Как запаять латунь в домашних условиях: припой и оборудование. Пайка латуни – надежное соединение в домашних условиях
alexxlab | 17.10.2022 | 0 | Разное
Как паять латунью в домашних условиях: как запаять латунь
СВОЙСТВА ЛАТУНИ
К основным свойствам латуни относят:
- Хорошую устойчивость к заржавливанию и коррозийному повреждению;
- Высокие антифрикционные показатели;
- Лояльность к металлам, позволяющая достаточно легко сваривать латунь практически с любыми металлами. Наиболее это свойство выражено у красной латуни томпака;
- Легкость в обработке;
- Способность сохранять пластичность, не теряя прочности при понижении температуры;
- Хорошие показатели эстетичности.
По своей сути латунь является сплавом меди и цинка. Процентное содержание цинка имеет достаточно широкие границы, варьирующие от 5 до 45%. Цинк является компонентом не только улучшающим качества, но и значительно снижающим стоимость.
Прежде чем подробнее разобрать как запаять латунь в домашних условиях, целесообразным будет рассмотрение некоторых нюансов, связанных с дальнейшим процессом.
Особенности пайки с флюсом
При соединении медных труб с применением флюса можно производить пайку с температурой до 450⁰. При низкотемпературной пайке основной металл не деформируется, шов получается ровный и однородный, поскольку флюс хорошо смачивает поверхность, проникает в капилляры. Благодаря ему припой распределяется равномерно, в шве отсутствуют поры и шлаковые включения.
В процессе пайки высокотемпературных соединений флюс растекается по шву и закрывает его от контакта с воздухом, предотвращая окисление.
Флюс следует подбирать по припою. Он должен расплавляться раньше, чем сам припой, и обеспечивать хорошее соединение на капиллярном уровне.
ЧТО НУЖНО УЧИТЫВАТЬ ПРИ СПАЙКЕ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
При спайке латуни в домашних условиях необходимо учитывать:
- При спайке необходимо учитывать неоднородную структуру сплава. Наличие примесей разных компонентов, обязывает к наиболее тщательному подбору вспомогательных средств и приспособлений;
- Какой тип латуни предстоит обрабатывать: литейный, представляющий собой цельнолитой объект, или деформируемый, чаще всего встречающийся в виде проволоки, или отрезка ленты;
- Каково процентное содержание цинковой составляющей в данном сплаве;
- На поверхности изделий из латуни присутствует окисная пленка, требующая верного выбора флюса, который должен содержать более активные компоненты и быть способен к растворению покрытия. В связи с этим классический флюс и его применение могут быть не оправданны в случае работы с латуниевым сплавом.
 Наиболее целесообразно использовать флюс, содержащий, к примеру хлористый цинк;
Наиболее целесообразно использовать флюс, содержащий, к примеру хлористый цинк; - Под воздействием высоких температурных режимов, сплав латуни начинает активно выделять цинк, что приводит к пористости шва.
Какими характеристиками должен обладать флюс для пайки медных труб
На качество шва и прочность спаивания медных труб влияют характеристики флюса и их правильный подбор с учетом состава припоя и, следовательно, температуры его плавления. Флюсы представляют собой вещества, активно вступающие в химические реакции с окислами, и инертные к элементам, составляющим припой. Их температура плавления ниже, чем у меди.
Положительные качества флюса для пайки медных труб:
- легко наносится на поверхность;
- имеет однородную консистенцию;
- хорошо смачивает поверхность;
- очищает от оксидов;
- имеет вязкость меньше, чем у припоя;
- не разрушается при нагреве;
- после пайки равномерно растекается по поверхности шва;
- не взаимодействует с медью;
- не образовывает соединения с припоем.

Расплавленный флюс всплывает наружу, не оставаясь в шве. Он соединяется с припоем, покрывая зону пайки и защищая шов от окисления до полного остывания. Он должен равномерно ложиться на трубу в холодном состоянии и очищать ее при нагреве от окислов, не образуя поры.
ВЫБОР МАТЕРИАЛОВ ДЛЯ ПАЙКИ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
Флюс
Основной функцией флюса в процессе пайки латуни в домашних условиях является ликвидация покровной пленки с поверхности изделия и недопущение ее появления в перспективе. Выбор флюса зависит от того, с какой именно латунью предстоит работать: двух-или многокомпонентной. В первом случае подойдет сочетание соляной, или борной кислоты с хлористым цинком. Для спайки многокомпонентных латуней состав подбирается более сложный. Так, например, для работы со сплавами, содержащими в составе свинец и кремний, целесообразно использовать смесь бора, фтора и калия. Наиболее рекомендуемыми марками флюсов принято считать: ПВ-209(работа при температуре от 700 до 900 градусов), ПВ-209-х(работа от 650 до 800 градусов) и готовый производственный состав «Бура».
Помимо уже готовых производственных флюсов, можно использовать составы домашнего приготовления:
- Жидкие смеси. Классический вариант такого состава включает в себя:74% воды, 1% соляной кислоты и 25% хлорида цинка. Альтернативный вариант состоит из: 20гр. порошковой буры, 20гр. порошка борной кислоты и 200 мл воды. Все порошковые составляющие перед добавлением воды тщательно перемешиваются. Непосредственно перед использованием смесь подвергается кипячению и остужается;
- Пастообразные смеси. Наиболее распространенный состав пасты включает в себя: 16% канифоли и 4% цинка, смешанных с 80% вазелина для технических целей.
Применение флюсов домашнего приготовления в большинстве своем оправданно в случаях, если спайку произвести необходимо в кратчайшие сроки, а возможности приобрести профессиональное средство на данный момент нет.
