Как заварить алюминий электродом: Сварка алюминия электродами инвертором: как варить правильно
alexxlab | 15.04.2021 | 0 | Разное
Как сварить алюминий алюминиевым электродом
Практически каждый сварщик. независимо от своего опыта, когда-нибудь сталкивался со свариванием алюминия. Для этого используются специальные электроды, которые имеют в своей основе алюминиевый стержень. У многих людей возникают трудности с тем, что им сложно правильно производить сваривание алюминия.
Для того, чтобы у Вас не возникало никаких трудностей, лучше всего использовать электроды Unitor ALUMIN-351N, которые предназначены специально для сварки алюминия. С его помощью можно сваривать алюминиевые листы, трубы, крышки, поршни и многое другое.
Главное условие сваривания алюминиевых изделий этими электродами является толщина металла не менее 2 миллиметров. Если Вы собираетесь производить сваривание алюминия толщиной более 3 миллиметров, то Вам нужно обязательно сделать V-образную канавку под углом 60 градусов. В этом случае воздушный зазор должен быть не менее 1 и не более 3 миллиметров.
При сваривании алюминиевого изделия используйте постоянный ток положительной полярности. Если же Вы собираетесь производить сваривание литых или крупных деталей, то обязательно разогрейте их до температуры около 300 градусов. Непосредственно в самом процессе сваривания, электрод должен находиться под небольшим углом наклона или вертикально. Конец электрода должен перемещаться по направлению сварочного шва.
Самым предпочтительным положением сваривания электродами Unitor ALUMIN-351N является нижнее положение. Сварочная дуга должна быть короткой, а сварка как можно быстрее. Когда Вы оборвали сварочную дугу, то очистите поверхность металла от шлаковой корки и продолжайте сваривание. Следующий валик сварки должен перекрывать предыдущий примерно на 1 сантиметр.
Как видите, производить сваривание алюминия не очень сложно. В отличие от свари чугуна, алюминий – это мягкий металл, который не лопается при резком понижении температуры, но в то же время и очень легок как в работе, так в своем весу. Простота сваривания алюминия показывает, что для того, что бы правильно ее производить, Вам нужно использовать только электроды Unitor ALUMIN-351N, которые позволяют сварить нужное Вам изделие не только быстро, но и качественно.
Также для сваривания алюминия не требуется каких-то особенных навыков сваривания, потому что по сравнению со свариванием чугуна – алюминий сварить очень просто. Главное – это следовать рекомендациям профессиональных сварщиков. Помимо рекомендаций, которые Вам нужно применять, будьте аккуратны в обращении с металлом.
К примеру, алюминий можно быстро расплавить и испортить материал, а, например чугун, можно перегреть или слишком быстро остудить. Как в первом, так и во втором случае Вы можете испортить свое изделие. Итак, чтобы сварочный процесс происходил быстро, а главное качественно – будьте внимательными и слушайте советы профессионалов.
Как в первом, так и во втором случае Вы можете испортить свое изделие. Итак, чтобы сварочный процесс происходил быстро, а главное качественно – будьте внимательными и слушайте советы профессионалов.
Можно ли сваривать алюминий со сталью?
Можно ли сваривать алюминий со сталью?
В. Можно ли сваривать алюминий со сталью с использованием дуговой сварки стальным плавящимся или вольфрамовым электродом в среде инертного газа (GMAW и GTAW)?
О. В то время как алюминий сравнительно легко скрепляется с большинством металлов адгезивным соединением или механическими способами, для дуговой сварки алюминия с другими металлами, такими как сталь, необходимы особые технологии. При непосредственном приваривании к алюминию методом дуговой сварки таких металлов, как сталь, медь, магний и титан, образуются очень хрупкие интерметаллические соединения. Чтобы избежать формирования таких хрупких составов, были разработаны специальные средства, позволяющие изолировать второй металл от расплавленного алюминия во время дуговой сварки.
Биметаллические переходные вставки. В продаже доступны биметаллические переходные материалы для сваривания алюминия с такими металлами, как сталь, нержавеющая сталь и медь. Такие вставки представляют собой элементы из алюминия, к которому уже прикреплен другой материал. Для скрепления этих разнородных материалов в биметаллическую переходную вставку обычно используются такие методы, как прокатка, сварка взрывом, трением, оплавлением или давлением с подогревом, но не дуговая сварка. Для дуговой сварки переходных вставок из стали и алюминия можно использовать обычные технологии, такие как GMAW и GTAW. Стальная сторона вставки приваривается к стали, а алюминиевая — к алюминию. При сварке следует избегать перегрева вставок, так как это может привести к образованию хрупкого интерметаллического соединения на стыке стали и алюминия внутри вставки.
Покрытие разнородными материалами перед сваркой. Чтобы упростить дуговую сварку стали с алюминием, на сталь можно нанести покрытие. Одним из вариантов является нанесение покрытия из алюминия. Для этого иногда применяется метод покрытия погружением (в расплав алюминия) или пайка алюминия на стальную поверхность. После нанесения покрытия стальной элемент можно приваривать к алюминиевому методом дуговой сварки (при этом необходимо избегать соприкосновения дуги со сталью). При такой технологии сварки используются особые приемы, которые помогают направить дугу на алюминиевый элемент и позволяют расплавленному алюминию из зоны сварки стечь на стальной элемент с алюминиевым покрытием. Еще один метод соединения алюминия со сталью предполагает покрытие стальной поверхности серебряным припоем. После этого выполняется сварка соединения с использованием алюминиевого присадочного сплава (при этом необходимо избегать прожигания слоя из серебряного припоя). Методы сварки на основе покрытия обычно не применяются в случаях, если необходимо обеспечить высокую механическую прочность соединения. Они используются только для герметизации.
После нанесения покрытия стальной элемент можно приваривать к алюминиевому методом дуговой сварки (при этом необходимо избегать соприкосновения дуги со сталью). При такой технологии сварки используются особые приемы, которые помогают направить дугу на алюминиевый элемент и позволяют расплавленному алюминию из зоны сварки стечь на стальной элемент с алюминиевым покрытием. Еще один метод соединения алюминия со сталью предполагает покрытие стальной поверхности серебряным припоем. После этого выполняется сварка соединения с использованием алюминиевого присадочного сплава (при этом необходимо избегать прожигания слоя из серебряного припоя). Методы сварки на основе покрытия обычно не применяются в случаях, если необходимо обеспечить высокую механическую прочность соединения. Они используются только для герметизации.
Электродная сварка алюминия инвертором
Алюминий используется практически во всех промышленных отраслях и производстве, прочно обосновался он и в быту. Этот металл отличает небольшой удельный вес, способность в четыре раза быстрее проводит ток и тепло по сравнению с обычной сталью, высокая прочность.
Не удивительно, что детали из алюминия или сплавов используются практически в любой бытовой технике и предметах быта. Соответственно время от времени их необходимо ремонтировать. И если раньше сварка алюминия инвертором выполнялась исключительно в промышленных условиях, сейчас можно выполнить сварной шов и дома самостоятельно.
Технология инверторной сварки алюминия
Инверторная сварка алюминия в домашних условиях возможна при соблюдении определенных условий. К самому аппарату предъявляются достаточно низкие требования, и основное внимание следует уделить именно расходникам, используемым при проведении сварочных работ по алюминию. Чтобы сделать сварку алюминия возможной, необходимы следующие составляющие:
- Специальные электроды – для работы потребуются расходники с маркировкой ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Электроды с данной маркировкой специально предназначены для обработки материалов с высоким уровнем теплопроводности, в том числе и алюминия.

- Сварочный инвертор для сварки алюминия – для бытового применения подойдет аппарат практически любой производительности.
- Печка для прогревания электродов – в большинстве случаев неудачи связанные со сваркой алюминия связаны с тем, что электроды не были предварительно подготовлены для работы. Прожарка расходников перед использованием является необходимым и обязательным условием обработки алюминия.
При сварных работах с алюминием необходимо учитывать несколько важных особенностей. А именно:
- Оксид алюминия, образующийся на его поверхности, представляет собой тугоплавкую пленку, существенно снижающую возможность обработки материала. Чтобы избавиться от пленки, деталь зачищают с помощью абразива.
- Сам металл и его сплавы не меняет цвет во время нагревания, поэтому контролировать состояние сварочной ванны достаточно сложно.
- Основное правило, которое необходимо соблюдать, используя сварочный инвертор для алюминия – это то, что все работы необходимо выполнять не спеша, обеспечивая необходимое прогревание материала.

- Перегрев металла может привести к деформации. В домашних условиях рекомендовано использовать приставку к сварочному инвертору для сварки алюминиевых сплавов. Приставка позволяет обеспечить лучший контроль над проведением работ и в результате получить на выходе ровный и прочный шов.
Технология сварки черных металлов мало чем отличается от работ с цветными сплавами. При наличии минимальных навыков и умений, справиться с обработкой алюминия можно и в домашних условиях.
Сварочный аппарат-инвертор для алюминия
Инверторные сварочные аппараты для сварки алюминия могут быть разной модификации и иметь отличия в устройстве и конструкции. Теоретически возможно использование электродуговых установок, но чаще всего для работы с алюминием используют полуавтоматы. Модели инверторного типа отличает стабильная подача напряжения, что существенно уменьшает волну дуги и улучшает качество шва.
Модели инверторного типа отличает стабильная подача напряжения, что существенно уменьшает волну дуги и улучшает качество шва.
Специальная приставка к инвертору позволяет осуществлять работы в защитной среде газов практически идентичным образом, как и в сварочных полуавтоматах. Приставка имеет маркировку ТIG, и крупные европейские концерны часто изготавливают свои аппараты с возможностью подключения дополниельного устройства и быстрого перехода в режим использования среды защитных газов.
Как варить алюминий инверторной сваркой
Хотя полуавтоматы используются для работы чаще, чем сварочный аппарат инверторного типа для сварки алюминия, качество шва, получаемого с помощью последнего типа оборудования, несомненно, качественнее и лучше.
Сам процесс проведения работ связан с необходимостью обязательного использования защитного облака газов независимо от того, какое именно оборудование будет использоваться. Поэтому если планируется сварка алюминия инвертором постоянного тока, понадобится предварительно приобрести и установить приставку для аргонодуговой сварки. Осуществляется процесс сварки следующим образом:
Осуществляется процесс сварки следующим образом:
- Подготовительные работы – зачищаются торцы и поверхность обрабатываемой детали. Электроды предварительно прогреваются в печи.
- Сварочные работы – накладывать шов надо медленно, обеспечивая необходимую глубину провара детали. Инверторная сварка по алюминию не терпит спешки. После наложения шва необходимо чтобы подача газа не прекращалась еще около 5 секунд – это предотвратит растрескивание и деформацию шва.
В промышленных условиях для проведения работ используются неплавящиеся электроды для сварки алюминия инвертором и инертный газ. Неплавящиеся электроды обеспечивают равномерное наложение шва и его прочность.
Хотя алюминий является металлом, тяжело поддающимся термической обработке, выполнить ремонт деталей из него или сплавов даже в домашних условиях возможно, при наличии специального оборудования, расходников и определенных навыков и технических знаний. Оптимальным оборудованием для обработки такого металла являются инверторные установки.
Электроды по алюминию – имеющиеся разновидности + Видео
1 Сварочные электроды по алюминию – как варить с их помощью?
Технология соединения алюминия сварочными стержнями обуславливает необходимость тщательной подготовки изделий к данной операции. В обязательном порядке требуется выполнить очистку их поверхности от окислов и любых других загрязнении, а также осуществить профилирование кромок, которые будут свариваться.
Удаление загрязнений и последующее обезжиривание алюминиевых деталей производится при помощи растворителей органического состава или же, если есть такая возможность, в специальных щелочных ваннах. Чаще всего в качестве растворителей применяются такие доступны составы, как “РС-2” и “РС-1”, технический ацетон, “Уайт-спирит”. Приобрести их можно в любом строительном магазине.
Щелочные ванны, впрочем, не очень сложно приготовить самостоятельно. Их стандартный состав следующий:
- чистая вода – 1000 мл;
- сода (кальцинированная) – 50 грамм;
- тринатрийфосфат (технический) – 50 грамм;
- жидкое стекло – 30 грамм.

В этой смеси алюминий перед сваркой обрабатывается максимум пять минут, причем ванну нужно предварительно нагреть до температуры около 65 градусов.
После того как поверхности конструкций, предназначенных для сварки, будут очищены, необходимо заняться удалением оксидной пленки. Данную процедуру проще всего выполнять щетками из металла, щетина коих сделана из небольшой по толщине проволоки (не более 0,1 миллиметра). Затем нужно опять протереть растворителем алюминиевые поверхности.
Все подготовительные (и повторимся – обязательные) мероприятия закончены, теперь можно приступать к сварке. В большинстве случаев она производится с помощью обычного инвертора. Здесь существует небольшая техническая тонкость. Специалисты советуют просушивать перед началом работ сварочные стержни на протяжении 120 минут при температуре +200 градусов.
Сам сварочный процесс ведется на постоянном токе (полярность выбирают обратную). На один миллиметр сечения электрода принимают сварочный ток не более 25–30 ампер. При этом материал подогревают до 250–400 градусов с целью получения шва по-настоящему высокого качества.
