Как выбрать полуавтомат сварочный в среде защитных газов: Полуавтомат для сварки в среде защитных газов ПТК ПРОФИ MIG 500
alexxlab | 26.12.1992 | 0 | Разное
Полуавтоматическая сварка в среде защитных газов: инструкция
Полуавтоматическая сварка в среде защитных газов (она же MIG/MAG сварка) — один из самых распространенных методов соединения металлов. С применением полуавтомата и защитного газа можно сварить детали из любых металлов, при этом работать можно и на улице, и в цеху.
В этой статье мы подробно расскажем, какова технология полуавтоматической сварки, какое оборудование и комплектующие используются. Эта статья — своеобразная инструкция для начинающих. После прочтения вы будете знать все основы и сможете приступить к сварке.
Содержание статьи
- Общая информация
- Применяемое оборудование
- Сварочный полуавтомат
- Системы подачи проволоки
- Сменные детали
- Применяемые комплектующие
- Особенности сварки в среде углекислого газа
- Выбор сварочной проволоки
- Подготовка металла
- Выбор режима сварки
- Расход газа
- Вместо заключения
Общая информация
Технология полуавтоматической сварки крайне проста. В работе зачастую используется плавящаяся проволока и защитный газ. В качестве газа используют аргон, углекислоту или гелий, а иногда и смеси этих газов. Сварка выполняется с применением полуавтомата, на нем устанавливается постоянный или импульсный ток. Во время сварки плавится и проволока, и сам металл. Они смешиваются и образовывают единый шов. Газ выполняет защитную функцию. Он подается в сварочную зону с помощью горелки и защищает шов от окисления и образования дефектов.
В работе зачастую используется плавящаяся проволока и защитный газ. В качестве газа используют аргон, углекислоту или гелий, а иногда и смеси этих газов. Сварка выполняется с применением полуавтомата, на нем устанавливается постоянный или импульсный ток. Во время сварки плавится и проволока, и сам металл. Они смешиваются и образовывают единый шов. Газ выполняет защитную функцию. Он подается в сварочную зону с помощью горелки и защищает шов от окисления и образования дефектов.
Также существует сварка неплавящимся электродом в среде инертного газа, но она применяется редко, поэтому не будем заострять на ней внимание. А вот о чем стоит рассказать подробнее, так это о сфере применения такой сварочной технологии. MIG/MAG сварка может применяться не только на суше, но и под водой, что существенно увеличивает возможности сварщика.
Читайте также: Подводная сварка
Применяемое оборудование
Полуавтоматическая сварка в среде защитных газов предполагает использование не только полуавтомата, но и источника тока. В качестве источника можно использовать обычную бытовую розетку, если напряжения достаточно, и оно бесперебойное. Также для полноценной работы вам нужно работать с механизмом, который будет подавать проволоку, а также выбрать сменные детали. Далее мы подробно все расскажем.
В качестве источника можно использовать обычную бытовую розетку, если напряжения достаточно, и оно бесперебойное. Также для полноценной работы вам нужно работать с механизмом, который будет подавать проволоку, а также выбрать сменные детали. Далее мы подробно все расскажем.
Сварочный полуавтомат
Сварка в защитных газах выполняется с помощью полуавтомата. Полуавтоматом называют как отдельный сварочный аппарат, так и комплекс всего оборудования, в том числе баллона с газом. Работа может выполняться на специальном сварочном посте, станке или без поста. Ниже изображен стандартный комплект сварочного оборудования для MIG/MAG сварки.
Стандартный сварочный полуавтомат для работы с плавящимся электродом в защитных газах состоит из источника тока, механизма подачи проволоки, горелки, кабелей, встроенного управления, системы подачи газа, системы охлаждения.
Сварочный аппарат полуавтомат может иметь различное назначение. Наверняка вы заметили, что в ходе статьи мы упоминали термины MIG и MAG.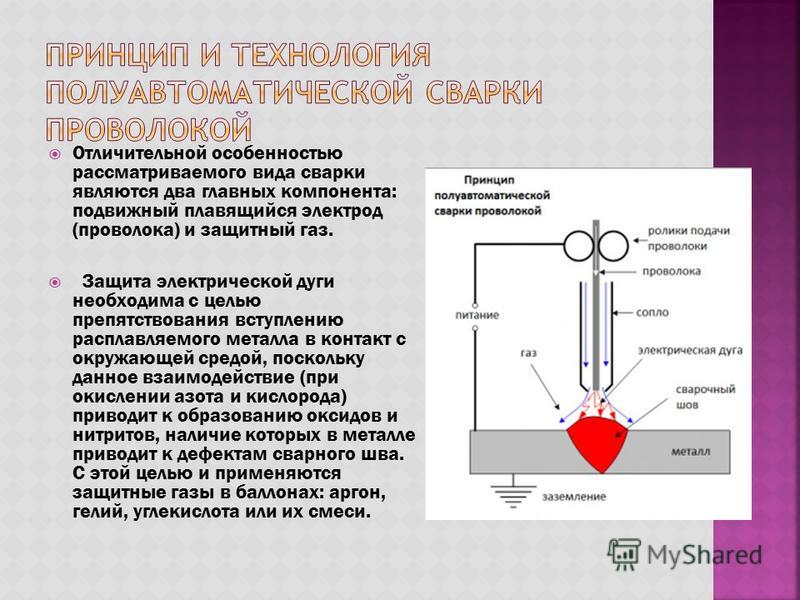 Данными терминами обозначается тип сварки. MAG — сварка в среде активных газов. MIG — сварка в среде инертных газов. Соответственно, аппаратом MIG вы не сможете выполнить MAG сварку, и наоборот.
