Как выбрать ток для сварки инвертором: Сварочный ток | Диаметр электрода и толщина металла
alexxlab | 12.05.2023 | 0 | Разное
Как правильно выставить сварочный ток на аппарате ручной дуговой сварки?
Как правильно выставить сварочный ток на аппарате ручной дуговой сварки?
Многие люди поддаются маркетинговым уловкам и рекламе и покупают сварочные аппараты избыточной мощности, 200-250 ампер, которые больше габаритами и дороже. Однако, сварочным аппаратом максимальной мощностью 140 ампер можно сварить любые бытовые конструкции.
В начале работы
важно правильно подобрать силу тока. Это может доставить некоторые
сложности не опытным сварщикам. Можно придерживаться следующего алгоритма
действий: если дуга не стабильная, гаснет, значит сила тока слишком низкая.
Поверните регулятор силы тока немного вверх, но только с небольшим шагом, не
более 5 ампер. Попробуйте поварить. Продолжайте этот процесс до тех пор, пока
дуга не станет легко поджигаться, в процессе сварки будет образовываться много
беспорядочных брызг, шарик металла в сварочной ванне будет сложно контролируем.
Диаметр электрода, мм | Сварочный ток, А |
1,6 | 20-40 |
2,0 | 30-60 |
2,5 | 50-90 |
3,0 | 70-120 |
| 3,2 | 80-140 |
4,0 | 110-170 |
5,0 | 150-200 |
Теоретически, на 1
мм толщины свариваемого метала необходимо 30-40 ампер, но более точный параметр
силы тока подбирается в процессе работы, исходя из положения свариваемого шва в
пространстве и типа электрода. Например, при нижнем горизонтальном шве, сила тока
устанавливается на 10-20% выше чем при вертикальном или потолочном.
Например, при нижнем горизонтальном шве, сила тока
устанавливается на 10-20% выше чем при вертикальном или потолочном.
При подборе сварочного тока, так же учитывайте то, что качество сварки зависит еще и от длины дуги. Чрезмерное увеличение длины дуги снижает устойчивость ее горения, уменьшает глубину проплавления, повышает частоту обрыва дуги при сварке, увеличивает потери (угар, разбрызгивание), ухудшает форму и размеры сварного шва, усиливает воздействие окружающей атмосферы на расплавленный металл. Короткая дуга обеспечивает наилучшее качество сварного шва. Рекомендуемая длина дуги для электродов указана в их паспорте.
Пробуйте, тренируйтесь и у вас обязательно все получится!
Сварочный инвертор и силовая сеть
При выборе сварочного инвертора возникает вопрос, на какой максимальный сварочный ток его следует выбирать. Неопытный сварщик часто хочет получить инвертор с максимально возможным током в 200-250А, но при этом не учитывает особенностей эксплуатации таких приборов.
Выбор инвертора конечно в основном определяется областью его применения, но важным также является вопрос, где и к какой силовой сети будет подключен инвертор.
Рассмотрим подробнее режим ручной сварки ММА с питанием инвертора от стандартной однофазной сети 220 вольт. Бытовая сеть 220 вольт рассчитана на ток нагрузки до 16 ампер. На этот максимальный ток рассчитаны подводящие провода, вилки, розетки и автоматы защиты сети.
Если мы планируем подключить инвертор к такой сети, то максимальную мощность, которую инвертор от нее получит, будет Pmax= 220V * 16A = 3520 ватт. Учитывая КПД инвертора (в среднем 85%) можно посчитать мощность, которую инвертор отдаст в сварочную дугу Pдуги= 3520 ватт * 0,85 = 2992 ватт.
Для устойчивого горения дуги напряжение на ней инвертор поддерживает около 30 вольт. Отсюда и получается, что максимальный ток в дуге будет не более Imax = 2992W / 30 V = 99,7 ампер.
При таком токе сваривать можно электродами диаметром не более 3 мм. Если же мы хотим получить больший сварочный ток и работать с электродами диаметром 4 и 5 мм. то стандартная бытовая сеть может не выдержать такой нагрузки.
то стандартная бытовая сеть может не выдержать такой нагрузки.
Посмотрим, каким требованиям должна отвечать сеть, чтобы обеспечить ток в дуге 160 ампер, необходимый для 4 мм. электрода.
Мощность в дуге для тока 160 ампер составит Pдуги= 30V * 160A = 4800 ватт. От сети, с учетом КПД, инвертор должен получить Pmax= 4800W / 0,85 = 5647 ватт. При этом он будет потреблять Imax= 5647W / 220V = 25,67 ампер.
