Как выбрать полярность при сварке инвертором: Сварка инвертором для начинающих: прямая и обратная полярность
alexxlab | 30.08.2020 | 0 | Разное
Какую полярность при сварке инвертором выбрать

Какую полярность при сварке инвертором выбрать
Содержание статьи
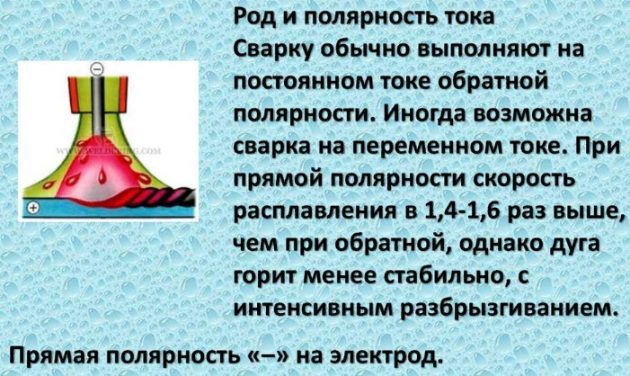
Сварка инвертором имеет свои особенности перед сваркой обычным трансформаторным аппаратом. Прежде всего, это постоянный ток, следовательно, сварку металлов можно осуществлять в двух режимах, с прямой и обратной полярностью.Простыми словами, меняя подключения инвертора (плюс на электрод и наоборот), можно менять режимы сваривания металлов. Это одно из основных преимуществ инверторной сварки, перед обычной. Что это даёт? Какую полярность выбрать? Именно об этом и будет рассказано в данной статье строительного журнала samastroyka.ru.
Зачем нужна обратная и прямая полярность
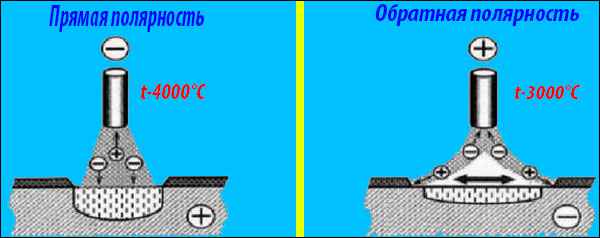
Чтобы ответить на данный вопрос, нужно углубиться в технологический процесс сварки постоянным током. При сварке на конце электрода появляется «термопятно», обладающее температурой свыше 3000°C.
При этом если к плюсовому выходу инвертора подключить электрододержатель, а к минусовому, держатель массы, то температура пятна будет гораздо ниже, примерно на 1000 градусов.
Таким образом, можно более тонко выбрать режим сварки, что даст следующие преимущества:
- Используя прямую полярность инвертора, основная температура придётся на свариваемый металла, который начнёт намного быстрее и больше разогреваться. Все это позволит более качественно проварить толстый металл и хорошо углубить корень шва. Сварочное соединение будет обладать максимальной прочностью и надёжностью.
- Используя обратную полярность инвертора, наоборот, получится не перегревать металл, поскольку самая большая температура будет приходиться на кончик электрода при сварке. Таким образом, на обратной полярности удобней всего варить тонкий металл, который на прямой полярности, скорее всего, будет прожигаться сваркой.
Кроме того, на обратной полярности варят такие металлы, которые имею большую чувствительность к перегреву. В первую очередь, это нержавейка, высокоуглеродистая сталь, чугун, и некоторые другие металлы.

Вот зачем нужна обратная и прямая полярность инвертора. При этом расход электродов на обратной полярности, будет намного выше, чем на прямой. Связано это с тем, что при подключении инвертора на обратную полярность, большая часть температуры приходится именно на электрод. В результате чего он намного быстрее сгорает в процессе сварки.
Особенности сварки на прямой полярности
При сварке инвертором на прямой полярности возникают определённые моменты, о которых должен знать каждый сварщик:

- Во-первых, данный режим сварки инвертором характеризуется большим разбрызгиванием расплавленного металла;
- Сварочная дуга на прямой полярности менее стабильна, и с этим приходится мириться;
- Поскольку температура нагрева электрода меньше, то при сварке на прямой полярности возможно использование токов с большим значением;
- Увеличивается коэффициент наплавки металла;
- Смена полярности инвертора влияет и на состав наплавленного металла. При сварке на прямой полярности, в составе металла практически отсутствует углерод, но зато гораздо больше марганца с кремнием.
Выбор того или иного режима сварки, во много зависит от поставленных задач.

Зная особенности обратной и прямой полярности инвертора, получится выполнить работу более тонко и качественно.
Оценить статью и поделиться ссылкой:Обратная и прямая полярность при сварке инвертором
Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида – это прямая и обратная полярность при сварке инвертором.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда “+” и “-“. В зависимости от того, к какому гнезду будет подключаться масса, а к какому – электрод, и будет зависеть полярность.

Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому – электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Что означает обратная полярность
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду – массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.

Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения.
Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Критерий выбора полярности
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Тип металла
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.

Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, – это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.

Свойства прямой полярности
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты:
- полученный сварной шов будет достаточно глубоким, но при этом довольно узким;
- используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм;
- осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора;
- прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва;
- при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током;
- прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.

Свойства обратной полярности
Также как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами:
- Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким.
- Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным.
- При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать.
- Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет “скакать”.
- Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.

Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
Использование прямой полярности оправдано в случаях большой толщины металла. Также этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке – это грубая обработка и соединение конструкции.
Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой.
Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Заключение
Если подвести итог всему вышесказанному, то применение инвертора или полуавтомата для сварки в быту – это очень распространенное дело. Но вот правильный выбор подключения при постоянном токе, а также знание того, какой материал каким способом нужно варить, – это основная информация, необходимая для успешного завершения работы. Если эти знания имеются, то применение этих инструментов не станет проблемой.
Прямая и обратная полярность при сварке инвертором
Сварку металлов постоянным током можно проводить двумя режимами: с прямой полярностью и обратной. Прямая полярность при сварке – это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.

Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
- В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
- При таком режиме электрическая дуга нестабильна.
- С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
- Правильный нагрев металла.
- Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
- При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
- Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.
Особенности сварки током обратной полярности
Сваривание тонких заготовок – процесс с повышенной трудностью, потому что постоянно присутствует опасность появления прожогов. Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
- Снизить потенциал тока, чтобы уменьшить температуру на заготовке.
- Сварку лучше проводить прерывистым швом. К примеру, сделать небольшой участок в начале, затем переместиться в центр, после начать стыковку с противоположной стороны, далее начать варить промежуточные участки. В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
- Очень тонкие металлические заготовки сваривают с периодическим прерыванием электрической дуги. То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
- Если проводится сварка внахлест, то две заготовки должны быть герметично прижиматься друг к другу. Небольшой воздушный зазор приводит к прожогу верхней детали. Для создания плотного прилегания нужно использовать струбцины или любой груз.
- При стыковочном соединении заготовок лучше минимизировать зазор межу деталями, а идеально, чтобы зазора не было бы вообще.
- Для сварки очень тонких заготовок с неровными кромками под стык необходимо уложить материал, который бы хорошо забирал на себя тепло процесса. Обычно для этого используют медную пластину. Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
- Можно провести отбортовку кромок свариваемых изделий. Угол отбортовки – 180°.
Специалисты же рекомендуют, перед тем как начать сварку тонких заготовок обратной полярностью, лучше немного потренироваться на дефектном листе металла. Лучше потратите время на тренировку, чем латать дыры от прожога.
Поделись с друзьями
2
0
1
0
Прямая и обратная полярность при сварке
Сварка металла – процесс, который на первый взгляд может показаться довольно простым. Многие умельцы варят для домашних нужд, но увидеть качественный, красивый шов можно не так уж часто. Более того, в частной практике никто не проверяет крепость соединения на соответствие стандартам. Вопрос встает ребром, когда возникают определенные трудности, например, прожог листа, расхождение шва. Вот тут и нужно знать тонкости процесса – прямую и обратную полярность.
Что означает полярность при сварочных работах

