Как загнуть алюминиевую трубу в домашних условиях: Как согнуть алюминиевую трубу – Алюмин-Про, Москва
alexxlab | 12.06.2021 | 0 | Разное
Как согнуть алюминиевую трубу в домашних условиях?
Согнуть алюминиевую трубу
Особенности алюминиевых труб
Алюминиевые трубы отличаются малым весом, пластичностью, стойкостью к коррозии, химическим и температурным воздействиям (способны переносить колебания температуры от +150 до -279 градусов).
Кроме того, эти изделия имеют высокую электро- и теплопроводность, не содержат вредных токсинов и способны служить длительное время. Из алюминиевых трубок своими руками можно изготовлять самые разные конструкции.
Алюминиевые трубы классифицируют по следующим параметрам:
- Форме сечения. Они могут быть круглой, квадратной, прямоугольной и фасонной форм.
- Способу изготовления. Бывают холоднодеформированными, прессованными и сварными.
- Длине. Мерные, немерные, имеющие кратную мерность и бухтовую фасовку.
- Химическому составу (марка АI). Могут иметь высокую или техническую чистоту.
Чтобы сделать сплав более прочным, в него добавляются определенные примеси: однако при этом степень его пластичности уменьшается.
Как согнуть алюминиевую трубу
Сгибая прямую алюминиевую трубу под любым углом, мы тем самым деформируем структуру металла. Происходит сжимание внутреннего слоя профиля, и растягивание внешнего. Для алюминия характерна довольно низкая степень плотности, поэтому в результате сгибания данные изделия травмируются довольно незначительно. Что касается легированного алюминия, то по причине большей плотности процедура сгибания изготовленных из него труб отличается большей сложностью.
Благодаря гибкости алюминиевые трубы хорошо подходят для изготовления самых замысловатых конструкций, при сохранении их сечения и целостности. Сгибать такие изделия можно ручным способом, для чего применяются нехитрые механизмы или специализированные приспособления.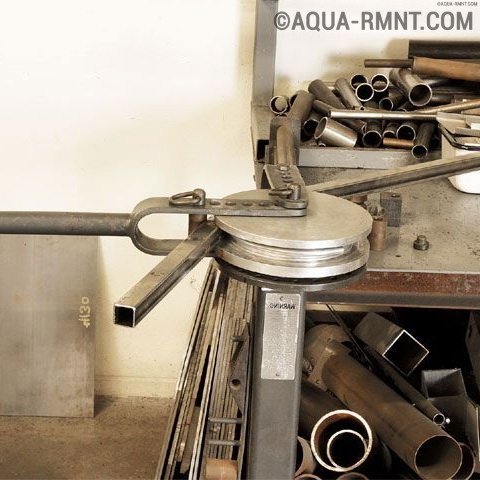
Гибка алюминиевых труб в одной плоскости может иметь вид отвода, скобы, утки и калача. Заготовки, имеющие два сгиба в 135 градусов, называются уткой, три сгиба – скобой (параметр центрального угла – 90 градусов, крайнего – 135 градусов). Изгиб в виде полуокружности называется калачом, а сгиб в 45-135 градусов – отводом.
Осуществляя сгибание, важно придерживаться следующих рекомендаций:
- При наличии у алюминиевой трубы сварного шва во время сгибания он не должен попасть ни на вогнутую, ни на выпуклую линию изгиба, перпендикулярно деформируемой поверхности.
- На изделиях диаметром 15-20 мм при выборе величины радиуса сгиба за ориентир берется показатель наружного диаметра, который удваивают.
- Заготовки, обладающие диаметром более 25 мм, оснащаются радиусом сгиба, равной величине наружного диаметра, умноженного на 3.

Вне зависимости от выбранного варианта гибки, главная задача — не допустить, чтобы в процессе гибки появились какие-то дефекты. Решая задачу, как согнуть алюминиевую трубу в домашних условиях, важно понимать, что в этом случае все зависит от правильности выбора способа и инструмента, а также соблюдении правил безопасности.
Как работать с трубогибом в домашних условиях
Трубогибами называют специальные механизмы, для которых характерен различный принцип действия. С их помощью реализуется ручная и механическая гибка труб профильного и круглого сечения в условиях производства или дома.
Существуют следующие виды ручных трубогибов, подходящих для сгибания пластичных тонкостенных изделий из алюминия, обладающих малым диаметром:
- Рычажный. Этот механизм еще называют станком Вольнова. Для закладки заготовки в нем предусмотрена специальная форма. Сам процесс сгибания не требует нагревания трубы, и осуществляется рычажной силой. Форма соответствует определенному диаметру.

- Арбалетный. Конструкция, в которой закрепляют заготовку, оснащена гнущим сегментом, осуществляющим продавливание середины трубы с противоположной от концов стороне.
- Пружинный. Перед изгибанием труба оснащается пружиной, которую закладывают внутрь изделия. Далее заготовку могут разогревать, или применять холодный метод сгибания. По окончанию процедуры пружину необходимо извлечь.
При помощи станочной гибки существует возможность решения вопроса как согнуть, и как выпрямить алюминиевую трубку самого различного диаметра и формы. Риск ее повреждения сведен практически к нулю.
Данные механизмы могут иметь электромеханический или гидравлический принцип работы, что гарантирует получение точного результата работы, согласно выдвигаемым требованиям. Также есть способы, как загнуть трубу без трубогиба, что весьма удобно, когда под рукой нету необходимого инструмента.
Способы гибки
В данном оборудовании могут применяться такие способы гибки:
- Проталкивание.
 В этом случае алюминиевую трубу толкают между роликами станка: на один из роликов возлагается задача отклонять заготовку. Таким образом достигается получение дугообразного изгиба, при очень незначительном радиусе искривления. Величина радиуса изгиба определяется умножением на 6 диаметра трубы.
В этом случае алюминиевую трубу толкают между роликами станка: на один из роликов возлагается задача отклонять заготовку. Таким образом достигается получение дугообразного изгиба, при очень незначительном радиусе искривления. Величина радиуса изгиба определяется умножением на 6 диаметра трубы. - Прокат. Алюминиевую трубу диаметром от 10 до 100 мм прокатывают сквозь гибочные ролики, которые должны строго соответствовать диаметру изгибаемой трубы. Для осуществления этой операции применяют трехвалковый трубогиб, который способен выполнять сгибания в виде кольца, спирали и дуги. С его помощью можно обрабатывать как круглый, так и прямоугольный профиль. Прокатка осуществляется в несколько заходов.
- Обкатывание. Для сгибания задействуется обкатная головка трубогиба, которая сгибает заготовку под давлением. На участках без давления происходит прогибание трубы в противоположную сторону. Нагревание обкатывание не сопровождается. Чтобы заготовка не сжималась, нужно следить за соблюдением минимального радиуса сгиба: она равняется умноженному на три радиусу трубы.

- Сгибание давлением. Тут для прессовки применяются штампы, деформирующие заготовки с внешней стороны, или гидроформирование, когда для сгибания изнутри в границах формы труба заполняется водой или маслом под давлением.
Самостоятельное сгибание алюминиевой трубы
Вначале определяют, трубу какой марки, диаметра и толщины стенок требуется согнуть. Если подобную процедуру требуется проводить время от времени, то лучше сразу обзавестись ручным трубогибом, благо, в продаже имеется огромный выбор различных моделей данного приспособление.
Кроме того, существуют и другие методы гибки труб в домашних условиях, особенно если речь идет о разовых мероприятиях:
- Перед тем, как загнуть алюминиевую трубу в домашних условиях, в нее забивается сухой, мелкий, просеянный песок. На концы заготовки требуется одеть заглушки в виде чопов, после чего проводится медленное сгибание заготовки. Это можно делать даже вручную, однако один конец для удобства лучше закрепить хомутом.
 После того, как заготовка согнута, с нее высыпают песок: он необходим для сохранения округлой формы трубы. Если работа проводится в зимнее время, вместо песка можно использовать замороженную внутри воду. По окончанию процедуры деталь помещается в теплые условия для оттаивания льда.
После того, как заготовка согнута, с нее высыпают песок: он необходим для сохранения округлой формы трубы. Если работа проводится в зимнее время, вместо песка можно использовать замороженную внутри воду. По окончанию процедуры деталь помещается в теплые условия для оттаивания льда. - Если требуется согнуть трубу со слабым уровнем пластичности (из дюралюминия), то при использовании способа с песком потребуется также наличие газовой горелки. Один конец трубы в таком случае зажимают в тиски, горелка же служит для равномерного разогревания участка изгиба до температуры +250 градусов. Для проверки оптимальности нагревания к трубе подносится кусок бумаги: появления дыма будет знаком готовности изделия к последующему изгибанию. При его проведении важно не спешить. Многократное нагревания того же участка трубы недопустимо.
- В этом случае вначале происходит изготовления из древесины полукруглого шаблона, толщина которого должна превосходить диаметр заготовки. Сообщив ему нужный радиус изгиба, заготовку закрепляют на плоскости при помощи струбцин и болтов.

- После того, как в трубу засыпан песок, она кладется двумя концами на две устойчивые опоры: место сгиба должно провисать. Этому участку и сообщается нужный радиус при помощи резиновой киянки. Особенно удобно таким образом изгибать квадратные алюминиевые трубы.
- Участок заготовки, где проводится сгибание, изнутри оснащается пружиной из стали: на ее конец привязывается проволока. После приобретения трубой нужной формы пружину вытаскивают за эту проволоку. При необходимости, место сгибания можно разогреть.
