Как запаять медную трубку в домашних условиях: Как паять медь в домашних условиях: запаять трубы пропановой горелкой
alexxlab | 03.04.2023 | 0 | Разное
как запаять медную трубку для отопления, для кондиционеров газовой горелкой, припой
Использование труб из меди актуально в отоплении, водоснабжении и подводе газа к потребителям. Способность выдерживать высокое давление, и минимальная толщина стенки позволяет создавать компактные и эффективные трубопроводные системы. Пайка меди — наиболее технологичный способ герметизации стыков.
Содержание
- Способы пайки
- Низкотемпературная пайка
- Высокотемпературный метод
- Оборудование, инструменты и приспособления
- Материалы
- Флюс
- Припои
- Соединительные фитинги
- Технология пайки медных труб
- Отрезка труб
- Нанесение флюса
- Стыковка перед пайкой
- Низкотемпературный способ
- Высокотемпературный способ
- Техника безопасности
- Ошибки при пайке
- Виды медных труб
- Как соединить медные трубки без пайки
Способы пайки
Минимальный зазор в соединении фитинг-труба должен быть заполнен металлом, способным выдерживать температурное расширение и скачки давления. Поэтому паять медь — технологически, верно, это создаст монолитный узел. Качественная пайка редко разгерметизируется, надежность соединения высокая. Существует две методики спайки.
Поэтому паять медь — технологически, верно, это создаст монолитный узел. Качественная пайка редко разгерметизируется, надежность соединения высокая. Существует две методики спайки.
Низкотемпературная пайка
Заполнение зазора между деталями происходит при температуре, не превышающей порог в 450 градусов. Еще одно название — пайка мягким методом. В технологическом процессе задействуется припой на основе олова и свинца с низкой температурой плавления. Швы, формируемые при таком методе работы, имеют ширину от 7 до 50 мм. Несмотря на то, что пайка мягкая, способ имеет ряд плюсов:
- Низкотемпературный припой и малый нагрев исключает возможность отжига меди. Это сохраняет заводские характеристики металла и продлевает срок службы всей системы.
- Соединить при температуре до 450 градусов можно медные трубы с сечением от 6 мм до 108 мм. Этого достаточно для работ в домашних условиях.
Сфера применения метода — для отопления, подвода воды с температурой жидкости внутри трубопровода не более 130 градусов. Такой способ не подходит для создания газопроводов.
Такой способ не подходит для создания газопроводов.
Высокотемпературный метод
Соединение медных трубок методом высокой температуры требует начальной подготовки. Пайщик медных труб подготавливает флюс и припой. Последний в своем составе содержит более тугоплавкие металлы — в смеси содержится определенный процент меди и серебра.
Рабочая температура для пайки — свыше 450 градусов. Шов формируется устойчивый и твердый. Соединения подойдет для стыков, которые подвергаются механическим воздействиям. Пайка медных труб высокой температурой отличается устойчивостью к нагреву соединения — разгерметизация в этом случае не произойдет.
Твердый процесс пайки сопровождается отжигом меди, трубка и сам стык становятся менее прочными за счет умягчения. Для снижения рисков разогретый стык должен пройти естественное остывание. Запрещается использовать воду или воздушный обдув.
Для снижения рисков разогретый стык должен пройти естественное остывание. Запрещается использовать воду или воздушный обдув.
Соединение фитингов и медных трубок твердым припоем выполняется на сечениях от 12 до 159 мм. Именно этот способ задействован при работе с газом: магистралями и подводящими участками до потребителей. Для водопровода этим способом соединяются трубки от 28 мм в диаметре. Допускается разогревать теплоноситель и применять в системах охлаждения с температурами свыше 130 градусов.
Оборудование, инструменты и приспособления
Соединение пайкой медных трубок требует наличия определенного списка оборудования и инструментов. Для качественной подготовки применяют:
- Труборез ручной — позволяет выполнять раскрой трубы под прямым углом. Может оставлять небольшую фаску, завальцовывать рез.