Данными терминами обозначается тип сварки. MAG — сварка в среде активных газов. MIG — сварка в среде инертных газов. Соответственно, аппаратом MIG вы не сможете выполнить MAG сварку, и наоборот.
Для большей универсальности можно приобрести полуавтомат, способный работать и в MIG, и в MAG режиме. Так ваши возможности будут намного шире. Есть еще FCAW сварка с применением порошковой проволоки. Порошковая проволока — это полая трубочка, внутри которой содержатся флюсы. Такую проволоку используют без защитного газа, так что не будем на этом останавливаться.
Системы подачи проволоки
Выше мы упоминали, что при сварке полуавтоматом проволока подается с помощью специального механизма. Он может работать по трем принципам: толкающем, тянуще-толкающем и тянущем. Самая популярная система подачи проволоки — толкающая, она самая недорогая и встречается в большинстве бюджетных полуавтоматов.
Главный недостаток — ограниченное количество метров газового шланга, который можно использовать. А именно, 5 метров в длину. Если в полуавтомате используется другая система подачи проволоки, то можно использовать шланг длиной от 10 метров и больше. Также можно использовать более толстую проволоку, но нужно учитывать, что такой механизм будет весить намного больше.
А именно, 5 метров в длину. Если в полуавтомате используется другая система подачи проволоки, то можно использовать шланг длиной от 10 метров и больше. Также можно использовать более толстую проволоку, но нужно учитывать, что такой механизм будет весить намного больше.
Также обратите внимание на регулировку скорости подачи проволоки в выбранной вами модели. Новичкам рекомендуем выбирать механизмы с автоматической регулировкой скорости подачи, так вы избавитесь от лишней головной боли. Ну а профессионалы зачастую выбирают механизмы с ручной регулировкой, поскольку их опыт позволяет устанавливать индивидуальные настройки для каждого типа работ. Сами механизмы подачи могут быть встроенными в полуавтомат, а могут быть переносными. У переносных гораздо больше возможностей, но они громоздкие и не позволяют варить в труднодоступных местах.
Сменные детали
У полуавтомата есть дополнительные сменные детали, за которыми нужно периодически следить. К таким деталям относится токосъемный наконечник и сопло. Следите, чтобы эти детали были в исправном состоянии, поскольку от них во многом зависит стабильность горения дуги. Рекомендуем сразу приобрести качественные сменные детали, чтобы они не подвели вас в самый неподходящий момент.
Следите, чтобы эти детали были в исправном состоянии, поскольку от них во многом зависит стабильность горения дуги. Рекомендуем сразу приобрести качественные сменные детали, чтобы они не подвели вас в самый неподходящий момент.
Применяемые комплектующие
Сварка полуавтоматом с газом предполагает использование проволоки и, конечно, защитного газа. Ниже вы можете видеть таблицу с используемыми типами газов.
Если вы внимательно изучите таблицу, то обнаружите, что применяются самые разнообразные газы: и активные, и инертные, и смеси газов, в том числе активных с инертными. Газ, который не рекомендуется применять при полуавтоматической сварке — водород. При его использовании металл сильно разбрызгивается и шов получается некачественным.
Теперь о проволоках. Есть отдельный ГОСТ №2246-70, согласно которому допускается использование 75 марок сварочной проволоки. Вы сами понимаете, что при таком разнообразии трудно давать какие-то общие рекомендации по правильному выбору проволоки. Скажем лишь одно: ориентируйтесь на марку детали, которую собираетесь варить. И исходя из этого подбирайте марку проволоки.
Скажем лишь одно: ориентируйтесь на марку детали, которую собираетесь варить. И исходя из этого подбирайте марку проволоки.
Особенности сварки в среде углекислого газа
Поскольку в рамках одной статьи мы не сможем рассказать об особенностях полуавтоматической сварки в среде всех защитных газов, мы решили рассказать только про сварку в углекислоте. Это популярная и эффективная технология сварки, так что запомните (а лучше запишите) все, что прочтете ниже.
Выбор сварочной проволоки
Выбор сварочной проволоки при сварке в углекислоте — дело непростое. Дело в том, что при сварке в углекислоте стальные детали с низким содержанием углерода сильно окисляются. Чтобы этого избежать нужно использовать проволоку, в составе которой присутствует марганец и кремний. А если нужно сварить легированные стали, то используйте специальные проволоки. Ниже вы можете видеть рекомендуемые марки проволоки для сварки низкоуглеродистых и легированных сталей.
Подготовка металла
Чтобы шов получился качественным нужно тщательно подготовить металл перед сваркой. Для этого очистите кромки от коррозии, грязи, краски или следов масла. Если загрязнения несущественные, то для их устранения можно использовать ветошь. Если загрязнения въевшиеся, то используйте металлическую щетку. Не забывайте обезжиривать металл. В некоторых случаях можно прибегнуть к травлению.