Проводя подобные операции, важно помнить, что гибка ведет к изменению длины трубы, поэтому нужная длина участка выставляется уже после его сгибания. В целом, согнуть алюминиевую трубу в домашних условиях вполне возможно, главное подобрать для этого нужный инструмент, и строго следовать рекомендациям.
В целом, согнуть алюминиевую трубу в домашних условиях вполне возможно, главное подобрать для этого нужный инструмент, и строго следовать рекомендациям.
Источник: https://trubaspec.com/montazh-i-remont/kak-sognut-alyuminievuyu-trubu-v-domashnikh-usloviyakh-vybor-sposoba-i-oborudovaniya.html
Как согнуть алюминиевую трубу в домашних условиях
На сегодняшний день алюминиевые трубы достаточно востребованы как для применения на предприятиях, так и в домашних условиях
В настоящее время на рынке стройматериалов представлен большой выбор алюминиевых труб различного диаметра, которые можно применить для различных сфер использования. Круглая алюминиевая труба в Киеве по доступной цене предлагается компанией «ALU market».
Область применения алюминиевых труб
Стоит отметить, что данный материал имеет много преимуществ среди труб, изготовленных из других металлов. Самое первое, о чем стоит упомянуть, алюминий не подвергается воздействию коррозии.
Самое первое, о чем стоит упомянуть, алюминий не подвергается воздействию коррозии.
Такая труба если используется в водопроводе, то ее период эксплуатации будет исчисляться десятилетиями. В зависимости от состава алюминия прочность и твердость трубы может различаться.
Для применения алюминиевых труб часто их приходится сгибать, придавая изделию определенную форму. Важно отметить, что благодаря мягкой структуре материала произвести сгибание или выравнивание изделия можно в домашних условиях без использования высокотехнического оборудования.
Чтобы согнуть трубку диаметром до 25 мм, достаточно иметь ручной трубогиб и паяльную лампу.
Параметры выбора
Алюминий, как и любой другой металл, под воздействием высокой температуры становится гибким и податливым к обработке. Однако часто изделия из этого металла также гнутся холодными. Сегодня этот вид материала предложен в строительных магазинах различных величин, поэтому изделие подбирают по:
- Диаметру трубки;
- Толщине стенки;
- Длине;
- Содержанию различных добавок.

Для упрочнения алюминиевого сплава используется специальный реагент, который добавляет один параметр, а уменьшает другой.
Как согнуть трубку
Если вам в домашних условиях необходимо задать алюминиевой трубе определенный угол или изгиб, нужно иметь в своем пользовании специальное приспособление трубогиб.
Конструкция устройства достаточно проста, тем не менее, для работы понадобится физическая сила. Перед тем как отправлять трубу на изгиб, следует первостепенно засыпать в середину ее песок, который предотвратит обрывы и сколы на трубах.
Учитывая, что алюминий имеет вязкую структуру его можно гнуть в нагретом или холодном состоянии. Стоит понимать, что задать определенный изгиб материала можно только на точном техническом оборудовании, если же речь идет об обработке дома, то достаточно сложно получить конкретные размеры.
Смотрите также:
Как выбрать 2 х спальную кровать http://domkrat.
org/kak-vyibrat-2-h-spalnuyu-krovat/.
Интересное по теме: Какого цвета выбрать кухонный гарнитур
Советы в статье “Преимущества столешниц из кварцевого камня” здесь.
Алюминиевые трубы сегодня считаются одним из наиболее востребованных изделий, так как небольшой вес и стойкость к коррозии – это самые важные параметры для применения.
TweetКак согнуть трубу без трубогиба своими руками, видео
Время от времени в быту приходится деформировать металлические трубы различной конфигурации и длины. Как согнуть трубу без трубогиба, если нет возможности его приобрести, или стационарно установить? Тем не менее, существуют достаточно простые технологические приёмы, позволяющие имеющимися подручными средствами изогнуть металлическую (алюминиевую, медную и даже стальную) трубу своими руками, причём не только круглого поперечного сечения, но даже и профильную.
Почему не стоит получать такие изделия при помощи обычного молотка и наковальни
Чаще всего гибка труб выполняется с целью обеспечения сантехнических коммуникаций или внутренней разводки водопроводной сети в доме. Высокое значение момента сопротивления полого элемента не просто увеличивает усилие, но и сопровождается значительной деформацией внутреннего периметра. Такая труба, возможно, и пропустит через себя поток жидкости, но с огромным гидросопротивлением¸ которое в итоге приведёт к преждевременному разрушению арматуры. Не говорим уже о том, что сам вид такого изделия не может вызывать эстетического удовольствия.
Обычная гибка труб при помощи молотка (либо кувалды – если есть желание согнуть профильную трубу с большим периметром) и наковальни с надлежащим качеством невозможна. Дело в том, что при сосредоточении изгибающей нагрузки по внешней поверхности трубы, внутренний её периметр никаким силовым фактором не уравновешивается. В результате возникают опасные растягивающие напряжения, которые становятся причиной появления многочисленных складок, трещин и гофров.
В результате возникают опасные растягивающие напряжения, которые становятся причиной появления многочисленных складок, трещин и гофров.
Таким образом, для качественного результата следует создать в зоне гиба подпирающее усилие, благодаря которому в зоне деформации создастся объёмное напряжённое состояние. Последнее повышает пластичность, и позволяет выполнять деформирование без опасности разрушения.
Гибка труб, круглых в плане
При отсутствии трубогиба деформацию можно выполнять двумя методами:
- Механическим, приложением необходимого изгибающего момента;
- Термическим, путём снижения предела текучести материала.
Механические методы, в свою очередь, подразделяются на гибку с применением профилированного инструмента, и с использованием промежуточных рабочих сред.
Для осуществления гибки по контуру вполне пригодны металлические ролики, имеющие канавки под установку резиновых колец. Имея набор из таких роликов, можно обрабатывать трубы широкой номенклатуры. Ролики с квадратными канавками позволят согнуть и профильную трубу.
Имея набор из таких роликов, можно обрабатывать трубы широкой номенклатуры. Ролики с квадратными канавками позволят согнуть и профильную трубу.
Схема гибки при помощи рычага-удлинителя
Необходимо отметить, что описанные далее приёмы не потребуются, если предстоит гибка на небольшой (до 15 — 20°) угол, а также при радиусах, более чем в 6 — 10 раз превышающих толщину стенки (меньшие значения касаются более пластичных материалов).
Гибка на жёстком инструменте
Например, медную или алюминиевую трубу диаметром не более 20 — 30 мм можно согнуть на простой оправке, которую можно изготовить из двух толстолистовых полос. Их внешняя конфигурация должна соответствовать требуемому значению радиуса гибки, а расстояние равняться примерно половине внешнего размера изделия. Такую конструкцию легко изготовить своими руками, а затем прикрепить при помощи профильных уголков к верстаку, либо просто зажать в тисках. По периметру сверлится несколько отверстий, в которые вставляются хомуты, фиксирующие противоположный конец. После этого деформация (в буквальном смысле слова) своими руками выполняется достаточно легко.
После этого деформация (в буквальном смысле слова) своими руками выполняется достаточно легко.
Ограничением данного метода является то, что габариты инструмента определяются длиной заготовки, поэтому гибка длинных труб потребует значительного свободного пространства. Универсальность способу придаст регулируемое расстояние между смежными полосами, на которые будет опираться обрабатываемая деталь.
Термический способ заключается в том, что подлежащий обработке участок разогревается паяльной лампой до температуры 350 — 400 °С. В результате увеличивается пластичность, что позволяет снизить верхнюю допустимую границу усилий гибки. Прилагаемая деформирующая сила заметно снизится, что даст возможность согнуть своими руками даже толстостенную или профильную трубу. Вместе с тем для стальной трубы качество поверхности ухудшится. Поэтому после обработки придётся применить последующее шлифование или пескоструйную обработку. Алюминиевую или медную трубу большого диаметра часто изгибают именно таким способом.
Гибка с применением промежуточной рабочей среды
Данный метод является одним из наиболее качественных. К тому же, он не имеет ограничений, как по поперечной конфигурации, так и по длине детали. Последовательность реализации процесса следующая:
- В подлежащую гибке заготовку засыпают доверху мелкий (это важно!) песок.
- Нижнюю часть заглушают деревянным чопиком.
- В противоположный торец вливают воду, чтобы увлажнить песок, и повысить его сплошность.
- Заготовку периодически встряхивают, чтобы снизить до минимума пустоты.
- Когда труба полностью заполнена, её заглушают.
- Опирают изделие на толстостенную трубу с подходящими размерами.
- Выполняют изгиб своими руками до требуемой конфигурации, учитывая пружинение (медную или алюминиевую трубу гнут непосредственно «в размер», а стальную – до угла, превышающего необходимое значение на 5 — 7°).

- Выжигают чопики, и тщательно очищают конструкцию.
Можно применять также пружину растяжения, габариты которой соответствуют размерам трубчатой заготовки. Пружину предварительно прикрепляют к прочному пруту, а после окончания процесса извлекают его. Трудность заключается в подборе требуемого диаметра пружины, и в последующем её распрямлении.
Как согнуть алюминиевую трубу в домашних условиях
Для того чтобы согнуть алюминиевую трубу, вовсе не обязательно иметь промышленный цех, это можно сделать и в домашних условиях. Тем не менее, необходимо хорошо представлять себе, что потребуется для организации такого маленького производства.