При таких нагрузках вся проводка в сети должна быть выполнена проводом не менее 4 кв.мм, сетевые розетки и вилки должны быть рассчитаны на ток не менее 25 ампер, автомат защиты сети на ток 32 ампера.
Для обеспечения безотказной работы инвертора сварщик должен убедиться, что во всех точках, где планируется подключить инвертор и работать с током до 160 ампер, выполняются эти требования к сети.
При необходимости работать со сварочными токами более 160 ампер и электродами диаметром более 4 мм. необходимо выбирать сварочные инверторы с питанием от 3-х фазной сети, которая допускает значительно большие нагрузки.
Так для сварочного тока 200 ампер мощность, потребляемая инвертором, составит 7059 ватт, а линейный ток в трехфазной сети 220/380 вольт составит всего 10,7 ампер. Однако при этом придется прокладывать 3-х фазную сеть на все рабочие места, где планируется выполнять сварочные работы.
Выбор инвертора и максимального тока сварки должен быть согласован с типом сварки. Неоправданно высокие требования к величине тока сварки и желание обеспечить большой запас по току приводят только к лишним затратам.
Стоимость мощного инвертора большая, он будет потреблять больше электроэнергии даже при равных токах с менее мощным. Для мощного инвертора может потребоваться заново проложить силовую сеть.
Мощный инвертор более тяжел при переноске, а также дорог в ремонте и обслуживании.
Часто возникает необходимость убедиться в работоспособности нового инвертора, или инвертора полученного из ремонта. Лучше всего это сделать, моделируя режим сварки подключением к инвертору балластной нагрузки. Для этой цели хорошо подходит сварочный балластный реостат, например РБ-302. Подключив реостат к инвертору устанавливаем значения сварочного тока на инверторе и реостате равными. Замеряем напряжение на клеммах реостата вольтметром. Вольтметр должен показывать напряжение 28-30 вольт во всем диапазоне сварочных токов инвертора. Если на максимальных токах напряжение недостаточно или появляется подозрительный звук высокого тона, то значит, инвертор не обеспечивает ожидаемых величин сварочного тока.
Для этой цели хорошо подходит сварочный балластный реостат, например РБ-302. Подключив реостат к инвертору устанавливаем значения сварочного тока на инверторе и реостате равными. Замеряем напряжение на клеммах реостата вольтметром. Вольтметр должен показывать напряжение 28-30 вольт во всем диапазоне сварочных токов инвертора. Если на максимальных токах напряжение недостаточно или появляется подозрительный звук высокого тона, то значит, инвертор не обеспечивает ожидаемых величин сварочного тока.
При проведении таких испытаний для подключения к силовой сети должен использоваться штатный сетевой кабель инвертора, без каких либо сетевых удлинителей. При больших токах на удлинителе может падать значительное напряжение и испытания дадут неверный результат.
ВНИМАНИЕ! Статья охраняется авторским правом. Копирование, размножение, распространение, перепечатка (целиком или частично), или иное использование материала без письменного разрешения автора не допускается. Любое нарушение прав автора будет преследоваться на основе российского и международного законодательства. Установка гиперссылок на статью не рассматривается как нарушение авторских прав. © ZetMaster, 29-10-2010 [email protected] www.z-master.ru
Установка гиперссылок на статью не рассматривается как нарушение авторских прав. © ZetMaster, 29-10-2010 [email protected] www.z-master.ru
Выбор постоянного тока (cc) Сварщик постоянного тока для обучения
Источник питания для сварки, как видно из названия, представляет собой устройство, которое подает электроэнергию для целей сварки. Сварка, как известно, требует высокого тока более 80 ампер и более 12 000 ампер для точечной сварки . Низкий ток также используется, например, при сварке двух бритвенных лезвий при силе тока 5 ампер дуговой сваркой вольфрамовым электродом в среде защитного газа. Источник питания для сварки может варьироваться от автомобильного аккумулятора до современного аппарата, основанного на технологии кремниевого управляемого выпрямителя.
Сварочные аппараты бывают двух типов – постоянного тока (CC) и постоянного напряжения (CV) . Разница заключается в том, что машина постоянного тока изменяет свое выходное напряжение для поддержания постоянного тока, тогда как машина постоянного напряжения будет колебать свой выходной ток для поддержания заданного напряжения.
Следует отметить, что сварочные аппараты постоянного тока (CC) имеют ограниченный максимальный ток короткого замыкания. Они имеют отрицательную вольт-амперную характеристику, и напряжение будет меняться в зависимости от длины дуги, лишь незначительно изменяя силу тока, поэтому они называются постоянным током или переменным напряжением.
