит повысить точность проваривания облицовочного шва. Сварка потолочного горизонтального шва обычно производится на дуге с небольшой длиной.
Потолочная сварка угловых швов
Как правильно варить вертикальный шов
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
Сварка вертикальных швов более сложна в технологическом плане, чем работа в горизонтальной плоскости. Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка. Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки. Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках. Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Инвертор или полуавтомат
Инвертор с функцией ММА — это та же ручная дуговая сварка, но работающая по другому принципу, в отличие от трансформаторной.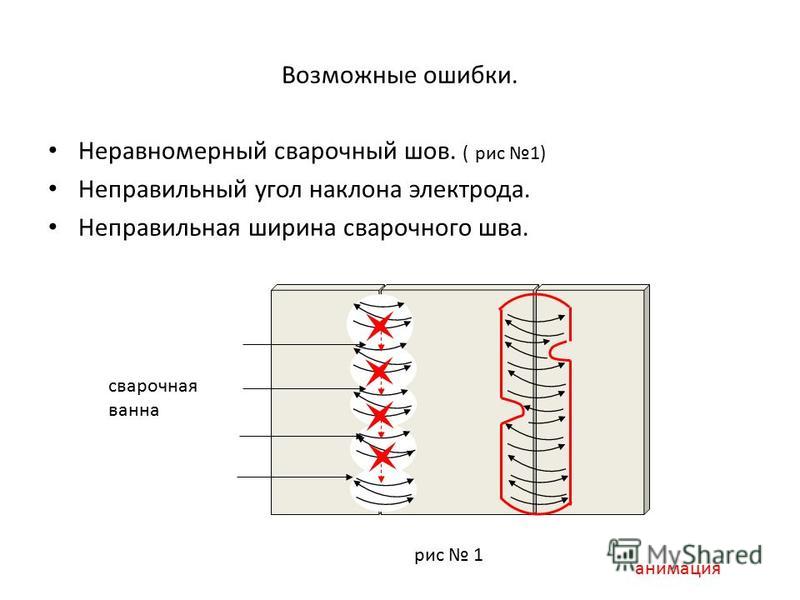 При этом используется покрытый плавящийся электрод. Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение. Так чем же лучше варить вертикальный шов? В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получится.
При этом используется покрытый плавящийся электрод. Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение. Так чем же лучше варить вертикальный шов? В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получится.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов. Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости. Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости. Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение. Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Технология сварки вертикальных швов
Главное правило — вертикальные швы наиболее приемлемо накладывать снизу вверх! В таком положении дуга будет как-бы подталкивать сварочную ванну и не позволять ей стекать вниз. А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
Особенности ручной сварки
При работе с ручной сваркой нужно выполнять некоторые особенные требования.
При сварочных работах с вертикальными швами нужно установить ток немного ниже, чем обычно. Это способствует образованию меньшего количества тепла, а, значит, металл будет не так быстро растекаться. Для того, чтобы избежать интенсивного стекания расплава вниз, нужно выдерживать более короткую дугу. Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону. Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой. Наиболее качественным получиться соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.
Если у Вас мало опыта в таком виде работ, лучше всего поэкспериментировать отдельно от изделия, выбрав оптимальную силу тока и скорость ведения шва, и только тогда приступать к основной работе.
Сварка полуавтоматом
Рекомендации по тому, как варить вертикальные швы полуавтоматом, немного отличаются от ручного аналога.
Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз. При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх. Горелку полуавтомата располагают под углом в 45 градусов к поверхности. Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
При сварке вертикальных швов полуавтоматом, нужно руководствоваться тремя главными правилами: выдержать нужную длину дуги (короче), обеспечить равномерное движение держателя и установить нужный угол к свариваемым поверхностям.
Безопасность при вертикальной сварке
Сварочное оборудование довольно травмоопасное, но, кроме общих правил по безопасной работе (защита зрения, электробезопасность и прочие), существуют некоторые требования и при выполнении различных видов швов. Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора. Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки. Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора. Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки. Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Часто вертикальные швы приходится варить в ограниченном пространстве (например, под автомобилем), в таком случае нужно обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый).
Также не стоит забывать и об электробезопасности.
Как сваривать вертикально вверх
Существует несколько различных положений, в которых можно сваривать
в: плоские, горизонтальные, накладные и вертикальные. Большинство сварочных работ выполняется в квартире
позицию, потому что это проще всего, но иногда у вас не будет выбора. Если
металл, который вы свариваете, уже торчал в воздухе вертикально,
вот как вам придется сварить его.