Припой
Суть работы припойных материалов заключается в проникновении припоя, температура плавления которого ниже, чем у спаиваемых материалов, внутрь контактных поверхностей и соединение их после застывания. Достаточно часто в качестве припоя используются олово и свинец. Однако, стоит учесть, что подобное соединение не будет отличаться высокими показателями прочности и эстетической привлекательностью. Выбор наиболее подходящего припоя напрямую зависит от типа сплава и его составляющих. Так, для сплавов, в составе которых преобладает медь, наиболее целесообразны припои: серебряные ПСр-12 и ПСр-72, латунные ПМц36 и ПМц-54 и медно-фосфорные. Сплавы, большую процентную составляющую которых берет на себя цинк, требуют использования серебряных припоев не ниже ПСр-40.
Достаточно часто в качестве припоя используются олово и свинец. Однако, стоит учесть, что подобное соединение не будет отличаться высокими показателями прочности и эстетической привлекательностью. Выбор наиболее подходящего припоя напрямую зависит от типа сплава и его составляющих. Так, для сплавов, в составе которых преобладает медь, наиболее целесообразны припои: серебряные ПСр-12 и ПСр-72, латунные ПМц36 и ПМц-54 и медно-фосфорные. Сплавы, большую процентную составляющую которых берет на себя цинк, требуют использования серебряных припоев не ниже ПСр-40.
Учитывая нюансы и некоторую прихотливость сплавов латуни, разработано достаточно большое количество профессиональных припоев для работы именно с латунью.
Наиболее популярные припои при пайке латуни дома:
- Медно-цинковые. Наиболее подходит для сплавов с высоким содержанием меди. При работе с таким припоем необходимо учитывать, что рабочая температура достаточно высока и может составлять 825(ПМЦ-36), 880(ПМЦ 48 и ПМЦ54) и более градусов;
- Серебряные.
 Такой припой содержит до 40% серебра, его отличают высокие показатели твердости. Наиболее распространены припои ПСР12, ПСр 72 и ПСр40 и выше для сплавов с большим содержанием цинка. В целом же такой тип припоя считается универсальным;
Такой припой содержит до 40% серебра, его отличают высокие показатели твердости. Наиболее распространены припои ПСР12, ПСр 72 и ПСр40 и выше для сплавов с большим содержанием цинка. В целом же такой тип припоя считается универсальным; - Медно-фосфорные. Наиболее распространены марки МФ1, МФ2, МФ3. Медно-фосфорные припои так же считаются универсальными, обладают хорошей пластичностью и электропроводимостью, но уступают серебрянным в прочности. Их преимуществом является достаточно низкая стоимость;
- Медные сплавы. Их использование наиболее оправдано, когда требуется создать шов высокого уровня прочности. Самой распространенной маркой считается LCUp-6-универсал.
Как припаять медь к латуни
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия. Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Пайка латуни обеспечивает получение надёжного и качественного соединения деталей.
Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца.
В ряде случаев при изготовлении твердого припоя для латуни используется одно олово.
Пайка латуни
Латунь как материал известна достаточно давно. Хорошие физические и химические свойства позволили ей получить широкое распространение.
У латунных деталей тоже периодически возникают дефекты (трещины, отверстия, изломы). Эти проблемы можно решить с помощью пайки.
Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ.
Пайка латуни
Основные сведения о латуни
Латунь по своему составу бывает двойной или многокомпонентной. Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк выполняет функции основного легирующего компонента.
Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать.
Поэтому очень важно бывает знать, с каким составом латуни приходится работать.
Это необходимо, чтобы определить условия и специфику пайки.
Латунь
Современная латунь классифицируется по следующим показателям:
В зависимости от химического состава:
- Двухкомпонентные сплавы. В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом. Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
- Многокомпонентные. Их ещё называют специальные. Такие сплавы содержат большое количество добавок. Они маркируются двумя заглавными буквами и цифрами. Например, марка ЛА77-2. Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).

МЕТОДЫ ПРОГРЕВА ЛАТУНИ
Газовая горелка
Данное приспособление удобно прежде всего тем, что не требует наличия электроэнергии и способно обеспечивать нагрев без прямого контакта с припоем.
Этапы процесса работы с горелкой:
- Металлы подлежащие спайке очищаются от загрязнений, обрабатываются флюсовым составом и разогреваются на асбестовой пластине;
- Спаиваемые объекты плотно совмещаются краями;
- Место будущего шва повторно обрабатывается флюсом, равномерно наносимым кистью послойно;
- Припой в виде стружки ровным слоем наносится на место соединения;
- Пламя горелки регулируется до необходимой мощности. В начале работ, пламя устанавливается малоинтенсивным для начального легкого прогрева, необходимого, чтобы припой схватился с поверхностью;
- Интенсивность пламени увеличивается и происходит основной нагрев при температуре от 700 до 750 градусов, в результате которого латунь приобретает красный цвет;
- После полного расплавления припоя, горелка выключается и изделие остужается;
- Оценка полученного шва считается положительной, если шов не имеет ярко выраженных отличий от основной поверхности;
- Очистка изделия от остатков флюса.

Паяльник
Для проведения работ необходимо наличие паяльника мощность которого составляет не менее 1000ВТ. Средняя температура необходимая в этом случае составляет 500 градусов. Все остальные этапы спаивания аналогичны работам с газовой горелкой. Единственным нюансом, может являться необходимость использования твердого припоя при спаивании меди и латуни. В этом случае лучше использовать спайку при низких температурах, при помощи паяльника с мощностью не превышающей 100ВТ и ортофосфорной кислоты. В качестве припоя лучшие результаты показывает оловянно-свинцовый вариант с маркировкой ПОс-60.
В чем преимущества пайки металлов перед свариванием?
Рассмотрим, а какие же именно преимущества нам дает пайка металлов, в отличие от сварки:
- Первое и самое главное преимущество заключается в том, что спаиваемые металлы не нагреваются до температуры плавления. Плавится только припой. В результате этого не нарушаются химические свойства металлов, они не теряют своих характеристик;
- Перед пайкой металлов нет необходимости более тщательно подготавливать заготовки, как это делается в случае сварки;
- Можно использовать простое и неприхотливое оборудование для пайки, которое не такое требовательное к питанию домашней электросети.