В инверторных сварочных аппаратах для обозначения полярности используются надписи
Рассматривая вопрос полярности, понятно, что сварка в этом случае осуществляется током постоянного напряжения. Клеммы сварочного инвертора, куда подсоединяются силовые кабели держателя электрода и массы, обозначены значками «+» и «-». Обычно, подключая такой прибор и начиная его эксплуатировать, многие, руководствуясь инструкцией или рекомендациями знакомого специалиста, не задумываются, почему на конкретную клемму вешают именно этот, а не другой провод.
А разница все-таки есть, и здесь сокрыт недвусмысленный физический закон движения заряженных частиц – электронов. Электроны, обладая отрицательным зарядом, всегда движутся от минуса к плюсу в любой схеме, включая инвертор. При сварке можно подключить электрод как к плюсовой клемме, так и к минусовой – все будет работать. Но электроны в том и другом случае будут двигаться в разных направлениях по цепи, это отразится на процессе и конечном результате.
Подключение по схеме прямой полярности
Если схему собрать так, что плюс от инвертора идет на стальную заготовку (свариваемая деталь), потом через дуговой промежуток, сварочный электрод к минусу инвертора, то такое соединение получило название прямой полярности при сварке. В этом случае анодом выступает деталь, а катодом — электрод. Место соединения на детали будет греться сильнее, чем кончик электрода, приблизительно на 700 градусов по Цельсию.
Подключение по схеме обратной полярности
Схема подключения кабелей аппарата для сварки, когда плюс от инвертора приходит на сварной электрод, потом через дуговой промежуток попадает на рабочую деталь и минус инвертора, получила название обратной полярности при сварке. Здесь уже электрод будет греться сильнее, так как анодное пятно будет на нем, катодное – в области соединения стальных заготовок.
Выбор режима
Правильный выбор полярности при подключении сварочного оборудования может зависеть от нескольких факторов. Но самое главное для специалиста — усвоить, что на аноде, а это «+» всегда выделяется больше тепла (до 4000 градусов по Цельсию) чем на катоде (чуть больше 3000 градусов).
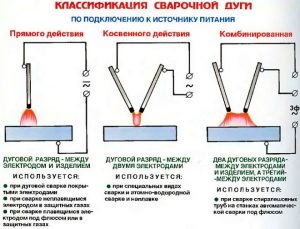
Виды сварочной дуги при сварке электродами
Это отправная точка дальнейшего анализа: толщина стали, марка, вид металла, тип сварочного электрода. В случае неответственной конструкции, возможно, будет лишним обращать внимание на полярность сварки.
Толщина заготовки – основной фактор, когда необходимо следить за полярностью. Более толстый материал в месте стыка нужно сильнее прогреть, чтобы частицы его взаимно проникли на большей площади соприкосновения, а пустоты заполнились металлом сварной проволоки – это надежность шва. Тонкий металл нельзя сильно греть, иначе можно получить дырку, некрасивый неравномерный сварной шов.
Когда сварке подвергают такие сплавы как чугун или нержавейка, то перегрев этих материалов может привести к образованию тугоплавких соединений, что нежелательно. Сплав алюминия требует мероприятий по удалению окислов, и хороший прогрев идет только на пользу. В сварочной литературе по каждому виду металла есть рекомендации об оптимальных методах и режимах работы с ним.
Покрытие электродов специальным флюсом тоже рассчитано на работу в определенных режимах. Угольный электрод для электросварки не имеет стойкости к перегреву, поэтому обратная полярность ему противопоказана. Сварная проволока полуавтоматических аппаратов более лояльна к выбору полюсовки, но каждый производитель дает на продукцию свои рекомендации по использованию.
Особенности сварки при использовании прямой полярности
Работая сварочным аппаратом постоянного тока и применяя способ подключение схемы прямой полярности, следует учитывать такие особенности процесса:
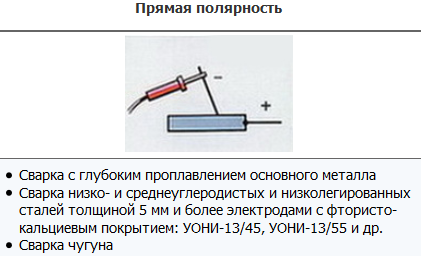
- Шов сварочного соединения — глубоко проникающий, узкий по ширине, более крепкий по качеству;
- Можно варить практически все типы сталей, толщина которых начинается от трех миллиметров и выше;
- При использовании вольфрамового стержня для цветных металлов можно применять только метод прямой полярности при сварке;
- Сварная дуга отличается стабильностью, устойчивостью к срывам, в результате чего легче контролировать процесс работы и получить красивый шов;
- Для работы таким методом не подходят электроды, рассчитанные на использование в сварке переменным током;
- При использовании сварочного аппарата в качестве резака, заготовка легче поддается раскройке.
Особенности обратной полярности при сварке
Сварка металла при таком способе подключения оборудования имеет следующие характеристики:
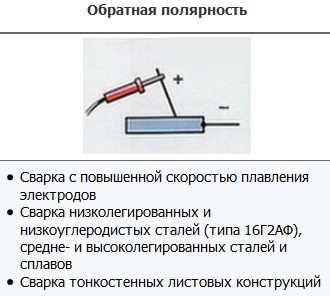
- Шов сварочного соединения менее глубок по проникновению в металл, с более выраженной шириной;
- Метод наиболее подходит для соединения средних по толщине заготовок либо тонких листов металла;
- При операциях с толстыми заготовками наблюдается хрупкость шва под воздействием нагрузок;
- Для работы не подходят электроды, структура которых разрушается при перегреве;
- Электрическая дуга отличается меньшей стабильностью, особенно в режиме работы на низких токах, что ведет к неравномерности соединения;
- Осуществляя сварку высоколегированных сталей, необходимо строго выполнять технологический процесс рабочего цикла.
Плюсы и минусы разных методов сваривания деталей
Говоря о плюсах и минусах прямой и обратной полярности сваривания, нужно понимать, что неправильный выбор режима проявит все отрицательные стороны процесса. Толстый металл при отрицательной полярности будет слабо греться, шов получится поверхностным, придется обваривать деталь с двух сторон, что увеличит материальные и временные затраты.
Тонкий металл при положительной полярности потечет, начнет прожигаться электродом, кипящие брызги из сварочной ванны будут загрязнять поверхность изделия и требовать дополнительных усилий по их устранению.
Если же все учесть правильно, то минусы обратятся в плюсы, процесс сварки будет несложным для выполнения и радовать глаз результатом.
Видео по теме: Прямая и обратная полярность при работе инверторным аппаратом
Прямая и обратная полярность при сварке: выбор режима, подключение
Полярность тока является одним из основных параметров, определяющих особенности сварки металлических конструкций. Этот параметр влияет на температуру стержней с электропроводным материалом. При обработке изделий током с прямой или обратной полярностью важно учитывать основные схемы подключения, толщину заготовок и технические параметры электродного стержня.

Полярность при сварочных работах
При ручной дуговой сварке подача присадочной проволоки осуществляется в автоматическом режиме. Сваривание деталей по технологии РДС осуществляется при постоянном токе. К клеммам сварочного инвертора нужно подключить кабели массы и электрода. Они обозначаются знаками “+” и “-“. Полярность определяет способ подсоединения проводов к клеммным колодкам полуавтомата. Этот этого параметра зависит характер движения элементарных частиц, что воздействует на сварочный процесс. Если полуавтоматический прибор для сварки функционирует при переменном токе, то сварщик не сможет поменять полярность
При сварке с прямой полярностью кабель с электродным стержнем соединяется с контактом “минус”, провод с прищепкой – с разъемом “плюс”. Температура на концах электрического инвертора достигает 1000 °C. При переходе на обратную полярность провода с электродом и прищепкой нужно поменять местами. Температура на концах электродного стержня повысится до 4000 °C. Смена полярности позволяет контролировать температурный режим обрабатываемых заготовок.

Изменять местоположение кабелей необходимо при обработке легированных изделий. Полярность меняется при различных функциональных режимах сварочного аппарата. Они определяются размерами и материалом изготовления свариваемых изделий. Прямое подключение кабелей используется при проведении сварочных работ на открытом воздухе. В данных условиях детали соединяются с применением трубчатой нити из алюминия, заполненной порошкообразным веществом. В этих условиях можно сваривать толстые металлические пластины.
Смена местоположения кабелей осуществляется при следующих условиях:
- При наличии защитных газ, предназначенных для изолирования металлов от воздействия оксидов и ускорение нагрева дуги.
- При использовании флюсовых присадок, необходимого для создания однородного диффузного слоя.
При прямой и обратной полярности формируются анодные и катодные пятна. Анодное облако является наиболее горячим. Его температура может достигать 800 °C. Через пятна проходит электроток. В этих областях наблюдается низкое напряжение, что обусловлено местоположением сварочной дуги.

Смена полярности позволяет сварщику увеличить глубину сварочного шва и обрабатывать конструкции с шириной менее 0,3 см. Сварка на прямой и обратной последовательности предоставляет возможность регулировать расположение дуги, что снижает скорость нагрева свариваемых изделий.
Выделяют следующие особенности сварки MMA с прямой полярностью:
- Позволяет получить прочный, узкий и глубокий сварочный шов.
- Облегчает сварку изделий, в составе которых отсутствует железо, и деталей толщиной более 0,3 см.
- Стабильность и устойчивость электрической дуги к срывам.
- Сварка невозможна, если применяются металлические стержни с электропроводным материалом, работающих при переменном токе.
- Высокое качества раскройки обрабатываемых заготовок.
- Воздействует на химический состав свариваемых изделий.
- Высокой коэффициент наплавки при нагревании сварочной дуги в аргоновой или гелиевой среде.
- Низкие темпы нагрева стержня электрического проводника или присадочной проволоки. Благодаря этому свойству при сварке модно применять инверторы, функционирующие при высокочастотных токах.
- Снижает процент внедрения карбона в массу свариваемого изделия.
РДС сварка при обратном подключении обладает следующими отличиями:
- Большая толщина и низкая глубина шва.
- При соединении тонких пластин их поверхность не деформируется.
- Нестабильность дуги, поэтому для сварки нельзя применять инверторы, работающие на невысоких токах.
- Низкий риск прожога поверхности металла, что обусловлено отбортовкой свариваемых поверхностей.
- При сваривании нельзя использовать стержни, разрушающихся при воздействии высоких температур.
- Требует минимизации зазора между свариваемыми частями.
- Низкий потенциал напряжения электротока.
- Сварка производится прерывистым швом.
При неправильном выборе полярности заготовки могут частично расплавиться, что приведет к возникновению кипящих брызг в сварочной ванне.
Подключение по схеме прямой полярности
При сварке током прямой полярности клеммная колодка “+” соединяется с обрабатываемым изделием. Подключение электродного стержня к контакту “-“ осуществляется через дуговой промежуток. При сварке с прямой полярностью электрический проводник будет нагреваться медленнее, чем металл. Поэтому температура между ними отличается на 700 °C. Во время сварки с постоянным током обратной полярности концы электродного стержня будут нагреваться сильнее поверхности заготовки. При прямом подключении роль катода исполняет электрод, обрабатываемые детали выступают в качестве анода.

Образование сварочной ванны – основная задача при сварке током прямой полярности. Для этого нужно прогреть заготовку до температуры плавления. При повышении силы электротока детали будут отталкиваться от сварочной дуги, что не позволит плотно соединить детали. При сварке с прямой полярностью требуются приборы, работающие при высокочастотных токах.
Подключение по схеме обратной полярности
При сварке постоянным током обратной полярности кабель с электродным стержнем необходимо подсоединить к “плюсу” инвертора, кабель на металл – к “минусу” инвертора. В этом случае роль катода выполняют поверхности заготовок, электрод становится анодом. В результате образуется рассеянная зона контакта между электрической дугой и свариваемым металлом. При сварке с обратной полярностью точка максимального разогрева размещается на металлическом стержне. В результате увеличивается глубина проплавки металлической поверхности.
Выбор режима полярности
Выбор полярности зависит от следующих факторов:
- Возможность прожога обрабатываемых заготовок.
- Наличие легированных сталей или нержавеющих сплавов железа в составе свариваемых изделий.
- Вероятность соединения металлических пластин малой толщины.

