Как загнуть: Страница не найдена
alexxlab | 27.05.1986 | 0 | Разное
Как согнуть доску в домашних условиях: фото, видео
Если возникла необходимость в создании изогнутого деревянного элемента, то скорее всего вы столкнетесь с рядом трудностей. Может показаться, что выпилить требуемый компонент в изогнутом виде будет проще, но в этом случае волокна древесины будут перерезаны и ослабят прочность детали. Помимо этого, при выполнении получается довольно большой перерасход материала.
Этапы выполнения работ по сгибанию доски в домашних условиях:
| Подготовка. Выбор подходящего сорта дерева и ознакомление с общими принципами работы с ним. | |
| Варианты сгибания древесины. Нагрев в паровой коробке, химическая пропитка, расслоение, пропил. |
Древесина – это волокна целлюлозы, которые связаны между собой лигнином. Расположение волокон на прямую влияет на гибкость древесного материала.
Совет: надежный и долговечный древесный материал для создания различных изделий может получиться только при условии, что дерево будет хорошо просушенным.
Изучив технологию сгибания дерева, включая и его главные физические свойства древесины, позволяющие изменять ее форму, вполне реально выполнить изгибание деревянного материала в домашних условиях.
Особенности работы с деревом
Гнутье деревянного материала сопровождается ее деформацией, растяжением внешних слоев и сжатием внутренних. Бывает так, что сила растяжения приводит к разрыву внешних волокон. Это можно предупредить, если провести предварительную гидротермическую обработку.
Можно согнуть заготовки бруса, выполненного из клееной древесины и массива. Помимо этого, для придания необходимой формы применяют лущеный и строганный шпон. Наиболее пластичными является лиственная порода. В число которой входят бук, береза, граб, ясень, клен, дуб, липа, тополь и ольха. Клееные гнутые заготовки лучше всего выполнить из шпона березы.
Согласно технологии изготовления гнутой древесины, при пропаривании заготовки значительно увеличивается ее способность к сжатию, а именно на треть, тогда как возможность растяжения увеличивается всего на несколько процентов. Поэтому нельзя даже думать о том, чтобы согнуть дерево толще 2 см.
Сначала нужно подготовить паровую коробку, которая может быть выполненной своими руками. Ее главная задача — удерживать дерево, которое требуется согнуть. В ней должно присутствовать отверстие, предназначенное для выхода пара. А иначе под давлением может произойти взрыв.
Это отверстие должно находиться в дне коробки. Помимо этого, в коробке необходимо предусмотреть съемную крышку, через которую можно будет изымать гнутую древесину, после того как она получит нужную форму. Для того чтобы удержать деревянную гнутую заготовку в требуемой форме, необходимо использовать специальные зажимы.
Из дерева делаются несколько круглых обрезков. В них просверливаются отверстия, смещенные от центра. После чего следует просунуть болты сквозь них, а затем просверлить еще одно через стороны, дабы задвинуть их намертво. Подобные нехитрые поделки могут отлично выполнять функцию зажимов.
Теперь можно начинать пропарку дерева. Для этого необходимо закрыть деревянную заготовку в паровой коробке и позаботиться об источнике тепла. На каждые 2,5 см толщины изделия время, затрачиваемое на пропарку, составляет около часа. По его истечении, дерево следует изъять из коробки и придать ему требуемой формы путем загибания. Процесс должен осуществляться очень быстро, а само сгибание – мягко и аккуратно.
Совет: за счет разной степени эластичности одни виды древесины будут гнуться легче других. Разные способы нуждаются в приложении разной величины силы.
Как только желаемый результат будет достигнут, согнутую заготовку необходимо зафиксировать в таком положении. Крепление дерева возможно при процессе формирования его новой формы, за счет чего контролировать процесс станет намного легче.
Как согнуть доску в домашних условиях при помощи химической пропитки
Так как за стойкость древесины отвечает лигнин, его связи с волокнами следует разрушить. Этого можно добиться химическим способом, причем выполнить это вполне возможно в домашних условиях. Лучше всего для подобных целей подходит аммиак. Заготовку отмачивают в 25% водном растворе аммиака, что в значительной мере увеличивает ее эластичность. Таким образом появится возможность согнуть, скрутить ее или выдавить под прессом какие-либо рельефные формы.
Совет: следует обратить внимание на то, что аммиак опасен! Поэтому в процессе работы с ним нужно строго додерживаться всех правил техники безопасности. Вымачивание древесины должно проводиться в глухо закрывающейся емкости, которая находится в хорошо проветриваемом помещении.
Вымачивание древесины должно проводиться в глухо закрывающейся емкости, которая находится в хорошо проветриваемом помещении.
Чем дольше древесина будет вымачиваться в аммиачном растворе, тем пластичнее она станет в последствии. После отмачивания заготовки и формирования ее новой формы, следует оставить ее в подобном изогнутом виде. Это необходимо не только для фиксации формы, но и для испарения аммиака. Однако оставлять гнутое дерево нужно в проветриваемом помещении. Интересно, что когда аммиак испарился, волокна древесины обретут такую же прочность, как и раньше, что позволит заготовке удержать свою форму!
Как согнуть доску в домашних условиях: способ расслоения
Вначале необходимо выполнить заготовку древесины, которая будет в последствии подвержена изгибу. Крайне важно чтобы доски были немного длиннее, чем длина требуемой детали. Это объясняется тем, что изгиб укрощает ламели. Прежде чем начинать резку, понадобится нарисовать диагональную прямую карандашом. Это нужно сделать поперек нижней стороны заготовки, что даст возможность после перемещения ламелей сохранить их последовательность.
Это нужно сделать поперек нижней стороны заготовки, что даст возможность после перемещения ламелей сохранить их последовательность.
Доски нужно отрезать прямослойным краем, и никак не лицевой стороной. Таким образом, их можно будет положить вместе с наименьшим изменением. Пробковый слой наносится в форму, что поможет избежать каких-либо неровностей в форме пилы и даст возможность сделать более ровный изгиб. Помимо этого, пробка будет удерживать расслоение в форме. После этого на верхнюю сторону одной из ламелей валиком наносится клей.
Лучше всего воспользоваться карбамидоформальдегидным клеем, состоящим из двух частей. Он имеет высокий уровень сцепления, однако долго сохнет.
Также можно использовать эпоксидную смолу, но подобный состав обойдется очень дорого, и позволить его себе может далеко не каждый. Стандартный вариант клея для дерева в этом случае не подойдёт. Хоть он высохнет быстро, но является очень мягким, что в этом случае никак не приветствуется.
Изделие из гнутого дерева необходимо как можно скорее поместить в форму. Так, на ламель, промазанную клеем, укладывается еще одна. Процесс нужно повторять до тех пор, пока гнутая заготовка не получит нужную толщину. Доски крепятся вместе. После полного высыхания клея, следует укоротить ее до требуемой длины.
Как согнуть доску в домашних условиях: пропил
Подготовленный деревянный отрезок необходимо пропилить. Пропилы рассчитываются на 2/3 от толщины заготовки. Они должны располагаться с внутренней стороны изгиба. Нужно быть предельно внимательным, так как грубые пропилы могут непросто деформировать дерево, а полностью сломать.
Совет: ключ к успеху при резке заключается в том, чтобы между надрезами расстояние было максимально ровным. Идеальный вариант 1,25 см.
Надрезы выполняются поперек узора дерева. Затем необходимо сжать края заготовки, что позволит соединить получившиеся зазоры в одно целое. Подобную форму и получает изгиб по окончании работы. После этого его исправляют.
После этого его исправляют.
В большинстве случаев внешняя сторона обрабатывается шпоном, реже – ламинатом. Это действие дает возможность исправить изгиб и скрыть практически любые допущенные в процессе изготовления дефекты. Пробелы в согнутом дереве скрываются очень просто – для этого смешиваются опилки и клей, после чего смесью заполняются пробелы.
В независимости от варианта сгиба, после того как заготовка будет вынута из формы, изгиб немного расслабится. Ввиду этого его следует сделать чуть большим, дабы впоследствии компенсировать данный эффект. Метод пропиливания используется при сгибе металлического уголка или части коробки.
Итак, применяя подобные рекомендации можно без особенных проблем согнуть дерево своими руками.
Как согнуть и выпрямить фанеру в домашних условиях
При работе с фанерой, довольно часто возникает необходимость изготовления деталей неправильных изогнутых форм. В производственных цехах, на специальном оборудовании, придать заготовке необходимую конфигурацию нетрудно. В домашних условиях согнуть или выпрямить фанеру тоже не составит труда, надо только запастись некоторыми приспособлениями и терпением.
Как согнуть фанеру
Перед началом операции по сгибанию фанеры давайте разберемся в конструкции фанерного листа. Фанерный лист состоит из нескольких слоев тонкого шпона (1-2 мм), склеенного между собой. Слоев, в зависимости от толщины листа, может быть от 3 до 21, их количество всегда нечетное. Волокна шпонового слоя располагаются под прямым углом относительно соседнего слоя – такая конструкция придает фанере высокую прочность на изгиб.
Получается, что нам необходимо согнуть заготовку из материала изначально «несгибаемого». Не стоит опускать руки, существует простая истина: «Что руками сделано, руками и переделано». Человеческая изобретательность, в тех случаях, когда обстоятельства касаются его кармана, не имеет границ. Так, что же придумало человечество, чтобы согнуть фанеру своими руками?
Человеческая изобретательность, в тех случаях, когда обстоятельства касаются его кармана, не имеет границ. Так, что же придумало человечество, чтобы согнуть фанеру своими руками?
Рынок стройматериалов предлагает фанеру толщиной 3-4 мм. Деталь из такой фанеры сгибается без проблем. Используется, в основном, для устройства вогнутых и выпуклых поверхностей в интерьере, не испытывающих механических нагрузок (пример – арочные проемы). Эту фанеру очень уважают дизайнеры помещений. Вариант тонкой фанеры с оптимальным соотношением «цена/качество» – фанера китайского производства.
Для тех, кто собирает жесткую конструкцию из гнутых элементов или просто «не ищет легких путей», представляем три способа сгибания детали из фанеры самостоятельно. Применять любой из вариантов надо после того, как согнуть фанеру «на коленке» до нужного вам радиуса не представляется возможным.
Склеивание слоев фанеры
Вам требуется конструкция, которая выдержит расчетную механическую нагрузку. В наличии достаточно тонкой фанеры 3 мм, но она не годится для реализации задуманного – не выдержит нагрузки. Фанеру толщиной 10-12 мм надо покупать, а это неучтенная статья расходов. Вариант, который устроит и вас и конструкцию – склеивание тонких листов.
В наличии достаточно тонкой фанеры 3 мм, но она не годится для реализации задуманного – не выдержит нагрузки. Фанеру толщиной 10-12 мм надо покупать, а это неучтенная статья расходов. Вариант, который устроит и вас и конструкцию – склеивание тонких листов.
Раскраиваем заготовки с размерами больше требуемых на 1.5-2 см. На рисунке видно, как поведут себя листы тонкой фанеры при сгибании, к тому же никто не застрахован от их сдвига по плоскости во время склеивания.
При помощи простого приспособления задаем заготовке необходимую форму. Места, где необходимо изменить радиус, периодически смачиваем водой. Достигнув желаемого результата, ждем полного высыхания.
Подготавливаем «зажимы». Ширина паза, куда будет входить наша заготовка, соответствует толщине будущего изделия.
Наносим клей на всю плоскость фанерной заготовки, складываем листы плоскостями, торцы располагаем в зажимах и крепко скрепляем струбцинами или другими зажимами.
После высыхания клея операцию повторяем до тех пор, пока не будет получен элемент с необходимой толщиной.
Подгоняем размер и, с чувством глубокого удовлетворения любуемся соей работой.
Для внутренней отделки прекрасно подойдет клей ПВА, для наружных работ – эпоксидный клей. Четко соблюдайте рекомендации по использованию клея, чтобы соединение получилось прочным, без нарушения цвета и текстуры дерева.
Надрезание фанерных листов
При работе с фанерой толщиной 16-21 мм и выше хорошо зарекомендовал себя способ надрезания.
Наносим разметку предполагаемых надрезов по всему радиусу сгибания. Расстояние между надрезами зависит от радиальной величины – чем больше радиус (положе изгиб) тем больше расстояние между метками.
По разметке выполняем надрезы по всей ширине заготовки до слоя с направленностью волокон отличном от наружного. Их количество и глубина переменная непостоянная и зависит от нескольких факторов – величины радиуса, толщины материала. Работа выполняется фрезой, тогда надрезы получаются ровными и одинаковой глубины. В домашних условиях для этой операции прекрасно подойдет «болгарка».
Их количество и глубина переменная непостоянная и зависит от нескольких факторов – величины радиуса, толщины материала. Работа выполняется фрезой, тогда надрезы получаются ровными и одинаковой глубины. В домашних условиях для этой операции прекрасно подойдет «болгарка».
Придаем заготовке нужный радиус с помощью шаблона или формы и наклеиваем шпон со стороны надрезов. Не всегда есть возможность достать шпон, поэтому в домашних условиях можно просто залить клей в щели и оставить до полного высыхания. Затем начисто обработать поверхность.
Чем больше расстояние между надрезами, тем больше радиальная величина. Это обстоятельство позволяет создавать изделия из фанеры самых разнообразных и причудливых форм.
Метод увлажнения
Перед сгибанием листа, проверьте его на наличие дефектов – деформаций, трещин, вмятин и т. д. В процессе гибки, в проблемных участках, велика вероятность поломки листа.
д. В процессе гибки, в проблемных участках, велика вероятность поломки листа.
Сгибание фанеры можно провести способом увлажнения и методом распаривания.
Увлажнение
Первый вариант. Место сгиба обильно смачиваем. Затем оборачиваем мокрыми тряпками, ждем некоторое время и осторожно сгибаем. Сколько ждать? Зависит от толщины материала. Перед сгибанием заготовки желательно провести эксперимент с обрезком.
Второй вариант. Набираем в ванну воды и укладываем в нее фанерную заготовку – пусть себе киснет. В горячей воде фанера достигает готовности в два раза быстрее. Подходит для «занятых» людей, которым не хватает терпения периодически менять сухие тряпки на мокрые. «Минус» такого способа увлажнения – полноразмерный фанерный лист не помещается в среднестатистическую ванну.
Распаривание
Название метода говорит само за себя – насыщение фанеры влагой происходит с помощью пара. Как его получить в домашних условиях, никому рассказывать не надо – это может быть утюг, чайник, возможно, четырехведерная выварка (выварка – большая, в основном оцинкованная, кастрюля, в которой раньше вываривалось белье). Одним словом, любая открытая емкость с кипящей водой. Подержали над паром – осторожно сгибаем.
Одним словом, любая открытая емкость с кипящей водой. Подержали над паром – осторожно сгибаем.
Если фанеру передержать в воде, особенно в горячей, произойдет ее расслоение. Оптимальный вариант готовности детали – фанера набрала влагу, но расслоение еще не началось.
Закрепить форму фанерной заготовки можно шаблоном или приспособлением (рис. 3)
Как выпрямить фанеру
После того, как мы разобрались в процессе и научились сгибать фанеру и придавать заготовке любые, ограниченные только нашей фантазией, формы, выпрямить фанерный лист не составит никакого труда.
Фанера деформируется, обычно, при несоблюдении температурного режима хранения, в условиях повышенной влажности. Та же влажность поможет нам вернуть лист в изначальное качественное состояние.
- Места расположения выдающихся выпуклостей и не менее выдающихся вмятин насыщаем влагой.
- Увлажненные проблемные участки обрабатываем утюгом, присутствие пара в утюге приветствуется.

- Укладываем лист на плоскую поверхность, ровную стяжку или пол.
- На лист устраиваем гнет (груз не менее 20 кг). Между гнетом и фанерным листом желательно положить плоскую и твердую «прокладку» – это может быть обрезок такого же фанерного листа размером большим, чем площадь исправляемого участка.
- Ждем не менее суток.
Надеюсь, после прочтения статьи, вы уже не будете впадать в ступор от слов «согнуть фанерный лист», а возьмете и согнете его так, как надо вам, без привлечения специалистов. Согнете неправильно – ничего страшного, как выпрямить вы тоже знаете.
Как загнуть дерево в домашних условиях. Как согнуть деревянный брус
Гнутье – это один из методов изготовления красивых и прочных деталей из древесины, например, для мебели. Домашнему мастеру вполне под силу освоить такую технологию, Гнутая деталь значительно прочнее выпиленной, на ее изготовление расходуется меньше древесины, а на выпиленных поверхностях получаются полуторцевые и торцевые срезы, усложняющие дальнейшую обработку и отделку деталей.
Различают три способа гнутья древесины. Один из них – наиболее известный заключается в предварительной пропарке древесины с последующим приданием ей требуемой формы в мощных прессах. Этот горячий способ гнутья применяют в основном в серийном производстве, например, стульев.
Наряду с ним, особенно в домашних условиях, практикуют два других способа гнутья древесины, но уже в холодном состоянии.
- Первый – гнутье цельной древесины с предварительным выполнением надрезов по изгибу.
- Второй – гнутоклеение, при котором гнутую деталь получают методом давления в пресс-формах из заготовки, представляющей собой пакет из нескольких слоев промазанных клеем тонких полос древесины.
- При гнутье вторым способом – с надрезами – в заготовке на глубину в 2/3-3/4 ее толщины пропиливают узкие, параллельные друг другу пазы, после чего придают заготовке желаемую форму.
Максимальный радиус изгиба зависит от глубины надрезов (и соответственно от толщины заготовок), расстояния между ними и от гибкости древесины. Надрезы производят как параллельно, так и перпендикулярно волокнам. Эту рабочую операцию выполняют с помощью торцовочной или ручной дисковой пилы с направляющим упором. Если нет специального инструмента, годится и обычная ножовка по дереву. Главное, чтобы глубина надрезов была одинаковой.
Надрезы производят как параллельно, так и перпендикулярно волокнам. Эту рабочую операцию выполняют с помощью торцовочной или ручной дисковой пилы с направляющим упором. Если нет специального инструмента, годится и обычная ножовка по дереву. Главное, чтобы глубина надрезов была одинаковой.
СКЛЕИВАНИЕ С ОДНОВРЕМЕННЫМ ГНУТЬЕМ
При гнутье древесины волокна на внутренней стороне сжимаются, а на внешней – растягиваются. Сжатие волокон древесина «переносит» сравнительно легко, особенно если ее предварительно пропарить. Растянуть же ее практически невозможно.
Гибкость зависит также от породы дерева и толщины заготовок. Например, твердая древесина из умеренных климатических зон – бук, дуб, ясень, вяз – поддается гнутью легче, чем тропические древесные породы (махагони, тиковое дерево, сипо и пр.). Хвойные же для этого слишком жестки.
Величину сопротивления сгибаемой древесины до момента ее разрушения определяют соотношением 1:50, т.е. радиус изгиба должен не менее чем в 50 раз превышать толщину заготовки. Например, заготовка толщиной 25 мм требует радиуса не менее 1250 мм. Чем тоньше древесина, тем проще она гнется. Поэтому там, где это возможно, целесообразно делать деталь соответствующей формы путем гнутоклеения (рис. 1).
Например, заготовка толщиной 25 мм требует радиуса не менее 1250 мм. Чем тоньше древесина, тем проще она гнется. Поэтому там, где это возможно, целесообразно делать деталь соответствующей формы путем гнутоклеения (рис. 1).
При этом способе отдельные полосы древесины одинаковой толщины и ширины проклеивают, укладывают в несколько слоев так, чтобы их волокна были расположены параллельно, и помещают в пресс-форму, изготовленную из твердой древесины. Матрицу и пуансон пресс-формы сжимают струбцинами и оставляют пакет в таком положении, пока не высохнет клей.
Толщина склеиваемых друг с другом полос может колебаться в пределах 1-6 мм опять же в зависимости от требуемого радиуса изгиба. Для проклеивания слоев подойдет клей холодного отвердения. Если гнутоклееные заготовки предназначены для использования в наружных конструкциях, лучше всего взять водостойкий клей.
ГНУТЬЕ С ПРИМЕНЕНИЕМ ЗАЖИМНЫХ ПРИСПОСОБЛЕНИЙ И ПРЕСС-ФОРМ
Чтобы определить допустимую толщину подлежащих гнутью полос шпона или планок (при большей толщине древесина может сломаться), необходимо знать наименьший радиус изгиба. Больше всего древесина деформируется на внутренней стороне места изгиба. Поэтому измерять всегда нужно именно здесь.
Больше всего древесина деформируется на внутренней стороне места изгиба. Поэтому измерять всегда нужно именно здесь.
В качестве вспомогательного приспособления целесообразно пользоваться шаблоном, который можно изготовить самому. Для определения радиуса изгиба берем обычный школьный циркуль и чертим на кальке несколько окружностей (с небольшим возрастанием их радиуса), имеющих общий центр. В итоге получаем шаблон. Прикладываем его к поверхности изгиба, например, пресс-формы и смещаем, пока не найдем подходящую окружность наибольшего диаметра. Ее радиус измеряем на шаблоне. Полученное значение делим на 50. Частное от деления и будет максимально допустимой толщиной полосы планки или шпона.
При работе с пресс-формами изгиб на наружной стороне заготовки должен быть более плавным, чем на внутренней. В этом случае чертим из одного центра две окружности, радиусы которых разнятся на общую толщину материала полос.
Труднее всего обстоит дело, когда требуется согнуть деталь сложной конфигурации с разными радиусами изгиба. Здесь изгибы для внутренней или наружной стороны заготовки можно построить свободно, если ее форма не привязана к обводам какого-либо предмета мебели.
Здесь изгибы для внутренней или наружной стороны заготовки можно построить свободно, если ее форма не привязана к обводам какого-либо предмета мебели.
Линию для второго пропила (первый – в начале изгиба) можно в этом случае построить так. Отмерим циркулем общую толщину склеиваемых слоев, проведем им окружность на твердом картоне, вырежем круг и приложим его в нескольких местах к линии первого пропила. При этом прикладываем круг так, чтобы он соприкасался с первой линией, и чертим его контур соответственно на противоположной стороне. Вторая линия пропила будет сквозной связью между этими вспомогательными линиями.
ТЕХНОЛОГИЯ ГНУТЬЯ С ВЫПОЛНЕНИЕМ НАДРЕЗОВ НА ЗАГОТОВКАХ
При определении числа запиливаемых на заготовке надрезов для гнутья по известному радиусу (оно зависит еще и от ширины паза и породы древесины) пользуемся вспомогательной конструкцией. Для этого берем брусок, аналогичный заготовке (рис. 2). Выпиливаем на нем один единственный надрез с глубиной в 2/3-3/4 толщины бруска. На листе бумаги проводим прямую и отмечаем на ней точку надреза.
