Какая бывает резьба: Виды и характеристики резьб
alexxlab | 03.01.1970 | 0 | Разное
Классификация резьбы
Таблица 1.2.1
1.2.1. Метрическая резьба
Метрическая резьба (см. табл.1.2.1) является основным типом крепежной резьбы. Профиль резьбы установлен ГОСТ 9150–81 и представляет собой равносторонний треугольник с углом профиля α = 60°. Профиль резьбы на стержне отличается от профиля резьбы в отверстии величиной притупления его вершин и впадин. Основными параметрами метрической резьбы являются: номинальный диаметр – d(D) и шаг резьбы – Р, устанавливаемые ГОСТ 8724–81.
По ГОСТ 8724–81 каждому номинальному размеру резьбы с крупным шагом соответствует несколько мелких шагов. Резьбы с мелким шагом применяются в тонкостенных соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, с целью увеличения сопротивляемости деталей самоотвинчиванию. В случае, если диаметры и шаги резьб не могут удовлетворить функциональным и конструктивным требованиям, введен СТ СЭВ 183–75 «Резьба метрическая для приборостроения».
В случае применения конической метрической (см. табл.1.2.1) резьбы с конусностью 1:16 профиль резьбы, диаметры, шаги и основные размеры установлены ГОСТ 25229–82. При соединении наружной конической резьбы с внутренней цилиндрической по ГОСТ 9150–81 должно обеспечиваться ввинчивание наружной конической резьбы на глубину не менее 0,8.
1.2.2. Дюймовая резьба
В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.
Дюймовая резьба применяется при ремонте оборудования, поскольку в эксплуатации находятся детали с дюймовой резьбой. Основные параметры дюймовой резьбы: наружный диаметр, выраженный в дюймах, и число шагов на дюйм длины нарезанной части детали.
1.2.3. Трубная цилиндрическая резьба
В соответствии с ГОСТ 6367–81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т. е. равнобедренный треугольник с углом при вершине, равным 55° (см. табл.1.2.1).
Резьба стандартизована для диаметров от 1/16 ” до 6″ при числе шагов zот 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Трубную резьбу применяют для соединения труб, а также тонкостенных деталей цилиндрической формы. Такого рода профиль (55°) рекомендуют при повышенных требованиях к плотности (непроницаемости) трубных соединений. Применяют трубную резьбу при соединении цилиндрической резьбы муфты с конической резьбой труб, так как в этом случае отпадает необходимость в различных уплотнениях.
1.2.4. Трубная коническая резьба
Параметры и размеры трубной конической резьбы определены ГОСТ 6211–81, в соответствии с которым профиль резьбы соответствует профилю дюймовой резьбы (см. табл.1.2.1). Резьба стандартизована для диаметров от 1/16″ до 6″ (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы).
табл.1.2.1). Резьба стандартизована для диаметров от 1/16″ до 6″ (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы).
Нарезаются резьбы на конусе с углом конусности j/2 = 1°47’24” (как и для метрической конической резьбы), что соответствует конусности 1:16.
Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков.
1.2.5. Трапецеидальная резьба
Трапецеидальная резьба имеет форму равнобокой трапеции с углом между боковыми сторонами, равным 30° (см. табл.1.2.1). Основные размеры диаметров и шагов трапецеидальной однозаходной резьбы для диаметров от 10 до 640 мм устанавливают ГОСТ 9481–81. Трапецеидальная резьба применяется для преобразования вращательного движения в поступательное при значительных нагрузках и может быть одно- и многозаходной (ГОСТ 24738–81 и 24739–81), а также правой и левой.
1.2.6. Упорная резьба
Упорная резьба, стандартизованная ГОСТ 24737–81, имеет профиль неравнобокой трапеции, одна из сторон которой наклонена к вертикали под углом 3°, т. е. рабочая сторона профиля, а другая – под углом 30° (см. табл.1.2.1). Форма профиля и значение диаметров шагов для упорной однозаходной резьбы устанавливает ГОСТ 10177–82. Резьба стандартизована для диаметром от 10 до 600 мм с шагом от 2 до 24 мм и применяется при больших односторонних усилиях, действующих в осевом направлении.
е. рабочая сторона профиля, а другая – под углом 30° (см. табл.1.2.1). Форма профиля и значение диаметров шагов для упорной однозаходной резьбы устанавливает ГОСТ 10177–82. Резьба стандартизована для диаметром от 10 до 600 мм с шагом от 2 до 24 мм и применяется при больших односторонних усилиях, действующих в осевом направлении.
Круглая резьба стандартизована. Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля α = 30° (см. табл.1.2.1). Резьба применяется ограниченно: для водопроводной арматуры, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
1.2.8. Прямоугольная резьба
Прямоугольная резьба (см. табл.1.2.1) не стандартизована, так как наряду с преимуществами, заключающимися в более высоком коэффициенте полезного действия, чем у трапецеидальной резьбы, она менее прочна и сложнее в производстве.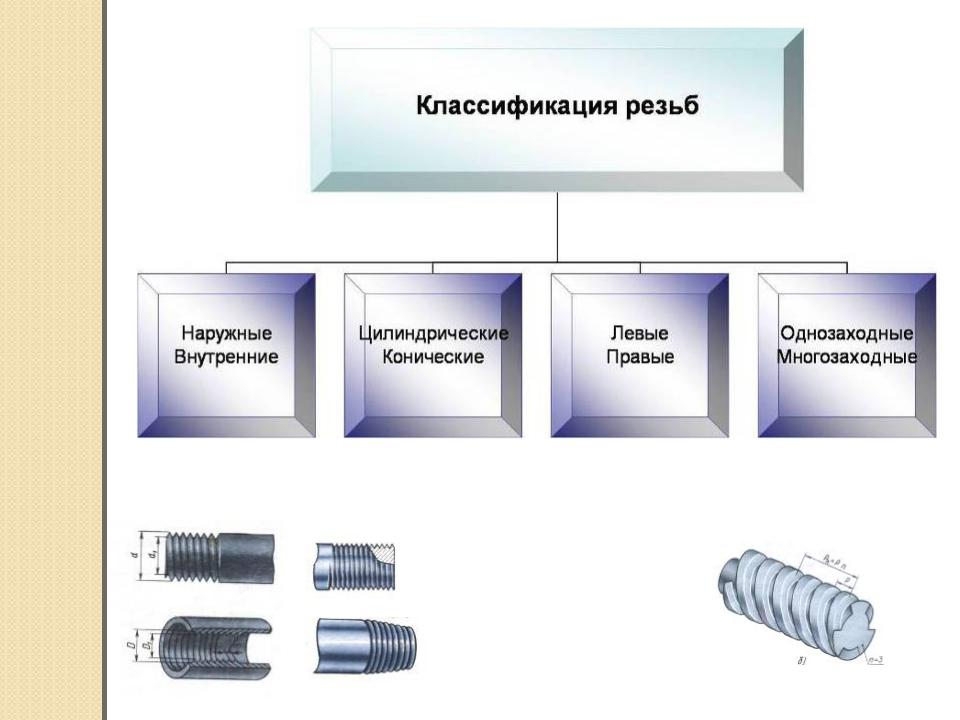 Применяется при изготовлении винтов, домкратов и ходовых винтов.
Применяется при изготовлении винтов, домкратов и ходовых винтов.
1.3. Условное изображение резьбы. ГОСТ 2.311–68
Построение винтовой поверхности на чертеже – длительный и сложный процесс, поэтому на чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311–68. Винтовую линию заменяют двумя линиями – сплошной основной и сплошной тонкой.
1.3.1. Условное изображение резьбы на стержне
Рис.1.3.1.1
Наружная резьба на стержне (рис.1.3.1.1) изображается сплошными основными линиями по наружному диаметру и сплошными тонкими – по внутреннему диаметру, а на изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, тонкую линию проводят на 3/4 окружности, причем эта линия может быть разомкнута в любом месте (не допускается начинать сплошную тонкую линию и заканчивать ее на осевой линии). Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы, а фаска на этом виде не изображается.
Рис.1.3.1.2?
Из технологических соображений на части детали (стержня) может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы (ГОСТ 10548–80). Размер длины резьбы указывается, как правило, без сбега.