При смене полярности необходимо учитывать, что на аноде выделяется большое тепловой энергии, чем на катоде. Изначально сварочные аппараты работают по схеме прямого подключения. Сварщику необходимо изменять местоположение кабелей с электродным стержнем и прищепкой на металл при сваривании конструкций с разным поперечным сечением и толщиной. Для выбора правильного режима подключения проводников, необходимо учитывать следующие характеристики, определяющие особенности сварки:
- Расстояние между верхними и нижними поверхностями заготовок: основной фактор, воздействующий на структуру шва во время сварки постоянным током. При обработке толстых изделий необходимо прожечь поверхностью металлов. Это позволит увеличить площадь соприкосновения, что позволит сварной проволоке заполнить пустоты в поверхностях заготовок. В этом случае необходимо использовать сварку с прямой полярностью. Если нужно обработать изделия малой толщины, то нужно подавать отрицательный заряд на металл, положительный – на стержень электрода. Иначе на месте сварки могут образоваться небольшие отверстия или неровные швы.
- Сила тока: этот параметр определяет степень прогрева металла и электродов. Чем сильнее электроток, подаваемый сварочным инвертором, тем интенсивнее происходит процесс горения дуги. Сила тока зависит от расположения свариваемой поверхности. Если заготовка размещена горизонтально, то данный показатель уменьшается на 15%.
Также для определения полярности нужно знать материал изготовления обрабатываемой заготовки, ее толщину и параметры электродного стержня. Определить эти показатели можно в руководстве к сварочному прибору. В нем производитель оборудования указывает обстоятельства для смены полярности.
Толщина края металлической заготовки
Сваривание конструкций с толстыми краями необходимо подключать клеммы инвертора по схеме прямой полярности. В данных условиях дополнительное тепло будет концентрироваться в местах плавки. Это способствует увеличение глубины сварочного шва. Поверхности деталей смогут плотно соединиться без деформации. При обработке тонкого металла необходимо применять обратную полярность. Края детали во время сварки не должны перегреваться. Иначе снизятся качество шва и прочность соединения.

Разновидность металла
При обработке металлических поверхностей из разных материалов необходимо соблюдать следующие правила:
- Изделия из алюминия свариваются при прямом подключении. Алюминиевые детали имеют высокую теплопроводность и небольшой вес. Отличительным свойством этого металла является высокая степень окисления. Поэтому при сварке на алюминиевых заготовках формируется пленка. Она не позволяет деталям плотно соединиться. Прямая полярность снижает число образующихся окислов и образует сварочную ванну до появления оксидной пленки. При обработке рекомендуется использовать инертные газы. Они f линейного расширения и литейной усадки, высоким коэффициентом теплопроводности и низкой устойчивостью к межкристаллической коррозии. Эти свойства увеличивают риск сквозного проплавления и деформации металла. Поэтому детали из сплавов железа не требуют дополнительного тепла. При изменении полярности во время сварки рекомендуется использовать инверторы, поставляющие электричество с низкой силой тока.

Цветные металлы необходимо плавить при помощи электродных стержней из вольфрама по схемам прямой полярности.
Тип электрода
Для определения полярности необходимо учитывать основные характеристики электрода: разновидности анодного пятна, разновидность флюса и температура. Выделяют следующие виды электрических проводников в зависимости от технических характеристик:
- ЦЛ-11: применяются при сварке по схемам обратной полярности. Эти электроды способны обрабатывать поверхность металлов из плотной нержавеющей стали и иных сплавов железа с высокой устойчивостью к воздействию коррозии. Они обеспечивают высокое качество шва без разрушения защитного слоя металла. Электродные стержни ЦЛ-11 покрываются специальным раствором из фосфора и калия. Он защищает сварочный шов от негативного воздействия окружающей среды. Электрические проводники ЦЛ-11 нужно хранить в сухих помещениях. При их эксплуатации рекомендуется использовать короткие дуги, что обеспечивает лучшую проплавку металла.
- НИАТ-1: применяются для соединения деталей небольшой толщины при подключении кабелей по схеме обратной полярности. Эти электроды обладают антикоррозийными свойствами. Они устойчивы к большим нагрузкам. Данные проводники увеличивают прочность сварочного соединения. В состав электрических проводников НИАТ-1 входят магний, молибден, углерод, никель и силикаты. Эти химические элементы обладают невысоким коэффициентов наплавки (до 10 г/Ач), что увеличивает производительность электрода. Перед эксплуатацией электрических проводников рекомендуется подвергнуть их термической обработке в специализированных печах. Прокалку электродов необходимо проводить в течение 1 часа.
- ОЗЛ-8: используются при обработке цветных металлов током прямой полярности. Они могут функционировать в рабочей среде с температурой ниже 1000°C. Эти электрические проводники имеют антикоррозийные свойства. Поэтому они могут применяться для обработки легированных сталей. Электродные стержни ОЗЛ-8 изготавливаются на основе небольшого стержня из сварочной проволоки диаметром до 5 мм. Коэффициент наплавки данных электрических проводников составляет не более 13 г/Ач, предел текучести – 400 МПА. Для наплавки 1 кг сварочного шва требуется 600 г электродов ОЗЛ-8.

При использовании электродов необходимо соблюдать следующие правила:
- Перед процессом сваривания металлических деталей тщательно очистить стержни электрического проводника.
- Обработать свариваемые детали химических раствором, защищающим их поверхность от пыли и иных видов загрязнений. Он также придает металлу блеск.
- При использовании новых электродов нужно предварительно осуществить их прокалку в специальных сушильных печах.
- В процессе сваривания заготовок требуется держать электродный стержень перпендикулярно оси сварочного шва.
- Держать электрическую дугу на расстоянии 3 мм от свариваемых кромок.
- Во время сварки нельзя совершать резкие рывки. В противном случае изменится рисунок шва.
- Чтобы избежать образования пористых поверхностей, необходимо очистить обрабатываемые изделия от шлаков и остатков расплавленного электрода.
- Нельзя допускать резкое понижение температуры электрического проводника. Иначе инструмент может частично деформироваться.