Обычно говорят, что правильное понимание сварочного аппарата постоянного тока постоянного тока (CC) определяет успех и неудачу студентов, которые делают карьеру в области сварки. Чтобы интерпретировать кривую вольт/ампер, вы должны понимать взаимосвязь между длиной дуги и напряжением. Основным фактом процесса дуговой сварки является то, что по мере увеличения длины дуги повышается напряжение; по мере уменьшения длины дуги напряжение падает.
Кандидатские испытания для получения права на сварку труб с использованием незнакомого оборудования не увенчаются успехом, какими бы искренними они ни были. Дело в том, что, несмотря на наличие всех навыков, у студента была не та машина. Инструктор увидел затруднительное положение студента, посадил его на другой сварочный аппарат, и сварка стала безупречной.
Дело в том, что, несмотря на наличие всех навыков, у студента была не та машина. Инструктор увидел затруднительное положение студента, посадил его на другой сварочный аппарат, и сварка стала безупречной.
Характер машины CV важен для дуговой сварки металлическим газом и дуговой сварки с флюсовой проволокой, поскольку сварщик не сможет вручную контролировать длину дуги. Если сварщик попытается использовать машину CV для дуговой сварки защищенным металлом, небольшие колебания длины дуги также могут вызвать большие колебания мощности машины. С машиной CC сварщик может рассчитывать на фиксированное количество ампер, достигающих свариваемого материала, независимо от расстояния дуги. Но, опять же, слишком большое расстояние приведет к плохой сварке.
Инвертор постоянного тока CC/CV с выходной мощностью 350 ампер при рабочем цикле 60 % удовлетворяет большинство сварочных потребностей. Этот тип установки позволяет обучать студентов сварке электродом и сварке ВИГ на постоянном токе в самых разных областях применения, а также обучать студентов процессам сварки МИГ и порошковой сердцевины.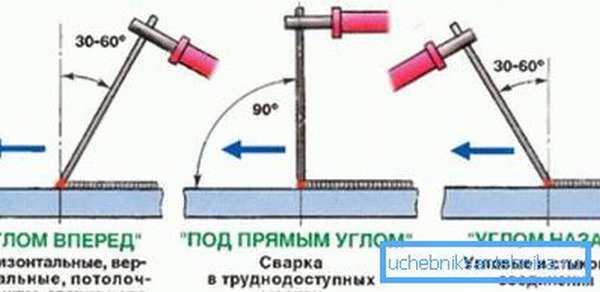
Учебные центры, в которых обучают сварке Stick, TIG и MIG , выбор правильного аппарата имеет первостепенное значение, поскольку он может улучшить или испортить учебную карьеру студента. Возможно, вы знаете, что промышленное развитие постоянно создает огромный спрос на квалифицированных сварщиков. Учебный центр несет ответственность за обеспечение стажеров инструментами, которые помогут им добиться успеха. Инверторы обычно рекомендуются для
- Принимая во внимание тип технологии сварки , которую внедряют в большинстве отраслей, целесообразно обучать студентов только тому оборудованию, которое они будут использовать профессионально.
- Инверторы относительно небольшие и компактные, поэтому занимают очень мало места. Инверторы
- намного более энергоэффективны и, таким образом, могут окупить себя только за счет экономии энергии.
- Некоторые инверторы позволяют подключаться к однофазной или трехфазной сети в широком диапазоне первичных напряжений.
 Кроме того, инверторы потребляют гораздо меньшую силу тока, уменьшая размер выключателя или позволяя подключать больше сварщиков к одному выключателю.
Кроме того, инверторы потребляют гораздо меньшую силу тока, уменьшая размер выключателя или позволяя подключать больше сварщиков к одному выключателю.
- И последнее, но не менее важное: инвертор предлагает расширенные средства управления дугой, которые позволяют учащимся учиться быстрее. Инвертор может сделать из среднего студента хорошего сварщика, а отличникам дать раскрыть весь свой потенциал.
Понимание напряжения и силы тока при сварке
Дуговая сварка металлическим электродом в среде защитного газа (GMAW) — это процесс сварки, когда электрическая дуга возникает между основным материалом и непрерывно подаваемым проволочным электродом. Расплавленная сварочная ванна защищена от атмосферы защитным газом, который обтекает присадочный металл проволоки в сварочной ванне и саму сварочную ванну. Тепло от электрической дуги расплавляет основной металл и присадочный металл, подаваемый в сварочную ванну.
Хотя на качество сварного шва могут влиять многие переменные, включая тип и толщину основного материала, на него влияют четыре основных фактора: сварочный ток, сварочное напряжение, расстояние от контакта до изделия и скорость перемещения.