- Устройства снятия фаски — используется после трубореза. Служит для очистки заусенцев, стружки. Восстанавливает номинальный диаметр трубки после реза, если ее немного смяло.

- Расширитель — используется, если медь отожженная. Позволяет увеличить диаметр трубки и вставить одну деталь в другую без фитингов.
- Ерш по размеру трубы и специальная губка. Зачищает окислы, подготавливает поверхность для нанесения флюса.
- Газовая горелка. Устройства делятся на бытовые, позволяющие паять не толстые медные трубы в домашних условиях, и промышленные, для ответственных узлов и конструкций.
В зависимости от вида работ, инструмент должен быть подобран: под диаметр труб, тип припоя, вид трубопровода. Например, пайка медных проводов может быть выполнена феном.
Материалы
Трубопровод соединяют с использованием:
- флюса;
- припоя;
- фитингов — можно исключить, если применяется расширитель трубок.
Все расходники делятся на подвиды по составу, свойствам, размерам.
Флюс
Чтобы запаять стык качественно, особое внимание потребуется уделить флюсу. Если соединить с нагревом медь и олово без флюса — прочного и герметичного соединения не добиться. Он подбирается по способам — бывает низкотемпературным и высоко температурным.
Он подбирается по способам — бывает низкотемпературным и высоко температурным.
Флюс необходим, потому что:
- удаляет окислы, способные ухудшить качество соединения;
- защищает зону пайки от атмосферного кислорода;
- увеличивает адгезию припоя;
- помогает равномерно распределить припой.
В качестве флюса можно применить паяльную пасту — густую смесь из всех основных компонентов для пайки. Ее удобнее наносить и удержать на трубке до нагрева и введения припоя.
Припои
Припой подбирается исходя из предназначения трубопровода. Промышленность предлагает массу твердых и мягких сплавов, чтобы паять медные фитинги и трубы. Припой с низкой температурой плавления можно использовать в домашних условиях. Пайщик медных труб может использовать обычную портативную горелку.
При работе с припоем важно не перегреть стык — при перекале паяемый металл может вытечь, сделав стык негерметичным. Капиллярная пайка предполагает разогрев флюса до изменения цвета с последующим введением припоя. В этом случае металл буквально втягивается в обрабатываемый стык, полностью заполняя.
В этом случае металл буквально втягивается в обрабатываемый стык, полностью заполняя.
В основном материал для пайки содержит олово с включением меди, сурьмы, серебра. Лучший вариант — серебросодержащий припой. Материал на основе олова и свинца вреден и не используется из соблюдений требований безопасности.
Для производства высокотемпературных работ используются припои с медью и фосфором. Особенность данного припоя — соединение двух медных трубок не потребуетс флюса. Стык будет прочный и правильный за счет вхождения в состав меди — будет наблюдаться равное тепловое расширение.
Пайка медных труб с твердым припоем в виде стержней производится на основании диаметра стыка. Для толстых — применятся утолщенные прутки, для тонких трубок подойдет проволока в 2-3 мм толщиной.
Соединительные фитинги
Если невозможно расширить стык и выполнить соединение двух медных трубок одну в одну, можно использовать фитинги. Размер таких деталей подбирается по диаметру трубки и раструб не требует дополнительного изменения геометрии. По форме выделяются:
По форме выделяются:
- Угловые отводы.
- Стыковочные муфты.
- Тройники.
- Отводы с резьбой — для присоединения потребителей к трубопроводу.
Сварка разных медных трубок может быть произведена с помощью редукционных фитингов с изменяющимся диаметров. Основной недостаток — цена фитинга, влияющая на стоимость исполнения трубопровода.
Отдельная категория фитингов продается с уже нанесенным припоем -в форме валика внутри стыка. Такое изделие остается только соединить с трубкой и прогреть.
