Как выбрать электроды для сварки: Как новичку выбрать электроды для РДС сварки
alexxlab | 15.05.2023 | 0 | Разное
Как выбрать электрод для сварки [полезные статьи] — Производитель сварочных электродов ТАНТАЛ ЛТД
Выбор сварочного электрода, для молодого сварщика может стать трудной задачей.
К примеру, какой поперечник электрода необходим под определенную толщину
металла, или же какой
сварочный ток выставить для получения крепкого шва?
Попробуем ответить на эти вопросы.
Для начала разберёмся, собственно что это электрод и
для чего необходима обмазка.
Электрод является железным сердечником с особенным покрытием,
которое именуется обмазкой. В
процессе сварки сердечник плавится, а обмазка при сгорании формирует газовую
защиту шва от вредоносного влияния воздуха. Например же в процессе
сварки складывается защитный
шлаковый слой сварочной ванны.
Выбирая электрод идет нужно смотреть на
состав сердечника, который обязан быть идентичен со
свариваемым металлом. Например, есть особые электроды для
углеродистых, легированных, высоколегированных сталей, электроды для работы с
нержавейкой, жаростойкими сталями, для работы с алюминием или же чугуном.
Есть огромное количество металлов и их сплавов, говорить о всех мы не станем, а сконцентрируемся на тех электродах, которые имеют все шансы потребоваться чаще остальных. Обычно применяется конструкционная сталь маленькой толщины. Вот для неё мы и попытаемся выбрать электроды. Но до этого некоторое количество информации об обмазке электродов. Различают 4 типа покрытий: основной, рутиловый, кислый и целлюлозный. Любой из них используется для выполнения конкретных задач.
Основное и целлюлозное покрытия применяются для сварки исключительно на постоянном токе. Данные электроды возможно применить при монтаже серьезных систем, где потребуется предельная крепкость наплавленного металла.
Рутиловые электроды подходят для работы на постоянном или же переменном токе. Они выделяются лёгким поджигом и мелким разбрызгиванием металла. Электроды имеют все шансы работать с аппаратами владеющими низким значением напряжения холостого хода.
При применении электродов с
кислым покрытием – возможно достичь лёгкого отделения шлака, впрочем воспользоваться похожими электродами в закрытом месте не рекомендовано — они довольно вредоносны для самочувствия сварщика.
Еще один момент — электроды с рутиловым и кислым покрытием рекомендовано применять при сварке аппаратами с напряжением холостого хода 50 (+/- 5) вольт.
Более обширно всераспространены электроды с основным и рутиловым покрытием. Для новенького сварщика знакомства с ними станет абсолютно спокойным.
Наиболее распространёнными электродами с основным покрытием считаются УОНИ 13/55. Данные электроды предусмотрены для углеродистых и низколегированных сталей. Как написано в описании данных электродов, они рекомендованны для сварки серьезных систем, швы, сваренные с поддержкой УОНИ 13/55 выделяются пластичностью и стойкостью к ударным нагрузкам. Изделия, сваренные УОНИ 13/55 имеют все шансы эксплуатироваться в критериях низких температур.
К дефектам данных
электродов стоит отнести требовательность к чистоте кромок болванок. В случае если кромки болванок перед сваркой