Нюансы эксплуатации электродов при разных полярностях указаны в инструкциях, составляемых при изготовлении этих инструментов. Они публикуются на официальных сайтах производителей электрических проводников.
отличия и как выбрать для инвертора
На чтение 8 мин. Просмотров 5.7k. Опубликовано Обновлено
Во всех статьях и обзорах, связанных со сваркой, присутствует электрическая тема. Хоть аппараты, хоть электроды, хоть виды швов – в любом сварочном вопросе упоминается и уточняется вид тока. Где-то он постоянный, где-то переменный, а еще у него есть два варианта – прямая и обратная полярность при сварке.
Пора разобраться, что к чему, чтобы правильно выбирать материалы, аппараты, электроды и . Знание нюансов об электричестве в сварке помогут вам быстро и правильно настроить инвертор, от чего качество сварочных швов зависит в большой степени.
Пятна анодные, пятна катодные
Конечно, можно всю жизнь проработать на своем инверторном аппарате, в котором по умолчанию постоянный ток настроен на прямую полярность: у вас нет никаких хлопот или проблем с перестройками сварочного электричества.
Эта чудесная идиллия возможна лишь при условии, что вид работ у вас один и тот же, вы не меняетесь, всех возможностей своего аппарата так и не знаете, и вообще зачем про электричество, все и так хорошо, не надо усложнять…
Не надо, так не надо, но вот если вам понадобится варить, например, качественную высоколегированную сталь, то ваша идиллия сразу же нарушится: качественного со старыми электрическими настройками у вас не получится. Вам придется разбираться с понятием обратной или прямой полярности при сварке, в чем мы прямо сейчас вам поможем.
Во-первых, работа на инверторном аппарате подразумевает постоянный ток. А он, в свою очередь, подразумевает два гнезда для подключения плюсовой и минусовой клемм. Давайте запоминать полярность при сварке инвертором по подключению электрода, так легче. Если электрод подключен к минусовому гнезду, то это прямая полярность при сварке. Если к плюсовому – она обратная.
 Прямая и обратная полярность.
Прямая и обратная полярность.В принципе при прямом варианте электрод, который подключен к отрицательной клемме, сам становится катодом. А анодом становится наша металлическая заготовка. При обратном варианте электрод начинает работать анодом, потому что он подключен к плюсовому полюсу. Ну а заготовка, соответственно, превращается в катод.
В обоих случаях образуются анодные и катодные пятна. Анодное облако – погорячее, причем значительно: разница в температурах анодной и катодной областей доходит до 800°С.
Не упустим из внимания важную деталь: если мы говорим о двух вариантах – прямом и обратном, это всегда имеет отношение только к постоянному току. Дело в том, что при переменном токе полярность сама меняется с прямой на обратную с высокой частотой.
Еще раз: переключение прямой и обратной полярностей имеет смысл и возможно только при постоянном токе, это сварка постоянным током. При переменном токе в таком переключении нет ни смысла, ни возможности. Друзья, это физика.
Прямая полярность
[box type=”fact”]По своей сути ток представляет собой движение заряженных частиц – электронов. Они двигаются от отрицательного полюса к положительному – это классика. Вот и у нас в процессе сварки электроны двигаются в направлении к металлической заготовке от электрода. Поэтому происходит нагрев металла. Электрод остается холодным.[/box]Итак, электрод подключен к минусу, металлическая заготовка – к плюсу. Это классическая полярность при сварке инвертором. На стороне плюса распространяет свое тепло чудесное анодное облако.
Прямое подключение постоянного тока имеет некоторые особенности, которые необходимо учитывать в обязательном порядке:
- при прямом подключении получается стабильная и ровная дуга со всеми вытекающими последствиями в виде швов высокого качества;
- сварочный шов отличается узостью и глубиной;
- ни в коем случае не применяется, если на электродах указано, что они предназначены для технологии переменного тока;
- с некоторыми металлами при работе в инертных газах повышается коэффициент наплавки;
- состав металла в шве при прямой полярности имеет особенности: в нем практически нет углерода, зато присутствуют кремний и марганец;
- довольно высокая степень разбрызгивания металла;
- быстрая плавка расходника с его частой заменой.
Обратная полярность
 Обратная полярность при сварке.
Обратная полярность при сварке.Мы помним, что при обратной полярности при сварке постоянным током плюсовое анодное теплое пятно находится на электроде, Таким образом мы исключаем дополнительный нагрев металла, к которому подведена минусовая клемма. Основным видом сварки при обратном подключении является с флюсом и метод в среде защитных газов, в частности – в аргоне.
Главными металлами «потребителями» обратного подключения являются высоколегированные стали и тонкие заготовки из любого металла: здесь имеет значение тонкость края, которую легко прожечь при малейшем перегреве. Так что работы при обратном подключении можно назвать вполне себе деликатными. А там, где деликатность, там особенности исполнения и профессиональные советы.
Вот какие технологические особенности использования обратной полярности нужно принять во внимание:
- шов при обратном подключении шире и меньшей глубины, чем при прямой;
- великолепно справляется с соединением тонких и средней толщины кромок металлических заготовок;
- сварочная дуга не такая стабильная, как при прямой полярности, если напряжение низкой силы, начинает скакать и прерываться;
- если вы варите высоколегированную сталь, то кроме обратного подключения нужно соблюдать дополнительные требования по рабочему циклу и температурному режиму остывания стальных заготовок;
- ни в коем случае не варить с электродами, чувствительными к перегреву;
- дополнительное снижение температуры на заготовке можно через снижение потенциала напряжения;
- то, что дуга не очень стабильна, можно использовать во благо: очень тонкие края лучше варить прерывистым швов – прерывая дугу;
- если в сварке на постоянном токе обратной полярности вы делаете шов встык, зазор между поверхностями должен быть минимальным, если же шов внахлест, поверхности приживать друг к другу герметично. Иначе вы получите прожог;
- отбортовка краев свариваемых поверхностей отлично поможет для снижения риска прожога.
Как выбрать правильную полярность
[box type=”info”]Понятно, что при сварке инвертором допускаются прямая и обратная полярность. По умолчанию эти аппараты обычно настроены на прямое подключение.[/box]Но если вы работаете с разными и металлическими заготовками разной толщины, вам придется самостоятельно настраивать параметры сварочного тока и, в частности, полярность. Это нетрудно, поехали.
Все дело в перемещении теплого анодного пятна, то есть концентрации нагрева. При прямой полярности плюс идет на металлическую заготовку, как раз она и разогревается. Именно от данного фактора зависит выбор варианта подключения при работе с разными заготовками из разных металлов. Все логично и просто, вот критерии решений по поводу подключения постоянного сварочного тока:
Толщина края металлической заготовки
 Постоянный и переменный ток сварки.
Постоянный и переменный ток сварки.Толстые края поверхностей? Конечно же сварка током прямой полярности! Дополнительная концентрация тепла в местах плавки в толстых деталях будет способствовать глубокой проверке и, следовательно, получению качественного прочного шва. Если же края свариваемых поверхностей тонкие, то рассуждать, а затем действовать нужно совсем наоборот.
Тонкие края важно не перегреть, чтобы не допустить прожога. Так что отправляем теплое анодное пятно от греха подальше на другую сторону – к электроду. Так что тонкие детали варим при обратном подключении.
Вид металла
Здесь нам поможет перемещение теплового анодного пятна: каким металлам оно не повредит, а, наоборот, поможет? Правильнее всего будет внимательно читать инструкции по электрической настройке сварочного аппарат, которые сопровождают любой современный сплав.
Но уже сейчас можно запомнить факт, что алюминий вместе со сплавами тепло только приветствуют, оно помогает снизить количество образующихся окислов во время процесса. Так что сварка алюминия постоянным током проводится только при прямом подключении. Официально это будет называться сваркой алюминия постоянным током в среде аргона.
[box type=”fact”]А вот сталь, чугун с различными стальными сплавами требуют обратного подключения постоянного сварочного тока: никакого дополнительного тепла им не нужно из-за риска образования тугоплавких соединений.[/box]Цветные металлы, как алюминий, варятся неплавящимися вольфрамовыми электродами только при прямом подключении без каких-либо исключений.
Вид электрода
Вы ведь знаете, что современные электроды подразделяются по огромному количеству критериев, они производятся в невероятном разнообразии. Электрические параметры также входит в описание каждого . Читать инструкции самым внимательным образом еще никому не помешало.
Но здесь мы вполне можем рассуждать логически, чтобы выбирать правильную полярность для каждого вида электрода. Выбор зависит от того же – теплого анодного пятна, то есть температурного режима. А такие режимы у электродов зависят от типа флюса и многих других факторов.
Невозможно дать короткие рекомендации по полярности тока для разных сварочных расходников – слишком их много. Единственный дельный совет в данном случае – читать инструкции и не пренебрегать ими.
А что делать, если в инструкции к металлу или сплаву требуется одни электрические параметры, а у выбранного электрода требуются совсем другие настройки сварочного тока? Такое бывает, ответ в этом случае только один: пробуйте и ищите оптимальный вариант опытным путем.
Силу тока, рабочие циклы, подключение к полюсам – все придется настраивать вручную. Но ведь голова нам дана, чтобы думать, верно?
Полярность при сварке инвертором | Главный механик
На сегодняшний день сварочные инверторы практически полностью заменили с рынка другие типы сварочных аппаратов, ранее использовавшиеся в ходе сварочных работ: выпрямители тока, генераторы и сварочные трансформаторы. Подобные устройства были достаточно громоздкие, тяжеловесные и проблематичные в транспортировке. Инверторы, в свою очередь, обладают рядом неоспоримых преимуществ таких как минимальный вес устройства, относительно недорогая цена, высокое качество сварки, простота в эксплуатации.
Устройства типа инвертор позволяют не только выполнять сварку масштабах производства, но и решать любые сварочные задачи на бытовом уровне. Работать на сварочном инверторе может не только профессионал своего дела, но даже начинающий, имея небольшой багаж знаний и минимальный опыт в сварочных работах.
Также одним из основных достоинств сварки инвероторным аппаратом можно считать его универсальность: при сварке используются электроды с постоянным электротоком и с током переменным. Обладая довольно широким спектром настроек тока на выходе можно решать различные задачи от сварки металла минимальной толщины до выполнения сложных работ связанных с резкой металла в несколько слоев. Рассмотрим основные виды полярности электрического тока и их применение в решении различных сварочных задач.
Прямая и обратная полярность при сварке
Принцип работы сварки с прямой полярностью подразумевает следующий алгоритм: ток от сварочного инвертора попадает на обрабатываемую деталь под положительным зарядом, в свою очередь клемма аппарата со знаком «плюс» соединяется с поверхностью металла с помощью специального кабеля. Заряд со знаком «минус» подается через электродержатель на электрод, который подключается к минусовой клемме. Это обеспечивает максимальный нагрев обрабатываемой детали при минимальном накаливании электрода. Подобный тип подачи тока рекомендуется для сварки изделий с толстыми краями, скрепление нескольких металлических пластин, а также часто используется профессионалами для резки по металлу.
Полезно знать: Если стоит задача получить идеальный, аккуратный шов без большого количества брызг от обрабатываемого изделия из металла обычно используется применение постоянного тока. Это происходит из-за отсутствия частой смены полярности при сварке. В остальных случаях в основном применяется переменный электроток по причине своей экономности в отличии от тока постоянного.
При сварке обратной полярности инвертором необходимо выполнить противоположные действия. На обрабатываемую поверхность металлической детали подается заряд со знаком «минус» от минусовой клеммы.В свою очередь, на электрод направляется заряд со знаком «плюс» от плюсовой клеммы. При таком подключении максимальные нагрев образуется на электроде, а обрабатываемая поверхность металла нагревается минимально. Такой тип полярности позволяет проводить так называемую «деликатную» сварку, так как в процессе сварки с помощью обратной полярности нивелирует вероятность «прожога» металла, что является наиболее актуальным с тонколистными металлами, сплавами, реагирующими на перегревание, а также с нержавеющей, легированной сталью.
Обратите внимание: чтобы предотвратить вероятность прожигания металла в ходе сварки профессионалы в сварочном деле советуют применять прижимную струбцину, которая позволяет крепко фиксировать обрабатываемые листы металла и делать процесс сварки более простым и удобным.
Особенности выбора электродов
Чтобы сварочные работы инвертором всегда выполнялись качественно и быстро очень важно уметь подбирать из всех разновидностей электродов представленных на современном рынке, именно тот который подходит для решения определенных сварочных задач. Выделим основные критерии, которые упростят процесс выбора оптимальных электродов для сварки инвертором:
Разновидность металлического изделия (существует определенная классификация электродов по виду металла, которая поможет выбрать оптимальный вариант стержня электрода).
Представляем вам основную классификации электродов по типу металла:
- Для выполнения ремонтных работ и наплавки;
- Для сварки на углеродистой и низколегированной стали;
- Для сварки изделий из меди и ее сплавов;
- Для сварки изделий из чугуна и его сплавов;
- Для сварки изделий из алюминия и его сплавов;
- Для выполнения работ с трудноподдающихся сварке металлами;
- Для сварка изделий из высоколегированной стали;
- Для сварки изделий с теплоустойчивыми с характеристиками.
Чистота обрабатываемой поверхности металла (например, стрежни электродов с рутиловым покрытием способны выполнять сварочные работы на сильно загрязненных, ржавых поверхностях металлических деталей; а основные электроды, наоборот, рекомендуется использовать для прочных соединений во время при отсутствии каких- либо загрязнений или влаги на металле).
Толщина металла (Чем больше толщина металла для сварки, тем большего диаметра должен быть подобран электрод):
- Для толщины изделия в 2 мм используют диаметр электрода в 2,5 мм;
- Для толщины изделия в 3 мм используют диаметр в 2,5 и 3 мм;
- Для толщины изделия в 4 и 5 мм используют диаметр электрода в 3,2 и 4 мм;
- Для толщины изделия от 6 до 12 мм используют диаметр электрода в 4 и 5 мм;
- Для толщины изделия свыше 13 мм необходимо использовать электроды в 5 мм.
Выбор оптимального электротока (Зависимость между диаметром рабочего стержня электрода и электротоком можно охарактеризовать следующим образом: если при усиленном токе изделие можно прожечь насквозь, то пониженном электротоке возможность создания рабочей электродугу окажется невозможной):
- электроду в 2 мм необходим ток от 50 до 60 А;
- электроду в 2,5 мм необходим ток от 60 до 90 А;
- для электрода в 3 мм необходим ток в пределах 80 – 140 А;
- для электрода в 4 мм необходим ток от 130-160 А;
- для электродов в 5 мм необходим ток в 200 А;
- электроду в 6 мм необходим ток от 220 до 240 А.
Рекомендации по выбору оптимального вида электрода помогут добиться наилучших результатов в сварке металлических изделий инвертором даже «новичкам» небольшим опытом и знания.
Вконтакте
Google+
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|


Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте

Обратная и прямая полярность при сварке с инвертором
При сварке конструкции постоянным током важно знать, что качество шва во многом будет зависеть от настроек аппарата. Важный нюанс – помимо регулятора тока необходимо подобрать правильную полярность. Их может быть всего два типа – прямая и обратная полярность при сварке инвертором.
Что означает прямая полярность?
Для получения качественного шва важно знать, какая полярность подходит для обрабатываемого материала.Общая суть сварочного инвертора заключается в том, что аппарат должен иметь гнезда «+» и «-». В зависимости от того, к какому разъему будет подключена масса и к какому электроду, будет зависеть полярность.
Прямая полярность подключается следующим образом: Добавьте массу к положительному разъему, а электрод к отрицательному. Здесь важно знать, что род и полярность тока будут обусловлены наличием анодного и катодного пятна. При наличии прямой полярности во время сварки на боковой стороне детали образуется более горячее анодное пятно.
Что означает обратная полярность?
При обратной полярности логично, что масса соединения и электрод поменяны местами. То есть к положительному разъему подключите электрод, а к отрицательному – массу. Здесь необходимо понимать, что при соединении розеток таким способом анодное пятно также будет образовываться, но оно появится не на стороне заготовки, а на противоположной ей стороне, то есть на электроде.
Важное примечание! Подключение полярности вручную осуществляется только при сварке инвертором, то есть при наличии постоянного тока.В том же процессе, но на переменном токе, изменение полярности независимо происходит до сотен раз в секунду. Поэтому способ подключения значения не имеет.
Как видите, разница между прямой и обратной полярностью при сварке с инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Критерий выбора полярности
При смене подключения специалист меняет на своем месте концентрацию нагрева, передавая ее либо на заготовку, либо на сам электрод.Здесь важно знать, что розетка обогрева отвечает плюсом, а это значит, что при прямом подключении максимальная температура будет соблюдаться на сварочном шве. При обратном подключении максимальная температура идет на нагрев расходного элемента. Зная эту особенность, вы можете самостоятельно выбрать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью во время сварки будет сильно зависеть от толщины металлического изделия.Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это связано с тем, что сильный нагрев заготовки приведет к более глубокому шву, что, в свою очередь, улучшит качество сварного шва. Прямая полярность также используется при резке кусков металла. И, наоборот, при сварке менее тонких металлических заготовок рекомендуется использовать обратное соединение, так как материал не будет перегреваться, но электрод расплавится намного быстрее.
Тип металла
Прямая и обратная полярность во время сварки также зависит от типа обрабатываемого металлического изделия.Важно понимать, что возможность самостоятельно менять тип соединения влияет на эффективность работы с разными видами заготовок. В качестве примера можно привести сварку нержавеющей стали или чугуна. При работе с такими материалами, то лучше использовать обратную полярность, что позволит избежать сильного перегрева сырья, которое спасет вас от создания огнеупорного сварного соединения. Но, например, для работы с таким металлом, как алюминий, при сварке лучше всего использовать прямую полярность.Так как при слабом нагревании пробить оксиды этого сырья будет очень и очень сложно. Чаще всего для каждого материала есть рекомендация, в которой прописано, с какой полярностью лучше обрабатывать эту преформу.
Типы электродов и проволоки
Еще одна очень важная деталь, которую необходимо учитывать при сварке с инвертором прямой или обратной полярности, – это тип электрода, который, как и металл, имеет свои характеристики при различных температурных условиях.Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, есть электрод угольного типа. Использовать обратное соединение для работы с этим элементом невозможно, так как слишком сильный нагрев такого типа потребляющего устройства приведет к перегреву флюса и изделие станет совершенно бесполезным. Можно использовать только сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими преформами, чтобы не ошибиться, лучше всего изучить маркировку и рекомендации производителя по работе с каждым типом расходных материалов отдельно.
Свойства прямой полярности
Совершенно очевидно, что есть преимущества у сварки с прямой и обратной полярностью. Если говорить о первом типе соединения, то можно выделить следующие элементы:
- Полученный шов будет достаточно глубоким, но довольно узким;
- Применяется для сварки большинства металлических заготовок, толщина которых превышает 3 мм;
- Провести сварку, например, цветной стали можно только при наличии вольфрамового электрода, а также при прямом подключении инвертора;
- Прямая полярность при сварке металлов также обеспечивает более стабильную дугу, что, в свою очередь, обеспечивает более высокое качество сварного шва;
- При прямом подключении категорически запрещается использовать электроды, пригодные для сварки на переменном токе;
- Прямая полярность также зарекомендовала себя при резке металлических заготовок.
Свойства обратной полярности
Так же, как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное соединение также может характеризоваться некоторыми свойствами:
- Если вы используете сварку постоянным током, но делаете обратное соединение, в результате получится шов не слишком глубокий, но очень широкий.
- Наилучшее качество шва достигается только при работе с металлами, имеющими небольшую толщину, при использовании обратной полярности для сварки толстого материала качество шва будет слишком неудовлетворительным.
- При сварке на обратном соединении категорически запрещается использовать электроды, которые нельзя перегреть.
- При значительном уменьшении силы тока качество шва также сильно ухудшится из-за того, что дуга начинает «прыгать».
- Поскольку обратная полярность чаще всего применяется при сварке высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертора, но и учитывать требования к металлу на время рабочего цикла. , а также для процесса охлаждения металла.
Изменение полярности
После того, как человек подробно изучит особенности сварки с прямой полярностью, а также с обратной полярностью, становится довольно легко ответить на вопрос, зачем ее менять. Кратко резюмируя, можно сказать следующее:
Использование прямой полярности оправдано в случаях большой толщины металла. Также такой вид соединения оправдан, если происходит сварка цветных металлов: латуни, меди, алюминия. Очень важно уделять внимание работе с алюминием, так как его оксидная пленка имеет огромное значение температуры плавления, которое намного превышает температуру плавления самого сырья.Другими словами, можно сказать, что прямая полярность при сварке – это грубая обработка и соединение конструкции.
Обратное соединение, в свою очередь, используется для работы с тонкими сталями. Кроме того, он используется при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, в связи с чем нельзя использовать высокотемпературную плавку. То есть работа по обратному подключению считается более тонкой.
Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходного материала, так как не все электроды могут подключать в обратном порядке.
Заключение
Если обобщить все вышесказанное, то использование инвертора или полуавтомата для бытовой сварки – очень обычное дело. Но правильный выбор подключения к постоянному току, а также знание
.На что обращать внимание при выборе сварочного инвертора – Меандр – занимательная электроника
Сварочный аппарат – один из самых популярных у домашних мастеров инструмента. Поставить забор на даче, прикрепить петли к воротам гаража, отремонтировать, разморозить зимний водопровод, подключить арматуру перед заливкой фундамента, сделать решетки на окнах или просто построить мангал (любимая игра Детенышей) – любое из заданий требует использование сварки. Помимо сварки не только варить, но и резать металл, причем в таких местах, где пролезть через «болгарки» порой нереально.Например, если вы хотите убрать из поля зрения непонятный кусок металла, неизвестный неизвестный знает, когда он забит или забетонирован в землю, разрезать арматуру при демонтаже старого фундамента, разрезать или прогреть закисшее плотно резьбовое соединение – вот несколько распространенных задач, для чего сварщик будет более чем полезен.
Конечно, проще нанять кого-то или купить готовую вещь в магазине, однако время, потраченное на поиски нормальных рабочих, и деньги на оплату их труда в результате наводят на размышления: «Но не легче ли самому сделать? ».И бывает, что, собственно, проще – стоимость покупки недорогого сварочного аппарата, стального профиля, петель, деталей и баллончиков с краской может быть полностью сопоставима с покупкой готовых столбов и калитки для изготовления простеньких 20 метровый забор загородный, без изысков и изысков. Но техника-то потом останется в хозяйстве, и в следующий раз экономия будет очень ощутимой.
Давно прошли те времена, когда сварщик таскал на тележке , очень тяжелый сварочный аппарат – самодельный трансформатор, сделанный вручную по старинке , который подключается непосредственно к проводу (и, как правило, к счетчику).эти телефоны, однако, остались. При всех своих недостатках по сравнению с современным (вес, габариты, сложность работы, значительная мощность) сварочный трансформатор имеет два преимущества: он чрезвычайно прочен и относительно недорог. Для отраслей и предприятий часто является решающим фактором. Однако рядовому пользователю, который хочет научиться готовить в свободное время, такое устройство не очень подходит.
Следующий вид оборудования – выпрямитель сварочный .Готовить их немного удобнее, стоит немного дороже, хорошо разбазаривает сеть, но зато надежен в эксплуатации и меньше трансформатора по габаритам и весу.
Самым современным аппаратом для ручной дуговой сварки считается сварочный инвертор . У него масса преимуществ, особенно для использования в домашних условиях или на даче. Во-первых – это очень скромный вес и размер – устройства вешаются на плечо и работают так долго. В отличие от обычных сварочных аппаратов, в которых силовой трансформатор работает от сети с частотой 50 Гц, инверторный сварочный аппарат использует ток высокой частоты (несколько десятков килогерц).В то же время для передачи необходимой энергии требуется трансформатор значительно меньшего размера и веса, а сварка проходит на постоянном токе, что обеспечивает более высокое качество сварки. Инвертор обычно включает выпрямитель, преобразователь в переменное напряжение высокой частоты, трансформатор, другой выпрямитель и схему управления. Все инверторы работают на силовых транзисторах, выполненных по технологии MOSFET или IGBT.
По технологии MOSFET изготовлены инверторы «первого поколения». аппарат, использующий его, относительно большого размера.IGBT-инверторы могут работать на гораздо более высоких частотах (60-85 кГц), что еще больше снижает их вес.