Технология пайки медных труб
Качественные швы — результат того, как пайщик медных труб изучит весь рабочий процесс. Если внимательно и старательно выполнить каждый этап — все получится даже у новичка. Навыки пригодятся при ремонте труб, восстановлении систем охлаждения холодильников. Весьма востребована в летнее время — пайка течей медных труб для кондиционеров.
Отрезка труб
Отрезка труб может производиться ручным труборезом, болгаркой, ножовкой по металлу. Главное условие — сохранение геометрии среза. Для этого с края металла удаляется стружка, завернутые края выравниваются специальным инструментом. Перед нанесением флюса стык совмещается — детали должны входить друг в друга без заеданий. Можно провернуть стык внутри.
Главное условие — сохранение геометрии среза. Для этого с края металла удаляется стружка, завернутые края выравниваются специальным инструментом. Перед нанесением флюса стык совмещается — детали должны входить друг в друга без заеданий. Можно провернуть стык внутри.
Нанесение флюса
Перед нанесением флюса:
- Внутренняя часть стыка обрабатывается ершом по размеру трубки (для малых диаметров). Трубы большого диаметра внутри стыка обрабатываются специальной губкой.
- Конец трубки, идущей в стык, обрабатывается специальным материалом- жетской губкой.
Шероховатость после такой обработки позволяет флюсу лучше держаться на поверхности. Паста наносится на наружною часть трубы равномерно, без пропусков.
Если рассматривается ювелирная пайка, то флюс должен быть удален после самого процесса спайки. Также после остывания изделие необходимо промыть.
Стыковка перед пайкой
После соединения стыка производится взаимный поворот двух деталей друг относительно друга для равномерного заполнения флюсом всего стыка. Остатки снаружи трубы удаляются ветошью.
Остатки снаружи трубы удаляются ветошью.
Сварка медных трубок производится в неподвижном состоянии стыка, поэтому детали располагаются на удобной негорючей подставке.
Низкотемпературный способ
Подробный порядок действий — в видео ролике.
Сварка любых медных трубок таким способом происходит с применением припоя и флюса низких температур. Для быстрого нагрева подойдет бытовая горелка с баллончиком газа.
Осторожно — газовый баллон при перевороте дном вниз может резко увеличить факел, поэтому нагрев производится в одной плоскости.
Зажженную горелку наводим на стык и равномерно прогреваем, немного смещая в стороны. В это же время припоем, размотанным из катушки, касаемся края стыка — флюс должен начать изменять цвет, прислоняем пруток к флюсу.
Отводим горелку от стыка. За счет капиллярного эффекта металл распределится по стыку, а припой изменит цвет с серого на серебристо оловянный.
На заметку: некоторые пайщики медных труб утверждают, что капля внизу стыка указывает на наполненность капиллярного шва. На практике это чаще всего подтверждается, но не стоит вводить слишком много припоя — паянный стык за это время может перекалиться.
Важно в процессе нагрева не перекалить стык. Иначе флюс выкипит и не даст припою заполнить стык полностью — соединение придется очищать и паять медную трубу заново, что не очень удобно.
Остывание проводится естественным образом. До момента охлаждения стыка трогать его запрещается, чтобы не испортить работу.
Работать можно не только газовой горелкой, спаять трубки можно феном, паяльником со щипцами. Ограничение нагрева — примерно 450 градусов.
Допускается соединять подобным образом медь с латунью, медь с нержавейкой.
Высокотемпературный способ
Сварка двух медных трубок данным образом потребует применения профессиональной горелки. В качестве заправки баллона — пропан+ацетилен, или ацетилен с воздухом.
В качестве заправки баллона — пропан+ацетилен, или ацетилен с воздухом.
Пайщики медных труб советуют делать быстрый прогрев всего стыка — высокая температура пламени не должна перекалить металл. Цвет пламени — ярко-синий, нагревается труба большого диаметра по всей длине окружности.