1.3.2. Условное изображение резьбы в отверстии
Рис.1.3.2.1
Внутренняя резьба – изображается сплошной основной линией по внутреннему диаметру и сплошной тонкой – по наружному. Если при изображении глухого отверстия, конец резьбы располагается близко к его дну, то допускается изображать резьбу до конца отверстия. Резьбу с нестандартным профилем следует изображать.
1.3.3. Условное изображение резьбы в сборе
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня.
Штриховку в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и внутреннего диаметра внутренней.
1.4. Условное изображение резьб
Таблица 1.4.1
Для обозначения резьб пользуются стандартами на отдельные типы резьб. Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией, на ее продолжении или на полке линии-выноски. Обозначения конических резьб и трубной цилиндрической наносят только на полке линии-выноски.
Резьбу на чертеже условно обозначают в соответствии со стандартами на изображение, диаметры, шаги и т. д.
Метрическая резьба подразделяется на резьбу с крупным шагом, обозначаемой буквой М с указанием номинального диаметра цилиндрической поверхности, на которой резьба выполнена, например М12, и резьбу с мелким шагом, обозначаемой указанием номинального диаметра, шага резьбы и поля допуска, например М24×2–6g или М12×1–6Н.

При обозначении левой резьбы после условного обозначения ставят LH.
Многозаходные резьбы обозначаются, например трех-заходная, М24×З(P1)LH, где М – тип резьбы, 24 – номинальный диаметр, 3 – ход резьбы, P1 – шаг резьбы. Приведенные обозначения левой и многозаходной резьб могут быть отнесены ко всем метрическим резьбам.
Метрическая коническая резьба обозначается в соответствии с ГОСТ 25229–82. В обозначение резьбы включаются буквы МК. Применяются соединения внутренней цилиндрической резьбы с резьбой наружной конической. Размеры элементов профиля конической и цилиндрической резьб принимаются по ГОСТ 9150–81. Соединение такого типа должно обеспечивать ввинчивание конической резьбы на глубину не менее 0,8l (где l – длина резьбы без сбега). Обозначение внутренней цилиндрической резьбы состоит из номинального диаметра, шага и номера стандарта (например: М20×1,5 ГОСТ 25229–82).
Рис.1.4.1
Соединение внутренней цилиндрической резьбы с наружной конической (рис.1. 4.1) обозначается дробью М/МК, номинальным диаметром, шагом и номером стандарта: М/МК 20×1,5LH ГОСТ 25229–82. При отсутствии особых требований к плотности соединений такого рода или при применении уплотнений для достижения герметичности таких соединений номер стандарта в обозначении соединений опускается, например: М/МК 20×1,5 LH.
4.1) обозначается дробью М/МК, номинальным диаметром, шагом и номером стандарта: М/МК 20×1,5LH ГОСТ 25229–82. При отсутствии особых требований к плотности соединений такого рода или при применении уплотнений для достижения герметичности таких соединений номер стандарта в обозначении соединений опускается, например: М/МК 20×1,5 LH.
Поле допуска среднего диаметра внутренней цилиндрической резьбы должно соответствовать 6Н по ГОСТ 16093–81, а предельное отклонение внутреннего диаметра и среза впадин внутренней цилиндрической резьбы принимается в пределах: верхнее предельное отклонение (+0,12) -г- (+0,15), а нижнее предельное отклонение равняется 0.
Трубная цилиндрическая резьба. Условное обозначение резьбы состоит из буквы G, обозначения размера резьбы, класса точности среднего диаметра (А или В). Для левой резьбы применяется условное обозначение LH. Например, G1½LH–В–40 длина свинчивания, указываемая при необходимости.
Соединение внутренней трубной цилиндрической резьбы класса точности А с наружной трубной конической резьбой по ГОСТ 6211–81 обозначается следующим образом: например, G/Rp–1½–А.
При обозначении посадок в числителе указывается класс точности внутренней резьбы, а в знаменателе — наружной. Например: G 1½–А/В.
Трубная коническая резьба. В обозначение резьбы входят буквы: R – для конической наружной резьбы, Rc – для конической внутренней резьбы, Rp – для цилиндрической внутренней резьбы и обозначение размера резьбы. Для левой резьбы добавляются буквы LH. Условный размер резьбы, а также ее диаметры, измеренные в основной плоскости, соответствуют параметрам трубной цилиндрической резьбы, имеющей тот же условный размер. Поэтому детали с трубной конической резьбой достаточно часто применяются в соединениях с деталями с трубной цилиндрической резьбой, что обеспечивает достаточно высокую герметичность соединений. Резьбовые соединения обозначаются в виде дроби, в числителе которой указывается буквенное обозначение внутренней резьбы, а в знаменателе – наружной. Пример обозначения:
G/R * 1½ – A
внутренняя трубная цилиндрическая резьба класса точности А по ГОСТ 6357–81.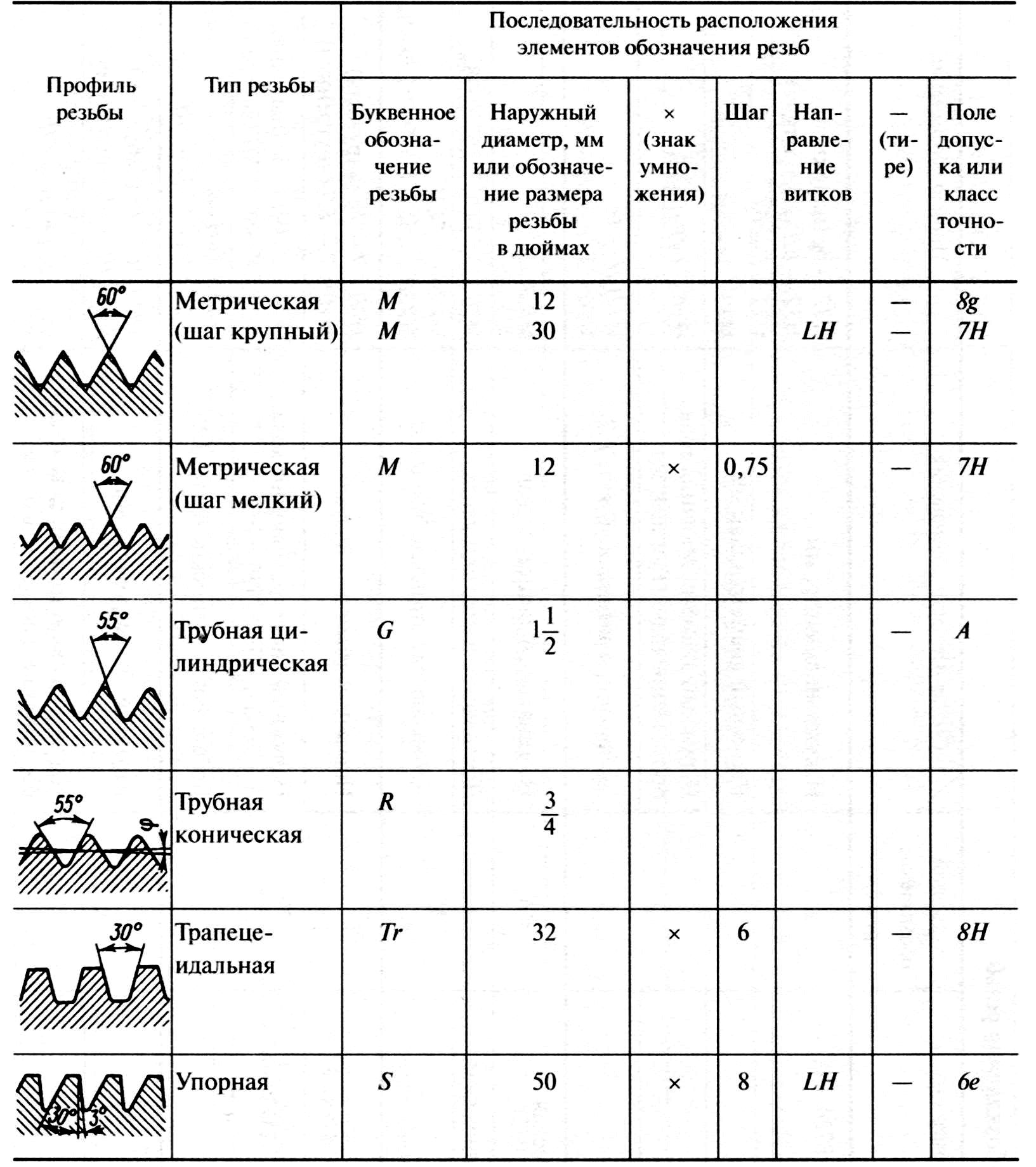
Трапецеидальная резьба. Условное обозначение трапецеидальной резьбы состоит из букв Тr, номинального диаметра, хода Рn и шага Р. Например: Tr20×4LH–8H, где LH – обозначение левой резьбы, 8Н – основное отклонение резьбы.