За счет чего сгибается труба
Для этих целей используется специальное оборудование. Оно называется трубогибом. Такие устройства бывают разными, некоторые подходят для механической гибки алюминиевых труб, некоторые – для ручной. В любом случае это изделие должно быть качественным, чтобы работа с ним была безопасной.
В любом случае это изделие должно быть качественным, чтобы работа с ним была безопасной.
Трубогибы бывают пружинными, арбалетными и рычажными. Каждый из них отличается по своему устройству. Сложно сказать, какой из них лучше, поскольку то, что понравится одному мастеру-любителю, может прийтись не по вкусу другому. Впрочем, умелец высокого уровня легко может пользоваться всеми тремя вариантами трубогибов.
В случае с пружинным трубогибом алюминиевая труба сгибается при помощи холодного или горячего метода, предварительно в изделие помещается пружина.
Арбалетный трубогиб оснащен специальным гнущим сегментом. В случае с рычажным трубогибом требуется нагреть изделие, после чего на него воздействует специальный рычажный механизм.
Можно ли согнуть трубу руками
Если ничего другого не остается, можно согнуть алюминиевую трубу руками. Если для этого имеется достаточно сил. Предварительно, важно заполнить изделие чем-то.
В зимнее время это может быть замороженная вода, правда после мероприятия потребуется поместить трубу в тепло, чтобы лед растаял. Летом же можно насыпать туда песок. И в том, и в другом случае на конце трубы должны быть заглушки, чтобы материал оставался внутри.
Летом же можно насыпать туда песок. И в том, и в другом случае на конце трубы должны быть заглушки, чтобы материал оставался внутри.
Заполнить алюминиевую трубу необходимо потому, что в противном случае, она погнется, но не сохранит форму. Например, по центру сгиба она будет сплющена. А это не приемлемо, поскольку такое изделие теряет свою ценность в силу изменения эксплуатационных характеристик.
Если требуется согнуть алюминиевую трубу, важно выбрать качественное оборудование и материал. От этого зависит не только эффективность работы, но и ее безопасность, так что стоит приобретать технику и алюминиевые трубы от надежного производителя.
Алюминиевые трубы: способы сгибания – cvetprokat.
 com.ua
com.uaАлюминиевые трубы мягкие и пластичные, поэтому они легко поддаются сгибанию. Необходимость в сгибании трубы может возникнуть в ходе ремонтных и строительных работ, декорирования помещений и прилегающих территорий, установки водопроводного, отопительного, газопроводного оборудования.
Гнуть алюминиевые трубы можно с использованием специального оборудования или вручную в домашних условиях. Выбор метода обработки зависит от твердости металла, сложности форм, которые нужно получить, толщины стенок и размеров изделия. Метод стоит выбрать таким образом, чтобы во время сгибания на трубе не появились трещины, сплющивания, надломы и другие дефекты, а также чтобы сохранилась ее форма в месте изгиба.
Гибка труб при помощи оборудования
Специальное оборудование для гибки называется трубогиб.
Ручными трубогибами пользуются, чтобы согнуть тонкостенные алюминиевые трубы с маленьким диаметром. Эти приспособления бывают 3 видов:
- Арбалетные. Такие устройства сгибают трубы путем продавливания их середины;
- Рычажные (механизм Вольнова).
 В этих трубогибах есть специальные формы, сделанные под нужный диаметр. Труба помещается в форму и сгибается силой рычага;
В этих трубогибах есть специальные формы, сделанные под нужный диаметр. Труба помещается в форму и сгибается силой рычага; - Пружинные. В трубу закладывают стальную пружину, которую нагревают или оставляют холодной. Затем трубу сгибают и извлекают пружину.
Станочные методы сгибания бывают 4 типов. Они позволяют сгибать трубы с разными диаметрами и толщинами стенок, при этом параметры гибки можно задавать с высокой точностью. Выделяют такие станочные методы:
- Прокат труб через специальные гибочные ролики. Прокатывание следует проделать несколько раз;
- Сгибание давлением. Для этого метода используют штампы, делая таким образом деформацию снаружи, а также подачу воды под давлением, что сгибает изделие изнутри;
- Проталкивание труб между роликами, один из которых отклоняет изделие в нужную сторону. Таким способом можно получить изгиб трубы с небольшим радиусом искривления;
- Обкатывание трубы с помощью обкатной головки трубогиба.
Гибка труб без оборудования
Есть несколько способов согнуть трубу, если у Вас нет трубогиба:
- Заполнить трубу мокрым песком в месте изгиба, закрепить один из ее краев и согнуть (можно даже руками, если металл мягкий).
 После обработки извлечь песок;
После обработки извлечь песок; - Если металл твердый, заполните изделие песком, подогрейте в месте сгиба и медленно согните;
- Поместить внутрь трубы пружину из стали с привязанной к ней проволокой. Согните изделие, после чего держа за проволоку извлеките пружину из него.
На станке или вручную выполняйте сгибание аккуратно, чтобы не повредить трубу. Также Вы можете заказать профессиональную гибку при покупке труб в нашей компании «Цветпрокат Украина»
Сгибание алюминиевой трубы в домашних условиях
Сгибать трубу из алюминия считается не простым занятием, но вполне реальным. При сгибании медной трубы, её предварительно нужно набить песком. Делается это для того, чтобы не возникли трещины. Кроме того, песок поможет сохранить округлость трубы в месте изгиба. Медь считается крепким материалом, а вот алюминий гораздо пластичнее.Справиться с изгибом алюминиевых труб можно с помощью газовой горелки. Но такой способ не позволит согнуть оцинкованные трубы. Первым делом следует надёжно закрепить трубу и раскалить место изгиба. Готовность трубы проверяется при помощи листа бумаги. Для этого необходимо бумагу поднести к нагреваемому месту. Если она загорится, значит можно приступать к изгибу трубы.
Первым делом следует надёжно закрепить трубу и раскалить место изгиба. Готовность трубы проверяется при помощи листа бумаги. Для этого необходимо бумагу поднести к нагреваемому месту. Если она загорится, значит можно приступать к изгибу трубы.
В том случае, если вы решите изогнуть трубу с квадратным сечением, то с данной задачей вам помогут справиться две опоры и резиновая киянка. Последний инструмент нужен для изгиба трубы, а опоры потребуются для фиксации изделия. Кстати если вам нужны плиты из алюминия переходите на сайт http://samara.samalco.ru/katalog/alyuminievye_plity/
Сначала трубу необходимо заполнить водой или песком. Вода используется только в зимнее время, поскольку при замерзании она создаст демпфирующий каркас. Затем следует закупорить трубу деревянными кольцами.
При сгибании профильной трубы можно употреблять такой же метод. Если вы решили придать трубе правильную форму, тогда внутрь неё необходимо поместить пружину. За один край пружина должна быть привязана проволокой, для её дальнейшего изъятия.
В настоящий момент достаточно известными считаются арбалеты (трубогибы). Благодаря данной конструкции можно качественно согнуть трубу из алюминия. В том случае если у вас нет данного устройства, то можно применить плоскопараллельную пластину со специальным пазом для изгибания трубы. Также на данном оборудовании имеется хомут для фиксации трубы. Благодаря данному способу можно изогнуть трубы до четырёх сантиметров в диаметре.
Помимо этого, трубу из алюминия можно изогнуть с помощью металлической плиты и просверленных в ней отверстий. В данные отверстия следует вмонтировать штифты под необходимым радиусом изгиба. С помощью данной методики можно согнуть трубу с разным диаметром.
Если вы решили согнуть тонкостенную алюминиевую трубу, тогда это можно сделать прямо на колене. Но не забудьте до места изгиба вмонтировать пружину, которая будет держать стенки. После изгиба пружину нужно будет вытянуть.
В настоящее время самым известным устройством для сгибания алюминиевых труб считается оборудование Вольнова. При помощи такого оборудования можно согнуть трубы до 25 миллиметров в диаметре.
При помощи такого оборудования можно согнуть трубы до 25 миллиметров в диаметре.
Как правильно согнуть трубу профилькую, металлопластиковую, без трубогиба
При проведении строительных или ремонтных работ очень часто приходится сталкиваться с необходимостью согнуть под определенным углом трубу для монтажа систем водопровода, отопления и пр. Если заранее не были приобретены уже готовые изогнутые трубы, то это можно сделать в домашних условиях с имеющимися трубами, но делать это необходимо правильно, с учетом всех требований. Иначе можно просто поломать дорогой материал.
Приспособления для сгибания труб
Согнуть трубу можно самыми разными способами, даже вручную, но при этом существует высокий риск поломки. Поэтому лучше всего для сгибания использовать специальное оборудование или подручные материалы, которые в разы облегчат процедуру сгибания.
Трубогиб
Для того чтобы согнуть металлическую трубу применяются специальные приспособления – профессиональные трубогибы, различные по своей конструкции:
- ручной трубогиб используется для сгибания труб с небольшим диаметром поперечного сечения.
 Как правило, на данном устройстве можно гнуть трубы из цветных металлов и нержавеющей стали. Перед тем как согнуть алюминиевую трубу или из нержавеющей стали, необходимо один ее конец вставить в трубогиб и при помощи рычага постепенно сгибать изделие до нужного угла.