не обработать и на них попадёт
масло, вода, или же ржавчина, велика возможность возникновения сварочных пор.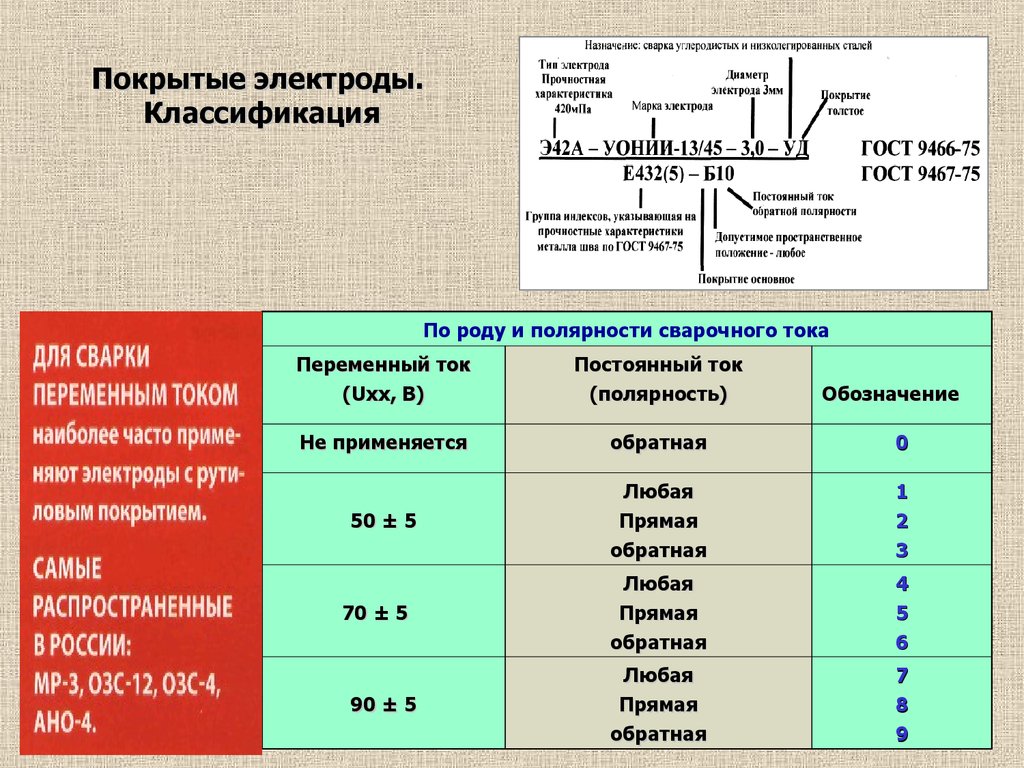
УОНИ 13/55 – предусмотрены для сварки лишь только переменным током на обратной полярности – о которой мы поведаем чуток позднее.
Наиболее распространённым представителем рутиловых электродов возможно именовать электроды марки МР-3. Они предусмотрены для работы с углеродистыми и низколегированными сталями.
К сильным сторонам данных электродов стоит отнести вероятность сварки как на постоянном, так и переменном токах, маленькое разбрызгивание металла, прочность дуги во всех пространственных положениях.
Не считая 2-ух самых распространённых марок электродов для дел с конструкционной сталью, новеньким можно посоветовать электроды русского изготовления ОЗС-12 и АНО-4. А для сварки нержавейки электроды иностранных изготовителей ОК 63.34, ОК 61.30 или же российские электроды ЦЛ-11. Подобные электроды, так же могут понадобиться домашнему мастеру.
Большая часть инверторов
для ручной дуговой сварки работает с постоянным током. На постоянном токе
существует 2 варианта подключения полярности: прямая и обратная.
При сварке на плюсовом контакте выделяется больше тепла, а это означает, что на оборатной полярности лучше сваривать мощные конструкции.
Поперечник электрода выбирают, ориентируясь на толщину металла болванок. Для сварки металлов шириной до 1.5 мм сварка электродами используется изредка, для этих толщин лучше применить полуавтоматы или же аргонодуговую сварку.
Приблизительное соответствие толщины болванок и поперечников электродов вы сможете узнать из таблицы:
Следующий значительный момент – какой ток нужно выставить для электрода определенного поперечника. Эту информацию возможно узнать на упаковке электродов, или же взглянув надлежащую таблицу:
Так же начинающему сварщику, лучше знать, собственно, что сварочный ток можно подобрать из расчёта 20-30А на 1 мм поперечника электрода. Т.е. для электрода поперечником 3мм, ток обязан быть в приделах 80-110А, в зависимости от пространственного положения, толщины металла и числа проходов.
Четких и конкретных опций тока не существует – любой сварщик видит процесс со своей точки зрения, и в зависимости
от личных ощущений выставляет нужные характеристики тока.
Чем выше сварщик выставляет характеристики тока, тем более водянистой и наименее «управляемой» выходит ванна. Цель сварщика – настроить установка таким образом, дабы работа была комфортабельной, а сварочная ванна необходимой для провара и управления краями ванны.
Электроды для ручной электродуговой сварки
Лучшим устройством для сварки в быту является инверторный сварочный аппарат работающий от домашней сети электропитания. Он находит применение при проведении ремонтных работ, благоустройству территории, строительстве. Удобство достигается за счет компактных размеров, большому количеству опций, в том числе облегчающих использование новичками, а также широкому ассортименту применяемых покрытых плавящих электродов. Какие электроды выбрать для сварки зависит от состава и толщины соединяемых деталей.