При необходимости вслед за основным отклонением резьбы указывается длина свинчивания L (в мм). Например: Тг40×6–8g–85; 85 – длина свинчивания.
Резьба упорная. Обозначение резьбы состоит из буквы S, номинального диаметра, шага и основного отклонения S80×10–8Н.
Для левой резьбы после условного обозначения резьбы указывают буквы LH.
Для многозаходной резьбы вводят дополнительно значение хода совместно с буквой Р и значение шага. Так, двухзаходная резьба с шагом 10 мм обозначается S80×2(P10).
Прямоугольная резьба не стандартизована. При изображении прямоугольной резьбы рекомендуется вычерчивать местный разрез, на котором проставляют необходимые размеры.
Специальные резьбы. Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп.М19×1Д Резьба с нестандартным профилем изображается так, как это представлено в п.9 табл.1, с нанесением размеров, необходимых для изготовления резьбы.
В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп.М19×1Д Резьба с нестандартным профилем изображается так, как это представлено в п.9 табл.1, с нанесением размеров, необходимых для изготовления резьбы.
Отличие резьбы метрической от трубной: талицы размеров резьб
Автор Монтажник На чтение 9 мин Просмотров 15.1к. Обновлено
Резьбовые соединения являются одними из основных методов стыковки элементов трубопроводных магистралей, иногда при монтаже линий с трубами своими руками можно столкнуться с их различными типами. Поэтому при подборе материалов и комплектующих при самостоятельном устройстве трубопроводов, полезно знать отличие резьбы метрической от трубной.
По принятым стандартам трубную резьбу измеряют в специальных и обычных дюймах, она насчитывает несколько видов, которые в зависимости от назначения отличаются определенными параметрами. При самостоятельном ручном или механическом нарезании на токарных станках эти различия необходимо учитывать для того, чтобы правильно выбрать размеры, обеспечивающие наиболее качественные стыки для определенных условий эксплуатации.
При самостоятельном ручном или механическом нарезании на токарных станках эти различия необходимо учитывать для того, чтобы правильно выбрать размеры, обеспечивающие наиболее качественные стыки для определенных условий эксплуатации.
Рис.1 Профильные размеры конусной резьбы
Почему в дюймах
Хотя в странах мира повсеместно распространена метрическая система измерений, и резьбовой шаг привязан к миллиметру, вся современная сантехника, насосное, отопительное оборудование и прочие системы с использованием трубопроводов рассчитаны на систему измерения в дюймах.
Связано это с тем, что неметрическая система вместе со всем оборудованием пришла к нам из развитых стран мира, где вся промышленность с 15 века были ориентирована на английский дюйм, приблизительно равный ширине большого пальца в 25,4 мм. Появившаяся значительно позднее в 19 веке система с основной размерной единицей в 1 метр используется везде, но так и не смогла вытеснить дюймы из измерений элементов оборудования, газовых и водопроводных магистралей.

Частично это произошло потому, что считать десятые доли миллиметров слишком неудобно и при этом страдает точность, в то время, как резьбовые элементы в полдюйма, три четверти, полтора и так далее проще обозначать и производить. При изготовлении бытовой сантехники стандартный дюймовый шаг составляет 1/4″ — это в 6 раз больше миллиметра и позволяет существенно уменьшить число типоразмеров соединительных патрубков сантехнической арматуры.
Рис.2 Цилиндрический профиль и его размерные показатели
Параметры резьбы
Любая резьба определяется показателями:
- Наружный диаметр. Соответствует расстоянию от вершин гребней на разных сторонах и равен окружности цилиндра, на который производится нарезание.
- Внутренний диаметр. Расстояние между впадинами диаметрально расположенных профильных гребней.
- Шаг или ход. Расстояние между вершинами профиля резьбы. В трубных накатках оно измеряется витками на дюйм.

- Профильный угол. Измеренный в градусах угол конусного гребня.
- Глубина. Высота гребня от верха до его основания.
Трубные резьбы, применяемые в быту
Отечественными ГОСТ регламентируется два основных вида трубной резьбы: конические и цилиндрические, главное отличие которых состоит в профиле заготовки. В первом случае он конической формы (конусность 1 к 16), во втором типе основанием является цилиндрическая заготовка.
Также известны американские разновидности стандартов трубных дюймовых накаток NPSM и NPT, главное отличие которых — профильный угол в 60 градусов. Отечественный аналог американского стандарта NPT — ГОСТ 6111-52 на коническую резьбу с углом конуса гребня в 60 градусов.
Рис. 3 Таблица резьбы трубной конической
Коническая трубная резьба по ГОСТ 6211-81 и ее маркировка
Резьбовые соединения этого вида предназначены для работы в условиях высокого давления, применяются в гидравлических системах мобильного инструмента, приводящих в движение тяжелые механизмы (гидростанции), для подключения гибких рукавов и муфт, рассчитанных на давление 700 и более бар. Данный вид резьбового соединения имеет следующие особенности:
Данный вид резьбового соединения имеет следующие особенности:
- ГОСТ регламентирует не только максимальный наружный диаметр в 6″, но и длину нарезки, которая разбивается на полную длину и рабочую часть.
- Уклон конуса имеет соотношение 1:16 по всей длине, ход резьбовой насечки включает в себя четыре позиции и привязан к внешнему диаметру.
- Маркировка включает в себя номинальный диаметр резьбы в дюймах и тип изделия, который обозначается латинской буквой R с дополнительными символами C и Р, означающими внутреннюю коническую или внутреннюю цилиндрическую нарезку. Направление указывается для левостороннего исполнения, имеет символьное обозначение LH.
Рис.4 Трубная цилиндрическая дюймовая резьба
Цилиндрическая трубная резьба по ГОСТ 6357-81 и ее обозначение
Применяют дюймовые резьбы цилиндрической формы для состыковки металлических трубопроводов водопроводных и газовых систем, внутренняя накатка согласуется с наружной конической по ГОСТ 6211-81. При ее изготовлении за основу была принята мелкая резьба Уитворта (европейская маркировка BSW), она совместима еще с одним евростандартом BSP, ее основные параметры следующие:
При ее изготовлении за основу была принята мелкая резьба Уитворта (европейская маркировка BSW), она совместима еще с одним евростандартом BSP, ее основные параметры следующие:
- Как и в конической, максимальный размер окружности заготовок, на которые нарезается резьба, составляет 6 трубных дюймов.
- Шаг имеет 4 типоразмера с количеством нитей 11, 14, 19, 29 на стандартный дюйм, он привязан к наружному диаметру.
- Наружные диаметры разбиты на два ряда, которые при измерении принято обозначать номерами, при выборе размеров предпочтение отдается первому ряду. В отличие от конической, для цилиндрической длина не регламентируется.
- Обозначение цилиндрической резьбы состоит из символа G, размера и класса точности, левое исполнение дополняется символами LH, в обозначении могут быть приведены данные о длине свинчивания L в миллиметрах, которые добавляются в конце. Например обозначение G1 1/2 LH — B — 50 указывает на цилиндрическую левостороннюю резьбу класса точности В диаметром 1/2″ и длиной 50 мм.

Рис. 5 Таблица стандартов дюймовых конических резьб NPT и ГОСТ 6111-52
Отличие резьбы метрической от трубной
Основными показателями резьбовых накаток являются их диаметр и шаг, которые регламентируются соответствующими нормативами.