Как правило, на данном устройстве можно гнуть трубы из цветных металлов и нержавеющей стали. Перед тем как согнуть алюминиевую трубу или из нержавеющей стали, необходимо один ее конец вставить в трубогиб и при помощи рычага постепенно сгибать изделие до нужного угла. - гидравлические трубогибы – это устройства, предназначены для сгибания труб больших диаметров. В данном устройстве все приложенные для сгибания усилия компенсируются за счет гидроцилиндров. Как согнуть трубу большого диаметра с помощью гидравлического трубогиба? Сначала необходимо определить место сгиба, затем закрепить один конец трубы в пазах трубогиба и с помощью рычага выполнять поступательные движения.
- чтобы согнуть трубы, имеющие разный диаметр поперечного сечения, используются электромеханические трубогибы. Они отличаются высокой производительностью, точностью выполнения сгиба трубы и отсутствием необходимости в физической силе оператора. Такие устройства дорогостоящие, поэтому приобретать их для частного использования не стоит.

Плоскопараллельная пластина
В случае если согнуть трубу крайне необходимо, а под рукой нет трубогиба, то для сгибания трубы можно использовать пластину – уже изогнутую заготовку с пазом, которая подходит для сгибания металлических и металлопластиковых труб с диаметром до 45 мм. Трубу, которую необходимо изогнуть, вставляют в специальный хомут на пластине, зажимают и гнут ее вдоль пластины по пазу. Данный способ сгибания без трубогиба, достаточно примитивный, но, как показывает практика, очень надежный.
Важно! С помощью плоскопараллельной пластины можно сгибать только короткие трубы.
На рисунке изображена простейшая конструкция плоскопараллельной пластины, где 1 – это плита, 2 – пластина, 3 – хомут, 4 – труба, которую необходимо согнуть. Такое устройство можно сделать самому.
Стальная пружина
Для сгибания труб из цветных металлов, достаточно мягких и податливых, которые зачастую при сгибании повреждаются, лопаются, применяется стальная пружина средней жесткости, диаметр которой должен позволять ей войти вовнутрь трубы. Пружина вводится до места будущего сгиба, после этого трубу можно сгибать на колене или закрепив ее в тисках. Стальная пружина позволит стенкам трубы легко сгибаться, не деформируясь и не лопаясь, потому как принимает на себя все усилия сжатия и растяжения металла.
Пружина вводится до места будущего сгиба, после этого трубу можно сгибать на колене или закрепив ее в тисках. Стальная пружина позволит стенкам трубы легко сгибаться, не деформируясь и не лопаясь, потому как принимает на себя все усилия сжатия и растяжения металла.
Помните! Перед тем как вставлять стальную пружину в трубу, закрепите к ее концу длинную проволоку или прочный шнур, с помощью которого вы без проблем достанете пружину из трубы после сгибания.
Методы сгибания труб без трубогиба из разных материалов
Зачастую бывает, что согнуть трубу необходимо сиюминутно, чтобы успеть завершить прокладывание водопровода, монтажа теплого пола или окончить создание криволинейного изделия, а под рукой трубогиба нет и к ближайшей мастерской очень далеко. Что делать в такой ситуации? И как ее согнуть без трубогиба?
Советы по сгибу металлопластиковой трубы
В строительстве частных домов часто используются металлопластиковые трубы, как правило, гнутые. Но сгибать их с помощью трубогиба не рекомендуется! Поэтому их сгибать лучше вручную – так и проще и быстрее. Но и одним махом гнуть трубу не стоит. Ведь существует большой риск ее повреждения. Поэтому лучше выполнять сгибание постепенно, медленно, поступательными движениями. Для этого необходимо взять трубу в руки и в 5-6 подходов согнуть ее под нужным углом.
Но и одним махом гнуть трубу не стоит. Ведь существует большой риск ее повреждения. Поэтому лучше выполнять сгибание постепенно, медленно, поступательными движениями. Для этого необходимо взять трубу в руки и в 5-6 подходов согнуть ее под нужным углом.
Сгибаем трубу из полипропилена
Гнутые полипропиленовые трубы, как правило, используются при прокладывании систем водопровода, отопления, канализации в обход какого-то препятствия. Но полипропилен – это достаточно твердый материал, который не поддается сгибанию, при сгибании пружинят и возвращаются в исходное положение.
Тогда как согнуть полипропиленовую трубу? С помощью применения промышленного фена! Постепенно прогревая в месте сгиба, можно согнуть ее под любым углом. Главное, постоянно греть и в то же время сгибать ее плавными движениями. Но помните, что сильно разогревать трубу из полипропилена тоже нельзя, потому как он начнет плавиться.
Как согнуть профильную трубу
Профильные трубы в основном используются при строительстве теплиц, беседок и прочих придомовых строений. Однако если трубу с круглым сечением можно согнуть при помощи ручного или профессионального трубогиба, то профильную так согнуть не получится – она просто в месте сгиба сплющится или треснет. Как правило, для того чтобы ее согнуть, используются специальные станки – профилегибы. Но для частного применения такие станки очень дорогие и в их покупке нет надобности. Поэтому для частного использования можно приобрести ручные трубогибы, на которых можно сгибать трубы как с квадратным сечением, так и с круглым.
Однако если трубу с круглым сечением можно согнуть при помощи ручного или профессионального трубогиба, то профильную так согнуть не получится – она просто в месте сгиба сплющится или треснет. Как правило, для того чтобы ее согнуть, используются специальные станки – профилегибы. Но для частного применения такие станки очень дорогие и в их покупке нет надобности. Поэтому для частного использования можно приобрести ручные трубогибы, на которых можно сгибать трубы как с квадратным сечением, так и с круглым.
Единственный нюанс, который появляется при сгибании профильных труб на ручном трубогибе, – это необходимость в применении пользователем достаточно большой физической силы. При этом важно помнить, что на ручном трубогибе можно сгибать исключительно стальные, медные и полимерные трубы с небольшим диаметром поперечного сечения.
Но можно воспользоваться еще и «народными методами». Например, согнуть можно с помощью песка или воды.
Как согнуть квадратную трубу с помощью песка? Для этого необходимо вовнутрь нее засыпать сухой песок, чтобы он плотно заполнил все внутреннее пространство. Затем концы трубы необходимо закрыть заглушками, чтобы песок не высыпался. После этого необходимо создать упоры для концов. Можно, как вариант, зажать их в тисках. Теперь резиновым молотком или деревянной киянкой слегка постукивать по трубе и изгибать ее до нужного радиуса.
Затем концы трубы необходимо закрыть заглушками, чтобы песок не высыпался. После этого необходимо создать упоры для концов. Можно, как вариант, зажать их в тисках. Теперь резиновым молотком или деревянной киянкой слегка постукивать по трубе и изгибать ее до нужного радиуса.
Применяя песок при сгибании трубы, ее металлические стенки не деформируются и не ломаются.
В случае если необходимо согнуть квадратную трубу со значительным радиусом изгиба, то желательно для этого использовать паяльную лампу или газовую горелку и нагревать ее стенки. Как результат, нагретый металл легко будет легко поддаваться сгибанию. Знаком того, что уже можно приступать к сгибанию трубы, считается появление окалины на ней.
Помните! Оцинкованную профильную трубу таким способом сгибать нельзя, потому как может нарушиться целостность ее покрытия.
Также можно согнуть профильную с помощью воды. Такой метод будет наиболее уместным при прокладывании водопровода или системы отопления в зимний период года. Для этого в трубу заливают воду, перед этим закрыв один из ее концов пробкой, и выставляют ее на мороз. После того как вода полностью замерзнет, можно приступать к сгибанию. Но движения необходимо также делать плавно и поступательно.
Для этого в трубу заливают воду, перед этим закрыв один из ее концов пробкой, и выставляют ее на мороз. После того как вода полностью замерзнет, можно приступать к сгибанию. Но движения необходимо также делать плавно и поступательно.
Помните: дюралевые и латунные трубы можно сгибать таким же образом!
Идеального изгиба в домашних условиях добиться достаточно тяжело. Поэтому лучше воспользоваться услугами профессионалов, которые выполнят работы на специальном оборудовании с учетом всех необходимых условий.
Стратегии гибки алюминия 6061-T6
Вопрос: У нас возникли проблемы с гибкой алюминия 6061-T6 без трещин, и я хотел бы знать, не могли бы вы дать нам несколько советов?
Ответ: Алюминий 6061-T6 закален и известен тем, что его трудно гнуть. С точки зрения гибки, всегда лучше сгибать эти детали в отожженном состоянии, а затем закалять их до нужного состояния. В любом случае, это идеальный вариант, но в действительности многие детали поступают на листогибочный пресс в далеко не идеальном состоянии.Увы, это жизнь оператора листогибочного пресса.
Алюминий Т6 упрочнен атмосферными осадками, что представляет собой форму искусственного старения, при которой частицы внутри металла равномерно распределяются по его зернистой структуре. Как только частицы рассредоточиваются, они препятствуют дальнейшему перемещению зерна, тем самым упрочняя металл.
Для образования этих осадков алюминий нагревают с использованием обработки на твердый раствор при высоких температурах и в заданное время, а затем закаливают для быстрого охлаждения. Этот тип отверждения обычно выполняется в вакууме инертной атмосферы при температурах от 900 до 1150 градусов по Фаренгейту. Процесс может занять до четырех часов, в зависимости от характеристик материала.