По своей конструкции электрод состоит из стержня, материалом которого служит сварочная проволока соответствующей ГОСТ 2246-70, покрытого особым составом. Какую марку электродов выбрать, зависит от состава свариваемых деталей, тип электрода определяется сплавом сварной проволоки. В процессе сварочных работ происходит расплавление сердечника, а элементы обмазки создают слой шлака, создавая защиту области сваривания.
В процессе сварочных работ происходит расплавление сердечника, а элементы обмазки создают слой шлака, создавая защиту области сваривания.
Виды покрытия электродов
Какие электроды выбрать новичку при работе, от этого будет зависеть вид обмазки, подразделяющейся на:
- основной — используется при сварке ответственных участков,
- рутиловое — находит применение на любом токе, при работе создает небольшое количество брызг,
- кислое — не применяется в плохо проветриваемых помещениях из-за своей токсичности, однако создает легко отделяемый шлак,
- целлюлозное — как и основное покрытие применяется на ответственных участках.
В домашнем применении, зачастую, применяют электроды, покрытые основной или рутиловой обмазкой.
Распространенные виды электродов применяемые в домашней мастерской
Среди домашних мастеров широкое распространение получили электроды с основной обмазкой марки УОНИ 13/55. Они используются на постоянном, обратнополярном токе на изделиях из низколегированных и углеродистых металлов. При этом удается получить морозоустойчивые швы, стойкие к ударным нагрузкам и имеющими пластичную структуру. Из недостатков можно выделить необходимость тщательной подготовки свариваемых кромок.
При этом удается получить морозоустойчивые швы, стойкие к ударным нагрузкам и имеющими пластичную структуру. Из недостатков можно выделить необходимость тщательной подготовки свариваемых кромок.
Любое загрязнение приведет к образованию пор, снижающих качество шва.
Распространенные рутиловые электроды марки МР-3 используют с теми же видами стали, что и УОНИ 13/55, но на постоянном токе прямой полярности. Из-за образования малого количества брызг, появляется возможность проводить работы в любом положении и на загрязненных кромках, имеющих следы окисления. Также используются АНО-4 и ОЗС-12 для высокоуглеродистых сталей, а ОК 63.34 и ОК 61.30 применяются для нержавеек.
Как выбрать подходящий диаметр электрода?
На рынке представлен большой размерный ряд электродов, начиная от 1,5 миллиметров и до 6 миллиметров. В быту, чаще всего, применяются диаметры от 2,5 до 4 миллиметров. Для соединения деталей, имеющих толщину менее 1,5 миллиметров, дуговая сварка не применяется. При этом диаметр электрода выбирают исходя из толщины свариваемых деталей, а ток выбирают в соответствии с рекомендациями производителя. Несоблюдение данных правил приводят к появлению большого количества пор.
При этом диаметр электрода выбирают исходя из толщины свариваемых деталей, а ток выбирают в соответствии с рекомендациями производителя. Несоблюдение данных правил приводят к появлению большого количества пор.
Маркировка электродов ESAB
Для дуговой ручной сварки широкое распространение получили изделия производства шведской компании ESAB. Несмотря на высокую цену, они популярны из-за своего стабильного качества. Маркировка состоит из букв ОК и четырех цифр. Так, например, 46.00 аналогичны МР-3. Особенности применения всегда можно узнать из информации предоставленной производителем.
Выбор качественных сварочных электродов
Правильный выбор напрямую влияет на конечный сварной шов. Так покрытие необходимо выбирать с равномерной толщиной на всей площади. Покрытие не должно отделяться от стержня, в противном случае велик риск заводского брака или долгого хранения. Необходимо предохранять электроды от намокания и приобретать их в заводской упаковке.
Факторы для выбора правильного электрода стержня
Сварка стержнем — это навык, который требует большой практики, чтобы освоить его, и выбор правильного электрода для работы может быть не менее сложной задачей. Стержневые электроды доступны в широком диапазоне типов, каждый из которых обеспечивает различные механические свойства и работает с определенным типом источника сварочного тока. Факторы, которые следует учитывать при выборе стержневого электрода, включают тип основного металла, посадку стыка и положение сварки. Прежде чем включить машину и взять держатель электрода, примите во внимание следующие основные рекомендации.
Стержневые электроды доступны в широком диапазоне типов, каждый из которых обеспечивает различные механические свойства и работает с определенным типом источника сварочного тока. Факторы, которые следует учитывать при выборе стержневого электрода, включают тип основного металла, посадку стыка и положение сварки. Прежде чем включить машину и взять держатель электрода, примите во внимание следующие основные рекомендации.