На листе бумаги проводим прямую и отмечаем на ней точку надреза.
Кладем брусок на бумагу так, чтобы его нижняя кромка до надреза совпала с прочерченной линией и отмеченной точкой места надреза, и крепим брусок струбциной к рабочему столу. Откладываем на линии и бруске расстояние требуемого радиуса b и сгибаем брусок, пока верхние кромки надреза не сомкнутся. Расстояние а между концом линии и меткой на бруске будет расстоянием между отдельными надрезами, которые можно разметить на заготовке.
Если надрезы необходимо запилить на наружной стороне заготовки, расстояние между ними и соответственно их число определяем таким же способом. Заготовку сгибаем настолько, насколько это позволяет эластичность древесины. Если пробный кусок дерева сломается, то этого можно ожидать и от закрепленной в пресс-форме заготовки.
По материалам журнала “Делаем сами”
Если вы решили отделать помещение деревом или заняться созданием красивой мебели в классическом стиле – то вам необходимо будет изготавливать криволинейные детали. К счастью, древесина является уникальной субстанцией, ведь она позволяет опытному мастеру немного поиграться с формой. Это не так сложно, как кажется, но и не так легко, как хотелось бы.
К счастью, древесина является уникальной субстанцией, ведь она позволяет опытному мастеру немного поиграться с формой. Это не так сложно, как кажется, но и не так легко, как хотелось бы.
Ранее на сайте уже была публикация по изгибанию фанеры . В этой статье мы разберёмся в принципах гнутья массивной доски и бруса, узнаем, как это делают на производстве. А также приведём полезные советы от профессионалов, которые будут полезны домашнему умельцу.
Почему гнутьё лучше выпиливания
Криволинейную деревянную деталь можно получить двумя методами: изогнув ровную заготовку, либо вырезав необходимую пространственную форму. Так называемый способ «выпиливания» привлекает пользователей своей простотой. Для такого изготовления деталей и конструкций не нужно использовать сложные приспособления, не приходится тратить много времени и сил. Однако, чтобы выпилить криволинейное деревянное изделие, приходится применять заведомо слишком крупную заготовку, причём очень много ценного материала будет безвозвратно теряться в качестве отходов.
Но главной проблемой являются рабочие характеристики полученных деталей. При раскрое криволинейной детали из обычного обрезного пиломатериала, волокна древесины не меняют своего направления.
Как результат, в зону радиусов попадают поперечные срезы, которые не только ухудшают внешний вид, но и заметно усложняют последующую доводку изделия, например, его фрезерование или чистовое шлифование. Кроме того, на самых уязвимых для механического воздействия скруглённых участках волокна идут поперёк сечения, что делает деталь склонной к разлому в этом месте.
Тогда как при гнутье обычно наблюдается противоположная картина, когда древесина становится только прочнее. На кромки изогнутого бруса или доски не выходят «торцевые» срезы волокон, поэтому впоследствии можно без ограничений обрабатывать такие заготовки, с использованием всех стандартных операций.
Что происходит в древесине при изгибании
Технология гнутья основана на способности древесины, сохраняя целостность, в некоторых пределах менять свою форму по мере приложения силы, а затем сохранять её после снятия механического воздействия. Однако все мы знаем, что без подготовительных мероприятий пиломатериал является упругим – то есть он возвращается в исходное состояние. А если приложенные силы слишком велики, то брус или доска попросту ломается.
Однако все мы знаем, что без подготовительных мероприятий пиломатериал является упругим – то есть он возвращается в исходное состояние. А если приложенные силы слишком велики, то брус или доска попросту ломается.
Слои деревянной заготовки при изгибании работают неодинаково. Снаружи радиуса материал растягивается, внутри – сжимается, а в середине массива волокна практически не испытывают существенных нагрузок и мало сопротивляются действующим на заготовку силам (этот внутренний слой называют «нейтральным»). При критичной деформации волокна на внешнем радиусе разрываются, а на внутреннем радиусе обычно образуются «складки», которые являются довольно распространённым дефектом при изгибании мягкой древесины. Сжиматься волокна пластичных лиственных или хвойных пород могут на 20 и более процентов, тогда как предел растягивания составляет около одного-полутора процентов.
То есть для определения возможности для изгибания (без разрушения) более важным показателем будет предел относительного удлинения растянутого слоя. Он напрямую зависит от толщины детали и определяет радиус, который нужно получить. Чем толще заготовка и чем меньше радиус – тем больше будет относительное удлинение вдоль волокон. Имея данные о физических свойствах популярных пород древесины , можно для каждой из них сформулировать максимально возможное соотношение толщины и радиуса деталей. В цифрах это будет выглядеть так:
Он напрямую зависит от толщины детали и определяет радиус, который нужно получить. Чем толще заготовка и чем меньше радиус – тем больше будет относительное удлинение вдоль волокон. Имея данные о физических свойствах популярных пород древесины , можно для каждой из них сформулировать максимально возможное соотношение толщины и радиуса деталей. В цифрах это будет выглядеть так:
Изгиб с использованием стальной шины
Изгиб без использования шины
Эти данные говорят о том, что хвойный пиломатериал, по сравнению, с плотными лиственными породами, хуже приспособлен к свободному изгибанию. Для работы с пиломатериалами на агрессивных радиусах нужно обязательно использовать комбинированные методы предварительной подготовки деталей и механической защиты.
Шина как действенный способ избежать разрушения древесины при изгибании
Так как основной проблемой является разрыв волокон со стороны наружного радиуса, именно эту поверхность заготовки нужно как-то стабилизировать. Одним из самых распространённых методов является использование накладной шины. Шина представляет собой стальную полосу толщиной от полмиллиметра до двух миллиметров, которая охватывает брус или доску по наружному радиусу и изгибается на шаблоне вместе с древесиной. Упругая полоса поглощает часть энергии при растягивании и одновременно с этим перераспределяет разрушающую нагрузку по длине заготовки. Благодаря такому подходу в купе с увлажнением и нагревом, допустимый радиус изгиба уменьшается в разы.
Одним из самых распространённых методов является использование накладной шины. Шина представляет собой стальную полосу толщиной от полмиллиметра до двух миллиметров, которая охватывает брус или доску по наружному радиусу и изгибается на шаблоне вместе с древесиной. Упругая полоса поглощает часть энергии при растягивании и одновременно с этим перераспределяет разрушающую нагрузку по длине заготовки. Благодаря такому подходу в купе с увлажнением и нагревом, допустимый радиус изгиба уменьшается в разы.
Параллельно с использованием стальной шины в гибочных приспособлениях и станках добиваются механического уплотнения древесины. Делается это при помощи прессующего ролика, который давит на заготовку по наружному радиусу изгиба. Кроме того, форма-шаблон в таком приспособлении часто наделена 3-миллиметровыми зубьями (с шагом около 0,5 см), ориентированными навстречу ходу заготовки.
Задача зубчатой поверхности шаблона – не дать заготовке проскользнуть, предотвратить взаимный сдвиг волокон в деревянном массиве, а также создать мелкую вдавленную гофру в вогнутом радиусе детали (волокна тут запрессовываются вовнутрь массива, следовательно, решаются проблемы со складками).
Прессование с шиной позволяет с минимальным процентом брака изгибать бруски и доски из хвойной и мягкой лиственной древесины. Обратите внимание, что детали из относительно твёрдых пород при гнутье с прессованием становятся примерно на десять-двенадцать процентов тоньше, а сосновые и еловые заготовки – на 20-30% тоньше. Но к положительным моментам этого метода нужно отнести значительное увеличение прочностных характеристик готового изделия, а также существенное снижение требований к наличию пороков и дефектов в заготовках из древесины.
Как улучшают пластичность древесины
В нормальном состоянии пиломатериалы обладают упругостью, существенной пространственной жёсткостью и стойкостью к сжатию. Эти ценные свойства древесина получает от лигнина – природного «сетчатого» полимера, который придаёт растениям стабильную форму и прочность. Располагается лигнин в межклеточном пространстве и в клеточных стенках, соединяя целлюлозные волокна. В древесине хвойных пород его содержится порядка 23-38 процентов, в лиственных породах – до 25 процентов.
По сути, лигнин является своего рода клеем. Мы можем его размягчить и превратить в «коллоидный раствор», если нагреть пиломатериал путём пропаривания, проваривания, обработки током высокой частоты (для мелких деталей применима также бытовая микроволновка). После расплавления лигнина заготовку изгибают и фиксируют – остывая, расплавленный лигнин отвердевает и не даёт древесине вернуться в исходную форму.
Практика показывает, что оптимальной температурой для гнутья цельной древесины (брусок , рейка , доска) будет 100 градусов Цельсия. Эту температуру нужно получить не на поверхности, а внутри заготовки. Поэтому во многом от того, насколько массивной является деталь, будет зависеть время температурного воздействия. Чем толще деталь – тем дольше её придётся нагревать. К примеру, если использовать пропаривание для подготовки к изгибанию рейки толщиной 25 мм (с влажностью около 28-32%), то в среднем на это уходит около 60 минут. Примечательно, что время выдержки под паром аналогичных по габаритам деталей для любых пород примерно одинаковое.
Кстати, считается, что перегревать деталь тоже нельзя, так как лигнин после отвердевания может потерять упругость и стать слишком хрупким.
Метод проваривания используется не часто, так как заготовка сильно и неравномерно увлажняется, а такие водонасыщенные волокна и клетки при гнутье могут рваться, как минимум, с образованием ворса. Детали после варки приходится потом слишком долго сушить. Но этот способ хорошо показывает себя, если нужно обработать для гнутья только часть заготовки.
Пропаривание позволяет прогревать заготовку равномерно, причём влажность её на выходе стремится приблизиться к оптимальной. Наиболее подходящая влажность для достижения максимальной пластичности пиломатериалов считается диапазон в 26-35 процентов (момент насыщения волокон древесины).
Чтобы пропарить древесину для гнутья в домашних условиях, используют самодельные цилиндрические камеры из металлических/полимерных труб или прямоугольные короба из дерева. В качестве источника пара выступают нагревающиеся баки, электрические чайники и прочие подобные приспособления, которые могут обеспечить температуру порядка 105 градусов и небольшое давление. Далее всегда следует этап просушивания детали (+ выдержки зафиксированной формы) примерно до пятнадцати процентов и её финишной обработки.
Далее всегда следует этап просушивания детали (+ выдержки зафиксированной формы) примерно до пятнадцати процентов и её финишной обработки.
Химические методы пластификации древесины
Известно также, что можно сделать пиломатериал более податливым, используя пропитку различными составами. Есть готовые пропитки, которые делают клетки древесины пластичнее, например, «Super-Soft 2». Некоторые практикующие мастера замачивают дерево в так называемых кондиционерах для текстиля, получая схожий результат.
Но могут использоваться также довольно примитивные «рецепты» с содержанием нашатырного и этилового спирта, глицерина, щелочей, перекиси водорода, растворённых квасцов… Многие из них действуют предельно просто – повышают способность заготовки поглощать воду и помогают удерживать влагу в волокнах.
Тонкие изделия типа шпона обрабатываются распылением, но подготовительная пропитка химией нормальных пиломатериалов, как правило, выполняется методом полного погружения.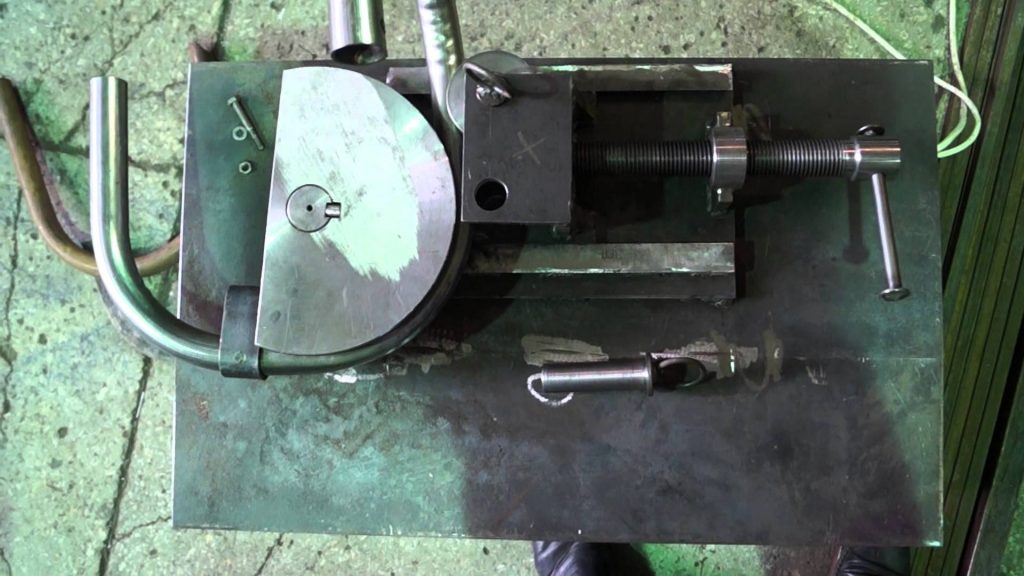 Чтобы рабочие вещества попали вовнутрь бруска или рейки, нужно время, обычно требуется от 3-5 часов до нескольких суток (правда, нагревание помогает сократить ожидание).
Чтобы рабочие вещества попали вовнутрь бруска или рейки, нужно время, обычно требуется от 3-5 часов до нескольких суток (правда, нагревание помогает сократить ожидание).
Во многом именно из-за длительности процессов химическую пластификацию применяют не часто, хотя есть и другие проблемы: цена химии, изменение окрасов, необходимость обеспечить защиту от вредных испарений, увеличенная склонность таких изогнутых деталей к распрямлению…
Советы по изгибанию пиломатериалов с использованием гидротермической подготовки
- Очень тщательно подбирайте по качеству заготовки для гнутья. Лучше не использовать материал с трещинами, сучками (даже живыми и сросшимися), наклоном волокон. Если вариантов для этого нет, то ориентируйте деталь в гнутарном приспособлении (станок или шаблон) так, чтобы дефекты попадали в зону вогнутого радиуса, а не в зону растяжения на наружном радиусе. Отдайте предпочтение методу изгибания с шиной.
- При подборе заготовки обязательно нужно предусмотреть изменение размера детали после формования.
 Например, на 30 процентов уменьшаться может толщина хвойного бруска, если выполняется гнутьё с прессованием.
Например, на 30 процентов уменьшаться может толщина хвойного бруска, если выполняется гнутьё с прессованием. - Даже если вы планируете обширную финишную обработку – не оставляйте слишком много материала. Чем тоньше заготовка, тем легче она гнётся без разрушения.
- Если объём работ небольшой, то лучше не выпиливать заготовки, а накалывать их из чурок. Так удаётся избежать среза волокон и, как следствие – брака при изгибании.
- Для гнутья желательно использовать пиломатериал с естественной влажностью . Если применять сухие заготовки, то предпочтение стоит отдать тем, что не обрабатывались в сушильной камере, а вялились под навесом – атмосферным способом .
- После пропаривания работайте с размягчённой древесиной очень быстро, так как лигнин начинает отвердевать практически сразу, особенно в самых уязвимых наружных слоях массива древесины. Обычно нужно ориентироваться на запас времени от получаса до 40 минут, поэтому нет смысла делать крупные камеры, если весь материал из которых вы попросту не успеете установить в шаблоны.

- Располагайте материал в пропарочной камере так, чтобы именно поверхности, обращённые к внешнему радиусу, беспрепятственно попадали под струи пара.
- Чтобы сэкономить время, многие столяры отказываются от применения шаблонов со струбцинами. Вместо этого они используют на шаблонах металлические скобы и клинья, либо столбики-ограничители.
- Имейте ввиду, что изогнутый брусок или рейка всё-равно стремиться к распрямлению. И это распрямление всегда происходит на несколько процентов. Поэтому когда требуется высокая точность в изготовлении детали, необходимо провести испытания и на основе полученных результатов подкорректировать форму шаблона (уменьшить радиус).
- После остывания детали в форме дайте ей ещё постоять. Некоторые опытные мебельщики предпочитают сделать выдержку в 5-7 дней. Шину, как правило, на всё это время оставляют закреплённой на детали.
Инструкция
Для изготовления криволинейных деталей из древесины применяют два основных способа: выпиливание по шаблону и гнутьё предварительно распаренной древесины с помощью шаблона на специальном станке. Первый способ ведет к разрезанию волокон и снижению прочности деталей. Гнутьё же обеспечивает высокий процент полезного выхода деталей и значительную прочность. Гнутые детали можно отделывать с высоким качеством и подвергать различной механической обработке (профилировать, формировать шипы, проушины и т.д.).
Первый способ ведет к разрезанию волокон и снижению прочности деталей. Гнутьё же обеспечивает высокий процент полезного выхода деталей и значительную прочность. Гнутые детали можно отделывать с высоким качеством и подвергать различной механической обработке (профилировать, формировать шипы, проушины и т.д.).
Способность деревянной доски к гнутью определяется пластичностью древесины и зависит от породы дерева. Бук, береза, дуб, сосна и ель обладают наибольшей пластичностью. Но можно управлять пластическими свойствами заготовки, осуществляя ее гидротермическую обработку.
При температуре 100оС и влажности 30% часть веществ, входящих в состав клеток материала, переходит в состояние геля, при этом стенки клеток и волокна древесины становятся эластичными и мягкими. Такая древесина легко гнется. После высушивания согнутая доска сохраняет приданную ей форму, поскольку коллоидные вещества затвердевают.
Обработка заготовки заключается в проваривании ее в горячей воде либо пропаривании насыщенным паром низкого давления. Пропаривание более распространено, поскольку при такой обработке древесина прогревается равномернее, не происходит чрезмерного увлажнения древесины.
Пропаривание более распространено, поскольку при такой обработке древесина прогревается равномернее, не происходит чрезмерного увлажнения древесины.
Когда обработанная таким образом доска изгибается на лекале или в специальном зажимном устройстве, в материале возникают внутренние напряжения. Древесина растягивается на выпуклой стороне и сжимается на вогнутой. В срединном нейтральном слое напряжения равны нулю.
Наружный слой под действием растягивающих напряжений получит удлинение, а внутренний станет короче. Величина деформации зависит от толщины доки и радиуса изгиба. Чтобы ограничить удлинение волокон древесины и предотвратить их возможный разрыв, с выпуклой стороны гнутой детали накладывают специальную шину из стали толщиной до 2,5 мм. Заготовку изгибают вместе с шиной. При этом нейтральная линия выходит в сторону растянутых волокон за пределы доски, и изгиб происходит только за счет сжатия.
Изготовляя самые разнообразные столярные изделия, мастеру нередко приходится использовать криволинейные детали. Не всегда получить требуемую форму можно выпиливанием, поскольку здесь имеет значение обеспечение прочности материала и его экономия. В подобных случаях приходится сгибать древесину под различными углами.
Не всегда получить требуемую форму можно выпиливанием, поскольку здесь имеет значение обеспечение прочности материала и его экономия. В подобных случаях приходится сгибать древесину под различными углами.
Вам понадобится
- – горячая вода;
- – открытый огонь;
- – шаблон;
- – стальная полоса;
- – аммиачная вода.
Инструкция
Используйте для изгибания распаривание или термическую обработку. Если выдержать древесину в течение нескольких часов под действием высокой температуры и влаги, можно добиться изменения пластичности материала и согнуть заготовку под требуемым углом.
Тщательно отберите , которые вы впоследствии будете подвергать изгибанию. Используйте для такой обработки доски, распиленные вдоль . Избегайте дефектные и свилеватые доски, а также те заготовки, которые имеют сучки. Если использовать материалы с поврежденными волокнами, то заготовка может треснуть в месте нахождения дефекта.
Если исходная заготовка выполнена из свежесрубленного материала, разогрейте ее над открытым огнем или в закрытой печи. При этом не допускайте пересушивания древесины и ее обугливания. Для этого достаточно периодически обильно смачивать древесину
При этом не допускайте пересушивания древесины и ее обугливания. Для этого достаточно периодически обильно смачивать древесину
Если возникла необходимость в создании изогнутого деревянного элемента, то скорее всего вы столкнетесь с рядом трудностей. Может показаться, что выпилить требуемый компонент в изогнутом виде будет проще, но в этом случае волокна древесины будут перерезаны и ослабят прочность детали. Помимо этого, при выполнении получается довольно большой перерасход материала.
Этапы выполнения работ по сгибанию доски в домашних условиях:
| Подготовка. Выбор подходящего сорта дерева и ознакомление с общими принципами работы с ним. | |
| Варианты сгибания древесины. Нагрев в паровой коробке, химическая пропитка, расслоение, пропил. |
Древесина – это волокна целлюлозы, которые связаны между собой лигнином. Расположение волокон на прямую влияет на гибкость древесного материала.
Совет: надежный и долговечный древесный материал для создания различных изделий может получиться только при условии, что дерево будет хорошо просушенным. Однако перемена в форме сухой деревянной заготовки – довольно сложный процесс, так как сухое дерево может легко сломаться.
Изучив технологию сгибания дерева, включая и его главные физические свойства древесины, позволяющие изменять ее форму, вполне реально выполнить изгибание деревянного материала в домашних условиях.
Особенности работы с деревом
Гнутье деревянного материала сопровождается ее деформацией, растяжением внешних слоев и сжатием внутренних. Бывает так, что сила растяжения приводит к разрыву внешних волокон. Это можно предупредить, если провести предварительную гидротермическую обработку.
Можно согнуть заготовки бруса, выполненного из клееной древесины и массива. Помимо этого, для придания необходимой формы применяют лущеный и строганный шпон. Наиболее пластичными является лиственная порода. В число которой входят бук, береза, граб, ясень, клен, дуб, липа, тополь и ольха. Клееные гнутые заготовки лучше всего выполнить из шпона березы. Следует заметить, что в общем объеме таких заготовок около 60% припадает на березовый шпон.
В число которой входят бук, береза, граб, ясень, клен, дуб, липа, тополь и ольха. Клееные гнутые заготовки лучше всего выполнить из шпона березы. Следует заметить, что в общем объеме таких заготовок около 60% припадает на березовый шпон.
Согласно технологии изготовления гнутой древесины, при пропаривании заготовки значительно увеличивается ее способность к сжатию, а именно на треть, тогда как возможность растяжения увеличивается всего на несколько процентов. Поэтому нельзя даже думать о том, чтобы согнуть дерево толще 2 см.
Как согнуть доску в домашних условиях: нагрев в паровой коробке
Сначала нужно подготовить паровую коробку, которая может быть выполненной своими руками. Ее главная задача – удерживать дерево, которое требуется согнуть. В ней должно присутствовать отверстие, предназначенное для выхода пара. А иначе под давлением может произойти взрыв.