Для этого очистите кромки от коррозии, грязи, краски или следов масла. Если загрязнения несущественные, то для их устранения можно использовать ветошь. Если загрязнения въевшиеся, то используйте металлическую щетку. Не забывайте обезжиривать металл. В некоторых случаях можно прибегнуть к травлению.
Выбор режима сварки
От правильного выбора режима сварки во многом зависит качество готового сварного соединения. Поэтому к выбору режима нужно подойти со всей ответственностью. Режимом сварки называют комплекс различных настроек, которые вы можете установить на своем полуавтомате.
При сварке полуавтоматом в среде углекислого газа этот комплекс настроек состоит из рода тока, его полярности, диаметра проволоки, силы сварочного тока, напряжения дуги, скорости подачи проволоки, вылета проволоки. Давайте подробнее остановимся на каждом параметре.
Читайте также: Как варить полуавтоматом в среде углекислого газа
Начнем с рода тока и его полярности. Обычно используют постоянный ток обратной полярности. Если установить прямую полярность дуга будет гореть нестабильно. Если вы хотите использовать не постоянный, а переменный ток, то нужно дополнительно добавить в цепь осциллятор.
Обычно используют постоянный ток обратной полярности. Если установить прямую полярность дуга будет гореть нестабильно. Если вы хотите использовать не постоянный, а переменный ток, то нужно дополнительно добавить в цепь осциллятор.
Диаметр проволоки выбирается исходя из толщины свариваемого металла. Тут все просто. Чем тоньше металл, тем тоньше проволока. А вот силу сварочного тока нужно устанавливать исходя из диаметра проволоки. Главное понять основной принцип: чем больше сила сварочного тока, тем больше глубина провара и выше скорость сварки. Ниже вы можете видеть таблицу с основными режимами сварки. Используйте эту шпаргалку первое время, а затем учитесь сами подбирать оптимальный режим.
Что касается напряжения дуги, то этот параметр зависит от длины этой самой дуги. Напряжение устанавливают исходя из силы сварочного тока. Здесь тоже достаточно понять основной принцип, чтобы научиться настраивать напряжение. Самое главное правило: чем больше напряжение, тем меньше глубина провара и больше ширина шва. Этой информации уже достаточно для того, чтобы опытным путем выяснить оптимальное напряжение дуги.
Этой информации уже достаточно для того, чтобы опытным путем выяснить оптимальное напряжение дуги.
Скорость подачи проволоки подбирается опытным путем. Важно, чтоб дуга горела стабильно и при этом проволока равномерно плавилась. Новичкам рекомендуем использовать механизмы с автоматической регулировкой скорости подачи проволоки.
И последний параметр режима сварки — вылет проволоки. Он тоже определяется опытным путем и приходит с опытом. Здесь важно, чтобы вылет не был слишком большим или слишком маленьким. Если вылет будет слишком большой, дуга будет гореть нестабильно и качество шва ухудшится. А если вылет будет слишком маленьким, то вы просто не сможете наблюдать за процессом сварки.
Расход газа
Во время сварки важно следить за расходом углекислого газа. Если вы варите у себя в гараже, то это делать не обязательно. А вот если вы сварщик на производстве, то просто обязаны следить за расходом. Чтобы определить расход нужно учесть силу тока, тип сварного шва и вылет сварочной проволоки.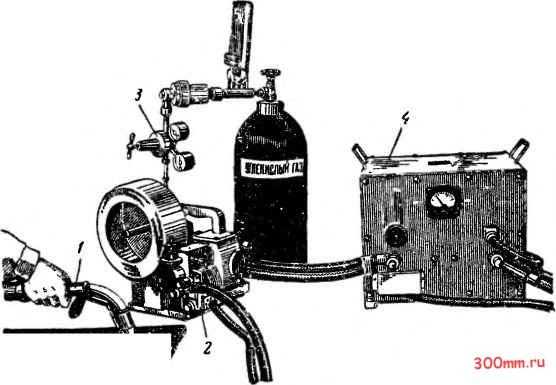 Теме расхода углекислоты мы посвятили отдельную статью, обязательно прочтите ее.
Теме расхода углекислоты мы посвятили отдельную статью, обязательно прочтите ее.
Вместо заключения
Выбор сварочного защитного газа – Торговый Дом Центр Сварки
Защитный газ играет наиважнейшую роль в процессе создания качественного сварного соединения для следующих видов сварки:
- MIG – Metal Inert Gas. Метод дуговой сварки в защитной среде инертного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
- MAG – Metal Active Gas. Так же, метод полуавтоматической сварки, но уже в среде активного газа.
- TIG – Tungsten Inert Gas. Технология дуговой сварки в среде инертного газа неплавящимся электродом.
Зачем нужен защитный газ в сварке?
Сварочная ванна подвержена негативному влиянию кислорода из атмосферы, который может ослабить коррозионную стойкость шва, снизить его прочность и привести к образованию пор.
Виды защитных газов.
Инертные. Вид газов, которые химически не взаимодействуют с нагретым металлом и не растворяются в нем. Предназначены для сварки алюминия, магния, сварки титана и их сплавов, склонных при нагреве к энергичному взаимодействию с кислородом, азотом и водородом.