В процессе прогрева медный стык изменит цвет с обычного на темно-вишневый, это говорит о достижении порога температуры в 750 градусов. Теперь в рабочую зону можно вносить припой. Для ускорения разогрева от деталей горелка кратковременно подносится к прутку, а итоговое плавление происходит от накаленного стыка. Обязательное условие — полное заполнение шва припоем.
Труба или фитинг остывают в естественных условиях. После охлаждения остатки флюса стираются — чтобы исключить окисление металла рядом со стыком после пайки твердыми припоями. Подробнее — в видео.
Техника безопасности
Чтобы правильно и безопасно паять медные трубы, необходимо соблюдать ряд правил техники безопасности:
- Медь активно проводит тепло.
 Поэтому все детали, если их необходимо придерживать, берутся в руку только в рукавице или с помощью специальных клещей.
Поэтому все детали, если их необходимо придерживать, берутся в руку только в рукавице или с помощью специальных клещей. - Флюс — химически активный состав. Нельзя допускать попадание данной смеси на кожу и слизистые оболочки. Если это произошло, потребуется быстро промыть участок кожи водой.
- Одежда подбирается из материалов, плохо воспринимающих горение. Рукава — не болтаются.
- Место выполнения пайки медной трубы должно хорошо проветриваться, чтобы пары флюса не стали причиной ожога дыхательных путей или отравления.
- Готовые стыки протираются или промываются, ветошь с остатками флюса утилизируется.
- Газовые горелки контролируются на герметичность и хранятся в безопасных местах между применением.
- При работе другим оборудованием, потребуется подождать остывания. При охлаждении после работы медного паяльника до 20 градусов его можно убрать.
- Припой для пайки меди в расплавленном состоянии может стать причиной ожогов — нельзя допускать каплепадения.

Ошибки при пайке
Чаще всего промахи в работе допускают начинающие мастера. Чтобы шов при пайке был качественным, следует учесть следующие распространенные ошибки:
- стыковка двух элементов с дефектами от резки или заводским браком;
- плохая очистка рабочих плоскостей и обезжиривание;
- не качественный прогрев всего стыка;
- спаиваемые детали должны иметь определенную ширину шва, диапазоны имеют следующий вид — трубы от 6 до 108 мм должны иметь стыки от 7 до 50 мм;
- перекал стыка и разрушение флюса;
- спаянные детали проверяются до полного остывания.
Необходимо учитывать все нюансы и начать практиковаться на обрезках. Для того, чтобы получить минимальный опыт, достаточно создать 3-5 стыков. Ювелирная пайка предполагает тренировочные операции с ломом драгоценных металлов. Мастер должен научиться понимать, как паять и чем паять тот или иной тип дефекта на изделии.
Виды медных труб
Медная труба представлена в двух разновидностях:
- отожженная;
- неотожженная.

Процесс изготовления отожженной трубы заключается в ее нагреве после создания до 600-700 градусов. Таким образом возвращается эластичность металла. Такие трубы более гибкие, им не так страшно расширение воды при замерзании.
Минус — сниженная прочность ввиду нагрева. Для пайки медных труб такого типа подойдут мягкие припои.
Неотожженая труба на порядок прочнее, но изогнуть ее не получится. Поэтому, если монтируется отопление или система теплый пол, подводки к коллекторами и отводы на котел выполняются с использованием фитингов.
Отожженная медь продается бухтами — 10-25-50 м. Неотожженная — прямыми кусками 2.5 — 3 м.
Как соединить медные трубки без пайки
Для соединения медных труб без флюса и припоя можно использовать специальные обжимные фитинги. Они позволяют быстро создать герметичные и прочные стыки без нагрева, используя ручной инструмент.
У обжимных фитингов есть два недостатка: высокая стоимость и возможность ухудшения герметичности. Со временем металл может прожаться и придется применять либо новый фитинг, либо обрабатывать трубу и паять ее одним из методов, описанных выше.