При этом материал подогревают до 250–400 градусов с целью получения шва по-настоящему высокого качества.
Выбор конкретного показателя температуры подогрева алюминия зависит от толщины изделия. Чем она больше, тем более высокую температуру требуется обеспечить. Необходимость в подогреве, а затем и в охлаждении медленными темпами металла обусловлена тем, что в данном случае при вполне умеренных токах сварки удается хорошо проплавить материал, снизить коробление и полностью исключить опасность появления кристаллизационных дефектов.
Рекомендуется применять локальный подогрев, если свариваются большие по размерам изделия. А сразу же после завершения сварочной процедуры выполняются такие действия:
- со шва удаляется образовавшийся шлак;
- место соединения обдается горячей водой;
- после этого при помощи стальной щетки выполняют обработку сварного шва.
2 Алюминиевые электроды – как варить ими по разным методикам?
Выбор вида (графитовые, угольные, вольфрамовые) и марки сварочных стержней осуществляют в зависимости от того, какой способ сварки используется. На сегодня их имеется несколько:
На сегодня их имеется несколько:
- Электродуговая автоматическая. Такой способ применяется для сварки встык алюминиевых конструкций толщиной от 4 мм. Выполняется операция электродами плавящегося типа на токе обратной полярности с использованием флюсов, характеризуемых малой величиной электропроводности. Замешивается флюс на растворе воды и карбоксиметилцеллюлозы. Затем его трут на сите и в течение шести часов прокаливают при +300 °С.
- Электродуговая ручная. Применяются металлические и угольные стержни с покрытиями, а также прутки с флюсовым покрытием, которые выполняют функцию присадочного материала. Ручная электродуговая сварка незаменима при отбортовке алюминия малой толщины, для сварки алюминиевых шин и нивелирования браков в отливках. При таком способе сварка ведется на токах прямой полярности.
- В атмосфере аргона (гелия и аргона) при помощи дуги. Эта сварка ведется электродами из вольфрама. Она рекомендована для соединения очень тонких изделий из алюминия (горение дуги отличается стабильностью, что гарантирует высокую результативность операции).
 Процедуру допускается осуществлять и автоматическим, и ручным методом. В первом случае присадка необязательна, а вот при ручной сварке проволоку применяют всегда. Допускается работать по технологии дуговой трехфазной сварки, погруженной и импульсной дугой.
Процедуру допускается осуществлять и автоматическим, и ручным методом. В первом случае присадка необязательна, а вот при ручной сварке проволоку применяют всегда. Допускается работать по технологии дуговой трехфазной сварки, погруженной и импульсной дугой. - Плазменная. Дуга питается переменным током. Процесс отличается высокой скоростью. Выполняется он вольфрамовыми стержнями сечением до 1,5 мм (не менее 0,8 мм). Плазменная сварка алюминия проводится в гелиевой либо аргоновой защитной среде.
3 Электроды для сварки алюминия
Думаем, что с вопросом, как варить алюминий электродом, вы разобрались. Теперь пришло время дать информацию о марках сварочных стержней, с помощью коих проводится соединение алюминиевых изделий. К таковым относят следующие их виды:
- Щелочно-солевые “ОК” (96.20, 96.10 и 96.50). Они оптимальны для сваривания изделий из сплавов алюминия с магнием и алюминия с марганцем, а также из технического алюминия.
 Важно, чтобы такие стержни хранились в упаковке, куда не проникает влага, так как они характеризуются повышенной гигроскопичностью.
Важно, чтобы такие стержни хранились в упаковке, куда не проникает влага, так как они характеризуются повышенной гигроскопичностью. - “ОЗАНА”. Очень популярные электроды двух видов. Одни (“ОЗАНА-1”) эксплуатируют тогда, когда требуется наплавить либо сварить изделия из алюминия марок (А0–А3). Вторые (“ОЗАНА-2”) применяются для соединения сплавов АЛ9, АЛ11, АЛ4 и некоторых других. Описанные стержни для проведения сварочных мероприятий обеспечивают качественный шов и стабильную дугу. Ими можно выполнять работы не только в нижнем положении, но и в вертикальном.
- “ОЗА”. Электроды из проволоки (сделана из алюминия) марки СвА (5, 3, 1, 10) для работы со сплавами кремния и алюминия и конструкциями из чистого алюминия.
- “УАНА”. С их помощью соединяют конструкции из литейных и деформируемых алюминиевых сплавов.
- “ЭВЧ”. Вольфрамовые изделия для выполнения сварки в защитной среде (в аргоновой). Они не очень любимы профессионалами, так как данные электроды не обеспечивают качественное зажигание дуги.

Так как все описанные стержни стоят совсем недешево, домашние умельцы создали метод самостоятельного производства сварочных изделий. Вы можете сделать электроды по алюминию своими руками, сэкономив немалые деньги. Процесс их изготовления выглядит так:
- берут 3–4-миллиметровую проволоку из алюминия и режут ее на куски по 250–350 миллиметров;
- измельчают обычный мел в порошок, а затем соединяют его с жидким стеклом (иначе говоря – с силикатным клеем) и перемешивают эти компоненты до получения пастоподобной консистенции.
Сделанную смесь после этого наносят на проволоку слоем около 1,5–2 мм и сушат до полного затвердевания изделия. Ваш самодельный электрод готов!
Сварка алюминия аппаратом MMA
Сварка алюминия аппаратом MMA.
Электрод: ESAB OK 96.40
Диаметр электрода: 3 мм.
Толщина алюминиевых пластин: 3 мм. и более.
Сварочный инвертор ручной дуговой сварки: Сварог ARC 205 J96.
Может ли сварочный инвертор ручной дуговой сварки сваривать алюминий?
- Да, может. Если выполнить ряд обязательных действий, перед тем как приступить к сварке. Для начала нужно прокалить электроды. Температуру и время прокалки можно прочитать на пачке электродов, обычно это 150 С и 4 часа.
- Изделие перед сваркой нужно хорошо зачистить корщеткой.
- Чем толще изделие из алюминия, тем лучше проварится. Минимальная толщина – 3 мм. Безусловно, можно сваривать изделия и меньших толщин, но это уже сварка профессионалов. Чем толще изделие – тем проще и качественней получится шов.
-
Почти все электроды по алюминию имеют обмазку из хлористого калия и хлористого натрия. Во время сварки вы почувствуете резкий и неприятный запах. Если вы планируете сваривать изделия долго – подумайте о вашем здоровье и используйте специальную маску с фильтром.

- Электроды очень не любят влагу. Они быстро ее впитывают из воздуха, так что хранить электроды нужно в сухом месте и чтобы испарить влагу – необходима прокалка электродов. Если электрод будет сырым – будет мало толку и много иск и дыма.
- Электрод очень быстро плавится (горит). По этому необходимо вести электрод очень быстро. Если вести медленно – скорей всего прогорит заготовка. Алюминий очень легкоплавкий металл и быстро нагревается.
- Желательно зажечь электрод и израсходовать его полностью, проварив при этом как можно больше площадь свариваемых изделий. Если вы остановитесь, а потом продолжите – велика вероятность того, что алюминий немного остыл и новое продолжение шва будет по качеству отличаться от прошлого, в результате чего может образоваться провисание (прогорание) изделия.
-
Во время сварки алюминия нужно давить на электрод несколько сильней, чем при сварке стали. И главное помнить, что вести электрод нужно быстро, не задерживаясь долго на одном месте.

- В конце сварочного шва не отрывайте электрод от изделия, а вернитесь на 1-2 см назад. Иначе может образоваться негерметичный кратер.
- Шлак можно отбить молотком, а лучше смыть теплой водой, а затем хорошо пройтись по шву корщеткой. Если этого не сделать, то обмазка электрода из хлора и натрия при контакте с окружающей средой (воздух/вода) может выделять соли, которые пагубно повлияют на сварочный шов.
Несколько фотографий и пояснений.
Видео:
Как варить аргонодуговой сваркой? →← Советы по сварке алюминия полуавтоматомКак паять алюминий без аргона: способ пайки припоем
Самой качественной сваркой алюминия является — аргонодуговая сварка. Однако для данного способа необходимо как дорогостоящее оборудование, так и высокая квалификация сварщика, что зачастую не всегда соответствует реальности. Кроме того, оборудование для данного способа сварки достаточно громоздкое и в некоторых местах его использование вообще запрещено. В этой статье мы расскажем об альтернативных и недорогих способах сварки алюминия без применения аргона.
В этой статье мы расскажем об альтернативных и недорогих способах сварки алюминия без применения аргона.
Способ 1: использование электрода по алюминию Zeller 480
Ремонтный электрод Zeller 480 c 12% содержанием кремния предназначен для сварки широкого спектра алюминиевых сплавов включая силумин и дюраль. Этот способ позволяет надежно сваривать алюминий без применения дорогостоящего аргонодугового оборудования.
Преимущества и области применения
- При соблюдении технологического процесса сварки, по своему качеству сварочный шов, сделанный при помощи электрода Zeller 480, не уступает аргонодуговой сварке;
- Высокая производительность наплавки;
- Плотный наплавленный металл без пор;
- Благодаря мягкой, равномерной дуге, шов получается ровный и гладкий;
- Zeller 480 единственный алюминиевый электрод, выпускаемый в «низкотемпературном» размере 2 мм;
- Электрод снабжен специальной защитной обмазкой, которая обладает высокой влагостойкостью, что существенно продлевает срок эксплуатации электрода;
- Сварка осуществляется без флюса, так как все необходимые элементы для удаления оксидной пленки находятся в защитной обмазке электрода;
- Используется для сварки алюминиевых листов, профилей, токопроводящих шин, резервуаров, алюминиевого литья, устранение дефектов литья, картеров, кузовов автомобилей и т.
 п.
п.
Важно! Так как в покрытии алюминиевых электродов содержатся гигроскопические соли, после выполнения всех сварочных работ, следует герметично закрыть упаковку и убрать ее в сухое, теплое место.
Инструкция по использованию
Шаг 1. Перед началом сварки, убедитесь, что подготовленный образец из металла сухой, так как алюминий гигроскопичен (впитывает влагу). При помощи нержавеющей щетки зачистить соединения до металлического блеска, и удалить остатки загрязнений в зоне около шва.
Шаг 2. Если необходимо, просушите электроды 1-1,5 часа при температуре 100°С.
Шаг 3. Подогреваем алюминиевый образец до температуры 150-200°С при помощи горелки.
Важно! Без подогрева сварку проводить нельзя!
Шаг 4. Сварка осуществляется на постоянном токе обратной полярности. Наиболее вертикальное положение электрода с поддержанием короткой дуги. Подавать электрод в зону сплавления следует быстро, максимально продвигая вперед и поддерживая очень короткую дугу.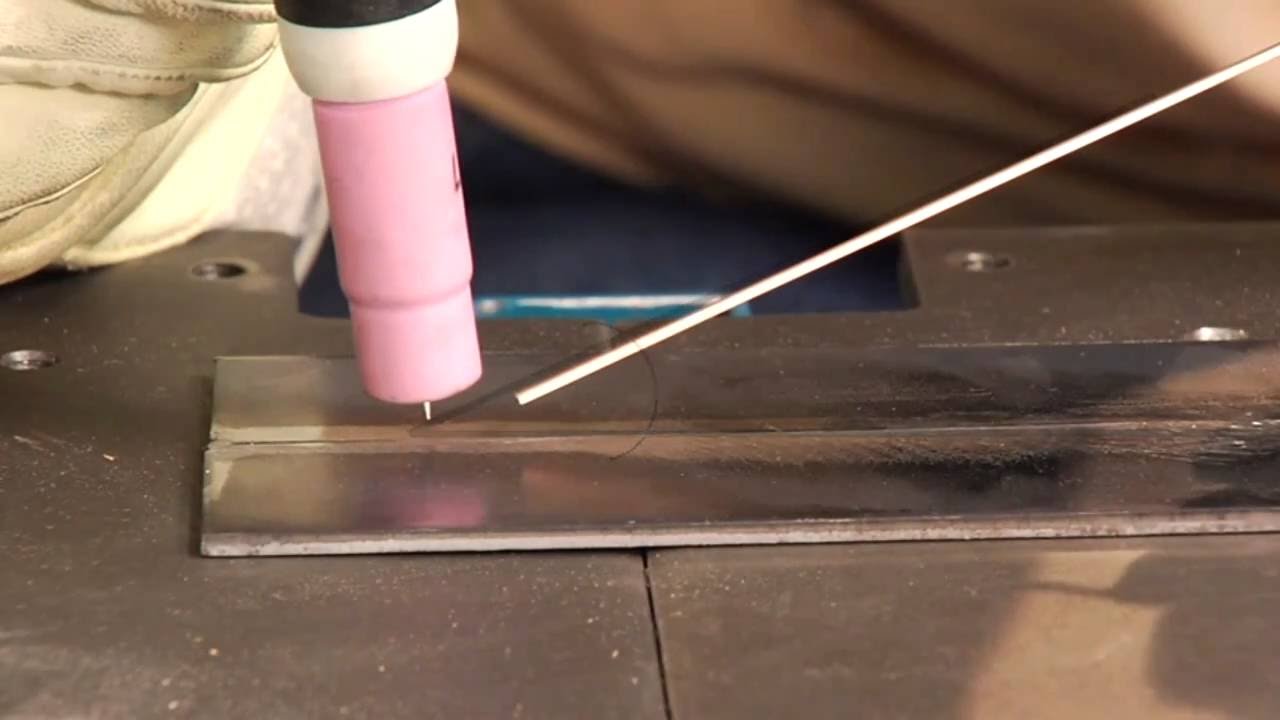
Шаг 5. Выполняйте сварку в один слой за один проход.