Это отверстие должно находиться в дне коробки. Помимо этого, в коробке необходимо предусмотреть съемную крышку, через которую можно будет изымать гнутую древесину, после того как она получит нужную форму. Для того чтобы удержать деревянную гнутую заготовку в требуемой форме, необходимо использовать специальные зажимы. Их можно выполнить самостоятельно из дерева или приобрести в строительном магазине.
Для того чтобы удержать деревянную гнутую заготовку в требуемой форме, необходимо использовать специальные зажимы. Их можно выполнить самостоятельно из дерева или приобрести в строительном магазине.
Из дерева делаются несколько круглых обрезков. В них просверливаются отверстия, смещенные от центра. После чего следует просунуть болты сквозь них, а затем просверлить еще одно через стороны, дабы задвинуть их намертво. Подобные нехитрые поделки могут отлично выполнять функцию зажимов.
Теперь можно начинать пропарку дерева. Для этого необходимо закрыть деревянную заготовку в паровой коробке и позаботиться об источнике тепла. На каждые 2,5 см толщины изделия время, затрачиваемое на пропарку, составляет около часа. По его истечении, дерево следует изъять из коробки и придать ему требуемой формы путем загибания. Процесс должен осуществляться очень быстро, а само сгибание – мягко и аккуратно.
Совет: за счет разной степени эластичности одни виды древесины будут гнуться легче других. Разные способы нуждаются в приложении разной величины силы.
Разные способы нуждаются в приложении разной величины силы.
Как только желаемый результат будет достигнут, согнутую заготовку необходимо зафиксировать в таком положении. Крепление дерева возможно при процессе формирования его новой формы, за счет чего контролировать процесс станет намного легче.
Как согнуть доску в домашних условиях при помощи химической пропитки
Так как за стойкость древесины отвечает лигнин, его связи с волокнами следует разрушить. Этого можно добиться химическим способом, причем выполнить это вполне возможно в домашних условиях. Лучше всего для подобных целей подходит аммиак. Заготовку отмачивают в 25% водном растворе аммиака, что в значительной мере увеличивает ее эластичность. Таким образом появится возможность согнуть, скрутить ее или выдавить под прессом какие-либо рельефные формы.
Совет: следует обратить внимание на то, что аммиак опасен! Поэтому в процессе работы с ним нужно строго додерживаться всех правил техники безопасности. Вымачивание древесины должно проводиться в глухо закрывающейся емкости, которая находится в хорошо проветриваемом помещении.
Вымачивание древесины должно проводиться в глухо закрывающейся емкости, которая находится в хорошо проветриваемом помещении.
Чем дольше древесина будет вымачиваться в аммиачном растворе, тем пластичнее она станет в последствии. После отмачивания заготовки и формирования ее новой формы, следует оставить ее в подобном изогнутом виде. Это необходимо не только для фиксации формы, но и для испарения аммиака. Однако оставлять гнутое дерево нужно в проветриваемом помещении. Интересно, что когда аммиак испарился, волокна древесины обретут такую же прочность, как и раньше, что позволит заготовке удержать свою форму!
Как согнуть доску в домашних условиях: способ расслоения
Вначале необходимо выполнить заготовку древесины, которая будет в последствии подвержена изгибу. Крайне важно чтобы доски были немного длиннее, чем длина требуемой детали. Это объясняется тем, что изгиб укрощает ламели. Прежде чем начинать резку, понадобится нарисовать диагональную прямую карандашом. Это нужно сделать поперек нижней стороны заготовки, что даст возможность после перемещения ламелей сохранить их последовательность.
Это нужно сделать поперек нижней стороны заготовки, что даст возможность после перемещения ламелей сохранить их последовательность.
Доски нужно отрезать прямослойным краем, и никак не лицевой стороной. Таким образом, их можно будет положить вместе с наименьшим изменением. Пробковый слой наносится в форму, что поможет избежать каких-либо неровностей в форме пилы и даст возможность сделать более ровный изгиб. Помимо этого, пробка будет удерживать расслоение в форме. После этого на верхнюю сторону одной из ламелей валиком наносится клей.
Лучше всего воспользоваться карбамидоформальдегидным клеем, состоящим из двух частей. Он имеет высокий уровень сцепления, однако долго сохнет.
Также можно использовать эпоксидную смолу, но подобный состав обойдется очень дорого, и позволить его себе может далеко не каждый. Стандартный вариант клея для дерева в этом случае не подойдёт. Хоть он высохнет быстро, но является очень мягким, что в этом случае никак не приветствуется.
Изделие из гнутого дерева необходимо как можно скорее поместить в форму. Так, на ламель, промазанную клеем, укладывается еще одна. Процесс нужно повторять до тех пор, пока гнутая заготовка не получит нужную толщину. Доски крепятся вместе. После полного высыхания клея, следует укоротить ее до требуемой длины.
Так, на ламель, промазанную клеем, укладывается еще одна. Процесс нужно повторять до тех пор, пока гнутая заготовка не получит нужную толщину. Доски крепятся вместе. После полного высыхания клея, следует укоротить ее до требуемой длины.
Как согнуть доску в домашних условиях: пропил
Подготовленный деревянный отрезок необходимо пропилить. Пропилы рассчитываются на 2/3 от толщины заготовки. Они должны располагаться с внутренней стороны изгиба. Нужно быть предельно внимательным, так как грубые пропилы могут непросто деформировать дерево, а полностью сломать.
Совет: ключ к успеху при резке заключается в том, чтобы между надрезами расстояние было максимально ровным. Идеальный вариант 1,25 см.
Надрезы выполняются поперек узора дерева. Затем необходимо сжать края заготовки, что позволит соединить получившиеся зазоры в одно целое. Подобную форму и получает изгиб по окончании работы. После этого его исправляют.
В большинстве случаев внешняя сторона обрабатывается шпоном, реже – ламинатом. Это действие дает возможность исправить изгиб и скрыть практически любые допущенные в процессе изготовления дефекты. Пробелы в согнутом дереве скрываются очень просто – для этого смешиваются опилки и клей, после чего смесью заполняются пробелы.
Это действие дает возможность исправить изгиб и скрыть практически любые допущенные в процессе изготовления дефекты. Пробелы в согнутом дереве скрываются очень просто – для этого смешиваются опилки и клей, после чего смесью заполняются пробелы.
В независимости от варианта сгиба, после того как заготовка будет вынута из формы, изгиб немного расслабится. Ввиду этого его следует сделать чуть большим, дабы впоследствии компенсировать данный эффект. Метод пропиливания используется при сгибе металлического уголка или части коробки.
Итак, применяя подобные рекомендации можно без особенных проблем согнуть дерево своими руками.
Трудно изготавливать криволинейные мебельные конструкции рам, а изгибы большой крутизны, вырезанные из прямолинейных секций древесины, потребуют сложных технологических приемов, чтобы избежать слабости короткого волокна и больших, экономически невыгодных отходов. Однако с помощью приемов сухого или влажного сгибания можно вполне экономично получать сложные криволинейные формы, а поскольку при этом волокна будут идти вдоль изгиба, а не поперек него, законченное изделие будет более прочным. Сухое гнутье предусматривает предварительное разделение древесины на тонкие секции, но более толстые детали можно изгибать с помощью вымачивания или обработки паром.
Сухое гнутье предусматривает предварительное разделение древесины на тонкие секции, но более толстые детали можно изгибать с помощью вымачивания или обработки паром.
Гнутые стулья для кафе и кресла-качалки Майкла Тонети классический пример гнутой мебели, изготовленной с помощью пропаривания, а в тридцатых годах XX века мебель из клееных слоистых материалов стала элементом высокой моды, после изобретения промышленных способов производства различных сортов фанеры. Как гнуть с помощью пара, так и использование послойного изгиба может быть осуществлено в домашней мастерской, и оба способа продолжают применяться в промышленности для производства мебели под старину, а также искусными мастерами-дизайнерами.
Пропаренная древесина может гнуться со сравнительно большой крутизной изгиба. Пар размягчает древесные волокна в достаточной мере для того, чтобы согнуть их и прижить к шаблону требуемой формы. Может потребоваться значительное усилие для сгибания, но это вполне достижимо и в домашней мастерской при использовании базового оборудования.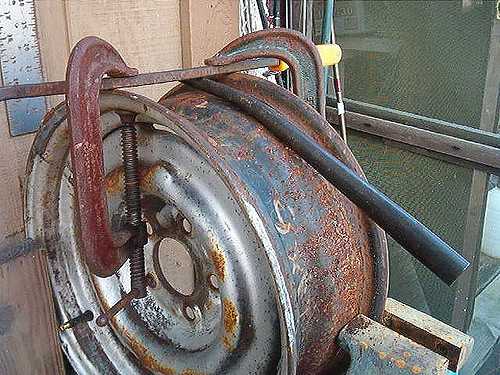 Потребуется изготовить шаблон, прижимной хомут и паровую камеру. Сгибание древесины нельзя отнести к точным процедурам. Существует множество вариантов, и зачастую метод проб и ошибок является единственно возможным способам получения требуемого результата.
Потребуется изготовить шаблон, прижимной хомут и паровую камеру. Сгибание древесины нельзя отнести к точным процедурам. Существует множество вариантов, и зачастую метод проб и ошибок является единственно возможным способам получения требуемого результата.
Тонкие деревянные заготовки не требуют предварительной подготовки. Минимальный радиус, на который можно ее согнуть, будет зависеть от толщины и естественных свойств породы дерева. Тонкая древесина при отсутствии ограничителей деформации (и виде, например, шаблона) при свободном сгибании примет форму кольца, если свести вместе концы заготовки. Для получения большей крутизны изгиба древесину требуется пропарить и «выдержать» зафиксированной на шаблоне, чтобы она, приняв нужную форму, стабилизировалась в этом положении благодаря внутренней остаточной деформации. Когда сгибается толстая древесина, необходимо ограничить растяжение внешних слоев, чтобы предотвратить их отщепление или разрушение. Описанный здесь метод предназначен для гнутья сравнительно толстых деревянных заготовок.
Подготовка древесины
Для сгибания выбирайте прямослойную древесину без сучков и трещин. Любой дефект или недостаток потенциально является слабым местом, поэтому возможны определенные неудачи. Существуют десятки сортов древесины, которые успешно гнутся с помощью пара, и многие из них это твердые породы. В таблице ниже можно найти короткий перечень пригодных видов материала для гнутья. Можно гнуть и хорошо просушенную древесину, но свежесрезанная древесина поддается такой обработке легче. Древесина атмосферной выдержки гнется лучше, чем древесина камерной или печной сушки. Если древесина слишком сухая и плохо поддается обработке, можно вымочить ее в течение нескольких часов перед пропариванием.
В зависимости от вида заготовки можно заранее обрезать ее по размеру или сделать это пилой, стругом или скобелем после изгибания. Последний метод часто используется при производстве гнутой мебели тина виндзорских стульев и кресел. Древесина с ровной и гладкой отделкой поверхности менее подвержена расслаиванию и сделает окончательную отделку всего изделия легче. Сырая древесина дает усадку больше, чем выдержанная, а при обработке на токарном станке до изгиба имеет тенденцию принимать при высыхании овальную форму в сечении. Вне зависимости от формы и размеров делайте длину заготовки больше длины готового изделия приблизительно на 100 мм. Тогда в случае расслаивания или раскалывания концов после изгибания можно будет обрезать поврежденные участки.
Сырая древесина дает усадку больше, чем выдержанная, а при обработке на токарном станке до изгиба имеет тенденцию принимать при высыхании овальную форму в сечении. Вне зависимости от формы и размеров делайте длину заготовки больше длины готового изделия приблизительно на 100 мм. Тогда в случае расслаивания или раскалывания концов после изгибания можно будет обрезать поврежденные участки.
Для расчета длины сделайте чертеж формы изгиба в масштабе 1:1. Измерьте внешнюю сторону изогнутой детали, чтобы получить правильное значение ее длины. Эго позволит излишне не растягивать внешние волокна, что могло бы привести к растрескиванию под воздействием внутренних напряжений. Размягченные внутренние волокна смогут сжаться в достаточной степени, чтобы принять форму меньшего внутреннего изгиба.
Ключевым моментом в изготовлении крутого изгиба является использование гибкого прижимного хомута. Сделайте хомут из мягкой стали толщиной 2 мм и шириной по меньшей мере не уже изгибаемой заготовки. Это подойдет практически для любых работ, которыми вам, возможно, придется заняться. Чтобы избежать возможного загрязнения поверхности детали в результате реакций взаимодействия химических элементов древесины, металла и окружающей среды, хомут сделайте из нержавеющей стали или стали с гальванопокрытием либо используйте полиэтиленовую прокладку.
Это подойдет практически для любых работ, которыми вам, возможно, придется заняться. Чтобы избежать возможного загрязнения поверхности детали в результате реакций взаимодействия химических элементов древесины, металла и окружающей среды, хомут сделайте из нержавеющей стали или стали с гальванопокрытием либо используйте полиэтиленовую прокладку.
Установите на хомуте концевые ограничители или упоры, чтобы фиксировать торцы заготовки, не давая тем самым растягиваться и расслаиваться волокнам на внешней стороне изогнутой детали. Эти ограничители должны быть достаточно прочными, чтобы выдерживать значительное давление на них, и иметь достаточные размеры, чтобы торец заготовки мог упираться в ограничитель всей своей поверхностью. Можно изготовить их из толстого металлического уголка или из твердой древесины, что обычно проще сделать.
Чтобы оснастить хомут надежными концевыми упорами, установите на концах металлической ленты деревянные бруски длиной примерно 225 мм. По осевым линиям каждого блока просверлите два отверстия диаметром 9 мм на расстоянии около 150 мм друг от друга. Разметьте и просверлите полосу хомута под болты крепежа концевых упоров. Расстояние между упорами должно быть равным длине заготовки, включая припуск. Чтобы хомут обладал удобным для работы действием рычага, прикрепите к концам полосы достаточно мощные деревянные бруски на тыльной ее стороне с помощью длинных болтов крепления упоров.
Разметьте и просверлите полосу хомута под болты крепежа концевых упоров. Расстояние между упорами должно быть равным длине заготовки, включая припуск. Чтобы хомут обладал удобным для работы действием рычага, прикрепите к концам полосы достаточно мощные деревянные бруски на тыльной ее стороне с помощью длинных болтов крепления упоров.
Изготовление шаблона
Пропаренная древесина гнется по шаблону, который определяет форму изгиба и дает опору для волокон внутренней части изогнутой заготовки. Шаблон должен обладать большой прочностью, и иметь ширину, равную по крайней мере ширине сгибаемой детали. Он должен обеспечивать определенные возможности фиксации на нем заготовки с помощью струбцин или других зажимов.
Можно изготовить шаблон из толстой древесины, установив форму из нее на основание из искусственных древесных материалов, или использовать склеенные между собой листы фанеры . Поскольку гнутая древесина стремится выпрямиться после освобождения зажима, необходимо скорректировать форму шаблона с учетом распрямления детали. Для этого придется воспользоваться самым надежным, хотя и не всегда приятным способом – методом проб и ошибок, чтобы определить параметры такой коррекции.
Для этого придется воспользоваться самым надежным, хотя и не всегда приятным способом – методом проб и ошибок, чтобы определить параметры такой коррекции.
Виды древесины для сгибания с пропариванием
- Ясень
Fraxinus excelsior
Fraxinus amcricana - Бук
Fagus grandifolia
Fagus sylvatica - Береза
Betula pendula
Benda alleghaniensis - Вяз
Ulmus americana
Ulmus procera
Ulmus liollandica
Ulmus thomasii - Гикори Cartja spp.
- Дуб
Quercus rubra
Quercus petraea - Орех
Juglans nigra
Juglans regia - Тис
Taxus baccara
Изготовление паровой камеры
Паровую камеру делайте из фанеры для наружного применения либо используйте пластиковые или металлические трубы-короба. Фанера позволяет изготовить с помощью клея и шурупов простую конструкцию в точности в соответствии с вашими конкретными требованиями. Этот тип камеры идеален, если планируется пропарка целых партий древесины. Камера из пластиковой или металлической трубы ограничивает диапазон размеров, но вполне пригодна для небольших заготовок.
Камера из пластиковой или металлической трубы ограничивает диапазон размеров, но вполне пригодна для небольших заготовок.
Отрежьте отрезок трубы необходимой длины в соответствии с размерами заготовки. Длина 1 м – удобный размер, который позволяет обрабатывать заготовки целиком или даже детали повышенной длины, если необходимо согнуть только ее концевую часть. Сделайте съемные вставные концевые заслонки из фанеры для наружного использования. Просверлите в одной из них отверстие под пароповодящую трубку и рубанком сострогайте нижнюю часть кромки другой заслонки, чтобы создать возможность вентиляции и дренажное отверстие. Изготовьте специальные «открытые» заслонки с отверстием для длинных заготовок. Установите внутри трупы деревянные опоры для того, чтобы заготовка не касалась дна камеры. Сделайте теплоизоляцию камеры с помощью пенопласта или деревянных брусков, закрепив их на камере проволокой. Установите камеру на подставках с небольшим наклоном, чтобы конденсат мог вытекать. Обеспечьте резервуар-приемник для вытекающей воды.
Пар можно получить с помощью небольшого электрического испарителя или парогенератора заводского изготовления или сделать собственный испаритель из металлического бака на 20-25 л со съемной крышкой или пробкой. Одни конец короткого резинового шланга подсоедините к патрубку или вентилю (клапану), впаянному в бак, а другой вставьте в отверстие в заслонке камеры. Для нагрева воды можно использовать какой-либо нагревательный прибор, например электрическую или газовую плитку. Заполните бак наполовину водой и нагрейте ее до 100 °С. чтобы обеспечить постоянный приток пара. Ориентировочно древесину следует пропаривать 1 час на каждые 25 мм толщины. Более длительное пропаривание не обязательно улучшит пластичность древесины, но может разрушить ее внутреннюю структуру.
Сгибание древесины
У вас будет только несколько минут для того, чтобы успеть зафиксировать заготовку в шаблоне перед тем, как она начнет остывать и стабилизироваться. Заранее подготовьте рабочее место. Имейте в наличии достаточное количество струбцин и в случае обработки очень толстой древесины договоритесь с товарищем о помощи.
Перекройте подачу пара и отключите парогенератор. Извлеките заготовку из камеры и поместите ее в заранее подогнанный по размеру и подогретый хомут. Установите все это вместе на шаблон. Зафиксируйте центр, поместив между струбциной и хомутом деревянный обрезок. С натягом «накрутите» заготовку на шаблон и надежно зажмите на месте несколькими струбцинами. Дайте детали стабилизироваться по крайней мере в течение 15 мин, перед тем как перенести ее на одинаковую по форме сушильную оправку или шаблон. Можно оставить заготовку и на первом шаблоне. В любом случае выдерживание материала должно занимать от 1 до 7 суток.
Меры безопасности
При сгибании с пропариванием соблюдайте следующие правила:
- Не затягивайте слишком сильно крышку или пробку парогенератора.
- Обеспечьте вентиляцию паровой камеры.
- Не допускайте работы парогенератора без воды.
- Не стойте и не наклоняйтесь над парогенератором и паровой камерой, когда открываете их.
- При обращении с нагретой заготовкой и оборудованием для пропаривания надевайте толстые перчатки или рукавицы.

- Источник пара должен быть удален на значительное расстояние от легковозгорающихся предметов к материалов.
Как согнуть ПНД трубу? Способы и рекомендации
Поиск по сайту:
Статьи
Сентябрь 2020
ПНД трубы отличаются высокой устойчивостью к воздействию агрессивных сред и долговечностью. Они используются для прокладки трубопроводов различного назначения и классифицируются по способу транспортировки технических жидкостей:
- Напорные — трубы, применяемые в канализационных и водопроводных системах, а также для организации подачи газа на объекте.
- Безнапорные — используются в самотечных системах водоотвода.
Помимо этого, трубы ПНД могут отличаться по физическим параметрам: толщине стенок и внешнему диаметру, соотношение которых называется Стандартным размерным соотношением (SDR). Оно включено в систему маркировки продукции и обратно пропорционально толщине стенок (чем ниже SDR, тем толще стенки).
Продукция продается в бухтах, на катушках или отрезными частями. Большинство монтажных работ трубопровода сопряжено с рядом сложностей. Например, сооружение поворотных участков, когда необходимо вести трубопровод под различным углом. Поговорим о том, как согнуть трубу пнд без негативных последствий.
ПНД: основные характеристики материала
Полиэтиленом низкого давления называется продукт, полученный путем полимеризации этилена при давлении не более 0,5 МПа и температуре около 80°С. Его основными преимуществами являются:
- Низкая теплопроводность;
- высокая износоустойчивость;
- высокая прочность на растяжение и сжатие;
- стойкость к агрессивным веществам;
- устойчивость к воздействию низких и высоких температур (от −60°С до +60°С).
ГОСТ 16338-85 требует, чтобы ПНД, применяемый в строительстве трубопроводных систем, имел плотность от 0.93 гр/см3, температуру плавления — 125°С −130°С, прочность на изгиб и порезы — от 19 МПа, впитывание влаги — не более 0. 04%.
04%.
ПНД трубы в нашем каталоге
ПНД труба питьевая
ПНД труба техническая
ПНД труба газовая
Компрессионные фитинги для ПНД труб
Допустимый радиус изгиба
Так как изделия продаются намотанными на бобину, степень их гибкости очень высока. Поэтому для простых операций (например, обход препятствия и т.п.) не требуется применения специального формовочного оборудования или монтажа дополнительных разветвлений. Важно понимать, что трубы имеют допустимый радиус изгиба, которым необходимо руководствоваться при создании трубопроводов различной конфигурации.
На данный параметр влияют SDR и температура укладки. Чтобы ПНД трубу согнуть под 90 градусов, желательно воспользоваться шаблоном, специально предназначенным для определения прямых углов. Предварительно участок сгиба прогревается. Длину прогрева можно легко рассчитать, воспользовавшись формулой: Dx6, где D — диаметр трубы. В противном случае структура изделия будет необратимо нарушена, что приведет к сокращению ресурса эксплуатации.
Способы сгибания
Для ПНД труб характерна хорошая термопластичность, то есть способность изменять свою физическую форму под воздействием температур. Нагреваясь, изделие приобретает вязкотекучее состояние, которое позволяет придать нужную геометрию трубопроводу с последующей фиксацией и охлаждением. Как согнуть трубу ПНД правильно? На начальном этапе проводится ее нагрев. Самостоятельно это можно сделать, используя:
- Термофен;
- газовую горелку;
- кипяток.