Пример: Аргон, Гелий, Азот (только при сварке меди и медных сплавов).
Активные. Вступают в химическое взаимодействие со свариваемым металлом и растворяются в нем.
Пример: Углекислый Газ, Водород, Кислород, Азот.
Основные сварочные газы:
- АРГОН
|
Бесцветный, неядовитый, взрывобезопасный газ без вкуса и запаха. Этот газ имеет низкую теплопроводность и потенциал ионизации, что приводит к низкой передаче тепла на внешнюю область сварочной дуги. В результате формируется узкий столб дуги, который в свою очередь, создает традиционный для сварки в чистом аргоне профиль сварочного шва: глубокий и относительно узкий. Хранится и транспортируется в баллонах серого цвета с зеленой надписью. |

- ГЕЛИЙ
|
Легче воздуха, без запаха, цвета, вкуса, не ядовит. Является одноатомным инертным газом. Чаще всего используется для аргонодуговой TIG сварки цветных металлов и для сварки в потолочном положении. Имеет высокую проводимость тепла и потенциал ионизации. |

- УГЛЕКИСЛЫЙ ГАЗ
|
Углекислый газ обеспечивает довольно глубокое проплавление, поэтому популярен при сварке толстого металла.
К недостаткам сварки в среде углекислого газа относится менее стабильная сварочная дуга, приводящая к большому образованию брызг. Также его возможна работа только на короткой дуге. Обычно используется для полуавтоматической MAG сварки короткой дугой и MAG сварки порошковой проволокой. |

Сварочные газы, используемые как компоненты сварочной смеси газов:
Смеси газов имеют более высокие технологические показатели, чем чистые газы. При применении их в сварочном процессе мы получаем: мелкокапельный перенос жидкого металла, формирование качественного шва, уменьшение потерь на разбрызгивание.
- КИСЛОРОД.
|
Кислород обеспечивает очень широкий профиль сварочного шва с неглубоким проплавлением и высокое тепловложение на поверхности металла. Кислородо-аргонные смеси обладают характерным профилем проплавления сварочного шва в виде «шляпки гвоздя». Кислород также используется в тройных смесях с СО2 и аргоном, где он обеспечивает хорошую смачиваемость и преимущества струйного переноса. |

- ВОДОРОД.
|
Водород – двухатомный, активный газ. Применяется при сварке аустенитной нержавеющей стали для удаления оксида и повышения тепловложения. В результате получается широкий сварочный шов с увеличенным проплавлением. Концентрация в сварочной смеси обычно не более 10%, а при плазменной резке нержавеющей стали от 30 до 40%. Хранится и транспортируется в баллонах зеленого цвета с красной надписью. |
- АЗОТ.
|
Азот используется реже всего для защитных целей сварочной ванны. Он, в основном, используется для того, чтобы повысить коррозионную стойкость в дуплексных сталях. |

Сварочные смеси газов:
Отличаются от химически чистых газов более высокими технологическими показателями. Позволяют получить мелкокапельный перенос жидкого металла, формируют более качественный шов и уменьшает потери на разбрызгивание. При помощи сочетания сварочных газов можно добиться увеличения производительности процесса сварки, увеличить глубину проплавления, стабилизировать электрическую дугу, повысить качество сварного соединения.
|
|
Сварка TIG |
Сварка MIG/MAG |
||||
|
Сварочный газ или |
сталь |
нерж. |
алюминий |
сталь |
нерж. сталь |
алюминий |
|
Аргон (Ar) |
+ |
+ |
+ |
+ |
||
|
Гелий (He) |
+ |
|||||
| Углекислый газ (СО2) |
+ |
|||||
| Смесь Ar/ СО2 |
+ |
+ |
||||
| Смесь Ar/ О2 |
+ |
+ |
||||
| Смесь Ar/ He |
+ |
+ |
+ |
+ |
||
| Смесь Ar/ СО2/ О2 |
+ |
|||||
| Смесь Ar/ H2 |
+ |
|||||
| Смесь He/ Ar/ СО2 |
+ |
|||||
| Смесь Ar/ He/ СО2 |
+ |
+ |
||||

Выбор подходящего сварочного аппарата с приводом от двигателя
Независимо от поставленной задачи всегда важно иметь правильный инструмент для работы. Тот же принцип применим к сварочным аппаратам с приводом от двигателя. Тем не менее, с таким большим количеством оборудования, доступного на рынке, процесс выбора подходящего сварочного аппарата с приводом от двигателя для вашего применения может быть ошеломляющим. Без соответствующих знаний легко выбрать неправильную машину для данного приложения. Он может быть слишком маленьким и не соответствовать потребностям работы, или он может быть слишком большим, что означает, что вы, вероятно, перетратили. Люди совершают эти ошибки в суждениях каждый день при покупке или аренде сварочного оборудования с приводом от двигателя, и для их исправления требуется время, усилия и деньги.
