Как заварить нержавейку: Страница не найдена – Тиберис
alexxlab | 17.07.1987 | 0 | Разное
Как заварить нержавейку обычным электродом
Сварка нержавейки для начинающих: электроды для сварки, технология работы инвертором и полуавтоматом
В данной статье рассмотрены основные вопросы, задаваемые начинающими сварщиками, по сварке коррозионостойких сталей и даны ответы на них.
Варите нержавейку легко и с удовольствием ручной дуговой сваркой покрытым электродом, неплавящимся вольфрамовым электродом в среде защитных газов и, конечно же полуавтоматическим инвертором плавящимся электродом!
Сварка ММА
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит.
 Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором. - Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.
Электроды ММА для нержавеющих сталей
Вопрос №2.
В гараже стоит инвертор для РДС (ММА). Есть работа по сварке нержавеющей стали. Подскажите, какие электроды подходят для такой работы, какие не подходят. Какие «подводные камни» сварки теми или иными электродами?
Выбор электродов для нержавейки, действительно, требует надлежащего подхода. Благо, ассортимент их довольно широкий. Наилучшими для коррозиестойких сталей на сегодняшний день являются электроды ОК61. 30. Выпускаются они шведской компанией ESAB и успешно используются при сварке 12Х18Н10, 12Х18Н10Т, 08Х18Н10 и т.д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется.
30. Выпускаются они шведской компанией ESAB и успешно используются при сварке 12Х18Н10, 12Х18Н10Т, 08Х18Н10 и т.д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется.
Отечественные электроды в основном идут с базисным покрытием. Они довольно капризны и требуют от сварщика определенного мастерства (имеют склонность к залипанию, при поджиге дуги нередко происходит отслоение покрытия, могут внезапно прекратить работать), но выполненный ими шов обеспечивает высокие коррозионные свойства. В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
Вопрос №3
Как правильно варить ЦЛ-11?
Ответ:
Как и ESAB ОК61.30 электроды ЦЛ-11 изготовлены для конструкций ответственного назначения из сталей, содержащих Cr и Ni, типа 12Х18Н10Т, 12Х18Н12Б и т.п., которые будут работать в непростых условиях, когда к ним предъявляют большие требования. Швы, полученные ЦЛ-11 имеют высокую стойкость к образованию коррозии между кристаллами.
Швы, полученные ЦЛ-11 имеют высокую стойкость к образованию коррозии между кристаллами.
Перед сварочными работами детали зачищают крацовочной щеткой до металлического блеска, удаляют грязь, масло, коррозию, которая несмотря на то, что нержавейка, может проявлять себя. Дугу нужно стараться поддерживать как можно короче, шов формировать неширокими валиками. Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу». Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали.
Благодаря малому содержанию «вредных элементов» и небольшому газообразованию ЦЛ-11 дает шов устойчивый к обычной коррозии и между кристаллами.
В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
Мех.показатели:
Временное сопротивление разрыву, более 540Н/мм2
Относительное удлинение, более 20%
Ударная вязкость более 80 Дж/см2
Аналоги ОЗЛ-7;-8, ESAB OK61. 85, ОК61.30
85, ОК61.30
Сварка ТIG
Вопрос №4
Какой газ применяют для защиты шва?
Ответ:
Вольфрамовым электродом удобно варить тонкостенные листы. Швы качественные. Защита ванны — аргон 100%. Ничего другого для вольфрама придумывать не нужно. Единственный недостаток — низкий КПД по сравнению с полуавтоматической сваркой, потому что сварочную проволоку приходится держать левой рукой, подавая в сварочную ванну.
Сварка полуавтоматом
Вопрос №5
Сам сварке только учусь. Расскажите о сварке нержавейки полуавтоматом. Какой газ лучше применять для нее?
Ответ:
По всем теоретическим канонам сварку нержавейки производят в аргоне. Но на практике получается не совсем так, а точнее, немножко по — другому. При сварке в аргоне сварщики жалуются на большое разбрызгивание металла, нестабильную дугу. Не будем углубляться в возможные причины того, почему так происходит. Например, при сварке алюминия нужно использовать только аргон высокой чистоты (высокоочищенный), иначе возникают аналогичные проблемы, шов получается с раковинами, дефектами, в окалине, сварка затруднена.
Варить в 100% углекислоте не рекомендуется, хотя жажда опытов толкает сварщиков на разнообразные эксперименты заканчиваются они снижением коррозионной стойкости шва. Углекислота лучше всего подходит для «черных» сталей (то бишь низко- и среднеуглеродистых), по какой причине, читайте в статье «Защита сварочной ванны»
Читайте на сайте статью: Сварка алюминия — инструкция, аппарат, проволока, газ |
Теперь о технологии. Практикуют 3 способа:
• Сварка короткой дугой – позволяет избежать проплавление металла при соединении тонких листов
• Струйный перенос – лучше всего использовать порошковую проволоку без газа
• Импульсный режим (присадочный материал подается порционно каплями малой величины) — наилучший способ, позволяет практически полностью избавиться от брызг и уменьшить расход проволоки.
Вопрос №6
Здравствуйте! Трудность в следующем: не выходит настроить скорость подачи проволоки полуавтомата. Свариваю нержавейку. Защитная среда углекислота. Шов получается низкокачественный, дугу рвет. При поджиге дуги проволока сгорает до горелки. Как настроить полуавтомат?
Трудность возникла из-за неправильно подобранных режимов сварки. При подборе режимов ориентируйтесь на 2 основных параметра: с какой скоростью подается проволока и каково напряжение на источнике питания.
Сначала выбирается с какой скоростью будет подаваться проволока. Выбирается скорость исходя из толщины изделия. Так же скорость связана с током. Чем скорость подачи выше, тем больше ток. Под скорость проволоки выставляют требуемое напряжение. Если напряжение низкое – поджиг дуги затруднен, при высоком напряжении проволока быстро сгорает до токопроводящей части и дуга обрывается.
Вам необходимо верно подобрать соотношение параметров скорости и напряжения. Только в таком случае вы получите шов, который будет соответствовать критериям качества.
Только в таком случае вы получите шов, который будет соответствовать критериям качества.
Добавить комментарий
Отменить ответДля отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
- Сварочный трансформатор PATRIOT 200AC 102,00 ₽
- Зарядное устройство GreenWorks G24C 2490,00 ₽
- Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
- Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
- Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
- Сварочный аппарат BauMaster AW-79161 3990,00 ₽
- Hitachi AB17 зарядное устройство 4076,87 ₽
Источник: svarka-master.ru
Сварка нержавеющей стали электродом
Такой материал как нержавеющая сталь достаточно часто применяется в промышленности и в быту. Нержавейка не подвластна ржавлению, характеризуется длительным сроком службы и хорошо пригодна для водяных фильтров, различных емкостей и т.д. Многие выбирают этот металл для создания систем отопления или водопровода.
Однако, случаются ситуации, когда изделия дают течь, а специальное оборудование отсутствует. Тогда единственно верным решением является — сварка нержавейки электродом.
Именно о том, что представляет собой этот процесс и как правильно варить нержавейку электродом мы расскажем в этой статье.
Отличительные особенности материалов из нержавейки
Основная характеристика, которой отличается нержавеющая сталь – это устойчивость к коррозионным процессам. Благодаря этому свойству, многие изделия, которые изготавливаются из нержавейки применяются для работы с водой и под высоким давлением. Как варить нержавейку электродом знают опытные сварщики, поэтому у них сварка труб или других элементов не вызывает сложностей. Совсем иначе дело обстоит с начинающими сварщиками, главная проблема, с которой им предстоит столкнуться – это течь, которая образуется после того как шов остывает. Для того, чтобы справиться с течью и сделать ровный и качественный шов, следует быть очень внимательным и аккуратным.
Прежде чем приступать к сварке, необходимо ознакомиться со всеми свойствами нержавеющей стали.
В первую очередь стоит отметить, что данный металл отличается высоким коэффициентом расширения. Это означает, что когда изделие будет нагреваться, дистанция между молекулами будет возрастать, а при остывании наоборот оно будет стягиваться до исходных пропорций. Если шов будет сделан из другого металла, то это чревато трещинами, а то и вовсе его разрывом.
«Совет! Подбирайте качественный стержень электрода, который обеспечит хорошую взаимосвязь между нержавейкой и другим дополнительным металлом»
Еще одной проблемой, с которой можно столкнуться в процессе сварки электродами по нержавейке, является низкая температура плавления этого металла. При сильном нагреве, участок, который подвергся такому процессу как сварка электродами, попросту перегреется и все его антикоррозийные свойства исчезнут. В итоге в том месте, где проводилась сварка, образуется ржавчина.
Следующий нюанс заключается в том, что если кислород попадет в сварочную ванну, то на поверхности шва образуется газ и могут возникнуть крупные поры. Если произойдет такая реакция, то сварить металл будет просто невозможно. Для того, чтобы избежать этого, уделите особое внимание защите сварочной ванны от окружающей среды. Это можно сделать при помощи защитного газа или посредством обмазки электродов. Каждый из этих методов приведет к образованию газового облака в зоне сварки.
Способы сварки
В настоящее время выделяется несколько способов, позволяющих сваривать нержавейку.
Осуществить сварку нержавеющей стали в домашних условиях можно тремя методами:
— Сварка электродами. Такой вид отличается тем, что плавящийся электрод становится материалом, из которого делается шов. Такой способ подходит для сварки и обычной стали и тонкой нержавейки, и в данном случае процесс сварки осуществляется специальным сварочным аппаратом — инвертором.
— Аргоновая сварка с вольфрамовым электродом. В данном случае с помощью электрода плавится металл заранее выбранной детали. Он и будет выступать в качестве материала, из которого будет производиться шов. Сварку с применением аргона можно осуществить еще одним способом. Для этого для сварки используется присадочная проволока, в которой функцию защиты сварочной ванны выполняет инертный газ – аргон.
— Полуавтоматическая сварка плавящимся электродом. Такой вид сварки производится в газовой среде.
Выбор электродов
Чтобы качественно и надежно сварить нержавеющую сталь, важное внимание стоит уделить выбору электродов.
Данные проводники должны иметь следующие характеристики:
- небольшое температурное расширение,
- они должны быть упругими,
- должны хорошо проводить тепло и быть износоустойчивыми,
- у них должно быть специально покрытие, которое предназначено для работы с нержавейкой.
Выбор электродов в строительных магазинах и на рынке достаточно большой.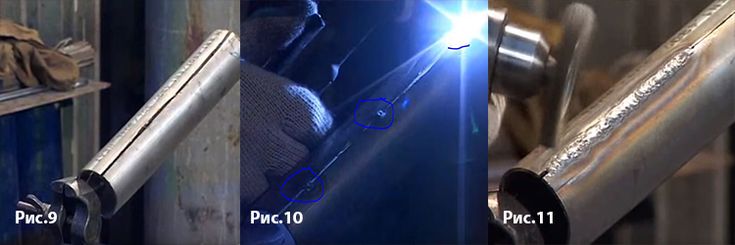 Широкой популярностью пользуются электроды ОК 67.60 шведской фирмы ESAB. Среди отечественных производителей электродов выделяются марки ОЗЛ-8 и ЦЛ-11. Цена на такие электроды ниже, чем на импортные, но в процессе сварки требуют особой внимательности и профессионализма от человека, выполняющего работу.
Широкой популярностью пользуются электроды ОК 67.60 шведской фирмы ESAB. Среди отечественных производителей электродов выделяются марки ОЗЛ-8 и ЦЛ-11. Цена на такие электроды ниже, чем на импортные, но в процессе сварки требуют особой внимательности и профессионализма от человека, выполняющего работу.
В таблице представлены основные показатели, которые должны соблюдаться при сварке металла, разной толщины.
| Толщина металла, мм | Род тока | Сила тока,А | Диаметр электрода или проволоки, мм | Скорость прохождения, см/мин | Напряжение, В | Расход аргона, л/мин |
| 1 | Постоянный | 30..60 | 2 или 1,6 | 12 – 28 | 11…15 | 2,5…3 |
| 1 | Переменный | 35…75 | 2 или 1,6 | 15 – 33 | 12…16 | 2,5…3 |
| 1,5 | Постоянный | 40..75 | 2 или 1,6 | 9 – 19 | 11…15 | 2,5…3 |
| 1,5 | Переменный | 45…85 | 2 или 1,6 | 1 — 14 | 12…16 | 2,5…3 |
| 4 | Постоянный | 85…130 | 4 или 2,5 | — | 11…15 | 10 |
Область применения
Сварка нержавейки инвертором нашла свое активное применение как в домашних условиях, так и в промышленных, на производстве.
Сварка труб из нержавейки электродами будет актуальная только в случае необходимости создать короткие швы. Ручная дуговая сварка часто используется в следующих видах работ:
- изготовление малогабаритных деталей,
- монтаж конструкций из металла,
- наплавка,
- применяется в случае, когда необходимо избавиться от дефектов на небольших участках шва.
Подводя итог вышеизложенного, стоит еще раз подчеркнуть, сварка нержавейки электродом производится только в том случае, если работа будет не очень масштабной.
Технология сварки
В отличие от обыкновенной стали, для сварки тонкой нержавейки электродом, нужно гораздо меньшее количество тока (на 20%).
«Обратите внимание! Если вы осуществляете сварку толстого металла, то между заготовками обязательно должен присутствовать зазор. Иначе могут образоваться трещины.»
Длина электродов должна быть не более 35 см. Если будет задан неверный температурный режим, то материал может лишиться своих антикоррозийных свойств. Температура нагрева не должна превышать показатель 500°С.
Температура нагрева не должна превышать показатель 500°С.
Сварка нержавеющей стали в домашних условиях
Для того, чтобы шов получился и качественным, в процессе сварки нержавейки следует придерживаться следующих рекомендаций:
- Для того чтобы соединить сталь из нержавейки нужно применять ток обратной полярности. В процессе сварки обращайте внимание на шов. Если он не проплавляется, значит он выполнен верно.
- В сварном стыке следует оставлять маленький зазор.
- Сварка нержавеющей стали при помощи обычного электрода обычно свойственна для проведения работ дома. Если вам надо скрепить толстые поверхности, то нужно использовать электроды больше диаметра.
- Для того чтобы верно определить нужную величину сварочного тока, воспользуйтесь таблицей, которая представлена выше. В ней указаны все нужные значения, исходя из толщины материала. Обычно, для того чтобы получить качественное и прочное соединение, нужно использовать ток с минимальным значение 20% от тока, который используется для сварки низкоуглеродных сталей.

- По завершению работы по изготовлению шва, нужно выждать некоторое время, пока он остынет. Благодаря этому сталь будет устойчива к коррозионным процессам.
- Для охлаждения шва используйте медные прокладки.
Защита сварочного шва
Нержавеющая сталь отличается высокой чувствительностью к механической зачистке после завершения процесса сварки. Зачистка подразумевает под собой снятие верхнего окисленного слоя, который как раз предназначен для защиты сварочного шва от ржавления. Восстанавливается окисленный слой только спустя 5-6 часов. Важно, чтобы в это время ничего не попадало в зону зачистки, что чаще всего просто невозможно. Но есть один способ, помогающий справиться с этой проблемой. После того, как механическая зачистка будет завершена, надо покрыть сталь специальным спреем, который состоит из пассивирующих присадок и синтетических масел.
Подводя итог, можно прийти к выводу, что прочность и качество швов при сварке нержавеющей стали зависит только от человека, выполняющего работу. Если подойти к выполнению всех требований со всей ответственностью и соблюдать все рекомендации, то результат оправдает ваши ожидания. Поэтому важно детально выполнить технологию сварки, подобрать хороший инвертор и купить качественные электроды.
Если подойти к выполнению всех требований со всей ответственностью и соблюдать все рекомендации, то результат оправдает ваши ожидания. Поэтому важно детально выполнить технологию сварки, подобрать хороший инвертор и купить качественные электроды.
Источник: svarkaed.ru
Как варить нержавейку простым электродом — личный опыт, иногда можно
Главная страница » Сварочные работы » Как варить нержавейку простым электродом — личный опыт, иногда можно
Понятное дело, что профессионалы скажут, что не стоит варить нержавейку «черным» электродом. Ни иногда в жизни бывают ситуации, когда требования к изделию не так уж высоки , а искать электроды по нержавейке нет времени. Как показал продемонстрированный ниже эксперимент, вполне можно заварить даже «на воду» емкость из нержавки простым электродом.
Что мы имели: лопнувший из-за закипания теплообменник банной печи «Термофор», инвертор сварочный Elitech, электроды АНО-4 диаметром 3мм. Вода с системе бани течет самотеком, давления нет. А лопнул теплообменник из-за замершей пробки в трубе. Было решено заварить и заодно проверить вопрос сварки нержавеющей стали ржавеющим электродом на личном опыте. Тем более, что поиски по интернету показали, что профессионалы и знатоки называют единственным минусом то, что шов заржавеет. В данном случае это совсем не страшно.
А лопнул теплообменник из-за замершей пробки в трубе. Было решено заварить и заодно проверить вопрос сварки нержавеющей стали ржавеющим электродом на личном опыте. Тем более, что поиски по интернету показали, что профессионалы и знатоки называют единственным минусом то, что шов заржавеет. В данном случае это совсем не страшно.
Вот эта трещина крупным планом.
Выставляем ток на 60.
Варим двумя проходами.
Шов с отбитым шлаком. Чуток поточил шов болгаркой, посмотреть какой он внутри.
Стоит также в заключение добавить, что баня работает, теплообменник исправно исполняет свою функцию, ничего не течет, вода греется.
Если требования к сварному шву не критичны, то вполне можно варить.
Источник: kovka-svarka.net
Сварка нержавейки электродом
В промышленности и быту часто используется нержавеющая сталь. Благодаря своим антикоррозийным свойствам она хорошо подходит для долговечных водяных фильтров, емкостей под химическую промышленность, и в качестве бытовой тары. Некоторые монтирует из этого металла отопление или водопровод, чем увеличивают срок службы системы. Незаменимым элементом из этого материала являются полотенцесушители. Но что делать если изделие дало течь, а профессионального аппарата нет под рукой? Как варить нержавейку электродом? Какие режимы выставлять на сварочном агрегате и как вести шов?
Некоторые монтирует из этого металла отопление или водопровод, чем увеличивают срок службы системы. Незаменимым элементом из этого материала являются полотенцесушители. Но что делать если изделие дало течь, а профессионального аппарата нет под рукой? Как варить нержавейку электродом? Какие режимы выставлять на сварочном агрегате и как вести шов?
Особенности нержавеющей стали
Как правильно варить нержавейку электродами знают опытные сварщики, чьи рекомендации есть на видео. Работа с этим материалом отличается от сваривания обычной стали. Поскольку данный металл ценят за его устойчивость к коррозии, то большинство изделий из него предназначены для работы с водой и под давлением. А проблемой начинающих сварщиков становится течь, появляющаяся после остывания шва. Как заварить проблемное место в домашних условиях можно понять, если разобраться в физических свойствах металла.
Нержавеющая сталь обладает высоким коэффициентом расширения. Это означает то, что при нагреве расстояние между молекулами увеличивается больше, чем у других видов металлов. При остывании происходит обратный процесс, «стягивающий» изделие до первоначальных пропорций. Инородный металл, входящий в состав шва, и обладающий меньшим коэффициентом расширения, будет при этом «рваться», оставляя за собой микротрещины, дающие течь в работе начинающего сварщика. Это обязывает подбирать качественный присадочный материал (стержень электрода), способствующий взаимодействию основного и наплавляемого металла.