Очень важно, инвертор можно смело включать в бытовую розетку, не опасаясь сжечь проводку. Энергосбережение сейчас – один из ключевых вопросов в области экологической стратегии. С 2011 года в Европе вступает в силу стандарт EN 61000-3-12, вводящий дополнительные ограничения для оборудования, подключенного к электросети. Инверторные устройства – самые экономичные, они максимально соответствуют этому стандарту.
Процесс обучения трансформатору или выпрямителю потребует больше усилий, чем обучение сварке с помощью инвертора. Научитесь работать выключателем сварочного трансформатора на инверторе без проблем, а вот обратный переход намного сложнее. Инвертор прощает неопытному сварщику изначально неизбежные ошибки.
Недостаткитоже есть: Сварщики инверторные стоят дороже, не любят пыль и влагу, чувствительны к скачкам напряжения. Внутри у них очень много различных электронных компонентов, поэтому по теории вероятности они ломаются быстрее, чем проще по конструкции трансформаторы и выпрямители.Однако при должной осторожности и аккуратности в известном инверторе лечение длится не меньше, чем в «транс».
Необходимое оборудование для сварки
Обычно в комплект поставки агрегата входят два сварочных кабеля длиной не более двух метров, оснащенные разъемом «крокодилового» типа для крепления к заготовке, электрододержателем (копьем) исправного рабочего состояния и быстросъемными разъемами для крепления к станку.
Маска рабочего сварщика. Их выбор велик. Многие производители в комплекте с аппаратом вручают молоток в такт шлака и простую сварочную маску из пластика с тонировкой стекла.Эта маска по форме напоминает сковороду со съемной ручкой, при этом держать ее за счет одной руки неудобно. Как правило, маску лучше менять один раз. Чтобы работать намного проще, что носить на голове. Простые, с тонировкой стекла могут стоить 100-200 рублей, а с фильтром «хамелеон», автоматически затемняющимся при возникновении дуги, – в районе нескольких тысяч. В такт шлаковой маске или очкам по мере необходимости: Новичкам неприятно сказывается мистическая способность шлака со всех сторон слетать с него в глаз.
Больше работы потребуется соответствующая одежда, закрывающая кожу от ультрафиолета и защищающая от брызг. помои, туфли или сапоги, резиновые или парусиновые перчатки – вот минимальный набор, который можно приступить к работе.
Для чего нужны сварочные электроды
Если не вдаваться в подробности, новичок должен знать, что существует два вида электродов: для нормальной работы и для ответственных конструкций.
Для первого случая подходят все электроды (чаще всего на рынке марки МП-3 или ЭЛН), для второго – лучшие УОНИ.правда, они более прихотливы, требуют сильного «царапания» для разжигания дуги, немного больше сварочного тока, но качество сварки и прочность шва у них выше. Электроды лучше поджечь, если перед использованием их подожгли в духовке. Для обычных летних работ МП-3 или АНО хватит за глаза. Для работы электрода также важны диаметр и сварочный ток. Электроды обычно имеют срок службы 2-4 мм. Правило: чем толще часть, тем толще электрод и тем выше должен быть сварочный ток.При инверторном сварочном токе можно занижать: для «двойки» – 40-60 А, для «тройки» – 80-90 А, для «квартета» – 120-150 А. Когда те значения, которые указаны на упаковке электрода, действительно порезали металл. Конкретные цифры зависят от вкуса сварщика, тип шва, детали и толщина подбираются экспериментально, в зависимости от личного опыта и предпочтений.
Советы по выбору сварочного инвертора – как выбрать сварочный
Сегодня на рынке представлены десятки модных лей, различающихся по цене и заявленным параметрам.Однако при ближайшем рассмотрении оказывается, что существенных различий между устройствами гораздо меньше, чем кажется. Почти все недорогие инверторы, под какими бы марками они ни продавались, теперь производятся в Китае. В более дорогих европейских моделях могут использоваться китайские комплектующие, а также в китайской машине внезапно обнаруживаются элементы, произведенные, например, в Японии. В этом нет ничего странного: глобализация экономики приводит к тому, что делать вещи в Китае намного дешевле, чем в Европе или России.
Первый и важный параметр при выборе – диапазон регулировки сварочного тока. Для бытового использования, как правило, хватает 160-200 НО, обычно приходится готовить на меньшем.
Рабочий цикл (PV). При непрерывной работе при высоких токах устройство может перегреться и отключиться для охлаждения. Например, при PV = 30% держите дугу на фактическом максимальном токе 3 минуты из 10, остальное время – «отдых». На практике это означает, что при попытке сжечь максимальный ток множества электродов подряд сработает защита, и инвертор остановится на несколько минут.При меньшем токе устройство может работать без перебоев неограниченное время (PV = 100%). В быту редко требуется постоянная работа без перебоев: нужно поменять электроды, осмотреть полученный шов, перейти на другой участок сварки, чтобы за время поломки устройство успело остыть. На практике, чтобы добиться срабатывания, необходимо непрерывно прожигать на максимальном токе не менее двух или трех толстых электродов, что в реальной эксплуатации редко бывает необходимо.К тому же MF сильно зависит от температуры окружающей среды: чем она выше, тем меньше PT. Большинство производителей недорогих устройств тактично уклоняются от ответа на этот вопрос. Надо предположить, что они считают нормальными условия при температуре 20-25 градусов. Метод, по которому PX известны европейскими производителями, рассчитан на температуру 40 ° C. Поэтому заявленная стоимость европейских фотоэлектрических устройств обычно намного ниже, чем у китайских аналогов, но в действительности они могут выдерживать более высокие нагрузки.
Далее есть смысл обратить внимание на напряжение холостого хода – чем выше, тем лучше.Может быть в пределах 50-90 В.
комплектность: Если провода прикреплены почти всегда, необходимость в сварочной маске и молотке вызывает сомнения. Они не слишком удобны и в коробке больше похожи на приятное дополнение, но для какой-либо серьезной работы не годятся. Гораздо практичнее иметь полный чемодан для переноски и хранения инвертора. Сам инвертор имеет ручку или ремешок, позволяющий повесить его на плечо в процессе работы.
Защита от пыли и влаги. Класс защиты инвертора обычно IP21, то есть «от крупных частиц и крутых капель дождя», реже IP23 («От косого дождя»). Однако проводить сварочные работы под дождем нельзя. Помимо того, что это запрещено правилами техники безопасности, возможно возгорание влаги внутри инвертора. То же самое и с пылью. Особо опасна металлическая пыль, поэтому не стоит включать «болгарку» в непосредственной близости от работающего инвертора. Время от времени следует снимать крышку блока и тщательно продувать воздух в помещении.
потребляемая мощность. Чаще всего указывается в кВА, реже – в кВт (что не совсем так). Этот вариант действителен только при максимальном токе. Заказчик должен усвоить инструкции и обратить внимание на рекомендуемый сетевой предохранитель для работы. обычно хватает 16-25 НО, то есть устройство можно превратить в бытовую сеть без ее переделок. Энергопотребление инвертора по-прежнему существенно выше, чем у лампочки или электрочайника.Поэтому перед включением подставки необходимо проверить состояние розеток, проводов и удлинителя. Сварочные кабели во время работы необходимо вкрутить в аппарат до упора, а ввод настроить соответствующий предохранителю или цепи. Необязательно отключать инвертор от сети сразу после использования, лучше подождать, пока вентилятор достаточно охладит нагретые радиаторы. Нежелательно также включать или отключать инвертор от сети, минуя выключатель на блоке: возможный скачок напряжения крайне вреден для электроники.
Важным фактором при выборе инвертора для дома или профессиональной работы является вопрос его ремонтопригодности. При покупке следует заранее указывать адрес мастерских гарантийного и сервисного ремонта. Если ремонт прибора возможен только на значительном удалении от места работы с ним, есть смысл выбрать инвертор более простого типа: и починить его намного проще, да и стоимость дешевле.
Дополнительные функции сварочного аппарата
«Удобство» преобразователя частоты к потребителю объясняется, в частности, наличием различных дополнительных функций.
- Горячий старт – облегчает зажигание дуги из-за высокого начального тока во время зажигания.
- Arc Force – слишком быстрое приближение электрода к деталям увеличивает сварочный ток, предотвращая прилипание.
- Anti-Stick – снижает сварочный ток в случае прилипания электрода, давая время его отрыву.
В той или иной степени эти особенности присутствуют в каждой модели, в простых сварочных аппаратах производитель не всегда отмечает их инструкциями.Но, конечно же, в более современных, качественных и дорогих сварочных аппаратах функций реализованы гораздо приятнее для потребителя. Словами не объяснить: результат ощущается во время работы и при просмотре получившегося шва.
Возможность работы на бензогенераторе. Многие инверторы способны без проблем работать с бытовыми электрогенераторами мощностью не менее 5 кДа, но в каждом конкретном случае необходимо уточнить этот вопрос в инструкции.
кузовные работы. При определенном навыке, малый ток и небольшие электроды инвертора реально используются в мастерской. Однако такая работа требует высококвалифицированного сварщика. Авто ремонт намного удобнее сварочных аппаратов.
Возможность варить другие металлы. Многие устройства могут также использовать соответствующие электроды для варки чугуна, нержавейку, а некоторые, за исключением сварки MMA (MMA), также поддерживают аргонную дугу (TIG) и способны варить цветные металлы. Но для «аргона» (точнее, тугоплавкого вольфрамового электрода) придется покупать дополнительное оборудование, которое для новичка не нужно.В целом следует понимать, что сварка – это творческий процесс, для достижения определенных результатов необходим в первую очередь опыт, а также его внешний вид и очень интересные результаты могут быть достигнуты при желании, в том числе при сварке более сложных и ответственных конструкций. .
.Настройка параметров инверторного сварочного аппарата TIG
Технология, лежащая в основе конструкции сварочного аппарата, постоянно развивается. В то время как инверторные сварщики какое-то время определяли верхнюю часть рынка, теперь многие основные сварщики используют эту технологию. Нет никаких сомнений в том, что инверторные сварочные аппараты имеют много преимуществ перед своими простыми трансформаторами и выпрямителями, но есть кривая обучения, чтобы понять, когда и как использовать эти расширенные функции.
Многие строители модернизировали свои аппараты для сварки TIG за последние несколько лет, и многие люди просто не знают, с чего начать настройку своих новых современных инверторных аппаратов.Это краткое руководство поможет вам быстро и легко освоиться.
Начнем с определения инверторной технологии. Все сварочные аппараты принимают ток, идущий от розетки в гараже или магазине, и преобразуют его в ток, необходимый для сварки. В США наиболее распространен ток 120 и 240 В, и он доставляется с частотой 60 циклов в секунду или герц (Гц). Все сварщики используют трансформатор для преобразования этого высокого напряжения в более низкое напряжение, подходящее для сварки, а электрическая схема позволяет аппарату подавать ток большой силы в течение продолжительных периодов времени.