Ну и что касается прочности пайки, то она практически ничем не уступает сварке. Таким образом, пайка металлов является отличным вариантом для выполнения ремонтных работ или изготовления сложных конструкций.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПАЙКЕ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ
При учете того, что работать приходится с высокими температурами и, зачастую, на весьма ограниченном пространстве, необходимо строго соблюдать технику безопасности. Для этого все свариваемые составляющие должны быть надежно зафиксированы, а руки и лицо мастера защищены средствами индивидуальной защиты. В качестве защитных приспособлений используются очки и перчатки. Причем желательно, чтобы последние не были изготовлены из синтетических материалов, способных возгораться и оплавляться. Помимо этого стоит учитывать, что некоторые виды флюсов могут обладать достаточно ярко выраженным, специфическим запахом. Особенно стоит обратить на это внимание людям, склонным к аллергическим реакциям или имеющим заболевания дыхательной системы. В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.
В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.
Отвечая на вопрос: «как паять латунью в домашних условиях«, можно ответить, что сам же процесс спайки латуни не составит сложностей, в случае, если будут неукоснительно соблюдены все необходимые условия и учтены все нюансы работы с латунью. Причем особенное внимание уделяется многокомпонентным сплавам и сплавам с высоким содержанием цинка, создающего на поверхности металла пленку, способную значительно усложнить весь ход работы.
Правильная пайка латуни в домашних условиях
Латунные детали, в отличие от стали, легко обрабатывать, и именно благодаря этому полезному качеству сплава становится возможной пайка латуни в домашних условиях, без обращения к промышленным методам. Для создания самых разнообразных вещей необходима пайка – соединение проводов и металлических деталей. Для правильной пайки латуни необходимо наличие газовой горелки, графитового тигля, асбестового основания, а также серебра, меди и борной кислоты.
Пайка латуни значительно легче пайки стали, что позволяет осуществлять ее в домашних условиях.
Подготовка к спайке латунных изделий
Чтобы очистить сплав, можно использовать щавелевую кислоту. Если ее не оказалось под рукой, можно посмотреть различные бытовые средства. Они наносятся на изделия из латуни, после чего она довольно быстро начнет темнеть. Затем можно избавиться от налета, взяв тонкую щетку и почистив детали в обычной воде. Вслед за этим понадобится сода, которой засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Щавелевая кислота используется для очистки сплава.
Чтобы паять латунь наиболее эффективно, не стоит использовать обычную оловянную пайку, так как после ее применения остаются довольно заметные следы. Помимо этого, она не может похвастать большой прочностью. Для того чтобы паять латунь, рекомендуется использование другого способа, который обеспечивает повышенную надежность. Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку. Производится помещение тигля в емкость с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Помимо этого, она не может похвастать большой прочностью. Для того чтобы паять латунь, рекомендуется использование другого способа, который обеспечивает повышенную надежность. Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку. Производится помещение тигля в емкость с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Вернуться к оглавлению
Припои для спайки деталей из латуни
Пайка газовой горелкой должна производиться крайне аккуратно, при максимальной температуре в 700 градусов.
Латунные детали, которым требуется спайка, размещаются на асбестовом основании. Соединенные детали посыпаются припоем, нарезанным мелкими кусками и предварительно заточенными. Затем соединение аккуратно нагревается с использованием газовой горелки. Эта работа должна выполняться максимально аккуратно. При спайке деталей температура должна плавно подходить к определенному уровню. Максимально допустимый уровень является 700-градусным, если же его преодолеть, можно столкнуться с безнадежной порчей всех деталей. Когда необходимо спаять крупные и массивные детали, их нагрев должен быть постепенным во избежание негативных последствий. При спайке мелких и тонких деталей процесс нагрева происходит в очень короткие сроки, поэтому важно внимательно относиться к нему.
Конечно, обычная пайка оловом производится гораздо проще, чем подобным методом, однако именно благодаря ему надежность и прочность спайки латунных деталей будет гораздо более высокой. Важно помнить о некоторых особенностях пайки латуни, например, об испарении цинка в очень горячем состоянии.
Готовое изделие промывается горячей 3%-ой серной кислотой.
Если проводится обычная низкотемпературная спайка, при которой применяется припой с содержанием свинца и олова либо другие тиноли, оксидную пленку необходимо удалять с металлических поверхностей. Здесь возможно использование канифольно-спиртовых или более активных флюсов. Чтобы обработать латунь с большим содержанием цинка, например, Л63, необходимо использовать флюс, в состав которого входит хлористый цинк. Важно помнить о том, что у латуни одни из худших качеств плавления с оловянно-свинцовыми припоями.
Не стоит надеяться, что пайка, при которой применяются оловянно-свинцовые припои латуни Л63, приведет к качественным соединениям. Их прочность сцепления и качество будут уступать меди, если условия будут одни и те же. Показатель предела прочности по отношению к медным деталям, спаянным при помощи олова, будет достигать 90 МПа, а к латунным – не достигнет и 60 МПа. Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
При высоком уровне цинка возможно использование припоя ПСр 40. Применение фосфористых припоев является совершенно непригодным, потому что существует большая вероятность проявление соединения паяного шва, имеющего низкую пластичность. Это объясняется образованием фосфидов цинка, отличающихся своей хрупкостью. Также очень распространен твердый припой, применяемый при соединении крупных изделий, например, для работы с латунными и медными трубами и отопительными системами в целом. Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Это объясняется образованием фосфидов цинка, отличающихся своей хрупкостью. Также очень распространен твердый припой, применяемый при соединении крупных изделий, например, для работы с латунными и медными трубами и отопительными системами в целом. Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Вернуться к оглавлению
Дополнительные рекомендации
Смешивать компоненты паяльной пасты, используя проволоку, рекомендуется лишь после полного расплавления серебра и меди.
Самостоятельно создать графитовый тигель можно, используя графитовые угли. Дело в том, что графитовые угли применяются как контактные элементы в троллейбусах, и их вполне несложно отыскать: для этого подойдут конечные остановки электротранспорта. Размеры тигля довольно небольшие – 2×2 см. Создание его вручную происходит довольно легко, и это приведет к значительному упрощению рабочего процесса.