Тот же принцип применим к сварочным аппаратам с приводом от двигателя. Тем не менее, с таким большим количеством оборудования, доступного на рынке, процесс выбора подходящего сварочного аппарата с приводом от двигателя для вашего применения может быть ошеломляющим. Без соответствующих знаний легко выбрать неправильную машину для данного приложения. Он может быть слишком маленьким и не соответствовать потребностям работы, или он может быть слишком большим, что означает, что вы, вероятно, перетратили. Люди совершают эти ошибки в суждениях каждый день при покупке или аренде сварочного оборудования с приводом от двигателя, и для их исправления требуется время, усилия и деньги.
К счастью, вы можете
избежать этих ошибок при покупке или аренде следующего сварочного аппарата с приводом от двигателя, учитывая пять соображений:
- Тип топлива
- Мощность сварки/рабочий цикл
- Дополнительная выходная мощность
- Производитель двигателя
- Дополнительные функции
ТОПЛИВО
Первое, на что следует обратить внимание, это тип топлива. Три основных варианта топлива: бензин, дизель и сжиженный газ.
Три основных варианта топлива: бензин, дизель и сжиженный газ.
БЕНЗИН
Сварочные аппараты с бензиновым двигателем обычно меньше по размеру и имеют более ограниченную мощность. Типичный газосварщик будет производить сварочную мощность 300 А или меньше. Как правило, они доступны по более низкой первоначальной стоимости, чем дизельные машины, но они потребляют больше топлива и запрещены на некоторых рабочих площадках из-за низкой температуры вспышки бензина. Кроме того, газовые двигатели с более высокими оборотами требуют более частого обслуживания.
ДИЗЕЛЬНЫЕ
Дизельные сварочные аппараты обычно относятся к классу 300А и выше. У них более высокие первоначальные затраты, чем у газовых двигателей, но они являются рабочими лошадками на стройплощадке с большей мощностью сварки и вспомогательного оборудования, чем их газовые аналоги. Дизельные двигатели также на 35% более экономичны и обычно имеют более длительный срок службы, чем газовые двигатели. Наконец, на некоторых рабочих площадках по соображениям безопасности требуются дизельные двигатели.
Наконец, на некоторых рабочих площадках по соображениям безопасности требуются дизельные двигатели.
Двигатели, работающие на сжиженном нефтяном газе
Двигатели, работающие на сжиженном нефтяном газе, очень похожи на бензиновые двигатели, но они сжигают чистое топливо, что делает их более подходящими для использования в плохо проветриваемых помещениях. Сварочный аппарат с двигателем, работающим на сжиженном нефтяном газе, является идеальным выбором для сред, где выбросы бензина и дизельного топлива неприемлемы.
СВАРОЧНАЯ МОЩНОСТЬ/ РАБОЧИЙ ЦИКЛ
После определения наилучшего варианта топлива важно выбрать сварочный аппарат/генератор, размер которого соответствует вашим требованиям. Самое важное, что нужно определить, это то, какая мощность вам нужна для запуска процесса сварки. Слишком часто клиенты просят сварочный аппарат на 400 А, не зная, что это значит и что им на самом деле нужно. При определении необходимого выхода учитывайте следующее:
СТИК
При сварке электродами до 5/32 обычно достаточно аппарата на 200 А. Большие электроды требуют более высокой силы тока, а более высокая сила тока потребует большей машины.
Большие электроды требуют более высокой силы тока, а более высокая сила тока потребует большей машины.
TIG
Подобно палке, TIG представляет собой процесс постоянного тока (CC). Для большинства применений TIG не требуется более 200–300 ампер.
ПОРОКОВАЯ ПРОВОДА
При сварке на открытом воздухе ветер сдувает защитный газ со сварного шва, поэтому для защиты сварочной ванны требуется порошковая проволока. Провода, используемые в этом процессе, требуют источника постоянного напряжения (CV), который обычно составляет 300 А или больше. Перед выбором сварочного аппарата важно проконсультироваться с вашими процедурами сварки, чтобы узнать, какой ток вам понадобится.
ДУГОВАЯ СТРОКА
Дуговая строжка — это процесс, при котором металл плавится и выдувается, удаляя его с основного материала. Этот процесс требует больших затрат энергии и сильно нагружает небольшие машины. Если вы планируете выполнять дуговую строжку, рекомендуется более крупная машина для более быстрого удаления материала. Для ¼-дюймового карбона рекомендуемая мощность составляет 300 ампер, а для 3/8-дюймового карбона — 450 ампер.
Для ¼-дюймового карбона рекомендуемая мощность составляет 300 ампер, а для 3/8-дюймового карбона — 450 ампер.
ОДИНАРНЫЙ ИЛИ ДВОЙНОЙ ВЫХОД
Хотя большинство машин имеют один комплект выходных шпилек, некоторые предлагают два комплекта – например, Dual Maverick 200/200X от Lincoln Electric. Машина с несколькими наборами выходных шпилек может оказаться полезной на многолюдных рабочих площадках. На одну машину меньше, значит больше экономия топлива, меньше выбросов и меньше шума.
Как только вы поймете свой процесс, оцените мощность сварки, рабочий цикл и мощность машины, чтобы убедиться, что она подходит для вашего применения.