В промышленных условиях используют специальное формовочное оборудование.
Затем проводят формовку изделия строго по инструкции и с обязательным соблюдением требований работ.
Формование труб ПНД осуществляется с помощью формовочной машины. Данное оборудование можно использовать и дома, но стоит оно недешево. Действуя по принципу пресса, машина позволяет добиться результатов высокой точности.
Сгибание ПНД трубы с использованием строительного фена
Как согнуть ПНД трубу под 90 градусов самостоятельно?
Формование изделия проводится с помощью инструментов, указанных выше. Рабочий процесс во многом схож с машинным методом, только нужно вооружиться специальным шаблоном. Точность результата здесь будет не столь высокая, как на производстве, но в пределах предъявляемых норм и требований.
Рабочий процесс во многом схож с машинным методом, только нужно вооружиться специальным шаблоном. Точность результата здесь будет не столь высокая, как на производстве, но в пределах предъявляемых норм и требований.
Процесс сгибания в домашних условиях
Какой способ формования выбрать? Все зависит от имеющегося инструмента и предпочтений. Главное, проводить работы с обязательным соблюдением мер предосторожности. В большинстве случаев умельцы предпочитают использовать газовую горелку или термофен.
Горячая вода также позволяет проводить сгиб трубы, хотя ее использование не так эффективно, как профессиональный инструмент. В этом случае внутреннее пространство изделия заливается кипятком или заполняется раскаленным (800-1300 градусов Цельсия) сыпучим материалом (песком, к примеру). Это способ не позволяет добиться той точности, что дает формовочная машина. К тому же, если температура нагрева теплоносителя будет ниже требуемой, изделие не приобретет нужную пластичность, что может повлечь за собой излом или появление трещин.
Техника безопасности
В ходе рабочего процесса нельзя спешить. Требуется соблюдать максимальную аккуратность. При нагреве трубы следует внимательно следить, чтобы она не расплавилась. Нельзя приближать нагреватель слишком близко к изделию.
В отсутствии формовочного оборудования вполне реально согнуть трубу диаметром до 110 мм. Если нужен небольшой радиус изгиба изделия длиной до 100 см, в работе можно не использовать шаблон.
После нагрева пластичное изделие нужно согнуть руками и удерживать до застывания материала. Нельзя проводить сгиб резко и сразу: сгибаем аккуратно и постепенно, вдали от легко воспламеняющихся предметов. В ходе рабочего процесса руки должны быть защищены перчатками, а тело спецодеждой. Обязательно соблюдать элементарные правила пожарной безопасности.
Характерные ошибки
Типичной ошибкой является чрезмерная спешка. Когда сгибание происходит очень быстро или при недостаточном нагревании, структура изделия повреждается и появляются трещины.
Еще одна ошибка — неравномерное вращение материала, (одни участки прогреются больше, другие меньше), вследствие чего в точке сгиба может повредиться стенка изделия.
Третья ошибка — шаблон убран с заготовки слишком быстро, что повлечет за собой изменение угла загиба.
Как загнуть стекло
Что такое моллирование?
Гнутое (моллированное) стекло. Моллирование (от лат. mollio — делаю мягким, плавлю) — это метод термической обработки стекла в специальной печи, позволяющий гнуть стекло, придавая ему необходимый радиус изгиба при помощи металлической формы.
Процесс моллирования состоит из нескольких шагов. Сначала стекло повергается предварительному нагреву и готовиться металлическая форма, на которую положат плоское стекло. Затем, чтобы из плоского стекла получилось гнутое стекло, при специальных термических условиях происходит моллирование то есть под собственным весом стекло прогибается и принимает заданную геометрическую форму. Для осуществления данной стадии моллирования согласно технологии гнутое стекло выдерживают в печи при температуре около 600 градусов по Цельсию.
Для осуществления данной стадии моллирования согласно технологии гнутое стекло выдерживают в печи при температуре около 600 градусов по Цельсию.
Следующий шаг в моллирование стекла— это охлаждение гнутого стекла с помощью подачи воздуха под давлением. Это ответственнейшая стадия моллирования стекла. В результате гнутое стекло закаляется и приобретает прочность.
Нужно соблюдать точность соблюдении технологии охлаждения гнутого стекла, потому как даже небольшие отклонения от установленных правил могут привести к появлению внутренних напряжений на стекле и его последующему разрушению
В совокупности моллирование стекла занимает 2-20 часов, на скорость моллирования влияет толщина сгибаемого стекла и сложность его изгиба.
Какая печь нужна, чтобы гнуть стекло?
Для моллирования (гнутья) стекла нужна печь с равномерным прогревом и программируемым терморегулятором. Дело в том, что для обычного стекла должны строго соблюдаться терморежимы, иначе оно потрескается либо прямо в процессе охлаждения, либо при малейшем ударе — из-за внутренних напряжений. Точных цифр на память не скажу, но порядок такой. Вначале разогрев, желательно с не очень высокой скоростью, затем выдержка в течение получаса при температуре около 600 градусов, затем охлаждение с любой скоростью до 520-530 градусов, далее медленное (не более 50-60 градусов в час) охлаждение до 400 с небольшим (это самая важная стадия), и наконец небыстрое охлаждение до комнатной температуры. Цифры зависят от сорта (свойств) стекла, его толщины, сложности формы…
Точных цифр на память не скажу, но порядок такой. Вначале разогрев, желательно с не очень высокой скоростью, затем выдержка в течение получаса при температуре около 600 градусов, затем охлаждение с любой скоростью до 520-530 градусов, далее медленное (не более 50-60 градусов в час) охлаждение до 400 с небольшим (это самая важная стадия), и наконец небыстрое охлаждение до комнатной температуры. Цифры зависят от сорта (свойств) стекла, его толщины, сложности формы…
И еще надо иметь ввиду, что разогретое стекло является очень липким. Если прогревать на обычном металлическом листе, приварится намертво.
Загнуть узкую полоску оконного стекла получится с помощью газовой плиты. Это умение может пригодиться мастерам при изготовлении разного рода поделок.
Товары для изобретателей Ссылка на магазин.
После того, как сделана стеклянная заготовка с помощью стеклореза, пламенем газовой горелки чистую пластинку захватываем пассатижами и прогреваем до достижения нужной вязкости. Теперь можно загибать стекло. Процесс требует осторожности и спешка тут не нужна.
Теперь можно загибать стекло. Процесс требует осторожности и спешка тут не нужна.
Как согнуть стекло на газовой плите
Гибка стекла в домашних условиях может пригодиться в хозяйстве, при изготовлении каких-либо поделок. Нередко мастера дома хотят изготовить какой-то небольшой сувенир или поделку и украсить красиво изогнутым кусочком стекла. Но далеко не все знают, что это можно сделать достаточно легко в домашних условиях.
В данном видео вы сможете убедиться, что гибка стекла без специальных приспособлений не является мифом, а вполне реальна.
Электроника для самоделок вкитайском магазине.
Для того, чтобы согнуть стекло нам понадобится:
— кусок стекла;
— линейка;
— алмазный стеклорез;
— плоскогубцы.
Для того, чтобы изогнуть стекло нам нужна полоска толщиной не более 15 мм. Такую полоску можно отрезать от имеющегося у вас кусочка стекла или заказать в стекольной мастерской.
Чтобы отрезать полоску, к ровному краю прикладываем линейку, отступаем нужное расстояние от края и уверенной рукой проводим по линии стеклорезом. Потом обламываем плоскогубцами.
Потом обламываем плоскогубцами.
Как согнуть стекло в домашних условиях
Как согнуть стекло в домашних условиях
Для того, чтобы согнуть полученную полоску нам нужно с газовой плиты снять защитную решетку, включить конфорку. На пламени прогреваем нашу полоску от середины. Стекло не должно иметь какие-либо царапины или изъяны.
Температура плавления обычного оконного стекла более 1000°С, поэтому придется проявить терпение и подождать пока оно прогреется и раскалится. Чтобы проверить насколько хорошо прогрелось стекло, его нужно периодически слегка поддавливать. Как только оно поддалось – стекло достаточно разогрето.
Прогревать стеклянную полоску нужно равномерно, чтобы оно не лопнуло.
После того, как полоска равномерно прогрелась можно начинать ее гнуть в нужном направлении или как вам того хочется.
Единственное, не забывайте оставлять по краям место, за которое вы смогли бы держаться, для удобства гибки. Если не голыми руками, то хотя бы через ткань.
После того, как вы придали стеклу необходимую форму его необходимо правильно остудить. Если сразу убрать с огня – оно лопнет. Поэтому надо постепенно, по миллиметрам удалить полоску от огня. Можно поднимать немножко и отодвигать в сторону. При этом не должно быть никаких порывов ветра в месте гибки.
Чем медленнее вы убираете стекло от огня, тем более качественной будет результат гибки.
После того, как заготовка готова, при помощи стеклореза отрезаются лишние кусочки стекла.
Обсуждение
Думаю надо либо отдавать заказы на сторону, либо заниматься этим делом самому, но всерьез. Сходу и на коленке получить приемлемый результат малореально.
Конструктивно печка представляет собой жароупорную камеру необходимых размеров, в ней нихромовые или фехралевые нагреватели, они могут быть установлены внутри или снаружи. Затем (при наружных нагревателях) обмазка и далее теплоизоляция. Ну и некий кожух. Корпус из тонкого стального листа, теплоизоляция — каолиновая вата, обмазка — жаростойкий герметик. Ну еще керамика на держатели спиралей и выходы. С перечисленным все элементарно. Собственно спирали чуть сложнее, но тоже решаемо. Нюанс в том, что материал недешев и продается обычно целыми бухтами. А вот с самой камерой будет главная головная боль. При наружных спиралях можно использовать шамотный (печной) кирпич, но при внутренних камера (муфель) должна быть достаточно тонкостенной, придется делать из шамотной глины или какого-нибудь керамического композита и, главное, потом как-то обжигать. Отдельный вопрос — крышка. Ее удобнее делать сверху, поэтому весить она будет немало, мягко говоря.
Ну и некий кожух. Корпус из тонкого стального листа, теплоизоляция — каолиновая вата, обмазка — жаростойкий герметик. Ну еще керамика на держатели спиралей и выходы. С перечисленным все элементарно. Собственно спирали чуть сложнее, но тоже решаемо. Нюанс в том, что материал недешев и продается обычно целыми бухтами. А вот с самой камерой будет главная головная боль. При наружных спиралях можно использовать шамотный (печной) кирпич, но при внутренних камера (муфель) должна быть достаточно тонкостенной, придется делать из шамотной глины или какого-нибудь керамического композита и, главное, потом как-то обжигать. Отдельный вопрос — крышка. Ее удобнее делать сверху, поэтому весить она будет немало, мягко говоря.
Ко всему этому нужны хороший программируемый терморегулятор (они недешевые) и хорошая сеть.
Начать имеет смысл с изучения конструкции и возможностей печей заводского изготовления, чтобы понять что вообще нужно и реализуемо ли это.
По затратной части не могу сказать, считать надо. Причем итоговые цифры сильно зависят от цен и доступности материалов (у одного нихром халявный, от списанной промышленной печи, а другой вынужден покупать его по рыночной цене, и т.д.). Терморегулятор скорее всего придется покупать новый, с термопарой и блоком коммутации он будет стоить порядка 10 тыр.
Причем итоговые цифры сильно зависят от цен и доступности материалов (у одного нихром халявный, от списанной промышленной печи, а другой вынужден покупать его по рыночной цене, и т.д.). Терморегулятор скорее всего придется покупать новый, с термопарой и блоком коммутации он будет стоить порядка 10 тыр.
А вот про электричество примерные данные есть. Печи заводского изготовления с камерой 0.5 м2 и высотой 300 мм имеют типовую мощность 15 кВт, а 2 м2 и 600 мм — 50 кВт. Цикл обработки длится несколько часов.
Д-16т рессора как загнуть? | REAA
airborn
Я люблю строить самолеты!
- #1
Д-16т 20мм рессора как загнуть?
m-r Gray
Надеюсь, что умею летать.

- #2
Привет! Есть два способа:
1. Полностью отжигаем (до состояния Д16М) потом гнем, потом еще раз отпускаем, чтоб снять нагартовку, потом закаливаем, ждем, примерно, одни сутки, чтоб состарился естественно. Можно применять.
2. Нагреваем до 250 градусов (снимаем старение) гнем, ждем, примерно, сутки – можно применять.
Честно говоря, температурные режимы лучше уточнить по справочнику (давно это было )
airborn
Я люблю строить самолеты!
- #3
1. что значит полностью отжигам, всю заготовку я так понимаю. отпускаем – само охлаждается ,закаливаем – ждем сутки и есть закалка)
что значит полностью отжигам, всю заготовку я так понимаю. отпускаем – само охлаждается ,закаливаем – ждем сутки и есть закалка)
[/list]2.я так понимаю прогреваем место загиба и гнем. Снимаем старение так понимаю окал. Ссори за такой распрос не охота испортить, дюраль не гнул .
m-r Gray
Надеюсь, что умею летать.
- #4
Отжигаем -значит нагреваем до температуры фазового перехода (см. по справочнику, не помню, боюсь ошибиться) – ВСЮ рессору. Далее охлаждаем на воздухе – медленно! Закалка: нагреваем до температуры фазового перехода и быстро (в воде, или растворе солей) охлаждаем, ждем сутки – естественнное старение.
По второму способу: нагревом до 250 градусов снимаем старение, называется “возврат”. Но закалка не снимается!
Лучше нагреть всю рессору, хотя мы грели только тот участок, который надо было согнуть. Гибка должна быть произведена в течение нескольких часов после нагрева. Через сутки металл состарится. Если гибка большим радиусом и на не очень большой угол я бы воспользовался 2-м способом.
kostiajiv
Я люблю строить самолеты!
- #5
Народный способ- натираем мылом и нагреваем до почернения мыла. Собственно , это индикатор нагрева до температуры отпуска.
m-r Gray
Надеюсь, что умею летать.
- #6
Дело в том. что дуралюмин (сплав системы “алюминий-медь” , меди до 6%) после закалки (нагрева до темп-ры фазового перехода и последующего быстрого охлажления) не приобретает сразу всех своих свойств. Требуется т.н. “старение”. Название сплава – Д16Т и означает: Д16 -марка, Т- термообработанный, естественно состаренный. Естественно – т.е. при комнатной темп-ре. После закалки он должен просто полежать не менее 6-и часов, а лучше сутки. Применяется для других сплавов и искусственное старение, например В95Т1 – сплав В95, термообработанный и состаренный по режиму Т1 (в печке при некоторой темп-ре).
Конкретные режимы не привожу – не помню. Надо смотреть “Справочник термиста”.
m-r Gray
Надеюсь, что умею летать.
- #7
kostiajiv сказал(а):
Народный способ- натираем мылом и нагреваем до почернения мыла. Собственно , это индикатор нагрева до температуры отпуска.
Нажмите, чтобы раскрыть…
Мылом хозяйственным! самым примитивным. И это все-таки не отпуск (отжиг), а возврат – для отпуска температура мала.
Rafis
Я люблю этот Форум!
- #8
добавлю только, что при обработке на возврат, охлаждать надо быстро.
Michael Gopanchuk
Я люблю строить самолеты!
- #9
термообработка
1_165.jpg
90,5 КБ Просмотры: 198
2_111.jpg
88,5 КБ Просмотры: 206
3_093.jpg
105,9 КБ Просмотры: 190
Michael Gopanchuk
Я люблю строить самолеты!
- #10
. ..
..
4_066.jpg
112 КБ Просмотры: 153
5_051.jpg
123,3 КБ Просмотры: 173
6_035.jpg
117,2 КБ Просмотры: 164
Michael Gopanchuk
Я люблю строить самолеты!
- #11
…
7_026.jpg
110 КБ Просмотры: 166
8_027.
 jpg
jpg112,5 КБ Просмотры: 157
9_022.jpg
111,6 КБ Просмотры: 210
Michael Gopanchuk
Я люблю строить самолеты!
- #12
…
10_027.jpg
113 КБ Просмотры: 159
11_031.jpg
120,5 КБ Просмотры: 179
12_031.jpg
73,2 КБ Просмотры: 167
airborn
Я люблю строить самолеты!
- #13
всем спасибо вроде разобрался.
kvadratov
Я люблю строить самолеты!
- #14
Тоже интересуюсь технологией изготовления рессоры из Д 16 Т на самолёт типа Зодиак. К сожалению плохо представляю особенности работы с дюралевыми изделиями типа такой рессоры. Больше сталкивался с ковкой и штамповкой изделий из стали. Подскажите кто зает….
Так если некачественно термообработать рессору – она может видимо или треснуть или получиться мягкой как алюминиевая ложка ? Тоесть если заготовку – без термообработки просто изогнуть на гибочном станке имеющем усилие 100 т силы – заготовка треснет ? Имеет ли смысл гнуть в горячем виде ?
А если термообработать и изогуть и снова термообработать – как испытать рессору – дабы убедиться что она соответствует безопасной эксплуотации ЛА ?
storojev
Гость
- #15
Может прикрутить к какой либо платформе, груженой до веса самолёта, колёса поставить и всё это уронить раз 10 – 15 на бис с высоты 250 – 300мм. Так, по крайней мере, рекомендуют в книге “Самолёт своими руками”.
Так, по крайней мере, рекомендуют в книге “Самолёт своими руками”.
kvadratov
Я люблю строить самолеты!
- #16
storojev сказал(а):
Может прикрутить к какой либо платформе, груженой до веса самолёта, колёса поставить и всё это уронить раз 10 – 15 на бис с высоты 250 – 300мм. Так, по крайней мере, рекомендуют в книге “Самолёт своими руками”.
Нажмите, чтобы раскрыть…
Может и так… Слышал какието рассуждения о том – что пластиковая рессора от Бекаса – должна выдерживать статическую нагрузку создаваемую домкратом – порядка 1200 или 1500 кг силы . …
…
Но вобще испытания рессоры – предмет мало освещённый….
samodelkin
Я люблю этот Форум!
- #17
А чем собственно д16т толщиной 0.5 отличается от д16т толщиной 20? Почему один можно гнуть на холодную, а другой нельзя?
Сооружаете прибамбас из домкрата и пуансона и гнете, радиус должен быть не меньше трех тощин, лучше больше для верности.
У дюраля при всех его закалках пластичность остается вполне достаточная для того чтобы согнуть на холодную.
Эксперименты с нагревом лючше оставить для тех кому делать нечего. Мне когда делать нечего было, я все способы перепробовал. Вы не сможете без четкого контроля температуры и всего процесса добится желаемого. Отпущенный металл в свое прежнее состояние не вернется как бы вам не хотелось.
Мне когда делать нечего было, я все способы перепробовал. Вы не сможете без четкого контроля температуры и всего процесса добится желаемого. Отпущенный металл в свое прежнее состояние не вернется как бы вам не хотелось.
Или делайте из Д16АМ с последующей закалкой, или гните на холодную.
storojev
Гость
- #18
kvadratov сказал(а):
Слышал какие-то рассуждения о том, что пластиковая рессора от Бекаса должна выдерживать статическую нагрузку создаваемую домкратом-порядка1200или1500кгсилы ….
Нажмите, чтобы раскрыть.
..
Да, видео есть об этих испытаниях в ветке “Стеклопластиковая рессора на Бекас”. Это испытания на максимальное обжатие и прочность при посадочной перегрузке +3g, как я понял.
kvadratov
Я люблю строить самолеты!
- #19
samodelkin – Ваше мнение – что можно гнуть на холодую – очень интересно…. Проблемы вырезать заготовку – сделать оснастку для обеспечения радиуса изгиба – и загнуть – особой не вижу… Смущает – возможность возникновения трещин. … Но подозреваю что Вы правы и на холодную всё может получиться – если гнуть по радиусу не менее 100 мм. ( при толщине заготовки 20 мм. ) Неуверенность вызывает то – что сам – гнул что угодно – из углеродистой стали и из нержавейки… Даже вилы для вильчатого погрузчика – из полосы стали 25 х 100 мм гнул… А вот массивный дюраль – не приходилось…. И вобще – по технологии дюралевых рессор – информации мало. Кто умеет – предпочитает видно хранить тайну фирмы одуванчик. Остальные – пока как я – пытаются понять как побороть проблему – набив поменьше шишек на лбу….
… Но подозреваю что Вы правы и на холодную всё может получиться – если гнуть по радиусу не менее 100 мм. ( при толщине заготовки 20 мм. ) Неуверенность вызывает то – что сам – гнул что угодно – из углеродистой стали и из нержавейки… Даже вилы для вильчатого погрузчика – из полосы стали 25 х 100 мм гнул… А вот массивный дюраль – не приходилось…. И вобще – по технологии дюралевых рессор – информации мало. Кто умеет – предпочитает видно хранить тайну фирмы одуванчик. Остальные – пока как я – пытаются понять как побороть проблему – набив поменьше шишек на лбу….
airborn
Я люблю строить самолеты!
- #20
да действительно хотелось бы без шишек материал дороговат и достаь не лист а две полосы трудновато.
Как согнуть трубу / кабелепровод – Руководство по 90-м годам, смещениям, отводам и смещениям коробок – Электрик U – Обучение электриков, подготовленное электриками
ПОДЕЛИТЬСЯ:
Это, без сомнения, самая востребованная тема для выпуска эпизода. «Сделай серию про изгиб трубопровода», говорят они… «Будет весело», говорят они… Ну, друзья, пристегнитесь, поехали….
Во-первых, есть некоторые вещи, которые нужно понять о различных типах трубопроводов. Например, сегодня мы будем сгибать ЭМТ (электрические металлические трубки). Этот тип трубопровода относительно легко согнуть с помощью гибочного станка, если вы сгибаете 1/2″, 3/4″ или 1″. Как только вы доберетесь до примерно 1 1/4 дюйма и выше, для этого типа трубопровода потребуется более крупный изгиб, и много задницы позади человека, который его сгибает. Обычно в этой ситуации компания использует «Чикагский гибочный станок» или «Машинный гибочный станок» (который обычно бывает электрическим, пневматическим или гидравлическим). См. ниже:
Как только вы доберетесь до примерно 1 1/4 дюйма и выше, для этого типа трубопровода потребуется более крупный изгиб, и много задницы позади человека, который его сгибает. Обычно в этой ситуации компания использует «Чикагский гибочный станок» или «Машинный гибочный станок» (который обычно бывает электрическим, пневматическим или гидравлическим). См. ниже:
В нашем примере мы будем иметь дело с 1/2″, 3/4″ и 1″ EMT. Это самый простой канал для изгиба, поэтому для тех из вас, кто практикует дома, выберите 1/2 “EMT для начала, прежде чем переходить на 3/4″ или 1”, так как простота использования помогает лучше понять.