При остывании происходит обратный процесс, «стягивающий» изделие до первоначальных пропорций. Инородный металл, входящий в состав шва, и обладающий меньшим коэффициентом расширения, будет при этом «рваться», оставляя за собой микротрещины, дающие течь в работе начинающего сварщика. Это обязывает подбирать качественный присадочный материал (стержень электрода), способствующий взаимодействию основного и наплавляемого металла.
Второй проблемой в работе с нержавеющей сталью является ее низкая температура плавления. Сильный нагрев от электродуги приводит к тому, что сварочный участок перегревается, и легирующие элементы, отвечающие за антикоррозийные свойства, выгорают. В результате, получив герметичное соединение, можно обнаружить скорое появление следов ржавчины в месте проведения сварки. Эта особенность требует подбора правильных режимов сварки и ведения шва в шахматном порядке, чтобы предотвратить местный перегрев.
Третьей проблемой служит реакция углерода на попадание кислорода в сварочную ванну. Это приводит к выделению газа на поверхности кристаллизующегося шва, и образованию крупных пор. Сваривать металл становится практически невозможно. Чтобы предотвратить это явление, сварочная ванна должна хорошо защищаться от внешней среды. Для этого используют защитный газ или обмазку электродов, создающую газовое облако в зоне сварки.
Это приводит к выделению газа на поверхности кристаллизующегося шва, и образованию крупных пор. Сваривать металл становится практически невозможно. Чтобы предотвратить это явление, сварочная ванна должна хорошо защищаться от внешней среды. Для этого используют защитный газ или обмазку электродов, создающую газовое облако в зоне сварки.
Применяемые электроды
Чтобы хорошо понимать, какими электродами варить нержавейку, стоит помнить о тепловом коэффициенте металла. Для этого подбираются стержни электродов, имеющие тот же состав, что и свариваемый элемент. Это обеспечивает взаимодействие основного и присадочного материалов, предупреждая появление дефектов.
Возможный вариант используемых электродов:
- «ЦЛ-11». Это довольно дорогие расходные материалы, покрытые специальной обмазкой, и хорошо изолирующие сварочную ванну от внешних факторов воздействия. Металл стержня хорошо вплавляется в основной материал и создает прочное соединение.
- «НЖ-13» являются еще одним подходящим расходным материалом.
 Они создают надежный шов с ударной вязкостью в 120 Дж/см, и предотвращают явление межкристаллитной коррозии. Отличие электродов состоит в образовании тонкого слоя шлака, который после остывания поверхности и сжатия материала до первоначального размера, отпадает самопроизвольно. Это ускоряет процесс обработки сварного соединения, когда требуется выполнить много швов.
Они создают надежный шов с ударной вязкостью в 120 Дж/см, и предотвращают явление межкристаллитной коррозии. Отличие электродов состоит в образовании тонкого слоя шлака, который после остывания поверхности и сжатия материала до первоначального размера, отпадает самопроизвольно. Это ускоряет процесс обработки сварного соединения, когда требуется выполнить много швов.
Неплавящиеся электроды
Сварка нержавеющей стали электродами может выполняться и неплавящимся стержнем. Часто применяют вольфрам и его смеси. Электрическая дуга расплавляет кромки металла, используя их для формирования шва. Если между пластинами имеется зазор, или требуется соединение повышенной прочности, то дополнительно использую присадочную проволоку из материала, того же состава, что и основной.
Работа ведется в среде инертного газа, что требует дорогостоящего оборудования и повышенных расходов на сварку. Метод применяется там, где необходимо качественное соединение, способное работать под давлением.
Технология сварки
Работа с нержавейкой ведется по технологии, отличающейся от сварки обычной стали. Процесс включает в себя:
- Зачистку поверхности от масла и иного мусора, краски. Попадание этих веществ будет излишне пенить сварочную ванну.
- Разделка кромок выполняется при работе с металлом толще 4 мм. Делается скос в 45 градусов и выставляется зазор в 1 мм. При соединении деталей меньшей толщины, кромки не разделываются и зазор не предусматривается. Плотно сведенные пластины будут залогом красивого шва и предупредят потеки на обратной стороне.
- При ответственных соединениях рекомендуется прокалить электроды при температуре 170 градусов.
- Когда нержавеющая сталь толще 7 мм, стоит выполнить предварительный подогрев свариваемых частей до 150 градусов. Это позволит избежать резкого перепада температур.
- После наложения прихваток, шов ведется электродом под наклоном в 45-60 градусов на себя или в сторону. Сварочная ванна характеризуется густотой, чем сильно отличается от сварки низкоуглеродистой стали.
 Формирование шва напоминает лепку из хорошо разогретого пластилина. К этому необходимо привыкнуть. Дуга должна быть короткой, и без колебательных движений.
Формирование шва напоминает лепку из хорошо разогретого пластилина. К этому необходимо привыкнуть. Дуга должна быть короткой, и без колебательных движений. - Вести шов следует немного быстрее, чем при обычной сварке. Это поможет избежать перегрева поверхности и сохранить свойства нержавеющей стали.
- После окончания работ нельзя поливать изделие водой, ввиду его коэффициента расширения. Металл должен остыть самостоятельно.
Можно ли варить нержавейку обычным электродом?
Сварка нержавейки обычным электродом возможна, но чревата последствиями. Из-за разности материалов, совмещенных в зоне сварки (нержавеющая сталь основного металла и стержень электрода их низкоуглеродистой нелегированной стали) происходит внутреннее натяжение в околошовной зоне. По мере остывания поверхности будут слышны щелчки, свидетельствующие о появлении микротрещин. Поэтому такой шов будет давать течь и не подойдет для системы отопления, расширительных баков и емкостей под давлением. Еще это соединение быстро покроется ржавчиной.
Еще это соединение быстро покроется ржавчиной.
Но заварить нержавейку обычным электродом для крепежа в фонтане, или иных не герметичных стыков, вполне возможно. Только применять это стоит в экстренном случае, как меру безысходности. Когда предстоит плановая работа необходимо подготовиться и приобрести соответствующие электроды по нержавейке.
Аппараты и режимы
Сварка нержавеющей стали производится на различных аппаратах, но наилучшие устройства — это те, которые выдают постоянный ток. Благодаря этому присадочный материал хорошо вплавляется в поверхность, а шов выглядит более ровно.
При отсутствии постоянного тока, можно воспользоваться инвертором, выдающим переменный ток с высокой частотой. Применяя соответствующие электроды и быстро ведя дугу, получится ровная поверхность с наплавленным слоем металла. Сварка на трансформаторном токе возможна, но отличается наплывами, поэтому использовать ее стоит на не ответственных стыках.
При настройке аппарата стоит учитывать следующие параметры:
| Толщина металла, мм | Сила тока, А | Напряжение, V | Диаметр электрода, мм |
| 1 | 30-40 | 12 | 2 |
1. 5 5 | 40-60 | 13 | 2 |
| 3 | 80 | 15 | 2 |
| 4 | 100 | 16 | 3 |
Получение качественных швов при сварке нержавейки возможно, если соблюдать технологию сварки, выбрать аппарат с постоянным током или инвертор, и приобретя качественные электроды.
Источник: svarkalegko.com
Сварка нержавейки инвертором
- 1. Сварка нержавейки: что нужно знать?
- 2. Как варить нержавейку инвертором
Изделия из нержавейки пользуются большой популярностью. Наверняка у каждого дома найдётся хоть одно такое изделие, отличающееся прочностью и надежностью в использовании.
Однако порой случается так, что и изделия из нержавейки требуют ремонта. Для этих целей чаще всего используется сварка. А поскольку в последнее время для бытовых нужд приобретаются инверторы, то и возникает закономерный вопрос об их работе с нержавейкой.
В данной статье строительного журнала samastroyka. ru будет рассказано о том, как варить нержавейку инвертором.
ru будет рассказано о том, как варить нержавейку инвертором.
Сварка нержавейки: что нужно знать?
Нержавейка относится к высоколегированной стали, большую часть которой составляет хром. Есть в составе нержавейки также и никель, титан, мобилен, и другие добавочные элементы, улучшающие характеристики этого металла против коррозии.
Из-за того, что нержавеющая сталь имеет теплопроводность почти, что вдвое меньше, чем у обычной стали, варить её довольно сложно. Делать это нужно только при пониженном напряжении и на обратной полярности тока.
Также, при неправильной сварки нержавейки, её может сильно повести, и это нужно обязательно учитывать, выставляя необходимые зазоры между свариваемыми элементами. Кроме того, после сварки, места швов будут подвержены коррозийным процессам, поэтому их следует защитить, чтобы уберечь целостность металлоизделия.
Как варить нержавейку инвертором
Чтобы правильно сварить нержавейку инвертором следует придерживаться таких правил:
1. Не перегревать слишком сильно заготовку, поскольку температура свыше 150 градусов здесь является уже критической;
Не перегревать слишком сильно заготовку, поскольку температура свыше 150 градусов здесь является уже критической;
2. Варить нержавейку допускается только на малом токе. При этом нужно исключить колебательные движения электродом и увеличить скорость сварки до предела;
3. Обязательно нужно позаботиться об отводе тепла, для чего под свариваемые заготовки рекомендуется подкладывать медные пластины достаточной толщины;
4. Сварка толстой нержавейки должно осуществляться с разделкой и многопроходным соединением.
5. Для сварки нержавеющей стали нужны специальные электроды, которые предназначены для этих целей (можно варить и обычными электродами, но качество сварочного шва будет намного хуже).
Перед тем как варить нержавейку инвертором, место сваривания заготовок нужно обезжирить. Для этого можно использовать ацетон или бензин. Обезжиренная поверхность позволить сварочной дуге гореть более устойчиво.
Если сварка осуществляется электродами 3 мм, то ток на инверторе должен быть выставлен не менее 80 А. Так же, как было сказано выше, варить нержавейку рекомендуется на токе обратной полярности, обязательно подложив под металлоизделие теплоотводящие пластины из меди.
Так же, как было сказано выше, варить нержавейку рекомендуется на токе обратной полярности, обязательно подложив под металлоизделие теплоотводящие пластины из меди.
Для надежной дуги расстояние между электродом и нержавеющим металлом должно быть выдержано в 2-3 мм. При этом угол наклона электрода при сварке, также имеет немалое значение. Угол электрода к поверхности нержавейки должен составлять около 80 градусов, и только к дуге.
Обязательно после сварки нержавейки швы должны быть защищены от процессов коррозии. Для этого они при необходимости зачищаются, после чего покрываются специальной пастой с антикоррозийным составом.
Сварка нержавейки инвертором, в силу своих особенностей, требует немалого опыта. Новичку в этом, на первых порах, будет сложно, поэтому без экспериментов, ошибок и проб, не обойтись.
Источник: zen.yandex.ru
Особенности сварки аустенитной и ферритной нержавеющей стали
Свариваемость и практические советы по сварке аустенитных и ферритных сплавов
Различия в сварке аустенитных и ферритных сплавов
Внимание!
Информация собранна в разных источниках, в том числе из личного опыта сварщиков, монтажников и технологов.
В этой статье речь пойдёт только о популярных и ходовых марках стали. И без учёта требований ГОСТ так как по стандарту большую часть нержавеющих сплавов вообще нельзя варить. Например по ГОСТ 14771-76 варить нержавейку можно только дуговым способом в защитном газе.
Есть мнение, что разные сплавы нержавеющей стали имеют разную свариваемость и поэтому если планируются сварочные работы, то необходимо выбрать какую-то определённую марку нержавеющей стали, например AISI-304 (08Х18Н10).
Это отчасти верно и сталь AISI-304 сваривается лучше, чем AISI-430 (12Х17), но это не совсем так, 430 марку можно так же надёжно сваривать, как и любую другую при соблюдении определённой технологии и материалов.
AISI-430 относится к ферритным сплавам и не содержит никеля и при обычном способе сварки швы получаются хрупкими. Поэтому для устранения этого негативного факта её надо варить с высоколегированной присадочной проволокой и будет прочно, главное долго не перегревать, а также избегать резкого охлаждения металла и провести стабилизирующий отжиг.
Самые популярные и ходовые сплавы делятся на две группы:
Аустенитная и Ферритная, не считая экзотических марок.
Аустенитные марки легко свариваемые из-за содержания никеля:
AISI-201 (12Х15Г9НД), содержание никеля 0,8-1,2%
AISI-304 (08Х18Н10), содержание никеля 8,0-10,0%
AISI-316 (03Х17Н14М3), содержание никеля 10,0-14,0%
AISI-321 (12Х18Н10Т), содержание никеля 9,0-12,0%
Ферритные марки требующие соблюдение технологи сварки и сварочных материалов:
Хром в составе ухудшает качество шва.
AISI-409 (08Х13), содержание хрома 10,5-11,7%
AISI-430 (12Х17), содержание хрома 16,0-18,0%
AISI-439 (08Х17Т), содержание хрома 17,0-19,0%
Сварка аустенитных марок AISI-201/304/316/321
Свариваемость этих сплавов: легко сваривается разными видами сварки, гарантируя хорошее качество шва.
Электродами НИИ-48Г, ГС-1, ДС-12
Аргонно-дуговой сваркой на полуавтоматах проволокой 08Х20Н9Г7Т, 08Х21Н10Г6
Под флюсом АН-48 с использованием вышеуказанных сварочных материалов.
Испытания показали, что шов получается стойким к межкристаллической коррозии (МКК).
Для предупреждения образования в швах и околошовной зоне горячих трещин рекомендуется:
Следует применять режимы, уменьшающие долю основного металла в шве, и использовать припой и сварочные материалы с минимальным содержанием (серы, фосфора, свинца, олова, висмута). Применение для сварки постоянного тока обратной полярности. При ручной сварке покрытыми электродами следует поддерживать короткую дугу и сварку вести без поперечных колебаний. При сварке в защитных газах, предупреждая подсос воздуха, следует поддерживать коротким вылет электрода и выбирать оптимальными скорость сварки и расход защитных газов. Необходимо также принимать меры к удалению влаги из флюса и покрытия электродов, обеспечивая их необходимую прокалку.
Благоприятно и легирование швов повышенным количеством молибдена, марганца и вольфрама, подавляющих процесс образования горячих трещин.
Сварка ферритных марок AISI-409/430/439
В ферритных марках никель заменён на марганец это не способствует хорошей свариваемости.
При сварке хромистых ферритных сталей появляются определённые трудности. При нагревании до температуры 600…900° С хром, вступает в реакцию с углеродом, образовывая карбиды. Кристаллиты карбидов, находящиеся внутри металла, становятся причиной межкристаллитной коррозии, которая существенно ухудшает механические свойства стали.
Хром имеет свойство сильно окисляться. При окислении хрома образуются частые тугоплавкие окислы, которые, также, отрицательно влияют на свариваемость сталей этого типа.
Оптимально использовать дуговую сварку в инертных газах при соблюдении минимального энерговклада в свариваемый шов. Рекомендуется сварка «сверху» (то есть, когда свариваемая поверхность расположена ниже сварочного инструмента). В качестве присадочного материала можно использовать аустенитную проволоку 309Lsi( Cв-07Х25Н13, Св-08Х25Н13БТЮ) и т.п. Можно использовать электроды или присадочные проволоки на основе ферритной хромистой стали марки AISI 430.
В качестве присадочного материала можно использовать аустенитную проволоку 309Lsi( Cв-07Х25Н13, Св-08Х25Н13БТЮ) и т.п. Можно использовать электроды или присадочные проволоки на основе ферритной хромистой стали марки AISI 430.
Для того, чтобы гарантировать адекватную коррозионную стойкость необходимо убрать окалину и цвета побежалости травлением или механической обработкой щетками из нержавеющей стали и пропассивировать холодным 10-20% раствором азотной кислоты. Необходима последующая тщательная промывка холодной водой и сушка.
ферритные сплавы имеют достаточную свариваемость для многих «статических» применений. Однако шов может быть хрупким при газовой сварке (при нагревании происходит рост зерен в микроструктуре металла). Свойства усталости 430 AISI в сваренном состоянии низкие, и ее не рекомендует для применений, где используется растяжение, или другие воздействия.
Сварка стали AISI-304/430 видео
Технология сварки ферритных хромистых сталей
Сварку ферритных сталей выполняют с предварительным подогревом до температуры 300-400°C и последующим, после сварки, высоким отпуском (нагрев до температуры 650-750°C и последующее медленное охлаждение). Высокий отпуск необходим при сварке сталей этого класса для снятия внутренних напряжений и восстановления начальных механических свойств стали.
Высокий отпуск необходим при сварке сталей этого класса для снятия внутренних напряжений и восстановления начальных механических свойств стали.
Электроды для сварки высоколегированных ферритных сталей
Для сварки ферритных, сталей, применяют электроды из сварочной проволоки следующих марок: Св-01Х19Н9, Св-04Х19Н9, Св-07Х25Н13 с покрытием, имеющем в своём составе плавиковый шпат и окись марганца. Применение этих электродов позволяет получить жидкий шлак, который хорошо растворяет окислы хрома. Рекомендуют следующие покрытия: ЦЛ-2, ЦТ, УОНИ-13/НЖ.
Режимы сварки ферритных сталей
Для сварки ферритных, как и для большинства высоколегированных сталей, применяют постоянный ток обратной полярности, при малых сварочных токах. Величину тока определяют из следующей пропорции: 25-30 А на миллиметр диаметра электрода. И делается это из тех соображений, что большинство высоколегированных сталей при сварке легко перегреваются, т.к. обладают малой теплопроводностью.
Тепловая обработка
Отожженная 430-я сталь является самой мягкой и податливой и может использоваться для холодной формовки. Диапазон температуры отжига 780°C сопровождается последующим охлаждением на воздухе.
Диапазон температуры отжига 780°C сопровождается последующим охлаждением на воздухе.
Отпуск после сварки обычно не требуется, хотя 200-300°C — рекомендованный диапазон температуры отпуска.
Как обработать швы нержавейки после сварки
Способ травление
Эффективным методом обработки сварных швов является травление. Если правильно выполнить метод травления, то это позволит качественно устранить оксидный слой и зону с низким содержанием хрома. Обработка по этому методу выполнения путем покрытия, погружения или наружного нанесения пасты, все зависит от условий. В основном, при травлении используют смешанные кислоты (азотная кислота/плавиковая кислота) в пропорциях 8 – 20% азотной кислоты и 0,5 – 5% плавиковой кислоты, с добавлением h3O (вода). Время травления зависит не только от концентрации кислот, но и от температуры, сорта проката и толщины окалины (кислотоупорный прокат по сравнению с нержавеющим прокатом требует продолжительной обработки). После метода травления конструкция становится стойкой к воздействию коррозии.
Способ шлифовка и полировка (для поворотов перил)
Для него из инструментов вам потребуются болгарка и шлифовальные круги для нее с разной степенью зернистости, так как вся обработка делается последовательно в несколько заходов.
Шлифовка:
Сначала убираются все наплавы наиболее жестким материалом. Если сильных наплавов нет, можно сразу переходить к более мелкозернистым материалам.
Часть, которая будет шлифоваться, ограничивается клейкой алюминиевой лентой. Она прикрепляется к поверхности в несколько слоев, чтобы граница была заметнее.