Широко распространенная метрическая резьба, применяемая во всех сферах промышленности, отличается от трубной по следующим параметрам:
Размеры. Трубная имеет наружный диаметр, кратный специальному фиксированному трубному дюйму (33,24 мм.) и его десятым долям, при этом дюйм не является величиной, кратно связанной с единицами измерения в миллиметрах. Понятно, что элемент с дюймовой нарезкой не может подойти по размерным показателям к изделию, выполненному по метрическим стандартам. В трубной резьбе шаг измеряется в количестве ниток на дюйм — из этого следует, шаг резьбы в миллиметрах не будет совпадать с дюймовым.
Все вышесказанное означает, что на практике метрическую гайку не накрутишь на болт с дюймовой накаткой — детали не совпадут по ходу и диаметру.

Профильный угол. Трубная нарезка, регламентированная отечественными ГОСТ 6211-81, 6357-81, имеет профиль равностороннего треугольника с углом конусного гребня в 55 град., в то время как в метрической этот показатель равен 60 град. Понятно, что помимо различного диаметра и шага, эти резьбовые соединения не смогут работать в паре по причине разного угла конусных гребней.
Рис. 6 Резьба NTPS
Накатка. Трубная резьбовая накатка проводится на заготовки с учетом толщины их стенок и внешних габаритов — это позволяет получить максимально прочную стыковку изделий, зависящую от их физических и механических характеристик заготовок. Трубная резьба отличается от метрической тем, что по стандарту для каждого диаметра установлен свой шаг — это позволяет при соблюдении нормативов обеспечить резьбовому стыку высокую и заранее рассчитанную прочность.
Маркировка и обозначение. В государственных стандартах основные трубные резьбовые размеры привязаны к дюйму (обозначается одной или двумя косыми чертами), в то время как метрические приведены в миллиметрах. Основная разница видов в указании хода — в дюймовом варианте указывается количество ниток на 1″.
Основная разница видов в указании хода — в дюймовом варианте указывается количество ниток на 1″.
Рис. 7 Таблица метрической конической резьбы
Нарезка трубной резьбы своими руками
Как и метрическая, трубная резьба бывает наружной и внутренней, выполняется ручными или механическими способами. Для создания нарезки ручным способом используют метчики (для внутренней насечки) и плашки (для нарезания внешних поверхностей).
Самостоятельная нарезка резьбы на трубе внутри и снаружи проводится в следующем порядке:
- Перед нарезанием стачивают внешнюю или внутреннюю кромки, делая небольшую фаску — это помогает установить режущий инструмент без перекосов. Также под рукой необходимо иметь машинное масло, которым будет смазываться поверхность трубы и режущий инструмент в процессе проведения работ.
- Труба надежно фиксируется в тисках и смазывается машинным маслом, плашка закрепляется в плашкодержателе, а метчик в воротке, после чего инструмент надевают или вставляют в трубу.

- Вращая плашку или метчик, вворачивают их в заготовку на необходимую глубину. Вращательные движения совершает в одну и другую сторону, при большой глубине нарезания плашку или метчик периодически извлекают и очищают от стружки вместе с поверхностью детали.
Рис.8 Ручной способ создания резьбы
Для качественного выполнения нарезаемой резьбы используются два типа плашек и метчиков: черновые и чистовые, первыми, более выработанными, проход совершают в начале, после чего проходку довершают чистовыми.
При наличии в домашнем хозяйстве токарного станка, применяют механический способ нарезания, при этом выполняемая работа состоит из следующих операций:
- Трубу фиксируют в патроне токарно-винтового станка, в его суппорт устанавливают специальный резец.
- Включают станок, выставляют заданные режимы скорости вращения шпинделя и движения суппорта с резцом, а также глубину погружения резца. Прорезание наружной трубной поверхности проводят с применением смазывающей охлаждающей жидкости или масла.
- В начале вырезают фаску, затем совершают проходы, с каждым постепенно увеличивая глубину погружения резца. Последний проход совершают с минимальным снятием металла на малых оборотах.
Рис. 9 Изготовление резьбы на токарном станке
Определение размеров резьбы
Определение диаметра и хода дюймовой резьбы может понадобиться в случае подбора деталей по своим параметрам, аналогичным используемым.
Для установления данных значений используется инструменты, аналогичные метрическим — калибры, гребенчатые резьбомеры, штангенциркули. Еще одним бытовым вариантом получения необходимой информации является использование изделий, с известными характеристиками. В этом случае накручивание гайки с известным диаметром и шагом на болт или наоборот, если процесс прошел без затруднений и соединение плотно зафиксировано, помогает в определении искомых размеров.
Процесс определения диаметра при помощи штангенциркуля не вызовет затруднений даже у школьника, как и замер хода с помощью гребенчатого резьбомера. Для определения шага к нарезной поверхности прикладывают гребенчатые пластинки с порезанным профилем, при их взаимном совпадении шаг определяется по маркировке на гребенках.
Для определения шага к нарезной поверхности прикладывают гребенчатые пластинки с порезанным профилем, при их взаимном совпадении шаг определяется по маркировке на гребенках.
Для точного определения внутреннего диаметра, шага и проверки качества выполнения изделия в промышленности используются специальные калибры. Определить резьбу на трубе с их помощью можно вкручиванием во внутренние или на внешние стенки изделия.
Рис.10 Инструмент для определения резьбового шага и диаметра
Параметров, по которым трубная резьба отличается метрической, довольно много: помимо того, что угол витка первой составляет 55 градусов, ее размерные показатели взаимосвязаны между собой (каждый диаметр имеет соответствующее количество витков) и привязаны к дюймам. При этом в ГОСТ для измерения диаметра указаны специальные трубные дюймы (соответствуют 33,24 мм.), а шаг определяется количеством витков на обычный дюйм (25,4 мм.) и включает четыре типоразмера.
Типы резьб | Резьбонарезные станки
Резьбы, применяемые в машиностроении, представляют собой цилиндрические, конические или глобоидные винтовые поверхности, нанесенные на деталях различными способами. Цилиндрические и конические винтовые поверхности могут быть расположены на наружной или внутренней поверхности цилиндра или конуса. Соответственно и резьба называется цилиндрической или конической, наружной или внутренней.
Цилиндрические и конические винтовые поверхности могут быть расположены на наружной или внутренней поверхности цилиндра или конуса. Соответственно и резьба называется цилиндрической или конической, наружной или внутренней.
Резьбу можно представить как перемещение некоторого плоского контура по винтовой линии, в результате которого образуется виток резьбы. Контур сечения резьбы в плоскости, проходящей через ее ось, называется профилем.
Параметры, характеризующие резьбовое соединение, следующие: форма и размеры профиля резьбы, шаг, число заходов, угол подъема винтовой линии, направление витка, диаметр (средний, наружный, внутренний).
Профиль резьбы в осевом сечении может быть выполнен в виде треугольника, трапеции, прямоугольника, части круга (рис. 6).
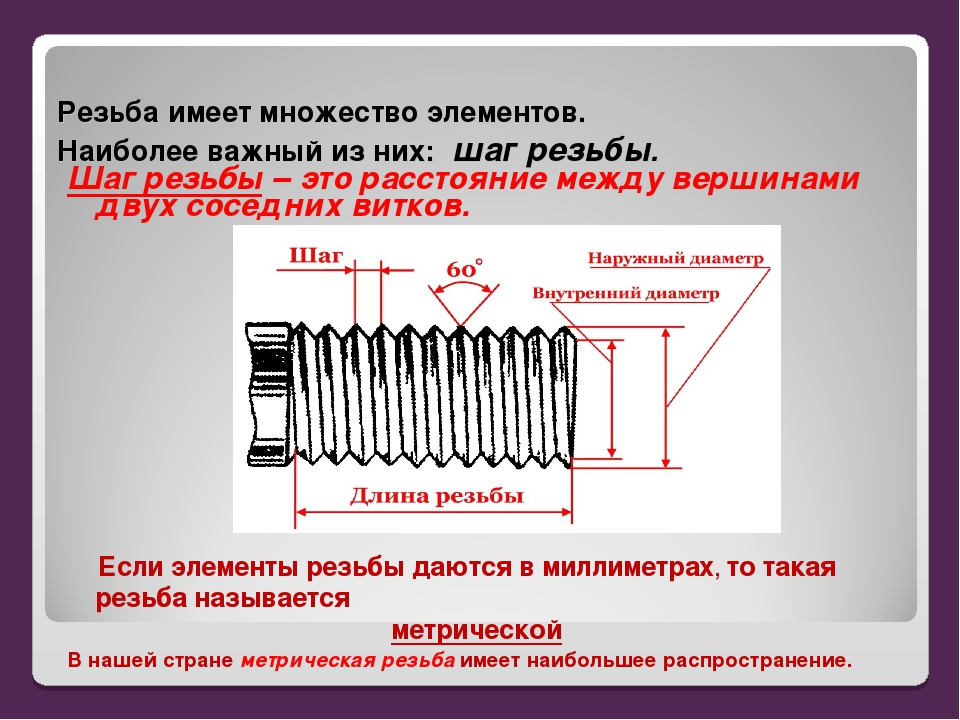
Шаг резьбы — это расстояние между одноименными соседними боковыми сторонами профиля в направлении, параллельном оси резьбы.