Первым шагом при выборе электрода является определение состава основного металла. Ваша цель — подобрать (или точно подобрать) состав электрода к типу основного металла, что поможет обеспечить прочный сварной шов. Если вы сомневаетесь в составе основного металла, задайте себе следующие вопросы:
- Как выглядит металл? Если вы работаете со сломанной деталью или компонентом, проверьте наличие грубой и зернистой внутренней поверхности, что обычно означает, что основным материалом является литой металл.
- Является ли металл магнитным? Если основной металл является магнитным, велика вероятность, что основным металлом является углеродистая сталь или легированная сталь. Если основной металл не является магнитным, материалом может быть марганцевая сталь, аустенитная нержавеющая сталь серии 300 или цветной сплав, такой как алюминий, латунь, медь или титан.
- Какие искры испускает металл при касании болгаркой? Как правило, большее количество бликов в искрах указывает на более высокое содержание углерода, например, в стали марки А-36.
- Долото «вгрызается» в основной металл или отскакивает? Долото вгрызается в более мягкий металл, например, в мягкую сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хромомолибден или чугун.
Во избежание растрескивания или других нарушений сварного шва минимальные механические свойства электрода должны соответствовать механическим свойствам основного металла. Вы можете определить свойства стержневого электрода при растяжении, обратившись к первым двум цифрам классификации EN ISO, напечатанным на этикетке коробки электродов. Например, номер «42» на E 42 5 B 42 Электрод класса H5 указывает на то, что присадочный металл образует наплавленный валик с минимальным пределом текучести 420 МПа и минимальным пределом прочности на растяжение 500 МПа и, как результат, будет хорошо работать со сталью аналогичного предела текучести / предел прочности.
Вы можете определить свойства стержневого электрода при растяжении, обратившись к первым двум цифрам классификации EN ISO, напечатанным на этикетке коробки электродов. Например, номер «42» на E 42 5 B 42 Электрод класса H5 указывает на то, что присадочный металл образует наплавленный валик с минимальным пределом текучести 420 МПа и минимальным пределом прочности на растяжение 500 МПа и, как результат, будет хорошо работать со сталью аналогичного предела текучести / предел прочности.
Некоторые электроды можно использовать только с источниками питания переменного или постоянного тока, в то время как другие электроды совместимы с обоими. Чтобы определить правильный тип тока для конкретного электрода, обратитесь к цифре после буквы, описывающей тип покрытия по классификации EN ISO (E 42 5 B 4 2 H5). Эта цифра представляет собой номинальную эффективность и тип совместимого сварочного тока.
Тип используемого тока также влияет на профиль проплавления полученного сварного шва. Например, электрод, совместимый с DCEP, обеспечивает глубокое проплавление и очень тугую дугу. Он также обладает способностью «продираться» через ржавчину, масло, краску и грязь. Электрод, совместимый с DCEN, обеспечивает мягкое проплавление и хорошо работает при соединении двух стыков или сварке угловых швов с высокой скоростью и силой тока в горизонтальном положении.
Например, электрод, совместимый с DCEP, обеспечивает глубокое проплавление и очень тугую дугу. Он также обладает способностью «продираться» через ржавчину, масло, краску и грязь. Электрод, совместимый с DCEN, обеспечивает мягкое проплавление и хорошо работает при соединении двух стыков или сварке угловых швов с высокой скоростью и силой тока в горизонтальном положении.
Электрод, совместимый с переменным током, такой как нелегированный рутиловый электрод, создает мягкую дугу со средним проплавлением и должен использоваться для сварки чистого нового листового металла.
Толщина основного металла, форма и подгонка соединений Толстые материалы требуют электрода с максимальной пластичностью и низким содержанием водорода, чтобы предотвратить растрескивание сварного шва. Электроды с покрытием типа B (базовое покрытие) в соответствии с классификацией EN ISO обеспечивают превосходные свойства с низким содержанием водорода и хорошую ударную вязкость (высокие значения ударной вязкости) для компенсации остаточных напряжений.
Для тонких материалов вам понадобится электрод, который производит мягкую дугу, например, рутиловый. Кроме того, электроды меньшего диаметра обеспечивают неглубокое проплавление, что помогает предотвратить прожог более тонких материалов.