Не заклеенная поверхность обрабатывается аккуратно, давить на инструмент не нужно.
Лента снимается, ею заклеивается обработанная часть, чтобы ограничить уже другую, для зачистки следующей зоны.
После каждой шлифовки поверхность промывается водой и вытирается насухо. Так продолжается, пока все круги, вплоть до самого мелкозернистого, не будут использованы. Обычно хватает трех кругов, с зернистостью 180, потом 320 и 600. Все заканчивается войлочным кругом, потом начинается процедура полировки.
Все заканчивается войлочным кругом, потом начинается процедура полировки.
Полировка:
Сначала шов зачищают диском с вулканитом, его можно надеть прямо на дрель. Это мягкий материал, похожий на резину, поэтому он не оставит царапин, но сможет повлиять на соединение и запилить его до наиболее ровного состояния.
После на обработанную поверхность наносится паста для полировки. Чтобы она правильно распределилась, шов нужно обработать другим кругом, войлочным, который тоже надевается на дрель. Делайте продольные движения по всему шву, чтобы паста распределилась равномерно. Размер круга подбирается в зависимости от величины и вида изделия, так как без маленьких кругов углы не обработать.
Полировочная обработка швов ведется до того момента, пока нержавейке после сварки не вернется ее зеркальный вид, а матовые пятна не исчезнут.
Шлифовка полировка сварного шва видео
Подготовка к сварке
Перед тем, как приступить к выполнению сварочных работ нужно провести предварительную подготовку стали. Края детали необходимо защитить от блеска, а так же произвести обезжиривание свариваемой поверхности с помощью органического растворителя, например ацетона.
Края детали необходимо защитить от блеска, а так же произвести обезжиривание свариваемой поверхности с помощью органического растворителя, например ацетона.
Существует несколько способов, которыми можно воспользоваться, для получения качественного результата:
Ручная дуговая сварка (MMA). Рекомендуется использовать, если не предъявляется завышенных требований к качеству стыка. Главной проблемой будет подбор нужного электрода к конкретной марке стали. Самыми популярными вариантами электродов выступают карбонатные или рутиловые. В первом случае сварка осуществляется постоянным током, во втором — переменным.
Сварка неплавящимися вольфрамовыми электродами в инертной среде аргона (TIG). При данном виде сварки можно получить шов высокого качества, для этого будет нужно использовать высоколегированную проволоку.
Полуавтоматическая сварка в защитной среде инертных газов. Является преимущественным методом сварки, так как с помощью него можно работать с материалом различной толщины. В качестве среды чаще всего применяют смесь аргона и диоксида углерода. Процентное содержание последнего не советуется превышать более 2%, так как это может вызвать дефекты сварки.
В качестве среды чаще всего применяют смесь аргона и диоксида углерода. Процентное содержание последнего не советуется превышать более 2%, так как это может вызвать дефекты сварки.
Отдельные нюансы работы с нержавеющей сталью
Перед тем, как начать сварку, обратите внимание на следующие моменты:
Нержавеющая сталь обладает небольшим коэффициентом теплопроводности. Для того, чтобы избежать повышенное нагревание детали в районе шва, необходимо уменьшить сварочный ток на 25-30%.
При сварке осуществляется сильный нагрев электродов, такие условия их сильно изнашивают.
Если деталь достаточно толстая, зазор между швами нужно оставлять побольше, в противном случае возможно появление трещин.
Производить охлаждение швов желательно как можно быстрее, так как велика вероятности уменьшения антикоррозийных свойств металла.
При выборе метода сварки необходимо руководствоваться толщиной и маркой металла, а так же качеством ожидаемого результата.
FAQ сварка нержавейки
Какую нержавеющую сталь лучше выбрать для сварки?
Есть мнение, что разные сплавы нержавеющей стали имеют разную свариваемость и поэтому если планируются сварочные работы, то необходимо выбрать какую-то определённую марку нержавеющей стали, например AISI-304.
Это отчасти верно и сталь AISI-304 сваривается лучше, чем AISI-430, но это не совсем так, 430 марку можно так же надёжно сваривать, как и любую другую при соблюдении определённой технологии и материалов.
Чем лучше варить аустенитные марки?
Свариваемость этих сплавов: легко сваривается разными видами сварки, гарантируя хорошее качество шва.
Электродами НИИ-48Г, ГС-1, ДС-12
Аргонно-дуговой сваркой на полуавтоматах проволокой 08Х20Н9Г7Т, 08Х21Н10Г6
Под флюсом АН-48 с использованием вышеуказанных сварочных материалов.
Испытания показали, что шов получается стойким к межкристаллической коррозии (МКК)
Какие электроды лучше использовать для сварки ферритных сплавов?
Для сварки ферритных, сталей, применяют электроды из сварочной проволоки следующих марок: Св-01Х19Н9, Св-04Х19Н9, Св-07Х25Н13 с покрытием, имеющем в своём составе плавиковый шпат и окись марганца. Применение этих электродов позволяет получить жидкий шлак, который хорошо растворяет окислы хрома. Рекомендуют следующие покрытия: ЦЛ-2, ЦТ, УОНИ-13/НЖ.
Применение этих электродов позволяет получить жидкий шлак, который хорошо растворяет окислы хрома. Рекомендуют следующие покрытия: ЦЛ-2, ЦТ, УОНИ-13/НЖ.
Как обрабатывать швы нержавейки после сварки?
Есть два способа – химическое травление и механическая обработка.
При травлении используют смешанные кислоты (азотная кислота/плавиковая кислота) в пропорциях 8 – 20% азотной кислоты и 0,5 – 5% плавиковой кислоты, с добавлением h3O (вода).
При механической обработке шов шлифуется болгаркой, после наносится специальная паста и шлифуется войлоком до зеркального вида.
Сварка нержавейки электродом с помощью инверторного аппарата в домашних условиях
Содержание
- Выбор подходящего аппарата
- Какие электроды стоит использовать
- Технология сварки обычным электродом
- Методика с использованием инвертора
- Необходимые расходники
- Настройка инвертора
- Процесс пошагово
- Обработка после сварки
Нержавеющая сталь широко применяется в разных производственных областях и в быту. Из нее получаются прочные, красивые и надежные изделия. Служат вещи долго, но иногда требуют проведения ремонта. Чаще всего для этого используют сварку нержавейки электродом с помощью инверторного агрегата.
Из нее получаются прочные, красивые и надежные изделия. Служат вещи долго, но иногда требуют проведения ремонта. Чаще всего для этого используют сварку нержавейки электродом с помощью инверторного агрегата.
Выбор подходящего аппарата
Нержавейка – это высоколегированная сталь, содержащая в себе много хрома, титана, никеля и молибдена. Металлы предохраняют от коррозии и улучшают общие характеристики изделий. Сваривать материал сложно по причине низкой теплопроводности. Нужно применять пониженное напряжение и ток обратной полярности.
Для домашнего пользования годится любая марка инвертора. Умельцы часто собирают модели, не уступающие заводским аналогам.
Главное – агрегат должен обладать режимом ручной сварки и возможностью регулирования тока от 20 до 200 А.
Для сварки нержавеющей стали необходимо устройство с функциями:
- «Форсаж», снижающий напряжение дуги и увеличивающий ток;
- ПВ – длительность работы в непрерывном режиме.

Кабель выбирают длиной до 6 м. Электропроводка больших размеров сильно нагревается. При внезапных скачках в сети работоспособность устройства должна сохраняться. Лучше взять инвертор, который работает при пониженных температурах.
Какие электроды стоит использовать
Сварка нержавейки инвертором происходит с помощью электродов с покрытием из карбонатов магния и кальция. Популярные марки – ЦЛ-11 и ОЗЛ-8. Стоимость расходных материалов мала, но дешевые электроды залипают, дуга держится плохо. Работа требует опыта мастера. Получившиеся швы обладают антикоррозийными свойствами. После ОК-45 или МЗ-3 шлак легко отчищается.
Лучшие результаты достигаются при использовании изделий, выпускаемых фирмой из Швеции ESAB.
Они отличаются легким воспламенением и хорошо держат дугу. Количество брызг горячего металла резко снижается.
Даже у начинающих мастеров при работе с нержавейкой получается прочный шов. При сварке нужно учитывать свойство остывшего шлака лопаться и отскакивать от заготовки. Необходимо принять меры к защите глаз и открытых участков тела от ожогов.
При работе с ручной электросваркой используются электроды: СЭЗ ЗИО-8, СЭЗ ЦТ-15, ESAB FILARC 88S. Они имеют защитное покрытие из карбоната кальция и магния.
Технология сварки обычным электродом
Для соединения нержавейки нужно выполнять простые правила:
- Не допускать перегрева заготовки до температуры выше 150°С;
- Вести сварку при токе малой величины, исключая лишние движения электродом. Скорость подачи проволоки довести до максимальной.
- Обеспечить отвод тепла с помощью медных пластин, подложенных под соединяемые детали.
- Для толстых листов нержавейки применять сварку многопроходную.

- Использовать специальные электроды. Простые дают шов низкого качества.
При работе место соединения обезжиривается. Метод позволяет сохранять устойчивое горение дуги. Величина тока – от 80 А. Под заготовки подкладываются теплоотводящие пластины из меди. Для надежности горения дуги расстояние между металлом и электродом составляет 2-3 мм.
Методика с использованием инвертора
Работа требует опыта и не каждому новичку доступна.
Преимущества сварки нержавейки обычным электродом:
- низкая стоимость оборудования;
- малый вес и размеры аппарата;
- способность заварить детали до 2 см толщиной;
- возможность работы без защитных газов и флюсов.
Недостатки способа:
- образование большого количества шлака;
- разрушение покрытия с последующим перегревом электрода;
- ограничение величины тока;
- увеличенные временные затраты.
Работа ведется тремя способами:
- С помощью ручных методов.
 Стык между деталями заполняется расплавленным материалом электрода. Для работы используется только инвертор.
Стык между деталями заполняется расплавленным материалом электрода. Для работы используется только инвертор. - Соединение заготовок вольфрамовым электродом, применяемым для тонких листов. Шов получается в результате плавления заготовки и присадочной проволоки. Место сварки защищается слоем газа.
- Работа на полуавтомате с подачей проволоки. Скорость увеличивается вместе с производительностью. В аргон рекомендуется добавлять углекислоту (до 2%).
Перед тем как варить нержавейку инвертором в домашних условиях, необходимо правильно подготовить аппарат и материалы.
Необходимые расходники
Используя инвертор, нужно подготовить все необходимое для работы:
- агрегат соответствующего типа;
- растворитель;
- щетка со стальной щетиной;
- защитные индивидуальные средства;
- электроды;
- крокодилы – зажимы для заземления;
- кабели длиной от 2 до 6 м.
Соединить листы толщиной 3 или 4 мм и получить качественный шов становится сложной задачей, выполнить которую можно с помощью инвертора с осциллятором и с возможностью проведения аргонодуговой сварки (АДС).
Таким аппаратом может стать популярное устройство Aurora PRO INTER TIG 200 PULSE. АДС позволяет создавать красивые и прочные швы на тонких листах или трубах.
Настройка инвертора
Перед сваркой аппарат правильно настраивают. Делается это переключателями на панели прибора. Нужные значения можно посмотреть в таблице:
| Толщина заготовки | Величина тока (А) | Напряжение (В) | Диаметр электрода |
| 1,5 | 40 – 60 | 13 | 2 |
| 3,0 | 75 – 85 | 15 | 3 |
| 4,0 | 90 – 100 | 16 | 3 |
| 6,0 | 140 – 150 | 18 | 4 |
| 8,0 | 150 – 180 | 20 | 4 |
| 12,0 | 180 – 220 | 22 | 5 |
| 15,0 | 220 – 260 | 26 | 6 |
При работе в режиме полуавтоматической или аргонодуговой сварки устанавливается расход инертного защитного газа. Делается все опытным путем. Оптимальные значения – 6-12 л/мин. Движение проволоки при автоматической подаче регулируется до максимальной скорости, дающей качественный шов.
Делается все опытным путем. Оптимальные значения – 6-12 л/мин. Движение проволоки при автоматической подаче регулируется до максимальной скорости, дающей качественный шов.
Процесс пошагово
Перед работой мастер должен выполнить следующие действия:
- с заготовки рядом с будущим швом счистить грязь стальной щеткой или наждачной шкуркой до натурального блеска;
- место сварки обработать растворителем или ацетоном для удаления следов жира;
- с заготовок, имеющих толщину от 4 мм, снять фаски для заполнения стыка расплавленным металлом;
- остальную часть металла обработать раствором мела в воде, чтобы горячие капли не прилипали;
- между деталями оставить компенсационный промежуток в 1-2 мм;
- тонкие листы соединять без зазора;
- под заготовки подкладывать пластины, отводящие тепло;
- толстые детали сначала нагревать до достижения 150-170°С.
При работе с постоянным током устанавливают обратную полярность.
Обработка после сварки
По окончании работы детали остужаются естественным образом. Нельзя ускорять процесс, обливая их водой. Это приведет к образованию микротрещин. Шов после очистки от шлака подвергают шлифовке с последующей полировкой.
Нельзя ускорять процесс, обливая их водой. Это приведет к образованию микротрещин. Шов после очистки от шлака подвергают шлифовке с последующей полировкой.
Для облагораживания используют абразивные материалы с содержанием оксида алюминия или циркония. Корундовые изделия не годятся.
Чтобы место стыка оставалось прочным и эстетичным, его покрывают пастой с антикоррозийными свойствами. При несоблюдении этих рекомендаций качество изделия снижается из-за возникновения очагов ржавчины.
Вместо заключения: ручная сварка часто используется при небольших бытовых и производственных проблемах. Ее применяют для соединения труб, нержавеющих баков и других изделий на даче, в доме, в гараже. Отремонтированные вещи служат еще долгие годы.
4 способа, как варить нержавейку
Поделиться:
4 способа, как варить нержавейку
08. 09.2020
09.2020
Как варить нержавейку, какие инструменты применять? Как подготовить зону шва и чем шов обрабатывать по окончании сварки. Об этом вы узнаете в этом материале.
С нержавеющей сталью каждый человек встречается каждый день — из нее сделано множество вещей, от кухонной посуды до архитектурных деталей зданий, оград, турникетов и сложного промышленного и торгового оборудования. Но только сварщики и инженеры знают, насколько сложна сварка нержавейки. Это своеобразный «высший пилотаж» в сфере сварки металлов плавлением. Все дело в химических особенностях нержавеющей стали. Этот металл создан довольно давно — более 100 лет назад. Даже известно имя одного из его создателей — англичанин Гарри Бреарли. При исследовании металлов для оружейного производства, он обнаружил, что при добавлении в обычную легированную сталь хрома в количестве выше 11%, сплав получает особые свойства — абсолютно не боится коррозии. Дело в том, что хром при контакте с кислородом образует очень прочный оксид, который покрывает всю поверхность металла и не допускает возникновения любых химических реакций как при комнатной температуре, так и при нагревании и плавлении.
Современные марки нержавейки содержат хрома от 11 до 30% и совершенно по разному ведут себя по отношению к свариванию — от довольно хорошо свариваемых, до практически несвариваемых. То есть соединять детали в принципе можно, но необходимо знать, как варить нержавейку, какие инструменты и способы применять в каждом конкретном случае, как подготовить зону шва и чем шов обрабатывать по окончании сварки. Именно о методах сварки нержавеющей стали расскажет эта статья.
Виды нержавеющей стали
Промышленная и бытовая сварка листовой и профильной нержавейки требует правильного выбора способа работы. Он определяется видом металла. По основным свойства нержавейка классифицируется на: аустенитную; мартенситную; ферритную.
Аустенитная названа так по основной фазе. Это сплавы с высоким содержанием хрома и никеля. Пример — всем известная пищевая сталь AISI 304 (08Х18Н10 по ГОСТ), активно использующаяся при изготовлении посуды, различных архитектурных деталей, дымоходов, ложек и вилок. Содержит 18% хрома и 10% никеля.
Содержит 18% хрома и 10% никеля.
Стали аустенитного типа немагнитные, пластичные, химически стойкие и прочные механически. Мартенситные стали отличаются спецификой внутренней структуры, заметной под микроскопом. Отличаются низким содержанием углерода (сотые доли процента) и хрома до 12%. Металлы очень твердые, но хрупкие, применяются для изготовления режущих инструментов или бытовых вещей, турбин и крепежей, которые используются в слабоагрессивной среде. Широко распространена при производстве алкогольных напитков. После термообработки получают необходимую ударную вязкость и жаропрочность.
Пример — AISI 410 (12Х13 по ГОСТ). Содержит 13% хрома и 0,10-0,12% углерода. Устойчива к серным соединениям. Ферритные — стали со средним содержанием хрома, не закаляются и очень устойчивы к агрессивной среде (кислотам, солям). Они менее пластичны, чем аустенитные и не такие хрупкие, как ферритные. Пример — AISI 430 (12Х17 по ГОСТ). Хрома — 17%, углерода — 0,10-0,12%. Относится к классу трудносвариваемых. Применяется в машиностроении для изготовления втулок, валов, штуцеров.
Относится к классу трудносвариваемых. Применяется в машиностроении для изготовления втулок, валов, штуцеров.
Как сваривать нержавеющую сталь
Широкое распространение этого вида металла привело к активной разработке методов сваривания. Сварка нержавеющей стали производится практически всеми наиболее распространенными способами — ручной дуговой MMA, вольфрамовым электродом в атмосфере аргона TIG, полуавтоматами в инертной атмосфере — MIG/MAG, лазером. Но в отличие от обычной, углеродистой стали, при сварке нержавейки используются особые подходы, благодаря ее сложному химическому составу и физическим свойствам. Основными параметрами, затрудняющими сварку являются: температура плавления ниже, чем у углеродистых сталей; значительное тепловое расширение; низкая теплопроводность. Как правило, нержавеющая сталь перед сваркой прогревается. Не требуют нагрева сплавы с содержанием углерода менее 0,20%. Но детали из металла толщиной более 30 мм следует нагреть до температуры около 150 0С. Низкая теплопроводность требует снижения силы сварочного тока на 15-20% — металл плохо проводит тепло и может прогорать в зоне сварки.
Низкая теплопроводность требует снижения силы сварочного тока на 15-20% — металл плохо проводит тепло и может прогорать в зоне сварки.
ММА-сварка
Ручная дуговая сварка ММА производится с использованием двух типов электродов. Первые — с основным покрытием (карбонаты кальция и магния) применяются при сварке постоянным током на обратной полярности (электрод подключен к положительному полюсу аппарата).
Вторым типом электродов, рутиловыми, сварить нержавейку можно как при переменном, так и при постоянном токе обратной полярности. При работе с нержавейкой эти электроды намного удобнее, чем основные — меньше разбрызгивается расплав и лучше держится дуга. Оба вида электродов используются в любом пространственном положении, но рутиловые лучше всего работают в нижнем.
TIG-сварка
Аргонодуговой метод используется при сварке тонкой листовой стали. Производится в полностью аргоновой или аргоно-гелиевой атмосфере. В большинстве случаев используется нержавеющая присадочная проволока с ручной или автоматической подачей.
В большинстве случаев используется нержавеющая присадочная проволока с ручной или автоматической подачей.