Для осуществления пайки следует использовать какой-либо теплостойкий материал. Полученные швы по ярко выраженному цвету должны быть идентичны спаиваемым деталям. Когда рабочий процесс подходит к концу, полученное изделие тщательным образом промывается, чтобы убрать флюс. Для промывки наилучшим средством является горячая 3%-ая серная кислота. При соблюдении этих рекомендаций можно надеяться на самый положительный результат. Процесс сплавки может быть достаточно быстрым и произведенным в домашних условиях.
Полученные швы по ярко выраженному цвету должны быть идентичны спаиваемым деталям. Когда рабочий процесс подходит к концу, полученное изделие тщательным образом промывается, чтобы убрать флюс. Для промывки наилучшим средством является горячая 3%-ая серная кислота. При соблюдении этих рекомендаций можно надеяться на самый положительный результат. Процесс сплавки может быть достаточно быстрым и произведенным в домашних условиях.
7 шагов для сварки латуни с латунью — WeldingBoss.com
В целях прозрачности мы хотели бы, чтобы вы знали, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте через ссылки и рекламу.
Итак, вы хотите сварить латунь с латунью. Работа с латунью — это простой процесс для обучения, и это также очень полезно, потому что латунь выглядит фантастически в сочетании с деревом или другими металлами. Латунь можно использовать для создания деталей или даже всей автоматики, если вы строите двигатель. Как только вы научитесь работать с латунью и сваривать ее, вы будете делать много красивых изделий!
Как только вы научитесь работать с латунью и сваривать ее, вы будете делать много красивых изделий!
Как сварить латунь с латунью? Можно выполнять пайку методом TIG, а также пайку латуни с латунью. Чтобы сделать это эффективно, вы должны сначала знать, как резать, манипулировать и паять латунь, чтобы вы могли ее сваривать. С латунью очень легко работать, и, поскольку ее можно паять и спаивать, сварка латунных деталей вместе (эффективно и эстетично) довольно проста, если вы понимаете основные этапы работы с латунью.
Поскольку сегодня в Интернете не так много информации о сварке латуни с латунью, мы создали это руководство, чтобы помочь вам в обучении. Ниже мы расскажем, как резать латунь перед ее сваркой, как работать с латунью, чтобы подготовить ее к сварке, а также как сваривать и паять латунь.
Рекламные ссылкиЕсли вы уже знакомы с начальными этапами и имеете опыт сварки TIG, вот видео о процессе.
https://youtu.be/7udYchu6CscВидео не может быть загружено, так как JavaScript отключен: TIG Brazing Brass | TIG Time (https://youtu. be/7udYchu6Csc)
be/7udYchu6Csc)
Если вам нужен урок по основам, ознакомьтесь с нашей подробной статьей о том, что такое сварка TIG и как начать ее изучение, здесь. Для получения дополнительной информации о латуни, продолжайте читать!
Подготовка к сварке: резка латунных деталей
Понимание того, как резать латунные детали, является первым шагом в процессе обучения сварке двух латунных деталей. Вам нужно знать, как манипулировать латунными изделиями, с которыми вы планируете работать, и первой частью этого является понимание того, как вы можете резать свои латунные детали.
К счастью, когда вы режете латунные детали для подготовки к следующему сварочному проекту, у вас есть несколько вариантов. Тем не менее, существуют различные типы изделий из латуни. Итак, если вы хотите знать, как правильно резать, вам нужно знать, какие у вас есть варианты для резки различных видов латуни.
Различные виды латунных деталей, с которыми вам, скорее всего, придется работать, включают латунные стержни, которые можно разрезать кусачками или ножовкой, латунные трубки, которые можно разрезать пилой или труборезом, и латунные листы, которые можно разрезать ножовкой или ножницами. Но сначала мы начнем с различных методов, которые вы можете использовать для резки латунного стержня.
Но сначала мы начнем с различных методов, которые вы можете использовать для резки латунного стержня.
Могу ли я просто использовать Dremel или Torch Cut the Brass?
Короче говоря, вы можете!
Вам понадобится твердая рука с листовым металлом, но я предпочитаю дремель со стержнями и трубками. Если вы уже выполняете TIG-сварку, держать латунный лист твердой рукой не должно быть проблем.
РекламыМне нравится мой Dremel 4300 (посмотрите его на Amazon ниже). Это быстрый и точный способ нарезать латунь по мере необходимости.
Резка латунного стержня перед сваркой
Когда дело доходит до резки латунного стержня, у вас есть два варианта инструментов, которые вы можете использовать для резки. Вам понадобятся либо кусачки, либо ножовка. Ниже мы опишем, как можно резать латунь обоими инструментами.
Кусачки и латунный стержень
Если у вас есть очень маленькие кусочки проволоки или стержня, то для резки латуни вам понадобятся только кусачки. Однако, если у вас есть больший калибр, вам может понадобиться более массивная пара кусачек или даже болторезы, если деталь довольно большая. Вы можете использовать любой из этих инструментов, если вы вставите стержень в челюсти, прежде чем резать.
Однако, если у вас есть больший калибр, вам может понадобиться более массивная пара кусачек или даже болторезы, если деталь довольно большая. Вы можете использовать любой из этих инструментов, если вы вставите стержень в челюсти, прежде чем резать.
Рекламные ссылкиЕсли вы используете кусачки для резки латуни, иногда, в зависимости от типа используемых кусачек, у вас могут остаться острые концы после завершения резки. Если это произойдет, не забудьте напилить, отшлифовать и отшлифовать конец только что отрезанного куска, пока он не станет плоским.
Ножовка и латунный стержень
Если у вас есть ножовка и вы хотите отпилить больший кусок, вы все равно сможете отрезать латунный стержень. Во-первых, поместите стержень, который вы планируете резать, в тиски и убедитесь, что он надежно удерживает заготовку. Затем отрежьте как можно ближе к тискам, чтобы уменьшить вибрацию.