Резьбы бывают однозаходные и многозаходные.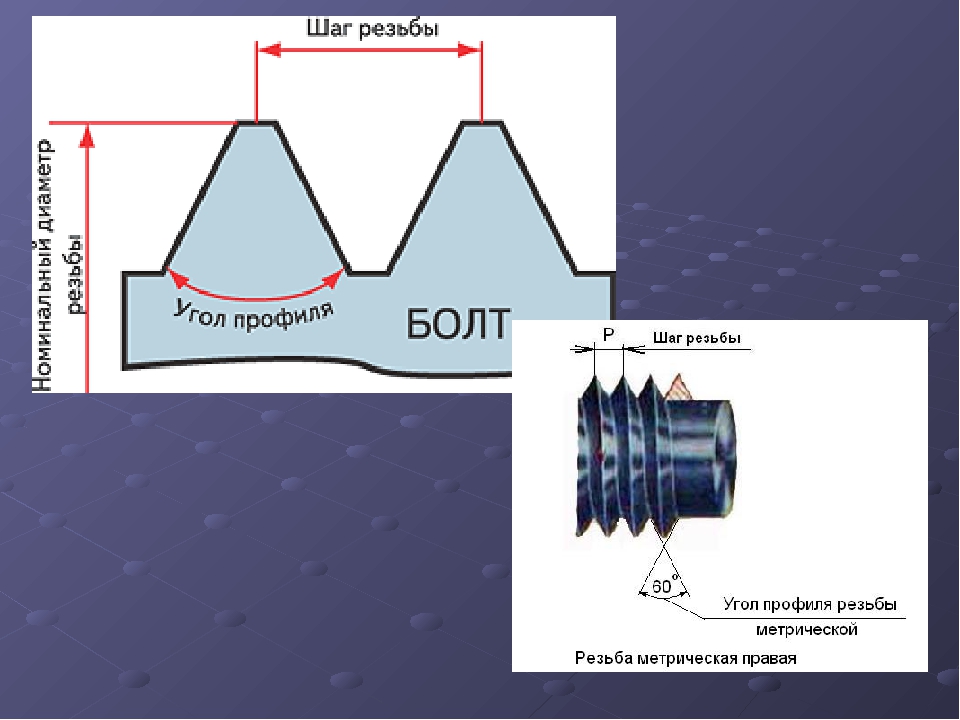 Однозаходная резьба получается при перемещении плоского образующего контура вдоль одной винтовой линии, а многозаходная резьба — при перемещении одинаковых плоских контуров вдоль нескольких винтовых линий. Число заходов i резьбы может быть 1, 2, 3 и т. д. Многозаходная резьба характеризуется ходом Р0 резьбы, который измеряется перемещением точки вдоль оси за один оборот витка. Ход многозаходной резьбы равен произведению шага резьбы на число заходов, т. е. Р0 = — Pi. В однозаходной резьбе шаг и ход резьбы совпадают.
Однозаходная резьба получается при перемещении плоского образующего контура вдоль одной винтовой линии, а многозаходная резьба — при перемещении одинаковых плоских контуров вдоль нескольких винтовых линий. Число заходов i резьбы может быть 1, 2, 3 и т. д. Многозаходная резьба характеризуется ходом Р0 резьбы, который измеряется перемещением точки вдоль оси за один оборот витка. Ход многозаходной резьбы равен произведению шага резьбы на число заходов, т. е. Р0 = — Pi. В однозаходной резьбе шаг и ход резьбы совпадают.
Угол подъема резьбы определяют на среднем диаметре
Направление резьбы может быть правым или левым в зависимости от направления винтовой линии. Под средним диаметром резьбы понимается такой диаметр, на котором ширина выступов витков равна ширине впадин, т. е. половине шага резьбы. Наружный и внутренний диаметры резьбы характеризуют соответственно расположение выступов и впадин резьбы.
В машиностроении применяют следующие типы резьб: метрическую, дюймовую, трубную, трапецеидальную, упорную, прямоугольную, Круглую, конусную.
Метрическая и дюймовая резьбы являются основными типами резьб, их применяют в основном как крепежные резьбы для соединения деталей. Метрическая резьба (рис. 6, а) получается в результате равномерного вращательного движения равностороннего треугольника, лежащего в осевой плоскости. Таким образом метрическая резьба является архимедовой винтовой поверхностью. Шаг и диаметр метрической резьбы выражен в миллиметрах. Номинальным является наружный диаметр резьбы. При обозначении резьбы с крупным шагом указывается ее диаметр, а с мелким шагом — еще шаг, например, М24, М24 X 2 и т. д.
Фиксаторы резьбы. Какие бывают и как выбрать
Как сделать так, чтобы гайки и болты не отворачивались в процессе эксплуатации, обеспечивая надежность соединения? Этот вопрос стал актуален с того самого времени, как была изобретена резьба. И чем выше становились скорости, нагрузки и стоимость механизмов, тем серьезнее становилась проблема «самораскручивания» резьбовых соединений. Способов фиксации изобретено немало: контргайки, шплинты, пружинные шайбы Гровера, капли краски и так далее. У каждого из этих способов есть свои достоинства, но есть и недостатки, иной раз делающие применение того или иного способа фиксации невозможным. Так, некоторые способы требуют специальных гаек и болтов, другие – дополнительного пространства, третьи не всегда надежно противостоят вибрациям. Самым современным и надежным способом на сегодня считается использование жидких фиксаторов резьбы – они обеспечивают надежную фиксацию соединения, при этом не имеют описанных выше недостатков. А еще их применение дешевле практически всех других способов.
Способов фиксации изобретено немало: контргайки, шплинты, пружинные шайбы Гровера, капли краски и так далее. У каждого из этих способов есть свои достоинства, но есть и недостатки, иной раз делающие применение того или иного способа фиксации невозможным. Так, некоторые способы требуют специальных гаек и болтов, другие – дополнительного пространства, третьи не всегда надежно противостоят вибрациям. Самым современным и надежным способом на сегодня считается использование жидких фиксаторов резьбы – они обеспечивают надежную фиксацию соединения, при этом не имеют описанных выше недостатков. А еще их применение дешевле практически всех других способов.
Какие бывают фиксаторы резьбы?
Все многообразие существующих жидких фиксаторов резьбы можно в итоге свести к двум видам: слабой фиксации, или разъемный, и сильной фиксации – неразъемный. Впрочем, деление на разъемный и неразъемный достаточно условно, соединения с любым фиксатором можно разобрать, если знать, как это сделать.
Как отличить разные фиксаторы резьбы?
Как правило, разъемные окрашивают в синий цвет, неразъемные – в красный. Но не всегда: у некоторых производителей цветовые решения могут отличаться от общепринятых, поэтому лучше всего прочесть информацию на упаковке, а не полагаться только на цвет.
Где какой фиксатор использовать?
Лучше всего посмотреть инструкцию по ремонту и эксплуатации механизма, который предстоит ремонтировать. Если такой возможности нет, можно руководствоваться простым правилом: в соединениях, требующих частой разборки, используется средство слабой фиксации, в соединениях, которые предполагается разбирать редко или вообще никогда – средство сильной фиксации. Например, если головка блока цилиндров крепится к блоку на шпильках, то шпильки в блок нужно заворачивать с использованием сильного фиксатора, а вот гайки нужно обрабатывать слабым фиксатором. Если же головка блока крепится болтами, следует использовать только слабый фиксатор. Сильный фиксатор используется при установке маховика, шкивов, гидротрансформатора в автоматической коробке передач, колесных шпилек (но не болтов!). В большинстве остальных случаев применяют слабый фиксатор.