Будьте внимательны! Скорость сварки такая же, как и у полуавтоматической сварки.
Предел прочности сварочного шва — 200 ньютонов на миллиметр кв., что близко к пределу прочности основного металла. Поэтому этот метод сварки можно использовать на ответственных конструкциях.
Способ 2: Использование припоя HTS-2000 или Castolin 192
Припой HTS-2000 или Castolin 192 — это сплав в виде цинковой трубки, наполненный твердым порошком флюса по центру, при помощи которого сварка становится быстрой и легкодоступной. Припой сделан при помощи высоких технологий и специально предназначен для того, чтобы проводить работы по восстановлению деталей, сделанных из алюминия. При этом сварка не предполагает использования технологий высокой стоимости.
При этом сварка не предполагает использования технологий высокой стоимости.
Все что потребуется для ремонта алюминиевых деталей, это только сам припой и газовая горелка для сварки.
Преимущества и области применения
- Прост в применении и не требует высокой квалификации;
- Высокая скорость пайки;
- Температура плавления ниже чем у алюминия;
- 100% металлическое соединение как при сварке;
- Незаменим в «полевых» условиях;
- Паяльный шов по прочности не уступает сварке;
- Не подвержен коррозии и не имеет срока годности;
- Для работы подойдет любой источник тепла;
- Используется при ремонте любых изделий из алюминия: радиаторов, двигателей, велосипедных рам, профилей, кузовов, трубопроводов, арматуры, топливных баков, картеров и т.п.
Инструкция по использованию
Шаг 1. ВАЖНО! Перед началом работ необходимо зачистить обрабатываемую поверхность алюминия, удалив оксидную пленку. Обычно используются напильник или щетка из нержавеющей стали (кордщетка).
ВАЖНО! Перед началом работ необходимо зачистить обрабатываемую поверхность алюминия, удалив оксидную пленку. Обычно используются напильник или щетка из нержавеющей стали (кордщетка).
Шаг 2. Нагреваем рабочую поверхность образца из алюминия (не сам стержень припоя) до температуры 200° C.
Совет: для лучшего проникновения припоя, можно зачистить поверхность еще раз, так как при нагревании алюминия сваркой, на поверхности проявляется оксидная пленка.
Нагревание позволит открыть структурные поры рабочей поверхности для лучшего проникновения сплава вглубь металла.
Шаг 3. Когда соответствующая температура при сварке будет достигнута, нужно равномерно и как можно лучше залудить рабочую поверхность: проводя прутиком по отверстию, натягивая припой с краев, как мыльную пену.
Припой обладает достаточным поверхностным натяжением, что делает удобным заделывание отверстий до 1 см без использования дополнительных заплаток.
Совет: чтобы исключить повторное возникновение оксидной пленки под слоем припоя, следует, поддерживая горелкой жидкое его состояние, еще раз пройтись щеткой (стальным прутом) по поверхности.
В этот момент и происходит проникновения припоя в поры металла.
Шаг 4. Если вам требуется соединить несколько деталей, то для начала, по отдельности залудите обе поверхности, затем, соединив и нагрев оба элемента, притирающими движениями сцепите их друг с другом.
Шаг 5. После завершения сварки, дайте алюминию остыть естественным путем, не используя при этом воздух или воду для ускорения остывания.
Важно помнить, что чем толще и массивнее материал, тем больше потребуется времени для достижения необходимой температуры при сварке алюминия.
Общие рекомендации для достижения наилучшего результата при работе с припоем
- Зачищайте рабочую поверхность непосредственно перед нанесением припоя.
- Не стоит плавить припой в пламени горелки, так как это не позволит ему соединиться с металлом. Припой должен плавиться сам на поверхности детали!
- В жидком состоянии припой достаточно текучий, поэтому стоит хорошо лудить поверхность, чтобы исключить наличие щелей, особенно в месте пайки.

- Также убедитесь, что формообразующие элементы плотно прилегают друг к другу.
- При нанесении припоя дожидайтесь его впитывания. В противном случае не произойдет достаточное сцепление металлов, и, как следствие, не будет достигнута требуемая прочность изделия.
Сварка алюминия и его сплавов
ВОПРОС №1
Имею большой опыт сварки. В своем гараже много варю черную и легированную сталь ручной дуговой штучным электродом.
Но вот, столкнулся с проблемой алюминия.
В связи с этим вопросы:
- Возможно ли варить штучным электродом алюминий?
- Каковы особенности сварки алюминия и стали?
- Какой сварочник более всего подойдет для обоих металлов?
- По какому принципу выбирается присадочный материал?
- Какая подготовка должна предшествовать сварке?
- Как подобрать сварочные режимы и какова технология сварки?
Извините за такое количество вопросов, в теме пока что вообще не разбираюсь.
Разница между сваркой стали и Аl
Алюминий — сложный материал. Но это при условии отсутствия опыта, как только набьете руку, и появятся представления о том, с чем же все-таки приходится иметь дело, вопрос сложности отпадет сам собой, останется только определенная специфика, о которой расскажем чуть позже.
Штучным электродом алюминий не варится. Существуют электроды для ручной сварки алюминия ММА, они пригодны для выполнения разовых работ, что-то сварить в быту. Например, электроды марки UNITOR ALUMIN-351N, к ним прилагается флюсовая присадка, которая заменяет аргон.
Для эффективной работы вам понадобится аппарат аргоно-дуговой. Его еще называют инвертором ТIG. Сварочный аппарат должен уметь работать в режиме АС/DC. То есть обязательно наличие переключаемых режимов переменного/постоянного тока.
Постоянным ведут сварку стали, переменным – алюминия.
Переменный ток разрушает стойкую оксидную пленку Al2O3, удаление которой является главным условием успешной сварки алюминия; он действует на поверхность «блестящего металла» подобно наждаку. Под действием этого «наждака» пленка, защищающая сплав от коррозии, разрушается и доступным становится «чистый» металл, который хорошо плавится и формируется.
Под действием этого «наждака» пленка, защищающая сплав от коррозии, разрушается и доступным становится «чистый» металл, который хорошо плавится и формируется.
Температура плавления оксида Al2O3 около 2700 градусов Цельсия, тогда как температура плавления большинства алюминиевых сплавов ограничивается 600-700 градусами. Вот почему сложно работать с этим металлом, особенно если он тонкостенный.
В качестве подготовки алюминия рекомендуется предварительная механическая зачистка до металлического блеска, либо химическое травление. Хотя с наличием хорошего инвертора такая процедура хоть и не будет лишней, но и не будет строго необходимой, в противовес пайке – для пайки такая подготовительная процедура обязательна (читайте здесь)
Со сталью, как вы понимаете, дела обстоят гораздо проще. Окислы на ее поверхности не защищают ее от коррозии, если конечно сталь не легирована хромом и никелем, и не отличаются тугоплавкостью, потому и легко варятся простым постоянным током без особых условий.
Критерии выбора аппарата для сварки алюминия
Al обладает высокой теплопроводностью и электропроводностью, потому для листов толщиной 4 мм необходим сварочный ток более 200А.
Для полноценной работы понадобится инвертор, который работает если не на высоких, то хотя бы на средних токах. Оборудование с максимальным током 250 А на выходе подойдет для этих целей. Лучше, конечно, 300А.
Оборудование для сварки алюминия
Но даже если у вас маломощный «агрегат», а вам приходится заниматься наплавкой, крупногабаритных деталей, можно компенсировать недостаток мощности предварительным подогревом. Приобретите электропечь для прогрева деталей до температуры 300-350 градусов.
Если все еще сомневаетесь, какой аппарат выбрать великолепный вариант — TELWIN SUPERIOR TIG 242 AC/DC -HF/LIFT , либо AuroraPRO INTER TIG 200 AC/DC PULSE, оба прекрасно подойдут для Al, так же, для стали, нержавеющей стали, титана, меди, никеля, магния.
Газ
Алюминий на воздухе не варят.
Сварочная ванна должна быть защищена инертным газом. Для «черной» стали это необязательно, достаточно флюса, которым покрыт плавящийся электрод, но для алюминия это обстоятельство играет важную роль.
Обычно применяют аргон, реже гелий, который великолепно действует на весь процесс, особенности плавления, но и стоит гораздо дороже. Аргон применяют чаще, но, обратите внимание, что он должен быть технически чистым, содержание сторонних примесей минимальное. Плохой аргон даст грязный шов с включениями.
Проволока для сварки алюминия
Получить гарантированный провар на требуемую глубину можно, если сделать разделку шва или может понадобиться усилить шов стыкового соединения. В обоих случаях понадобится сварочная проволока.
Для алюминия и его сплавов используйте присадку идентичную или близкую по химическому составу к основному металлу. То же относится и к электродной проволоке для полуавтомата.
- Для литейных сплавов, таких, например, как АЛ5 или АЛ9 (АК7ч) рекомендуется применять присадочную проволоку АК5 ГОСТ7871-75 (ER4043 AlSi5)
- Для деформируемых сплавов на основе магния и марганца (АМг, АМц) — АМг6 ГОСТ7871-75.
А теперь перейдем к конкретике…
Пошаговая инструкция по сварке алюминия для новичков
на примере сварочного инвертора Aurora PRO INTER TIG 200 AC/DC PULSE
• Чтобы качественно сварить алюминий поверхность металла нужно зачистить. Некоторые люди этого не знают и даже от краски не очищают. А алюминий имеет оксидную пленку, которая тяжело разрушается. Можно это делать металлической щеткой, но если есть болгарка, лучше ей. На болгарку ставим щетку, либо лепестковый диск, либо, на худой конец, зачистной и зачищаем поверхность до чистого металла, металлического блеска.
• Еще один важный момент – это заточка электрода и длина его выхода из сопла горелки. Затачивают так, чтобы он был как иголка, острый и перед сваркой зажигают на любой металлической пластине (назовем ее настроечной), которая завалялась в хозяйстве. После такого поджига кончик электрода из игольчатой, должен приобрести сферическую форму. Лучше всего, если он будет блестящим – это значит, что с ним все хорошо. Если он матовый и имеет неправильную геометрию, значит что-то пошло не так:
После такого поджига кончик электрода из игольчатой, должен приобрести сферическую форму. Лучше всего, если он будет блестящим – это значит, что с ним все хорошо. Если он матовый и имеет неправильную геометрию, значит что-то пошло не так:
- Либо ток большой,
- либо газовая защита недостаточная,
- окончательная продувка газом неправильно выставлена.
Выход электрода определяется в зависимости от положения горелки, конфигурации детали и вида соединения: если угловое, нужно чтобы он выходил побольше, если сварка встык – миллиметра два. Если сварщик пользуется линзой, электрод можно вывести и на 5 мм. Линза помогает забраться в труднодоступные места и проводить боле качественную сварку.
• Затем с помощью главной панели аппарата переводим его в режим АС-переменный ток (клавиша АС/DC на картинке №13). Выставляем силу тока интуитивно. Чтобы подобрать правильный параметр надо несколько раз попробовать, либо заранее знать, какую назначить силу тока для определенной толщины металла.
• Настройка двухтактного или четырехтактного режима. Эту настройку обычно выбирают исходя из личных предпочтений. Кому-то удобен первый, кому-то второй.
В двухтактном мы нажимаем кнопку горелки, у нас срабатывает поджиг и сварщик работает все-время, держа эту кнопку «пуска». В конце сварщик убирает палец с кнопки – сварочный процесс закончился.
В четырехтактном режиме циклограмма следующая. Мы нажимаем кнопку: пока держим ее – срабатывает стартовый ток, это регулировка на аппарате под обозначением «старт А» (на картинке №1), затем отпускаем кнопку – у нас основной ток, который мы выставили с помощью ручки свободной регулировки «Welding A» (см. под №2). Ориентировочно, для электрода 1,6 ставьте 120А, если ток больше, понадобится электрод диаметром 2,4 – выдерживает уже до 200 -210А, если еще больше – берите диаметр 3,2.
• По окончанию сварки включается функция заварки кратера, регулируется с помощью ручки Down Slope (№4) и работает только в четырехтактном режиме. Фактически это регулировка времени – сколько будет секунд происходить заварка кратера.
Фактически это регулировка времени – сколько будет секунд происходить заварка кратера.
• Одна из важнейших настроек -это AC Balance (№8), так называемая зачистка. Если мы переводим ручку в плюс – очистка алюминия происходит лучше. Если вы варите грязный алюминий, эту настройку можно изменять в зависимости от полученных результатов. Обычно ручку Баланса ставят 50/50 на середине.
Все эти настройки важны для работы в обычном режиме без использования специальных навыков.
- Сам процесс сварщик ведет визуально его контролируя: горелка в правой руке, пруток в левой. Для начало нужно выполнить самый простой шов – прямолинейный. Горелка движется справа –налево, вы поджигаете дугу и видите как плавится основной материал, как только образовался жидкое пятнышко металла, добавляете немного металла с прутка и двигаетесь дальше. Процедура повторяется снова и снова пока вы не закончите шов.