MIG MAG-сварка
Сварочные работы в полуавтоматическом режиме производятся в атмосфере смеси газов 98%Ar / 2%CO2. Иногда вместо углекислого газа используют кислород в том же процентном отношении. При этом несколько улучшаются параметры шва. Варить полуавтоматом можно как объемные детали, так и тонкую нержавейку. От остальных методов MIG/ MAG отличается высокой скоростью и точностью шва.
В этом виде сварки используются различные техники: короткой дугой; со струйным переносом; импульсной. Короткая дуга, как правило, используется при работе с тонкими металлами, струйный перенос — с более габаритными элементами. Наиболее управляемый и поддающийся тонкому контролю — импульсный метод. Металл в сварочную ванну полается по каплям, благодаря чему происходит уменьшение среднего тока дуги, а, значит, и поступление тепловой энергии в зону сваривания. Зона термического влияния становится уже, что очень важно при низкой теплопроводности металла. При импульсной сварке практически исключено появление брызг, что очень важно при необходимости получения точного шва, например, при изготовлении емкостей или декоративных элементов.
Зона термического влияния становится уже, что очень важно при низкой теплопроводности металла. При импульсной сварке практически исключено появление брызг, что очень важно при необходимости получения точного шва, например, при изготовлении емкостей или декоративных элементов.
Сварка нержавейки при помощи лазера
Промышленная лазерная сварка нержавейки требует специального оборудования. В бытовых условиях она практически не реализуется. Основными преимуществами этого способа является отсутствие явления снижения прочности в зоне отпуска, если сталь была термически упрочнена. Также исключается появление одного из самых распространенных дефектов сварки нержавейки — термических трещин. При лазерной сварке швы остывают намного быстрее, а размеры зерна получаются мельче. Сварка лазером нержавеющей стали производится как точечным, так и шовным методом. Быстрота и точность воздействия сфокусированного луча на металл не допускает возникновения оксидной пленки на поверхности расплава, соединение получается исключительно прочным. Сваривается нержавеющая сталь лазером только встык — термические напряжения, которые могут возникнуть при соединении внахлест, значительно ухудшают общую прочность конструкции.
Сваривается нержавеющая сталь лазером только встык — термические напряжения, которые могут возникнуть при соединении внахлест, значительно ухудшают общую прочность конструкции.
Подготовка и финишная обработка
Качество сварки нержавейки, как и любых других металлов, зависит от подготовки зоны сваривания. Металл должен быть тщательно очищен от жира, пыли и грязи, промыт ацетоном или высокооктановым бензином и просушен. Металлической щеткой необходимо зачистить кромки деталей до характерного блеска. Сварка нержавейки имеет свои особенности — высокий коэффициент термического расширения может вызвать появление холодных трещин, если детали сдвинуть очень плотно. Между ними необходимо оставить небольшой зазор, ширина которого определяется по справочнику или опытом сварщика. Зачистка сварочных швов нержавеющей стали — обязательный этап завершения работ. Она производится механическим или химическим способом. Основная цель — удалить сажу и окалину, очистить зону шва от различных примесей, которые мешают образованию полноценной оксидной пленки.
Перед тем, как зачистить сварочный шов на нержавейке, необходимо тщательно осмотреть его на предмет появления трещин или иных видимых дефектов. При бытовой сварке нет необходимости в использовании дефектоскопической аппаратуры, но при промышленной — она должна применяться в обязательном порядке. Травление кислотами производится на всех марках стали при помощи соляной и серной кислот. После обработки шва необходимо промыть зону работ чистой водой. В домашних условиях кислотное травление производится редко, более распространен механический способ.
Шлифовка и полировка зоны шва и поверхности изделия целиком производится при помощи полировальных и шлифовальных кругов с различными типами поверхности. Из инструментов при этом используется болгарка или вибрационные шлифмашинки.
Из инструментов при этом используется болгарка или вибрационные шлифмашинки.
Источник: wikimetall.ru
Сварка нержавеющей стали – сварка MIG, TIG и MMA
Есть умение сваривать сталь и есть умение сваривать нержавеющую сталь. Последний, известный своей коррозионной стойкостью и применимостью там, где важна гигиена, легко деформируется при нагревании. Однако его более низкая теплопроводность означает, что тепловая энергия не так быстро рассеивается из зоны сварки, что помогает во время сварки. В целом работать с ним несложно, но с помощью следующих советов и советов вы скоро окажетесь на пути к безупречному мастерству…
Можно ли сваривать нержавеющую сталь?
Да, абсолютно. И вы можете сделать это с помощью процесса сварки MIG, сварки TIG или MMA (сварка электродом). Независимо от того, являетесь ли вы новичком в сварке или опытным профессионалом, вполне вероятно, что сварка нержавеющей стали в конечном итоге найдет свое применение в ваших навыках сварки.
Сложно ли сваривать нержавеющую сталь?
Как и все свариваемые металлы, нержавеющая сталь имеет свои особенности и поведение под дугой. Получение наилучших результатов от этого сплава (также называемого нержавеющей сталью или нержавеющей сталью) с минимальным содержанием хрома 10,5% может занять всю жизнь. Наряду с алюминием, это, несомненно, один из самых сложных материалов для сварки.
Однако, если вы только начинаете или регулярно работаете с этим материалом, несколько советов послужат ценным пособием для обучения или полезным напоминанием…
Какая сварка лучше всего подходит для нержавеющей стали?
В этой статье мы опираемся на опыт команды R-Tech, чтобы собрать подборку советов и советов, касающихся трех распространенных методов сварки нержавеющей стали: сварка MIG; TIG-сварка; и ручная дуговая сварка металлическим электродом (ММА). Что лучше для сварки нержавейки? Выбор наилучшего процесса действительно сводится к специфике задачи и качествам, требуемым от готового сварного шва. Если стоимость является ключевым фактором, это может быть ММА; но для точности с тонкими материалами, вероятно, будет TIG. Давайте рассмотрим три процесса. Но сначала важное напоминание о безопасности при сварке нержавеющей стали.
Если стоимость является ключевым фактором, это может быть ММА; но для точности с тонкими материалами, вероятно, будет TIG. Давайте рассмотрим три процесса. Но сначала важное напоминание о безопасности при сварке нержавеющей стали.
Вредна ли сварка нержавеющей стали для здоровья?
Короткий ответ заключается в том, что сварка нержавеющей стали сопряжена с потенциально серьезными рисками для здоровья – не в последнюю очередь из-за паров кадмия и хрома (Vi). Поэтому необходимы соответствующие меры безопасности, включая местную вытяжную вентиляцию (LEV) и средства индивидуальной защиты (СИЗ) сварщиков, такие как сварочные маски с подачей воздуха .
Сварка нержавеющей стали MIGМожно ли сваривать нержавеющую сталь MIG?
Опять же, да, вы можете. Во-первых, как и в случае любого другого процесса сварки, убедитесь, что ваш сварочный аппарат MIG правильно настроен для сварки нержавеющей стали.
Мы рекомендуем всегда использовать тефлоновый направляющий канал; это обеспечит хорошую подачу проволоки, а также предотвратит ее загрязнение. Нержавеющая сталь может быть очень устойчива к коррозии, но она также подвержена загрязнению. При сварке нержавеющей стали методом MIG любой железный материал (включая загрязнение стальной футеровкой) в сварочной ванне может легко вызвать появление пятен ржавчины на готовой детали.
Нержавеющая сталь может быть очень устойчива к коррозии, но она также подвержена загрязнению. При сварке нержавеющей стали методом MIG любой железный материал (включая загрязнение стальной футеровкой) в сварочной ванне может легко вызвать появление пятен ржавчины на готовой детали.
- Разумеется, перед началом сварки вы также должны убедиться, что ваша горелка MIG находится в хорошем состоянии. Как и при сварке алюминия, может иметь смысл купить горелку большего размера, чем для обычной стали. Поскольку при сварке нержавеющей стали выделяется больше тепла, горелка большего размера лучше выдерживает более высокую силу тока.
- Возвращаясь к загрязнению, крайне важно использовать только проволочные щетки и шлифовальные/отрезные диски из нержавеющей стали при работе с нержавеющей сталью.
- Помимо уязвимости нержавеющей стали к загрязнению железом, вам необходимо убедиться, что в вашей рабочей зоне нет железной или стальной пыли или любых оксидов железа. Это может показаться тривиальным, но это жизненно важно.
 Чистота материалов и рабочих мест всегда важна для качественной сварки. При работе с нержавеющей сталью критически важным является предотвращение даже мельчайших загрязнений твердыми частицами.
Чистота материалов и рабочих мест всегда важна для качественной сварки. При работе с нержавеющей сталью критически важным является предотвращение даже мельчайших загрязнений твердыми частицами. - Далее идет старый фаворит: правильный тип и диаметр проволоки. Как всегда, это зависит от конкретного проекта, поэтому обратитесь за советом.
- Еще один совет, которым делятся при сварке алюминия, касается важности зажима и прихватки вашей заготовки, чтобы избежать смещения и деформации из-за растрескивания. Майк Гэдсби, один из торговых консультантов R-Tech Welding Equipment (и опытный сварщик), говорит:
«Подумайте о расположении сварных швов из нержавеющей стали в шахматном порядке, чтобы снизить риск тепловой деформации, вызванной термическими свойствами материала».
Какой газ вы используете для сварки MIG нержавеющей стали?
Как всегда, правильный выбор газа имеет большое значение при сварке MIG нержавеющей стали. Вы можете использовать чистый аргон или смесь аргона и второстепенных газов для улучшения запуска. Или, может быть, даже специальная газовая смесь для нержавеющей стали (например, серия Stainshield от BOC, состоящая из аргона, гелия и углекислого газа), особенно для более экзотических нержавеющих сталей, таких как сплавы Inconel, Hastelloy или Monel. При сварке нержавеющей стали MIG вам понадобится немного более высокая скорость потока газа, около 14–16 л/мин. Мы рекомендуем связаться с поставщиками газа, чтобы обсудить требования к газу для вашего конкретного проекта.
Или, может быть, даже специальная газовая смесь для нержавеющей стали (например, серия Stainshield от BOC, состоящая из аргона, гелия и углекислого газа), особенно для более экзотических нержавеющих сталей, таких как сплавы Inconel, Hastelloy или Monel. При сварке нержавеющей стали MIG вам понадобится немного более высокая скорость потока газа, около 14–16 л/мин. Мы рекомендуем связаться с поставщиками газа, чтобы обсудить требования к газу для вашего конкретного проекта.
Для сварки ВИГ нержавеющей стали можно использовать только аппарат постоянного тока или аппараты для сварки ВИГ переменным/постоянным током в режиме постоянного тока. Важно убедиться, что мощность вашего аппарата достаточна для сварки нержавеющей стали. Если вы не уверены в возможностях имеющейся у вас машины или покупаете машину для сварки нержавеющей стали, обратитесь за помощью к поставщику машины, в том числе за советом по настройкам сварки нержавеющей стали TIG.
- Еще раз повторюсь: чистота – это самое главное при сварке нержавеющей стали методом TIG. Тщательно очистите рабочее место и материал. Как и в случае MIG, если он грязный, используйте проволочную щетку из нержавеющей стали, которая используется только для нержавеющей стали. И если он жирный, всегда тщательно его обезжиривайте. Из-за риска загрязнения железом нельзя быть слишком чистым или слишком осторожным.
- Получите настройку горелки TIG для нержавеющей стали. В частности, убедитесь, что рабочий цикл горелки соответствует используемой силе тока. Никогда не срезайте углы; если факел не соответствует задаче, инвестируйте в тот, который подходит.
- Не забывайте и о важнейших расходных материалах резака. Крайне важно обратить внимание на подходящую газовую чашу, правильно выбрать тип вольфрама и правильно подобрать диаметр электрода. Поскольку нержавеющая сталь выигрывает от обильного газового покрытия, используйте газовый баллон немного большего диаметра, чем обычно.
 Еще лучше установить газовую линзу (например, комплект крышки TIG Zone eVo-FLO), чтобы усилить поток газа над сварным швом, сохранить его прохладным и обеспечить дополнительную защиту сварочной ванны.
Еще лучше установить газовую линзу (например, комплект крышки TIG Zone eVo-FLO), чтобы усилить поток газа над сварным швом, сохранить его прохладным и обеспечить дополнительную защиту сварочной ванны. - Как всегда, убедитесь, что выбрали правильный стержень для марки нержавеющей стали, которую вы будете сваривать (широко используемые марки включают нержавеющую сталь 316, 308 и 312). Правильная толщина стержня также важна: более тонкая нержавеющая сталь требует более тонких стержней для обеспечения требуемой скорости осаждения. Опять же, это зависит от конкретной работы, поэтому обратитесь за советом к поставщику присадочной проволоки для сварки TIG или производителю. И пока мы обсуждаем наполнительные стержни, обязательно протрите наполнительный стержень, чтобы удалить остатки масла. Это снова чистота и загрязнение… И, конечно же, когда вы свариваете, подождите, пока сварочная ванна не скопится, прежде чем вводить стержень.
- Как и при сварке алюминия методом TIG, главное – контроль.
 Для оптимального контроля и точности используйте ножную педаль TIG или горелку TIG с регулируемой силой тока.
Для оптимального контроля и точности используйте ножную педаль TIG или горелку TIG с регулируемой силой тока. - Рассмотрим импульсную сварку более тонкой нержавеющей стали. Сварка лицевой стороны листа может сильно отличаться от сварки, скажем, кромки того же куска. При сварке TIG нержавеющей стали импульсная сварка помогает уменьшить деформацию, сводя к минимуму тепло, попадающее в сварной шов, и одновременно оптимизируя проплавление. Если это важно, убедитесь, что ваш сварочный аппарат TIG поддерживает импульсную сварку. Все аппараты R-Tech TIG работают в диапазоне 0,5–50 Гц.
Мы рассмотрели сварку MIG и TIG. Теперь кратко коснемся дуговой сварки ММА нержавеющей стали. Это самый простой из трех процессов для настройки (самое главное, выбрать правильный электрод для сварки). Это также самый дешевый способ сварки нержавеющих сплавов. Предполагая, что у вас есть сварочный аппарат с возможностью сварки электродами, все, что вам действительно нужно для начала, — это несколько подходящих стержней. Нет газа, горелки, ножных педалей или расходных материалов для горелки… Это самая простая сварка.
Нет газа, горелки, ножных педалей или расходных материалов для горелки… Это самая простая сварка.
- Нержавеющая сталь перемещается на сварочных столах, поэтому обязательно прикрепите ее к заготовке зажимом или прихватками.
- Выберите правильный электрод для заготовки (опять же, типичны марки 316, 308 или 312).
- Помните, что вам не удастся сварить тонкие листы нержавеющей стали. Многие сварщики борются с нержавеющим листом толщиной менее 2 мм. Все дело в меньшей управляемости дуговой сварки MMA для таких применений.
- Тонкий лист может быть проблемой. Но для сравнения, сварка низкоуглеродистой стали с нержавеющей сталью или высокоуглеродистой инструментальной сталью действительно играет на сильных сторонах MMA.
- Предварительный нагрев часто помогает при обработке некоторых нержавеющих сталей. Это потому, что это может помочь предотвратить растрескивание. Предварительный нагрев обычно проводят паяльной лампой, кислородно-ацетиленовой или кислородно-пропановой горелкой.

Независимо от того, идет ли речь о сварке нержавеющей стали MIG, TIG или MMA, ваша работа выиграет от последовательного применения полезных советов, таких как приведенные выше. Добавьте качественные расходные материалы и (при необходимости) несколько хорошо подобранных аксессуаров, а затем тренируйтесь, тренируйтесь, тренируйтесь. Вскоре вы освоите сварку нержавеющей стали. Если вы профессионал, который уже там, вы знаете, что мы имеем в виду.
Давайте поговорим о сварке нержавеющей стали
Овладев основами сварки нержавеющей стали, вы, возможно, расширите свои навыки для решения особых задач сварки нержавеющей стали с мягкой (углеродистой) сталью или даже для более специализированных применений.
Что бы вы ни сварили из нержавеющей стали, помните, что команда R-Tech всегда готова помочь вам. Конечно, они помогут вам выбрать что угодно, от одной газовой линзы или набора присадочных стержней из нержавеющей стали до сварочного аппарата MIG. Но им также нравится делиться ценными советами, основанными на многолетнем опыте, или просто говорить о сварке нержавеющей стали.
Но им также нравится делиться ценными советами, основанными на многолетнем опыте, или просто говорить о сварке нержавеющей стали.
Сварка нержавеющей стали – унифицированные сплавы
Нержавеющая сталь, известная своей коррозионной стойкостью и выдающейся долговечностью, может выдерживать суровые условия, с которыми мало какие металлы могут сравниться. Это делает его идеальным для целого ряда отраслей — от медицинского оборудования до химической обработки.
Однако при работе с металлом часто требуется сварка для изготовления сложных форм, возведения крупных конструкций или усиления важных компонентов конструкции.
Имеет ли преимущества нержавеющая сталь после сварки и являются ли сварные швы с использованием нержавеющей стали прочными и надежными?
Это руководство охватывает все, от свариваемости нержавеющей стали до идеальных методов сварки и присадочных материалов для различных марок и форм нержавеющей стали, представленных на рынке.
Итак, можно ли сваривать нержавеющую сталь?
Да.
Сварка нержавеющей стали мало чем отличается от сварки других металлов.
Однако при сварке нержавеющей стали необходимо тщательно контролировать циклы нагрева и охлаждения, чтобы не допустить роста зерен или снижения прочности стали.
Воздействие на нержавеющую сталь высоких температур, например, при сварке, может привести к соединению хрома в стали с углеродом.
Без этого хрома слой оксида хрома, который обеспечивает характерную коррозионную стойкость и стойкость к пятнам, для которых известна нержавеющая сталь, не может самовосстанавливаться.
Присадочные металлы также должны соответствовать свариваемым материалам, чтобы обеспечить прочный сварной шов и сохранить коррозионную стойкость мест сварки.
Какие методы сварки лучше всего подходят для нержавеющей стали?
Большинство методов сварки хорошо работают с нержавеющей сталью, если вы соблюдаете требования к присадочному материалу и температуре соединяемых металлов.
Опции включают:
Сварочные аппараты с подачей проволоки и стержнем хорошо работают с нержавеющей сталью. Однако для сварки нержавеющей стали MIG и сварочных аппаратов с подачей проволоки потребуется газ, поскольку нержавеющая сталь с флюсовой сердцевиной недоступна.
TIG лучше всего подходит для сварки тонких металлов, так как при этом потребляется меньше тепла. Это предотвращает коробление и повышает коррозионную стойкость при использовании одновременно с процессом односторонней сварки.
Точечная сварка является наиболее экономичным вариантом, но может не обеспечивать такую же прочность, как сварка MIG или TIG нержавеющей стали.
В большинстве случаев форма, толщина, семейства и сорта стали, используемые в вашем проекте, а также размер необходимых сварных швов помогут выбрать наиболее подходящий вариант.
Для аустенитных сталей сварку следует выполнять за несколько проходов из-за максимальных межпроходных температур для большинства марок стали.
Если температура основного металла достигает приблизительно 176°C (350°F), дайте металлу время остыть, прежде чем продолжить, чтобы избежать риска ухудшения коррозионной стойкости или растрескивания металла.