Также всегда помните, что ножовка — это двуручный инструмент. Итак, когда вы используете ножовку, положите одну руку на ручку, а другую руку на раму пилы. Вы режете пилой, когда отводите инструмент от себя. Итак, начните резать крошечными движениями, начиная с лезвия, которое находится ближе всего к ручке. После того, как вы сформировали канавку для лезвия, продолжайте использовать вес рук и тела при каждом ударе.
Вы режете пилой, когда отводите инструмент от себя. Итак, начните резать крошечными движениями, начиная с лезвия, которое находится ближе всего к ручке. После того, как вы сформировали канавку для лезвия, продолжайте использовать вес рук и тела при каждом ударе.
Рекламные объявления Когда вы разрезаете латунный стержень, чтобы подготовить его к сварке, вам не нужно будет сильно нажимать ножовкой вниз. Сосредоточьтесь на длинных, устойчивых движениях и использовании всей длины лезвия, а не на резких рывках. Сосредоточьтесь и держите его медленно, когда вы разрезаете металл. Таким образом, вы не прорежете то, что не собирались резать.
Резка латунных трубок перед сваркой
Теперь, когда мы дали вам некоторые рекомендации по резке латунных стержней, мы перейдем к латунным трубкам. Если вы планируете работать с латунными трубками при сварке, вам нужно знать, как их разрезать, прежде чем вы начнете сваривать детали. Вы можете разрезать латунную трубку, распилив ее или используя труборез. Мы обсудим оба метода более подробно ниже.
Мы обсудим оба метода более подробно ниже.
A Пила и латунные трубки
Одним из способов резки латунных трубок является использование маленькой или большой пилы по металлу. Мы рекомендуем разрезать латунную трубку внутри стусла. Вставьте трубку в один из пазов на стусле и начните резать. Пила пройдет через трубу и разрежет обе стенки одновременно.
Когда это произойдет, ваша пила может заклинить, а это означает, что теперь вам будет трудно распилить трубку. Вместо этого постарайтесь избежать застревания пилы, поворачивая трубку от себя во время резки. Таким образом, вы пропиливаете только одну часть трубы за раз.
A Труборез и латунная трубка
Вы можете приобрести труборез в любом местном хозяйственном магазине, и этот резак поможет вам разрезать любые имеющиеся у вас металлические трубки, в том числе латунные. Если у вас есть труборез, вам нужно зажать инструмент в трубке. Итак, во-первых, поместите инструмент там, где вам нужно резать. Затем вы несколько раз переместите инструмент вокруг трубки.
После этого нужно немного повернуть ручку, чтобы лезвие снова вошло в трубку, и снова повернуть. Вам нужно будет повторять этот процесс, пока ваша трубка не разделится. Убедитесь, что вы не затягиваете ручку слишком сильно, иначе трубка может выглядеть гофрированной, когда вы ее обрежете.
Если трубка выглядит так, как будто один из ее концов обжат, вы можете использовать коническую развертку, чтобы решить эту проблему. Вам нужно будет подпилить загнутый конец или отшлифовать его, чтобы закончить. Кроме того, убедитесь, что вы отрезали кусок задолго до того, как начнете процесс, на тот случай, если вам понадобится отшлифовать его из-за загнутого конца.
AdvertisementsВот рекомендуемый труборез:
Резка латунных листов перед сваркой
Последний тип латуни, который вам нужно научиться резать перед сваркой, — это латунные листы. Листы латуни можно резать ножницами или ножовкой. Ниже мы рассмотрим каждый из этих методов.
Ножницы и латунный лист
Ножницы — отличный инструмент для резки латунного листа. Мы рекомендуем использовать авиационные ножницы, если они у вас есть, которые обычно бывают трех типов: правый, левый и прямой. Вы можете использовать тип прямой резки для резки кривых, если вы делаете это снаружи. Когда вы вырезаете круг, убедитесь, что вы обрезаете углы детали, пока она не станет похожа на круг. После этого используйте внутреннюю часть челюстей для последнего изогнутого разреза.
Мы рекомендуем использовать авиационные ножницы, если они у вас есть, которые обычно бывают трех типов: правый, левый и прямой. Вы можете использовать тип прямой резки для резки кривых, если вы делаете это снаружи. Когда вы вырезаете круг, убедитесь, что вы обрезаете углы детали, пока она не станет похожа на круг. После этого используйте внутреннюю часть челюстей для последнего изогнутого разреза.
A Ножовка и лист латуни
Вы также можете использовать ножовку для резки листа латуни. Если вы собираетесь использовать ножовку, вам нужно поместить латунь между двумя кусками фанеры и зажать все части тисками. Древесина должна удерживать металл на месте, пока вы его режете. Если вы хотите отметить линию на латуни, используйте кусок фанеры на одной стороне латуни. Помните, что вы должны нажимать только тогда, когда используете ножовку.
Теперь, когда вы понимаете, как резать различные типы латуни при подготовке к сварке латуни с латунью, мы рассмотрим, как можно согнуть латунь и придать ей форму, прежде чем вы начнете сваривать латунные детали вместе.
Подготовка к сварке: сгибание латуни
После того, как вы порежете латунь, вам, скорее всего, потребуется согнуть ее, прежде чем вы сможете сварить латунные детали вместе. Итак, мы рассмотрим некоторые подходы к изгибу латунных стержней, труб и листов. После того, как вы согнули латунь и поработали с ней, вы будете готовы перейти к последнему шагу — сварке латуни с латунью, о чем мы расскажем подробнее чуть позже.
Изгиб латунной проволоки перед сваркой
Латунную проволоку легко согнуть плоскогубцами. Поместите проволоку в плоскогубцы и держите их в одной руке, а другой рукой манипулируйте другой частью проволоки. Если вы хотите изогнуть проволоку бюстгальтера и придать ей форму, вы можете обжимать, сгибать, а затем отпускать стержень в определенных точках по мере его сгибания. Чем ближе интервалы, тем круче ваша кривая.