Чтобы определить, к какому положению(ям) подходит тот или иной электрод, всегда обращайтесь к последней цифре перед символом водорода H в классификации EN ISO (E 42 5 B 4 2 H5) . Вот как вы расшифровываете квалифицированное положение электрода (согласно ISO 6947):
1 = PA, PB, PC, PD, PE, PF, PG
2 = PA, PB, PC, PD, PE, PF
3 = PA, PB
4 = PA
5 = PA, PB, PG
Например, электрод E 42 5 B 4 2 H5 можно использовать во всех положениях, кроме вертикального вниз.
Затем обязательно оцените условия, в которых свариваемая деталь будет находиться в процессе эксплуатации. Если он будет использоваться в условиях высоких или низких температур, подвергаясь повторяющимся ударным нагрузкам, электрод с низким содержанием водорода и более высокой пластичностью уменьшит вероятность растрескивания сварного шва. Кроме того, обязательно проверьте технические характеристики сварки, если вы работаете с критически важными приложениями, такими как сосуды под давлением или изготовление котлов. В большинстве случаев эти сварочные спецификации потребуют от вас использования определенных типов электродов.
Кроме того, обязательно проверьте технические характеристики сварки, если вы работаете с критически важными приложениями, такими как сосуды под давлением или изготовление котлов. В большинстве случаев эти сварочные спецификации потребуют от вас использования определенных типов электродов.
Для достижения наилучших результатов всегда удаляйте избыточную прокатную окалину, ржавчину, влагу, краску и жир. Чистые основные металлы помогают предотвратить пористость и увеличить скорость перемещения. Если очистка основного металла невозможна, электроды Elga P 43 или P 47D создают дугу глубокого проникновения, способную прорезать загрязнения.
Заключительные мысли Рассмотрение вышеперечисленных факторов поможет вам решить проблемы выбора правильного стержневого электрода для вашего конкретного применения. Однако, учитывая широкий спектр доступных электродов, для одного применения может существовать несколько решений. Если вам нужна дополнительная помощь в выборе электрода, обратитесь к местному торговому представителю ITW Welding или к местному дистрибьютору Elga.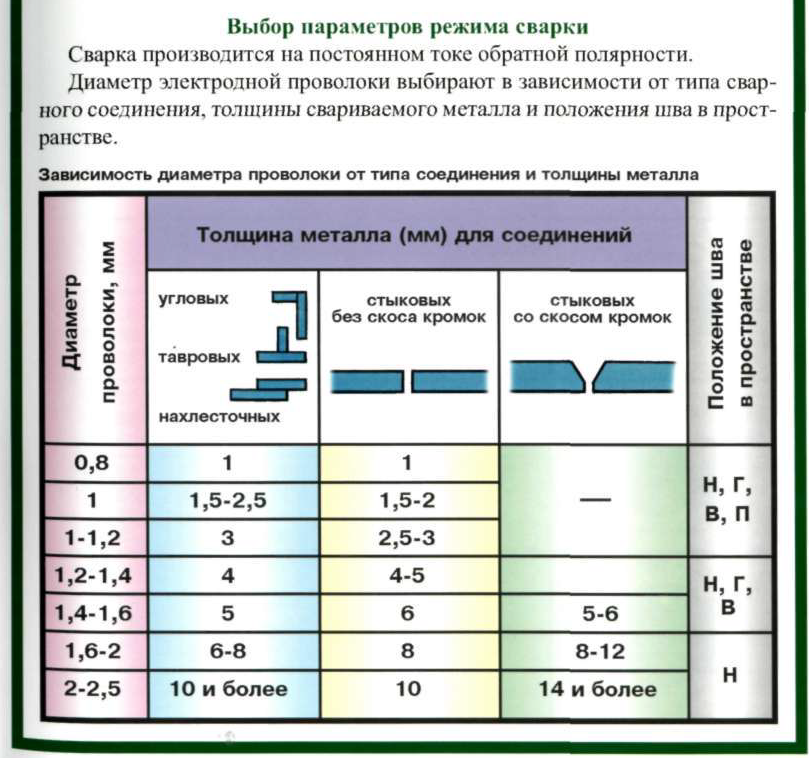
Загрузите бесплатную копию Руководства по EN ISO 2560-A
Статья основана на глобальном опыте и знаниях ITW Welding.
Теги: MAXETA, Решение проблем, Сварка электродом, Сварка
Как выбрать сварочные электроды
Существует несколько типов сварочных электродов , каждый из которых предлагает различные механические свойства и работает с определенным типом электрода. источник сварочного тока. При выборе сварочной проволоки необходимо учитывать несколько факторов.