Со временем металл может прожаться и придется применять либо новый фитинг, либо обрабатывать трубу и паять ее одним из методов, описанных выше.
Сварочный провод – паяем алюминий и медь обычной горелкой.
Всем привет! Обычно цветные металлы сваривают в аргоновой среде, при этом дуга обеспечивает температуру для плавления алюминиевого прутка(не менее 660 °C), а аргон препятствует попаданию кислорода в рабочую зону, чтобы избежать окисления поверхностей, иначе прочного соединения не получится. Но можно использовать низкотемпературный сплав, в который уже добавлен флюс, нейтрализующий окисление. Температура плавления данного прутка всего 360 °C, так что можно работать с обычной портативной горелкой, при этом шов получается довольно прочным. Тестирование под катом.
Характеристики.
На странице продавца только указана температура плавления 360 °C и что не нужно использовать дополнительный флюс.
Но вообще он напоминает Castolin 192FBK, у которого температура плавления на 80 градусов выше, так что приведу в пример еще и его характеристики:
Диаметр: 2,0 мм, длина: 500 мм
Мягкий припой ISO 3677: ~B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 430-440
Рабочая температура ºС: 440
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид.

Белый пакет
Внутри зип-пакет с проволокой и инструкцией
Диаметр 2 мм, длина 3 метра. Немного жестче, чем алюминиевый пруток такого же диаметра.
Сделан в виде трубки, в центре которой можно разглядеть флюс. При многократном сгибании лопается вдоль.
Инструкция простая — греть поверхность и натирать припоем.
Переходим к практике.
Для начала проверил температуру плавления. При 360 ºС размягчается, но не очень текуч, а вот при 400 плавится как олово, так что температура плавления действительно ниже, чем у Castolin 192FBK.
Далее возьмем алюминиевую трубку, отпилим кусок и попробуем частично запаять
И что-то идет не так. Припой собирается в шарики и скатывается по поверхности. Я встречал множество гневных отзывов от людей, получившись подобный результат, мол проще оплавить деталь, чем запаять щель в ней.
Но нужно понимать, что флюс хоть и защищает от окисления, но не снимает многолетнюю оксидную пленку, так что обязательно необходимо зачистить поверхность, после чего процесс идет как по маслу
Из-за флюса поверхность мутнеет.
Немного потер щеткой. Довольно неплохо, при желании можно снять лишнее.
Деталь хорошо прогрелась, та что припой протек и с внутренней стороны стыка.
Тестируем. При нормальной сварке разрыв не должен происходить по шву, так и получилось
Крупнее справа
И слева. Тут видно, что трубка начала рваться над швом.
Помимо алюминия можно паять и медь. У нее теплопроводность выше, так что процесс идет гораздо быстрее.
Вид немного портит мутная пленка, но она легко убирается
Снизу так же хорошо протекло
Но соединение получается не такое прочное, как при работе с алюминием. Не без труда, но трубку удалось оторвать, при чем можно разглядеть, что сорвало верхний слой, как будто припой въелся на десятую миллиметра. Даже подумал, что трубка с медным напылением, но потер поверхность щеткой и она снова приобрела медный блеск.
Итоги.
Заказал данный лот просто из интереса, но опыт получился занятным.
Температура плавления практически вдвое ниже температуры плавления алюминия, так что для работы хватит температуры обычной газовой горелки и риск оплавить деталь сводится к минимуму.
Шов получается довольно прочным, так что это неплохая альтернатива аргоновой сварке, особенно если нет других вариантов, а результат нужен вот прям сейчас.
Так же припой хорошо обволакивает поверхность, что позволяет легко устранять порывы трубок из цветных металлов и радиаторов в автомобилях, холодильном оборудовании. Правда у меня нет возможности проверить это под большим давлением, но 8 Атмосфер медная трубка из обзора выдержала. Запаивал торец и пропиленную щель сбоку.
При желании можно использовать его для надежной спайки толстых медных или алюминиевых проводников.