В противоположность этому, мартенситные стали требуют предварительного нагрева и должны поддерживаться в определенном диапазоне от приблизительно 204°C (400°F) до 315°C (600°F) во время сварки из-за минимальной межпроходной температуры.
Невыполнение этого требования может привести к охрупчиванию металла и преждевременному затвердеванию.
Ферритные стали имеют одни из самых низких максимальных межпроходных температур для нержавеющей стали с пределами около 148°C (300F).
Более высокие температуры могут привести к росту зерна и снижению прочности. Высокоуглеродистые ферритные стали также могут потребовать предварительного нагрева для получения оптимальных результатов.
Наконец, дуплексные стали требуют специальных подходов с использованием высоких тепловложений и низких межпроходных температур из-за разного состава дуплексных марок и их сочетания аустенитных и ферритных свойств.
5 советов по обеспечению надежной и долговечной сварки нержавеющей стали
Хотя лучше всего адаптировать свой подход к потребностям вашего проекта, следующие советы обеспечат прочный сварной шов и долговечные результаты независимо от нержавеющей стали. ты используешь.
1. Всегда очищайте поверхности из нержавеющей стали перед сваркойНержавеющая сталь подвержена загрязнению высокоуглеродистыми сталями и другими металлами. Когда это происходит, это значительно снижает коррозионную стойкость нержавеющей стали.
Очистка поверхности нержавеющей стали не только помогает снизить риск загрязнения, но и укрепляет сварной шов.
Если вы очищаете поверхность с помощью проволочной щетки, убедитесь, что щетка используется только для нержавеющей стали, так как любые микроскопические частицы, оставшиеся на щетке от других металлов, могут проникнуть в поверхность стали во время очистки, что впоследствии приведет к проблемам.
Специализированные процедуры травления и очистки могут обеспечить бесщеточный метод очистки нержавеющей стали, который безопасен для сварки, что еще больше снижает риск загрязнения.
2. Выберите присадочный материал, аналогичный свариваемым металламВыбор подходящего присадочного материала важен как для обеспечения прочного сварного шва, так и для поддержания коррозионной стойкости вашей нержавеющей стали.
При выборе наполнителя учитывайте как марки стали, так и любые используемые суффиксы.
Например, вы не захотите использовать высокоуглеродистую нержавеющую сталь, такую как 316H, в качестве наполнителя при сварке низкоуглеродистой нержавеющей стали, такой как 316L.
Хотя точные рекомендации зависят от используемых металлов, обычно рекомендуется использовать наполнитель, который соответствует или превосходит классы основного металла, чтобы обеспечить оптимальные результаты.
Для дуплексных сталей может потребоваться химическая корректировка присадочных металлов, например добавление никеля, чтобы учесть баланс аустенитных и ферритных свойств в дуплексной нержавеющей стали, которую вы свариваете.
Эффективная сварка нержавеющей стали заключается в контроле температуры.
Контроль температуры в течение всего процесса сварки — это простой способ обеспечить долгосрочные результаты и избежать ухудшения качества вашей нержавеющей стали.
Популярные варианты контроля температуры включают:
Палочки для индикации температуры: Эти палочки надежны и проверены для отслеживания температуры во время сварки. Однако они часто ограничены в диапазоне температур, которые они могут отслеживать. Если вы выполняете сварку в нескольких диапазонах, вам понадобятся несколько типов стержней для точного отслеживания температуры.
Электронные инфракрасные (ИК) термометры: Если у вас есть прямая видимость основного металла, ИК-термометры позволяют точно и быстро контролировать температуру. Однако условия освещения и отделка металла могут создавать проблемы с точностью.

Электронные датчики температуры поверхности: Датчики идеальны, если их можно установить в зоне сварки. Они должны касаться поверхности основного металла, чтобы считывать температуру, поэтому перед продолжением помните об ограничениях рабочего пространства и проблемах с размещением.
Перегрев нержавеющей стали может повлиять на ее коррозионную стойкость и прочность. Однако при работе с тонкими деталями или листами из нержавеющей стали существует дополнительный риск воздействия высоких температур — коробление.
Чтобы свести к минимуму риск коробления, начните с низких температур и используйте прихваточные сварные швы для закрепления деталей, прежде чем заполнять сварной шов позже.
Если вы не можете использовать прихваточные сварные швы для позиционирования основных металлов, сварка короткими импульсами по 3–5 секунд может помочь избежать перегрева и одновременно обеспечить точную и быструю сварку.
Если вы не используете устойчивый к коррозии наполнитель, обязательно обработайте места сварки во избежание коррозии.
Грунтовка, прозрачная краска или обработка травлением и пассивацией могут помочь улучшить коррозионную стойкость и обеспечить такую же прочность и долговечность сварных швов, как и окружающая их нержавеющая сталь.
Являясь надежным поставщиком нержавеющей стали для промышленности по всей Канаде на протяжении более 40 лет, Unified Alloys является ведущим поставщиком деталей, форм и компонентов. Если вы ищете, как нержавеющая сталь может помочь в вашем следующем проекте, проконсультируйтесь с одним из наших экспертов-аналитиков. От идеальных марок для использования по назначению до проблем, связанных со сваркой нержавеющей стали, мы можем гарантировать, что вы используете оптимальные варианты нержавеющей стали, доступные на рынке.
Ссылки:
Изготовитель: Весь мир сварки нержавеющей стали
Сварочный гуру: сварка нержавеющей стали: краткое руководство
Weld My World: полезные советы по сварке нержавеющей стали
Наиболее распространенные методы сварки нержавеющей стали
Tulsa Welding School: какой тип сварки лучше всего подходит для нержавеющей стали?
Kobelco Welding: Азбука дуговой сварки
Как сваривать нержавеющую сталь
Нержавеющая сталь известна своей долговечностью и долговечностью. Вы можете найти его практически в любом домашнем хозяйстве с растущей популярностью, но есть важные соображения при сварке этого материала. От подготовки до ухода за сваркой, этот процесс требует квалифицированного специалиста, готового изучить передовой опыт.
Вы можете найти его практически в любом домашнем хозяйстве с растущей популярностью, но есть важные соображения при сварке этого материала. От подготовки до ухода за сваркой, этот процесс требует квалифицированного специалиста, готового изучить передовой опыт.
Узнайте больше о том, как сваривать нержавеющую сталь, и о лучших технологиях для этого.
Можно ли сваривать нержавеющую сталь?
Нержавеющая сталь — очень популярный материал, из которого изготавливают различные изделия, от кухонной техники до кузовов автомобилей. Это универсальный тип металла, на 100 % пригодный для вторичной переработки, который может работать во многих областях. В 2019 году, объем мирового рынка нержавеющей стали превысил 111 миллиардов долларов, и сегодня он продолжает расти.
При надлежащем уходе можно сваривать нержавеющую сталь. Несмотря на то, что ее термостойкость и коррозионная стойкость делают нержавеющую сталь популярным товаром, работать с ней может быть сложно. Его термические свойства могут представлять еще большую проблему для сварщиков.
Какой метод сварки лучше всего подходит для нержавеющей стали?
Сварщики должны соблюдать особую осторожность при работе с этим материалом. Ряд его характеристик затрудняет его совершенствование. Например, нержавеющая сталь сохраняет тепло, вызывая коробление. Его поверхность легко маркируется и подвержена царапинам. Явление, называемое засахариванием, может вызвать обесцвечивание, которое в конечном итоге приводит к ржавчине и коррозии. Принимая во внимание все эти факторы, важно, чтобы сварщики знали, как обращаться с нержавеющей сталью для получения наилучшего конечного результата.
Для сварки нержавеющей стали лучше всего подходят следующие методы:
Сварка вольфрамовым электродом в среде инертного газа
Сварка вольфрамовым электродом в среде инертного газа (TIG), сокращенно от дуговой сварки вольфрамовым электродом, считается лучшим способом сварки нержавеющей стали.
Профессионал сварит нержавеющую сталь методом TIG для критически важных соединений или проектов, требующих тщательного контроля. Этот метод хорош для точных сварных швов и особенно тонких профилей, потому что этот процесс формирует низкое тепловложение. Сварщики часто используют газ аргон для защиты и охлаждения вольфрама, потому что он производит меньше дыма, чем альтернативные варианты, и может предотвратить неприглядный оттенок тепла.
Этот метод хорош для точных сварных швов и особенно тонких профилей, потому что этот процесс формирует низкое тепловложение. Сварщики часто используют газ аргон для защиты и охлаждения вольфрама, потому что он производит меньше дыма, чем альтернативные варианты, и может предотвратить неприглядный оттенок тепла.
Несмотря на то, что это один из самых медленных методов, сварка TIG имеет много преимуществ. Он обеспечивает низкий износ электрода и не содержит пор, что приводит к узкой зоне плавления и меньшему количеству остатков окисления, которые необходимо очищать впоследствии.
Сварка металлов в среде инертного газа
Сварка металлов в среде инертного газа (MIG), также называемая дуговой сваркой в среде защитного газа, является еще одним распространенным методом работы с нержавеющей сталью. Методы MIG используют электричество для плавления и соединения металлов. Некоторые люди называют эту технику сваркой горячим клеем.
При сварке MIG нержавеющей стали проволока соединяется с источником постоянного электричества, который действует как электрод, проходящий через сварочный пистолет. Этот метод имеет множество преимуществ, в том числе:
Этот метод имеет множество преимуществ, в том числе:
- Эффективность: MIG более эффективен, чем традиционные методы сварки электродом.
- Толщина: Может работать с более толстыми деталями из нержавеющей стали, для которых требуются длинные линии сварки.
- Чистота: Эта процедура дает меньше брызг и более чистый сварной шов.
Сварка электродом
Сварка электродом – очень распространенный метод со многими преимуществами. Он работает, используя электричество для одновременного расплавления металлического соединения и электрода, чтобы сварщик мог сплавить детали вместе, заполняя соединение.
Сварщики могут использовать его с различными типами металлов, включая нержавеющую сталь. Однако этот метод не идеален для особо толстых или тонких листов.
Некоторыми из самых больших преимуществ сварки электродами являются низкие затраты на настройку и минимальные требования к оборудованию. Все, что вам нужно, это профессиональный сварщик и правильный электрод. Это удобный для начинающих метод, идеально подходящий для простых проектов из нержавеющей стали.
Все, что вам нужно, это профессиональный сварщик и правильный электрод. Это удобный для начинающих метод, идеально подходящий для простых проектов из нержавеющей стали.
Сварка сопротивлением
Сварка сопротивлением использует силу, которая преобразуется в тепло. Тепло плавит металлические листы в каждой точке, где они соединяются с другим листом, в результате чего получается прочное металлическое соединение.
Одним из преимуществ контактной сварки нержавеющей стали является то, что она производит меньше дыма и более безопасна для рабочей среды. Он более экономичен, чем другие методы, и очень эффективен. Производители могут автоматизировать контактную сварку, что делает ее еще более эффективной.
Процесс сварки нержавеющей стали
Сварка нержавеющей стали может быть сложной задачей. Неправильное движение может привести к таким проблемам, как деформация или обесцвечивание. Из-за этого особенно важно выбрать правильный метод для вашего проекта и желаемых результатов.
Решая, какой метод лучше, сначала рассмотрите следующее:
- Затраты: Каждый метод связан с различными затратами с учетом оборудования и эффективности.
- Оборудование: Прежде чем выбрать идеальный метод для вашего проекта сварки, подумайте, какое оборудование потребуется для каждого метода. Это также повлияет на расходы.
- Качество: Некоторые сварочные работы нацелены на получение эстетически привлекательных результатов, в то время как другим требуется прочное соединение. Полезно определить, насколько безупречной должна быть сварочная работа на готовом изделии, прежде чем выбирать технику.
После того, как вы выбрали предпочтительный метод, вам нужно выбрать правильный электрод для работы. Соберите все необходимое защитное снаряжение, чтобы защитить себя и окружающих от опасностей сварки.
Когда вы разберетесь с этими вещами, вы сможете перейти к трем этапам процесса сварки.
1. Подготовка
Нержавеющая сталь особенно чувствительна, и вы часто можете увидеть все недостатки в процессе сварки. Даже мелкие частицы пыли из углеродистой стали могут оставить после себя неприглядные пятна. Из-за этого лучше всего подготовить свою рабочую среду, прежде чем приступать к делу.
В процессе подготовки может быть полезно очистить поверхности и инструменты, которые будут соприкасаться с коррозионностойкой сталью, с которой вы работаете. Убедитесь, что ваши металлические листы выровнены правильно и не имеют зазоров. Если вы работаете с более толстыми деталями, вам может потребоваться снять фаску или скос на краях, чтобы подготовиться к сварке.
2. Создание сварки
Процесс сварки немного отличается в зависимости от выбранного вами метода. При выполнении сварки для достижения наилучших результатов учитывайте следующее:
- Оборудование: Перед началом работы проверьте свое оборудование, чтобы убедиться, что у вас есть все необходимые расходные материалы и оно готово к использованию.
 Может быть полезно держать дополнительные предметы поблизости на случай, если вам нужно будет внести изменения во время работы.
Может быть полезно держать дополнительные предметы поблизости на случай, если вам нужно будет внести изменения во время работы. - Освещение: Сварочные работы требуют достаточного освещения для повышения видимости, чтобы вы могли видеть каждую деталь во время работы.
- Вентиляция: Во время сварки лучше всего работать в хорошо проветриваемом помещении. Работа на открытом воздухе — хорошая идея, но если вы не можете, убедитесь, что у вас есть работающая вытяжная система и много свежего воздуха.
- Безопасность: Помимо защитного снаряжения и средств индивидуальной защиты, важно выполнять сварку только в состоянии бдительности и сосредоточенности.
Следуя этим рекомендациям, сварщики могут выполнять свою работу наилучшим образом и оставаться при этом в большей безопасности.
Уход после сварки
После завершения сварки важно очистить нержавеющую сталь. Существует три метода ухода за сварными швами:
- Механическая очистка сварного шва
- Электрохимическая очистка сварного шва
- Химическая очистка сварного шва удаляйте пятна и шероховатости поверхности, создавая тот блестящий вид, которым известна нержавеющая сталь.

Свяжитесь с PBZ Manufacturing для получения индивидуального предложения
PBZ — универсальный магазин в Пенсильвании, где можно найти изобретательное производство металлов. Наша команда опытных профессионалов может помочь вам на нескольких этапах производственного процесса, от изготовления до логистики.
Хотите узнать больше? Свяжитесь с нами через нашу онлайн-форму или получите индивидуальное предложение сегодня!
Можно ли сваривать нержавеющую сталь с углеродистой сталью? Руководство для начинающих – WeldPundit
Нержавеющая сталь и углеродистая сталь являются распространенными металлами, используемыми во многих сварочных работах. Поскольку нержавеющая сталь дороже, вы можете использовать ее только там, где это необходимо, и использовать обычную сталь для остальной части проекта.
Сварка — надежный и быстрый способ соединения металлов, но можно ли сваривать эти разнородные металлы вместе?
Вы можете сваривать нержавеющую сталь с углеродистой сталью с надежными результатами, если используете подходящий присадочный металл (309) и следуете надлежащей низкотемпературной процедуре, чтобы избежать переваривания обеих частей.
Таким образом, вы сохраните превосходную коррозионную стойкость детали из нержавеющей стали и предотвратите дефект горячего растрескивания. Нержавеющая сталь обладает превосходной коррозионной стойкостью в широком диапазоне агрессивных сред, даже при высоких температурах без технического обслуживания.
Однако, если вы приварите деталь из нержавеющей стали, коррозионная стойкость упадет. В результате нержавеющая деталь рано или поздно подвергнется коррозии, в зависимости от окружающей среды. Ржавчина является наиболее распространенной и известной коррозией, которая может появиться.
Кроме того, слишком большой нагрев детали из углеродистой стали вызовет миграцию углерода в металл сварного шва. В результате окончательный валик станет хрупким и чувствительным к растрескиванию с более низкой коррозионной стойкостью.
Горячий крекинг — известный дефект при сварке аустенитной нержавеющей стали. Горячее растрескивание происходит, когда валик загрязнен примесями и затвердевает неравномерно.
Часто он появляется продольным по центру шарика. Чтобы этого избежать, нужен правильный присадочный металл и сварка с низким нагревом.Но после прочтения этой статьи предстоит еще многое узнать.
Содержание
- Типы нержавеющей стали
- Типы углеродистой стали
- Каковы различия между нержавеющей сталью и мягкой сталью для сварки?
- Трудно ли сваривать нержавеющую сталь с мягкой сталью?
- Какой присадочный металл лучше всего подходит для сварки нержавеющей стали со сталью?
- Чем полезен метод намазывания маслом?
- Можно ли сваривать нержавейку со сталью методом TIG?
- Можно ли использовать сварку MIG?
- Можно ли использовать электродуговую сварку?
- Можно ли использовать порошковую проволоку?
- Заключение
- Можно ли сваривать нержавеющую сталь с оцинкованной сталью?
- Можно ли сваривать низколегированную сталь с нержавеющей сталью?
Сначала рассмотрим основные типы нержавеющей и углеродистой стали.
Типы нержавеющей стали
Нержавеющие стали представляют собой сложные сплавы железа , содержащие не менее 10,5% хрома и небольшое количество углерода. Кроме того, нержавеющая сталь может содержать много других элементов в зависимости от типа и сорта.
Высокое содержание хрома соединяется с кислородом на поверхности металла и образует защитную пленку. Эта пленка обладает высокой коррозионной и термостойкостью.
Существует три основных типа нержавеющей стали:
- Аустенитная сталь , которая часто содержит большое количество никеля . является наиболее распространенным типом и легче всего сваривается. Этот тип обладает самой высокой коррозионной и термостойкостью. Популярными аустенитными марками являются 304 (или 18/8), которые часто используются для посуды, оборудования для общественного питания и т. д., а также марка 316 с более высокой коррозионной стойкостью для морского оборудования.
- Ферритный сплав , такой как марка 409, является самым дешевым типом и подходит для декоративных работ и термостойких изделий, таких как выхлопные трубы. Феррит трудно сваривается, потому что высокая температура сварки делает его хрупким.
- Мартенситная сталь , такая как марка 410, подходит для закаленных режущих инструментов, хирургических инструментов и т. д. Мартенситная сталь исключительно трудно поддается сварке без строгой термообработки до и после сварки.
Типы углеродистой стали
Углеродистые стали представляют собой простые сплавы железа с небольшим количеством углерода, придающим прочность.
Существует три основных типа углеродистой стали:
- Низкоуглеродистая или мягкая сталь на сегодняшний день является наиболее распространенной сталью и металлом, который легче всего сваривать, поскольку он содержит всего 0,05–0,30% углерода. Он никогда не становится твердым после сварки, за исключением случаев, когда его толщина превышает 3/4″ (19 мм). мм). Хорошо известный сорт – A36.
- Среднеуглеродистая сталь с содержанием углерода 0,30-0,50 % плохо поддается сварке, поскольку после сварки становится твердой и хрупкой. Он требует предварительного нагрева.
- Высокоуглеродистая сталь с содержанием углерода 0,50–0,90 % после сварки становится очень твердой и хрупкой. Инструменты из этой стали уже закалены. Это делает высокоуглеродистую сталь исключительно трудной для сварки без строгой термообработки до и после сварки.