ВОПРОС №2
Здравствуйте! Нужно сварить трубку штатива. Все бы ничего, но есть одна сложность. Деталь ø29 (скорее всего из АМг) нужно приварить к винту с резьбой ¼ дюйма (сделана из Д16). Материалы-то разные, сварятся ли? Может не мучиться и пойти другим путем? Приварить к дет. ø29 шайбу из АМг, а потом винт посадить на эпоксидную смолу?
Вариант с эпоксидным клеем имеет право на существование. Двухкомпонентные составы на основе эпоксидных смол применяются даже в авиации: шпильки устанавливаются в алюминиевые корпуса агрегатов на клей типа ВК-31 и выдерживают высокие вибрационные нагрузки, температурные воздействия и т.д. В домашних условиях можно подобрать менее специализированный состав.
Однако давайте попробуем разобраться по поводу сварки предложенных вами алюминиевых сплавов разных марок. Практики сварки именно этих двух материалов мы, к сожалению, не имеем. Тем не менее, опыт работы с алюминием и теоретические знания позволяют нам сформулировать ответ следующим образом: по справочным данным Д16 не применяется для сварных конструкций; АМг сваривается без ограничений (первый сплав упрочняется термически до твердости свыше 105НВ, второй – термически не упрочняемый, хотя это и не играет большой роли в данном конкретном случае). Несмотря на данные справочника де-факто Д16 варится (вы получите сварной шов на этом материале), другое дело, что подобные соединения нельзя применять в конструкциях, которые несут какую-либо силовую нагрузку — проявится терщина, лопнет шов и т.д. В декоративных же целях (откололся кусочек от детали) сварка вполне допустима.
Несмотря на данные справочника де-факто Д16 варится (вы получите сварной шов на этом материале), другое дело, что подобные соединения нельзя применять в конструкциях, которые несут какую-либо силовую нагрузку — проявится терщина, лопнет шов и т.д. В декоративных же целях (откололся кусочек от детали) сварка вполне допустима.
Если ваш штатив не будет испытывать каких-либо существенных нагрузок, его можно сварить, ведь у АМг и Д16 одна основа: приблизительно 93-96% алюминия. Варить можно с присадкой АМг (если есть вопросы по выбору присадки, читайте статьи «Выбор присадочного прутка» и «Выбор электродной проволоки для полуавтомата»
После сварки обязательно нужно провести отжиг для снятия сварочных напряжений в электропечи типа СНОЛ. Согласно ПИ1.2.255-83 полный отжиг для АМГ1 производится по режиму: Т= 300-400 оС t=2-10 мин. при толщине менее 6мм и t=10-30 мин при толщине более 6 мм. Для Д16 полный отжиг заключается в нагреве до 380-420 оС , время выдержки t=10-60 мин. для всех толщин.
для всех толщин.
Вывод: для вашего узла, сваренного из материалов разной марки, нужно провести полный отжиг около 350 оС в течение приблизительно 30 мин или неполный отжиг 250 оС в течение 1-3 часа (второй режим более «щадящий»)
Решение, какой вариант выбрать, с клеем или сваркой, вам нужно будет принять самостоятельно.
Р.S. Перед сваркой детали (если будете варить аргоном) нужно зачистить механически, но, если есть такая возможность, лучше произвести химическое травление (в том числе присадочного материала) в следующем порядке:
— обезжирить в 4-5%-ном водном растворе едкого натра NaOH (40-50г на 1л воды) при Т=40…60 оС в течение 2 …3 мин;
— промыть в воде при температуре Тводы=30-50 оС в течение 2 мин;
— осветлить 20-25%-ым раствором азотной кислоты (200-250г на 1л воды) при Т=15-20 оС в течение 2-3 мин;
— осуществить промывку в холодной воде при Тводы=5-15 оС 2-3 мин, затем в горячей воде при Тводы=60-80 оС 2-3 мин;
— Сушить в воздушной атмосфере при Т=60-70 оС до полного испарения влаги.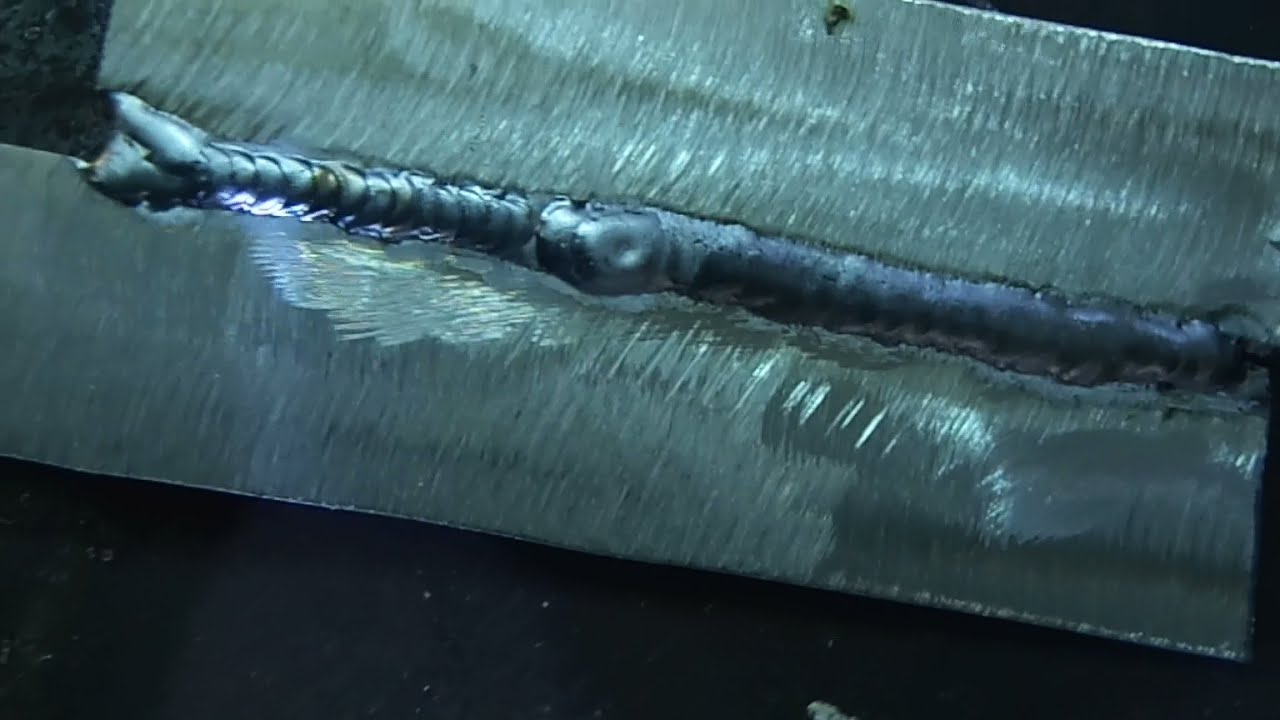
Могу ли я сваривать алюминий с помощью сварочного аппарата?
Из-за того, насколько грязным и, откровенно говоря, некрасивым может быть процесс сварки алюминия с помощью стержневой сварки, многие люди просто решили, что это невозможно. Это далеко не так, хотя практика требует опыта, осторожности и терпения.
Могу ли я сваривать алюминий сварочным аппаратом? Да, сваривать алюминий можно аппаратом для ручной сварки. Так как это может быть беспорядочно, лучшие методы:
При сварке алюминиевых заготовок следует учитывать множество факторов.Для начала вы должны учитывать толщину металла и знать, как подготовить деталь к сварке.
Без соответствующих мер предосторожности вы можете настроиться на неудачу. Ниже приведены некоторые из наиболее важных деталей, которые следует учитывать при использовании метода сварки штангой.
Лучшие методы сварки алюминия палкой
Наилучшим методом для максимального контроля процесса сварки алюминия является TIG на переменном токе (вольфрамовый инертный газ) с использованием смеси гелия или аргона. Это самый чистый и самый медленный метод, гарантирующий, что после него останется очень мало беспорядка (что делает его идеальным кандидатом для сварки тонкого алюминия, особенно).
Это самый чистый и самый медленный метод, гарантирующий, что после него останется очень мало беспорядка (что делает его идеальным кандидатом для сварки тонкого алюминия, особенно).
Сварка TIG постоянным током также подходит для алюминиевых заготовок.
Однако, этот метод больше рекомендуется для более толстых деталей из-за большей глубины проникновения . Используйте газообразный гелий, если вы решили использовать метод сварки TIG на постоянном токе.
Недавно я написал подробную статью о Stick Welding: Ultimate SMAW Guide, взгляните на нее.
У вас есть возможность использовать аргон и флюс при использовании этой техники для обработки алюминия, но есть небольшая вероятность, что у вас будет положительный опыт работы с:
- Видимость во время сварки.
- Подготовка сварочного оборудования и заготовки.
- Очистка рабочего пространства / заготовки.

В-третьих, это сварка MIG (металл в инертном газе). Это значительно быстрее, чем TIG, но с некоторыми компромиссами.У вас будет ограниченный контроль над процессом, поскольку основной металл не расплавится без добавления присадочного металла.
Тем не менее, для процесса не потребуется ни пушпульного, ни катушечного пистолета, если следующие элементы правильно отрегулированы:
- Настройки сварки. Эти настройки включают в себя:
- Прямолинейность кабеля MIG
- Натяжение приводного ролика
Возможно приклеивание алюминия сваркой, и, возможно, к удивлению многих, это можно сделать даже с помощью стержня постоянного тока сварщик (работает лучше, чем можно было ожидать!).
Что нужно знать о алюминиевой сварке палкой
Алюминиевый стержень имеет обратную полярность DCEP (положительный электрод постоянного тока). Прежде чем начать, имейте в виду, что при использовании алюминиевой палочки вы заметите, что флюс имеет тенденцию к разбрызгиванию.
Когда начинает остывать, он приобретает «грязный» вид. Не пугайтесь, если вы впервые наблюдаете что-то подобное – это вполне нормально для этого процесса.
Конечно, различные типы ремонтных сплавов будут вести себя по-разному, и у вас может не быть такого опыта с типами клюшек, которые вы используете.
Естественно, такая степень вариации в первую очередь связана с составом флюса. Тем не менее, полезно заранее знать риски и причуды процесса.
К счастью, есть шаги, которые можно предпринять, чтобы сделать процесс более плавным. >> Посмотрите видео ниже
- Перед началом сварки вы можете убедиться, что сварной шов будет немного чище, путем прямого нагрева алюминия с помощью горелки с пламенем науглероживания.

- Примечание: Преднамеренное применение такого экстремального тепла приводит к образованию сажи на поверхности заготовки.
- Снова переключить на нейтральное пламя.
- Верните концентрированное тепло алюминию.
- Когда сажа очищается, заготовка достигает 400 ֯ F.
Такой предварительный нагрев позволит сварке протекать более плавно. Вы также должны иметь в виду следующее:
- Алюминий отводит тепло в четыре раза быстрее, чем углеродистая сталь.
- Алюминий имеет оксидный слой, который можно удалить проволочной щеткой из нержавеющей стали для достижения наилучших результатов.
- Многие люди используют свой шлифовальный круг, предназначенный для обработки углеродистой стали, на алюминиевых заготовках и ожидают положительных результатов. К сожалению, это не идеально, так как служит только для загибания оксидного слоя в металл.
 Это также происходит при использовании щеточной бусины с высокоскоростным проволочным колесом. К лучшим способам удаления этого слоя относятся:
Это также происходит при использовании щеточной бусины с высокоскоростным проволочным колесом. К лучшим способам удаления этого слоя относятся:- Пилинг металла с легким нажатием на шлифовку
- Многие люди используют свой шлифовальный круг, предназначенный для обработки углеродистой стали, на алюминиевых заготовках и ожидают положительных результатов. К сожалению, это не идеально, так как служит только для загибания оксидного слоя в металл.
Как работает сварка палкой
При сварке алюминия помните, что для работы рекомендуется положение под прямым углом к желаемому месту (а не под углом вверх, вниз или под другим углом).
Недавно я написал подробную статью о Stick Welding: Ultimate SMAW Guide, взгляните на нее.
Вам также необходимо выполнять сварку на относительно высокой скорости движения. Сварка также требует короткой дуги, так что помните об этом во время работы. Вот еще несколько важных деталей, которые следует знать о сварке штангой:
- Что происходит при сварке стержнем: При сварке электродом ток течет через стержень к заготовке.Заготовку можно рассматривать как отрицательный электрод, а стержень – как положительный электрод.
 Когда стержень отводится от заготовки, образуется дуга. Чем ближе к заготовке вы держите палочку, тем короче будет дуга.
Когда стержень отводится от заготовки, образуется дуга. Чем ближе к заготовке вы держите палочку, тем короче будет дуга. - Как электрод и флюс работают вместе: Поскольку стержень расходуется на протяжении всего процесса сварки, металл плавится на металле. Флюс защищает расплавленный металл в процессе сварки, защищая его от атмосферных газов.