Первое, что нужно понять, это реальная производительность машины. Это определяется рабочим циклом. Промышленным стандартом рабочих циклов сварщиков является рейтинг IEC. В рейтинге IEC используется формула для расчета времени, в течение которого сварочный аппарат может работать при определенной силе тока и напряжении. Распределение выглядит следующим образом:
Распределение выглядит следующим образом:
ОБЫЧНАЯ Ловушка №1: СРАВНЕНИЕ СВАРОЧНЫХ АППАРАТОВ ТОЛЬКО ПО НАЗВАНИЯМ МОДЕЛЕЙ.
Некоторые производители обходят формулу IEC и дают название своему оборудованию на основе нереалистичной силы тока. Это может подтолкнуть клиентов к принятию ошибочных решений, что негативно повлияет на их способность выполнять работу. Когда вы покупаете сварочный аппарат, то, что действительно имеет значение, — это истинная мощность сварки и мощность. Обязательно смотрите дальше названия продукта и сравнивайте характеристики конкурирующих машин, которые можно найти в литературе по продуктам или в руководствах пользователя.
Лучше всего сравнить рейтинг каждой машины по стандарту IEC. Иногда номинальные токи двух машин совпадают, но напряжение или рабочие циклы различаются. Более высокие напряжения, рабочие циклы и мощность означают большую производительность.
Lincoln Electric устраняет эту путаницу, называя свои машины в соответствии с классом силы тока IEC и мощностью в лошадиных силах. Это дает клиенту более четкое представление о том, что он получает, и гарантирует, что он получает то, за что платит. Кроме того, сварочный аппарат Lincoln Electric Vantage оснащен заводской табличкой, на которой указан рабочий цикл аппарата, чтобы избежать путаницы.
Это дает клиенту более четкое представление о том, что он получает, и гарантирует, что он получает то, за что платит. Кроме того, сварочный аппарат Lincoln Electric Vantage оснащен заводской табличкой, на которой указан рабочий цикл аппарата, чтобы избежать путаницы.
Вспомогательный выход Также важно учитывать потребности в дополнительном питании. Сварочные аппараты с двигателями также генерируют вспомогательную энергию (переменного тока), которую можно использовать для питания осветительных приборов, насосов, электроинструментов и других устройств. Как и в случае с мощностью сварки, важно внимательно изучить технические характеристики машины, чтобы обеспечить достоверное сравнение. Для вспомогательной мощности часто используются два номинала: пиковая мощность и непрерывная мощность.
ОБЫЧНАЯ Ловушка №2: НЕПРАВИЛЬНОЕ СРАВНЕНИЕ ВСПОМОГАТЕЛЬНОЙ МОЩНОСТИ
Пиковый, непрерывный, трехфазный, однофазный, с таким количеством различных типов и способов оценки вспомогательного (переменного) выхода вашей машины, что это может привести к путанице. Вот несколько вещей, которые нужно помнить, которые помогут вам получить необходимое количество энергии.
Вот несколько вещей, которые нужно помнить, которые помогут вам получить необходимое количество энергии.
ПИКОВАЯ МОЩНОСТЬ СРАВН. НЕПРЕРЫВНАЯ МОЩНОСТЬ
Пиковая мощность всегда будет выше постоянной мощности, но может поддерживаться только в течение короткого времени (около 30 секунд или менее). Пиковая мощность необходима для определенных приложений, таких как запуск насосов или других индуктивных нагрузок, для запуска которых может потребоваться большой пусковой ток. Непрерывная мощность — это мощность, доступная при 100% рабочем цикле.
Всегда проверяйте, что вы сравниваете пиковые рейтинги с пиковыми рейтингами и непрерывные рейтинги с непрерывными рейтингами.
ОДНОФАЗНЫЙ ПРОТИВ. ТРЕХФАЗНЫЕ
Однофазное и трехфазное вспомогательное питание принципиально различаются из-за конструкции цепи переменного тока. В результате эти два типа результатов нельзя сравнивать напрямую. Что еще более важно, инструменты на строительной площадке могут требоваться друг от друга. Например, большинство ручных инструментов являются однофазными, тогда как многие насосы, сварочные аппараты и плазменные резаки требуют трехфазного питания. Кроме того, доступная трехфазная мощность будет выше, чем доступная однофазная мощность.
Еще раз обязательно сравните имеющиеся трехфазные с трехфазными и однофазные с однофазными.
ОДНОВРЕМЕННАЯ СВАРКА И ВСПОМОГАТЕЛЬНАЯ МОЩНОСТЬ
Как и номинальная мощность сварки, номинальная вспомогательная мощность является максимальной выходной мощностью, которую может дать аппарат. Эти машины предназначены для одновременного обеспечения вспомогательной и сварочной производительности, но есть некоторые компромиссы. Следующая таблица является примером этого.
Как видите, при увеличении мощности сварки доступная вспомогательная мощность уменьшается, и наоборот. Прежде чем покупать или арендовать, важно понять потребности вашей рабочей площадки и области применения.