Сильный фиксатор используется при установке маховика, шкивов, гидротрансформатора в автоматической коробке передач, колесных шпилек (но не болтов!). В большинстве остальных случаев применяют слабый фиксатор.
Как работает фиксатор резьбы?
Фиксатор резьбы представляет собой анаэробный однокомпонентный клей. Термин «анаэробный» означает, что клей полимеризуется при отсутствии кислорода. Чтобы обеспечить надежность фиксации, резьбу перед нанесением фиксатора следует очистить от грязи и масляных загрязнений. Клей достаточно нанести на болт или шпильку и затем собрать резьбовое соединение. В процессе завинчивания фиксатор равномерно распределится по резьбе, а поскольку зазоры в резьбовом соединении минимальны, кислород из воздуха туда не попадет, и состав обретет рабочие характеристики. Следует также учитывать, что сила фиксации зависит от материала, из которого изготовлены гайка и болт. Наибольшая прочность достигается на стали, на цветных металлах прочность ниже, а на пластике резьбовой фиксатор практически бесполезен. Дело в том, что для полимеризации составу необходимо присутствие металлов, вернее, их солей, и лучше всего, если это будут соли железа.
Дело в том, что для полимеризации составу необходимо присутствие металлов, вернее, их солей, и лучше всего, если это будут соли железа.
Как разобрать соединение, собранное с фиксатором резьбы?
Это может показаться парадоксом, но фиксатор резьбы, даже сильный или, иначе говоря, неразъемный, обеспечивает возможность гораздо более легкой разборки резьбового соединения. Дело в том, что самый сильный фиксатор резьбы – ржавчина. Тот, кто пробовал открутить заржавевшие болты и гайки, знает, как это сложно, а иногда и невозможно даже с помощью жидкого ключа, горелки и прочих ухищрений. Фиксатор резьбы, кроме своего прямого назначения, работает еще и как герметик, защищая резьбовое соединение от попадания в него влаги и воздуха. Поэтому резьба, обработанная фиксатором, не ржавеет. В итоге соединение, обработанное фиксатором слабой фиксации, разбирается без всяких проблем. С соединением, обработанным неразъемным фиксатором, все сложнее, но ненамного. Просто так, «в лоб», такое соединение не разобрать, можно только свернуть головку болта или шпильку.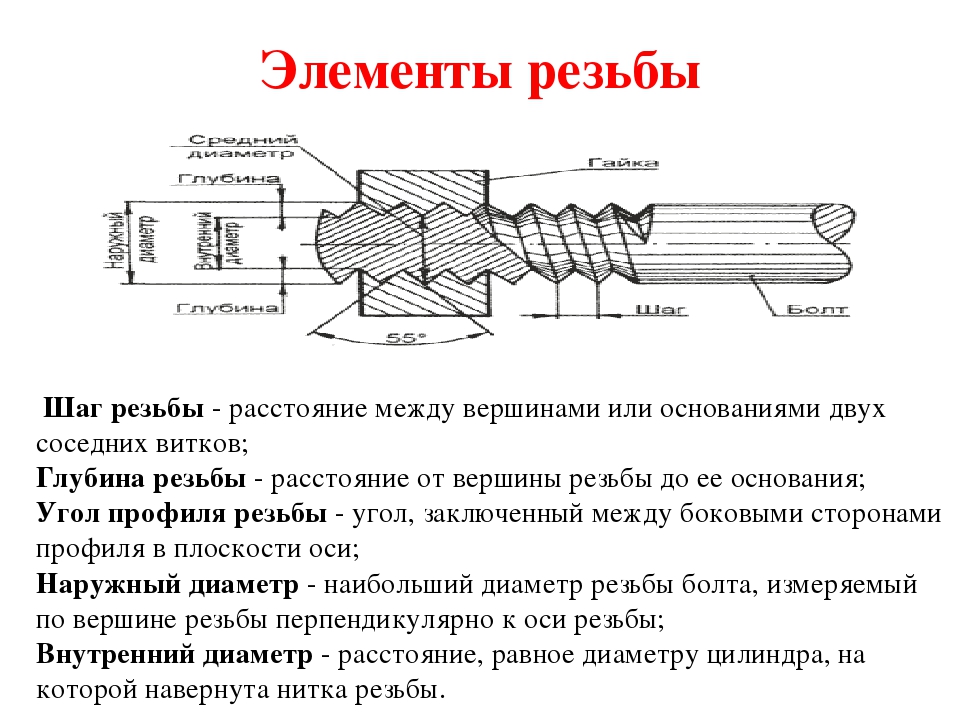 Но весь секрет в том, что резьбовой фиксатор теряет прочность при нагреве. Достаточно погреть резьбовое соединение строительным феном или газовой горелкой, и намертво прихваченный крепеж можно будет отвернуть без чрезмерных усилий. Естественно, при нагревании крепежа надо соблюдать осторожность, чтобы не повредить расположенные радом легкоплавкие детали.
Но весь секрет в том, что резьбовой фиксатор теряет прочность при нагреве. Достаточно погреть резьбовое соединение строительным феном или газовой горелкой, и намертво прихваченный крепеж можно будет отвернуть без чрезмерных усилий. Естественно, при нагревании крепежа надо соблюдать осторожность, чтобы не повредить расположенные радом легкоплавкие детали.
Перейти к продукту →
Резьба дюймовая треугольная – Энциклопедия по машиностроению XXL
Резьба дюймовая треугольного профиля с углом у вершины 55°. Изготовляется с наружным диаметром от 3/16″ до 4″. При обозначении дюймовой резьбы указывают только ее наружный диаметр в дюймах. [c.180]Резьбы дюймовые треугольные — Нарезание— Число проходов 169 –метрические треугольные— Нарезание — Число проходов 169 [c.274]
Резьба дюймовая. С целью унификации резьб одного и того же значения применение дюймовой резьбы при проектировании новых изделий в (ХСР запрещено. Резьба дюймовая имеет треугольный профиль с углом у вершины в 55°.
[c.179]
Резьба дюймовая имеет треугольный профиль с углом у вершины в 55°.
[c.179]
| Рис. 4.2. Основные типы резьб а — треугольная метрическая б —дюймовая в — трапецеидальная г — упорная а —трубная е — круглая ж —трубная коническая з — прямоугольная |
По форме профиля витков в осевом сечении различают резьбы а) треугольную метрическую и дюймовую)-, б) трапецеидальную в) упорную-, г) прямоугольную-, д) круглую.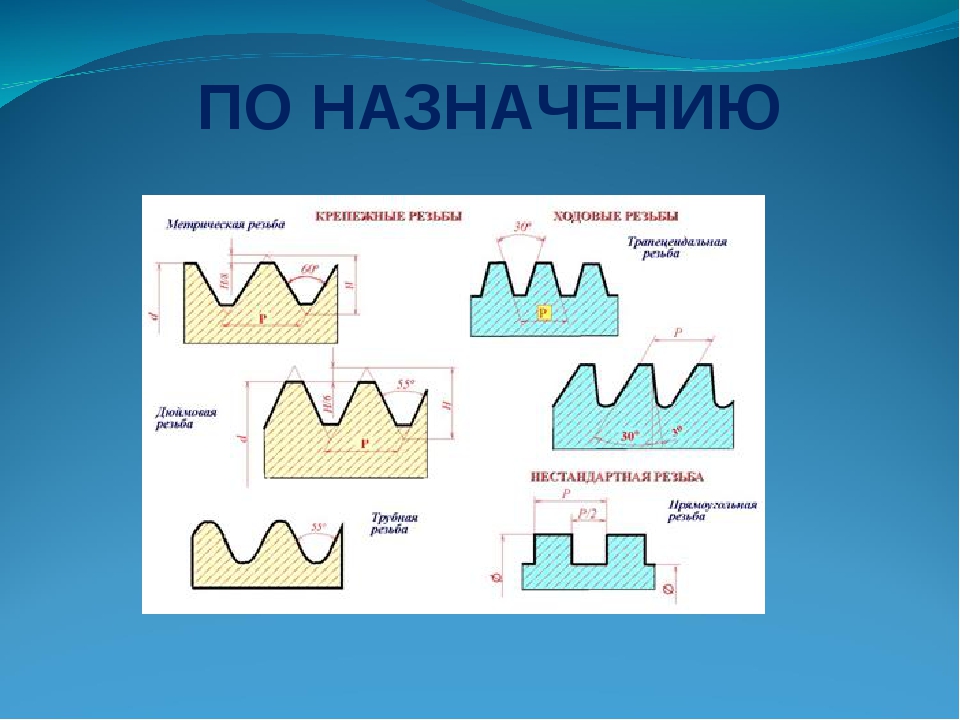 [c.264]
[c.264]
Резьба дюймовая (рис. 4.11)—эго крепежная резьба. Имеет треугольный профиль с углом а = 55. Применяется при ремонте для замены резьбовых деталей старых и импортных машин, ввозимых из стран, в которых применяется дюймовая система мер (США, Англия и др.). Диаметр резьбы изменяется в дюймах (Г = 25,4мм). [c.71]
На рис. 206 изображен в разрезе винт и гайка с треугольной резьбой. Здесь угол р носит название угла заострения резьбы. Для треугольной дюймовой резьбы он равен 55°, а для метрической — 60°. [c.291]
Числа проходов при нарезании дюймовой треугольной резьбы [c.118]
В старых типах машин применяли дюймовые резьбы, размеры которых выражены в дюймах. В основе дюймовой резьбы лежит треугольный профиль с углом при вершине 55°, [c.200]
Все элементы метрической резьбы измеряются в миллиметрах. Кроме метрической крепежной резьбы, существует дюймовая резьба, принятая в ряде западных стран. Эта резьба имеет треугольный профиль с углом при вершине 55°. Все элементы дюймовой резьбы измеряются в дюймах (1 дюйм равен 25,40 мм), а величина шага задается числом ниток (витков) на длине одного дюйма нарезки.