- Как работает дуга для сваривания деталей: Дуга, возникающая в результате электрического соединения между электродом и заготовкой, нагревает каждый компонент, в результате чего металл электрода достигает плазмоподобного состояния. Когда лужа расплавленного металла вытягивается по линии сварного шва, верхняя и нижняя пластины уплотняются вместе.
Поэтому сварка штучной сваркой работает также и с алюминиевыми деталями. Хотя химия работает точно так же, по общему признанию, процесс отличается, прежде всего, из-за его беспорядка и тенденции давать неэстетичный сварной шов.
(Это также причина, по которой вы должны выбирать электроды, специально предназначенные для сварки алюминия, иначе вы можете получить плохие результаты. 4043 Электродные стержни настоятельно рекомендуются.)
4043 Электродные стержни настоятельно рекомендуются.)
Процесс сварки алюминия штангой в целом будет во многом аналогичен сварке других металлов, но при работе следует учитывать вышеперечисленные факторы. Перед тем, как начать, вам нужно будет немного обнажить электрод, чтобы сделать процесс более аккуратным.
Для этого вам придется поцарапать кончиком палки твердую поверхность, чтобы на нее прилегала часть электрода (особенно при использовании алюминиевого электрода).
Дополнительная литература: Нужен катушечный пистолет для сварки алюминия?
Что нужно помнить о сварке стержнем
Во время сварки держите электрод как можно ближе к заготовке, чтобы не заморозить стержень (чтобы электрод не застревал в охлаждающей ванне с металлом).
Чтобы этого не произошло, вы должны просто перемещать стержень, не смещая его слишком близко к заготовке и не замедляя слишком много времени при сварке.
(Вот почему для этого типа сварки рекомендуется высокая скорость хода. )
)
Для изучения этого может потребоваться некоторое время, поскольку известна сварка штучной сваркой, также известная как «дуговая сварка металлического экрана» или SMAW.
Это второе имя является более показательным в этой кривой обучения, так как оно дает сварщику полный контроль над электродом. Хотя сваривать алюминий можно сваркой штучной сваркой, это, конечно, не лучший вариант.
Помните о преимуществах и недостатках этого метода.
| Плюсы | Минусы |
|---|---|
| Оборудование для ручной сварки относительно дорогое, хотя защитный газ не требуется, так что это финансовый компромисс. | Очень грязно для алюминиевых заготовок. |
| Этот метод по-прежнему хорошо работает с окрашенными или ржавыми металлическими деталями. | Флюс имеет свойство разбрызгиваться, и для получения чистого шва требуется большой опыт. |
Условия работы гибкие из-за отсутствия защитного газа. | Трудно сделать с тонкими заготовками |
Если вас интересуют сварочные приспособления или инструменты, просто перейдите по ссылке на нашу страницу рекомендаций, где вы можете увидеть все сварочные принадлежности, которые мы любим и используем (NO CRAP)
Рекомендуемая литература
Можно ли сваривать алюминий без газа? Является ли это возможным?
Может ли плазменный резак резать алюминий? | Полное руководство – 2020
Дуговая сварка алюминия: как приклеивать алюминий: Maine Welding Company
Когда – это rc, сваривающий алюминий методом дуговой сварки в экранированной среде (SMAW), используется электрод с покрытием из флюса, нанесенным методом экструдирования или окунания, с обратной полярностью постоянного тока (DCRP).Покрытие электродов такое же, как и у обычных стальных электродов. Покрытие из флюса обеспечивает газовый экран вокруг дуги и лужи расплавленного алюминия, а также химически объединяет и удаляет оксид алюминия, образуя шлак. При сварке алюминия процесс довольно ограничен из-за разбрызгивания дуги, неустойчивого управления дугой, ограничений на тонкий материал и коррозионного действия флюса, если он не удаляется должным образом.
Алюминиевый лист для дуговой сварки. Из-за сложности управления дугой, стыковые и угловые сварные швы трудно производить на пластинах менее 1/8 дюйма.(3,2 мм) толщиной. При сварке пластины тяжелее 1/8 дюйма (3,2 мм) соединение, подготовленное со скосом 20 градусов, будет иметь прочность, равную прочности сварного шва, выполненного кислородно-ацетиленовой технологией. Этот сварной шов может быть пористым и непригодным для герметичных соединений с жидкостями или газами. Однако дуговая сварка металла особенно подходит для тяжелых материалов и используется для обработки листов толщиной до 2-1 / 2 дюйма (63,5 мм).
Дуговая сварка алюминия: настройки тока и полярности . Настройки тока и полярности зависят от типа электродов каждого производителя.Используемая полярность должна быть определена путем пробного соединения выполняемых соединений.
Дуговая сварка алюминия: подготовка кромок листа . В целом конструкция сварных швов алюминия вполне соответствует конструкции стальных швов. Однако из-за более высокой текучести алюминия под сварочной дугой следует помнить о некоторых важных общих принципах. При использовании алюминиевого листа меньшей толщины предпочтительнее меньшее расстояние между канавками, когда разбавление сварного шва не имеет значения.Управляющий фактор – совместная подготовка. Специально разработанная V-образная канавка для алюминия показана на A, рис. 7-11. Этот тип соединения отлично подходит там, где сварка может быть выполнена только с одной стороны и где требуется гладкий проникающий валик. Эффективность этой конкретной конструкции зависит от поверхностного натяжения, и ее следует наносить на все материалы толщиной более 1/8 дюйма (3,2 мм). Дно специальной V-образной канавки должно быть достаточно широким, чтобы полностью вместить корневой проход. Это требует добавления относительно большого количества присадочного сплава для заполнения канавки.Обеспечиваются превосходный контроль проплавления и качественные корневые швы. Эта подготовка кромки может использоваться для сварки во всех положениях. Это устраняет трудности, связанные с прожогом или проплавлением в положениях при перегреве и горизонтальной сварке. Он применим ко всем свариваемым основным сплавам и всем присадочным сплавам.
Как правильно сваривать алюминий
Что действительно важно при сварке алюминия
Рамы велосипедов или мотоциклов, прицепы для грузовиков, профили рельсовых транспортных средств, материалы для космических путешествий – алюминий является ЭТОМ материалом, когда речь идет о снижении веса и сохранении устойчивости.Кроме того, привлекает внимание красиво сваренный алюминиевый шов.
Благодаря низкой плотности и хорошей прочности алюминий стал неотъемлемой частью современного производства. Помимо всех преимуществ, при обработке этого металла есть еще и свои хитрости. Любой, кто когда-либо случайно прожег дыру в алюминиевом листе, знает, о чем мы говорим. Сварка алюминия требует специальных знаний и навыков. Узнайте больше о том, что важно для сварки алюминия и как правильно сваривать алюминий, в этом блоге.
Что затрудняет сварку алюминия
Алюминий обладает одним свойством, затрудняющим сварку этого металла: как только алюминий подвергается воздействию окружающего воздуха, он образует тонкий слой оксида алюминия. И именно этот слой придает металлу безошибочный серебристо-серый вид. Но это также делает алюминий коррозионно-стойким к воздействию воды, кислорода и даже многих химикатов. Он, так сказать, защищает алюминий. Эта защита в первую очередь должна быть буквально «взломана», потому что, как и сплошная броня, оксидный слой не позволяет дуге и сварочной ванне образовывать соединение.
Оксидный слой имеет температуру плавления 2050 ° C, сам алюминий плавится прибл. 660 ° C.Таким образом, чтобы растрескать оксидный слой только сваркой, необходимо нагреть поверхность в три раза выше. При таком высоком потреблении энергии существует большой риск того, что алюминий расплавится, как только оксидный слой разрушится. По этой причине очень важно подготовить алюминий к процессу сварки: нужно удалить оксидный слой.
Если вы соблюдаете и выполняете следующие 5 пунктов, вы делаете все правильно при сварке алюминия
1.Подготовить правильно
Перед тем, как добраться до оксидного слоя, с заготовки необходимо удалить любые загрязнения, такие как жир или масло. При сварке алюминия чистая поверхность заготовки является основным требованием для хорошего результата сварки. Лучше всего использовать ткань из микрофибры, которую вы предварительно пропитали растворителями, такими как бутанол, ацетон или разбавитель для краски. Следите за тем, чтобы не осталось грязи, так как она легко пригорит в процессе сварки и ее будет труднее удалить после.После удаления всей консистентной смазки и остатков смазки можно начинать удаление слоя оксида алюминия . С одной стороны, это хорошо работает с кистью или флисом, т.е. е. механически. Щетка оставляет на мягком алюминии царапины, которые часто нежелательны и к тому же выглядят не очень красиво. Вместо этого мы рекомендуем использовать синтетический флис, содержащий частицы, связанные с синтетикой, с помощью которых слой можно удалить сравнительно бережно. Поскольку алюминий снова окисляется через несколько минут, в зависимости от условий окружающей среды, возможно, вам придется пройти всю процедуру подготовки несколько раз.Черные, покрытые сажей остатки после сварки на металле указывают на загрязнения из газа, основного материала или сварочной проволоки. Чистота при сварке алюминия очень важна.
С другой стороны, оксидный слой также может быть разрушен в процессе сварки при сварке переменным током, когда есть изменение между положительной и отрицательной полуволнами. Оксидный слой разрушается положительной полуволной. Глубина сварки, так называемое проплавление, достигается за счет отрицательной полуволны.Электрод также снова остывает. В результате получается идеальная комбинация двух полуволн при сварке на переменном токе.
Особенно при сварке на переменном токе необходимо учитывать еще одну вещь: электродом вы привариваете шар спереди, так называемый калот. С его помощью вы можете толкать расплавленный оксидный слой вперед, как комья, чтобы они не попали в сварной шов.
Если вы хотите сваривать более толстые листы алюминия – чуть более 10 мм -, мы рекомендуем , предварительно нагревая заготовку.Без предварительного нагрева во время сварки в заготовку будет уходить слишком много тепла, что значительно затруднит формирование сварного шва.
2. Выбор сварочной горелки
Алюминий можно сваривать с помощью различных процессов, а именно TIG, MIG и плазменной сварки. Процесс сварки TIG на переменном токе в основном используется для более тонких листов. В частности, стыковые соединения можно хорошо сваривать с помощью горелки TIG. Например, если вы хотите соединить два алюминиевых листа толщиной 2 мм, убедитесь, что край на обратной стороне сломан.Только тогда будет хороший корень, хорошее смачивание металла шва и качественная сварка. Более толстые листы предпочтительно обрабатываются с использованием сварочного процесса MIG , поскольку с помощью этих горелок можно добиться более высокой скорости плавления проволоки. Горелки MIG особенно подходят для угловых сварных швов, так как они позволяют правильно вводить присадку. Плазменная сварка на постоянном токе имеет то преимущество, что тепло может целенаправленно подводиться к заготовке, но это очень сложный процесс.
Другой совет: При сварке алюминия сварочной горелкой MIG целесообразно использовать изогнутую шейку горелки с изгибом не менее 22 градусов. Это означает, что у вас всегда есть принудительный контакт, который позволяет проводу лучше работать и обеспечивает хорошую передачу тока.
Алюминий также можно сваривать, используя гибридный процесс лазера и лазерной сварки MIG. Однако наиболее широко используемый процесс сварки алюминия – это процесс TIG на переменном токе.
3. Специальное оборудование для сварки алюминия
Для сварочного процесса MIG / MAG:
Не следует забывать и об оснащении горелки подходящими изнашиваемыми деталями для сварки алюминия.Распространенная ошибка – используется лайнер из стали. Однако, если проволока будет подана, она будет тереться о сталь гильзы и случайно попадет в сварочную ванну. Для сварки алюминиевой проволокой мы рекомендуем специальный лайнер из углеродного PTFE , который благодаря содержанию графита обеспечивает лучшую смазывающую способность. Используемый контактный наконечник должен иметь больший диаметр по сравнению со сваркой других материалов, потому что алюминий, как очень хороший проводник тепла, расширяется больше, чем, например, стальная проволока.С другой стороны, это может привести к затруднениям подачи проволоки или возгоранию. В случае сварки алюминия такое возгорание присутствует постоянно, что связано с оксидами на поверхности. Это потому, что они действуют как изолятор, прерывающий ток от проволоки к заготовке. Если проволока будет непрерывно проходить через головку горелки, это приведет к разрушению изнашиваемых деталей. Еще одна причина, по которой необходимо удалить оксидный слой.
В процессе сварки TIG:
При сварке алюминия на переменном токе в процессе TIG важно правильно выбрать вольфрамовый электрод , так как в него не могут входить оксиды.По этой причине вам следует использовать нелегированный зеленый электрод из чистого вольфрама, особенно для сварки алюминиевых сплавов, который обеспечивает хорошую стабильность дуги. Однако вольфрамовые компоненты электрода могут излучать, что, в свою очередь, может загрязнять основной материал, вызывая накопление небольшого количества остатков в сварном шве. Вы можете увидеть это через маленькие белые точки, что указывает на ошибку привязки. Здесь вступает в игру упомянутая ранее сварка сферического колпачка, чтобы вытеснить оксиды, как комья, вперед.Пурпурный E3 ® , изготовленный из редкоземельных элементов или смешанных оксидов, является альтернативой электродам из чистого вольфрама. Он состоит из вольфрама в качестве материала носителя и лантана в качестве легирующего элемента. Кроме того, существуют редкоземельные элементы, такие как итрий, которые придают E3 ® исключительную стабильность.