Наконец, в зависимости от доступного вспомогательного выхода аппарата, можно запустить второго оператора, подключив сварочный аппарат инверторного типа для одновременного получения двух дуг.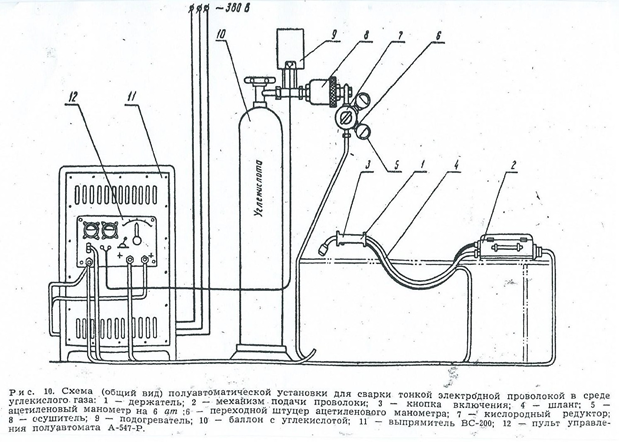 Например, Vantage 549X с дизельным двигателем может питать инверторный сварочный аппарат Flextec 350X PowerConnect.
Например, Vantage 549X с дизельным двигателем может питать инверторный сварочный аппарат Flextec 350X PowerConnect.
ПРОИЗВОДИТЕЛЬ ДВИГАТЕЛЯ
Имеется несколько двигателей одного класса силы тока. Это еще один важный момент в процессе покупки. Сети обслуживания двигателей могут различаться в зависимости от местоположения, поэтому по причинам технического обслуживания вам следует рассмотреть производителя двигателей, который присутствует в вашем регионе. Кроме того, вы можете упростить операции по техническому обслуживанию, используя один и тот же производитель двигателей для всего парка: сварочные аппараты, подъемники, буксирные двигатели и т. д.
ДОПОЛНИТЕЛЬНАЯ ФУНКЦИОНАЛЬНОСТЬ
Хотя все машины предлагают сварочные и вспомогательные функции, некоторые машины предлагают дополнительные функции, чтобы максимально увеличить их универсальность на рабочей площадке. Lincoln Electric предлагает сварочные аппараты с приводом от двигателя со встроенными воздушными компрессорами, гидравлическими насосами и аккумуляторными клеммами для запуска от внешнего источника. Это может сэкономить место на вашем грузовике или на рабочей площадке за счет объединения нескольких функций в одном оборудовании. Еще одним важным преимуществом является то, что вам не придется отключать краны или инструменты от двигателя вашего грузовика, что экономит топливо и снижает износ двигателя грузовика. Это особенно полезно в районах, где двигатель автомобиля не работает на холостом ходу.
Это может сэкономить место на вашем грузовике или на рабочей площадке за счет объединения нескольких функций в одном оборудовании. Еще одним важным преимуществом является то, что вам не придется отключать краны или инструменты от двигателя вашего грузовика, что экономит топливо и снижает износ двигателя грузовика. Это особенно полезно в районах, где двигатель автомобиля не работает на холостом ходу.
С таким количеством сварочных аппаратов, доступных на рынке, легко растеряться. Не забудьте сохранить процесс простым, сосредоточив внимание на пяти основных факторах, изложенных выше: тип топлива, мощность сварки/рабочий цикл, вспомогательная мощность, производитель двигателя и дополнительные функции. Пусть вас не смущают названия продуктов, которые иногда могут намеренно вводить в заблуждение. Всю необходимую информацию можно найти в листе технических характеристик продукта или в руководстве пользователя. Просто просмотрите документацию и купите то, что вам нужно.
Полное руководство по орбитальной сварке для начинающих [включает ресурсы]
В этом руководстве мы расскажем все, что вам нужно знать об орбитальной сварке.
- Что такое сварка?
- Что такое орбитальная сварка?
- Когда использовать орбитальную сварку?
- Преимущества орбитальной сварки
- Оборудование, необходимое для орбитальной сварки
- Достижение сварного шва наилучшего качества: процесс подготовки
- Машины для орбитальной сварки Марки
Что такое сварка?
Проще говоря, сварка — это процесс, при котором два отдельных куска металла (известных как электроды) сплавляются вместе с использованием высокой температуры.
Посмотрите базовую демонстрацию сварки здесь:
Сварочные электроды: плавящиеся и неплавящиеся
Существует 2 категории сварочных электродов.
Что такое орбитальная сварка?
По определению, орбитальная сварка относится к автоматизированной сварке закрепленных труб или труб с вращением электрода (или по орбите) вокруг трубы.
Это особый тип сварки, при котором дуга непрерывно вращается на 360° вокруг объекта (трубы/трубы).
Как работает автоматический сварочный аппарат:
История орбитальной сварки
Орбитальная сварка была разработана в 1960-х годах, когда в аэрокосмической промышленности возникла потребность в более точном методе сварки.
Затем этот конкретный процесс начал находить свое место в различных областях, от автомобилестроения до пищевой промышленности.
Когда использовать орбитальную сварку?
Итак, как выбрать между сваркой и орбитальной сваркой?
Орбитальная сварка должна использоваться, если
✓ Производство включает в себя трудные положения для ручной обработки
Место, где происходит сварка, и место установки самого аппарата влияют на безопасность сварщика. Кроме того, он играет роль в определении сложности выполнения задачи.
Следовательно, если безопасность сварщика будет поставлена под угрозу, рекомендуется автоматическая процедура.