Большинство сварочных работ выполняется в квартире
позицию, потому что это проще всего, но иногда у вас не будет выбора. Если
металл, который вы свариваете, уже торчал в воздухе вертикально,
вот как вам придется сварить его.
Несколько применений, требующих вертикальной сварки вверх включают структурные сварные швы на зданиях и сварку труб. Много таких сварных швов будет делаться на толстом, тяжелом металле, который нельзя просто так положить и сдвинуть позже.
Благодаря гравитации это одна из самых сложных позиций, которые вы можете свариться, но это отличный навык. Хотя может быть сложно учиться, есть хитрость, позволяющая каждый раз совершенствовать вертикальный сварной шов вверх, будь то MIG, TIG или палка.
Сварка Up With MIG
В целом, вертикальная сварка MIG вверх выполняется почти так же,
как стандартная сварка MIG, с
просто небольшие изменения. Чтобы получить хороший проплавляющий вертикальный шов вверх, все, что вам нужно
нужно сделать, это уменьшить настройки и сделать треугольники. Не уверен, что это
означает? Давайте объясним.
Не уверен, что это
означает? Давайте объясним.
Когда вы свариваете вверх, вы боретесь с сила тяжести. Это означает, что если ваша сварочная ванна слишком жидкая, вы не сможете чтобы правильно его контролировать. Вы обнаружите, что большая часть этого в конечном итоге капает или падает вне сустава.
Вот почему уменьшение настроек — это первый шаг к получить хороший вертикальный шов. Они не должны быть очень низкими; ты все еще хочешь чтобы получить достаточно тепла в металле, чтобы проникнуть в него. Какие бы настройки вы обычно использовать для сварки вниз рукой, мы рекомендуем уменьшить ваши вольты примерно на 3 или 4 и скорость вашей проводки примерно на 5 или 6.
Вот пример: скажем, вы свариваете 6-миллиметровую сталь с 0,8-миллиметровым
проволока. Для стандартного сварного шва, лежащего на столе, ваши настройки должны быть
около 23 В (вольт) и 12 м/мин (скорость проволоки). Если вы хотите сварить вертикально вверх на
того же металла, вы бы сбросили свои настройки, чтобы они больше походили на 19-20 В и
6-7м/мин.
После того, как вы настроили параметры так, чтобы ваш сварной шов не выпадение, второй шаг – ваша техника. Вот откуда треугольники дюймов
Изготовление треугольниковТехника треугольника звучит именно так. Ты хотите переместить свой факел таким образом, чтобы это выглядело так, как будто вы рисуете треугольники. Используя технику треугольника, вы можете сохранять контроль над своим сварочной ванны и получить надлежащее проникновение в соединение.
Перемещение фонарика в форме треугольника также поможет распространять тепло. Вместо того, чтобы быть сосредоточенным в одном месте, тепло постоянно перемещались по суставу, поддерживая общую температуру на низком уровне.
Итак, как именно вы это делаете? Что касается вертикали
вверх, вы не хотите начинать в середине сустава. Вы хотите начать свой
дуга наклонена в одну сторону. Независимо от того, выполняете ли вы сварку встык или угловой шов,
у вас будет левая часть и правая часть металла.
Неважно, с какой из них вы начнете. Скажем, вы начните сварку слева. Первый шаг — переместить фонарик слева направо. право, идя прямо над суставом. Вы хотите построить базу для начала прежде чем перейти к остальной части движения треугольника.
После того, как у вас есть основа, следующим шагом будет приваривание по диагонали к стыку. Ваш резак должен двигаться с правой стороны вверх в центр сустава. Затем сварите по диагонали вниз чуть выше места начала сварки. Все движение выглядит как треугольник. Это первый треугольник. Теперь можно просто повторить шаги: прямо, по диагонали вверх, по диагонали вниз.
Держите горелку в стыке как можно плотнее, и вы иметь возможность контролировать сварочную ванну, направляя ее туда, куда нужно быть.
Чтобы получить наилучший результат, ненадолго останавливайтесь по бокам и пробивка посередине поможет с проплавлением и сварным швом. сустав более плоский.
Перевернутая V-образная техника Техника треугольника не единственная, которую можно использовать
сваривать вертикально вверх. Также есть перевернутая буква V. Она выглядит и работает именно так.
как следует из названия, и принцип тот же, что и треугольники.
Также есть перевернутая буква V. Она выглядит и работает именно так.
как следует из названия, и принцип тот же, что и треугольники.