Поскольку аустенитная нержавеющая и низкоуглеродистая сталь на сегодняшний день являются наиболее распространенными и легкими металлами для начинающих, остальная часть статьи посвящена им.
В чем разница между нержавеющей сталью и мягкой сталью для сварки?
Когда вы планируете сваривать эти два металла вместе, полезно знать их различия в химической и коррозионной стойкости, влияющие на сварку.
1. Мягкая сталь содержит больше углерода, чем нержавеющая сталь
Содержание углерода в мягкой стали, например марки А36, составляет 0,30% углерода по сравнению с 0,08% в нержавеющей стали 304.
Сверхнизкоуглеродистые марки, такие как 304 L , содержат только 0,03% углерода.Это проблема, поскольку при плавлении детали из мягкой стали углерод может мигрировать в металл сварного шва из нержавеющей стали. Когда углерод находится рядом с хромом при высокой температуре в течение длительного времени, они объединяются, образуя карбиды.
В результате остается меньше свободного хрома для образования коррозионностойкой пленки, и может появиться ржавчина. Кроме того, поврежденный металл становится хрупким и склонным к растрескиванию.
2. Нержавеющая сталь при нагревании расширяется больше
Аустенитная нержавеющая сталь расширяется при нагревании больше, чем мягкая сталь. Это называется тепловым расширением (engineeringtoolbox.com) и представляет собой большую проблему.
При сварке этих металлов расширенная нержавеющая сталь будет толкать мягкую сталь. Когда бусина остынет, нержавеющая часть будет тянуться еще сильнее. В результате металлы будут гнуться и скручиваться, теряя нужную форму.
Это называется искажением или деформацией.Также, если сварное соединение эксплуатируется в среде с постоянным перепадом температур, неравномерное тепловое расширение вызовет усталостное напряжение в соединении. В результате соединение сломается через достаточное время.
3. Нержавеющая сталь медленнее поглощает тепло
Нержавеющая сталь не может быстро поглощать большое количество тепла при сварке. В результате тепло концентрируется в узкой зоне, называемой зоной термического влияния (ЗТВ), рядом с валиком. Кроме того, тепло остается там дольше, чем в мягкой стали.
Это приводит к чрезмерному короблению, образованию карбида и коррозии.
4. Электрическое сопротивление нержавеющей стали выше
Нержавеющая сталь также имеет более высокое электрическое сопротивление. Электричество через него пройти сложнее. В результате вы устанавливаете меньшую силу тока для получения того же тепла, что и мягкая сталь. Это примерно на 10-15% меньше силы тока.
5. Прочность на растяжение и пластичность нержавеющей стали выше
Нержавеющая сталь 304 имеет предел прочности при растяжении 85 000 фунтов на квадратный дюйм, в то время как мягкая сталь обычно имеет предел прочности 65 000 фунтов на квадратный дюйм. В результате нержавеющая сталь может выдерживать более сильное механическое воздействие, прежде чем согнуться или сломаться.
Пластичность (эластичность) нержавеющей стали также выше. В результате нержавеющая сталь может гнуться дольше, не теряя прочности и не ломаясь.
6. Мягкая сталь имеет более высокую температуру плавления
Большинство аустенитных нержавеющих сталей плавятся при 2600 °F (1425 °C), а мягкая сталь плавится при 2800 °F (1540 °C). Несмотря на это, вы хотите избежать направления дуги на деталь из мягкой стали.
7. Гальваническая коррозия ускоряет коррозию низкоуглеродистой стали
Когда два разных металла соприкасаются друг с другом в присутствии электролита, такого как вода, один из них подвергается коррозии быстрее, чем обычно.
Это называется гальванической коррозией (nace.org) или биметаллической коррозией.В этом случае низкоуглеродистая сталь будет изнашиваться еще быстрее. Однако гальваническая коррозия не вызывает беспокойства, если электролит отсутствует.
8. Мягкая сталь может пострадать от дугового разряда
Дуговой удар — это магнитное воздействие, которое может неправильно направить электрическую дугу. Он воздействует непосредственно на все черные металлы, но не на аустенитную нержавеющую сталь. Дуга усиливается, когда электрод и основной металл сильно нагреваются или когда деталь из мягкой стали намагничивается.
Различия между мягкой и аустенитной сталью при сваркеСобственность Мягкая сталь Austenitic (304) Сталь Термический экспансив 77676 6769696969696969696969696966966966967676766967ENTION 969696969669676696969696966966966966966966967ENTION96969696969696969696969696969. 0576100 33 Electrical resistance 12.5 72 High-temperature strength 900 °F (480 °C) 1300 °F (700 °C ) Tensile strength 60-70ksi 85ksi Ductility 25 55 Melting point 2800 °F (1540 °C) 2600 °F (1425 °C) Гальваническая коррозия Высокая Низкая Трудно ли сваривать нержавеющую сталь с мягкой сталью?
Сварщики-новички беспокоятся о том, чтобы получить красивый валик на разнородных металлах с достаточным плавлением.
Насколько это сложно?Сварка нержавеющей стали с низкоуглеродистой сталью лишь несколько сложнее, чем сварка чистой нержавеющей стали, несмотря на то, что они имеют совершенно разные составы и свойства. Короче говоря, избегайте чрезмерной сварки, глубокого провара и немного больше фокусируйте дугу на детали из нержавеющей стали.
Низкий нагрев важен для предотвращения глубокого проникновения, поддержания коррозионной стойкости и предотвращения углеродистого загрязнения. Чтобы ввести низкую температуру сварки, выполните следующие действия:
- Установите наименьшую силу тока, при которой расплавится присадочный металл.
- Путешествуйте с высокой скоростью.
- Вместо плетения предпочитайте плетение из бисера.
- Используйте охлаждающие стержни под металлом или на нем.
- Подготовьте симметричный шов, для которого требуется наименьшее количество сварочного металла.
Еще одна важная вещь – направьте дугу на деталь из нержавеющей стали .
Несмотря на неровный угол, получившийся валик будет симметричным с хорошим сращением носка.Если вы используете процесс, при котором на борте остается шлак, более важен индивидуальный угол, поскольку он предотвратит включения шлака.
Всегда проводите испытания на подобном металлоломе перед сваркой вашего основного объекта.
Еще одна проблема, которая делает процедуру немного более сложной, заключается в том, что вы никогда не должны загрязнять нержавеющую часть частицами железа . Эти частицы начнут ржаветь на нержавеющей детали.
Используйте отдельный набор инструментов для очистки и снятия фаски с детали из нержавеющей стали. Кроме того, избегайте царапать нержавеющую часть углеродистой стали стальной частью, сварочным столом и т. д.
Никогда не используйте предварительный нагрев при сварке аустенитной стали. Предварительный нагрев усугубит все проблемы, которых вы хотите избежать. Кроме того, если вы выполняете многопроходную сварку, дайте металлу остыть до 300 °F (150 °C) между каждым валиком.
Какой присадочный металл лучше всего подходит для сварки нержавеющей стали со сталью?
Лучшим присадочным металлом для сварки нержавеющей стали со сталью является 309. 309 имеет достаточно большое количество хрома и никеля, чтобы решить проблему разбавления мягкой стали. В результате наплавленный металл шва будет иметь отличную коррозионную стойкость. Синтез 309 также обеспечивает высокую стойкость к горячему растрескиванию.
При сварке разнородных металлов окончательный валик состоит из присадочного металла (60 %) и небольшой части обоих основных металлов (20 % и 20 %). Поскольку в низкоуглеродистой стали нет хрома или никеля, вам нужен присадочный металл с большим содержанием, чем в детали из нержавеющей стали.
Аустенитный присадочный металл марки 309 с 23% хрома и 13% никеля обеспечивает буртик с содержанием не менее 18% хрома и 8% никеля. Шарик будет иметь превосходную коррозионную стойкость.
Если вы используете типичный нержавеющий присадочный металл, такой как 308, содержащиеся в нем хром (20%) и никель (10%) будут разбавлены компонентом из мягкой стали.
В результате полученный валик будет иметь низкое содержание хрома (15%) и никеля (7%), что делает его твердым, чувствительным к растрескиванию, без сильной коррозионной стойкости.Использование присадочного металла с еще более высоким содержанием никеля, такого как 310 (21% никеля), приведет к получению валика с таким высоким содержанием никеля, что это может привести к растрескиванию.
Кроме того, в стали 309 содержится небольшое количество феррита, предотвращающего горячее растрескивание. Феррит богат хромом, и даже если образуется некоторое количество карбидов хрома, содержание свободного хрома все равно будет выше безопасного уровня.
Использование низкоуглеродистой стали 309 L Присадочный металл необходим, когда деталь из нержавеющей стали также 304 л . Эти стали содержат 0,03% углерода вместо 0,08%. Сверхнизкое содержание углерода помогает сохранить коррозионную стойкость и предотвращает растрескивание в высокотемпературных средах.
Некоторые моменты, которые следует учитывать при сварке с присадочным металлом 309:
- Присадочный материал 309 также может сваривать ферритную и мартенситную нержавеющую сталь с мягкой сталью без предварительного нагрева. Но только не в том случае, если они требуют дальнейшей термической обработки или служат при высоких температурах.
- Модель 309 обладает высокой термостойкостью до 700 °F (370 °C).
- Если вы хотите сварить большое соединение, многопроходная сварка с 309 может вызвать проблемы, если сварка служит при высоких температурах. Это связано с тем, что дополнительные проходы будут содержать слишком много хрома и никеля из-за меньшего разбавления предыдущими шариками. Это может привести к растрескиванию. Чтобы избежать этого, вы можете использовать технику намазывания маслом, описанную далее в статье.
312 – это еще один сорт присадочного металла для сварки разнородных металлов, обладающий высокой устойчивостью к горячему растрескиванию.
Он имеет самое высокое содержание хрома, не менее 28%, но низкое содержание 9% никеля.Модель 312 превосходит модель 309 и может сваривать неизвестные металлы или трудносвариваемые металлы, например, мартенситную нержавеющую сталь с высокоуглеродистой сталью. Для этой цели был разработан наполнитель 312.
Загвоздка в том, что условия эксплуатации металлов не требуют послесварочной термообработки.
Кроме того, модель 312 не подходит для работы в условиях высоких температур и стоит дороже.
Для сварки аустенитной нержавеющей стали с мягкой сталью 309 более чем достаточно, и вы можете не покупать присадочный металл 312.
Я также упомяну присадочный металл NiCrFe . Он изготовлен на основе никеля и обеспечивает превосходные результаты сварки сложных соединений между нержавеющей сталью и сталью:
- Присадочный металл NiCrFe может безопасно сваривать соединения, которые служат в условиях высоких температур, намного превышающих 700 °F (370 °C).
- Он также имеет более низкое тепловое расширение, чем стержни из нержавеющей стали, и снижает усталостное напряжение в детали из углеродистой стали, возникающее при высокотемпературных колебаниях.
- Высокое содержание никеля предотвращает разбавление углерода, что приводит к меньшему количеству карбидов хрома и более высокой коррозионной стойкости.
Недостатком присадочного металла NiCrFe является высокая стоимость.
Сварка с присадочным металлом из мягкой стали приведет к получению хрупкого валика без коррозионной стойкости. Бусина заржавеет по прошествии достаточного времени и может сломаться под механическим или термическим воздействием. То же самое произойдет и с зоной термического влияния нержавеющей детали. Гальваническая коррозия представляет собой проблему, поскольку в присутствии воды валик быстро подвергается коррозии.
Чем полезна техника намазывания маслом?
При сварке больших стыков между нержавеющей и мягкой сталью можно использовать метод намазывания, чтобы избежать дефекта горячего растрескивания.
Для этого необходимо сварить поверхность компонента из мягкой стали с присадочным металлом 309. Таким образом, вы герметизируете деталь и предотвращаете проникновение углерода в следующий нержавеющий металл сварного шва.
После этого вы используете обычный аустенитный присадочный металл, например, 308, чтобы приварить компонент 304 к смазанному маслом 309.поверхность.
Толщина намазанной маслом поверхности должна быть не меньше глубины последующего проникновения. В большинстве случаев будет достаточно от 5/64″ (2 мм) до 1/8″ (3,2 мм).
Теперь давайте посмотрим, как сравнимы различные процессы сварки нержавеющей стали со сталью.
AdvertisementsМожете ли вы сваривать нержавеющую сталь с помощью TIG?
С помощью процесса сварки TIG вы можете сваривать нержавеющую сталь с мягкой сталью и получать наилучший внешний вид валика, минимальную деформацию и превосходную коррозионную стойкость. Последний шарик может не нуждаться в каких-либо улучшениях.
Для достижения наилучших результатов используйте стержень ER309LSi. Поскольку одна часть из нержавеющей стали, сварка ВИГ может быть лучшим процессом для сварки нержавеющей стали с мягкой сталью.
Сварка ВИГ представляет собой ручной процесс, когда одна рука управляет горелкой ВИГ, которая создает дугу и подает защитный газ, а другая рука подает присадочный металл. Таким образом, вы можете контролировать подачу тепла с высокой точностью и добиться низкого разбавления.
Кроме того, если вы используете ножную педаль, вы можете увеличивать или уменьшать силу тока во время сварки. Более того, если блок питания поддерживает импульсный ток, можно добиться такой же пробивки при меньшем подводе тепла.
Все это позволяет снизить тепловложение, обеспечивая отличные результаты даже при обработке самых тонких металлов. Нет шлака, который нужно очищать, и вам, возможно, даже не придется улучшать последний валик.
Наконец, при сварке ВИГ выделяется наименьшее количество сварочного дыма.
Это очень важно, так как присадочный металл из нержавеющей стали выделяет вредные пары.Вы можете прочитать эту статью Weldpundit о том, как защитить себя от сварочного дыма и газов, и эту статью о сварочных респираторах для домашних сварщиков для получения дополнительной информации.
Недостатки сварки TIG:
- Это самый сложный процесс.
- Нельзя сваривать снаружи.
- Расходные материалы для оборудования и резака являются дорогостоящими.
- Скорость сварки низкая и не идеальна для длинных швов или толстых металлов.
- Для получения хороших результатов необходимы идеально чистые металлы.
Стержень ER309LSi содержит почти в два раза больше кремния (Si). Кремний делает металл шва более жидким, в результате чего валик становится более плоским, гладким и красивым.
Можно ли использовать сварку MIG?
Вы можете сваривать нержавеющую и мягкую сталь с помощью сварки MIG с отличными результатами, особенно если вам нужен самый простой и быстрый процесс.
Для достижения наилучших результатов используйте провод ER309LSi и режим передачи короткого замыкания с защитным газом Trimix. Также полезно использовать высокую индуктивность. Сварка МИГ имеет механизм подачи проволоки, который непрерывно подает проволочный электрод. Это делает процесс сварки самым простым в использовании. В результате новые сварщики выбирают MIG, чтобы как можно скорее приступить к ремонту и изготовлению объектов.
Сварка МИГ создает красивые валики, отлично подходит для тонких металлов и не требует очистки от шлака.
Негативы сварки MIG нержавеющей стали со сталью ориентированы на стоимость:
- Вам нужен другой, более дорогой защитный газ, чем 75/25 или CO2.
- Даже самая маленькая катушка с проволокой стоит больше, чем несколько сварочных прутков для сварки TIG или стержней.
- Для толстых металлов необходим сварочный аппарат с высокой силой тока для включения режима напыления.
- Для идеальной работы вам нужно заменить все компоненты, которые касались проволоки из мягкой стали, особенно лайнер, или использовать шпульный пистолет.
- Нельзя сваривать снаружи.
Какие настройки и расходные материалы использовать?
Вы используете режим переноса с коротким замыканием для сварки тонкой нержавеющей стали с низкоуглеродистой сталью, поскольку он обеспечивает низкое проплавление и низкое разжижение. Все бытовые сварочные аппараты поддерживают этот режим, так как он требует наименьшей мощности.
В режиме короткого замыкания можно получить отличные результаты при обработке металлов толщиной до 1/4 дюйма (6,4 мм). Используйте короткий удлинитель электрода 3/8” (10 мм). Также было бы полезно использовать контактный наконечник для более толстой проволоки, чтобы избежать гнездования птиц.
Одна из проблем с коротким замыканием заключается в том, что свойства нержавеющей стали не способствуют смачиванию ванны, в результате чего получается высокий и узкий валик.
Чтобы решить эту проблему, вы можете использовать проволоку с более высоким содержанием кремния, трехкомпонентный газ и высокую индуктивность:
- ER309L Проволока Si содержит более высокое содержание кремния (Si), что делает металл сварного шва более жидким и значительно помогает режим передачи короткого замыкания.
- В качестве защитного газа в режиме короткого замыкания вам понадобится « tri-mix » из 90 % гелия, 7,5 % аргона и 2,5 % CO2, особенно для многопроходной сварки. Если вы используете типичный 75% аргон и 25% газ CO2, шарик будет выглядеть более уродливым, узким и высоким. Но что еще хуже, у него будет плохое сплавление носка и ухудшится коррозионная стойкость.
- Многие блоки питания поставляются с функцией индуктивности . Высокая индуктивность увеличивает время горения дуги на одно короткое замыкание. Это создает более жидкую сварочную ванну, которая дает более гладкие и плоские валики.
Режим переноса распылением подходит для более толстых металлов, но требует источника питания 240 В с высокой силой тока.
Если вы хотите использовать перенос распылением, используйте газовую смесь 98 % аргона и 2 % CO2. В качестве лучшей альтернативы вы можете использовать 1-2% кислорода (O2) и аргона, чтобы избежать углерода.
Для режима распыления требуется удлинение электрода на 3/4 дюйма (19 мм).
Дорогие сварщики MIG могут сваривать в режиме импульсного переноса . Это похоже на перенос распылением, но может сваривать тонкие металлы и использует тот же газ. Но нужен дорогой блок питания.
Режим шаровой передачи не используется, так как создает много брызг.
Вот подробное руководство по сварке MIG из нержавеющей стали с мягкой сталью.
Можно ли использовать электродуговую сварку?
Вы можете приклеивать сварной шов из нержавеющей стали к низкоуглеродистой стали, если металл не тоньше 1/8″ (3,2 мм). Он отлично подходит для сварки на открытом воздухе, потому что он очень портативен, а защитные газы устойчивы к ветру. Для достижения наилучших результатов используйте сварочный электрод E309L-16. Однако валик будет выглядеть не очень хорошо по сравнению со сваркой TIG или MIG, и его легко деформировать и продуть нержавеющую деталь.
Сварка стержнем (или SMAW) очень популярна, так как купить оборудование дешево, и вы можете купить небольшой пакет стержней, так как нержавеющий присадочный металл стоит дорого.
Сварка стержнем дает отличные результаты для металлов толщиной более 1/8 дюйма. Нужен большой опыт, чтобы сваривать тоньше без дефектов перегрева. Деталь из нержавеющей стали гораздо более чувствительна к побочным эффектам, чем мягкая сталь.
Вот статья Weldpundit о том, как склеивать тонкие металлы.
Наиболее популярен стержень E309L- 16 . Суффикс -16 указывает на тип флюсового покрытия и его использование. Этот стержень относительно прост в использовании, сваривается на постоянном и переменном токе и оставляет плоский валик. А вот сварить в вертикальном и потолочном положении тяжело.
Однако, сварка электродом имеет больше недостатков:
- Она создает агрессивную дугу с глубоким проплавлением и высоким разбавлением углерода.