Если вы хотите создать острую кривую, лучше использовать для этой работы круглогубцы. Вам нужно начать с сгибания стержня в челюсти. Вы также можете использовать пару плоскогубцев в каждой руке, если хотите получить очень острый изгиб.
Есть несколько вариантов плоскогубцев для формовки металла, которые могут помочь вам согнуть проволоку любой формы, и вы можете сделать большинство таких же изгибов, просто используя одну пару плоских острогубцев вместе с несколькими круглогубцами. носовые плоскогубцы. Однако, если вы чувствуете, что плоскогубцы ухудшают внешний вид ваших изгибов и оставляют следы, подумайте о приобретении плоскогубцев с нейлоновыми накладками.
Сгибание латунного стержня перед сваркой
Если у вас очень тяжелый латунный стержень, вам следует подумать об использовании приспособления для гибки, чтобы сэкономить время. Вы можете установить приспособление на скамейку, а затем зажать его. Когда вы используете приспособление, вам нужно вставлять удилище в пазы или колышки. Затем вы будете использовать свои руки, чтобы согнуть стержень и манипулировать им в этой области приспособления. Таким образом, вы сможете использовать обе руки, и вам не нужно беспокоиться о появлении на проводе следов инструмента.
Таким образом, вы сможете использовать обе руки, и вам не нужно беспокоиться о появлении на проводе следов инструмента.
Изгиб латунных трубок перед сваркой
Изгиб латунных трубок является одним из самых трудных для изучения способов, когда вы готовитесь к сварке. Это потому, что латунная трубка может легко перегибаться и ломаться. Мы рекомендуем использовать пружинный гибочный станок для этого типа материала. Возьмите пружинный гибочный станок, который подойдет к трубе, которую вы планируете сгибать. Переместите его на трубку и отцентрируйте в том месте, где вы собираетесь сделать изгиб.
Теперь обеими руками согните трубку и сильно надавите большими пальцами на изгиб. Если вы также можете использовать другую пружину с трубкой, вы добьетесь еще большего успеха, когда попытаетесь согнуть латунь.
Сгибание латунных листов перед сваркой
Сгибание металлического листа — тоже непростая задача. Однако некоторые инструменты могут помочь упростить весь процесс. Поместите латунный лист между двумя кусками фанеры и зажмите их тисками. Теперь возьмите другой кусок дерева и используйте его, чтобы надавить на латунь, чтобы вы могли создать изгиб. Используя деревянный брусок, вы должны иметь возможность оказывать давление на весь край, который вы хотите согнуть, не испортив металл.
Поместите латунный лист между двумя кусками фанеры и зажмите их тисками. Теперь возьмите другой кусок дерева и используйте его, чтобы надавить на латунь, чтобы вы могли создать изгиб. Используя деревянный брусок, вы должны иметь возможность оказывать давление на весь край, который вы хотите согнуть, не испортив металл.
Теперь, когда мы обсудили различные методы резки латуни и гибки латуни перед сваркой, мы перейдем к обсуждению того, как сваривать и припаивать латунь к латуни.
Сварка латуни с латунью
Теперь, когда вы знаете все о том, как подготовить латунные детали, разрезав и согнув их перед сваркой, вы готовы научиться сваривать эти латунные детали вместе. Сварка латуни очень проста, потому что вы можете использовать паяльные материалы для завершения сварки.
Ниже приведены некоторые предметы, которые вам понадобятся, прежде чем вы научитесь сваривать латунь с латунью:
- Молоток
- Огнеупорные кирпичи
- Пинцет
- Напильник по металлу
- Кусочки латуни
- 12 Припой T2 1229 T2
- Флюс марки TIX
- Абразивная подушечка
- Инструмент для третьих рук
- Бутановая горелка для пайки/сварки
- Салфетки со спиртом
Теперь, когда вы знаете, какие материалы вам понадобятся, когда вы начнете сваривать латунь с латунью, мы опишите типы припоя и флюса, которые мы будем использовать для завершения этого сварочного проекта.
Припой для сварки
Для этих этапов сварки мы будем использовать более мягкий припой от производителя Tix. Этот припой используется многими людьми, которые ремонтируют часы и много занимаются сваркой латуни. Мы решили использовать Tix, потому что это более мягкий припой с более низкой температурой плавления. Когда вы свариваете латунь, вам понадобится более мягкий припой с более низкой температурой плавления, потому что более высокие температуры делают латунь обесцвеченной и неровной, а мы хотим этого избежать.
Советы по успешному использованию припоя при сварке
Прежде чем мы рассмотрим этапы сварки латуни с латунью с помощью припоя, мы рассмотрим несколько советов по успешному использованию припоя при сварке.
Совет №1: Убедитесь, что все детали подходят друг к другу.
Когда вы используете припой при сварке, припой действует как тип клея. Он способен очень хорошо удерживать два куска латуни вместе. Когда вы соединяете части вместе, вы должны убедиться, что ваши две части занимают много места на поверхности. (Ваши математические навыки, найденные здесь, помогут вам в этом).
(Ваши математические навыки, найденные здесь, помогут вам в этом).
Если вы сможете разделить больше места на поверхности, вы получите более прочный припой. Ваш припой не будет прочным, если у вас есть большие зазоры между вашими деталями или если ваши детали плохо подходят друг к другу.
Совет № 2. Убедитесь, что вы тщательно очистили детали.
Никогда не забывайте о важности чистки медных деталей. Если их не чистить, то они плохо сварятся. Если вам нужна прочная пайка, вам нужно убедиться, что все ваши латунные детали чистые.
Совет № 3. Убедитесь, что все детали надежно закреплены во время сварки припоем.
Убедитесь, что ваши фигуры не двигаются и не теряют баланс. Прежде чем начать использовать припой для сварки, убедитесь, что все детали из латуни надежно скреплены вместе.