Понимание сгибателя
Первое, о чем мы говорим, это понимание сгибателя. На башмаке трубогибочного станка есть множество маленьких линий, меток и цифр, и знать, какой из них делает то, что нужно, — полдела. Для начала на каждом трубогибе указано, для какого типа трубопровода он предназначен. На гибочном станке 1/2 дюйма будет написано «Только 1/2» EMT» или что-то подобное — обычно он находится там, где башмак встречается с резьбовым концом рукоятки. Если вы перевернете трубогиб на 180 градусов, в том же месте будет штамп, указывающий, какой размер отвода вам нужно использовать, чтобы добиться правильного изгиба с помощью этого трубогиба.
Если вы перевернете трубогиб на 180 градусов, в том же месте будет штамп, указывающий, какой размер отвода вам нужно использовать, чтобы добиться правильного изгиба с помощью этого трубогиба.
Далее следуют строки с числами 10, 22,5, 30, 45 и 60. Это ваши углы радиуса изгиба. Чтобы согнуть угол 30 градусов с помощью трубогиба, вы сгибаете трубу вверх от земли до тех пор, пока линия 30 градусов на трубогибе не будет параллельна трубе и полу. Вы бы перевернули трубогиб и повторили бы этот шаг, если бы пытались согнуть на 30 градусов, чтобы преодолеть препятствие.
Вероятно, самая важная отметка для изучения — это «стрелка» — это отметка, которую вы будете использовать чаще всего при сгибании 90 или смещения. Если вам нужно согнуть на 90 или со смещением на 65 дюймов, вы отметите свою трубу и совместите стрелку с отметкой и согните соответственно.
Далее идет выемка «звезда». Звездочка обычно устанавливается вдоль той же оси, что и ручка гибочного станка, и если вы проследите за гибочным станком от рукоятки до верха башмака, вы заметите, что эта звездообразная выемка находится в верхней мертвой точке Бендер. Вы бы использовали эту звездообразную выемку для изгиба «назад на 90», а не для взлета и использования стрелки для «вперед на 90».0”
Вы бы использовали эту звездообразную выемку для изгиба «назад на 90», а не для взлета и использования стрелки для «вперед на 90».0”
Последняя метка, о которой мы поговорим в этой статье, — это «седловидная» выемка между звездой и стрелкой. Некоторые маги на самом деле отмечают это полукругом вокруг него, некоторые не отмечают его вообще. Цель этой выемки — отметить середину изгиба седла, если вы сгибаете седло с 3 точками.
Изгиб A Вперед 90
Изгиб вперед на 90 градусов — это изгиб на 90 градусов, сделанный путем измерения от передней стороны трубы (передняя сторона — это сторона, на которую вы смотрите, если вы стоите на коленях посередине трубы). Часть трубы позади вас называется «тыльной стороной» трубы.0 вы снимаете мерку с конца трубы и отмечаете эту мерку. Если вам нужно согнуть трубу под углом 90°, чтобы ударить по стене или какой-нибудь произвольной линии, вы будете использовать это точное измерение для маркировки вашей трубы. Из этого измерения вы вычтете необходимое количество (в зависимости от размера трубы) ближе к концу трубы, от которого вы только что измерили. Таким образом, от вашей первоначальной отметки вы отмеряете ОТ СЕБЯ 6 дюймов с помощью 3/4-дюймовой ЭМТ (электрической металлической трубки) и снова отмечаете трубу. Эта метка теперь ваша единственная важная метка. Первая отметка больше не имеет для нас значения.
Таким образом, от вашей первоначальной отметки вы отмеряете ОТ СЕБЯ 6 дюймов с помощью 3/4-дюймовой ЭМТ (электрической металлической трубки) и снова отмечаете трубу. Эта метка теперь ваша единственная важная метка. Первая отметка больше не имеет для нас значения.
Затем вы поместите трубогиб лицом к концу трубы, от которой вы только что измерили, и совместите стрелку на трубогибе с вычитаемой отметкой на кабелепроводе. Встаньте на башмак гибочного станка и сильно надавите ногой. НЕ тяните ручку трубогиба на себя. Вы действительно хотите, чтобы сила вашей стопы, направленная вниз, выполняла всю работу, чтобы канал сгибался за счет сгибающей обуви, а не за счет силы ваших мышц. Беспокойство здесь заключается в том, что вы можете получить неправильный радиус изгиба и испортить весь изгиб, если будете полагаться только на руки.
Как только вы проведете башмак почти до конца в трубу (между башмаком и трубой должно оставаться расстояние от 1/8 до 1/4 дюйма), снимите трубогиб с трубы и наклейте на него пузырьковую торпеду. заглушенную часть кабелепровода и убедитесь, что она выровнена. Если ваша труба немного перегнута или недогнута, вы можете перевернуть трубогиб и использовать полую ручку трубогиба, чтобы немного исправить это. Если 90 сильно недогнут, лучше вернуть стрелку на отметку и продолжить изгиб. Если он сильно изогнут, вы можете попробовать полностью согнуть новый кусок.
заглушенную часть кабелепровода и убедитесь, что она выровнена. Если ваша труба немного перегнута или недогнута, вы можете перевернуть трубогиб и использовать полую ручку трубогиба, чтобы немного исправить это. Если 90 сильно недогнут, лучше вернуть стрелку на отметку и продолжить изгиб. Если он сильно изогнут, вы можете попробовать полностью согнуть новый кусок.
Заглушка 90
Заглушка-90 — это термин, используемый для описания изгиба на самом конце отрезка трубопровода. Иногда вы будете использовать их, пытаясь выбраться из ящика или над потолком.
Чтобы согнуть заглушку 90, просто поместите башмак гибочного станка (лицом к концу трубы) на самый конец трубы. Нажмите на башмак, и конец трубки изогнется прямо в воздухе. Вот и все, просто обязательно поместите свой уровень на трубу, чтобы убедиться, что ваш изгиб составляет ровно 90 градусов до земли.
Смещение рамки
Смещение рамки — это небольшая и простая версия стандартного типичного смещения. Смещения используются для преодоления небольшого препятствия, но в случае со смещением коробки оно на самом деле предназначено для попадания в дыру в коробке или корпусе.
Смещения используются для преодоления небольшого препятствия, но в случае со смещением коробки оно на самом деле предназначено для попадания в дыру в коробке или корпусе.
Чтобы выполнить смещение коробки, поместите башмак трубогиба на конец трубы, как если бы вы сделали заглушку 90. Слегка надавите на башмак трубогиба, пока канал не окажется между отметками 10 и 22,5 градуса на трубогибе. . Как только это будет установлено, сдвиньте трубу назад примерно на 1/2 дюйма до 3/4 дюйма за первый изгиб и поверните/поверните трубу на 180 градусов, чтобы подготовиться к следующему изгибу. Затем вы сделаете то же самое, согнув второй изгиб между отметками 10 и 22,5 градуса, чтобы он соответствовал первому изгибу. Теперь ваша труба должна иметь форму буквы «Z» на конце. Вы должны быть в состоянии положить рулетку на землю и измерить примерно 1/2 дюйма пространства ниже конца трубы и земли. Если это слишком много, вам, возможно, придется использовать гибочную машину, чтобы убрать небольшой изгиб с обоих изгибов. Если измерение слишком мало, вам, возможно, придется вернуться и согнуть каждый из изгибов немного больше.
Если измерение слишком мало, вам, возможно, придется вернуться и согнуть каждый из изгибов немного больше.
Окончательный тест заключается в том, чтобы поместить изогнутую трубу в настоящую коробку на земле или поднести ее к ограждению, к которому вы подключаетесь, просто чтобы проверить изгиб. Внесите необходимые корректировки. Изгиб коробчатых смещений требует некоторого времени, чтобы измерить величину давления, угол и расстояние между изгибами, чтобы все было правильно. Чем больше вы будете практиковаться, тем лучше у вас будет получаться, поэтому в следующий раз, когда вы будете выполнять работу, связанную с гибкой труб, вы станете волонтером!
Смещение
Стандартное смещение — это то, что вы будете использовать, если у вас есть разные высоты или препятствия на участках трубопровода. Иногда, редко… но иногда вы будете работать на потолке здания, который не требует никаких смещений. Все совершенно прямо и может быть достигнуто прямыми прогонами и 90 с. Но опять же, это редкость. Чаще всего вам придется сгибать смещение или два на каждой работе, которую вы выполняете, поэтому давайте посмотрим, как это делается.
Чаще всего вам придется сгибать смещение или два на каждой работе, которую вы выполняете, поэтому давайте посмотрим, как это делается.
Существует несколько способов сгибания смещения, и под способами я подразумеваю формы. Вы можете сгибать со смещением на 10, 22,5, 30, 45 и 60 градусов с помощью большинства стандартных гибочных станков. С помощью большинства этих углов можно преодолеть одно и то же препятствие, все зависит только от того, насколько близко вы хотите быть к объекту, и какие математические расчеты вы хотите выполнить для достижения результата.
Легче всего сгибать со смещением на 30 градусов, и именно его я выбираю чаще всего из-за скорости и точности. Первая причина, по которой я выбираю 30 градусов, заключается в том, что оба изгиба легко измерить. При изгибе со смещением каждый изгиб приводит к тому, что ручка гибочного станка направлена прямо к небу, когда вы достигаете 30 градусов. Если ручка находится на одном уровне и идеально перпендикулярна полу, вы должны посмотреть вниз на отметку 30 градусов на башмаке трубогиба и заметить, что она точно совпадает с вашей трубой. Причина 2 для выбора смещения 30 градусов заключается в том, что математика проста. Каждый угол смещения имеет определенный математический множитель, который вы используете для достижения результата. Вы должны придерживаться этого множителя при разметке расстояния между изгибами, если хотите, чтобы смещение приземлилось именно там, где оно должно быть. См. ниже список множителей:
Причина 2 для выбора смещения 30 градусов заключается в том, что математика проста. Каждый угол смещения имеет определенный математический множитель, который вы используете для достижения результата. Вы должны придерживаться этого множителя при разметке расстояния между изгибами, если хотите, чтобы смещение приземлилось именно там, где оно должно быть. См. ниже список множителей:
Нет ничего плохого в использовании смещения на 10 или 60 градусов, просто знайте, что чем больше угол смещения (например, 60 градусов), тем круче будет смещение. И наоборот, чем меньше угол смещения (10 градусов), тем меньше будет смещение.
Если вам нужно преодолеть 7-дюймовое препятствие, используя поворот под углом 45 градусов, вам нужно умножить 7 дюймов на 45-градусный множитель 1,4. Ваша первая отметка находится там, где вы хотите начать свой первый поворот. Ваша вторая оценка будет 90,8” от первой метки. Это также будет место, где вы сгибаете второй изгиб. Если вы правильно согните оба изгиба (сопоставив трубу с линией 45 градусов на трубогибе), вы преодолеете 7-дюймовое препятствие. Следует помнить одну вещь: при изгибе со смещением всегда направляйте трубогиб в одном направлении для обоих изгибов. Не снимайте трубогиб и не переворачивайте его лицом к противоположному концу трубы. Единственное, что вам нужно сделать, это согнуть кулак на 45 градусов, повернуть трубу на 180 градусов, все еще находясь в башмаке трубогиба, и согнуть второй изгиб, создав форму «Z» в трубе.
Следует помнить одну вещь: при изгибе со смещением всегда направляйте трубогиб в одном направлении для обоих изгибов. Не снимайте трубогиб и не переворачивайте его лицом к противоположному концу трубы. Единственное, что вам нужно сделать, это согнуть кулак на 45 градусов, повернуть трубу на 180 градусов, все еще находясь в башмаке трубогиба, и согнуть второй изгиб, создав форму «Z» в трубе.
Удар ногой
Удар ногой — это умный изгиб, который нужно знать, а на самом деле это просто полусмещение. Иногда вы пытаетесь очистить объект сразу после 90. Вместо того, чтобы пытаться согнуть непосредственное смещение, выходящее из 90, вы можете добиться тех же результатов простым «пинком». Это позволяет вам очищать объект намного ближе к вашим 90, чем позволяет стандартное смещение.
Чтобы согнуть «отвод», поместите трубогиб лицом к 90° или лицом в сторону от направления, откуда идет труба. После того, как трубка уложена в башмак для гибки, слегка надавите ногой (с рулеткой, удерживаемой перед изгибом, чтобы измерить высоту удара), пока удар не даст желаемый зазор/высоту. Это серьезно все, что вы делаете.
Это серьезно все, что вы делаете.
Советы по мастерству
Вот несколько моментов, которые следует учитывать при изгибе большого количества трубопроводов в одном и том же месте или в одном и том же месте. Во-первых, вы хотите, чтобы все ваши 90-е и смещения были одинаковыми. Если вы заботитесь об эстетике своей работы, а как профессионал вы должны, убедитесь, что все измерения, которые вы делаете, абсолютно одинаковы, и что когда вы сгибаете каждый из них, они каждый раз сгибаются одинаково. Я рекомендую маркировать несколько труб одновременно, рядом друг с другом, а затем сгибать каждую за раз, чтобы получить одинаковые результаты.
Во-вторых, и это не всегда возможно, постарайтесь поставить все свои муфты рядом. Если у вас есть 20 трубок рядом друг с другом, это не только выглядит потрясающе, но и создает впечатление, что вы гораздо более вдумчивы и расчетливы в своей работе. Вдобавок ко всему, это позволяет легко выровнять все участки трубы, разнести их, и вы имеете дело с полными стержнями в унисон, прямо рядом друг с другом, поэтому остальные изгибы/трубопроводы, которые вы выполняете по линии, будут выстройтесь лучше. Благодаря этому вещи всегда выглядят красиво.
Благодаря этому вещи всегда выглядят красиво.
И, наконец, №3. Повторно согните трубопровод, если вы его испортили. Не обрезайте концы, не скручивайте вещи, не стучите по ним и т. д., чтобы они выглядели правильно. Если вы поставите хреново выглядящий предмет рядом с 5 совершенными предметами, ВСЕ это заметят, и вы тоже. Просто вернитесь и снова согните новый кусок. Это займет у вас сколько, 2 минуты? Гордись тем, что ты делаешь, мой друг.
Не стесняйтесь оставлять комментарии, если у вас есть какие-либо вопросы! Спасибо за просмотр!
Используется в этом эпизоде:
1/2-дюймовый трубогиб Klein EMT
3/4-дюймовый трубогиб Klein EMT
1-дюймовый трубогиб Klein EMT
Уровень Klein Bubble Torpedo
Stanley 25’ Fat Max рулетка
Как согнуть дерево – Этот старый дом
Сгибание дерева может показаться невозможным, но это вполне возможно. Существует не один способ сделать это. Итак, каким бы ни было ваше призвание или проект, научитесь гнуть дерево с помощью этого руководства.
Как согнуть древесину: что нужно знать
Независимо от того, какой из следующих методов вы выберете, необходимо знать несколько фактов о гибке дерева. Во-первых, древесные волокна жесткие и жесткие, поэтому древесина не хочет гнуться. По этой причине очень легко сломать древесину, пытаясь ее согнуть, поэтому скорректируйте свои ожидания и не отчаивайтесь.
Кроме того, для гибки дерева с помощью пара или горячей воды, как описано ниже, у вас есть всего около 30 секунд, прежде чем доска остынет или высохнет настолько, что перестанет быть гибкой. По этой причине подготовьте форму, к которой можно быстро закрепить гибкую доску. Сделать форму можно из стандартного строительного бруса, электролобзика и выкройки. Если выкройка не помещается на одном куске дерева, можно сделать форму из нескольких деталей, прикрученных к куску фанеры.
Наконец, помните, что чем толще кусок дерева, тем труднее его согнуть. Если вы изо всех сил пытаетесь согнуть кусок дерева, подумайте о том, чтобы сделать его тоньше на ленточной пиле или настольной пиле. Это не всегда возможно, как в случае с плинтусом, но первый совет ниже объяснит, как справиться с такими сценариями.
Это не всегда возможно, как в случае с плинтусом, но первый совет ниже объяснит, как справиться с такими сценариями.
Как согнуть древесину с помощью пропила
«Прорез» — это пространство, остающееся в куске дерева после того, как полотно пилы проходит через него и отрезает материал. По сути, это пустое пространство, и оно обеспечивает самый простой метод гибки дерева. Этот подход к изгибу дерева лучше всего подходит для изогнутых деталей отделки или сценариев, где будет видна только одна плоскость дерева. Все, что вам нужно, это настольная пила, циркулярная пила или круговая пила.
Чтобы согнуть древесину с помощью пропилов, отрегулируйте пильное полотно так, чтобы оно отрезало весь материал, кроме последнего от ⅛ до 3/16 дюйма. Затем сделайте надрезы поперек доски каждые ½ дюйма или около того (для достижения наилучших результатов эти надрезы должны быть равномерно распределены). Результатом всех этих распилов станет гораздо более гибкая полоса дерева, которая будет изгибаться внутрь и наружу.
Чем плотнее вы сделаете пропилы, тем сильнее вы сможете согнуть древесину, поэтому используйте пробный образец, чтобы определить расстояние, прежде чем переходить к дорогостоящим столярным работам.
Гибка древесины водой
Другой метод гибки древесины заключается в замачивании ее в горячей воде до тех пор, пока она не станет гибкой. После того, как он станет гибким, вы сможете прижать его к форме и дать ему высохнуть. Когда она остынет и высохнет, она примет изогнутую форму формы.
1. Соберите материалы для гибки дерева водой
- Большая ванна с водой
- Бак для нагрева воды
- Готовая форма
- Зажимы (лучше всего подходят сжимающие зажимы, но подойдет практически любой зажим)
- Водонепроницаемые и термостойкие перчатки
2. Положите дрова в ванну
Если доски подходят, лучшим местом для замачивания дров является ванна. Ванна ограничивает беспорядок и может выдержать вес всей воды, необходимой для замачивания древесины. Обязательно заткните слив, чтобы не потерять горячую воду.
Обязательно заткните слив, чтобы не потерять горячую воду.
3. Нагрейте воду
Наполните кастрюлю водой и нагрейте ее на плите. Чем горячее вода, тем легче будет сгибание, но и опаснее транспортировка.
Необходимое количество воды зависит от размера и количества досок, но вам нужно столько воды, чтобы древесина оставалась погруженной в воду. Если дерево сначала всплывает, подумайте о том, чтобы положить на него тяжелый камень или подобный предмет.
4. Добавьте воду в ванну
Когда вода станет достаточно горячей, осторожно налейте воду в ванну (из соображений безопасности избегайте разбрызгивания). Продолжайте нагревать воду и добавлять ее в ванну.
Дайте пиломатериалу пропитаться не менее часа, прежде чем снимать и закреплять его в форме. Чем дольше он находится в максимально горячей воде, тем легче с ним будет работать, но имейте в виду, что кипяток не является жизненно важным, поэтому вы можете добавить немного горячей воды в ванну, чтобы поддерживать температуру.
5. Снимите доску и прикрепите ее к форме
Перед извлечением доски из воды помните, что вы работаете в условиях ограниченного времени.
В водонепроницаемых и термостойких перчатках выньте древесину из воды. Быстро прикрепите один конец доски к форме и медленно согните остальную часть доски вокруг формы, добавляя зажимы по мере продвижения.
6. Дайте плате остыть
Прикрепив плату к форме, дайте ей остыть и высохнуть в течение нескольких часов. Снимите зажимы и дайте плате высохнуть. Если он высохнет и не совсем держит форму, повторите процесс и снова прижмите его к форме.
Гнутье дерева с помощью пара
Пар — безусловно, самый сложный и материалоемкий способ сгибания дерева, хотя он также может быть и самым эффективным.
Основная проблема заключается в том, что этот метод требует создания длинного тонкого ящика, в который вы кладете доски для пропаривания. Это приспособление известно как «паровой ящик», и у него будет небольшая дверца на петлях на одном конце для вдвигания и выдвижения досок, а также порт для подключения шланга от пароочистителя.
Может показаться, что это требует больших усилий, но сгибание паром может быть очень эффективным.
1. Соберите инструменты и материалы для гибки паром
Начните с сбора:
- Паровой ящик, достаточно большой для дерева
- Пароочиститель со шлангом
- Готовая форма
- Зажимы (лучше всего зажимы)
- Водонепроницаемые и термостойкие перчатки
2. Поместите дрова в паровой ящик
Поместите дрова в паровой ящик и обязательно закройте его, чтобы предотвратить выход пара. Также подключите пароочиститель к паровой коробке с помощью шланга.
3. Включите пар
Включите пароочиститель и дайте ему заполнить паровую коробку влагой. Хорошее эмпирическое правило для определения времени гибки паром составляет 45 минут на каждый 1 дюйм толщины, хотя это может варьироваться в зависимости от вида.
Примерно каждые пятнадцать минут проверяйте, что в пароочистителе не закончилась вода.
4.
 Снимите деревянную доску и прикрепите ее к доске
Снимите деревянную доску и прикрепите ее к доскеНадев термостойкие перчатки, выньте деревянную доску из паровой камеры и прикрепите один конец к форме, прежде чем сгибать остальную часть доски и добавлять дополнительные зажимы. Дайте плате высохнуть и остыть в течение нескольких часов, прежде чем снимать зажимы.
Если доска не держит желаемую форму, попробуйте положить ее обратно в коробку еще на 45 минут. Если она слишком изогнута, чтобы поместиться обратно в паровую коробку, вам, возможно, придется начать заново с новой доской.
Лучшие породы дерева для гибки паром и водой
Использование любой старой древесины не даст наилучших результатов. Некоторые породы дерева работают лучше, чем другие. Вот критерии:
- Чем зеленее, тем лучше. Высушенная в печи древесина отлично подходит для строительства и столярных изделий, но она не так легко гнется, как свежая зеленая древесина.
- Мягкую древесину легче согнуть, поэтому лучше всего подходят сосна, пихта и ель.

- Прямые вертикальные волокна гораздо лучше подходят для гибки досок, чем древесина с видимыми кольцами или С-образными узорами на торцах волокон.
- Избегайте сучков, так как они редко гнутся и являются наиболее вероятным местом для поломки древесины при изгибе.
И с этим вы сможете сгибать дерево для своего следующего проекта.
Гибка труб и труб 101
В настоящее время обновляется для добавления новых смещений для M601/605/625. Пожалуйста, дайте нам знать, если у вас есть какие-либо вопросы.
На этой странице вы можете узнать, как точно сгибать трубы с помощью вашей новой модели 600 или любого другого трубогиба. Как и в настоящем колледже, мы покажем вам старый школьный способ сделать это и немного теории, прежде чем рассказать вам о программном обеспечении, которое может помочь сделать все это за вас. Но вы можете сразу перейти к концу, если хотите, мы продаем лучшее программное обеспечение для гибки, и оно вполне доступно.