✓ Необходимо выполнить большое количество сварных швов
Поскольку процесс полностью автоматизирован, орбитальная сварка идеально подходит для производства большого количества сварных швов благодаря своей повторяемости.
С другой стороны, если производство требует
- Небольшие количества или
- Индивидуальные детали
Можно использовать комбинацию полуавтоматических и механизированных машин.
Преимущества орбитальной сварки
Оборудование, необходимое для орбитальной сварки
AXXAIR SASL 200/300
Расход защитного газа, сила сварочного тока и частота импульсов, ход скорость сварочной головки и операций подачи проволоки
Мобильные источники питания среднего размера
Ток: до 400 ампер
Напряжение: 3-фазное 415 В
- Тяжелый вес: крепления на колесах для мобильности
- Контролирует до 6 осей настроек
Поток защитного газа, сила сварочного тока и частота импульсов, скорость перемещения сварочной головки, операции подачи проволоки, а также контроль и колебания напряжения дуги.
Полноразмерные источники питания
Ток: 300–600 ампер
Напряжение: 3-фазное 415 В или вход с несколькими напряжениями
- Управление 6 осями или более
2.
Сварочная головкаФункции:
- Удерживает электрод на месте
- Оказывает давление на свариваемые детали
- Протекает сварочный ток
- Поддержание температуры нагрева
Сварочные головки для сварки труб
AAXAIR SATF 40nd
- Сварочная головка с закрытой камерой
Диаметры: 1,6–168 мм
Автогенная сварка труб без присадочной проволоки
AXXAIR SATO 40E0x
- U-образная открытая сварочная головка
Диаметр: 8–275 мм
Обычно используется для орбитальной сварки ВИГ с присадочной проволокой или без нее
- Открытая сварочная головка кареточного типа
Диаметры: от 114 мм (внешний) и далее
Орбиты вокруг труб/трубок на специальных рельсах с присадочной проволокой или без нее
Головки для сварки труб с трубными решетками
- Закрытые орбитальные головки для сварки труб с трубными решетками (без присадочной проволоки)
Диаметры: 9,5–33,7 мм (внутренние)
Сварка ВИГ (GTAW) без присадочной проволоки
- Открытые головки для сварки труб с трубными решетками (с присадочной проволокой или без нее)
Диаметры: 10 мм (внутренний) – 60 мм (внешний)
3.
 Устройство подачи проволоки
Устройство подачи проволокиВ зависимости от мобильности сварочного оборудования может потребоваться механизм подачи проволоки. Он может быть встроен в сварочную головку или поставляться как отдельное устройство.
4. Система охлаждения (вода/воздух)
Функция: защита сварочного оборудования от перегрева
Это необходимо для защиты оборудования от теплового повреждения и оператора от теплового поражения.
Существует 2 основных типа систем охлаждения: водяная или воздушная.
Система воздушно-водяного охлаждения
Несомненно, достижение качественного сварного шва зависит от знаний и опыта оператора для установки точных параметров.
Достижение сварного шва наилучшего качества: процесс подготовки
Планирование играет ключевую роль в достижении идеального сварного шва.
Помимо подготовки материалов и обеспечения безопасных условий, вы также должны привыкнуть к оборудованию.
1. Подготовка концов труб/труб
Убедитесь, что режущие лезвия заточены для получения чистого реза без деформации труб.
2. Выбор материала
При одинаковых параметрах выполните пробные сварные швы с использованием разных партий металлов, чтобы убедиться, что конечные продукты однородны.
3. Выравнивание сварного соединения
- Выравнивание: Используйте инженерные зажимы для выравнивания и удержания сварных труб на месте. Это ускоряет процесс подготовки.
- Зазоры: не более 5% толщины стенки трубы/трубы
- Толщина стенки трубы: ±5% для обеспечения качества сварки
4. Сварочные газы
Подходящая газовая смесь зависит от плавких материалов. Некоторые распространенные смеси:
- Аргон и водород
- Гелий и аргон
5. Геометрия вольфрамового электрода
Источник: Подготовка к победе
- Конус (угол)
Источник: 8 практических советов по орбитальной сварке
- Диаметр наконечника
Источник: 8 Практических советов по орбитальной сварке
Выбор вольфрамовых электродов должен обеспечивать оптимальный баланс срока службы электрода и производительности сварки.
6. Параметры сварки
Каждый сварочный аппарат поставляется с регулируемыми настройками параметров. Перед настройкой вы должны изучить сварочный аппарат и оборудование, чтобы иметь возможность настроиться на точные, точные параметры.
Марки аппаратов для орбитальной сварки
Диапазон цен: $, 15–30 тыс.
Компания AXXAIR, имеющая 98 дистрибьюторов в 60 странах, предлагает один из самых широких ассортиментов машин и оборудования для орбитальной сварки. Они получили признание за свой многолетний опыт работы в отрасли, став брендом, которому доверяют во всем мире.
Диапазон цен: $$, 20k+
Компания Swagelok, твердо приверженная постоянному совершенствованию, стремится быть надежным консультантом по всем вопросам, связанным с наукой, логистикой и инженерией.
Ценовой диапазон: $$$, 25k+
Еще одним выдающимся брендом, известным своим качеством, долговечностью и функциональностью, является Arc Machines Inc. (AMI).