4. Проволока и подача проволоки
Поскольку металлический алюминий очень мягкий, необходимо использовать не только специальные изнашиваемые детали для сварки алюминия, но и специальные транспортные ролики для подачи проволоки от сварочного аппарата.Они должны иметь U-образную канавку для предотвращения деформации. Провести алюминиевую проволоку более трех и более метров сложно. Двухтактные системы очень подходят для механизированной сварки, при которой сварочная горелка имеет привод и тянет проволоку, а двигатель подачи в сварочном аппарате перемещает проволоку вперед.В зависимости от основного материала и желаемых свойств шва выбирается дополнительный материал. Сплавы AlMg имеют более высокую прочность, чем, например, присадочная проволока из AlSi.
5. Правый защитный газ
Инертные газы – аргон или смеси аргона – используются в качестве защитных газов при сварке алюминия. Чистый аргон используется при толщине листа прибл. 12,5 мм. В случае более толстого материала аргон смешивается с гелием, чтобы получить более высокую температурную связь в процессе сварки. Доля гелия в защитном газе варьируется от 25% до 75% в зависимости от рекомендации.
Еще одно примечание о газе:
Вы всегда должны помнить о точке росы защитного газа.Аргон 4.6 в основном используется для сварки, его чистота составляет 99,996% и, следовательно, точка росы -62 ° C. Если поставщик газа соответствует этим требованиям, у вас не будет проблем с газом, который идет прямо из баллона. Однако влага всегда может проникнуть через газопровод, например, в процесс сварки, что в свою очередь увеличивает точку росы. Поэтому регулярно проверяйте газовые трубы на предмет конденсации. Если влажность слишком высока, углеводороды могут попасть в сварной шов и сделать его пористым или дефектным.
Наши рекомендации по сварке алюминия
После того, как сварочная станция была настроена для сварки алюминия, мы рекомендуем оставить ее настроенной исключительно для сварки алюминия и настроить другую станцию для сварки стали. Конечно, только там, где это возможно. Таким образом, вы можете быстро перейти со стали на алюминий, не меняя все и не настраивая заново. Вы просто меняете рабочее место.
А после сварки алюминия
После сварки некоторые алюминиевые сплавы должны пройти процесс закалки, на степень которого можно повлиять.Таким образом, вы можете напрямую влиять на прокаливаемость при выборе алюминиевого сплава. К упрочняемым сплавам относятся AlZnMgCu, AlZnMg, AlMgSi и AlCuMg, в то время как AlMn, AlMgMn, AlMg, AlSi и AlSiCu относятся к незакалываемым алюминиевым сплавам. В зависимости от состава алюминиевого сплава, введенной температуры и температуры во время процесса старения структура решетки этого металла изменяется и, следовательно, его механические свойства. Чтобы предотвратить преждевременное выпадение растворенных элементов сплава и контролировать их распределение, необходимо обеспечить правильную температуру старения после сварки упрочняемого алюминия.Поскольку температура старения также влияет на уровень прочности, в принципе справедливо следующее: достижимая прочность уменьшается с повышением температуры. Это означает, что наивысшая прочность достигается при холодном отверждении, которое обычно происходит при комнатной температуре. Любая диффузия подавляется внезапным охлаждением. На данный момент это лишь небольшая справочная информация об аутсорсинге алюминия после сварки. Если вы хотите узнать больше, вы можете найти хорошую специализированную литературу в Интернете, например, на сайте www.hochschule-technik.de или www.maschinenbau-wissen.de.
По общему признанию, сварка алюминия немного сложнее, чем сварка стали. Но если вы будете реализовывать наши советы и рекомендации, то скоро станете настоящим специалистом по сварке алюминия.
Удаление дыма также является важной проблемой при сварке алюминия. Узнайте больше по этой теме в нашей бесплатной электронной книге:
11 советов по TIG-сварке алюминия на постоянном токе – Welding Mastermind
При сварке TIG алюминия переменный ток (или «AC») используется почти всегда.Переменный ток очищает поверхность, разрушая оксиды, которые ухудшают качество сварки. Однако это можно сваривать алюминий TIG постоянным током (также называемым «постоянным током»). Иногда для сварки алюминия методом TIG лучше использовать постоянный ток. Как и когда вам следует использовать постоянный ток для сварки алюминия TIG?
Сварка алюминия постоянным током TIG быть сложным, но эти уловки могут помочь вам в этом.
- Узнай разницу постоянного тока и переменный ток для сварки TIG
- Знайте, когда использовать постоянный ток, а когда – переменный ток для алюминия
- Используйте подходящие материалы
- Соберите правильный электрод, стержни и защитный газ
- Настроить сварочный аппарат для сварки постоянным током с обратным полярность
- Используйте ножную педаль или ручное управление для сила тока
- Сделайте алюминий как можно более чистым
- Практикуйтесь перед началом сварки
- Используйте правильную технику
- Знайте свои пределы – постоянный ток не является всегда правильный выбор для алюминия
- Объедините сварку на переменном и постоянном токе, чтобы получить лучший стык
В этой статье я расскажу вам обо всех советы, которые вам нужно знать, чтобы начать сварку алюминия методом TIG на постоянном токе.
AC или DC – в чем разница?
Полярность описывает направление электричества. течет. При постоянном токе (обычно называемом DC) полярность электрический ток всегда течет в одном направлении. Нормальный поток – отрицательный электрод, Это означает, что электричество течет от сварочного аппарата через электрод к заготовку и обратно к сварщику. Обратная полярность меняет положение и пропускает ток от сварочного аппарата через заготовку к электроду.
Постоянный ток больше всего подходит для сварки TIG. металлов, потому что проникает глубоко.Сварка алюминия – один из немногих этот переменный ток предпочтительнее.
Переменный ток, или переменный ток, меняет полярность. между стандартом и реверсом быстро, от шестидесяти до ста двадцати раз каждую секунду. Алюминий обычно сваривают TIG на переменном токе. Быстрый Переворот полярности имеет эффект пескоструйной обработки, который разрушает поверхностные оксиды до произвести чистый сварной шов. Недостатки сварки на переменном токе заключаются в том, что сварной шов не проникают глубоко и оставляют на поверхности большой шарик.
Зачем нужен постоянный ток для алюминия
Проблема с Сварка переменным током заключается в том, что ток не проникает глубоко в стык и производит неглубокий сварной шов. Если вы соединяете алюминиевые детали толщиной ¼ дюйма или более, переменный ток не обеспечит прочный сварной шов всего за один проход.
Для производства прочного сварите толстый алюминий переменным током, сварка выполняется поэтапно. Ты необходимо скосить края стыка, уложить корневой валик, затем вернуться с один или несколько проходов присадочных и заглушек для получения прочного соединения.Это требует три или четыре прохода со сварщиком до завершения соединения.
Обратная полярность Сварочные швы постоянным током не имеют этой проблемы. Вы можете получить хороший и глубокий сварной шов за один пройти с использованием сварки постоянным током. Это экономит время и обеспечивает более прочный сварной шов.
сварных швов постоянным током также полезен для заделки глубоких ямок и выбоин в алюминии. Вы можете быстро заполнить полость с помощью сварки постоянным током и получить прочный стык, который удерживает заливку на месте. Один раз отверстие залито, загладить поверхность шлифовальной машиной, деталь как новый.Это помогает исправить дорогие обработанные алюминиевые детали, которые стали слегка поврежден.
Используйте правильные материалы
Не каждый сорт из алюминия подходит для сварки TIG на постоянном токе. Лучшие марки алюминия для этого процесс 6061, 2219 и чистый алюминий (все в серии 1100). Если вы работаете с другими категориями алюминия, вам может потребоваться сделать сварной шов.
В дополнение к При использовании алюминия правильного сорта необходимы правильные размеры.ОКРУГ КОЛУМБИЯ сварка нагревает заготовку. Если вы попытаетесь сваривать тонким шток, он может перегреться и покоробиться. Сварка постоянным током лучше всего работает с деталями толщиной не менее дюйма. Помимо проблемы коробления, преимущества сварки постоянным током алюминий в любом случае не вступит в игру, пока не появится ваш склад. Придерживайтесь переменного тока для вещь штука.
Оборудование для сварки алюминия постоянным током
Использование правильного оборудования важно для с использованием постоянного тока для сварки алюминия методом TIG. Имея правильные стержни, электрод, а газ имеет большое значение для качества сварки.Если вы не получите права снаряжение, вы не сможете образовать хорошую лужу и применить удилище, чтобы покрыть соединение.
Стержни
Стержни из чистого алюминия необходимы для сварки алюминия методом TIG на постоянном токе. 4043 работает лучше всего и дает чистый валик. Вы также можете использовать стержни 5356, но сварные швы, как правило, грубые и не будут выглядеть хорошо. Не используйте стержни из сплавов или другие металлы для сварки постоянным током.
Электрод
Лучшие электроды для сварки TIG на постоянном токе – это стержни из вольфрама с 2% лантана.У них синий наконечник. В отличие от сварки на переменном токе, для сварки на постоянном токе вам понадобится острый наконечник электрода. Доступны предварительно заточенные стержни, или вы можете заточить их самостоятельно болгаркой. Стандартные вольфрамовые и торированные стержни также подойдут.
Из-за высокая температура, связанная с сваркой алюминия TIG, с использованием стандартного 1/16 дюйма диаметр электрода может вызвать перегрев электрода и загрязнение сварка. Чтобы справиться с дополнительным нагревом, выберите электрод чуть больше 3/32 дюйма.
Газ
Лучший газ для сварки на постоянном токе – сверхчистый гелий.Он производит более горячую дугу, чем смесь гелия с аргоном или чистый аргон. Высокая температура от дуги помогает разрушить оксидный слой и обеспечивает лучшую стойкость сварного шва. Дополнительная очистка от тепла важна для сварки постоянным током, потому что у вас нет такой очищающей способности, которую обеспечивает переменный ток.
Выбор сверхчистый по сравнению со стандартным гелием гарантирует отсутствие загрязнений в защитный газ. Даже небольшое количество кислорода, смешанного с гелием, может вызвать окисление сварного шва, которое приводит к растрескиванию.
Установка сварщика
Вам, конечно же, необходимо настроить постоянный ток сварочного аппарата. Ты также необходимо поменять полярность сварщика, чтобы электрод был положительный вывод, а поверхность сварного шва – отрицательный вывод. Обеспечить регресс полярность создаст сварочную лужу под окисленным слоем с плавающим оксидом. наверху. Обратитесь к руководству вашего сварщика для получения информации о рекомендуемой силе тока и других параметрах. настройки для сварки постоянным током.
Переменная сила тока
Вместо того, чтобы использовать ту же силу тока для всю сварку, настройте сварщика с помощью регулятора переменного тока.С участием переменная сила тока, уровень мощности регулируется ножной педалью или скользящей включить электродную горелку. Переменная сила тока очень важна для постоянного тока. сварка алюминия. Использование фиксированной силы тока может вызвать серьезные проблемы с суставом.
Тепло быстро рассеивается через алюминий. От когда вы дойдете до конца стыка, материал нагреется от сваривать, и теплу больше некуда деваться. Это нагревает алюминий достаточно, чтобы покоробиться или расплавиться. Использование переменной силы тока позволяет снизить тепловыделение. во избежание повреждений от перегрева.
Процесс сварки алюминия постоянным током
Чтобы получить хороший сварной шов на алюминии постоянным током, вам нужно следовать правильному процессу. Некоторые шаги такие же, как и у вас применяются для сварки на переменном токе, но некоторые другие. Обязательно относитесь к сварке постоянным током как это процесс вместо того, чтобы пытаться использовать все шаги для сварки на переменном токе.
Практика первая
Прежде чем пытаться сварить готовое изделие, потренироваться в сварке детали за несколько минут лома алюминия. Сварка алюминия на постоянном токе отличается от сварки на переменном токе. и нелегко получить бусинку с видом «стопки десяти центов» хорошего TIG сварка.Небольшая практика поможет вам нащупать сварной шов и продлится долгое время. способ красиво сварить готовый продукт.
Get It Clean
Вы всегда должны как можно тщательнее очистите свариваемый металл, прежде чем возникнет дуга. Этот Шаг особенно важен для сварки алюминия постоянным током. Температура плавления оксид на поверхности намного выше, чем температура плавления алюминиевой основы металл. Если вы попытаетесь сварить оксидированный алюминий, оксид загрязнит сварить и предотвратить его затвердевание.В результате получится некрасивая, ломкая бусинка.
Алюминий должен быть очищенным независимо от того, какой процесс вы используете, но это особенно важно с постоянный ток. Дуга от сварки алюминия переменным током обладает некоторой очищающей способностью. ОКРУГ КОЛУМБИЯ не хватает этой очищающей способности, поэтому вам нужно все довести до совершенства, прежде чем начать сварка.
Начать с очистки Удалите краску, жир и масло с помощью растворителя. Обезжиривающие средства удаляют масло и жир, а растворитель снимает краску. Ацетон удалит и то, и другое.Этот ступенька необходима для любого вида сварки и любого металла.
Следующий шаг к подготовка алюминия – это соскабливание оксидного слоя. Этот слой сложно удалите, но вы должны снять как можно больше перед сваркой алюминия постоянным током.