Совет № 4: нагревайте детали для сварки, а не припой
Когда многие люди используют для сварки припой, они забывают, что припой не нужно плавить. Вместо этого вам следует нагревать две детали, которые вы хотите сварить, до тех пор, пока они не достигнут точки плавления припоя. После этого вы сможете перемещать припой к горячей части, а затем в швы, чтобы сварить детали вместе.
После этого вы сможете перемещать припой к горячей части, а затем в швы, чтобы сварить детали вместе.
Совет № 5: Подготовка важна при использовании припоя для сварки
Одна из основных причин, по которой у людей возникают проблемы со сваркой латуни с латунью при пайке, заключается в том, что они не тратят время на подготовку всего (например, резки, гибки, и т. д.) в шагах, которые мы описали выше.
Помните, что всякий раз, когда вы свариваете для пайки, вы будете тратить большую часть своего времени на подготовку к пайке, а не обязательно на сварку. Поэтому уделите особое внимание подготовке.
Сварка и пайка латуни к латуни, шаг за шагом
Теперь, когда вы понимаете, как подготовить детали из латуни путем их сгибания и резки, мы познакомим вас с процессом сварки латуни с латунью с помощью припоя.
Шаг 1. Подготовьте рабочее место
Сначала вам необходимо подготовить рабочее место. Вы также должны убедиться, что приняли во внимание безопасность.
Возьмите что-нибудь легковоспламеняющееся и уберите его с рабочего места. Убедитесь, что вы находитесь в хорошо проветриваемом помещении, или соберите несколько вентиляторов, чтобы выдувать пары.
Шаг 2. Очистите детали из латуни
Теперь вам понадобится наждачная бумага, напильник, наждачная ткань, губки Scotch-Brite или что-то еще, что вы захотите использовать, чтобы очистить латунные поверхности. что вы свариваете. Неплохо иметь при себе щетку из стекловолокна, чтобы можно было чистить труднодоступные места.
Помните, что некоторые изделия из латуни покрыты слоем прозрачного лака, чтобы они оставались яркими. Однако, когда вы соединяете латунные детали, вам необходимо удалить лак, иначе вы не сможете использовать припой для их эффективного соединения.
После того, как вы очистите кусочки латуни, прикончите их, протерев спиртом. Спирт должен помочь избавиться от частиц, мусора и масла, оставшихся на латуни. Когда вы закончите это, уберите спирт подальше от своего рабочего места (помните, спирт легко воспламеняется) и дайте медным деталям высохнуть, прежде чем начать.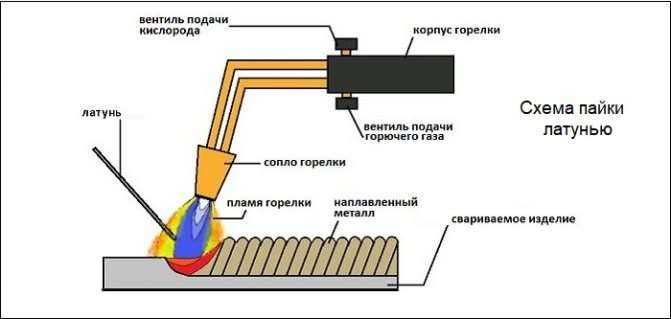
Шаг № 3. Установите детали на место
Вам нужно будет взяться за зажимы, чтобы вы были готовы скрепить латунные детали. Вы также можете использовать высокие Т-образные штифты для соединения деталей или более тяжелых металлических предметов.
Что бы вы ни решили, убедитесь, что ваши фигуры находятся в правильном положении. Кроме того, помните, что ваши детали будут очень горячими, поэтому не следует подносить что-либо близко к месту сварки.
В противном случае он может поглотить тепло и испортить сварной шов.
Шаг 4: Используйте флюс
Ранее мы упоминали, что для этого процесса следует использовать припой TIX. Припой TIX имеет флюс, который выглядит как прозрачная жидкость.
Флюс TIX поставляется с бутылочкой и кистью. Хотя вы можете подумать, что кисть выглядит удобно, это не так. Кисть перемещает флюс в неправильные места, поэтому мы не рекомендуем ее использовать.
Это потому, что припой захочет попасть туда, куда вы поместили флюс.
Если вы пытаетесь сделать это плотно, вы можете взять очень тонкую проволоку и нанести небольшое количество флюса туда, куда вы хотите.
Все, что вам нужно, это несколько капель, и вы получите капиллярное действие, которое поможет втянуть жидкость между двумя вашими латунными деталями.
Кроме того, если вам нужна небольшая дополнительная помощь для этого шага, TIX предлагает антифлюс, который вы можете применять везде, где вы хотите избежать припоя.
Шаг № 5: Подготовка припоя к сварке
Теперь вам нужно подготовить припой к сварке. Сколько припоя вы хотите использовать и где вы его размещаете, это простой процесс, и вам не нужно ничего трогать, пока вы это делаете.
Поскольку круглая проволока для припоя очень толстая и может скатиться с латунных деталей, мы рекомендуем использовать молоток, чтобы полностью расплющить проволоку припоя. Используя этот метод, вы сэкономите много припоя.
После того, как вы сгладите полоски, вам нужно отрезать крошечную часть от плоской области, а затем с помощью пинцета нанести припой на шов, который вы свариваете. После этого капните флюс на припой.
После этого капните флюс на припой.
Однако всегда старайтесь не допускать попадания флюса на инструменты, так как флюс вызывает ржавчину.
Шаг № 6. Возьмите свою горелку
Теперь вам нужно правильно очистить сварочную горелку и заставить припой течь к головке, которую вы делаете с помощью горелки.
Когда вы нагреваете детали, припой будет течь к ним, поэтому убедитесь, что вы нанесли припой повсюду, чтобы сварить детали.
Сначала вам нужно включить факел, а затем уменьшить пламя. Используя этот режим низкой температуры, нагрейте латунные детали. Достичь одинаковой температуры обеих латунных деталей в одно и то же время может быть сложно, особенно если одна больше другой.