Эта схема более эффективна на более высоких частотах, поэтому инверторные машины повышают ток 60 Гц примерно до 10 000 Гц, чтобы максимизировать эту эффективность. Схема управления также позволяет использовать такие функции, как пульсации, управление формой волны переменного тока и частоту дуги переменного тока. Вскоре мы подробно рассмотрим эти настройки.
Первое, что вы заметите в инверторной машине, – это ее размер и вес – они намного меньше и легче, чем старые «унаследованные» машины, которые принципиально не изменились с середины прошлого века.Помимо того, что инверторные машины легче, они намного эффективнее и потребляют лишь небольшую часть энергии, необходимой для старых машин. Вот почему большинство производителей перешли на инверторы в течение последних нескольких лет.
Мы собираемся использовать для этой статьи первоклассный аппарат Miller Dynasty 350, и хотя простая панель управления с сенсорной панелью может отличаться от других инверторных сварочных аппаратов, принципы, используемые для выбора и настройка каждой переменной будет одинаковой для всех сварочных аппаратов.
Миллер, надо отдать им должное, проделал большую работу по упрощению панели управления. У некоторых других инверторных сварочных аппаратов может быть более дюжины регуляторов для регулировки, но аппараты Миллера имеют один регулятор, плюс аккуратные вертикальные столбцы настроек, с одной кнопкой сенсорной панели для каждого столбца, которая циклически переключает параметры, что упрощает установку и пойми. Имеются три цифровых индикатора, показывающих каждый параметр в процессе его настройки и дающих вам быстрый визуальный ориентир для выбранных вами настроек.
Мы начнем с просмотра левого столбца полярности. Это одна из самых простых настроек: если вы свариваете алюминий (или магний), вы выбираете режим AC (переменный ток), для всех остальных видов сварки выбираете режим DC (постоянный ток). Видишь ли, я же говорил, что это будет легко!
Следующий столбец – для процесса. Здесь есть три возможных настройки. Самый верхний вариант – для высокочастотной импульсной сварки TIG. Это наиболее часто используемый режим, при котором сварочную дугу можно создать, не касаясь электрода основным металлом.Следующий выбор – для TIG Touch Start. Это в первую очередь используется в ситуациях, когда недопустимы высокочастотные дуги. Маловероятно, что вы будете использовать это, если только не привариваете чувствительную электронику, но при необходимости она есть. Нижний вариант предназначен для сварки штангой переменного или постоянного тока.
Переходя к следующему столбцу, они управляют выходом. Эти элементы управления настроены в соответствии с типом используемого вами контроллера. Верхняя настройка – Remote Standard, которая используется при использовании ножного или ручного управления для регулирования силы тока во время сварки.Следующая настройка предназначена для удаленного удержания триггера 2T. Это позволяет вам предварительно установить силу тока на сварочном аппарате: одно касание спусковой кнопки на горелке включает ток, а второе касание выключает его. Нижняя настройка – Вкл., При которой сварочный ток поддерживается постоянно и используется для сварки штучной сваркой или для сварки TIG с подъемом дуги без дистанционного управления силой тока.
Центральная колонка предназначена для генератора импульсов, который обычно используется только для сварки постоянным током. Это позволяет сварочному току автоматически переключаться между верхним значением пикового значения и нижним значением фона.По моему опыту, не многие сварщики-любители понимают или используют эту функцию. Одним из больших преимуществ использования генератора импульсов является то, что вы можете снизить нагрев при сварке тонких металлов, что может значительно снизить степень деформации. Если вы занимаетесь кузовными работами, я думаю, вам понравится эта функция.
Верхнее значение для PPS (импульсов в секунду). Некоторые люди устанавливают это на низкое значение, например 1 PPS, и используют пульсацию, как метроном, для измерения времени добавления наполнителя, помогая добиться эффекта «копейки на копейку», который так ценят многие строители.Более высокое значение PPS дает более плавный эффект ряби, более узкий борт и более высокую скорость движения.
Следующая настройка предназначена для пиковой силы тока. Это устанавливает процент времени, в течение которого ток будет максимальным; 40-50 процентов – хорошее место для начала. Последняя настройка предназначена для фоновой силы тока, которая устанавливается в процентах от пикового значения. Именно здесь реализуются охлаждающие преимущества импульсных настроек, и 25 процентов – хорошая отправная точка. Нижний свет показывает, включен или выключен генератор импульсов.
Следующий столбец предназначен для секвенсора. Он используется в основном для производственной сварки или для автоматизированных приложений и позволяет вам установить начальную силу тока, начальное время нарастания тока для достижения пикового значения тока, уменьшающееся время линейного изменения и конечную силу тока. Вряд ли многие из наших читателей будут использовать эту функцию для создания одноразовых грузовиков.
Следующий столбец – это меню Gas Dig. Верхняя настройка – это предварительная подача или время, в течение которого защитный газ должен течь до возникновения дуги.Для большинства приложений достаточно одной или двух десятых секунды. Средняя настройка предназначена для пост-потока или времени, в течение которого газ продолжает течь после того, как дуга остановлена. Рекомендуемая настройка – одна секунда на каждые 10 ампер. Нижнее значение используется для предотвращения прилипания или короткого замыкания электрода при сварке штангой.
Крайний правый столбец предназначен для Waveshape. Это мощная функция, уникальная для инверторных сварочных аппаратов, позволяющая регулировать многие параметры переменного тока.
Сначала я опишу функцию «Баланс», хотя это третий вариант ниже. Это позволяет вам изменять процент времени, в течение которого ток находится в режиме EN (отрицательный электрод) и режиме EP (положительный электрод). Самый простой способ понять это – вы жертвуете чисткой на проникновение. Для достаточно чистого металла, 75 процентов EN должно быть хорошим началом. С выветрившимся алюминием или алюминием с покрытием более низкий процент EN, который обеспечивает более эффективное очищающее действие, может работать лучше.Слишком маленький процент (менее 60 процентов) может привести к повреждению острия на кончике вольфрамового электрода.
Верхняя настройка позволяет вам регулировать силу тока EN. Это не то же самое, что и количество времени, которое было установлено с помощью элемента управления «Баланс». Следующая настройка позволяет вам установить силу тока EP независимо. Рекомендуемые настройки: от 1 до 0,75, например, 100 ампер EN и 75 ампер EP, но не более чем соотношение 2: 1, например, 100 ампер EN и 50 ампер EP. Установленное здесь соотношение будет сохранено, когда вы вернетесь на главный экран.
Нижняя настройка для частоты переменного тока. Низкая частота (менее 100 Гц) дает мягкую широкую дугу, которая может быть полезна для тонких краев внешнего углового стыка. Чем выше частота, тем уже конус дуги, и он будет более стабильным при сварке тройников, внутренних углов и материалов разной толщины. Более высокие частоты обычно используются для тонких материалов, и 200 Гц являются хорошей отправной точкой. Вы можете поэкспериментировать, чтобы увидеть, что лучше всего подходит для вас.
В верхнем левом углу панели управления находится кнопка памяти, которая позволяет сохранять девять программ в режиме TIG на постоянном токе, девять – в режиме TIG на переменном токе, девять – в модуле постоянного тока и девять – в модуле переменного тока.Если вы выполняете сварку определенного типа неоднократно, эти настройки памяти могут быть очень полезны.
Вы можете подумать, что мы здесь закончили, но есть скрытое меню настройки, которое я кратко рассмотрю. Это позволяет настраивать зажигание дуги, форму сигнала и многое другое. Чтобы войти в это меню, нажмите и удерживайте кнопку «A» (сила тока) и нажмите кнопку Gas Dig. Затем вы можете переключаться между различными вариантами, несколько раз нажимая кнопку Gas Dig, внося необходимые изменения.
В аппарате есть настройки по умолчанию для зажигания дуги для вольфрама диаметром 3/32 дюйма, но если вы регулярно используете другой диаметр, вы можете настроить аппарат для настройки зажигания дуги по своему желанию.Вы также можете изменить форму волны переменного тока, выбрав Advanced Square, Soft Square, Triangle и Sine Wave. Я обнаружил, что настройки по умолчанию мне очень подходят, но вы можете поэкспериментировать с этими настройками, если хотите. Форма волны треугольника сохраняет тепло на минимальном уровне, что дает наибольшие преимущества для тонких металлов.
Есть еще несколько настроек, которые вы можете сделать в этом меню настройки, но я рассмотрел функции, которые, я думаю, наши читатели оценят больше всего. Дайте мне знать, если у вас есть конкретные вопросы, и, возможно, на них можно будет ответить в будущих колонках профессора Хаммера.
Если вы еще не пробовали новые инверторные сварочные аппараты, вас ждет большое удовольствие!
Посмотреть все 16 фотографий
Посмотреть все 16 фотографий
На панели управления данного аппарата имеется семь столбцов настроек, каждый столбец управляется кнопкой, плюс поворотный диск управления и три окна цифрового дисплея.Просмотреть все 16 фото
Первый столбец – полярность. Это позволяет вам выбирать между сваркой на переменном и постоянном токе. Если вы не свариваете алюминий или магний, вы, вероятно, будете использовать постоянный ток.Просмотреть все 16 фото
Второй столбец – для процесса. Он позволяет выбрать высокочастотный импульс TIG, запуск TIG Touch Start и Stick. Верхняя настройка обычно используется для сварки TIG.Просмотреть все 16 фото
Третий столбец предназначен для вывода. Он позволяет переключаться между Remote Standard, который является нормой при использовании ручного или ножного управления силой тока, или Remote 2T, который используется с дистанционным триггером включения и выключения.Просмотреть все 16 фото
В среднем столбце можно установить импульсный генератор.Это может уменьшить нагрев и деформацию при сварке листового металла. Эту функцию можно включать и выключать. Здесь мы устанавливаем 30 импульсов в секунду.Посмотреть все 16 фотографий
Пятая колонка предназначена для Sequencer, который разработан для автоматизированной или производственной сварки и, вероятно, не будет широко использоваться производителями классических грузовиков.Посмотреть все 16 фото
Шестая колонка называется Gas Dig. Здесь вы устанавливаете предварительную и последующую подачу защитного газа, а также можете вносить изменения, чтобы предотвратить залипание электрода при дуговой сварке.Просмотреть все 16 фотографий
Последний столбец посвящен форме волны переменного тока, где доступны одни из самых больших преимуществ инверторной технологии. Это позволяет вам установить баланс переменного тока, частоту и выбрать из нескольких форм волны. Здесь мы устанавливаем частоту 200 Гц.Просмотреть все 16 фото