Но с крупными деталями может быть проблема. Во время прогрева места спайки, тепло будет отводиться на остальную часть корпуса, что заметно замедляет процесс и можно перегреть узлы, которые не должны перегреваться — втулки, сальники, прокладки.
Так же стоит упомянуть, что есть лоты с более низкой стоимостью, но в интернетах пишут, что «это обман и лучше данного образца в мире нет». Тем не менее я заказал еще пару в другом месте за $5, но что-то они не трекаются, может не получу их, но если доедут, сделаю небольшое сравнение — возможно и не стоит переплачивать.
Я не сварщик, так что извиняюсь если кого-то заденет моя терминология, старался объяснять «на пальцах» и просто хотел поделиться, вдруг кто-то как и я до некоторого времени не знал о существовании такого припоя )
Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
сантехника – Почему припой не плавится на медной трубе?
спросил
Изменено 2 года, 2 месяца назад
Просмотрено 6к раз
У меня есть медная труба диаметром 3/4 дюйма на открытом воздухе (задний двор, над землей), и я добавляю пару тройников для разветвления в другом месте. У меня уйма времени, чтобы расплавить припой. Мой следующий шаг заключается в том, чтобы пропустить припой и использовать укус акулы (дорого). Есть идеи, почему это так сложно? Даже если труба, с которой я работаю, удалена из системы (таким образом, внутри абсолютно нет воды), все равно не повезло.
У меня уйма времени, чтобы расплавить припой. Мой следующий шаг заключается в том, чтобы пропустить припой и использовать укус акулы (дорого). Есть идеи, почему это так сложно? Даже если труба, с которой я работаю, удалена из системы (таким образом, внутри абсолютно нет воды), все равно не повезло.
- Я не знаю возраст трубки.
- я использую
- Бензоматический пропан (не мапп).
- Бензоматический бессвинцовый припой для сантехники с серебряным припоем
- Бензоматический водорастворимый флюс для сантехники, не содержащий свинца
- Старые трубы зеленые (окисление), но стыки чищу проволочной щеткой.
- Фитинги абсолютно новые.
Редактировать: Да, я нагреваю соединение трубы и (пытаюсь) нанести припой на противоположную сторону нагрева. Моя первая попытка пайки год назад была успешной, основное отличие заключается в том, что в помещении или на улице.
- сантехника
- наружная
- медь
9
Трубу необходимо чистить, пока она не станет светлой. Проволочная щетка может недостаточно хорошо выполнять эту работу; Я использую наждачную бумагу с тканевой основой (она же наждачная ткань) для работы. Он имеет ширину около 1,5 дюймов и поставляется в рулоне длиной в несколько футов. Я не сантехник, но я использую его регулярно — для вашего случайного или одноразового использования подойдет и обычная наждачная бумага на бумажной основе. Может быть, 80 грит или около того.
Проволочная щетка может недостаточно хорошо выполнять эту работу; Я использую наждачную бумагу с тканевой основой (она же наждачная ткань) для работы. Он имеет ширину около 1,5 дюймов и поставляется в рулоне длиной в несколько футов. Я не сантехник, но я использую его регулярно — для вашего случайного или одноразового использования подойдет и обычная наждачная бумага на бумажной основе. Может быть, 80 грит или около того.
Перегрев трубы не менее опасен, чем недогрев трубы. Если он перегреется, возможно, вам придется дать ему остыть, затем отшлифовать его и повторить попытку.
Убедитесь, что гнездо фитинга тоже чистое (а также не перегревалось ранее). Их сложнее хорошо чистить!
Откройте газовый клапан на горелке, чтобы было много пламени. Он должен издавать хороший шум и выбрасывать плотный синий конус пламени длиной примерно 3-4 дюйма.