- Бортики могут иметь шлаковые включения .
- Затвердевший шлак имеет тенденцию отрываться от при охлаждении, поэтому всегда надевайте защитные очки, когда смотрите на буртик.
- Вам необходимо удалять оставшийся шлак материала при каждой сварке. Это требует времени и может привести к загрязнению детали из нержавеющей стали частицами железа.
- Стержни из нержавеющей стали легко приклеиваются к металлу, что гарантированно вызовет раздражение у новых сварщиков.
- Сварка электродом образует много дыма и не подходит для сварки в помещении, если у вас нет местной вытяжной вентиляции. Даже если вы свариваете на открытом воздухе, вам понадобится маска-респиратор для сварки для дополнительной защиты от паров нержавеющей стали.
- Стержни из нержавеющей стали требуют высокого напряжения холостого хода (OCV). Это напряжение между электрододержателем и рабочим зажимом при отсутствии дуги. Если ваш сварочный аппарат может сжигать стержни E7018, он будет сжигать E309.стержни тоже.
- Стержни из нержавеющей стали чувствительны к влажности воздуха . Даже больше, чем стержни E7018 с низким содержанием водорода. Открытые стержни более склонны к прилипанию, создают нестабильную дугу и валик с высокой пористостью.
Вот подробное руководство о том, как приклеить сварной шов к стали.
Можно ли использовать порошковую проволоку?
Можно сваривать нержавеющую и низкоуглеродистую сталь порошковой проволокой (FCAW), если металл не тоньше 1/8 дюйма (3,2 мм). Если вы используете самозащитную проволоку, валик будет выглядеть не очень хорошо, а количество брызг будет большим. Использование провода с двойным экраном даст вам гораздо лучшие результаты, но вам потребуется защитный газ и источник питания с высокой силой тока .
Порошковая проволока трубчатая и содержит флюсовый материал. Вы можете использовать эти проволоки со своим сварочным оборудованием MIG, но всегда устанавливайте зубчатые ролики и проверяйте упаковку проволоки на предмет правильной полярности .
Также было бы лучше использовать специальный вкладыш только для проволоки из нержавеющей стали, чтобы избежать загрязнения.
Поскольку порошковая проволока образует шлак, лучше тянуть горелку , а не толкать. Вытягивание удержит шлак и предотвратит включения шлака.
Порошковая проволока является самыми дорогими электродами в пересчете на фунт , поскольку трубчатые проволоки сложны в производстве.
Они также нуждаются в защите от влаги воздуха. Маленькие катушки можно хранить в стержневых печах, но нельзя их повторно обжигать. Вы можете прочитать эту статью о том, как хранить сварочные электроды, и узнать об основах их защиты.
Существует два типа порошковых проволок:
- Самозащитная проволока (или FCAW-S), которая производит собственный защитный газ и
- Проволока с двойной защитой (или FCAW-G), для которой требуется внешняя защитная среда, такая как сварка MIG.
Самозащитная проволока
Самозащитная проволока дает те же результаты, что и электроды для ручной сварки, но быстрее и проще в использовании.
Однако дуга имеет глубокое проплавление, и трудно обеспечить низкое разрежение. Деталь из нержавеющей стали легко деформировать, если она тоньше 1/8 дюйма, пока вы не приобретете хороший опыт сварки. Самозащитная проволока обеспечивает высокую скорость перемещения, поэтому вы можете сваривать несколько более тонкие металлы, чем сварка электродом. Кроме того, они производят достаточно защитных газов для сварки на открытом воздухе.
Самозащитная порошковая проволока для сварки нержавеющей стали с мягкой сталью — E309L T1-3 (или E309LFC):
- T обозначает трубчатую проволоку.
- 1 , который выполняет сварку во всех положениях, 0 означает только плоские и горизонтальные угловые швы.
- Наконец, 3 , что он самозащитный, и вам не нужен газовый баллон.
Прочие минусы самоэкранированных проводов:
- Их шлак трудно удалить.
- Они производят наибольшее количество дыма и не подходят для сварки в помещении, если у вас нет местной вытяжной вентиляции.
Провода с двойным экраном
Провода с двойным экраном дают отличные результаты. Их даже проще использовать, чем сварочную проволоку MIG, в вертикальном и потолочном положениях, потому что они требуют меньшего количества манипуляций с горелкой. Кроме того, шлаковый материал легко удаляется. Однако они предназначены для профессиональной работы и высокой производительности. Трудно найти доступные тонкие провода или маленькие катушки.
В проводах с двойным экраном используется смесь 75 % аргона и 25 % CO2 (75/25 или C25) или 100 % защитного газа CO2. Для этого они являются отличной альтернативой , позволяющей избежать затрат и проблем с дополнительным газовым баллоном , либо с трехкомпонентной смесью, либо со смесью аргон/O2.
Порошковая проволока с двойным экраном для сварки нержавеющей стали с мягкой сталью — E309LT1- 4 .
- T обозначает трубчатую проволоку.
- 1 сварка во всех положениях, a 0 означает только плоские и горизонтальные угловые сварные швы.
- Наконец, 4 указывает, что для защитного газа требуется C25. 1 будет означать 100 % газа CO2.
Однако большинство проводов с двойным экраном поддерживают оба газа. Газ CO2 дешевле, но смесь C25 предлагает:
- Более красивый шарик.
- Уменьшение разбрызгивания.
- Низкое проникновение.
- Более высокая прочность на растяжение.
Но помните, что нельзя сваривать очень тонкие металлы, и нужен блок питания с большой силой тока для проводов с двойным экраном.
Например, нержавеющая проволока MIG 0,35″ начинается с 18 вольт и скорости проволоки 110 дюймов в минуту (55 А), но для проволоки диаметром 0,35 дюйма с двойным экраном требуется не менее 23 вольт и 300 дюймов в минуту (110 А).
Поскольку эти провода нуждаются во внешних защитных газах, они не подходят для сварки на открытом воздухе.
TIG MIG Палка FCAW-S FCAW-G Bead appearance Best Good Poor Poor Good Easy to use Hardest Easy Hard Easy Easy Скорость сварки Самая низкая Быстрая Медленная Быстрая Быстрая Подходит для использования вне помещений 4 Нет
4 Нет
0576 Yes Yes No Cost of power supply Highest High Low Low High Cost of stainless consumables High High Low High HIGH FUMES Самый низкий Низкий HIGH Высокий High High High High .
0003Заключение
Сварка нержавеющей стали с мягкой сталью не так уж сложна, если у вас уже есть некоторый опыт сварки.
Избегайте сварки обоих металлов. Помните, что деталь из нержавеющей стали не любит тепло сварки, иначе она деформируется и подвергается коррозии. Он также не любит поглощать углерод из мягкой стали. Избыток углерода сделает его хрупким и вызовет коррозию.
Кроме того, избегайте загрязнения поверхности нержавеющей стали частицами железа из деталей из мягкой стали или чистящих и режущих инструментов.
Всегда используйте присадочный металл для разнородных металлов, таких как 309 или 312, для прочных и долговечных результатов.
Техника промасливания помогает предотвратить горячее растрескивание при работе с толстыми металлами.
Если вы хотите получить наилучший валик или сварить тонкий листовой металл, используйте сварку TIG. Сварка MIG и порошковая проволока — самые простые процессы. Сварка стержнем предназначена для полевых работ и быстрого ремонта между нержавеющей сталью и сталью.
Связанные вопросы
Можно ли сваривать нержавеющую сталь с оцинкованной?
Можно сваривать нержавеющую сталь с оцинкованной, если предварительно удалить цинковое покрытие. Чистый металл чаще всего представляет собой мягкую сталь. После этого вы можете использовать присадочный металл 309 и соответствующую низкотемпературную процедуру для сварки этих разнородных металлов вместе.
Присадочный металл из нержавеющей стали имеет плохую текучесть , а цинковое покрытие препятствует еще большему смачиванию лужи. Даже следы остаточного цинка могут ограничивать текучесть. Получившаяся бусина будет слишком узкой и высокой, не заполняя бока (носки) бусины.
Но, что еще хуже, любой остаточный цинк на стальной поверхности загрязняет валик из нержавеющей стали и ЗТВ, делая их хрупкими. Хрупкие металлы чувствительны к растрескиванию. Аустенитный наполнитель и основные металлы очень чувствительны к загрязнению цинком.
При сварке оцинкованного металла образуется большое количество сварочного дыма . В сочетании с дымом от нержавеющей проволоки они создают опасную среду. Удаление цинкового покрытия уменьшает дым.
Можно ли сваривать низколегированную сталь с нержавеющей сталью?
Большинство низколегированных сталей можно сваривать с нержавеющей сталью, используя соответствующий присадочный металл (309 или 312) и низкотемпературную сварку, чтобы избежать загрязнения углеродом и снизить коррозионную стойкость деталей из нержавеющей стали.
Низколегированные стали похожи на углеродистые стали с низким содержанием различных легирующих элементов. Добавленные элементы придают прочность на растяжение и невысокую, но достаточную для условий эксплуатации коррозионную стойкость.
Если содержание углерода ниже 0,30%, низколегированные стали труднее сваривать, чем мягкую сталь, но легче, чем среднеуглеродистую сталь. Используйте 309аустенитного присадочного металла и приваривают их к нержавеющей стали в соответствии с процедурой, при которой требуется минимальное количество тепла.
Если содержание углерода выше, лучше всего использовать аустенитный присадочный металл марки 312.
Использование этих аустенитных присадок облегчает сварку без предварительного нагрева. Но вы не можете подвергать термической обработке окончательный сварной шов.
Если последнее соединение подвергается воздействию высоких температур, лучше использовать NiCrFe, так как он лучше выдерживает высокие температуры, чем стержни из нержавеющей стали. Кроме того, умеренное тепловое расширение, которым обладает NiCrFe, снижает усталостное напряжение на компоненте из низколегированного сплава.
Другие статьи экспертов по сварке
Можно ли сваривать чугун со сталью? И как это сделать.
Сварка чугуна: Руководство для начинающих.
Сварка стального литья: для начинающих.
Электроды для сварки электродами (SMAW). Спецификации и категории.
Выбор сварочных электродов для начинающих: тип, размер и сила тока.
Как идентифицировать металлы для сварки: полное руководство для начинающих.
Можно ли сваривать оцинкованную сталь? Лучшее руководство для начинающих.
Как снять оцинкованное покрытие для сварки: 5 эффективных способов
Mig Сварка нержавеющей стали. Как? (Газ, сварочная проволока и наконечники)
Для соединения нержавеющей стали можно использовать различные методы. Сварка MIG является одним из самых универсальных методов сварки. Но можно ли использовать MIG для сварки нержавеющей стали?
В этой статье рассматриваются основы сварки нержавеющей стали MIG, лучший защитный газ, сварочная проволока и отличия процесса от других видов сварки.
Содержание страницы
- Можно ли сваривать нержавеющую сталь MIG?
- Защитный газ для сварки нержавеющей стали
- Можно ли сваривать нержавеющую сталь MIG со 100% аргоном?
- Можно ли сваривать с использованием 75/25 аргона/CO2?
- Лучшие газы для сварки MIG нержавеющей стали
- Сварочная проволока
- Лучшая проволока для сварки MIG нержавеющей стали
- Сварка MIG нержавеющей стали с флюсовой проволокой
- Как сваривать нержавеющую сталь MIG?
- 1. Подготовьте необходимое оборудование
- 2. Выберите расходные материалы
- 3. Подготовьте сварной шов
- 4. Настройте сварочный аппарат и подачу газа на требуемые параметры
- 5. Начните сварку
- Советы по сварке MIG Нержавеющая сталь
- 1.
Можно ли сваривать нержавеющую сталь MIG?
Вы, безусловно, можете сваривать нержавеющую сталь с помощью сварочного аппарата MIG и с большим эффектом. Сварка MIG нержавеющей стали при правильном выполнении дает чрезвычайно прочные сварные швы с высокой производительностью. Важно отметить, что процесс сварки нержавеющей стали с помощью аппарата MIG отличается от процесса сварки мягкой стали. Пожалуйста, прочитайте дальше, чтобы узнать больше о том, как сваривать нержавеющую сталь MIG и о связанных с этим процессах.
Защитный газ для сварки нержавеющей стали
Как и в большинстве процессов сварки MIG, защитный газ требуется для защиты сварного шва от внешних атмосферных загрязнений, которые в противном случае могли бы повлиять на целостность сварного шва.
Наиболее эффективной и часто используемой является комбинация двуокиси углерода и аргона, однако можно сваривать и с другими газами. Два наиболее частых вопроса, которые мы слышим от наших читателей, следующие.Можно ли сваривать нержавеющую сталь MIG со 100% аргоном?
Вопрос актуален и проще говоря да , вы можете сваривать MIG нержавеющую сталь с чистым аргоном, но это сложно. 100% аргон, безусловно, защитит сварной шов от атмосферных загрязнений (которые могут негативно повлиять на ваш сварной шов), поэтому он функционирует как защитный газ. Однако на этом функциональность заканчивается.
Сварка MIG с использованием чистого аргона становится проблемой для нержавеющей стали, поскольку она влияет на качество конечного сварного шва и общие характеристики сварки.
Электрическое соединение между сталью и сварочным аппаратом (также известным как дуга ) прерывается при использовании газовой смеси, состоящей из 100% аргона.
Другими словами, стабильность дуги в целом очень низкая. При сварке с нестабильностью дуги полученный шов будет казаться несовместимым с дефектами, такими как подрезы и провары, которые составляют половину от того, что должно быть. Сварной шов также будет располагаться на поверхности стыка, и хотя стык действительно будет сплавляться, по отраслевым стандартам он не будет проходимым сварным швом.Кроме того, на теплопроводность сварного шва влияет использование чистого аргона для получения менее жидкой сварочной ванны.
Это менее чем оптимально для сварки, поскольку, как правило, целью сварки является создание прочного и постоянного соединения между стальными деталями. Это означает, что при использовании 100-процентного аргона цель сварки теряется.
Я не рекомендую использовать MIG со 100-процентным аргоном на нержавеющей стали, если у вас нет абсолютно другого выбора. Это особенно актуально, когда вы свариваете конструкцию или изделие, которые требуют долговечности и прочности и/или могут нанести травму человеку или повредить имущество в случае разрыва сварного шва.
Можно ли сваривать с использованием 75/25 аргона/CO2?
Многие сварщики, работающие дома, часто сталкиваются с тем, что в повседневной работе они преимущественно сваривают мягкую сталь, а затем в один прекрасный день они сталкиваются с изделием из нержавеющей стали, используя только газ 75/25 . работать с. Вопрос в том, можно ли в описанной ситуации (или в любой момент) успешно использовать 75/25 при сварке нержавейки?
Ответ: да и весьма неплохой эффект. При сварке нержавеющей стали MIG с аргоном 75/25/CO 2 , все ключевые аспекты качественного сварного шва остаются неизменными; проплавление нормальное, подрез не представляет большой проблемы, стабильность дуги стабильна. Мы рекомендуем использовать газ 75/25 для нержавеющей стали, а не 100% аргон.
Однако защитный газ 75/25 не обходится без недостатков. При сварке MIG всегда образуются сварочные брызги, особенно при использовании газа 75/25. Проблема с брызгами и нержавеющей сталью заключается в том, что они могут повлиять на эстетически важные проекты, и иногда их трудно удалить.
Брызги прилипают к металлу, и там, где эстетика сварного шва действительно имеет решающее значение, лучше избегать брызг и следов, которые они оставляют. Простое решение состоит в том, чтобы нанести спрей для защиты от брызг перед сваркой или, что еще лучше, инвестировать в усовершенствованный аппарат MIG с настройкой защиты от брызг.С 75/25 окончательный шов также выглядит немного тусклым и бесцветным. Хотя это не влияет на какие-либо структурные аспекты сварного шва, это может быть важно, когда эстетика считается решающей. Помимо этого, 75/25 отлично подходит для сварки нержавеющей стали и является одним из наших наиболее рекомендуемых вариантов.
Лучшие газы для сварки MIG нержавеющей стали
Ниже приведены наиболее эффективные защитные газы для сварки MIG нержавеющей стали.
- Комбинации аргона и двуокиси углерода (CO2), такие как 75/25, 90/10, 95/5, или 98/2.
- Tri-Mix Gas: содержит 90 % гелия, 7,5 % аргона и 2 % CO2 и отлично подходит для повышения теплопроводности.
Сварочная проволока
Лучшая проволока для сварки MIG нержавеющей стали
Всегда выбирайте специально разработанную проволоку MIG для нержавеющей стали. Провод с маркировкой « ER308L » является безопасным выбором и используется чаще всего. Не используйте проволоку MIG для сварки мягкой стали, так как она немедленно загрязнит сварной шов и в будущем вызовет ржавчину.
При выборе толщины проволоки это будет полностью зависеть от конкретного проекта, для более крупных проектов с более толстым материалом выбирайте проволоку большей толщины (до 0,35–0,45 дюйма). С большинством других проектов меньшего и среднего размера отлично подойдет проволока толщиной 0,30 дюйма.
Сварка MIG нержавеющей стали с использованием проволоки с флюсовым сердечником
Сварка MIG с использованием проволоки с флюсовым сердечником (также известная как безгазовая сварка MIG) должна рассматриваться как совершенно отдельный процесс по сравнению со сваркой MIG с использованием другой проволоки.
Использование порошковой проволоки устраняет необходимость во внешнем защитном газе; это связано с тем, что, когда флюсовое покрытие проволоки подвергается нагреву, оно выделяет собственный газ, и поэтому сварочная ванна надежно защищена от внешних атмосферных загрязнений.Проволока с флюсовым сердечником в целом становится все более популярной за последние несколько лет. Это связано с тем, что многие люди, работающие дома над металлическими проектами, не хотят покупать или арендовать газовые баллоны для сварки.
Итак, что получается при использовании порошковой проволоки на нержавеющей стали?
Во-первых, важно отметить, что нержавеющая сталь является сложным материалом для обработки и сварки. Это потому, что он очень быстро поглощает тепло и темпераментен к изменениям. Когда мы соединяем это вместе с проволокой с флюсовым сердечником, окончательный результат не так уж велик. Сварка проволокой с флюсовым сердечником, как правило, предназначена для работ по сварке MIG, которые считаются неважными, выполняются на открытом воздухе или когда нет других доступных вариантов.
Оператор сварки MIG с флюсовой сердцевиной должен использовать метод перетаскивания (вытягивания), очень похожий на сварку электродом. Вы заметите, что сварной шов будет сопровождаться шлаком, который необходимо сколоть после сварки. Окончательный результат сварки будет казаться мягким и слабым на вид, что, опять же, не является тем, на что на самом деле должен выглядеть готовый сварной шов из нержавеющей стали.
Имея так много препятствий, очень легко получить дефектные сварные швы при использовании флюсовой сердцевины MIG на нержавеющей стали. Избегайте этих проблем, хорошо изучив свою машину и попрактиковавшись на нержавеющей стали, чтобы понять, какие скорости перемещения проволоки и настройки нагрева необходимы.
Как сварить нержавеющую сталь MIG?
Следуйте нашему простому пошаговому руководству, чтобы успешно сварить нержавеющую сталь с помощью сварочного аппарата MIG.