Вот пример того, как генератор импульсов может уменьшить искажения на листовом металле. Соединение слева было выполнено с помощью генератора импульсов, и вы можете видеть, что зона термического влияния меньше.Просмотреть все 16 фото
Если поднести линейку к сварному шву, выполненному без генератора импульсов, можно увидеть, насколько сильно деформировался металл.Посмотреть все 16 фото
На сварном шве, выполненном с помощью генератора импульсов, искажения значительно уменьшены.Посмотреть все 16 фото
Еще одна полезная функция – регулятор AC Balance. Для чистого металла может быть подходящим значение 75%.Просмотреть все 16 фотографий
Для состаренных или сильно окисленных материалов более низкая настройка обеспечивает большую степень очистки, возможно, всего 60 процентов.Посмотреть все 16 фото
Частоту дуги переменного тока можно регулировать в широком диапазоне. В этом примере частота 60 Гц позволяет дуге плавно смывать края этих панелей из листового металла вместе.Посмотреть все 16 фото
Чем выше частота, тем сужается конус дуги и фокусируется на более узкой области. Это идеально подходит для получения сварных швов в местах сужения, таких как V-образное соединение между этими двумя пластинами, которые были сварены с частотой 200 Гц.Просмотреть все 16 фото
.Как работает инвертор, как ремонтировать инверторы – общие советы
В этом посте мы попытаемся узнать, как диагностировать и ремонтировать инвертор, всесторонне изучив различные этапы инвертора и как работает базовый инвертор.
Прежде чем мы обсудим, как отремонтировать инвертор, было бы важно, чтобы вы сначала получили полную информацию об основных функциях инвертора и его этапах. Следующее содержание объясняет важные аспекты инвертора.
Этапы инвертора
Как следует из названия, преобразователь постоянного тока в переменный представляет собой электронное устройство, которое способно «инвертировать» постоянный потенциал, обычно получаемый от свинцово-кислотной батареи, в повышенный потенциал переменного тока. Выходной сигнал инвертора обычно вполне сопоставим с напряжением, которое имеется в наших домашних розетках переменного тока.
Ремонт сложных инверторов – непростая задача из-за множества сложных этапов, требующих наличия специальных знаний в данной области. Инверторы с синусоидальными выходами или инверторы, использующие технологию ШИМ для генерации модифицированной синусоидальной волны, могут быть трудными для диагностики и устранения неисправностей для людей, которые относительно плохо знакомы с электроникой.
Тем не менее, более простые конструкции инверторов, основанные на основных принципах работы, могут быть отремонтированы даже человеком, который не является специалистом в области электроники.
Прежде чем мы перейдем к деталям поиска неисправностей, было бы важно обсудить, как работает инвертор, и различные ступени, которые обычно может включать инвертор:
Инвертор в его самой основной форме можно разделить на три основных этапа, а именно. генератор, драйвер и выходной каскад трансформатора.
Генератор:
Этот каскад в основном отвечает за генерацию колебательных импульсов через микросхему или транзисторную схему.
Эти колебания в основном являются производством чередующихся положительных и отрицательных (заземляющих) пиков напряжения аккумуляторной батареи с определенной заданной частотой (числом положительных пиков в секунду). Такие колебания обычно имеют форму квадратных столбов и называются прямоугольными волнами. и инверторы, работающие с такими генераторами, называются преобразователями прямоугольной формы.
Вышеупомянутые генерируемые прямоугольные импульсы слишком слабы и никогда не могут использоваться для управления силовыми выходными трансформаторами. Поэтому эти импульсы подаются на следующий каскад усилителя для выполнения требуемой задачи.
Для получения информации об генераторах инвертора вы также можете обратиться к полному руководству, в котором объясняется, как спроектировать инвертор с нуля.
Бустер или усилитель (драйвер):
Здесь принятая частота колебаний соответствующим образом усиливается до высоких уровней тока, используя либо силовые транзисторы или МОП-транзисторы.
Хотя усиленный отклик является переменным током, он все еще находится на уровне напряжения питания батареи и поэтому не может использоваться для управления электрическими приборами, которые работают с более высокими потенциалами переменного тока.
Таким образом, усиленное напряжение подается на вторичную обмотку выходного трансформатора.
Выходной силовой трансформатор:
Все мы знаем, как работает трансформатор; в источниках питания переменного / постоянного тока он обычно используется для понижения подаваемого входного переменного тока сети до более низких заданных уровней переменного тока за счет магнитной индукции двух его обмоток.
В инверторах трансформатор используется для той же цели, но с прямо противоположной ориентацией, то есть здесь переменный ток низкого уровня от вышеупомянутых электронных каскадов подается на вторичные обмотки, что приводит к индуцированному повышенному напряжению на первичной обмотке трансформатора.
Это напряжение, наконец, используется для питания различных бытовых электроприборов, таких как фонари, вентиляторы, миксеры, паяльники и т. Д. Принцип становится основой всех традиционных конструкций инверторов, от самых простых до самых сложных.
Функционирование показанной конструкции можно понять из следующих пунктов:
1) Плюс батареи питает ИС генератора (вывод Vcc), а также центральный отвод трансформатора.
2) Микросхема генератора при включении начинает производить попеременно переключающиеся импульсы Hi / Lo на своих выходных контактах PinA и PinB с некоторой заданной частотой, в основном 50 Гц или 60 Гц, в зависимости от спецификаций страны.
3) Видно, что эти распиновки связаны с соответствующими силовыми устройствами №1 и №2, которые могут быть МОП-транзисторами или силовыми BJT.
3) В любой момент, когда на PinA высокий уровень, а на PinB низкий, устройство питания №1 находится в проводящем режиме, а устройство питания №2 остается выключенным.
4) В этой ситуации верхний отвод трансформатора соединяется с землей через силовое устройство № 1, которое, в свою очередь, заставляет положительный полюс батареи проходить через верхнюю половину трансформатора, запитывая эту часть трансформатора.
5) Аналогично, в следующий момент, когда на контакте B высокий уровень, а на контакте A низкий, активируется нижняя первичная обмотка трансформатора.
6) Этот цикл непрерывно повторяется, вызывая двухтактную проводимость высокого тока через две половины обмотки трансформатора.
7) Вышеупомянутое действие во вторичной обмотке трансформатора вызывает переключение эквивалентной величины напряжения и тока через вторичную обмотку посредством магнитной индукции, что приводит к выработке необходимых 220 В или 120 В переменного тока на вторичной обмотке трансформатора, как показано на схеме.
Преобразователь постоянного тока в переменный, советы по ремонту
В приведенном выше объяснении несколько моментов становятся очень важными для получения правильных результатов от преобразователя.
1) Во-первых, генерация колебаний, из-за которых силовые полевые МОП-транзисторы включаются / выключаются, инициируя процесс индукции электромагнитного напряжения на первичной / вторичной обмотке трансформатора. Поскольку полевые МОП-транзисторы переключают первичную обмотку трансформатора двухтактным образом, это индуцирует переменное напряжение 220 В или 120 В переменного тока на вторичной обмотке трансформатора.
2) Вторым важным фактором является частота колебаний, которая фиксируется в соответствии со спецификациями страны, например, страны, которые поставляют 230 В, обычно имеют рабочую частоту 50 Гц, в других странах, где обычно указывается 120 В. работают на частоте 60 Гц.
3) Никогда не рекомендуется использовать сложные электронные устройства, такие как телевизоры, DVD-плееры, компьютеры и т. Д. С преобразователями прямоугольной формы. Резкие подъемы и спады прямоугольных волн просто не подходят для таких приложений.
4) Однако есть способы с помощью более сложных электронных схем для модификации прямоугольных волн так, чтобы они стали более подходящими для вышеупомянутого электронного оборудования.
Инверторы, использующие другие сложные схемы, могут генерировать сигналы, почти идентичные сигналам, имеющимся в наших домашних розетках переменного тока.
Как отремонтировать инвертор
Если вы хорошо разбираетесь в различных ступенях, обычно встроенных в инверторный блок, как описано выше, устранение неисправностей становится относительно простым. Следующие советы проиллюстрируют, как отремонтировать преобразователь постоянного тока в переменный:
Инвертор «мертв»:
Если ваш инвертор вышел из строя, выполните предварительные исследования, такие как проверка напряжения аккумулятора и соединений, проверка на перегоревший предохранитель , потеря связи и т. д.Если все в порядке, откройте внешнюю крышку инвертора и выполните следующие действия:
1) Найдите секцию генератора; отключите его выход от каскада MOSFET и с помощью частотомера проверьте, генерирует ли он требуемую частоту. Обычно для инвертора 220 В эта частота составляет 50 Гц, а для инвертора 120 В – 60 Гц. Если ваш измеритель не показывает частоту или стабильный постоянный ток, это может указывать на возможную неисправность этого каскада генератора. Проверьте его интегральную схему и соответствующие компоненты на предмет исправления.
2) Если вы обнаружите, что каскад генератора работает нормально, переходите к следующему каскаду, то есть каскаду усилителя тока (силовой MOSFET). Изолируйте МОП-транзисторы от трансформатора и проверьте каждое устройство с помощью цифрового мультиметра. Помните, что вам, возможно, придется полностью удалить MOSFET или BJT с платы во время их тестирования с помощью цифрового мультиметра. Если вы обнаружите, что какое-либо устройство неисправно, замените его новым и проверьте реакцию, включив инвертор. Во время тестирования реакции желательно подключать последовательно к батарее лампу постоянного тока высокой мощности, чтобы быть в большей безопасности и предотвратить любое чрезмерное повреждение батареи.
3) Иногда трансформаторы также могут стать основной причиной неисправности.Вы можете проверить наличие обрыва обмотки или слабого внутреннего соединения в соответствующем трансформаторе. Если вы сочтете это подозрительным, немедленно замените его новым.
Хотя не так-то просто узнать все о том, как отремонтировать преобразователь постоянного тока в переменный, из самой этой главы, но определенно все начнет «готовиться», когда вы погрузитесь в процедуру через неустанную практику, а также некоторые методы проб и ошибок.
Все еще есть сомнения … не стесняйтесь задавать здесь свои конкретные вопросы.
О Swagatam
Я инженер-электронщик (dipIETE), любитель, изобретатель, разработчик схем / печатных плат, производитель. Я также являюсь основателем веб-сайта: https://www.homemade-circuits.com/, где я люблю делиться своими инновационными идеями и руководствами по схемам.
Если у вас есть запрос, связанный со схемой, вы можете взаимодействовать с ним через комментарии, я буду очень рад помочь!