Три точки V заставят вас мочиться в обе стороны и пробивая в середину.
По большей части все вертикальные техники направлены на то же самое: держите сварочную ванну в стыке и пробивайте углы и корень.
После завершения запуска root вам не нужно будет использовать техника треугольника (или любая другая) на втором или третьем (или больше) подходе. Твой второй и третий проходы должны быть сделаны для усиления или закрытия сварного шва, поэтому все что манипуляции с горелкой не нужны.
Достаточно небольшого переплетения с паузами по краям, чтобы все смешалось вместе. Если вы не остановитесь на краях, вы рискуете получить подрез сварного шва. Подрез – дефект сварного шва, который необходимо исправить. Держите края связанными, и вы получите профессионально выглядящий вертикальный шов.
Сварка Up With STICK
Так же, как и MIG, когда речь идет о вертикальной сварке стержнем,
гравитация является самой большой проблемой. Однако, помимо изменения настроек,
это также о выборе правильного электрода для работы. Есть целый ряд
Типы электродов, каждый со своими свойствами, которые могут повлиять на то, насколько хорошо он будет работать.
работа в вертикальном положении.
Однако, помимо изменения настроек,
это также о выборе правильного электрода для работы. Есть целый ряд
Типы электродов, каждый со своими свойствами, которые могут повлиять на то, насколько хорошо он будет работать.
работа в вертикальном положении.
На конце каждого электрода имеется клеймо о классификации. Сталь электроды имеют букву «E», за которой следует 4-значный код (например, E6013), отштампованный на их конец. E просто означает электрод. Первые два числа (60) представляют прочность на растяжение, третья (1) указывает позиции, в которых она может находиться. используется в, а четвертая (3) относится к типу покрытия на нем.
При выборе электрода вам понадобится электрод с
прочность такая же или больше, чем у вашего основного металла. Его третья цифра должна читаться как 1,
что указывает на то, что его можно использовать во всех положениях, в том числе вертикально вверх.
Вам также понадобится покрытие, которое не будет слишком агрессивным или копающим, так как оно будет
гораздо сложнее контролировать при движении в гору.
Чтобы узнать больше об электродах и о том, какой из них следует использовать, ознакомьтесь с нашим Ultimate Stick Welding Guide .
Толкать или тянуть?Если у вас есть правильный электрод, следующее, что нужно сделать, это считать это техника. В отличие от любого другого вида сварки стержнем, вертикально вверх это единственный раз, когда вы захотите протолкнуть сварной шов. Это не должно быть резкое нажатие угол, но если вы попытаетесь потянуть сварной шов вверх, он просто выпадет.
Причина, по которой вы хотите толкать, а не тянуть, заключается в том, что это обеспечивает проникновение. Тянуть расплавленный металл в гору не получится сустав, не говоря уже о проникновении. Нажимая, вы можете быть уверены, что получаете достаточное проникновение в сварной шов.
При проталкивании сварного шва угол перемещения должен быть
10°-15°. Это также относится к вертикальной сварке вверх. Ваш электрод должен
быть направленным в центр соединения (например, перпендикулярно/90° на стыковом сварном шве)
а потом немного снизился.
Наконец, держите дугу как можно плотнее. без прилипания электрода. Сохранение узкой дуги поможет вам контролировать лужа, и это будет поддерживать более низкое напряжение. Чем длиннее дуга, тем выше вольт и тем горячее сварка.
Техника сварки электродом вертикально вверхвам также нужно будет манипулировать сварным швом, когда вы идете вертикально вверх по соединению. В целом говоря, сварка стержнем используется на более толстых материалах. ты не будешь сварка автомобильных панелей с ним. Имея это в виду, большинство сварных швов, которые должны быть выполнены вертикально вверх будет относительно толстым (около 6 мм+).
При сварке толстого металла почти всегда
в какой-то угол. Даже если вы выполняете стыковую сварку, если вы работаете
с таким толстым металлом он будет скошен. Если бы это было не так, вы бы никогда не проникли
на всем протяжении. Таким образом, вам, вероятно, потребуется несколько проходов на 6 мм или толще.
тарелки. Вот чем вертикальная палка вверх отличается от стандартной сварки палочкой.
Вот чем вертикальная палка вверх отличается от стандартной сварки палочкой.
Как и в случае с MIG, ваш первый запуск должен быть выполнен с техника треугольника. Остановка с обеих сторон сварного шва и пробивка центр поможет преодолеть разрыв и обеспечить проникновение.