Итак, вам нужно спланировать поджигание каждой части пропорционально размеру каждой части. Чем больше кусок латуни, тем больше тепла вам нужно будет применить к нему.
Как только вы доведете латунные детали до нужной температуры, вы увидите, что припой растекается примерно за секунду и растекается по шву и другим участкам, на которые нанесен флюс.
Припой попадет в соединение и будет выглядеть блестящим. Когда увидишь это, убери пламя. Вам не нужно больше тепла.
Шаг № 7: Охладите детали и очистите их
Теперь вам нужно дать припою остыть в течение нескольких минут. Как только вы узнаете, что он остыл, вам нужно будет промыть латунные детали в раковине, чтобы избавиться от лишнего флюса. Теперь высушите вашу деталь и очистите ее, чтобы у вас не осталось лишнего припоя.
Как только это будет сделано, вы должны успешно сварить латунь с латунью.
Заключительные мысли
Помните, что при сварке латуни с латунью большую часть времени вы потратите на подготовку латунных деталей, а не на их сварку. Латунь требует серьезной подготовки для резки и гибки, но как только вы это сделаете, процесс сварки станет довольно простым.
Пайка меди и латуни: как паять альтернативные металлы
Вероятно, из-за роста стоимости серебра в последнее время на форумах было много шума о пайке меди, а также о пайке меди с серебром или латунью, что меня тоже заинтересовало. Вот несколько замечательных советов и предложений по пайке меди и латуни, которые я узнал из этих постов от опытных участников Interweave и Гранильный журнал Ювелирный художник знатоков.
Вот несколько замечательных советов и предложений по пайке меди и латуни, которые я узнал из этих постов от опытных участников Interweave и Гранильный журнал Ювелирный художник знатоков.
Серьги из тулита и сетки от Лекси Эриксон.
Паяльная медь: правильно используйте правильную горелку
«Карандашные горелки не выделяют достаточно тепла для быстрой пайки меди. Если вы собираетесь использовать бутановую горелку, попробуйте получить одну из более крупных горелок. и иметь как можно большее пламя на вашей горелке, как вы можете получить.Медь действительно трудный металл для пайки из-за окисления, которое образуется на поверхности.Кроме того, если вы используете серебряный припой, старайтесь использовать только легкие или легкие-легкие, как они плавятся при несколько более низких температурах, чем средние или твердые». (отправлено пользователем BogIron)
Отличный совет по пайке независимо от того, какой металл вы используете: «Помните, горелка не плавит припой; горелка нагревает металл, что, в свою очередь, вызывает растекание припоя».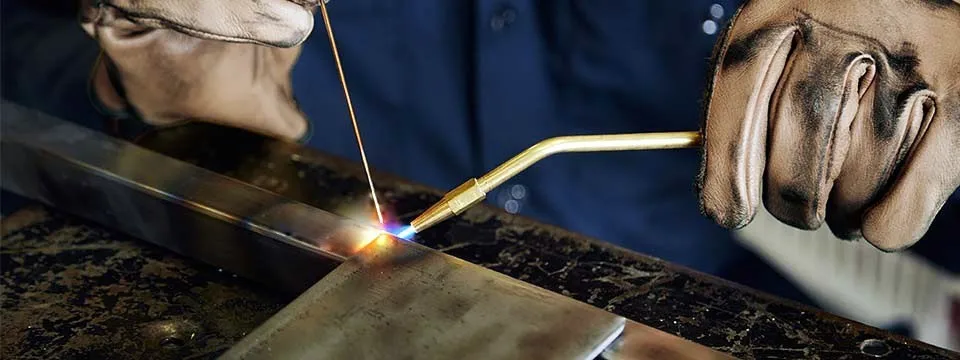 (опубликовано Lapidary Journal Jewelry Artist , сотрудничающими редакторами Томом и Кей Бенхам)
(опубликовано Lapidary Journal Jewelry Artist , сотрудничающими редакторами Томом и Кей Бенхам)
Медь для пайки: используйте правильный припой
Подвеска Southwest Spirit от Лекси Эриксон.
«Я также обнаружил, что использование очень легкого серебряного припоя было для меня уловкой … поэтому мне нужно было всего лишь поднять температуру до 820 ° F и соединять медь со стерлинговым стерлингом [с] небольшой бутановой карандашной горелкой … когда я использовал легкий [серебряный припой], я думаю, что весь флюс испарился до того, как припой и металлы смогли достичь 1200°F». (отправлено членом Ли Энн Уилмот)
“Когда я паяю медь, я использую серебряный припой, а когда я протравливаю свой кусок, я помещаю кусок стали в кислоту, и он покрывает серебряный припой медью… Я использую вязальную проволоку, чтобы покрыть мои медные части, и он отлично работает… Как только сталь выйдет из травления, я верю, что это не повлияет на будущее стерлингового серебра… по крайней мере, у меня никогда не было проблем, когда я вынимал сталь». (сообщено пользователем JanineB@7)
(сообщено пользователем JanineB@7)
“После того как вы используете сталь в травильном котле, она фактически удаляет остатки меди из предыдущих травильных ванн. Так что ваш травильный раствор почти как новый!” (отправлено участником Cat_P)
Медь для пайки: успешное травление
Каратиум и лента из стерлингового серебра, автор Кэтрин Рихерт.
Если после травления ваша латунь не такая медная, «смешайте раствор из двух частей перекиси водорода [с] тремя частями белого уксуса [и] замочите в нем деталь на 20–30 минут, и латунь снова станет латунной. Он удаляет медь с латуни. Не храните его в закрытом контейнере… Возможно, вам придется использовать щетку, чтобы удалить коричневый гранж». (сообщил участник LeeAnne70)
После пайки латунью, «вместо травления, чтобы удалить старый флюс, я просто варю его в простой воде, а не травлю. на поверхность, вы выводите медь на передний план, удаляя цинк из латуни, и вы получаете розовый цвет, поэтому я просто помещаю свой в кипящую воду, чтобы растворить старый флюс».