Этот тип отверждения обычно выполняется в вакууме инертной атмосферы при температурах от 900 до 1150 градусов по Фаренгейту. Процесс может занять до четырех часов, в зависимости от характеристик материала.
Общие рекомендации по алюминию
При гибке алюминия помните, что чем меньше ваш внутренний радиус изгиба, тем больше вероятность появления трещин в детали. Также знайте, что для достижения наилучших результатов и меньшего количества трещин на внешней стороне сгиба линия сгиба должна проходить поперек или диагонально по отношению к волокнам материала, когда и где это возможно.
В идеале конструкторы деталей должны знать, что когда дело доходит до марок алюминия, 3003 и 5052 гнутся, а 6061 – нет. Это, конечно, обобщение, так как есть способы сформировать 6061. Способность алюминиевой серии изгибаться имеет тенденцию к уменьшению по мере того, как вы перемещаетесь вниз по списку температур, от отожженного до T4 и T6. Изгиб этих закаленных сплавов возможен, но это очень сложно и, скорее всего, потребует большого радиуса изгиба, чтобы избежать растрескивания на внешней стороне изгиба. Если не соблюдать осторожность, можно полностью сломать линию изгиба.
Если не соблюдать осторожность, можно полностью сломать линию изгиба.
Выбор правильного угла матрицы
Как и при воздушном формовании любого другого материала, при формовании алюминия вы выбираете подходящую ширину штампа в зависимости от толщины материала и отношения радиуса к толщине.
Если вы просмотрите каталог инструментов, вы, вероятно, обнаружите, что количество вариантов ширины матрицы на выбор довольно велико от 0 до 0,5 дюйма, и каждая обычно режется с включенными углами от 88 до 90 градусов. Для матриц шириной от 0,5 до 1 дюймау вас меньше вариантов, и включенный угол матрицы составляет от 90 до 88 и 85. Между 1 и 2 дюйма ваши варианты ширины снова уменьшаются, а включенный угол матрицы закрывается еще больше, с 78 до 73 и даже меньше (см. Рисунок 1 ).
Почему разные углы матрицы для гибки на воздухе? Чем больше ширина штампа, тем значительнее будет упругая отдача. Таким образом, включенный угол матрицы соответственно уменьшается, чтобы протолкнуть материал вокруг носика пуансона, помогая уменьшить упругость. Это перегибает материал. Когда давление сбрасывается, материал возвращается к желаемому углу.
Это перегибает материал. Когда давление сбрасывается, материал возвращается к желаемому углу.
В какой-то момент матрица становится слишком узкой, и пуансон не имеет зазора, необходимого для изгиба. Одним из вариантов может быть установка пуансона снизу, но не для вашего 6061-T6 толщиной 0,25 дюйма, который, опять же, очень сложно сформировать.
Как бы то ни было, для других материалов и других толщин вырубка пуансона может быть способом «заставить его работать». Пуансон опускается в матрицу до положения «меньше толщины материала».Опустив пуансон и штамп таким образом и приложив дополнительный тоннаж, вы сможете достичь желаемого угла плюс упругий возврат, хотя и со значительно увеличенным усилием формования.
Другая (и обычно лучшая) стратегия – это гибка на воздухе с помощью штампа с разгрузкой (см. Рисунок 2 ). Этот вид матрицы обеспечивает зазор, необходимый для того, чтобы пуансон мог глубже проникнуть в пространство матрицы. Углы снятия штампа могут быть очень узкими, в некоторых случаях до 60 градусов.
Углы снятия штампа могут быть очень узкими, в некоторых случаях до 60 градусов.
Тем не менее, если вы хотите избежать растрескивания, соблюдайте минимальный радиус изгиба в 0.6061-T6 толщиной 25 дюймов, который довольно велик (см. Рис. 3), избегайте изгиба под острыми углами. Допустим, у вас есть распечатка, на которой написано, что вам нужно согнуть деталь под внешним углом 100 градусов, то есть внутренним углом всего 80 градусов. Когда вы изгибаете 6061-T6 толщиной 0,25 дюйма, при изгибе под внешним углом всего 86 градусов может возникнуть трещина. Скорее всего, вы никогда не доберетесь до 90 градусов, а тем более до внешнего угла в 100 градусов.
Нагревательный алюминий
За 40 с лишним лет работы в торговле я согнул довольно много алюминия 6061-T6.Я избегал растрескивания благодаря большому радиусу относительно толщины материала. И я иногда выполнял трехступенчатое сгибание: сгиб на 2 градуса перед центральной линией сгиба, сгиб на 2 градуса сзади сгиба, а затем сгиб на 86 градусов по центру.
Я тоже нагрел деталь. Раньше меня учили «грязному» способу размягчения алюминия, и это один из лучших приемов, которые я знаю. Он включает в себя нагрев детали кислородно-ацетиленовой горелкой следующим образом:
- Расстроить ацетиленовую горелку и покрыть сажей участок, который будет изгибаться.
- Включите O2 и поставьте кончик бутона розы на обычное пламя.
- Нагрейте деталь равномерно, пока черная сажа не исчезнет.
Это должно отжечь 6061-T6 (или другой «T») в материал T-0. Это делает алюминий настолько гибким, насколько это возможно.
Обратите внимание, что алюминий не меняет цвет при нагревании, поэтому ожоги становятся серьезной проблемой. Кроме того, поскольку алюминий поступает с мельницы, при охлаждении на нем образуется покрытие – оксид алюминия.Мельница не заботится об этом состоянии поверхности, потому что это естественное покрытие, которое защищает алюминий от элементов во время транспортировки и хранения.
Несмотря на то, что это покрытие является защитным, оно создает еще одну проблему для тех, кто занимается самоотжигом материала: оксид алюминия плавится при более высокой температуре, чем алюминий в корпусе. Вы должны проявлять особую осторожность, так как алюминий будет плавиться изнутри. Вы можете проделать отверстие в материале до того, как увидите какие-либо видимые признаки плавления.
Обычная температура для формовки составляет около 500 градусов по Фаренгейту. Знайте, что если вы нагреете материалы достаточно, чтобы согнуть их, вы можете изменить состояние основного материала, и в этом случае вам потребуется повторно его закалить.
Bending Acute
Рассмотрим сложную работу. Допустим, вы изгибаете алюминий 6061-T6 толщиной 0,25 дюйма до внешнего угла 100 градусов (внутреннего угла 80 градусов). Чтобы упростить задачу, вы должны начать с материала 6061 в мягком состоянии T-0.Вы, вероятно, будете гнуть воздух, используя 3,0-дюймовый. отверстие штампа с облегченным профилем. Опять же, эта форма дает пуансону необходимый зазор и требует гораздо меньшего тоннажа, чем потребовалось бы для забивания.
отверстие штампа с облегченным профилем. Опять же, эта форма дает пуансону необходимый зазор и требует гораздо меньшего тоннажа, чем потребовалось бы для забивания.
По завершении работы вы отправляете детали на отпуск, возможно, фиксируя сформированные компоненты, чтобы снизить вероятность их деформации в процессе отпуска.
Подробнее 3003… Пожалуйста,
Для получения дополнительной информации по этому вопросу введите на изготовителе «Применение правила 20 процентов к алюминию 6061».com панель поиска.
Формование алюминия 6061 не невозможно, но проектировщики деталей должны знать, что для оператора листогибочного пресса это не идеальный материал. Хорошие операторы пресса выполнят свою работу, но они предпочли бы другой сорт алюминия. Когда оператор видит алюминий 5052 или, что еще лучше, алюминий 3003 на распечатанной детали, это, вероятно, будет намного лучше.
Стив Бенсон – член и бывший председатель Совета по технологиям высокоточного листового металла Международной ассоциации производителей и производителей. Он является президентом ASMA LLC, [email protected]. Бенсон также проводит Программу сертификации листогибочных прессов FMA, которая проводится по всей стране. Для получения дополнительной информации посетите www.fmanet.org/training или позвоните по телефону 888-394-4362. Последняя книга автора, «Основы изгиба», теперь доступна в книжном магазине FMA по адресу www.fmanet.org/store.
Он является президентом ASMA LLC, [email protected]. Бенсон также проводит Программу сертификации листогибочных прессов FMA, которая проводится по всей стране. Для получения дополнительной информации посетите www.fmanet.org/training или позвоните по телефону 888-394-4362. Последняя книга автора, «Основы изгиба», теперь доступна в книжном магазине FMA по адресу www.fmanet.org/store.