Скраб подальше
Один из способов удаления оксидный слой – щетка из нержавеющей стали. Используйте кисть с мелкой щетиной и используйте это только для алюминия. Грубая щетина скорее поцарапает алюминий, чем очистка оксидного слоя. Используя кисть с другими материалами, можно добавить загрязнений на поверхности и ухудшают сварочный процесс вместо лучше.
Если вы чистите щеткой, потрите металл, пока он не станет ярким и блестящим. Не торопитесь и снимите оксидный слой.
Лучшая химическая очистка
Если у вас большой или оксидное покрытие является значительным, требуется химический очиститель. Используйте кислотная ванна или промышленный очиститель алюминия, чтобы удалить оксидный слой с поверхность вашей заготовки. Химические вещества, удаляющие оксид алюминия неприятны, поэтому обязательно прочтите и следуйте указаниям на этикетке и носите надлежащее защитное снаряжение.Эти чистящие средства удаляют весь оксид с поверхность, хотя.
Не позволяй этому сидеть
Как только твоя поверхность чистый, обязательно приварите его в течение дня или около того; в противном случае кислород в воздух вступает в реакцию с поверхностью и образует новый слой оксида, который необходимо удалить. Если твой деталь сидит слишком долго, очистите ее перед сваркой.
Когда ты чистка, не упускайте из виду стержни и электрод. Сварка постоянным током не имеет естественный эффект очистки, который производит сварка на переменном токе, поэтому все, что нужно перед сваркой будьте идеально чистыми.
Методика сварки алюминия TIG на постоянном токе
Техника важен для большинства видов сварки. Вы должны скорректировать свой стиль работы, чтобы соответствовать потребности в металле, наполнителе и настройке, которые вы используете. Сварка постоянным током алюминий ничем не отличается. Несколько советов, которые помогут вам использовать постоянный ток для Алюминий для сварки TIG:
- Будьте осторожны. Как и другие виды сварки, сварка TIG требует высокой температуры и яркого света. Делать обязательно наденьте сварочную маску, перчатки и длинные рукава.
- Используйте правильный метод резки. Плазменные резаки и высокоскоростные дисковые пилы оставляют хороший чистая поверхность для сварки. Избегайте низкоскоростных ленточных пил, которые могут размазать загрязнения. в разрез, и избегайте кислородно-ацетиленовых горелок, которые приводят к окислению разреза поверхность.
- Используйте плотная дуга – намного плотнее, чем при сварке алюминия переменным током. Жара течет вверх от заготовки, а не вниз от электрода. Свести к минимуму распространение дуги, чтобы получить максимальное количество тепла в лужу.Держите кончик электрод в пределах одной восьмой дюйма от поверхности.
- Держите резак под углом 90 градусов к заготовке и держите наконечник близко к поверхности. Этот обеспечивает равномерную лужу и чистый сварной шов. Держать электрод в вертикальном положении обеспечивает лучшую газовую защиту сварного шва и обеспечивает лучший контроль дуга.
- Держите глаз на кончике электрода. Сварка с обратной полярностью может закруглить кончик электрод и вызовет распространение дуги. Если это произойдет, остановитесь и повторно заточите кончик.
- Держите шток почти плоский. Ткните стержнем в лужу посередине дуги, затем потяните его обратно. Вы можете получить чистый сварной шов стопки монет с помощью постоянного тока, но вы должны быть осторожно со стержнем.
- Алюминий плавится при гораздо более низкой температуре, чем оксидное покрытие. Обратная полярность прогоняет тепло сквозь металл и образует лужу под оксидом. В оксид всплывает на поверхность лужи; старайтесь не беспокоить его стержнем. Работа под оксидным слоем.
- Переместить быстро, чтобы изделие не сильно нагрелось.Используйте переменный элемент управления, чтобы уменьшить тока и предотвратите точечную коррозию, деформацию или плавление детали.
Когда использовать AC
Если ваша заготовка сильно загрязнен или окислен, постоянный ток может быть не лучшим выбором. С тех пор не обладает очищающей способностью переменного тока, постоянному току требуются чистые поверхности, чтобы хороший сварной шов. Если вы работаете с деталями двигателя, имеющими углеродное покрытие, или старые детали, которые сильно окислены, сварка переменным током может быть лучшим выбором.
Сварка постоянным током также плохой выбор для соединения деталей из литого алюминия.Процесс литья производит большее окисление поверхности, чем другие производственные процессы, такие как механическая обработка. Поверхностный оксид затрудняет получение хорошего сварного шва, поэтому прямой ток – плохой выбор для сварки литых деталей.
Вам также следует Избегайте сварки алюминия постоянным током, если важен внешний вид сварного шва. это сложнее получить традиционный вид стопки монет при сварке постоянным током, поэтому придерживайтесь переменного тока, если важен внешний вид окончательного сварного шва.
Лучшее из обоих миров
Для некоторых проекты, использующие как переменный, так и постоянный ток, могут быть победителями.Для очень толстой ложи вы можете нужно комбинировать приемы, чтобы получить наилучший результат. Чтобы получить лучший сварной шов толстый материал, выполните следующие действия:
- Срезать кромку края деталей, которые нужно соединить, чтобы они образовали V-образную форму.
- Сделать корень бусины постоянным током. Это базовый сварной шов, который заполняет нижнюю часть V-канала. Постоянный ток обеспечит глубокое проплавление и прочную основу для сварного шва.
- Почистить начисто сварите, чтобы удалить как можно больше окислов и загрязнений.
- Сделать колпачковый шов с использованием переменного тока Кондиционер удалит загрязнения с поверхность корневого шва и края стыка. AC также делает это легче получить красивый сварной шов, похожий на гладкую стопку монет.
Переменный ток является стандартом для сварки алюминия методом TIG. Он хорошо справляется со свойствами алюминия и делает сварные швы красивыми. Однако сварка на переменном токе имеет свои ограничения. Когда вам нужно глубокое проникновение в толстый алюминий, постоянный ток проникает лучше и обеспечивает лучший сварной шов.Знание того, когда и как использовать постоянный ток для сварки алюминия, открывает новые возможности и позволяет справляться с вещами, с которыми переменный ток просто не может справиться.
Если вы дожили до этого момента, то это полезное руководство, которое следует рассмотреть, чтобы еще больше улучшить свои результаты. Настоятельно рекомендуется и, надеюсь, принесет вам дополнительную пользу.
Как сварить алюминий с помощью сварочного аппарата?
Приведен порядок предпочтительных способов сварки алюминия. Использование аппарата для ручной сварки признано тем, что он обеспечивает высококачественные результаты.MIG также хорошо работает с толстыми материалами с гладкой поверхностью. Это происходит быстро, и сварные швы, получаемые методом MIG, не уступают по качеству, получаемым при сварке штучной сваркой, но это зависит от нескольких факторов. Итак, сегодня в этой статье вы узнаете, как сваривать алюминий с помощью сварочного аппарата.
Ручная сварка алюминия – это небольшой, но в основном не признанный метод сварки алюминия. Это дорогостоящая альтернатива при сварке алюминия. Один фунт алюминиевых электродов стоит почти тридцать долларов.Менее удачно, что в большинстве случаев небольшие количества на рынке поставляются порциями по пять фунтов. тратить сотни долларов на ремонт, который занимает несколько минут, в этом случае не вариант.
Другая проблема заключается в том, что сварочные стержни, необходимые для сварки алюминия, гигроскопичны, а это означает, что они обладают сродством к воде, и если вы оставите их на улице, флюс станет липким и осыпается за ночь. Кроме того, это не вариант для тонких материалов, потому что сварка алюминиевыми стержнями не рекомендуется при длине менее восьми дюймов.Вы также можете использовать его со сварочными аппаратами, которые используют постоянный, а не переменный ток.
Реализована обратная полярность, аналогичная большинству других электродов из нержавеющей или стали. Алюминий плавится быстро, и вам нужна интенсивная концентрация, необходима подходящая голова.
Вам нужен инертный газ вольфрам, работающий на переменном токе, а не на постоянном. Этот сварочный аппарат использует инертный газ и вольфрамовый электрод для защиты зоны сварки. Достигнутая точность с помощью этого типа сварки жизненно важна при работе с алюминием и, в основном, с тонкими деталями.
Сварочные аппараты TIG дороги; поэтому рассмотрите возможность заключения договора с местным поставщиком сварочного оборудования для дома и магазином о возможности аренды.
Есть вероятность, что вы можете использовать другие процессы сварки для сварки алюминия, такие как MIG, но TIG является наиболее важным методом для начинающих.
Получить алюминиевый присадочный стерженьЭтот элемент необходим для склеивания двух деталей. Старайтесь не использовать грязные или ржавые присадочные стержни, потому что это приведет к слабым сварным швам.Эти стержни можно купить в магазинах товаров для дома или в хозяйственных магазинах.
Вам нужно будет достать баллон с аргоном. Назначение аргона в процессе сварки – экранирование. Чистый аргон – это экономичный газовый раствор. Вы можете добавить три процента гелия, чтобы повысить стабильность дуги. Приобретать газ нужно у официальных дилеров. Большинство магазинов направят вас к розетке или предоставят вам газ. Если вы арендуете сварочного аппарата TIG, купите баллончик с аргоном при выборе сварочного аппарата.
Надеть защитную одежду из плотной ткани. При сварке TIG возникает много ультрафиолетового излучения. Из-за этого при использовании коротких рукавов можно получить ожоги рук. Выбирайте рубашку из стопроцентного хлопка. Убедитесь, что на штанах нет потертостей, в которые может попасть расплавленный металл.
Для защиты во время сварки вам также потребуется тяжелое сварочное оборудование, такое как толстые перчатки, сварочный шлем и респиратор.Устройство защитит вас от радиации, яркого света, окислов, паров, химических ожогов, поражения электрическим током и многого другого. Перчатки должны быть огнестойкими и иметь изоляцию. Держите огнетушитель доступным в случае случайных искр.
Попробуйте использовать шлем с линзами, которые автоматически затемняются в течение всего процесса. Линзы должны иметь рейтинг оттенка от десяти до тринадцати. Использование неправильно настроенного, сломанного или поврежденного оборудования может быть опасным. Проверка безопасности либо спасет жизнь, либо предотвратит травмы.Прежде чем начать, уделите немного времени;
- Проверьте шнуры и провода и устраните те, на которых есть зазубрины и потертости.
- Замените все ржавые и помятые резервуары
- Проверьте и замените корродированные или потрескавшиеся детали
- Дважды проверьте все соединения и лошади
Очистите алюминий, потому что со временем он образует оксидный слой на внешней стороне, который плавится при более высокой температуре чем стандартный алюминий. Поэтому перед сваркой алюминия обязательно очистите оксидный слой.Выполняйте это опиливание, шлифовку или чистку оксида проволочной щеткой.
Если вы используете щетки для очистки алюминия, убедитесь, что они используются только для сварки алюминия. Щетки, которые очищают другие металлы, оставляют свои следы и могут повлиять на качество – используйте резиновую вату из нержавеющей стали, например, скребок для чистки, чтобы завершить процедуру.
Затем вам нужно будет попрактиковаться в сварочных движениях, положив горелку на руку, но держите горелку выключенной, чтобы спасти металл. Положите руку в перчатке на стол для поддержки.Когда вы начинаете сварку алюминия с помощью сварочного аппарата, установите силу тока и цель таким образом, чтобы использовать примерно 0,025 мм толщины заготовки. Установите более высокую силу тока сварщика, чем ожидалось, и используйте ножную педаль, чтобы уменьшить ток. Установите все инструменты в рабочее положение и нажмите кнопку горелки. Используйте ножную педаль и нажмите на нее минимум наполовину, чтобы образовалась дуга. Если возникнут проблемы с запуском арки, сила тока будет низкой. Внесите изменения и попробуйте еще раз.
How to Ball Tungsten for Aluminium Welding
Понимание сварки со всеми ее терминологиями и методами – это тяжелый труд.Новички часто не могут понять, почему и как все делается. Одна из таких проблем – это шарик из вольфрама. Почему перед сваркой нужно шарить вольфрам? Обычный вольфрам тоже не работает?
Алюминий сложнее сваривать. Сварщикам часто легче работать со сталью или стальными сплавами, потому что алюминий нагревается при более высоких температурах. Для сварки алюминия обычно используется TIG. Иногда сварщик может использовать MIG и для сварки алюминия.
Для сварки вольфрамовым электродом в среде инертного газа (TIG) требуется неплавящийся вольфрамовый электрод.Он использует тепло, выделяемое электрической дугой между вольфрамовым электродом и металлической заготовкой. Для зажигания дуги традиционно использовался заостренный вольфрамовый электрод, но теперь мы знаем, что баллонный вольфрам дает лучшие результаты. Прокатка вольфрама для сварки алюминия требует от сварщика выполнения ряда действий. Хотя шарик из вольфрама – не единственный метод, гарантирующий лучшие результаты сварки, он является одним из основных, наряду со сварочной техникой, защитной проволокой и инертным газом, используемым при сварке алюминия.
В чем заключаются уникальные проблемы сварки алюминия?
Сварщики часто обнаруживают, что сваривать алюминий труднее, чем обычную сталь, и для этого требуются некоторые специальные настройки и приспособления. Так что же делает сварку алюминия такой сложной задачей? Основное различие между алюминием и сталью заключается в теплопроводности и пористости этих двух материалов.