После того, как ваш корневой прогон завершен, если вам нужен второй прогон, вы можете просто плести. Когда дело доходит до плетения, вы хотите убедиться, что вы двигаетесь зигзагами из стороны в сторону, проводя больше времени по бокам, чем посередине; середина сама о себе позаботится.
Нет необходимости в стольких манипуляциях, но вы хотите, чтобы сварной шов заполнил зазор и впитался в стороны. Если все сделано правильно, рябь на сварном шве должна быть близко друг к другу, что иногда называют эффектом веревки.
Не торопитесь Сварка электродом вертикально вверх — более медленный процесс, чем обычно. Если
если вы попытаетесь пройти через это, вы, скорее всего, потеряете весь сварной шов. Это будет
выпадать и капать вниз, и вам нужно будет начать снова.
Это будет
выпадать и капать вниз, и вам нужно будет начать снова.
И еще тот факт, что это сварка электродом. Вам понадобиться откалывать шлак после каждого прохода, особенно если нужно сделать несколько. Если если нет, то получатся шлаковые включения, являющиеся дефектом сварки.
Убедитесь, что вы потратили некоторое время на правильную настройку. Если у вас узкая дуга и вы двигаетесь медленно, но ваша лужа все еще слишком жидкая, понизьте свои настройки. Есть большая вероятность, что ваша сила тока слишком высока, и его уменьшение сделает ваш сварной шов намного легче контролировать.
Как правило, стержневые электроды поставляются с рекомендуемой диапазон силы тока. В большинстве случаев использование нижнего предела этого диапазона будет обеспечить достаточное количество тепла для проникновения, не сводя с ума сварочную ванну.
Однако так может работать не всегда. Если вы
сваривая металл, который находится на более толстой стороне, вы, возможно, не сможете оставаться в
нижний диапазон. Например, сварка низкоуглеродистой стали толщиной 8 мм электродом диаметром 2,6 мм. 8 мм
примерно такой же толщины, как этот электрод будет сваривать, поэтому снижение силы тока может означать
оно даже не плавится.
Например, сварка низкоуглеродистой стали толщиной 8 мм электродом диаметром 2,6 мм. 8 мм
примерно такой же толщины, как этот электрод будет сваривать, поэтому снижение силы тока может означать
оно даже не плавится.
Примечание. Если вы свариваете какие-либо конструкции, используйте рекомендуемый размер электрода. В случае 8-мм стали это означало бы использование Электрод диаметром 3,2 мм.
Если вы не уверены, какие настройки будут оптимальными, мы рекомендуем начать с того, что ваши усилители будут снижены примерно на 10. Возьмите запасной металл. это та же толщина и практика на этом. Если вы обнаружите, что сварной шов слишком жидкости или она едва тает, отрегулируйте усилители на 5, пока не найдете сладкое место.
Сварка Вверх с TIG
Сварка ВИГ вертикально вверх фактически выполняется так же, как вся сварка TIG сделана. Так что никаких лишних приемов или чего-то особенного это нужно сделать.
В большинстве случаев сварка TIG выполняется на тонком металле; он предназначен для более низких
амперажная сварка.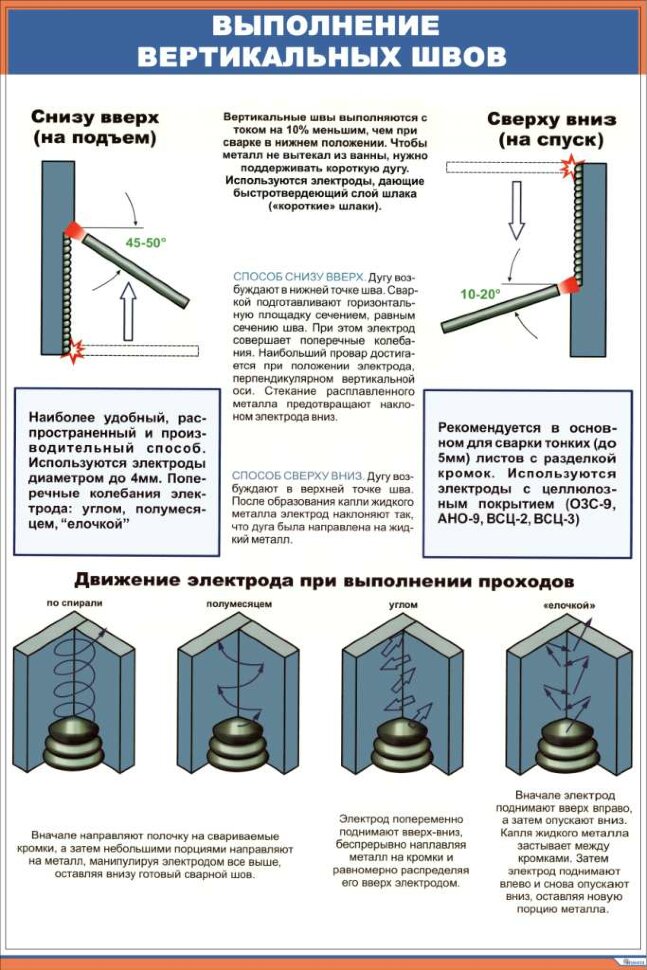 Если усилители уже относительно низки на более тонком металле,
нет необходимости в дополнительных манипуляциях для облегчения проникновения. Вместо этого вы можете
просто нанесите присадочный металл, как обычно.