📱 Вертолет ›КАК Гнуть АЛЮМИНИЕВУЮ ТРУБУ БЕЗ ИЗГИБА
ЧАСЫ | 1 страница 29824 просмотры | Опубликовать ответ |
| cadwarrior р-р Ветеран Канада | КАК ГНУТЬ АЛЮМИНИЕВУЮ ТРУБКУ БЕЗ перегиба Есть у кого-нибудь трюк, как согнуть алюминиевую трубку не перегибая ее ??? для масштабного шасси на реактивном рейнджере Благодарность! |
| ПОДЕЛИТЬСЯ ЭЛЕКТРОННОЙ ПОЧТОЙ В ПМ Attn: RR Цитата | |
 10.2006 18:34 14 лет назад
10.2006 18:34 14 лет назад| нивлек rrProfessor Норфолк Англия | Наполните его песком.В конце дня темнеет. |
| ПОДЕЛИТЬСЯ ЭЛЕКТРОННОЙ ПОЧТОЙ ЛИЧНОСТИ Attn: RR Quote | |
| Скотт С.Р. р-р Ветеран SEAFORD | Вы берете пружину двери крыльца и вставляете ее внутрь и отгибаете, она не перегибается, а когда вы закончите, просто вытащите пружину. Если вы работаете над чем-то меньшим, просто возьмите пружину меньшего размера. Теперь вы знаете, что я должен УБИТЬ ВАС. Это коммерческая тайна.Повеселись . Дайте мне знать, как вы цените. Скотт-старший> <> **** Поддержите наши войска ****> <> |
| ПОДЕЛИТЬСЯ ГАЛЕРЕЯ ЭЛЕКТРОННОЙ ПОЧТЫ PM Attn: RR Цитата | |
| cadwarrior р-р Ветеран Канада | Спасибо за все твои уловки !!, попробую оба и опубликую здесь результат! Благодарность Винсент |
| ПОДЕЛИТЬСЯ ЭЛЕКТРОННОЙ ПОЧТОЙ В ПМ Attn: RR Цитата | |
Скотт С. Р. Р. р-р Ветеран SEAFORD | Я использовал пружины в течение многих лет, это старый настоящий трюк сантехников> Скотт-старший.> <> **** Поддержите наши войска ****> <> |
| ПОДЕЛИТЬСЯ ГАЛЕРЕЯ ЭЛЕКТРОННОЙ ПОЧТЫ PM Attn: RR Цитата | |
| Professorwiz rrVeteran Ливония, Мичиган – США | Я слышал, как насыпают его кусочком песка, но не пробовал. Держите нас в курсе. Я пытался согнуть 7/8 дюйма стенкой 0,060 дюйма, я ни с кем не проверял, пока не согнул и не смял свой материал.Излишне говорить, что у меня еще не было возможности попробовать это снова … Русс |
| ПОДЕЛИТЬСЯ ПАМЯТЬ В ПОЧТЕ ГАЛЕРЕЯ Attn: RR Цитата | |
| лезвие с разрывом rr Ученик Орландо, Флорида | Я все это пробовал. песок работает нормально, если вы можете плотно упаковать его и закрыть концы. он не даст ему полностью разрушиться. но он не даст вам большого изгиба, потому что песчаный брусок не держит круглую форму.песок с правильным трубогибом будет вашим лучшим шансом. пружина работает хорошо. попробуйте разную толщину проволоки, если возможно, чтобы добиться нужного результата. трубогиб снова станет вашим лучшим другом. если вы сгибаете закаленный материал, такой как 6061-t6, вы можете попробовать отжигать область изгиба. метод проб и ошибок – единственный способ получить идеальный изгиб. если после этого вы не забудете все эти дрянные шлепки, тряски … …… но дорогая песок работает нормально, если вы можете плотно упаковать его и закрыть концы. он не даст ему полностью разрушиться. но он не даст вам большого изгиба, потому что песчаный брусок не держит круглую форму.песок с правильным трубогибом будет вашим лучшим шансом. пружина работает хорошо. попробуйте разную толщину проволоки, если возможно, чтобы добиться нужного результата. трубогиб снова станет вашим лучшим другом. если вы сгибаете закаленный материал, такой как 6061-t6, вы можете попробовать отжигать область изгиба. метод проб и ошибок – единственный способ получить идеальный изгиб. если после этого вы не забудете все эти дрянные шлепки, тряски … …… но дорогая |
| ПОДЕЛИТЬСЯ ПАМЯТЬ В ПОЧТЕ ГАЛЕРЕЯ Attn: RR Цитата | |
| NicheRotors rrNovice Surrey, UK | Столкнувшись с той же проблемой изгиба труб для масштабного набора ходовой части, я сделал пару приспособлений, чтобы убедиться, что все наборы были одинаковыми и каждая ножка была симметричной. Я сделал несколько снимков здесь: http://www.fraser-ker.com/neasham/Model_D_Stage_3.htm
Я попробовал песочный метод, но в итоге на полу образовался беспорядок, и без приспособления каждый изгиб был уникальным.
J. Я сделал несколько снимков здесь: http://www.fraser-ker.com/neasham/Model_D_Stage_3.htm
Я попробовал песочный метод, но в итоге на полу образовался беспорядок, и без приспособления каждый изгиб был уникальным.
J. |
| ПОДЕЛИТЬСЯ НА ГЛАВНУЮ ЭЛЕКТРОННУЮ ПОЧТУ В ПМ Attn: RR Цитата | |
| 951_Powerstroke rr Ветеран Корона, Калифорния | NicheRotors Черт возьми, эти салазки выглядят великолепно.Вы прошли «лишнюю милю», чтобы сделать их идеальными. Молодец. Джей Конечно, я умею летать на этой штуке, но если увидишь, как я бегу, постарайся не отставать !! |
| ПОДЕЛИТЬСЯ ПАМЯТЬ ПОЧТЫ ГЛАВНАЯ ГАЛЕРЕЯ Attn: RR Цитата | |
| Havoc rrElite Veteran Ky. | Вы можете нагреть сплав висмута и заполнить трубку.Дайте ему застыть, а затем согните его, как будто это твердое тело. Затем просто нагрейте трубку до 120F, и она потечет обратно. |
| ПОДЕЛИТЬСЯ ГАЛЕРЕЯ ЭЛЕКТРОННОЙ ПОЧТЫ PM Attn: RR Цитата | |

| cadwarrior р-р Ветеран Канада | NicheRotors Спасибо за фотографии !, действительно чистая работа !! |
| ПОДЕЛИТЬСЯ ЭЛЕКТРОННОЙ ПОЧТОЙ В ПМ Attn: RR Цитата | |
| azzi_b rrNovice rotherham, England | Я сделал это со льдом, чтобы наполнить водой – положил в морозильную камеру, затем согнул – не нужны какие-либо необычные металлы или что-то еще |
| ПОДЕЛИТЬСЯ ЭЛЕКТРОННОЙ ПОЧТОЙ ПОДСКАЗКИ Attn: RR Quote | |
WATCH | 1 страница 29824 просмотры | Опубликовать ответ |
9 Тема Подписаться
Воскресенье, 2 мая – 00:54 – Авторские права © 2000-2021 RunRyder ЭЛЕКТРОННАЯ ПОЧТА • Включить файлы cookie
Bending Square aluminium tubing – Техническое обсуждение
368 сделал это в этом году с трубогибом (я думаю) и сплавом 6063.
6061, вероятно, треснет.
Да, наша команда использует гидравлический трубогиб, в частности трубогиб pro4 от pro bender на этом веб-сайте:
http://www.probender.com/probender/drupal/benders
Эти типы гибочных станков используются производителями автомобилей для изготовления каркасов для рулонов и всякого другого аккуратного материала. Есть много других компаний, которые производят трубогибы, такие как JD в квадрате JD2. Вы можете увидеть многие из них в действии на YouTube. мы выбрали профессиональный гибочный станок, потому что он приводится в действие дешевым пневматическим гидроцилиндром, и вам не нужно привинчивать его к полу.
В этих типах гибочных станков используются штампы, через которые прокручиваются трубки. Это гибочные машины роторного типа. Это не то же самое, что станок для гибки оправки, который протягивает оправку через внутреннюю часть трубы, так что она не раздавливает трубу при изгибе. Вряд ли у кого-нибудь есть настоящий станок для гибки оправки, кроме высокопроизводительных глушителей.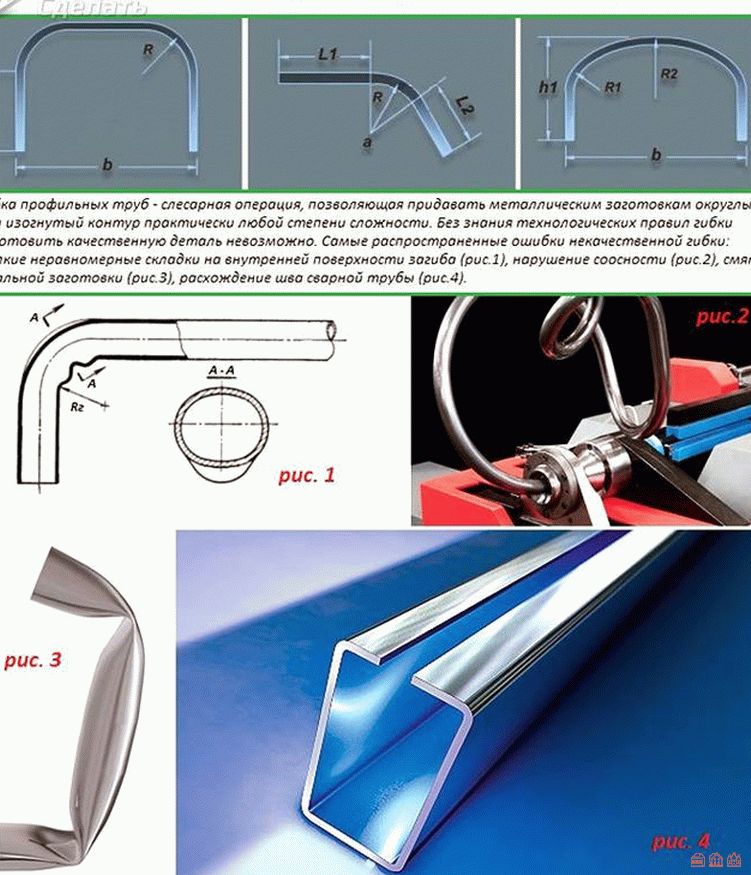 Слишком дорого для среднего небольшого магазина. Профессиональный гибочный станок, как и другие, может сгибать квадратную трубку до 1-1 / 2 дюйма, но для этого вам нужно купить матрицу 1-1 / 2 дюйма.