Мне нравится выпрямлять около 4 дюймов припоя из рулона, наносить флюс на обе части соединения, собирать, а затем удерживать пламя на одном конце трубы, время от времени касаясь кончиком припоя противоположного конца. сторона трубы. Другими словами, держите припой подальше от прямого воздействия пламени. Когда труба станет достаточно горячей, чтобы расплавить припой, уберите пламя и продолжайте наносить капли припоя на соединение. Добавляйте больше тепла только в том случае, если припой перестанет течь до того, как он полностью обернет соединение.
сторона трубы. Другими словами, держите припой подальше от прямого воздействия пламени. Когда труба станет достаточно горячей, чтобы расплавить припой, уберите пламя и продолжайте наносить капли припоя на соединение. Добавляйте больше тепла только в том случае, если припой перестанет течь до того, как он полностью обернет соединение.
По правде говоря, я никогда не пользовался MAPP. Пропан мне всегда помогал. Хотя головка горелки может иметь значение. Я использую Victor TurboTorch, как показано ниже. Прошло много времени с тех пор, как я видел, как горит горелка Bernzomatic, но я думаю, что TurboTorch дает более широкое/большее пламя. (Изображение предоставлено производителем, www.esabna.com)
2
4 совета для успешной пайки.
- Физически чистый – для меди это ярко-блестящий светло-розовый
цвет, достигаемый с помощью абразивных средств. Даже новые фитинги нуждаются в очистке — они не поставляются в кислородонепроницаемой упаковке.

- Химически чистый – флюс.
- Достаточно горячий, чтобы расплавить припой (труба, никогда не подносите пламя непосредственно к припою) – поднесите пламя к соединению и припой к соединению вдали от прямого пламени. Когда он начинает мазать, это близко.
- Но не слишком горячо, иначе вы сожжете флюс и окислите медь, после чего вам нужно разобрать его и начать заново с точки 1.
Теперь вы почти наверняка находитесь в точке 4, если какое-то время безуспешно пытались расплавить припой.
1
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.
Джеймс Далли: Шаги по самостоятельной пайке медных фитингов | Дома и образ жизни
Опубликовано вДома и образ жизниот Джеймс Далли
Обновлено
(Иллюстрация Боба Каст / Creators.com)
Дорогой Джеймс: Мы переделываем нашу гостиную и добавляем небольшой бар. Я могу легко установить пластиковую водосточную трубу, но есть ли у вас какие-либо советы по пайке медных трубопроводов?
— Брианна Г.
Дорогая Брианна: Попытка припаять фитинги для медных труб в первый раз может быть пугающей. На самом деле это довольно легко сделать при правильной подготовке деталей. Вы будете работать с пропановой горелкой, чтобы нагреть трубу, поэтому всегда держите поблизости огнетушитель и ведро с водой.
Не бойтесь паять. Фактический процесс использует капиллярное действие, похожее на то, как растения впитывают влагу через свои корни. Это действительно весело смотреть. Когда труба нагревается и припой плавится, капиллярное действие втягивает его в соединение.
Сантехнические работы с медью — одна из задач, требующая планирования перед попыткой припаять любую из труб. Отрежьте и согните все трубы и сначала аккуратно соедините их вместе.
Отрежьте трубу простым и безопасным труборезом, который вращается вокруг трубы. Каждый раз, когда вы вращаете его, затягивайте его немного сильнее, пока он не прорежется. Сначала делайте это медленно, пока не почувствуете, как его использовать. Не расстраивайтесь, если вы раздавите свой первый, второй, третий кусок. Вы поймете это в конце концов.
После сборки разберите детали. Чистота и подготовка поверхности важны для правильной работы капиллярного эффекта. Не приступайте к этой задаче, если вы торопитесь, потому что в конечном итоге вы потратите вдвое больше времени на ее переделку. Я знаю по опыту.
Используйте наждачную ткань или мелкую наждачную бумагу, чтобы очистить конец трубы. Он должен быть ярким, когда вы закончите. Будьте осторожны, если вы используете наждачную бумагу, чтобы не удалить много материала. Если соединение между фитингом и трубой ослаблено, припой не протянется должным образом.