1. Соберите необходимое оборудование
Сюда входит ваш сварочный аппарат MIG (в комплекте со сварочной горелкой, зажимом заземления и запасными частями, такими как наконечники сопел), сварочная маска, кожаные перчатки и огнеупорная закрытая одежда.
2. Выберите расходные материалы
Катушка сварочной проволоки из нержавеющей стали, смесь аргона/CO2 или защитный газ Trimix. Мы обсудили, как выбрать проволоку, которая лучше подойдет для вашей работы, но если вы все еще не уверены, что 0,30-дюймовая проволока из нержавеющей стали — это безопасная ставка.
3. Подготовьте сварной шов
Это важный шаг. Если вы попытаетесь сварить поверх смазки, масла, ржавчины или краски, то сварка будет сложной, и в конечном итоге сварка будет низкого качества. Используйте угловую шлифовальную машину с лепестковым диском, чтобы удалить ржавчину, краску и стойкие загрязнения. Очистите поверхность сварного шва чистящим средством, например растворителем для сварки. Распылите на соединение раствор против брызг, чтобы предотвратить большой процесс очистки после сварки.
4. Настройте сварочный аппарат и подачу газа на требуемые параметры
Проверить, что все в порядке и работает. Чтобы правильно установить параметры сварочного аппарата, это снова будет зависеть от размера материала, который вы собираетесь сваривать.
Я рекомендую выполнить несколько тестовых прогонов на ломе нержавеющей стали той же толщины и соответствующим образом настроить параметры.5. Начало сварки
Как и любой другой процесс сварки, сварка MIG нержавеющей стали требует внимания и хорошей техники.
Приступая к сварке, старайтесь не торопиться в сварной шов. Позволив сварочной ванне в начале образоваться секунду и сохранив этот размер, вы получите более ровный шов.
Угол сварки
Идеальный угол, под которым вы должны держать сварочный пистолет, должен составлять около 5–15 градусов. При более горизонтальном угле будет недостаточен провар и образуется больше брызг, а при более вертикальном угле сварной шов будет выглядеть как капля.
Скорость сварки
Не торопитесь, помните о сварочной ванне при движении, чтобы не двигаться слишком медленно или быстро; медленный сварной шов будет чрезмерно проникать в нержавеющую сталь и выглядеть большим, в то время как быстрый сварной шов будет казаться узким и вязким.
Завершая сварку, не останавливайтесь сразу и не отрывайте сопло от заготовки. Лучший способ остановить сварку MIG на нержавеющей стали — это использовать настройку «спада», которая есть у большинства сварочных аппаратов; здесь температура дуги медленно снижается, что позволяет постепенно охлаждать сварочную ванну.
Как я уже говорил ранее, нержавеющая сталь особенно чувствительна к нагреву, и настройка наклона вниз очень поможет с чувствительными характеристиками нержавеющей стали. Кроме того, оставив сопло MIG вблизи нержавеющей стали еще на 1–2 секунды, вы позволите защитному газу продолжать защищать бассейн, пока он полностью не остынет. Слишком быстрое удаление сопла MIG увеличивает вероятность загрязнения из-за отсутствия защитного газа.
Насадки для сварки MIG из нержавеющей стали
- Не забывайте, насколько чувствительна нержавеющая сталь к высоким температурам. Сварка MIG является горячей, поэтому, если сварка нержавеющей стали ведется в течение длительного времени и вы беспокоитесь о деформации нержавеющей стали, прежде чем начать сварку, прикрепите нержавеющую сталь к верстаку или распорке. По окончании сварки дайте заготовке полностью остыть, а затем удалите прихватки или распорку. Ваш проект из нержавеющей стали сохранит свои первоначальные размеры намного лучше, чем при сварке без опор.
- Используйте спрей от брызг! Брызги особенно заметны на нержавеющей стали. Применяя спрей для защиты от брызг, вы сэкономите много времени на уборке беспорядка после сварки.
- Подумайте об использовании импульсных настроек, если они у вас есть. Импульсная настройка быстро изменяет температуру сварочной ванны между более высокой температурой и более низкой температурой при сварке. Это чрезвычайно полезно при сварке MIG нержавеющей стали, поскольку позволяет лучше управлять нагревом и часто приводит к более красивому внешнему виду сварного шва.
- Потренируйтесь перед совершением. Сварка нержавеющей стали любым способом непроста. Потратьте время, чтобы отточить свои навыки работы с металлоломом разной толщины и в разных положениях, чтобы лучше узнать нержавеющую сталь и ее характеристики, а также личность вашего индивидуального сварщика.
Как сваривать нержавеющую сталь: полное руководство
Мир любит нержавеющую сталь. Согласно данным, опубликованным Международным форумом по нержавеющей стали (ISSF), в 2018 году было произведено более 50 миллионов метрических тонн нержавеющей стали9.0003
Китай был крупнейшим производителем нержавеющей стали в прошлом году, за ним следуют Европа и США. В 2018 году в США было произведено 2,8 миллиона метрических тонн нержавеющей стали. Однако это составляет лишь 2% мирового производства нержавеющей стали.
Хотя США значительно отстают от таких стран, как Китай и Европа, по объемам производства нержавеющей стали за год, страна высоко ценит производство качественной нержавеющей стали. Это связано с тем, что на него существует огромный спрос в нескольких различных областях применения, включая потребительские товары, строительство, тяжелую промышленность и многое другое.
Различные марки нержавеющей стали
Существуют различные марки нержавеющей стали, и определенные марки используются в определенных отраслях промышленности для определенных качеств.
Например, в строительной отрасли предпочитают марки 303, 304 и 316 из-за их превосходной коррозионной стойкости. С другой стороны, производители товаров народного потребления чаще используют нержавеющую сталь марок 410 и 416 из-за ее высокой прочности на растяжение. Вот полное справочное руководство по различным маркам нержавеющей стали и тому, для чего они лучше всего подходят.Существует пять различных способов сварки нержавеющей стали. Лучший метод сварки нержавеющей стали может зависеть от сорта и типа нержавеющей стали, которую вы хотите производить. Однако это не эмпирическое правило. Тем не менее, вам следует учитывать различные марки и типы нержавеющей стали при выборе метода сварки материала. Мы уже предоставили справочное руководство по различным маркам нержавеющей стали. Теперь мы обсудим различные типы нержавеющей стали, прежде чем перейти к пяти методам сварки нержавеющей стали.
Различные типы нержавеющей стали
Существует пять различных типов нержавеющей стали с различным качеством.
Однако все пять типов классифицируются на основе их микроструктуры; это в основном их состав и то, как они нагреваются и работают. Микроструктура нержавеющей стали сильно влияет на ее прочность, гибкость и другие химические и физические свойства.Аустенитная нержавеющая сталь, ферритная нержавеющая сталь и твердая мартенситная нержавеющая сталь являются тремя наиболее распространенными типами нержавеющей стали. Однако два других типа: дуплексная нержавеющая сталь и дисперсионно-твердеющая нержавеющая сталь также имеют широкое применение. Ниже приводится краткое обсуждение каждого из пяти различных типов нержавеющей стали.
Аустенитная нержавеющая сталь
Обычно нержавеющая сталь этого типа применяется в производстве и механической обработке. Что касается характеристик, этот тип нержавеющей стали не требует предварительного нагрева и обладает следующими свойствами:
- Высокая прочность и выносливость в широком диапазоне температур
- Высокая стойкость к окислению
- Высокая устойчивость к коррозии
Этот тип из нержавеющей стали имеет максимальную межпроходную температуру 800°F; это делает его склонным к разрыву из-за низкоплавких материалов.
В зонах воздействия тепла сварной шов из нержавеющей стали может стать чувствительным и вызвать коррозию.Мартенситная нержавеющая сталь
Этот тип нержавеющей стали применяется в условиях повышенного износа, например, для изготовления водостойких материалов, наплавки и восстановления стальных валков на станах непрерывного литья заготовок. Для этого типа нержавеющей стали требуется предварительный нагрев; он также требует медленного охлаждения после сварки. При нагреве мартенситная нержавеющая сталь набирает прочность. Этот тип из нержавеющей стали имеет максимальную межпроходную температуру между 400 и 600°F. При охлаждении мартенситная нержавеющая сталь может стать твердой и хрупкой.
Ферритная нержавеющая сталь
Этот тип нержавеющей стали используется в потребительских товарах; Примером этого являются автомобильные детали. Как правило, нержавеющая сталь этого типа сваривается за один проход, а ее толщина составляет менее 0,25 дюйма. Ферритная нержавеющая сталь требует предварительного нагрева только при высоком уровне содержания углерода.
Этот тип из нержавеющей стали имеет максимальную межпроходную температуру 300 °F. Если температура превышает это значение, это вызывает потерю прочности и рост зерен в ферритной нержавеющей стали.Дуплексная нержавеющая сталь
Этот тип нержавеющей стали обычно применяется в обрабатывающей и аэрокосмической промышленности. Ферритная и аустенитная микроструктуры объединяются в дуплексную нержавеющую сталь; это обеспечивает большую прочность и коррозионную стойкость, чем ферритная или аустенитная нержавеющая сталь. Чтобы сохранить баланс аустенита и феррита, для сварки дуплексной нержавеющей стали следует использовать низкую межпроходную температуру и высокую погонную энергию.
Нержавеющая сталь дисперсионного твердения
Как и дуплексная нержавеющая сталь, этот тип нержавеющей стали используется в высокопроизводительных приложениях, таких как обрабатывающая промышленность и аэрокосмическая промышленность. Такие элементы, как ниобий, способны повышать прочность материала и повышать рентабельность нержавеющей стали с дисперсионным твердением.
Свойства аустенитных и мартенситных нержавеющих сталей объединяются, образуя нержавеющую сталь с дисперсионным твердением. Этот тип нержавеющей стали закаливается с использованием различных методов нагрева и охлаждения материала.Это пять различных типов нержавеющей стали, производимых сегодня. Каждый тип различается по применению, характеристикам и максимальной межпроходной температуре. Теперь, когда вы рассказали о различных типах нержавеющей стали, давайте обсудим различные методы, используемые для сварки нержавеющей стали.
Различные методы сварки нержавеющей стали
Сегодня многие люди интересуются тем, как сваривать нержавеющую сталь; некоторые из этих людей используют этот материал, в то время как другие просто хотят расширить свои знания о нержавеющей стали. Независимо от того, к какой категории вы относитесь, представленная здесь информация о том, как сваривать нержавеющую сталь, будет чрезвычайно полезной.
Как упоминалось ранее, существует пять различных методов сварки нержавеющей стали.
Независимо от того, какой метод вы выберете, свариваемая нержавеющая сталь должна быть безупречной. Некоторые вещи, которые вы можете сделать, чтобы гарантировать это, используя инструменты и щетки, предназначенные специально для нержавеющей стали и ранее не использовавшиеся для оцинкованной стали; это позволит вам избежать загрязнения цинком.Еще одна вещь, которую вы можете сделать, чтобы обеспечить качество сварного шва из нержавеющей стали, — это удалить с материала влагу и загрязнения, такие как мыло, клей, жир, краски или масло. Тем не менее, самое главное, чтобы вы выбрали правильный метод сварки нержавеющей стали в зависимости от вашего применения, а также типа и марки нержавеющей стали, которую вы хотите. Ниже приведены пять различных методов сварки нержавеющей стали.
Дуговая сварка защитным металлом
Популярный выбор для ремонта и технического обслуживания дуговой сварки защитным металлом (SMAW) включает использование простого и портативного оборудования; С помощью этого метода можно сваривать соединения толщиной от 0,05 до нескольких дюймов.
Дуговая сварка в среде защитного металла, также известная как сварка стержнем, печально известна тем, что дает значительный разбрызгивание и менее производительна, чем другие методы; время и стоимость, связанные с очисткой после использования этого метода, могут быть значительными. С другой стороны, метод сварки — хороший способ начать работу для производителей, у которых нет опыта сварки нержавеющей стали.
В методе не используется защитный газ. Таким образом, электрод из нержавеющей стали и источник питания, соответствующий методу SMAW, — это все, что необходимо для сварки нержавеющей стали этим методом. Стоимость электродов, используемых в SMAW, находится в среднем диапазоне; меньше, несколько больше, чем у сплошных проволок, но меньше, чем у металлопорошковых и порошковых проволок для дуговой сварки.
Вы можете купить электроды для SMAW в небольших количествах, чтобы управлять затратами в зависимости от объема работы. Несмотря на низкую скорость осаждения, SMAW может, как правило, экономически эффективен.
Вы можете определить, делает ли низкая стоимость электродов этого метода рентабельной, учитывая удаление шлака и потерю остатка в процессе дуговой сварки защищенным металлом.Хорошим выбором электрода для этого метода будет электрод 309 или 312 SMAW; особенно полезны при ремонте и техническом обслуживании. Эти методы SMAW из нержавеющей стали с повышенной прочностью и устойчивостью к растрескиванию. Кроме того, он может соединяться с нержавеющей сталью, которая уже используется.
Дуговая сварка под флюсом
Как правило, этот метод сварки нержавеющей стали используется для сварки деталей толщиной более 0,5 дюйма. Дуговая сварка под флюсом (SAW) — это метод сварки нержавеющей стали, который большинство производителей предпочитает для сварки углеродистой стали. Использование этого метода дает много преимуществ, включая повышенную производительность и чрезвычайно низкий уровень разбрызгивания; это помогает сэкономить время и деньги.
Этот метод сварки нержавеющей стали применим к большинству аустенитных нержавеющих сталей; однако тепло может вызвать растрескивание аустенитной нержавеющей стали, если она сваривается методом SAW, но в металле сварного шва нет феррита.
Материалы с увеличенной толщиной и большие приложения, такие как резервуары для жидкости или газа, являются идеальными местами для использования метода SAW.Одним из преимуществ этого метода является то, что его могут выполнять менее квалифицированные операторы. Однако важно правильно подобрать флюс. Чтобы предотвратить добавление сплава, который потенциально может изменить химический состав сварного шва, следует использовать нейтральный или нелегирующий флюс. Кроме того, вы должны следить за условиями сварки; это позволит контролировать содержание феррита и состав отложений.
Дуговая сварка металлическим электродом в среде защитного газа
Идеально подходит для большого количества сварных швов или длинных соединений в толстых материалах. Дуговая сварка металлическим электродом в среде защитного газа (GMAW) позволяет прочно соединить два куска нержавеющей стали при правильном выполнении. Метод сварки, в котором используется сплошной проволочный электрод и защитный газ с высоким содержанием аргона, GMAW обеспечивает высокую скорость наплавки и не требует удаления шлака между проходами.
Оборудование, используемое в GMAW, делает этот метод сварки дорогостоящим. Тем не менее, хороший внешний вид и эффективность, предлагаемые этим методом, оправдывают цену. Сегодня метод дуговой сварки металлическим газом становится все более популярным среди производителей; Основная причина этого заключается в том, что этот метод позволяет сварщикам использовать импульсный источник тока. Чем это полезно? это упрощает сложные проекты из нержавеющей стали, требующие сварки в труднодоступных местах.
В методе GMAW часто используются газовые смеси для обеспечения стабильности дуги и улучшения качества сварного шва. Сегодня метод GMAW может использоваться менее квалифицированными производителями для сварки нержавеющей стали благодаря присадочному металлу и достижениям в области оборудования.
Требования к навыкам оператора для GMAW умеренные, а оборудование, используемое в методе, не слишком сложное. Многие производители используют только сплошную проволоку при сварке этим методом; богатый аргоном защитный газ является необязательным и дополнительным расходом.
Однако использование этого защитного газа рекомендуется, поскольку известно, что он значительно уменьшает разбрызгивание.Дуговая сварка порошковой проволокой
По сравнению с методом GMAW метод дуговой сварки порошковой проволокой (FCAW) в целом более производительен. Однако при этом могут образовываться брызги и шлак, что увеличивает затраты времени и средств на очистку.
Еще одна причина, по которой следует избегать этого метода, заключается в том, что производство легирующих элементов его флюса может быть довольно дорогим; это стоимость за фунт нержавеющих присадочных металлов при FCAW выше, чем при любом другом методе сварки. Кроме того, обычным защитным газом для проводов, используемых в этом методе, является двуокись углерода; это может добавить углерода к металлу сварного шва. Каков результат этого? Пониженная коррозионная стойкость свариваемой нержавеющей стали.
Хорошей новостью является то, что есть несколько проводов, которые можно использовать в FCAW, для которых требуются обычные смеси защитного газа, такие как 100-процентный CO2 и аргон.
Как правило, вам придется инвестировать в различные системы доставки или тип газа, если вы новичок в сварке нержавеющей стали.Положительным моментом является то, что метод дуговой сварки с металлическим сердечником обеспечивает высокую скорость перемещения без чрезмерного нагрева сварного шва; это не зависит от того, используете ли вы стандартный или импульсный метод распыления. Это помогает предотвратить деформацию и деформацию при сварке нержавеющей стали.
По сравнению с другими методами при сварке порошковой проволокой образуется меньше брызг; однако цена присадочного металла за фунт должна вас беспокоить. В идеале вы должны сравнить первоначальные затраты с потенциальным сокращением затрат на очистку и доработку, а также с повышением производительности, прежде чем решите использовать метод FCAW и связанный с ним присадочный металл.
Газовая вольфрамовая дуговая сварка
Обычно используется для сварки нержавеющей стали толщиной до 0,25 дюйма. Метод газовой вольфрамовой дуговой сварки (GTAW) соединяет вместе традиционные и PH нержавеющие стали.
Метод сварки с минимальным разбрызгиванием, GTAW может обеспечить хорошую сварку, если выбрать правильный присадочный материал и следить за температурой свариваемой стали. Кроме того, этот метод будет иметь умеренную стоимость за фунт, если вы используете присадочную прутку или проволоку. Однако этот метод обычно включает в себя сложное оборудование и требует высокого уровня производственных навыков.
Одним из наиболее часто используемых методов сварки нержавеющей стали является дуговая сварка вольфрамовым электродом в среде защитного газа, обеспечивающая получение универсальной, прочной и высококачественной нержавеющей стали. GTAW — отличный метод сварки нержавеющей стали, если для вас наиболее важны внешний вид и эстетика валика. Однако это не лучший выбор с точки зрения производительности.
Как правило, методом GTAW для нержавеющей стали используется 100-процентный защитный газ аргон. Часто вторичный резервуар с аргоном остается в резерве для обратной продувки между проходами.
Поскольку при этом создается низкое тепловложение, метод GTAW идеально подходит для тонкого материала. Кроме того, метод сварки обеспечивает точный и чистый шов; по этим эстетическим причинам некоторые производители предпочитают GTAW другим методам сварки нержавеющей стали.В зависимости от потребностей конкретного проекта газообразный аргон, используемый в GTAW, часто смешивают с другими газами, такими как азот, водород и гелий. Кроме того, процесс односторонней сварки часто используется для обеспечения защиты внутренних и наружных сварных швов инертным защитным газом для предотвращения окисления и повышения коррозионной стойкости.
Вот и все — пять различных методов сварки нержавеющей стали. Теперь, когда вы знаете различные типы и марки нержавеющей стали, а также методы их сварки, вы можете приступить к работе и начать сварку нержавеющей стали.
Какой метод сварки лучше?
Итак, вы знаете, как сваривать нержавеющую сталь, но как выбрать метод сварки? Что лучше выбрать для сварки нержавеющей стали? Ну, это будет зависеть от качеств, которые вы ищете.