Слишком дорого для среднего небольшого магазина. Профессиональный гибочный станок, как и другие, может сгибать квадратную трубку до 1-1 / 2 дюйма, но для этого вам нужно купить матрицу 1-1 / 2 дюйма.
Мы использовали изгибы на 90 градусов на 6063-T6 1 “x1” x.Трубка диаметром 062 дюйма для наших крыльев и изгибы на 15 градусов на трубке 6063-T6 размером 1 дюйм x1 дюйм x 0,125 дюйма для нашего коллектора. Легкая работа для нашего гибочного мастера. Есть наука о том, как делать несколько изгибов одной трубы. Мы используем программу под названием bendtech pro, которая позволяет нам вытягивать трубу, делать отметки изгиба, а затем делать все изгибы с одного конца. Вы должны откалибровать его для трубки и штампа, который вы используете.
Портовые грузовые гибочные станки не роторного типа и не имеют такого же качества гибов.
Помните, что этот тип гибочных станков действительно раздавливает и деформирует трубу.Квадратная труба сжимается изнутри на контролируемую величину. Если у меня завтра будет время, я сфотографирую то, о чем говорю.
Если у меня завтра будет время, я сфотографирую то, о чем говорю.
Если вы хотите согнуть алюминий толщиной 1-1 / 2 дюйма, я позвоню производителю интересующего вас гибочного станка. Дайте мне знать, если у вас возникнут какие-либо вопросы.
1678 и остальные правы, 6061-T6 сломается. Мы попробовали это с изгибом около 15 градусов, думая, что это было мягко, и просто сломалось пополам.
У меня есть личный проект с использованием гибочного станка.Собираюсь сделать несколько трубчатых рычагов управления для моей проектной машины.
Алан
Наставник команды 368
Гибка алюминиевых трубок – советы, хитрости и помощь своими руками
Итак, вы решили взяться за проект, связанный с гибкой алюминиевых трубок, не так ли?
Что ж, молодец.
Алюминий – прочный и легкий материал, который можно использовать в миллионах различных применений, будь то гибка трубы, квадратной трубы, прямоугольной трубы или круглой трубы.
Но есть несколько вещей, которые вам нужно знать перед тем, как начать. Некоторые ссылки на этой странице являются партнерскими ссылками, и как партнер Amazon я могу заработать небольшую сумму на соответствующих покупках, если вы в конечном итоге купите что-то через одну из них.
Некоторые ссылки на этой странице являются партнерскими ссылками, и как партнер Amazon я могу заработать небольшую сумму на соответствующих покупках, если вы в конечном итоге купите что-то через одну из них.
Гибка алюминиевых трубок – что нужно знать перед началом работы
Первое, что вам нужно знать при гибке алюминиевых трубок, это то, что они обычно доступны в двух разных классах – 6061-T6 и 6063 -T5.И это важно знать ДО того, как вы начнете свой проект.
Алюминий 6061-T6 – это, скорее, конструкционная труба, и часто используется по умолчанию, когда речь идет о различных работах и конструкциях, которые вы можете увидеть. Важно знать, что он хрупкий и чаще всего трескается, если вы пытаетесь согнуть его с небольшим радиусом.
Конечно, иногда это может сойти с рук, так как закалка будет незначительно отличаться, и вы можете обойтись без алюминиевых трубок без трещин, но я обнаружил, что для получения стабильных результатов вам необходимо использовать гибкую оценка.
Вот что такое 6063-T5 – гибкие алюминиевые трубки. 6063-T5 на самом деле более доступен для размеров труб, чем для труб.
Так что, если у вас есть такая возможность, просто закажите и используйте 6063-T5.
Если у вас нет такой возможности, есть несколько способов обойти ее.
Вы можете отправить его в цех, который занимается отжигом, и они будут готовить ваш алюминий при определенной температуре, пока он не отожжется до определенного сорта. Если бы вы пошли по этому пути, вы бы просто сказали им, что хотите отжечь его до состояния 6063-T5.
Затем, как только вы вернете детали, их можно будет гнуть по мере необходимости.
После этого вы либо оставите его в отожженном состоянии, либо отправите в компанию, которая при необходимости вернет его в состояние 6061-T6.
Другой альтернативой является то, что вы можете попробовать отжечь его вручную, нагревая его горелкой, а затем сгибая. Это может потребовать некоторой практики, поэтому убедитесь, что вы используете отходы, а не рабочие детали, если вы просто пробуете это.
Лучшие производители трубогибочных машин
Что касается различных производителей трубогибочных машин, вы можете купить самые разные машины.От импортных товаров из Китая до машин, произведенных в Северной Америке или Европе, есть множество вариантов.
Но первым шагом на пути является выбор типа трубогибочного станка, который вам нужен, поскольку разные производители выпускают разные типы и модели, когда речь идет о трубогибочных станках.
И в большинстве случаев вы сможете сгибать трубу и трубу на своем гибочном станке, если у вас есть возможность купить совместимые штампы, подходящие под размер материала, который вы пытаетесь сгибать.
Имея это в виду, давайте рассмотрим несколько различных типов производителей трубогибочных машин и различные доступные варианты машин.
Трубогиб малого диаметра – Компактные трубогибы напольного типа
Один из основных вариантов выбора трубогиба (или трубогиба) малого диаметра – это взглянуть на различные существующие компактные трубогибы.Теперь они обычно бывают либо в виде крепления на верстаке, либо в виде напольного крепления на пьедестале.Для себя я всегда выбираю напольное крепление, так как мне нравится, чтобы мой рабочий стол был чистым, и на моем рабочем столе уже установлены тиски.
Поэтому я всегда склонялся к напольному креплению на пьедестале. Вы можете перемещать их, или вы можете прикрепить их к полу, установив болты в бетонный пол вашего магазина. Если вы все же хотите переставить гибочный станок, вы можете просто приварить тяжелую пластину к основанию гибочного станка, чтобы обеспечить немного большей устойчивости, если вы не хотите привинчивать его к полу.
Сейчас эти типы гибочных станков чаще всего используются для гибки плоского металла, но с его помощью также можно сгибать круглый заготовку.
Лучше всего иметь штампы с вогнутой формой, достаточно большие, чтобы соответствовать диаметру материала, который вы собираетесь сгибать.
И затем, если вы пытаетесь согнуть трубу или трубу, материал может захотеть раздавиться вокруг изгиба, если вы пытаетесь изгибать действительно узкий радиус изгиба. В этом случае вам, возможно, придется заполнить трубу или трубу песком и закрыть концы, либо приварив какой-либо материал на каждом конце, либо нарезав концы трубной резьбой и закрыв их колпачком.
Опять же, эти типы гибочных станков часто подходят для труб или изгибов труб малого диаметра. Возможно, вы сможете согнуть материал примерно на 1,5 дюйма или около того, так как ваше ограничение по размеру – это сила, которую вы можете создать вручную, используя механическое усилие гибочного станка и вашу собственную силу.
Таким образом, их преимущество в том, что это довольно универсальные маленькие станки, поскольку вы не ограничены только гибкой трубы или трубы, но вы также можете сгибать плоский и цельный металл.
Если вы пойдете по этому пути, я бы порекомендовал KAKA Industrial UBM-30 компактный металлический гибочный станок напольного типа, поскольку он поставляется с 14 различными штампами и включает в себя красивую маленькую спиральную гибочную головку, которую вы можете использовать для создания декоративных плоских металлических изгибов.Если у вас ограниченный бюджет, вы всегда можете получить Compact Floor Bender от Erie Tools, который поставляется с 7 штампами. Но штампы дорого обрабатывать или покупать самостоятельно, поэтому гибочный станок Kaka предлагает хорошее соотношение цены и качества, если вы собираетесь делать больше металлических фабрик и гибок в будущем.
A Трубогибочная машина – Гидравлические трубогибы и трубогибы
Следующее оборудование, которое вы можете использовать, более специализированное, – это трубогибочная машина.А это ваши гидравлические трубогибы и трубогибы.Они специально разработаны для изгиба трубы или трубы с помощью гидравлического поршня, если вы помещаете материал напротив двух вертикальных упоров, центрируя материал поверх матрицы, где вы хотите изгиб, а затем включаете гибочный станок.
Это довольно недорогие станки – их можно приобрести менее чем за 150 долларов, но на самом деле они не являются точными.
Не поймите меня неправильно, это отличные машины, но сделать изгибы под определенным углом сложно – они лучше всего подходят для изгибов, которые довольно свободны, когда речь идет о допусках, или просто для стандартных изгибов на 90 или 45 градусов.
Здесь можно купить приличную технику.
Гидравлические трубогибы
Если вы хотите делать более точные изгибы и выполнять более сложные изгибы, такие как изгибы до 180 градусов, вам необходимо приобрести гидравлические трубогибы.С их помощью вы можете установить степень изгиба и повторные изгибы, и вы можете получить возможность изгибать гораздо более тяжелый стеновой материал, поскольку вы больше не полагаетесь только на механическое преимущество и собственную грубую силу, пытаясь вручную согнуть трубу или трубу. .