Если усилители уже относительно низки на более тонком металле,
нет необходимости в дополнительных манипуляциях для облегчения проникновения. Вместо этого вы можете
просто нанесите присадочный металл, как обычно.
Вам нужно сделать всего две вещи. Во-первых: убедитесь, что вы можете видеть свою дугу. Если вы не видите, что делаете, это не пойдет хорошо. Второй момент: убедитесь, что вы можете вставить наполнитель.
Вертикальная сварка вверх может быть не самым распространенным видом сварки и, безусловно, самым сложным, но это не значит, что вы не должны попробовать. Это по-прежнему ценный навык, который идеально подходит, если вы хотите поднять свою карьеру сварщика на новый уровень, и, как и во всем, все, что вам нужно, это практика.
← Просмотреть все статьи
Насадки для сварки MIG вертикально вверх — Baker’s Gas & Welding Supplies, Inc.
Делиться:Ed
Сварка МИГ является одним из самых популярных методов сварки, используемых сегодня, в первую очередь из-за простоты использования и возможности непрерывной сварки с использованием катушки с проволокой, которая подается через горелку МИГ в качестве короткого плавящегося электрода, что в основном позволяет сварщик, чтобы указать и сварить. Хотя сварка MIG является одним из самых простых в использовании методов сварки, она требует определенного набора навыков, которые сварщики должны будут освоить для получения высококачественных сварных швов MIG. Одним из этих специальных методов сварки является сварка вертикальная вверх , которая является одним из самых сложных видов сварки MIG.
Хотя сварка MIG является одним из самых простых в использовании методов сварки, она требует определенного набора навыков, которые сварщики должны будут освоить для получения высококачественных сварных швов MIG. Одним из этих специальных методов сварки является сварка вертикальная вверх , которая является одним из самых сложных видов сварки MIG.
Для выполнения сварки вертикально вверх сначала необходимо открыть переднюю или боковую крышку, в зависимости от модели используемого сварочного аппарата MIG, и найти таблицу с рекомендациями по сварке, в которой указаны рекомендуемые значения напряжения и скорости подачи проволоки для различных типов металлов. Убедившись, что настройки правильно установлены для типа металла, с которым вы будете работать, вы готовы включить сварочный аппарат MIG и начать работу. Чтобы сварить вертикально вверх, вы можете потренироваться, положив один кусок углеродистой стали на сварочный стол и положив второй кусок поверх первого, чтобы сформировать Т.
Теперь, когда вы правильно разложили металл, вам нужно выровнять наконечник горелки MIG с пересечением двух кусков металла и нажать на спусковой крючок горелки MIG, чтобы сформировать прихваточный шов между двумя кусками металла. . Чтобы гарантировать успешное выполнение прихватки, рекомендуется удерживать курок горелки MIG в течение двух секунд. Вам нужно будет разместить как минимум два прихваточных шва на кусках металла, чтобы они не двигались во время работы.
После того, как вы правильно выполнили прихваточные швы, вам нужно поместить наконечник горелки MIG в самую нижнюю точку углового сварного шва и нажать на спусковой крючок сварочной горелки MIG. Теперь вы должны провести наконечник сварочного аппарата MIG по сварному шву вверх на 3/16 дюйма под углом 30 градусов, двигаясь к центру соединения, и отступить на 1/8 дюйма под углом 30 градусов (треугольный рисунок). . Повторяйте этот процесс до тех пор, пока весь стык не будет заварен вертикально вверх. Вы должны создавать небольшие треугольники со сварочной ванной, используя центр сварного шва в качестве верхней точки треугольника (некоторые сварщики предпочитают простую V-образную форму).