Из всех сварочных факторов напряжение и сила тока вызывают наибольшее недоумение, особенно у начинающего сварщика. И поскольку они считаются одними из основных аспектов, влияющих на сварку GMAW, мы рассмотрим их более подробно.
Что такое сила тока при сварке?
Сварочный ток — это переменная, которая в основном определяет количество наплавленного металла в процессе сварки. Сила тока измеряет силу электрического тока, при этом его основное влияние на сварку заключается в скорости плавления электрода и глубине проникновения в основной материал.
Скорость подачи проволоки (WFS), еще одна из переменных параметров сварки, регулирует силу тока и величину провара. WFS и ток напрямую связаны: с увеличением одного растет и другой, и наоборот. Если значение WFS слишком высокое, это может привести к прогоранию. Это связано с тем, что по мере увеличения сварочного тока шов глубже проникает в основной материал.
Взгляните на Таблицу 1: Данные сварочного тока, чтобы увидеть, как это работает на практике. Как видите, WFS постепенно увеличивалась от Weld 1 до Weld 5, что, в свою очередь, увеличивало сварочный ток. Имейте в виду, что оператор сварки устанавливает WFS, а не текущий уровень, на источнике питания GMAW-CV. Основным способом регулировки тока является изменение WFS.
Как видите, WFS постепенно увеличивалась от Weld 1 до Weld 5, что, в свою очередь, увеличивало сварочный ток. Имейте в виду, что оператор сварки устанавливает WFS, а не текущий уровень, на источнике питания GMAW-CV. Основным способом регулировки тока является изменение WFS.
Из таблицы видно, что по мере увеличения скорости подачи проволоки увеличивалась и сила тока. Результаты видны на Рисунке 1: Поперечное сечение сварных швов с 1 по 5.
| Сварочное напряжение | ||||||||
Идентификационный номер сварки | Тагер сварочного напряжения | Настройки сварочного аппарата | Сбор данных | Подводимая теплота | ||||
| WFS (и/мин) | Напряжение (В) | Скорость перемещения (дюйм/мин) | WFS (изображения в минуту) | Напряжение (В) | Ток (А) | |||
| 1 | 100 | 150 | 24 | 15 | 151 |  5}”> 24,5 5}”> 24,5 | 111 | 10,88 |
| 2 | 150 | 250 | 252 | 24,7 | 162 | 16.01 | ||
| 3 | 175 | 325 | 331 |  8}”> 24,8 8}”> 24,8 | 193 | 19,15 | ||
| 4 | 200 | 300 | 462 | 24,9 | 212 | 21.12 | ||
| 5 | 250 | 615 | 618 | 25 | 254 |  4}” data-sheets-numberformat=”{"1":2,"2":"0.00","3":1}”> 24.40 4}” data-sheets-numberformat=”{"1":2,"2":"0.00","3":1}”> 24.40 | ||
В таблице 1 показаны данные сварки следующих сварных швов:
0219
Обратите внимание на увеличение глубины провара от сварки 1 к сварке 5. При постоянном напряжении и скорости перемещения увеличение WFS и тока указывает на существенно более глубокий сварной шов, перемещающийся от 1-го к 5-му.
Также обратите внимание на пальцеобразный провар в сварных швах 3-5, вызванный изменением режима переноса металла в сварочной дуге на режим переноса «распылением металла». Режим переноса металла обычно переходит от шаровидного к режиму распыления при сварочном токе выше 190 ампер для определенных комбинаций металла и защитного газа.
Что такое сварочное напряжение?
Если сила тока измеряет объем электронов, протекающих через электрический ток, напряжение измеряет давление, которое позволяет им течь. Другими словами, это несущая сила электрического тока. Итак, какое влияние оказывает это электрическое «давление» (напряжение) на сварной шов? Сварочное напряжение регулирует длину дуги: расстояние между сварочной ванной и присадочным металлом проволоки в точке плавления в дуге. По мере увеличения напряжения валик сварного шва будет сглаживаться, а его отношение ширины к глубине будет увеличиваться. Ознакомьтесь с данными сварки в Таблице 2:
| Сварочное напряжение | ||||||||
Идентификационный номер сварки | Тагер сварочного напряжения | Настройки сварочного аппарата | Сбор данных | Подводимая теплота | ||||
| WFS (и/мин) | Напряжение (В) | Скорость перемещения (дюйм/мин) | WFS (изображения в минуту) | Напряжение (В) | Ток (А) | |||
| 7 | 18 | 325 |  5}”> 17,5 5}”> 17,5 | 15 | 328 | 18 | 177 | 12,74 |
| 8 | 21 | 20,4 | 328 | 21.1 | 174 | 14,69 | ||
| 9 | 23 | 22 | 327 |  7}”> 22,7 7}”> 22,7 | 173 | 15,71 | ||
| 10 | 26 | 25,2 | 328 | 26 | 185 | 19,24 | ||
| 11 | 30 | 29,2 | 328 |  1}”> 30,1 1}”> 30,1 | 208 | 25.04 | ||
В Таблице 2 показаны данные сварочного напряжения для следующих сварных швов
Рисунок 2: Поперечное сечение сварных швов 7–11 (таблица и изображение предоставлены EWI.org)
В то время как скорость перемещения, скорость подачи проволоки и сила тока оставались постоянными, напряжение менялось. Очевидно, что напряжение мало влияет на проникновение. Вы можете видеть влияние напряжения на поверхность сварного шва, помогая ему лежать ровно и смываться по краям. Слишком большое напряжение может привести к тому, что сварной шов будет плоским, вогнутым или подрезанным. Слишком низкое напряжение может привести к некачественному сварному шву или к непровару.