Гидравлический трубогибочный станок Cadillac – это гидравлический ротационный ленточнопильный станок Baileigh RDB-125. На нем можно сгибать алюминиевые трубки с внешним диаметром примерно до 2,5 дюймов (!)
А с кольцевым калибром, он идеально подходит для любого типа повторяющейся гибки деталей, которую вы хотите выполнить.
Еще одна приятная вещь заключается в том, что вы можете иметь дело напрямую с производителем, а они производятся в США, поэтому получение штампов или дополнительных инструментов, как правило, не проблема.
Обычно что-то вроде этого примерно такого же размера, как и большинство домашних мастеров, но для промышленности вы можете выбрать станки с ЧПУ с вращающейся вытяжкой и гибочные станки с полным ЧПУ, а также можете заняться гибкой оправки, чтобы изготавливать штампы с очень малым радиусом без каких-либо сморщивание.
Услуги по гибке и прокатке алюминиевых труб на заказ
Tube-Tec Bending работает с различными металлами и сплавами, чтобы удовлетворить самые строгие требования к гибке и прокатке. Наши специалисты по производству являются экспертами в области гибки и прокатки алюминия для труб, труб, прутков и конструкционных профилей. Если для вашего алюминиевого проекта требуются высокоточные инструменты, мы будем признательны за возможность предоставить вам нестандартные формы, размеры и радиусы. Щелкните здесь, чтобы просмотреть наш уникальный процесс гибки металла.
Преимущества прокатки алюминиевых трубАлюминий доступен в различных сортах и состоянии и должен пройти самые современные процессы, чтобы избежать растрескивания, деформационного упрочнения или разрушения при изгибе. Для вашего спокойствия наша команда имеет специальный опыт работы с алюминиевыми профилями, чтобы сохранить их прочность и внешний вид. После гибки или прокатки каждое гнутое алюминиевое изделие проходит строгий контроль качества, чтобы гарантировать его целостность.
Возможности гибки алюминиевых труб на заказ
Некоторые виды алюминия популярны для декоративных и декоративных целей, в то время как другие легированные марки обладают повышенной прочностью для промышленного применения. Характеристики и преимущества марок алюминия включают:
- Свариваемость
- Пластичность и формуемость
- Прочность и сопротивление усталости
- Высокая проводимость
- Легкая конструкция
- Устойчивость к ржавчине и коррозии
- Привлекательный дизайн
- Гигиеническое средство для пищевых продуктов и больниц
- Экологичность и возможность вторичной переработки
Когда вы будете готовы начать свой проект, производственная группа Tube-Tec Bending поможет вам выбрать тип алюминия, который лучше всего подходит для вашего проекта.Мы используем несколько методов гибки и прокатки алюминия для различных целей:
- Трубки конденсатора и оборудование HVAC
- Транспортное оборудование
- Электроника
- Пищевая и фармацевтическая промышленность
- Аэрокосмическая и авиационная промышленность
- Светильники для коммерческих помещений
- Вывески и дисплеи
Размеры гибки труб
Наша команда гнет трубы разных размеров:
| ½ “O.Д. | Внешний диаметр 2⅓ “ |
| ¾ “Внешний диаметр | Внешний диаметр 3 дюйма |
| Внешний диаметр 1 дюйм | Внешний диаметр 3½ “ |
| Внешний диаметр 1½ “ | Внешний диаметр 4½ “ |
| Внешний диаметр 1¼ “ | Внешний диаметр 4 дюйма |
| Внешний диаметр 2 дюйма | Внешний диаметр 6⅝ “ |
| Внешний диаметр 2¼ “ | Внешний диаметр 8⅝ “ |
Свяжитесь с нами по вопросам гибки алюминиевых труб и труб
Алюминий уникален своей конструктивной гибкостью, экономичностью и рабочими характеристиками.Мы способны изгибать алюминий до большинства радиусов, а также можем изготовить изделия по индивидуальному заказу на собственном предприятии, чтобы сэкономить ваше время и транспортные расходы. Чтобы узнать больше о преимуществах алюминия для вашего приложения или запросить смету для вашего OEM или производственного проекта, позвоните в Tube-Tec Bending по телефону 713-264-0821 или щелкните здесь, чтобы отправить онлайн-запрос. Наша команда, управляемая владельцем, свяжется с вами в ближайшее время, чтобы ответить на ваши вопросы.
Алюминиевые трубогибы на продажу
Когда вы изгибаете алюминиевую трубку, необходимо учитывать несколько важных моментов.Что хорошо? Качественные трубогибы для алюминиевых труб и подходящие инструменты делают свою работу. Также поможет некоторый опыт гибки и профессиональные уловки. Давайте посмотрим на алюминиевую трубу более внимательно и на то, что вам нужно, чтобы купить алюминиевые трубогибы на продажу.
Форма алюминиевой трубкиАлюминиевая трубка бывает разных форм и размеров. Часто материал алюминиевых трубок не круглый. Популярна гибка прямоугольной или квадратной алюминиевой трубы, которую изгибают с помощью толкателя или оправки.Сдавленный изгиб покажет обрушение внутренней области изгиба, как у ножки стула в школьной столовой. Изгиб оправки сохранит первоначальную форму алюминиевой трубки. Продаваемые алюминиевые трубогибы и инструменты, специально разработанные для гибки алюминиевых труб, становятся ключевыми. Инструменты особенно важны, если вы хотите сохранить форму и эстетику алюминиевой трубки на изгибе.
Держатели для алюминиевых трубогибов для продажиОбычно оправка удерживается в фиксированном положении, а алюминиевая трубка натягивается на нее.Алюминиевая труба, как и большинство материалов, подвергающихся нагрузке на изгиб, должна растягиваться по внешнему радиусу изгиба. Аналогичным образом сжатие алюминиевой трубы происходит на внутреннем радиусе изгиба. Чтобы сохранить овальность алюминиевой трубки, оправка воспринимает силу, действующую на трубку во время изгиба. Для сгибания алюминиевого материала используется хромированная оправка. Грязесъемник завершает процесс изгиба, устраняя любые складки на внутренней части изгиба алюминиевой трубки.
При гибке определенных алюминиевых трубок может потребоваться только оправка.Также часто называют хвостовиком оправки. Требование к оправке будет определяться уравнением коэффициента стенки. Фактор стенки вместе с радиусом и степенью изгиба будет определять, требуется ли оправка для алюминиевой трубы. В итоге, вы хотите приобрести алюминиевые трубогибы с оправкой, если вы знаете, что хотите сохранить его форму.
Станки для старения и трубогибы из алюминияСуществуют специальные материалы, которые лучше работают при изгибе.В случае алюминиевых трубок всегда вызывает беспокойство старение. Закалка из-за старения означает, что алюминиевая трубка становится тем тверже, чем дольше она сидит. Это также означает, что становится труднее сгибаться. По этой причине алюминиевая труба подвержена разрушению материала (т. Е. Растрескиванию) в процессе изгиба. По мере того, как алюминиевая трубка садится и затвердевает, удлинение уменьшается. Всегда рекомендуется согласовывать порядок подачи алюминиевой трубки, чтобы она при поступлении гнулась вверх. При большем радиусе и изгибе менее 90 градусов существует некоторая свобода действий в нагрузке на материал алюминиевой трубки.Однако чем меньше радиус, тем больше вероятность возникновения проблем при изгибе алюминиевой трубы.
А как насчет алюминиевой трубки 6061?Наиболее распространенным сплавом для алюминиевых труб, который используется при гибке на трубогибах для алюминиевых труб, является 6061. Это термообрабатываемый сплав с различными уровнями прочности на разрыв. 6061-T0 имеет лучший процент удлинения при изгибе и часто используется при выполнении работ с алюминиевыми трубами с изгибами с малым радиусом. Подумайте о деталях самолета. 6061-T6 имеет наименьшее удлинение и часто используется для работ с большим радиусом.Поскольку 6061-T6 имеет гораздо меньшее удлинение, часто в пределах 12%, некоторые работы могут потребовать отжига перед гибкой. Независимо от того, изгибаете ли вы T0 или T6, более обширный опыт в гибке алюминиевой трубы будет иметь большое значение для понимания свойств и напряжений при изгибе этого материала.
Позвоните или напишите по электронной почте Hines Bending Systems сегодня и спросите о выставленных на продажу станках для гибки алюминиевых труб. Мы поможем вам на каждом этапе пути. От установки алюминиевого трубогиба до обучения и обслуживания. Позвольте экспертам изгиба Hines Bending поделиться секретами, которые сделают ваши алюминиевые гибки успешными.
Facebook Youtube Twitter
Трубогиб и изделия из металла на заказ – Ньюарк, Калифорния, Калифорния
В нашем каталоге мы предлагаем стандартные изделия для изготовителей металла, в том числе изогнутые колена оправки, фланцы, прямые трубки с опорой, V-образные ленты, заглушки для датчиков 02, переходы, переходники, овалы, тройники и крестовины всех размеров и из всех материалов. Если вы не видите то, что вам нужно на складе, мы можем изготовить это на заказ. Отправьте запрос сегодня !!!
Услуги по гибке труб на заказ
Продукция производителя складских запасов
Наша цель в Accurate – предоставить нашим клиентам высочайший уровень удовлетворенности, поставляя качественный и точный продукт в кратчайшие сроки.
Транспорт
Полупроводник
Оборона Военные | Медицинский
Аэрокосмическая промышленность
Сельское хозяйство | Рекреационные автомобили
Мебель
|