Гибка труб с помощью Rogue Model 600 Bender, 101: основы
В разделе «Изгиб 101» вы узнаете, как сделать изгиб там, где вы хотите, в зависимости от того, где начинается изгиб, и как изгибать нужную величину. Гибочный станок Rogue Fabrication имеет фиксированное смещение изгиба для каждого радиуса штампа. Смещение изгиба — это расстояние между началом изгиба и точкой выравнивания трубы в станке. См. изображение ниже.
Если вы хотите сделать изгиб на матрице радиусом 4,5, и вы хотите, чтобы этот изгиб был в 10 дюймах от конца куска трубы, отметьте линию на трубе в 10 дюймах от конца. ВАШ ИЗГИБ НАЧИНАЕТСЯ ЗДЕСЬ. Теперь нарисуйте линию на 5 1/4″ ближе к концу трубы от вашей первой линии (5 1/4 — это смещение изгиба из таблицы ниже). Эта линия, которую вы только что нарисовали, — это место, где вы выравниваете трубку с зажимным блоком в машине («ОТМЕТИТЬ ТРУБКУ ЗДЕСЬ» на изображении выше). Изгиб начнется ровно в 10 дюймах от конца трубы. Точное размещение изгибов там, где вы хотите, является основой точной работы с трубой.
Эта линия, которую вы только что нарисовали, — это место, где вы выравниваете трубку с зажимным блоком в машине («ОТМЕТИТЬ ТРУБКУ ЗДЕСЬ» на изображении выше). Изгиб начнется ровно в 10 дюймах от конца трубы. Точное размещение изгибов там, где вы хотите, является основой точной работы с трубой.
Если вам не нравятся смещения изгиба (например, если вы привыкли к другому станку), просто купите один из наших измерителей местоположения изгиба (нажмите ЗДЕСЬ — новое окно), он позволит вам измерять рулеткой от начала изгиба до любого места на трубке, которую вы хотите. Без проблем.
M600 Bend Spossets (2010-2014)
- 3,5 ″ Clr Dies -смещение 6 3/16 ″
- 4,5 ″ Clr Dies -Offset 5 ″
- 2
- 9000 3. 6.0.Sem.shies .SER. 6 5/8″
M600 Bend Mopsets (2015 г. – позднее 2021)
- 2,5 ″ CLR Dies – смещение 7 1/8 ″
- 3,5 ″ Dies – Dies 6 1/000 ″ 91111111.
- 6,0 ″ Clr Dies – смещение 6 ″
 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5. – Offset 5 1/4 ″
4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5. – Offset 5 1/4 ″M601/605/625 Бенд. Матрицы CLR 3,5″
— со смещением 4 1/2″Что насчет пружинения?
Вот лучший способ измерить упругость: поместите прямой материал в машину и вручную накачайте домкрат до тех пор, пока он не станет едва натянутым, но еще не прогнется. Обнуление индикатора градусов. Если вы хотите согнуть 90°, согните ТОЧНО 90°, а затем ослабьте давление цилиндра до тех пор, пока материал не станет свободным в машине. Затяните клапан и вручную прокачивайте поршень до тех пор, пока он не будет едва плотно прилегать к материалу. Прочитайте свои степени, скажем, например, что вы прочитали степени на уровне 86,5. Теперь перегните по разнице. Итак, вы наклоняетесь к 90, подтяните машину, прочтите 86,5, затем согните до 93,5 и вытащите трубку, и вы будете ТОЧНО 90 после пружинения. Теперь вы можете перегнуть каждые 90 градусов на этом материале на 3,5 градуса, и все они будут в точности! Пружинная отдача индивидуальна для каждого материала.
Теперь перегните по разнице. Итак, вы наклоняетесь к 90, подтяните машину, прочтите 86,5, затем согните до 93,5 и вытащите трубку, и вы будете ТОЧНО 90 после пружинения. Теперь вы можете перегнуть каждые 90 градусов на этом материале на 3,5 градуса, и все они будут в точности! Пружинная отдача индивидуальна для каждого материала.
Изгиб 102
В разделе Изгиб 102 вы узнаете, как рассчитать длину трубы в изгибе, а также как сделать изгиб посередине трубы.
Сколько труб находится в изгибе?
Расчет трубопровода в изгибе очень прост. Мы уже сделали расчеты для вас. Просто умножьте градусы изгиба на приведенные ниже числа, и вы получите длину трубы в изгибе. Итак, если вы изгибаете 90 градусов на 6-дюймовом кристалле CLR, ваша трубка в изгибе составляет 90 * 0,104, что равно 9,36 дюйма. Теперь вы можете добавить длину изгиба к длине прямой трубы и узнать фактическую общую длину отрезка трубы!
- 6,0 CLR = 0,105 дюйма трубы на градус изгиба
- 4,5 CLR = 0,078 дюйма трубы на градус изгиба
- 3,5 CLR = 0,061″ трубы на градус изгиба
- 2,5 CLR = 0,043 дюйма трубы на градус изгиба
Изгиб посередине трубы
Теперь, когда вы знаете, как рассчитать длину изгиба и где начинается изгиб в зависимости от того, где вы его зажимаете в машине, вы можете легко разместить изгиб в середине отрезка трубы. Допустим, у вас есть трубка длиной 45 дюймов, и вы хотите изгиб на 60 градусов (сделанный на штампе CLR 1,75 × 6) прямо посередине. Нарисуйте линию посередине трубы. Ваш изгиб будет иметь длину 0,104 дюйма на градус, то есть 0,104 * 60 = 6,24 дюйма. Итак, нарисуйте еще 2 линии, каждая на расстоянии 3,12 дюйма от центральной линии. На этом изгибы закончатся. Теперь мы просто добавляем смещение сгиба (5 7/8″ в таблице от сгиба 101) и проводим линию 5 7/8″ от одной из линий, которые вы нарисовали, чтобы отметить конец сгиба. Когда вы загружаете материал в машину, совместите последнюю линию, которую вы нарисовали, с поверхностью зажимного блока, ближайшей к вам, и сделайте изгиб. Если вы не видите метку центральной линии, значит, она правильно загружена в машину. Это так просто.
Допустим, у вас есть трубка длиной 45 дюймов, и вы хотите изгиб на 60 градусов (сделанный на штампе CLR 1,75 × 6) прямо посередине. Нарисуйте линию посередине трубы. Ваш изгиб будет иметь длину 0,104 дюйма на градус, то есть 0,104 * 60 = 6,24 дюйма. Итак, нарисуйте еще 2 линии, каждая на расстоянии 3,12 дюйма от центральной линии. На этом изгибы закончатся. Теперь мы просто добавляем смещение сгиба (5 7/8″ в таблице от сгиба 101) и проводим линию 5 7/8″ от одной из линий, которые вы нарисовали, чтобы отметить конец сгиба. Когда вы загружаете материал в машину, совместите последнюю линию, которую вы нарисовали, с поверхностью зажимного блока, ближайшей к вам, и сделайте изгиб. Если вы не видите метку центральной линии, значит, она правильно загружена в машину. Это так просто.
Слишком много работы? Без проблем. У нас есть бесплатный калькулятор, чтобы помочь. Нажмите ЗДЕСЬ (откроется в новом окне/вкладке).
Посмотрите проект от начала до конца
У нас есть несколько видеороликов о том, как сгибать трубы для таких проектов, как каркас безопасности и поручни. Это рассказанные проекты от начала до конца, которые проходят измерения, избегая ошибок, изгибов, надрезов, сварки и многого другого!
Это рассказанные проекты от начала до конца, которые проходят измерения, избегая ошибок, изгибов, надрезов, сварки и многого другого!
Изгиб 103
В предыдущих уроках мы показали вам основы для определения расстояния между изгибами и длины. Теперь мы собираемся показать вам несколько более продвинутых советов по компоновке и интервалам сгибов. Понимание этого раздела значительно улучшит вашу способность планировать и проектировать гнутые детали, которые вы сможете изготовить на трубогибочном станке (а это, очевидно, то, чем вы хотите заниматься!).
Близко друг к другу Копланарные изгибы
Изгибы можно располагать гораздо ближе друг к другу, чем то, что вы узнали в изгибе 101. Мы покажем вам, как это сделать. Два изгиба, которые находятся на одной линии друг с другом, являются «компланарными». Еще один способ подумать об этом: если вы можете положить деталь на землю, когда закончите изгиб, все изгибы находятся в одной плоскости, поэтому они компланарны.
Еще один способ подумать об этом: если вы можете положить деталь на землю, когда закончите изгиб, все изгибы находятся в одной плоскости, поэтому они компланарны.
Три предела расстояния между изгибами
- Как объяснялось в разделе «Изгиб 101», вы всегда можете сделать изгиб, поместить зажимной блок после этого изгиба и расположить изгибы так близко друг к другу, насколько позволяет смещение изгиба. Это размер слева на изображении выше. Этот метод прост и не позволяет делать изгибы очень близко. Тем не менее, он очень легко допускает любое вращение между изгибами.
- Как показано на рисунке, вы можете делать изгибы ОЧЕНЬ близко, если у вас есть роликовый прижимной штамп в машине (маленькое колесо под трубой). Большие радиусы изгиба требуют большего расстояния.
- Вы также можете зажать прямо на изгибе. Для этого может потребоваться перевернуть зажимной блок (болты на блоке теперь будут обращены вниз). Вы можете использовать любое расположение прижимного штифта, чтобы зацепить зажимной блок.
 Обратите внимание, что после того, как вы зафиксируете изгиб или перевернете зажимной блок (или и то, и другое), смещение изгиба не будет соответствовать опубликованному. Именно тогда наш датчик изгиба становится очень полезным (ссылка ЗДЕСЬ — открывается в новом окне/вкладке). Это позволяет выполнять изгибы с нулевым шагом, то есть между двумя изгибами нет измеримой длины трубы. M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу.
Обратите внимание, что после того, как вы зафиксируете изгиб или перевернете зажимной блок (или и то, и другое), смещение изгиба не будет соответствовать опубликованному. Именно тогда наш датчик изгиба становится очень полезным (ссылка ЗДЕСЬ — открывается в новом окне/вкладке). Это позволяет выполнять изгибы с нулевым шагом, то есть между двумя изгибами нет измеримой длины трубы. M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу.
Пример применения изгибов с нулевым шагом читайте далее. У нас есть примеры гибки 301, а также гибки 302.
Изгиб 201
До сих пор мы только показывали вам, как делать симметричные детали, построенные простым способом (от середины к краям). В 201 мы собираемся перейти к показу того, как соединить изгибы ближе друг к другу (путем изменения порядка, в котором вы делаете изгибы) и как согнуть несимметричную трубчатую конструкцию. Мы покажем вам, как сделать его от середины к краю, а также от одного конца к другому, включая все расчеты. Вам не нужно понимать это, чтобы успешно сгибать трубы, поэтому не волнуйтесь, если вы не возьмете это в руки, прежде чем купить свой первый трубогиб! Вам будет легче учиться, когда вы сделаете несколько простых проектов.
Мы покажем вам, как сделать его от середины к краю, а также от одного конца к другому, включая все расчеты. Вам не нужно понимать это, чтобы успешно сгибать трубы, поэтому не волнуйтесь, если вы не возьмете это в руки, прежде чем купить свой первый трубогиб! Вам будет легче учиться, когда вы сделаете несколько простых проектов.
Несимметричные детали — немного сложнее
- Нарисуйте макет в натуральную величину с острыми углами и размерами (вы можете нарисовать его на бетоне, картоне, бумаге и т. д.).
- Аккуратно проследите изгибы до углов с правильным радиусом. Отметьте начало и конец (по желанию) изгибов.
- Поставьте отметку на макете в центре трубы. Отсюда мы и начнем изготовление.
- Переместитесь от центра макета вправо, проведите линию на расстоянии 5 дюймов от начала каждого сгиба (5 дюймов — это одно из смещений сгиба из таблицы в разделе 101, используйте смещение, соответствующее вашей матрице и станку) . Назовите эти линии «зажимным блоком».
 Повторите этот процесс слева. Теперь у вас будут места, где вы зажимаете материал в машине, чтобы разместить изгибы там, где они находятся на макете.
Повторите этот процесс слева. Теперь у вас будут места, где вы зажимаете материал в машине, чтобы разместить изгибы там, где они находятся на макете.
ПРИМЕЧАНИЕ. – Эта схема показана с некоторыми устаревшими смещениями изгиба. Процесс хорош, но цифры больше не верны только для смещений изгиба. Пожалуйста, будьте терпеливы, пока мы обновляем контент. Это в конечном итоге будет заменено.
5. Теперь отрежьте трубку по длине и поставьте отметку в самом центре трубки. Длина — это просто сумма всех прямых отрезков из макета плюс «подъем» A.K.A. длина изгиба, которую можно легко рассчитать, используя числа, указанные в разделе 102 выше.
6. Отмерьте расстояние от центра и начертите линии зажимного блока на трубе (7,75” и 10,75” в приведенном выше примере).
7. Возьмитесь за центральную линию трубы. Загрузите в трубогиб (спереди), пока линия зажимного блока не окажется на передней поверхности зажимного блока.
8. Сделайте изгиб в соответствии с инструкциями по эксплуатации машины.
Сделайте изгиб в соответствии с инструкциями по эксплуатации машины.
9. Снимите трубку и положите ее поверх макета. Вы сможете увидеть любую ошибку. Настало время учесть любое растяжение, которое может иметь место. Если расположение второго зажимного блока кажется не таким близким к изгибу, как вы его нарисовали, вы можете нарисовать его ближе и сохранить максимальную точность.
10. Повторяйте этот процесс, пока не закончите сгибание макета. Если вы обрежете трубку до полной длины «острого угла», вам придется обрезать концы после того, как вы закончите. Это приведет к тому, что у вас будет более длинная длина среза. Это может быть хорошо, если вы хотите, чтобы все было просто и не возражало против небольшой траты.
Начиная с одного конца трубы, а не с середины
Следующий абзац представляет собой ОЧЕНЬ ПОДРОБНОЕ объяснение другого способа сгибания той же формы, что и нарисованная выше в разделе «Изгиб 103».
Мы собираемся согнуть от одного конца к другому, начиная с изгиба 90 градусов (следуя той же схеме из секции 201). Нам нужна 10-дюймовая ножка с изгибом 4,5 дюйма, поэтому нам нужна 5,5-дюймовая прямая труба (труба 5,5 дюйма, 4,5 дюйма в изгибе, так как это матрица 4,5 CLR). Наше смещение составляет 5 дюймов (используйте правильное число для вашей машины из таблицы в разделе 101) для машины с 2015 года по текущую для матрицы CLR 4,5 дюйма, поэтому вывесьте 0,5 дюйма трубки из конца зажимного блока и согните. 90 градусов. Длина изгиба из таблицы составляет 0,078 на градус, поэтому для наших 90, то есть 0,078 * 90 = 7,02 дюйма. Это еще 28,5 дюймов от конца первого 90 до начала следующего изгиба (суммируйте размеры на чертеже). Мы можем поместить зажимной блок в 28,5-5 дюймов от конца нашего первого изгиба, или мы могли бы провести линию на трубе до того, как мы начали, которая была на расстоянии 5,5+7,02+28,5-5 дюймов от начального конца трубы и использовать это место зажимного блока для изгиба 2. Зажмите вторую линию и изогните, и все готово. Не забывайте про пружинку.
Нам нужна 10-дюймовая ножка с изгибом 4,5 дюйма, поэтому нам нужна 5,5-дюймовая прямая труба (труба 5,5 дюйма, 4,5 дюйма в изгибе, так как это матрица 4,5 CLR). Наше смещение составляет 5 дюймов (используйте правильное число для вашей машины из таблицы в разделе 101) для машины с 2015 года по текущую для матрицы CLR 4,5 дюйма, поэтому вывесьте 0,5 дюйма трубки из конца зажимного блока и согните. 90 градусов. Длина изгиба из таблицы составляет 0,078 на градус, поэтому для наших 90, то есть 0,078 * 90 = 7,02 дюйма. Это еще 28,5 дюймов от конца первого 90 до начала следующего изгиба (суммируйте размеры на чертеже). Мы можем поместить зажимной блок в 28,5-5 дюймов от конца нашего первого изгиба, или мы могли бы провести линию на трубе до того, как мы начали, которая была на расстоянии 5,5+7,02+28,5-5 дюймов от начального конца трубы и использовать это место зажимного блока для изгиба 2. Зажмите вторую линию и изогните, и все готово. Не забывайте про пружинку.
Посмотрите несимметричный проект от начала до конца
Владелец снял это видео, делая самые первые поручни, которые он когда-либо построил. Небольшое знание того, как работает этот простой в использовании трубогиб и как укладываются трубы, — это все, что требовалось для проектирования и сборки всего проекта без каких-либо отходов. Посмотрите, как сделать многотысячные поручни из нержавеющей стали за несколько сотен долларов материала практически НУЛЕВЫМИ РАСЧЕТАМИ или математическими расчетами!
Небольшое знание того, как работает этот простой в использовании трубогиб и как укладываются трубы, — это все, что требовалось для проектирования и сборки всего проекта без каких-либо отходов. Посмотрите, как сделать многотысячные поручни из нержавеющей стали за несколько сотен долларов материала практически НУЛЕВЫМИ РАСЧЕТАМИ или математическими расчетами!
Гибка 202
Как и в колледже, вы должны изучить теорию, прежде чем получите настоящие инструменты и обнаружите, что «вы никогда не будете использовать математику». Хотя эта цитата не всегда верна, мы собираемся показать вам инструменты, которые профессионалы используют при проектировании каркасов безопасности, гибке выхлопных труб и других деталей для проектов своих клиентов.
Усовершенствованные инструменты для повышения точности — Программное обеспечение
Компания Bend Tech производит несколько уровней программного обеспечения, которое поможет вам управлять проектированием и производством в вашем бизнесе или завершить проект. Мы продаем все это в нашем магазине, просто нажмите на значок любого программного обеспечения, и вы попадете в список для этого программного обеспечения.
Мы продаем все это в нашем магазине, просто нажмите на значок любого программного обеспечения, и вы попадете в список для этого программного обеспечения.
Цена: $599
Наше коммерческое программное обеспечение SE (стандартная версия) для проектирования/производства труб. Если гибка труб является частью бизнеса вашей компании или вы серьезно относитесь к гибке труб, то Bend-Tech SE — это то, с чего вы хотите начать. Большое дело : Экспорт в САПР!
Цена: 295 долларов США
Если вы проектируете шасси, каркасы безопасности, качающиеся слайдеры, рамы или что-то еще, от отдельных деталей до сборки из нескольких труб, то Bend-Tech PRO — это то, с чего вы хотите начать. Большое дело – полная сборка и надрезы.
Цена: $149
Если вам нужно несколько отдельных деталей, согнутых с вращением, EZ3D — это начало. EZ3D также полезен, если вы не собираетесь изготавливать многотрубные сборки, такие как каркасы безопасности, бамперы и т. д. Большое дело — точное изготовление 3D-деталей.
д. Большое дело — точное изготовление 3D-деталей.
Цена: $69
Если вы планируете сгибать всего несколько деталей в год, и эти детали представляют собой 2D отдельные детали, то EZ может вам помочь.
Вы можете нарисовать трубу вручную или в SolidWorks или другом программном обеспечении САПР, но ни одно из них не будет генерировать производственные инструкции. Компания Bend Tech напечатает вам лист бумаги для каждой детали с информацией о том, как долго ее нужно резать, какой материал использовать, куда поместить зажимной блок, чтобы получить правильные места изгиба, и на сколько градусов нужно согнуть (включая компенсацию пружинения). Кроме того, PRO и SE будут печатать обертки для резки, чтобы помочь вам сделать надрезы на трубах, и будут создавать панели из листового металла, просто нажав на трубы, которые вы хотите сделать панелями. Слишком много полезных функций, чтобы описать их в одном маленьком абзаце. Можно настроить порядок изгиба деталей, масштабировать детали, масштабировать сборки и т. д.
д.
Если вы можете использовать большинство компьютерных программ после обучения, у вас не должно возникнуть проблем с запуском этого программного обеспечения. Это не «интуитивный MS-Paint»… Так что не думайте, что вы научитесь проектировать свое шасси за 5 минут. Это больше похоже на MS Excel. Зайдите в Интернет и посмотрите видео или прочитайте о функции, и она расскажет вам, где находится эта кнопка и что она делает. Посмотрите 30- или 40-минутные видеоролики о Bend Tech 7.x PRO, и вы сможете легко научиться проектировать 3D-детали, помещать их в сборку, перемещать их, редактировать, распечатывать инструкции, изготавливать дополнительные детали из исходной детали и использовать части, чтобы разрезать друг друга, чтобы сделать идеальные соединения труб.
Интеграция программного обеспечения с M600
Запустите Bend Tech и выберите M600 и штампы в библиотеке штампов, они поставляются предварительно загруженными. Добавьте свой материал в базу данных (например, трубу со стенкой диаметром 1,75 дюйма и стенкой 0,120 дюйма) и нажмите «откалибровать штамп». Bend Tech предложит вам отрезать кусок трубы и указать точную длину. Затем согните изгиб на 90 градусов в любом месте трубки. Сообщите специалисту по изгибу, где зажимной блок с одного конца. Затем поставьте свою «Г» на стол и измерьте высоту рулеткой. Переверните его и измерьте длину нижней части буквы «L». Поместите эти две длины в Bend Tech, и он рассчитает степень растяжения на градус этой трубки, эффективный CLR (матрица с радиусом 6 дюймов изгибается больше, чем радиус 6 дюймов с эластичностью материала), и использовать эти значения КАЖДЫЙ раз, когда вы выберите этот материал и умрите. Теперь технология гибки будет фактически использовать откалиброванные значения для определения более точного местоположения изгиба и точной длины изгиба, чтобы сделать ваши конструкции точными до долей дюймов, на которые растягивается ваша трубка при изгибе.
Добавьте свой материал в базу данных (например, трубу со стенкой диаметром 1,75 дюйма и стенкой 0,120 дюйма) и нажмите «откалибровать штамп». Bend Tech предложит вам отрезать кусок трубы и указать точную длину. Затем согните изгиб на 90 градусов в любом месте трубки. Сообщите специалисту по изгибу, где зажимной блок с одного конца. Затем поставьте свою «Г» на стол и измерьте высоту рулеткой. Переверните его и измерьте длину нижней части буквы «L». Поместите эти две длины в Bend Tech, и он рассчитает степень растяжения на градус этой трубки, эффективный CLR (матрица с радиусом 6 дюймов изгибается больше, чем радиус 6 дюймов с эластичностью материала), и использовать эти значения КАЖДЫЙ раз, когда вы выберите этот материал и умрите. Теперь технология гибки будет фактически использовать откалиброванные значения для определения более точного местоположения изгиба и точной длины изгиба, чтобы сделать ваши конструкции точными до долей дюймов, на которые растягивается ваша трубка при изгибе.