[c.339]
Эта резьба имеет треугольный профиль с углом при вершине 55°. Все элементы дюймовой резьбы измеряются в дюймах (1 дюйм равен 25,40 мм), а величина шага задается числом ниток (витков) на длине одного дюйма нарезки.
[c.339]
Дюймовая крепежная резьба имеет треугольной профиль с углом а = 55° профиль по вершинам и впадинам закруглен. Применение этой резьбы при проектировании запреш ено. Она предназначена лишь для применения при ремонте старого оборудования и оборудования, импортируемого из стран, в которых принята дюймовая система мер (Англия, США). [c.85]
Резьбовые резцы. Резьбовые резцы делятся на стержневые, призматические и круглые. На фиг. 250, а показан стержневой резец, оснащенный пластиной твердого сплава для нарезания наружной треугольной метрической резьбы. Угол профиля резца 59°30, т. е. на 30 меньше угла профиля резьбы. При нарезании дюймовой треугольной резьбы угол профиля резца делается 54°30 (угол профиля дюймовой резьбы 55°).
 Уменьшение угла профиля резца по отношению к углу профиля резьбы на 30 объясняется разбиванием
[c.423]
Уменьшение угла профиля резца по отношению к углу профиля резьбы на 30 объясняется разбиванием
[c.423]Дюймовая резьба. Дюймовой резьбой называется треугольная резьба (рис. 109, б) с углом профиля р = 55°, геометрические элементы которой измеряются в дюймах. [c.216]
Трубная резьба. Трубная резьба имеет треугольный профиль с углом р = 55°, т. е. является дюймовой (рис. 109, в). Однако в отличие от дюймовой вершины и падины у трубной резьбы 216 [c.216]
Применяется для соединения труб водопроводной и газовой сети. На рис, 96 изображено трубное соединение на цилиндрической резьбе. Профиль трубной резьбы, как и дюймовой, треугольный с углом при вершине [c.63]
В зависимости от формы поверхности, на которой нанесена резьба, различают [22] цилиндрические н конические резьбовые соединения. Цилиндрические резьбовые соединения выполняются с крепежной, ходовой II специальной резьба,чи. Возникающие в резьбе силы трения существенно зависят от профиля резьбы, т. е. от контура сечения витка в плоскости, проходящей через образующую поверхности, на которой нанесена резьба, и ось резьбы [22,23]. Наиболее употребительные крепежные метрические и дюймовые резьбы имеют треугольный профиль резьбы. К ходовым резьбам относятся трапецеидальная и упорная. К специаль-
[c.242]
е. от контура сечения витка в плоскости, проходящей через образующую поверхности, на которой нанесена резьба, и ось резьбы [22,23]. Наиболее употребительные крепежные метрические и дюймовые резьбы имеют треугольный профиль резьбы. К ходовым резьбам относятся трапецеидальная и упорная. К специаль-
[c.242]
Дюймовая резьба предназначена только для ремонтных целей. Применение этой резьбы в новых изделиях запрещено. Зта резьба имеет треугольный профиль резьбы с углом а=55°. Диаметр [c.102]
Дюймовая резьба предназначена только для ремонтных целей.. Применение этой резьбы в новых изделиях нежелательно. Эта резьба имеет треугольный профиль резьбы с углом 0 = 55°. Диаметр резьбы измеряется в дюймах, а шаг резьбы — по количеству ниток на длине одного дюйма. [c.65]
УГОЛ ПРОФИЛЯ РЕЗЬБЫ. Угол между боковыми сторонами профиля, измеренный в осевой плоскости. Для треугольной метрической резьбы а = 60°, для резьбы дюймовой а = 55°, для трапецеидальной а = 30°, для упорной а = = 33°. [c.131]
[c.131]
Коническая дюймовая резьба имеет треугольный профиль и согласно ГОСТ 6211—69 конусность 1 16, угол при вершине Б5° с закругленными витками. Резьба применяется при повы- [c.228]
Резьба, образованная на внутренней цилиндрической илн кони ческой поверхности, называется внутренней (рис. VI.8). В резьбе вом соединении внутренняя резьба является охватывающей поверх ностью и наносится на поверхности отверстия в гайке, гнезде и др На рис. VI.9 показаны различные типы резьб а — треугольная б — упорная в — трапецеидальная е — прямоугольная д — круглая Крепежные резьбы стандартизированы и подразделяются на метрические и трубные (дюймовые), [c.133]
По форме профиля витков в осевом сечении различают резьбы а) треугольную (метрическую и дюймовую), б) трапецеидальную, [c.353]
Основной крепежной резьбой является метрическая резьба треугольного профиля с углом профиля 60°. Дюймовая резьба с углом профиля 55° также является крепежной, но в СССР она применяется только при изготовлении запчастей и ремонте старого или зарубежного оборудования. Применение дюймовой резьбы при проектировании новых изделий не разрешается.
[c.232]
Применение дюймовой резьбы при проектировании новых изделий не разрешается.
[c.232]
Треугольную резьбу часто нарезают на токарно-винторезных станках резьбовыми резцами, т. е. резцами обычного типа, заточенными под требуемым углом (60° для метрической резьбы и 55° — для дюймовой). Получение профиля резьбы обеспечивается соответствующим профилем резьбового резца, который должен быть заточен очень точно, и правильной установкой резца относительно детали резец должен быть расположен строго перпендикулярно оси станка, так как в противном случае резьба получится косой кроме того, передняя поверхность резца должна быть расположена на высоте центров станка. При другом ее положении резьба б)щет нарезана с неправильным углом. [c.233]
Крепежные резьбы, как правило, выполняют с треугольным профилем с притупленными вершинами и дном впадин для предохранения резьбы от повреждений и уменьшения концентрации напряжений. Крепежная резьба может быть метрической, дюймовой, трубной и конической.