Свойства основного металла
Прочность на растяжение
Сварочный ток
Толщина основного металла, форма и соединение в сборе
Положение сварки
Подробно ознакомьтесь с условиями окружающей среды
перед запуском станка и поднятием электрододержателя .
Электродержатель
Свойства основного металла Первым шагом при выборе электрода является определение состава основного металла. Ваша цель — подобрать (или точно подобрать) состав электрода к типу основного материала, что поможет обеспечить прочный сварной шов. Если вы сомневаетесь в составе основного металла, задайте себе следующие вопросы.
Ваша цель — подобрать (или точно подобрать) состав электрода к типу основного материала, что поможет обеспечить прочный сварной шов. Если вы сомневаетесь в составе основного металла, задайте себе следующие вопросы.
Как выглядит металл? Если вы работаете с поврежденной деталью или узлом, проверьте наличие шероховатостей и зернистости внутренних поверхностей, что обычно означает, что основным материалом является литой металл.
Является ли металл магнитным? Если основной металл является магнитным, то основным металлом, скорее всего, является углеродистая или легированная сталь. Если основной металл не является магнитным, материалом может быть марганцевая сталь, аустенитная нержавеющая сталь серии 300 или цветной сплав, такой как алюминий, латунь, медь или титан.
Какие искры возникают при прикосновении шлифовального станка к металлу? Как показывает опыт, большее блики в искрах указывают на более высокое содержание углерода, например, в стали марки А-36.
Будет ли долото «вгрызаться» в основной металл или отскакивать? Долото вгрызается в более мягкие металлы, такие как мягкая сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хромомолибден или чугун.
AWS ECI
Прочность на растяжениеВо избежание растрескивания или других дефектов сварки минимальный предел прочности электрода на растяжение должен соответствовать пределу прочности основного материала. Вы можете определить предел прочности стержневого электрода на растяжение, обратившись к первым двум цифрам классификации AWS, напечатанным на боковой стороне электрода. Например, число «60» на электроде E6011 указывает на то, что присадочный металл образует сварочный канал с минимальной прочностью на растяжение 60 000 фунтов на квадратный дюйм, поэтому он хорошо работает со сталями с аналогичной прочностью на растяжение.
Сварочный ток
Некоторые электроды можно использовать только с источниками питания переменного или постоянного тока, а другие совместимы с обоими. Чтобы определить правильный тип тока для конкретного электрода, обратитесь к четвертой цифре классификации AWS, которая представляет тип покрытия и тип совместимого сварочного тока.
Чтобы определить правильный тип тока для конкретного электрода, обратитесь к четвертой цифре классификации AWS, которая представляет тип покрытия и тип совместимого сварочного тока.
подходит для конкретного электрода, см. третью цифру в классификации AWS. Вот как вы можете интерпретировать квалифицированные положения электродов.
1 = плоский, горизонтальный, вертикальный и над головой
2 = только плоский и горизонтальный
Например, электроды 7018 можно использовать в плоском, горизонтальном, вертикальном и потолочном положениях.
AWS A5.11 ENiCrFe-3
Технические характеристики и условия использования
Обязательно оцените условия, в которых свариваемая деталь будет находиться в процессе эксплуатации. Электрод с низким содержанием водорода и высокой пластичностью уменьшит вероятность растрескивания сварного шва, если он используется в высокотемпературной или низкотемпературной среде, подвергаемой повторяющимся ударным нагрузкам. Кроме того, если вы участвуете в критически важных процессах, таких как изготовление сосудов высокого давления или котлов, обязательно ознакомьтесь со спецификациями сварки. В большинстве случаев эти нормы сварки потребуют от вас использования определенного типа электрода.
Кроме того, если вы участвуете в критически важных процессах, таких как изготовление сосудов высокого давления или котлов, обязательно ознакомьтесь со спецификациями сварки. В большинстве случаев эти нормы сварки потребуют от вас использования определенного типа электрода.
Окружающие условия труда
Для достижения наилучших результатов всегда следует удалять излишки оксида, ржавчины, влаги, краски и жира. Чистый основной металл поможет предотвратить пористость и увеличить скорость перемещения. Если невозможно очистить основной металл, электрод E6010 или E6011 обеспечивает глубоко проникающую дугу, способную проникать в загрязнения.
Выбор сварочного электрода
Учет вышеперечисленных факторов поможет вам решить проблему выбора правильного электрода в виде электрода для конкретного применения. Однако, учитывая широкий спектр доступных электродов, для одного применения может существовать несколько решений.