И вернуться назад? Легкий! Согните любые 2 величины и сообщите Bend tech величину пружинения, и он интерполирует весь диапазон изгиба до крошечных долей градуса. Таким образом, вы сгибаете 35-градусный изгиб (на индикаторе градусов), отводите машину назад и продвигаете ее до тех пор, пока штифты не встанут плотно, чтобы прочитать пружинение (см. выше в изгибе 102 для получения дополнительной информации об пружинении), и вы получите 32-градусную сетку, так что 35-32 это 3 градуса пружинения. Скажите специалисту по изгибам, что вы потеряли 3 градуса на 35-градусном повороте. Теперь сделайте это снова с большим числом, например, 100. Сообщите технику по изгибу упругость, например, 5 градусов. Специалисты по изгибу будут использовать эти две точки для расчета всего диапазона возможных значений пружинения, и вы сообщаете программе, чтобы они учитывались (установив флажок), когда вы печатаете инструкции по изготовлению детали. Так что будет написано «угол изгиба 38 градусов», когда ваш дизайн рассчитан на 35, так что получится правильно. Больше не нужно сгибать дважды, чтобы компенсировать/измерить пружинение!
Таким образом, вы сгибаете 35-градусный изгиб (на индикаторе градусов), отводите машину назад и продвигаете ее до тех пор, пока штифты не встанут плотно, чтобы прочитать пружинение (см. выше в изгибе 102 для получения дополнительной информации об пружинении), и вы получите 32-градусную сетку, так что 35-32 это 3 градуса пружинения. Скажите специалисту по изгибам, что вы потеряли 3 градуса на 35-градусном повороте. Теперь сделайте это снова с большим числом, например, 100. Сообщите технику по изгибу упругость, например, 5 градусов. Специалисты по изгибу будут использовать эти две точки для расчета всего диапазона возможных значений пружинения, и вы сообщаете программе, чтобы они учитывались (установив флажок), когда вы печатаете инструкции по изготовлению детали. Так что будет написано «угол изгиба 38 градусов», когда ваш дизайн рассчитан на 35, так что получится правильно. Больше не нужно сгибать дважды, чтобы компенсировать/измерить пружинение!
Изгиб 301
Изгиб с 101 по 202 предназначены для того, чтобы вооружить вас ноу-хау для выполнения самых простых проектов с некоторой практикой. В нашем 300-уровневом контенте наша цель — помочь вам научиться делать сложные beand-функции, которые вы можете интегрировать в уже прочную базу знаний.
В нашем 300-уровневом контенте наша цель — помочь вам научиться делать сложные beand-функции, которые вы можете интегрировать в уже прочную базу знаний.
Как делать S-изгибы, метод 1
1. Если картинка стоит 1000 слов, то сколько стоит видео? Не отвечай. Просто посмотрите видео.
Как сделать S – изгибы, метод 2
В методе 1 первый изгиб помещается внутрь машины, пока вы делаете второй изгиб. Метод 2 является противоположным: первый изгиб делается сразу за гибочной матрицей (но перед зажимом), в то время как изгиб 2 формируется. Преимуществами этого метода являются более высокие углы изгиба и доступная совместимость с гибочным станком.
1. Сделайте изгиб, как обычно на вашей машине, и согните под углом 45 градусов.
2. Снимите зажим, переместите его вправо к началу изгиба из шага 1. Плотно зажмите. Теперь переверните зажим и материал вверх дном (используйте наши датчики вращения или второй зажим, чтобы при желании сделать их идеально копланарными — ссылка ЗДЕСЬ откроется в новом окне/вкладке). Ваш изгиб будет обращен вниз к передней части машины.
3. Осторожно продвигайте машину, пока штифты не будут затянуты. Повторно обнулите индикатор степени (если только вы не хотите сгибаться до «сколько угодно» градусов).
4. Снова согните на 45 градусов. Удалите материал. У вас получится изгиб под углом 45 градусов.
Вы можете отрегулировать расположение зажимов для того же угла и большего расстояния смещения. Также можно регулировать углы изгиба.
Совет. Прежде чем начать, нарисуйте кольца на трубке с помощью маркера на каждом дюйме и отметьте места, где вы поместите зажимные блоки, пока будете экспериментировать. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу.
Научитесь делать свои собственные рецепты изгибов
Следуя нашим инструкциям, вы только продвинетесь вперед. Когда-нибудь вы создадите что-то сложное и захотите снова сделать то же самое, может быть, даже его зеркальное отражение.
Подготовка к точному документированию того, как повторить процесс гибки, невероятно проста. Для этого нужны только маркер, рулетка и план.
Прежде чем начать, нарисуйте кольца на трубке маркером через каждый дюйм. Наши зажимные блоки – отличные трафареты для рисования этих колец. Отметьте, где вы поместите зажимные блоки для каждого изгиба, пока вы экспериментируете. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу. Бесполезно измерять изогнутую трубу до зажима, чтобы выяснить, где поставить этот зажим на прямой кусок, чтобы сделать это снова. Это позволяет проводить измерения «прямой трубы» прямо через все изгибы, которые вы можете придумать. Больше не нужно гадать о растяжении трубы. И никакого программного обеспечения не требуется.
Больше не нужно гадать о растяжении трубы. И никакого программного обеспечения не требуется.
Изгиб 302
Достаточно просто сделать точные изгибы там, где вы хотите. Вы хотите знать, как сделать гнутую трубу, о которой большинство производителей даже не подозревают, что это возможно из цельного куска? Продолжим ваше обучение. Это следующий шаг на пути к успеху в производстве.
Как согнуть ВОЛОВЫЙ ОШЕЙНИК!
Это не для сельского хозяйства. Обычно они применяются на заднем полу NHRA / SFI или других гоночных шасси и каркасах безопасности, где перекладина пола должна быть непрерывной, но может быть непрямой. Это разрешают многие контролирующие органы, и это позволяет опустить весь пол автомобиля, давая возможность рослым водителям чувствовать себя комфортно. Приводной вал проходит под (или над) центральным смещением.
ЭТО БЫЛО СДЕЛАНО НА МАТРИЦЕ 4,5 CLR. ЦИФРЫ БУДУТ ОТЛИЧАТЬСЯ ДЛЯ CLR 6.0.
1. Сделайте изгиб, как обычно на вашей машине, и согните под углом 45 градусов. Этот изгиб находится на уровне 0 дюймов. (на конец трубки ставим наш хомут).
Этот изгиб находится на уровне 0 дюймов. (на конец трубки ставим наш хомут).
СОВЕТ. Прочтите все шаги и СЕЙЧАС поставьте метки на трубке для всех трех мест зажима. Их гораздо легче измерить на прямой трубе.
2. Снимите зажим, переместите его вправо на 3 3/8 дюйма от положения зажима для изгиба 1. Плотно зажмите.
3. Теперь переверните зажим и материал вверх ногами ровно на 180 градусов. Обнулите индикатор степени. Не будь хакером.
4. Согните на 90 градусов.
5. Снимите зажим, переместите его на 12 1/4 дюйма (от того места, где вы зажимали в шаге 1, конец трубки в нашем случае) и крепко зажмите. Это будет прямо посередине изгиба 90 градусов. Мы рекомендуем вам сохранить зажим, которым вы злоупотребляете, и по крайней мере один зажим, который вы держите в первозданном виде, они очень доступны ЗДЕСЬ (ссылка, новое окно/вкладка).
6. Снова переверните, как в шаге 3, обнулите индикатор и согните на 45 градусов. Оставьте зажимной блок включенным. Продолжай читать.
Продолжай читать.
Доведение до совершенства (угол) – убедитесь, что ваш материал не подвергается изгибу в машине. Обнулите куб угла слева от всех трех изгибов. Проверьте справа от всех 3 изгибов. Если вы не сгибаетесь на какую-либо величину, перегните сгиб на шаге 6 на эту величину (вот почему вы оставили зажимной блок включенным!).
Доведение до совершенства (офсет) – Закрепите трубку на плоском технологическом столе. Другой конец болтается? Если начальная сторона высокая, вам нужно прибавить к размерам в шагах 2 и 6 поровну. Ожидайте коррекции смещения примерно на 3/4″ на каждый дюйм, который вы перемещаете в этих двух точках сгиба. Поэтому, если вы считаете, что «высота пола» отличается на 1/4″, добавьте 1/3″ к обоим смещениям. Если у вас есть противоположная проблема (ниже перед набором изгибов), добавьте с той же теорией ТОЛЬКО место изгиба в шаге 6.
Вы можете отрегулировать расположение зажимов для того же угла и большего расстояния смещения. Также можно регулировать углы изгиба.
Также можно регулировать углы изгиба.
Совет. Прежде чем начать, нарисуйте кольца на трубке с помощью маркера на каждом дюйме и отметьте места, где вы поместите зажимные блоки, пока будете экспериментировать. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу.
Гибка 303
Мы на 100 % готовы предоставить вам бесплатное образование в области металлообработки и гибки труб. Хотя этот раздел (303) ничему не учит вас в отношении гибки, пусть это будет нашим письменным обязательством перед вами, нашим клиентом, что ваш успех — это наш успех. Мы будем продолжать разрабатывать методы и рекомендации, которые помогут вам сгибать трубы, трубы DOM, трубы HREW, медь (твердую и мягкую), титан, инконель, дуплексную нержавеющую сталь Sandvik 2507, архитектурную нержавеющую сталь, санитарную нержавеющую сталь и хроммолибден (а также Docol Р8). Вы звезда этого шоу, и мы здесь, чтобы помочь вам добиться успеха. Вернитесь позже, и мы закончим этот раздел. Большое спасибо за прочтение/просмотр.
Вернитесь позже, и мы закончим этот раздел. Большое спасибо за прочтение/просмотр.
Как сгибаться и как не сгибаться
Подпишитесь на нашу рассылку новостей Positive Stance™
- Блоги
- Блог Эстер Гокхале
- Как сгибаться и как не сгибаться
Эстер Гокхале
Февраль 2017 г.
Круглая спина изгибается повсеместно в современной городской культуре. Это вредит спине. Признавая это, многие защитники здоровья рекомендуют сгибаться в коленях. Выполненное чрезмерно или в плохой форме, это повреждает бедра, колени, лодыжки и ступни.
Удивительно, но даже на занятиях по фитнесу и велнесу часто встречается плохая сгибательная техника.
Настойчивое прикосновение к пальцам ног может привести к обратным результатам и привести к повреждению
Люди иногда приравнивают возможность дотронуться до пальцев ног к гибкости. Неточное и настойчивое стремление к такой «гибкости» приводит к повреждению диска, чрезмерному растяжению связок позвоночника и сильной боли. Давайте более подробно рассмотрим, что можно и чего нельзя делать при наклонах.
Давайте более подробно рассмотрим, что можно и чего нельзя делать при наклонах.
ДВО
- Подходите ближе к своим задачам и не наклоняйтесь, если в этом нет необходимости.
Если вы можете выполнить свою задачу, не наклоняясь, не наклоняйтесь.
- Убедитесь, что ваши ноги повернуты наружу, чтобы при сгибании оставалось место для таза.
Если ваши бедренные кости (бедренные кости) мешают тазу оседать между ног при наклоне вперед, здорового обходного пути для наклона не существует. Некоторым может помочь расширение стойки, но здоровый изгиб требует вращения ноги наружу, независимо от того, где находятся ваши ноги.
Ножки этого ребенка из Буркина повернуты наружу, освобождая место для таза и солидного живота!
- Сохраняйте форму спины при наклонах
Позвоночник несет драгоценный груз — как и все нервы и нервные корешки, которые выходят между позвонками, — и им угрожают серьезные искривления позвоночника.
В действиях, отличных от сгибания, некоторые движения относительно здорового исходного уровня полезны и желательны. Такое движение стимулирует кровообращение и помогает поддерживать здоровье тканей позвоночника.
При сгибании я рекомендую строго сохранять базовую форму позвоночника. Деформация позвоночника при сгибании нагружает диски и может привести к их повреждению. Это также создает опасную схему для изгибов, связанных с весовой нагрузкой. Я рекомендую чистое крепление бедрами для всех изгибов, будь то в повседневной жизни или при занятиях спортом. С практикой, хорошей формой и укреплением внутренних мышц корсета вы сможете перейти к длительному сгибанию и поднятию тяжестей.
Женщины на рынке в деревне Орисса демонстрируют превосходную форму бедра.
- Сохранение (или увеличение) длины позвоночника при сгибании
Вы не хотите нагружать диски при сгибании. Это происходит при округлении или раскачивании спины или при дополнительном задействовании мышц при сохранении исходной формы позвоночника. Использование внутреннего корсета (перейдите сюда, чтобы бесплатно загрузить главу 5 из 8 шагов к спине без боли ) во время сгибания является отличной гарантией от непреднамеренной нагрузки на диски.
Использование внутреннего корсета (перейдите сюда, чтобы бесплатно загрузить главу 5 из 8 шагов к спине без боли ) во время сгибания является отличной гарантией от непреднамеренной нагрузки на диски.
- Попрактикуйтесь в наклонах с учителем и с зеркалами
Если вы привыкли подворачивать таз, найти правильное движение в бедрах может оказаться настоящим испытанием. Потренируйтесь наклоняться перед зеркалом или, что еще лучше, с учителем метода Гокхале, чтобы вы почувствовали здоровое вращение бедрами с прямой спиной.
Работа с учителем помогает выработать здоровую схему движения бедрамиНачните с небольших наклонов — обратите внимание, когда вы возле раковины или заправляете постель. Держите ступни и колени развернутыми на 10-15 градусов, колени должны быть мягкими и сгибаться только в бедрах, насколько это возможно, прежде чем начать округление. В этот момент наслаждайтесь легкой растяжкой подколенных сухожилий и внешних вращателей бедра.
 Согни колени, если хочешь идти дальше. Более полные инструкции и изображения по креплению бедра см. в разделе 9.0003 Глава 7 из 8 шагов к избавлению от болей в спине или Боль в спине: решение для первичной осанки (DVD).
Согни колени, если хочешь идти дальше. Более полные инструкции и изображения по креплению бедра см. в разделе 9.0003 Глава 7 из 8 шагов к избавлению от болей в спине или Боль в спине: решение для первичной осанки (DVD).
НЕ ДЕЛАТЬ
- Не округляйте поясницу.
Самая распространенная ошибка при сгибании – это округление спины, либо распределение искривления по всему позвоночнику, либо сосредоточение его большей части в одном месте. Если ваша схема сгибания включает в себя округление нижней части спины, это особенно рискованная ошибка. Находясь в нижней части кучи, поясничные диски уже особенно уязвимы к износу, выпячиванию, грыже и секвестрации. Округление нижней части спины при сгибании оказывает на них дополнительную нагрузку. Величина нагрузки высока, потому что верхняя часть тела тяжелая (особенно голова), а плечо рычага длинное (крутящий момент = вес X расстояние). 0537
0537
Возможно, вы знаете людей, которые наклонялись, чтобы завязать шнурки или выполнять какие-то другие, казалось бы, безобидные действия на земле, а затем не могли выпрямиться. Эти люди, вероятно, округляли нижнюю часть спины, возможно, с добавлением дополнительной опасности скручивания. Мозг реагирует на угрозу/повреждение, сжимая мышцы в этой области. Ой! На своих занятиях я захожу так далеко, что говорю, что у людей, которые хорошо сгибаются, вероятно, никогда не будет проблем со спиной, в то время как у тех, кто плохо сгибается, почти наверняка будут. Очень важно правильно сгибаться!
Хью Джекман округляет спину при наклоне
- Не округляйте верхнюю часть спины.
Округлить верхнюю часть спины проблематично совсем по другой причине. Диски в верхней части спины, как правило, не грыжают и не сильно повреждаются. Отчасти это связано с тем, что ребра, прикрепленные к грудным позвонкам, помогают укрепить эту часть позвоночника. Проблема, возникающая в результате многократного округления верхней части спины при сгибании, заключается в том, что связки позвоночника растягиваются.
Проблема, возникающая в результате многократного округления верхней части спины при сгибании, заключается в том, что связки позвоночника растягиваются.
Старайтесь не округлять спину и не выдвигать плечи вперед при сгибанииСвязки подобны лейкопластырям, которые переходят от кости к кости и выполняют в первую очередь структурную поддержку. Они являются резервной системой для нашей мышечной поддержки. В ситуациях, когда возникает больше проблем и искажений, чем наши мышцы достаточно сильны, или когда у мышц нет времени сработать, например, при тряске или прыжке, связки обеспечивают безопасность наших суставов.
Предполагается, что связки обладают определенной жесткостью. Связки не являются эластичной тканью. Однажды растянутые слишком сильно, они постоянно растянуты и больше не выполняют свою роль резервной системы для поддержки позвоночника. Экстремальные наклоны вперед, которые исходят от спины, а не от бедер, развивают рыхлость связок больше, чем мышечную гибкость.
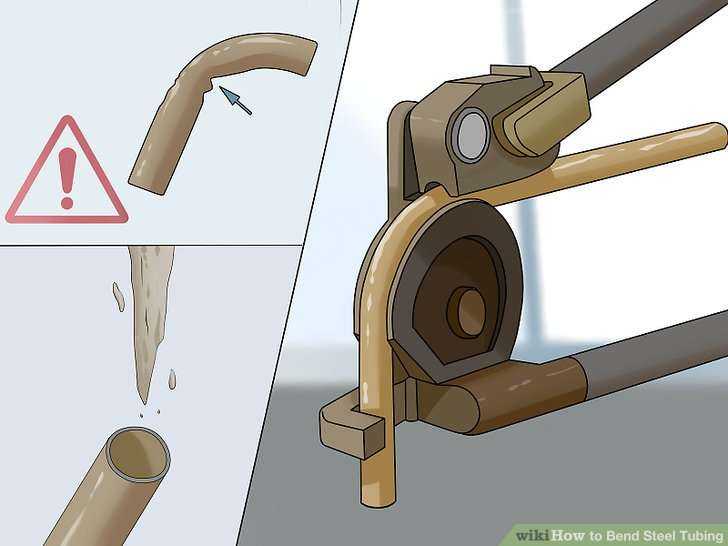 Это контрпродуктивно и приводит к потере важной структурной страховки. Это то, что мы наблюдаем в спине, бедрах и коленях спортсменов и йогов, которые слишком сильно напрягаются в плохо выполненных наклонах вперед, а также в других искажениях.
Это контрпродуктивно и приводит к потере важной структурной страховки. Это то, что мы наблюдаем в спине, бедрах и коленях спортсменов и йогов, которые слишком сильно напрягаются в плохо выполненных наклонах вперед, а также в других искажениях.Шарлотта Белл, учитель йоги Айенгара и автор книги «Йога осознанности, жизнь осознанности », в 2015 году перенесла замену тазобедренного сустава. Она предупреждает нас: «Я знаю несколько серьезных практикующих, которым сейчас за 50, включая меня, которые сожалеют перенапрягая наши суставы в прошлом. Слишком много опытных практикующих теперь владеют искусственными суставами, чтобы заменить те, которыми они злоупотребляли».
- Не наклоняйтесь, повернув ноги внутрь и/или поджав хвост
Когда ноги ротированы внутрь (пальцы и колени направлены внутрь), головка бедренной кости неуместно трется о тазобедренную впадину (вертлужную впадину), изнашивая хрящ и вызывая артритические изменения.В 2013 году Леди Гага отменила свой тур «Born This Way» из-за хронической боли из-за сильного разрыва хряща бедра.
 Леди Гага известна тем, что заботится о своем здоровье и занимается йогой. Хотя танцы на высоких каблуках ночь за ночью, безусловно, изнашивают тело, практика йоги должна поддерживать, а не усугублять проблему. «Моя травма на самом деле была намного хуже, чем просто разрыв губы», — сказала она журналистам. «…Хирург сказал мне, что если бы я выступил еще на одном шоу, мне, возможно, потребовалась бы полная замена тазобедренного сустава. После операции мне потребовалось более двух лет, чтобы исправить осанку и продолжить работу».
Леди Гага известна тем, что заботится о своем здоровье и занимается йогой. Хотя танцы на высоких каблуках ночь за ночью, безусловно, изнашивают тело, практика йоги должна поддерживать, а не усугублять проблему. «Моя травма на самом деле была намного хуже, чем просто разрыв губы», — сказала она журналистам. «…Хирург сказал мне, что если бы я выступил еще на одном шоу, мне, возможно, потребовалась бы полная замена тазобедренного сустава. После операции мне потребовалось более двух лет, чтобы исправить осанку и продолжить работу».
Леди Гага вращает ноги внутрь, стоя
Леди Гага наклоняется вперед в позе йоги с направленными внутрь пальцами ног и подогнутым тазом.На этих фотографиях Леди Гаги видно, что а) у нее есть тенденция вращать ноги внутрь, когда она стоит, и б) она наклоняется вперед в позе йоги с направленными внутрь пальцами ног и подогнутым тазом. Это создает нагрузку на тазобедренный сустав, вдавливает бедренную подушечку в хрящ тазобедренного сустава и может привести к чрезмерному растяжению связок позвоночника, крестцово-подвздошного сустава, бедра, колена и стопы.

- Не выходите за пределы диапазона движений в бедрах
Если при сгибании вы сталкиваетесь с сопротивлением в тазобедренных суставах, не преодолевайте его силой. Доктор Крис Вуллам, врач спортивной медицины из Торонто, говорит, что начал замечать «чрезмерное количество проблем с бедрами» у женщин в возрасте от 30 до 50 лет, которые занимались йогой. «Возможно, эти экстремальные диапазоны движений вызывали заедание суставов и некоторые из них изнашивались», — говорит Вуллам. «Если вы начинаете изнашивать сустав, он становится артритным. Итак, вы видите эти небольшие участки артрита на нормальном бедре, которые, по-видимому, связаны с этими экстремальными движениями или импиджментом, или и тем, и другим».Я подозреваю, что некоторые из проблем с тазобедренным суставом, которые объясняются чрезмерным диапазоном движений, на самом деле возникают из-за проблем со схождением. Большинство занятий йогой, тренировок по пилатесу и тренировок в тренажерном зале учат студентов стоять с параллельными стопами.
 По стандартам метода Гокхале это внутреннее вращение ноги. У коренных жителей ступни смотрят наружу в диапазоне 5-15 градусов, и их ноги соответственно развернуты наружу. По нашему мнению, инструкции держать стопы параллельно способствуют стрессу и артритическим изменениям в тазобедренных суставах, особенно в сочетании с наклонами вперед и другими движениями бедра.