На рис. 2 показано расширение сварных швов с 7 до 11 по мере увеличения напряжения. Вы можете видеть, что проплавление остается постоянным для сварных швов 7-9.так как ток не изменился. Сварные швы 10 и 11 показали такое же увеличение пальцеобразного проплавления, как и швы 3-5, а также увеличение сварочного тока. По мере увеличения длины дуги пропорционально росту напряжения вылет электрода, расстояние от контактного наконечника до места плавления сварочной проволоки в дуге соответственно уменьшаются.
Вы можете видеть, что проплавление остается постоянным для сварных швов 7-9.так как ток не изменился. Сварные швы 10 и 11 показали такое же увеличение пальцеобразного проплавления, как и швы 3-5, а также увеличение сварочного тока. По мере увеличения длины дуги пропорционально росту напряжения вылет электрода, расстояние от контактного наконечника до места плавления сварочной проволоки в дуге соответственно уменьшаются.
Сварочный ток в зависимости от толщины распространенных типов металла
Любой, кто хочет добиться оптимальных результатов сварки, должен знать, как правильно настроить ток в соответствии с типом и толщиной каждого металла. Обратитесь к таблице ниже для сварочных ампер на толщину для углеродистой стали и нержавеющей стали.
Углеродистая сталь с защитным газом 75 % аргона/25 % CO2
Толщина(ga.)
(дюймы)
(IPM)
(ампер)
 023}”> 0,023
023}”> 0,023 000","3":1}”> 0,030
000","3":1}”> 0,030 035}”> 0,035
035}”> 0,035 5-18"}”> 17,5-18
5-18"}”> 17,5-18 035}”> 0,035
035}”> 0,035
Нержавеющая сталь с 90 % гелия/7,5 % аргона/2,5 % CO2
| Диаметр проволоки (дюймы) | Скорость подачи проволоки (IPM) | Ток (ампер) | Напряжение | |
| 18 | 0,030 | 130-160 | 30-40 | |
| 18 | 0,035 | 105-115 | 50-60 | 18-18,5 |
| 16 | 0,035 | 140-160 | 70-80 | 18-19 |
| 14 |  035}” data-sheets-numberformat=”{"1":2,"2":"0.000","3":1}”> 0,035 035}” data-sheets-numberformat=”{"1":2,"2":"0.000","3":1}”> 0,035 | 180-220 | 90-110 | 18,5-19 |
| 14 | 0,045 | 90-110 | 90-110 | 18,5-19 |
| 10 | 0,035 | 240-260 | 120-130 | 19-20 |
| 10 |  045}”> 0,045 045}”> 0,045 | 120-130 | 120-130 | 19-20 |
| 3/16 | 0,035 | 280-300 | 140-150 | 19-20 |
| 3/16 |  045}”> 0,045 045}”> 0,045 | 140-150 | 140-150 | 19-20 |
Помните эмпирическое правило: сила тока определяется толщиной материала, и каждый 0,001 дюйм толщины материала требует примерно 1 ампер на выходе. (толщина 1/4 дюйма или 0,25 дюйма = 250 ампер)
У вас есть вопросы по силе тока и напряжению?
Поговорите со специалистами PrimeWeld. У наших технических специалистов и представителей службы поддержки есть ответы. Обращаясь к нам, вы будете общаться с настоящим профессиональным сварщиком. Они имеют многолетний практический опыт работы с нашей продукцией и всегда готовы помочь вам найти решения практически для любого сварочного проекта.
Пока вы занимаетесь этим, просмотрите нашу впечатляющую линейку машин и аксессуаров.