Теплопроводность
Алюминий намного лучше проводит тепло, чем большинство металлов. Хотя это делает алюминий чрезвычайно полезным для других применений, при сварке это огромное неудобство.Более холодные части металла продолжают отводить тепло от сварочной ванны и могут сделать сварной шов более слабым и менее проникающим. Чтобы решить эту проблему, для сварки алюминия требуются значительно более высокие температуры, чем для сварки стали.
Пористость
В жидкой форме алюминий поглощает водород. Но когда он начинает затвердевать, он не может удерживать водород в той же форме. Таким образом, водород приводит к образованию пузырьков в алюминии, что приводит к проблемам с пористостью. Хотя водород не способен вызывать трещины в сварных швах алюминия, происходит горячее растрескивание.Иногда смесь аргона и гелия в качестве защитного газа помогает снизить образование пузырьков водорода и, таким образом, уменьшает пористость.
По этим причинам сварка алюминия требует большей концентрации, большей техники и большего контроля температуры.
Почему при сварке используется вольфрам?
Вольфрам – предпочтительный металл, который используется при сварке, потому что это металл с температурой плавления среди всех чистых металлов. Вольфрам плавится при очень высокой температуре 3422 ° C (6192 ° F).При сварке вольфрам должен быть неплавящимся. Таким образом, вольфрам используется для изготовления электродов, поскольку он выдерживает высокие температуры и не выгорает во время процесса. Ожидается некоторая эрозия, которая называется «выгорание», но в целом вольфрам лучше других металлов, когда дело касается сварки алюминия.
Традиционно использовался только чистый вольфрам, но сейчас существует множество сплавов вольфрама, одобренных Международной организацией по стандартизации и Американским обществом сварки, которые обладают более высокими качествами, чем обычный вольфрам.
Что такое шарик из вольфрама?
Вольфрамовые шарики просто делают заостренные края вольфрамовых электродов более мягкими и округлыми. При работе с электродами из чистого вольфрама считается необходимым наложение шариков.
Почему вольфрам забит?
Утверждается, что вольфрам со связками работает лучше и создает лучшую дугу, чем острые заостренные вольфрамовые электроды. Когда для изготовления электродов использовался только чистый вольфрам, считалось, что для достижения оптимальной производительности необходимо скруглить электроды, но сегодня ответ меняется.
Поскольку на рынок поступает так много различных вольфрамовых сплавов, и все они одобрены Американским сварочным обществом, ответ на вопрос «Требуется ли шарик вольфрама для сварки алюминия?» изменилось. Если вы выберете вольфрамовые сплавы для изготовления электродов, которые вы будете использовать при сварке алюминия, вам совсем не нужно их свертывать. Некоторые из распространенных одобренных сплавов включают:
Церированный вольфрам
Оксид церия (или оксид церия) в качестве легирующего агента улучшает стабильность дуги и имеет дополнительное преимущество в том, что он не радиоактивен!
Вольфрам с лантаном
Сплав оксида лантана (или лантана) также улучшает стабильность дуги и характеристики, а также не является радиоактивным.
Торированный вольфрам
Оксид тория (или тория) дает отличные характеристики дуги и отлично подходит для общего использования. Хотя с ним лучше всего работать, он радиоактивен и может представлять больший риск для здоровья, чем любые другие.
Циркониевый вольфрам
Вольфрамовые электроды, содержащие оксид циркония (или диоксид циркония), улучшают стабильность дуги, а также увеличивают срок службы электродов, поэтому вам не нужно постоянно менять электроды.
Как крепится вольфрам для сварки алюминия?
Если вы работаете с чистым вольфрамом и вам нужно скруглить вольфрам для сварки алюминия, вот что вам нужно сделать.Надевайте защитную одежду и приступайте к работе. Не сосредотачивайтесь слишком много на том, чтобы сделать идеальный мяч на кончике; просто убедитесь, что вольфрам имеет округлую форму.
- Заточите одну сторону электрода из чистого вольфрама до остроконечного кончика с помощью настольного шлифовального станка.
- Отложите заточенный электрод на 10 минут, дайте ему остыть.
- Заострите другой край электрода до точки, точно такой же, как и другой конец.
- Поместите вольфрамовый электрод в горелку TIG.
- Заземление сварочного аппарата TIG должно быть связано с токопроводящей рабочей поверхностью, а поверх нее должен быть помещен кусок алюминия.
- Поместите острый конец электрода на расстоянии 1/8 дюйма от алюминиевого лома. Теперь запустим сварщика. Дайте сварочному аппарату поработать 2–3 минуты, пока на кончике электрода не появится шарик размером 1/3 диаметра вольфрамового электрода.
- Снова дайте электроду отдохнуть. После того, как он остынет, вы можете использовать его для сварки алюминия.
Вот и все – полное пошаговое руководство по нарезке вольфрама шариками для сварки алюминия.Однако сварщики больше даже не рекомендуют чистый вольфрам, так что избавьте себя от проблем и выберите лучшую альтернативу, которая не потребует от вас в первую очередь шариков.
Связанные вопросы
Какой инертный газ лучше всего использовать при сварке алюминия?
Идеальным выбором в качестве защитного газа при дуговой сварке алюминия является 100% чистый аргон. Чистый газообразный аргон и чистый газообразный гелий – два лучших варианта для использования во всех видах сварочных работ.
Опасно ли шариковое вольфрам?
Некоторые вольфрамовые сплавы радиоактивны и могут представлять опасность для здоровья, но в остальном налипание вольфрамового электрода не более опасно, чем сама сварка.Заточка торированного вольфрама может привести к образованию радиоактивной пыли, которая может быть очень опасной при попадании внутрь.
Можно ли использовать заостренный вольфрамовый электрод?
Да, можно, и традиционно заостренный электрод использовался часто, но лучше скручивать вольфрам, чтобы повысить стабильность дуги и улучшить характеристики.
Какой сорт вольфрама следует использовать для сварки?
Вы можете выбрать из нескольких типов вольфрама:
- Редкоземельная смесь
- Торированный
- 2% лантанированные
- Сертифицированный
- 0.8% циркония
Подобные сообщения:
Краткая история сварки алюминия
Краткая история сварки алюминия
В: Какова история сварки алюминия? Сварка Heliarc по-прежнему является жизнеспособным вариантом для сварки алюминия? Почему мы не часто видим в промышленности газовую сварку или сварку алюминия стержневым электродом? В ходе своей попытки ответить на эти вопросы я также постараюсь уточнить некоторые используемые термины и определения.
A: В ходе своей попытки ответить на эти вопросы я также постараюсь уточнить некоторые используемые термины и определения.
- Сварка Heliarc – это старое традиционное название процесса газовой вольфрамовой дуговой сварки (GTAW), которое иногда используется до сих пор. Этот же процесс сварки часто называют, особенно в Европе, процессом сварки вольфрамовым электродом в среде инертного газа (TIG).
Процесс GTAW довольно часто является приемлемым вариантом для сварки алюминия. Он был разработан в 1944 году (см. Рис. 1) и до сих пор широко используется для успешной сварки алюминиевых сплавов. Некоторые из сварных швов высочайшего качества, используемых в критических областях, например, сварка труб с полным проплавлением на сосудах с криогенным давлением, почти исключительно выполняются с помощью этого процесса сварки.Переменный ток (AC) используется для большинства приложений, но питание постоянного тока (DC) используется для некоторых специализированных приложений. Процесс GTAW был разработан раньше, чем процесс газовой дуговой сварки (GMAW), и какое-то время использовался для сварки алюминия всех толщин металла и типов соединений. С тех пор процесс GTAW был заменен процессом газовой дуговой сварки (GMAW) для многих применений при сварке алюминия, в первую очередь из-за повышенной скорости процесса GMAW для сварки более толстых секций.Однако GTAW по-прежнему занимает важное место в индустрии сварки алюминия. GTAW с переменным током (AC) и чистым аргоном в качестве защитного газа в настоящее время чаще всего используется для сварки более тонких толщин алюминия (до дюйма), а также в тех случаях, когда эстетика является наиболее важной. Переменный ток (AC) – самый популярный метод дуговой сварки алюминия вольфрамовым электродом. Уравновешенная дуга переменного тока обеспечивает очищающее действие для большинства применений и равномерно распределяет тепло дуги между электродом и основным материалом.Источники питания GTAW для сварки на переменном токе, которые позволяют регулировать баланс между полярностями, позволяют пользователю выбирать либо улучшенную очистку дуги, либо большую проникающую способность. Для более специализированных приложений мы можем найти GTAW, используемую в режиме отрицательного электрода постоянного тока (DCEN). Этот метод обеспечивает концентрацию дуги около 80% тепла на основном материале и около 20% на электроде. Это приводит к относительно глубокому и узкому провару сварного шва и очень незначительной очистке дуги во время операции сварки.Этот метод сварки, который обычно используется с чистым гелием в качестве защитного газа, позволяет сваривать материалы гораздо большей толщины (до 1 дюйма) и чаще всего используется при автоматической сварке швов. Третий режим GTAW – это положительный электрод постоянного тока (DCEP). При использовании этого метода около 20% тепла выделяется на опорной пластине и 80% – на электроде. Мы обеспечиваем отличное очищающее действие, но очень неглубокое проникновение. Вероятно, это наименее используемый метод GTAW.
- Газовая сварка – это нестандартный термин для процесса газовой сварки (OFW) .Это был один из первых способов сварки алюминия. На рис. 2 показана водяная фляга армии США. Сваренная по технологии OFW и датированная 1918 годом, эта столовая, вероятно, использовалась во время «Великой войны» (1-я мировая война) и была сварена примерно за 25 лет до разработки процессов сварки в инертном газе (GTAW и GMAW).
Газовая сварка на кислородном топливе – это процесс газовой сварки. Коалесценция достигается за счет использования тепла пламени кислородно-топливного газа и, в случае алюминия, активного флюса для удаления оксида и защиты сварочной ванны.Раньше с помощью этого процесса сваривались очень толстые стыки, но чаще всего они применялись для листового металла. Одна из проблем этого процесса сварки заключается в том, что используемый во время процесса флюс гигроскопичен, что означает, что он поглощает влагу из окружающей атмосферы. Во влажном состоянии флюс вызывает коррозию алюминия. Поэтому после сварки необходимо удалить флюс, чтобы свести к минимуму вероятность коррозии. Поскольку бывает трудно быть уверенным, что все следы флюса были удалены, часто приходилось заканчивать операцию окунанием в кислоту, чтобы нейтрализовать любые остатки флюса.Другие недостатки использования этого процесса для сварки алюминия заключаются в том, что механическая прочность обычно ниже, а зоны термического влияния шире, чем при дуговой сварке. Сварка практична только в плоском и вертикальном положениях, и деформация может быть очень большой. Большинство проблем вызвано коррозийным флюсом и чрезмерным тепловложением, связанным с этим процессом. Процесс кислородно-газовой сварки широко использовался для сварки алюминия до разработки процесса сварки в инертном газе, но сегодня имеет ограниченное применение.
- Сварка стержневым электродом – это нестандартный термин для дуговой сварки защищенного металла (SMAW)
До разработки процесса сварки в инертном газе (GTAW и GMAW) дуговая сварка алюминия в основном ограничивалась дуговой технологией в экранированном металле (SMAW), иногда называемой ручной металлической дугой (MMA). В этом процессе сварки используется сварочный электрод с флюсовым покрытием. Электроды представляют собой прямые отрезки алюминиевых стержней, покрытых флюсом.Флюс растворяет оксид алюминия как на основном сплаве, так и на стержне во время сварки, что необходимо для коалесценции. Некоторые компоненты флюса испаряются в дуге с образованием защитных газов, которые помогают стабилизировать дугу и защищают ее и сварочную ванну от окружающей атмосферы. Одной из основных проблем этого процесса сварки была коррозия, вызванная захватом флюса, особенно в угловых швах, где флюс мог задерживаться за сварным швом и вызывать коррозию с обратной стороны шва.Другая проблема заключалась в том, что сварные швы, полученные в результате этого процесса, склонны к большой пористости. Нет электродов для основных сплавов с высоким содержанием магния, и электроды, оказавшись на воздухе, начинают поглощать влагу из флюса, что в конечном итоге приводит к коррозии алюминиевого сердечника и возникновению проблем с чрезмерной пористостью. Вскоре выяснилось, что этот процесс не наиболее подходит для сварки алюминия. Текущие правила и стандарты сварки алюминиевых конструкций не признают этот процесс сварки подходящим для производственных сварочных работ.
Заключение:
Без сомнения, прорыв в использовании алюминия как сварного конструкционного материала произошел с появлением в 1940-х годах процессов сварки в инертном газе. С введением процесса сварки, в котором для защиты расплавленного алюминия во время сварки используется инертный газ, стало возможным выполнять высококачественные и высокопрочные сварные швы на высоких скоростях и во всех положениях без воздействия коррозионных флюсов.
Рис 1.1944-1994 – реклама, посвященная 50-летию Heliarc (торговая марка, используемая для процесса сварки GTAW / TIG, который иногда используется до сих пор). Важный прорыв в использовании алюминия как конструкционного сварного материала.