По стандартам метода Гокхале это внутреннее вращение ноги. У коренных жителей ступни смотрят наружу в диапазоне 5-15 градусов, и их ноги соответственно развернуты наружу. По нашему мнению, инструкции держать стопы параллельно способствуют стрессу и артритическим изменениям в тазобедренных суставах, особенно в сочетании с наклонами вперед и другими движениями бедра.
Насколько хорошо вы сгибаетесь в повседневной жизни и во время упражнений? Как далеко вы продвинулись в своем безумном путешествии?
Присоединяйтесь к нам на предстоящем бесплатном семинаре (онлайн или лично).
Найдите базовый курс в вашем районе, чтобы пройти полное обучение методу Гокхале!
Мы также предлагаем первичные консультации лично или онлайн с любым из наших квалифицированных преподавателей метода Гокхале.
Теги:
сгибание
круглая спина
плохая сгибательная форма
гибкость
вращение бедрами
циркуляция
леди гага
йога
1120пилатес
Предыдущий пост: Вам нужны данные? У нас есть данные.
Нравится то, что вы читаете и хотите еще? Подпишитесь на наши новости!
Тяжелая атлетика и метод Гокхале
Дата и время: пятница, 30 сентября 2022 г.
13:00
Тихоокеанское время
Открытые места: Open
Язы Метод Гокхале и жизнь без боли
Дата и время: вторник, 4 октября 2022 г.
12:00
Тихоокеанское время
Открытые места: открыто
Язык: английский
Учитель: Эрик Фернандес
Дополнительная информация
Зарегистрироваться
Революционизируйте свое здоровье через позу
Дата и время: пятница, 07 октября, 2022
16:00
Тихоокеанское время
Открытые места: Открыть
. Эрик Фернандес
Подробная информация
Зарегистрироваться
Исправьте ноги с помощью метода Гокхале
Дата и время: вторник, 11 октября 2022
11:00
Тихоокеанское время
: Открыто0009
Язык: английский
Учитель: Эстер Гокхале
Дополнительная информация
Регистрация
Введение в метод Гокхале и жизнь без боли
Дата и время: вторник, 11 октября 2022 г.
9:009 Европа /Любляна
Открытые места: Открыто
Язык: Словенский
Преподаватель: Сабина Блюмауэр
Дополнительная информация
Регистрация
Введение в метод Гокхале и жизнь без боли
Дата и время: Среда, 19 октября, 2022 г.
18:30
Европа/Берлин
Открытые места: открытые
Язы Метод Гокхале
Дата и время: четверг, 20 октября 2022 г.
17:00
Тихоокеанское время
Открытые места: открыто
Язык: английский
Учитель: Эстер Гокхале
2 Дополнительная информация0009
Регистрация
Введение в метод Гокхале и жизнь без боли
Дата и время: вторник, 25 октября 2022 г.
8:00 утра
Тихоокеанское время
Открыто для учителей
Язык: английский
: Джули Джонсон
Дополнительная информация
Регистрация
Как согнуть медную трубу в 3-х направлениях
По
Ли Валлендер
Ли Валлендер
Ли имеет более чем двадцатилетний практический опыт реконструкции, ремонта и улучшения домов, а также дает советы по благоустройству дома более 13 лет.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 22.07.22
Рассмотрено
Джонатан Брюэр
Рассмотрено Джонатан Брюэр
Джонатан Брюэр — эксперт по благоустройству дома с более чем двадцатилетним профессиональным опытом работы в качестве лицензированного генерального подрядчика, специализирующегося на кухне и ванной. Он был показан в сериалах HGTV «Super Scapes», «Curb Appeal the Block», «Elbow Room», «Незваных гостях» DIY Network, «Этот старый дом» и в шоу OWN Network, получившем премию «Эмми», «Home Made Simple». Джонатан также является членом Наблюдательного совета по благоустройству дома Spruce.
Узнайте больше о The Spruce’s Наблюдательный совет
Факт проверен
Джессика Врубель
Факт проверен Джессика Врубель
Джессика Врубель имеет богатый опыт работы писателем и редактором, работая в различных изданиях, газетах и публичных библиотеках, помогая со справками, исследованиями и специальными проектами. В дополнение к своему опыту журналистики, она более 15 лет занимается просветительской деятельностью на темы здоровья и хорошего самочувствия как в классе, так и за его пределами.
В дополнение к своему опыту журналистики, она более 15 лет занимается просветительской деятельностью на темы здоровья и хорошего самочувствия как в классе, так и за его пределами.
Узнайте больше о The Spruce’s Редакционный процесс
Ель / Кевин Норрис
Прочная и простая в работе медная труба часто используется в домах в качестве водопроводной трубы. Поскольку медь — красивый металл, будь то полированный и блестящий или оставленный для старения до зеленой патины, медная труба часто используется в качестве материала для изготовления из-за ее собственных декоративных качеств.
Хотя медь мягкая, она недостаточно мягкая, чтобы плавно и идеально гнуться сама по себе. Изгиб медной трубы без применения специальных методов или инструментов обычно приводит к разрушению трубы. Вместо непрерывной кривой труба будет изгибаться и складываться в предполагаемой точке изгиба. Для крафта это, как правило, не тот вид, который вам нужен. Для сантехники он препятствует течению воды.
Существует несколько надежных способов сгибания медной трубы. Некоторые методы даже не требуют специальных инструментов. Вместо этого они используют простые материалы, которые, возможно, уже есть у вас дома. Ниже перечислены четыре наиболее распространенных метода, а также несколько общих советов.
Наконечники для гибки медных труб
- Опора для труб : Поддержка медной трубы по всей длине изгиба является ключом к постоянной форме. Опора может быть как внутри, так и снаружи трубы.
- Медленно изгибать : Быстрое изгибание медной трубы может вызвать ее перекручивание, даже если она правильно закреплена. Или, если вам удастся получить правильную кривую, внутри кривой могут появиться ряби. Всегда медленно наклоняйтесь.
- Придание формы изгибу : Сгибание трубы через колено с мягкой подкладкой — это самый быстрый способ согнуть медную трубу примерно до радиуса от 4 до 8 дюймов. Но вы также можете использовать другие изогнутые предметы для придания формы: металлические банки, ведра или большие трубы.

Совет
Медь может стоить дорого. Если вы пытаетесь согнуть медь для сантехнического проекта, найм квалифицированного сантехника для гибки труб может быть более рентабельным, чем покупка нескольких труб, если ваши попытки согнуть трубы самостоятельно пойдут наперекосяк.
01 из 03
Использование пружины для изгиба трубы
Трубогибочные пружины вставляются в медную трубу и служат опорой для лучшего распределения усилия. С трубчатыми пружинами возможны изгибы до 180 градусов. Трубчатые пружины поставляются в наборах различных размеров, которые подходят для медных труб диаметром от 1/4 дюйма до 5/8 дюйма.
Чтобы согнуть медную трубу трубчатой пружиной:
- Несмываемым маркером отметьте место на медной трубке, где вы хотите сделать изгиб.
 Метка должна быть в самой внешней точке радиуса изгиба.
Метка должна быть в самой внешней точке радиуса изгиба. - Очистите все заусенцы на конце медной трубы от резки.
- Выберите правильный размер пружины для трубы. Некоторые пружины помещаются в трубу, в то время как другие типы предназначены для установки снаружи.
- Если пружина длиннее трубы, ее можно легко извлечь после сгибания трубы. Если пружина короче, прикрепите к концу пружины проволоку.
- Набив медную трубу мягкой тканью, согните ее над коленом. Перемещайте трубу вперед и назад к левой и правой сторонам колена, чтобы создать более плавный изгиб.
- Снимите пружину. Если пружину трудно снять, попробуйте повернуть ее по часовой стрелке.
Ель / Кевин Норрис
Ель / Кевин Норрис
Ель / Кевин Норрис
Ель / Кевин Норрис
Ель / Кевин Норрис
Ель / Кевин Норрис
- Несмываемым маркером отметьте место на медной трубке, где вы хотите сделать изгиб.
02 из 03
Используйте песок или соль, чтобы согнуть трубу
Плотные материалы, упакованные внутри медной трубы, производят эффект, очень похожий на пружины, изгибающие трубу.
 Они препятствуют тому, чтобы какая-либо отдельная область воспринимала всю изгибающую силу. Вместо этого сила распределяется по всей длине кривой. Можно использовать мелкий песок и соль.
Они препятствуют тому, чтобы какая-либо отдельная область воспринимала всю изгибающую силу. Вместо этого сила распределяется по всей длине кривой. Можно использовать мелкий песок и соль.Чтобы согнуть трубу с помощью песка или соли:
- Выпрямите медную трубку или шланг. Он не должен быть идеально прямым; только достаточно прямо, чтобы позволить материалу течь.
- Обклейте нижнюю часть медной трубы клейкой лентой или изолентой.
- Заполните медную трубу песком или солью с помощью воронки.
- Заклейте другой конец трубы.
- Согните трубу до нужной кривой.
- Снимите ленту и дайте песку или соли вытечь.
Ель / Кевин Норрис
Ель / Кевин Норрис
Ель / Кевин Норрис
Ель / Кевин Норрис
Ель / Кевин Норрис
Ель / Кевин Норрис
03 из 03
Используйте инструмент для гибки труб, чтобы согнуть трубу
Трубогиб — это небольшой, недорогой, специализированный инструмент, который делает только одну вещь, но делает это очень хорошо.
Он сгибает различные размеры труб из меди и других мягких металлов до заданного радиуса, обычно около 2 или 3 дюймов.Трубогиб в форме набора плоскогубцев позволяет вставлять трубы посередине. Маркированный датчик указывает угол изгиба от нуля до 9 градусов.0 градусов.
Секрет трубогиба заключается в том, что верхняя часть инструмента — башмак — перемещается вместе с изгибом, обеспечивая плавный изгиб.
Для тех, кому нужно часто сгибать медные трубы, трубогиб является хорошей инвестицией.
Ель / Кевин Норрис
Как играть на губной гармошке – для начинающих
В чем секрет получения настоящего блюзового звука на губной гармошке? Как вы уже догадались… изгиб. Придайте своим бэндам форму, и вы сможете наполнить любую песню душой и чувством, что просто невозможно с помощью одних только нот. Вот мое пошаговое руководство по началу работы с изгибом.
Что такое бенд на губной гармошке и зачем его изучать? На губной гармошке изгиб – это техника, которая позволяет игроку понизить высоту ноты. Есть 2 причины научиться гибке:
- Выразительность. Бендинг хорошо имитирует человеческий голос, особенно плачущие звуки, которые хорошо подходят для проникновенной блюзовой игры на губной гармошке.
- Для воспроизведения «недостающих нот». Есть много нот, которые можно получить на губной гармошке только с помощью бенда. Некоторые из них — это «синие» ноты, которые помогают нам играть блюзовые вещи, но даже способность играть мажорную гамму в низкой октаве (отверстия 1-4) требует определенного мастерства бенда.
Существуют две взаимосвязанные техники, используемые для бенда на губной гармошке:
- Активация бенда (для освоения обычно требуются недели или месяцы)
Выполняется:- Зона «Кк»
- Создание всасывания между спинкой языка и небом
- Очень медленно перемещайте зону «Kk» вперед и назад, пока высота звука не упадет. Также поможет поднятие мягкой палитры, той части рта, которая приподнимается, когда мы зеваем.
- Настройка изгиба (на освоение уходит целая жизнь)
Настройка полости рта определяет глубину изгиба отверстия.Для более глубокого наклона, большего понижения тона, увеличения полости рта:
- Отодвигание спинки языка (в зоне «Кк») дальше назад
- Поднятие мягкой палитры выше и раскрытие задней части горла
- Опустите спинку языка так, чтобы она больше не находилась в зоне «Кк», и/или переместите спинку языка (в «Кк ” зона) дальше вперед.
- Освобождение (опускание) мягкой палитры и расслабление задней стенки глотки
Вот пример того, как выглядит задняя часть языка при перемещении «Kk» вперед и назад
С этой концепцией связан следующий факт:
Для звучания более высоких нот требуется меньшее, более выдвинутое вперед положение языка.
Для бенда нижних нот требуется более широкое положение рта и расположение языка ближе к задней части рта.
Предпосылки для игры на губной гармошкеПеред тем, как приступить к работе над бендингом, убедитесь, что вы освоили позу глубокого расслабления рта и что вы можете играть четкие отдельные ноты, используя блокировку губ. Эти методы гарантируют, что у вас будет надлежащее уплотнение, необходимое для хорошего изгиба.
Будь готов к терпению! Изгиб гармоники, вероятно, покажется неуловимым. Вы можете получить его один раз, а затем не сможете получить снова в течение нескольких минут… или дней. Запланируйте дать себе по крайней мере несколько недель, чтобы попытаться получить это, прежде чем ожидать, что это действительно начнет складываться для вас. А затем ожидайте, что на освоение потребуется целая жизнь. я его еще не освоил.
Делайте много перерывов. Не старайтесь слишком сильно! Вероятно, лучше попробовать это в течение нескольких минут здесь и там, чем пытаться запереться в комнате, пока вы не сможете это сделать. Использование чрезмерной силы будет препятствовать вашим попыткам согнуться. Фрустрация часто приводит к применению чрезмерной силы. Опять же, не старайся больше, старайся легче! Сделайте глубокий вдох. Расслабляться. И просто играют с ним .
Приобретите подходящую губную гармошку, предназначенную для сгибания, и убедитесь, что она в хорошем состоянии. Я рекомендую Lee Oskar, Hohner Special 20 или, если у вас ограниченный бюджет, Fender Blues Deluxe по-прежнему сослужит вам хорошую службу.
Сделайте еще один глубокий вдох. Расслабься и не забудь просто сыграть с этим. Мы попробуем целую кучу разных способов помочь вам получить свой первый изгиб. Так что не падайте духом, если у вас не получится сразу. Это нормально. Вы получите это в конце концов, если будете продолжать пробовать эти разные идеи! Попробуй, попробуй еще….
Зона «Kk» Нам важно рассмотреть этот подход. Это не только может помочь вам активировать ваш первый изгиб, но также является техникой для более поздней цели настройки изгибов. Опять же, наше внимание сейчас НЕ сосредоточено на том, чтобы играть бенды в тон. Наше внимание сейчас сосредоточено на том, чтобы заставить ноту вообще сгибаться!
-4 на губной гармошке C – это отверстие, которое большинство людей могут научиться сгибать быстро и легко в первый раз. Иногда кто-то получает -1 раньше, чем -4. Итак, вот две мои рекомендации, где попробовать сыграть первый бенд на губной гармошке:
- -4, в основном, а затем
- -1. согласный «Кк» снова и снова и попытайтесь почувствовать, где задняя часть вашего языка касается твердого неба на нёбе. Это то, что я называю зоной «Кк». Теперь, пока не играя на губной гармошке, просто попробуйте вдохнуть, твердо удерживая язык в зоне «Кк». Вот так:
Зона «Kk» создает всасывание в небольшом проходе между языком и небом.
Зона «Кк» подвижна. Вы можете двигать его назад, пока не почувствуете, что проглатываете его, и вы можете двигать его вперед. Вы можете думать об этом, как о том, что, с одной стороны, оттягиваете язык назад, а с другой — еще больше выталкиваете его середину языка на твердую палитру. Кончик вашего языка почти не двигается. Это как эта бумажка:Игра с этим движением помогает получить первый изгиб, а позже поможет вам отточить изгибы. Чтобы почувствовать это, попробуйте издать звук «Прыгающий самолет» и обратите внимание на то, что он делает в задней части горла и на мягком небе. Затем попробуйте издать звук на вдохе и почувствуйте движение языка.
Затем давайте попробуем это на -4 и попробуем сделать -4’
vimeo.com/video/476215238?dnt=1&app_id=122963″ frameborder=”0″ allow=”autoplay; fullscreen” allowfullscreen=””>
И, если это не сработает, давайте попробуем на -1 и сделаем -1’. Помните, что для этого потребуется, чтобы зона «Кк» находилась дальше во рту, а мягкое небо было приподнято
Наклонный изгибЯ слышал, что изгибы активируются путем изменения направления струйного потока во рту. Если это правда, это помогает объяснить, почему наш следующий подход может сработать. Это был трюк, который помог бесчисленному количеству людей получить свой первый изгиб, в том числе и вашему покорному слуге.
Понижая высоту тона, наклоняйте переднюю часть губной гармошки к потолку, пока она не составит угол примерно 45 градусов, например:
vimeo.com/video/476217374?dnt=1&app_id=122963″ frameborder=”0″ allow=”autoplay; fullscreen” allowfullscreen=””> EE-YAW
Еще не получили? Ладно, забудь обо всем остальном. Я знаю, что это помогло некоторым людям получить изгиб в первый раз. Просто произнесите гласные от ee до aw. У «и» рот широкий, а у «а» высокий и открытый сзади. Теперь визуализируйте, как звук падает на вдохе, произнося их на -4, например:
КАХ-ЮЕще не слышали? Вот еще один. Скажем, «Ках», а затем «Ю» с акцентом на звук «Й» при создании небольшого канала в зоне «Кк». Попробуйте на вдохе, а потом с гармошкой во рту на -4, вот так
Я не могу сказать, бендирую ли я они достигают изгиба. В этой ситуации инструмент «Bend It Better» — абсолютная находка. Инструмент Bend It Better также полезен для того, чтобы понять, проходите ли вы прямо через него, что приводит нас к нашему первому совету. Совет 1: Вы можете пройти сквозь него! Я видел новичков, которые неделями пытались сгибаться и были так разочарованы, и они показывали мне, что они делают, и я обнаруживал, что они на самом деле сгибались, но это происходило и расслаблялось так быстро, что они даже не слышу. Таким образом, ключ здесь в том, чтобы замедлить движение задней части языка к задней части рта.
Инструмент Bend It Better сообщит вам, происходит ли быстрый изгиб, который ускользает от восприятия вашего уха.
Совет 2: Визуализируйте Падение высоты тонаЭто может показаться забавным, но когда мы подгибаем ноту на губной гармошке, мы буквально настраиваем полость рта на высоту чуть ниже той, на которую гармоника изгибается.
Совет 3: Расслабьтесь Таким образом, визуализация падения высоты тона полезна для достижения бенда.Напряжение — наиболее распространенная помеха, которую я наблюдаю у людей, начинающих играть на губной гармошке. А разочарование только усиливает напряжение. Вот почему я продолжаю повторять вам эти идеи: остановитесь. Сделайте глубокий вдох. Расслабляться!
Если вы буквально скажете: «Меня даже не волнует, научусь ли я сгибаться. Это не важно», это поможет вам достичь нужного уровня отрешенности и расслабления, чтобы лучше всего подготовиться к успеху!
Совет 4. Попробуйте еще разСкорее всего, вы еще не сделали свой первый изгиб. Если да, поздравляем! Если нет, не сдавайтесь! Я рекомендую вернуться к началу этого блога и снова медленно пройтись по всему. Положи. Уходите от него. Тогда попробуйте еще раз! И опять! Вы также можете ознакомиться с винтажным уроком JP здесь.
Не отчаивайтесь, если вы все еще не понимаете, вы в хорошей компании.
Играем риффы, такие как Long Train Runnin’ от Doobie Brothers Многие из нас не могли сделать первый изгиб в течение нескольких дней, недель или месяцев. Просто продолжайте возвращаться к нему и играть с ним. Оно придет, если ты не сдашься!Как только вы освоите бенд, давайте применим его на практике! Если вы получили изгиб -4, вы готовы выучить фразу в стиле соло на губной гармошке, которое начинается на 1:31 в песне Long Train Runnin’ группы Doobie Brothers.
Это начинается так, скользя вверх в -4, сгибая его вниз и отпуская:
-4 -4' -4
Таким образом, именно то, что мы практиковали, когда учились сгибаться, это начало этого великолепного соло на губной гармошке. Просто нарисуйте отверстие 4, согните его вниз и отпустите сгиб.
Далее у нас есть 3 маленьких совочка:
-4' -4 -4' -4 -4' -4
Позже ведущий вокалист The Doobie Brother Том Джонстон, который играет на губной гармошке в этой мелодии, вступает в некоторые гораздо более сложные ритмы.
Но мы все еще можем выучить их медленно, и тогда скорость придет со временем. Но сначала мы должны научиться брать ноту в полностью согнутом положении.Для этого сыграйте ноту, согните ее и остановите поток воздуха, внимательно следя за положением внутренней части рта. Постарайтесь не допустить, чтобы внутри рта что-либо изменилось, а затем перезапустите поток воздуха. Прополощите и повторите, пока вы не сможете стабильно начинать ноту в согнутом положении. Как только вы сможете начать ноту в согнутом положении, попробуйте этот рифф:
-4' -4 -4 (повторяйте снова и снова)
По мере того, как вы со временем ускоряете эту фразу, вы можете получить пользу от артикуляции «Toe -а» при вытягивании склоняется к освобождению, за которым следует слог «Та» в конце -4.
Носок - ах Та -4' -4 -4 (повторять снова и снова)
soundcloud.com/tracks/944322349&color=%2314c6de&auto_play=false&hide_related=false&show_comments=true&show_user=true&show_reposts=false&show_teaser=true”/>
Harmonica.com · Long Train Runnin Jam Track
Smoke on the Water by Deep PurpleТак как теперь вы можете начать ноту согнутой, Вы готовы играть в «Дым на воде». Давайте попробуем согнуть другое отверстие, -6. Движение для получения -6 очень похоже на получение -4, за исключением того, что оно немного меньше и направлено вперед во рту.
Вот вкладки для Smoke on the Water:
-4 -5 6 -4 -5 -6' 6 -4 -5 6 -5
soundcloud.com/player/?url=https%3A//api.soundcloud.com/tracks/944321152&color=%2314c6de&auto_play=false&hide_related=false&show_comments=true&show_user=true&show_reposts=false&show_teaser=true”/>
Harmonica.com · Smoke On The Water Jam Track
Первоначально в тональности G. Так что, если вы хотите играйте эти табы вместе с записью, вам понадобится губная гармошка Low F.
Take Me Home Country Road sВ моем блоге Harmonica Tabs 101 я учил, как играть первые 4 строчки Take Me Home Country Roads. Давайте вернемся к этому сейчас и добавим немного цвета паре нот, согнув их.
Вот исходные табы:
4 -4 5 5 4 -4 5 -4 4 5 6 -6
Теперь подгибаемся к последней ноте 2-й и 4-й фраз, чтобы добавить немного цвета:
4 -4 5 5 4 -4' -4 5 -4 4 5 6 -6' -6