Возьмите щетку для фитингов и очистите внутреннюю поверхность фитингов, где проходит труба, пока она не станет яркой. Сдуйте пыль и наденьте фитинг на конец трубы. Это должно быть красивое плотное прилегание.
На этом этапе я всегда подкладываю пару листов алюминиевой фольги под место, где планирую паять. Как только вы припаяете кусок или два, у вас не будет проблем, но в первый раз может капнуть немного горячего припоя. Пленка помогает защитить пол.
Откройте маленькую банку пасты-флюса и нанесите тонкий слой на конец трубы и внутреннюю часть фитинга. Когда флюс нагревается во время пайки, он химически очищает поверхности для хорошего сцепления.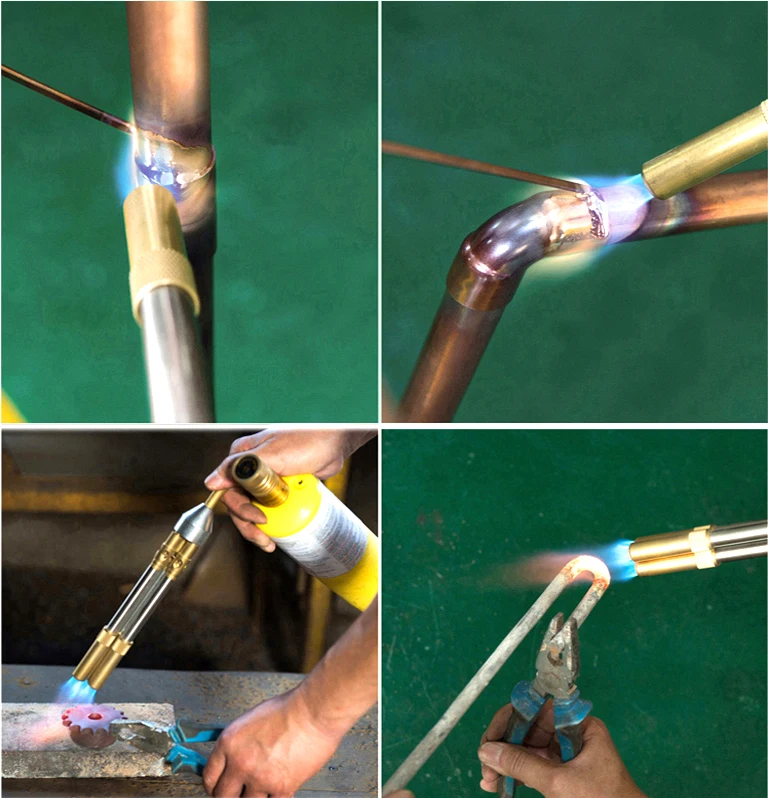 Это не опасно для использования, но держите его подальше от глаз.
Это не опасно для использования, но держите его подальше от глаз.
Теперь вы готовы к пайке. Наденьте фитинг на трубу и зажгите пропановую горелку. Нагревайте фитинг, а не трубу. Маленькое голубое пламя внутри большого пламени должно касаться фитинга. Флюс начнет пузыриться. Не перегревайте его, иначе вы можете сжечь флюс, что сделает его неэффективным.
Как только флюс перестанет пузыриться, обычно через 20 секунд, прикоснитесь припоем к соединению. Он должен начать таять практически мгновенно. Уберите пламя и наблюдайте, как припой растворяется в соединении. Нанесите припой максимум на пять секунд.
На этом этапе вы можете использовать проволочную щетку, чтобы счистить лишний расплавленный припой, который висит на стыке. Этот дополнительный припой не проблема, просто это не похоже на профессиональную работу. Подождите несколько минут, пока труба остынет, прежде чем включать воду, иначе вы можете выдуть припой.
— Джеймс Далли — инженер-механик, заядлый любитель «сделай сам» и обозреватель национального синдицированного сайта Creators.