 [c.375]
[c.375]В некоторых импортных машинах применены дюймовые резьбы — это резьбы треугольного профиля с углом а = 55°. Все размеры этих резьб даны в дюймах вместо шага указано число ниток резьбы на один дюйм (25,4 мм) длины винта. При проектировании применение дюймовой резьбы запреш,ено. [c.338]
В отдельных крепежных соединениях применяются дюймовые резьбы (рис. 3.13, б, в)—это резьбы треугольного профиля с углом а = 55°. Все размеры этих резьб приводятся в дюй.мах вместо шага указывается число ниток резьбы на один дюйм (25,4 мм) длины витка. [c.367]
Резьба трубная цилиндрическая (ГОСТ 6357—81) (рис. 4.12) представляет собой мелкую треугольную с углом а = 55 ” дюймовую крепежную резьбу. Отсутствие радиальных зазоров делает резьбо- [c.71]
Треугольные крепежные резьбы бывают метрические и дюймовые. [c.78]
Резьба дюймовая треугольного профиля с углом у вершины 55°. Раз.меры дюймовой резьбы установлены ОСТом НКТП 1260. Изготовляется она с наружным диаметром от Vie До 4″.
[c.255]
Раз.меры дюймовой резьбы установлены ОСТом НКТП 1260. Изготовляется она с наружным диаметром от Vie До 4″.
[c.255]
На фиг. 2-9 даны разрезы винтов, имеющих профиль Метрической и дюймовой треугольной, на1иболее распространенной нарезки. В обоих случаях профиль имеет форму треугольника, но у метрической резьбы угол при вершине равен 60°, а дюймовой — 55″ . [c.32]
Дюймовая резьба (табл. 137) с углом профиля 55° (ОСТ НКТП 1260), как и метрическая, предназначена в основном для крепежных соединений. Эта резьба имеет треугольный профиль с плоскими срезами вершин и впадин. Зазоры у соединений с дюймовой резьбой предусмотрены по наружному и внутреннему диаметрам, что необходимо для взаимозаменяемости этой резьбы со старой дюймовой резьбой, имеющей закругленный профиль. Для унификации резьб одного и того же назначения в СССР запрещено применение этой дюймовой резьбы во вновь проектируемых изделиях. Ее использование допускается лишь при ремонте деталей старых машин, имевших ранее дюймовую резьбу, а также в случаях необходимости по технологическим или организационным причинам. [c.508]
[c.508]
По назначению резьбы делятся на крепежные, крепежно-уп-лотняющие и резьбы, применяемые для точных перемещений (ходовые винты, резьбы отсчетных устройств). Крепежно-уплотняющие резьбы (поз. 5, 10 и И, табл. 12.1) выполняются без радиальных зазоров. В зависимости от вида осевого профиля различаются резьбы с треугольным, трапецеидальным, с круглым профилями. У всех резьб, за исключением упорной, профили обеих сторон являются симметричными. Угол между профилями равен 60 и 55° соответственно у метрической крепежной резьбы и у дюймовой. В упорной резьбе угол профиля рабочей стороны выбирается небольшим (3°), что позволяет уменьшить потери на трение. Угол профиля нерабочей стороны упорной резьбы назначается равным 30°, что способствует повышению прочности. Круглая резьба выполняется в двух модификациях (поз. 6 и 7, табл. 12.1). Профиль резьбы первой модификации (поз. 6) состоит из двух дуг, соединенных коротким отрезком прямой линии. Резьба второй модификации имеет меньшую высоту профиля прямолинейный участок отсутствует. Это продиктовано стремлением облегчить изготовление резьбы, образуемой выдавливанием на тонкостенных деталях. Различают метрические резьбы с крупным и мелким шагом. Одновременно с уменьшением шага пропорционально уменьшаются и другие элементы профиля профили крупной и мелкой резьб геометрически подобны. Резьбы с мелкими шагами применяются для тонкостенных деталей и в целях более тонкой регулировки. Допуски на метрические резьбы предусматривают возможность их исполнения с натягами (ГОСТ 4608—95), с зазорами (ГОСТ 10191—62). В резьбе с зазором часть последнего может быть использована для покрытий.
[c.407]
Это продиктовано стремлением облегчить изготовление резьбы, образуемой выдавливанием на тонкостенных деталях. Различают метрические резьбы с крупным и мелким шагом. Одновременно с уменьшением шага пропорционально уменьшаются и другие элементы профиля профили крупной и мелкой резьб геометрически подобны. Резьбы с мелкими шагами применяются для тонкостенных деталей и в целях более тонкой регулировки. Допуски на метрические резьбы предусматривают возможность их исполнения с натягами (ГОСТ 4608—95), с зазорами (ГОСТ 10191—62). В резьбе с зазором часть последнего может быть использована для покрытий.
[c.407]
Дюймовая резьба имеет треугольный плоскосрезанный профиль с углом 55° (резьба Витворта) или 60° (резьба Силлерса). Все размеры даются в дюймах (1″=25,4 мм). Шаг [c.174]
Дюймовая — треугольный профиль с углом при вершине 60° (резьба Селлерса), применяется для крепежных соединений Г некоторых автомобилях старых марок и в машинах американского производства. [c.228]
[c.228]
Резьба дюймовая с углом профиля 55° (ОСТ НКТП 1260), как и метрическая, предназначена в основном для крепежных соединений. Эта резьба имеет треугольный профиль с плоскими срезами вершин и впадин. Для болтов и гаек установлены поля допусков во 2-м и 3-м классах точности (ОСТ НКТП 1261 и ОСТ НКТП 1262). Зазоры у соединений с дюймовой резьбой предусмотрены по наружному и внутреннему диаметрам. [c.771]
Примеры обозначений метри-чес резьб М12—6/г — метрическая на винте, наружный диаметр 12 мм, степень точности 6Л М12х 1—6Я левая — метрическая на гайке, наружный диаметр 12 мм, шаг мелкий 1 мм, степень точности 6Н. Дюймовая резьба (ОСТ НКТП 1260). Для ремонта старых машин или машин, поступающих из стран, где принята дюймовая система мер (Англия, США и др.), изготовляют изделия с дюймовой резь-бой. Дюймовая резьба имеет—треугольный профиль с углом Е= 55°, диаметры изме- [c.66]
В зависимости от системы мер резьбы подразделяются на м е т-р и ч е с к и е и д ю 1 м о в ы е. В СССР, как правило, распространены метрические резьбы, дюймовые лишь в виде исключения. По форме сечения резьбовой поверхности различают резьбы т р е- г о л ь н ы е, трапецеидальные, прямоугольные, круг л ы е и др. По форме поверхности, на которой нарезана резьба, различают цилиндрические и конические резьбы. По числу ниток резЕ бы на поверхности различают о д и о 3 а X о д н ьке и д в у х з а х о д н ы е, трех- и м н о г -о-за ход ные резьб ы. В данный курс входит рассмотрение крепелтреугольных резьб, а также трапецеидальных для передачи движения. ” -
[c.181]
В СССР, как правило, распространены метрические резьбы, дюймовые лишь в виде исключения. По форме сечения резьбовой поверхности различают резьбы т р е- г о л ь н ы е, трапецеидальные, прямоугольные, круг л ы е и др. По форме поверхности, на которой нарезана резьба, различают цилиндрические и конические резьбы. По числу ниток резЕ бы на поверхности различают о д и о 3 а X о д н ьке и д в у х з а х о д н ы е, трех- и м н о г -о-за ход ные резьб ы. В данный курс входит рассмотрение крепелтреугольных резьб, а также трапецеидальных для передачи движения. ” -
[c.181]
В СССР применяют следующие типы резьб. Метрическая резьба — угол ее треугольного профиля а = бО . Метрические резьбы бывают с крупным и мелким шагом. Tpi/бная цилиндрическая резьба — угол ее профиля 55°. Коническая резьба бывает двух типов с углом профиля 55° (трубная коническая) и 60° (дюймовая коническая). Трапецеидальная резьба имеет профиль равнобочной трапеции с углом а — = 30°.
 Упорная резьба имеет профиль неравнобочпой трапеции с углом рабочей сюроны 3° н нерабочей 30 . Прямоугольная и квадратная резьбы не стандартизованы. Кроме того, применяются резьбы специального назначения.
[c.186]
Упорная резьба имеет профиль неравнобочпой трапеции с углом рабочей сюроны 3° н нерабочей 30 . Прямоугольная и квадратная резьбы не стандартизованы. Кроме того, применяются резьбы специального назначения.
[c.186]Резьба — Выбор шага – Энциклопедия по машиностроению XXL
При выборе болтов резьбу с крупным шагом следует предпочитать резьбе с мелким шагом. [c.172]Метрические резьбы бывают с крупным и мелким шагом. ГОСТ 8724—81 (СТ СЭВ 181—75) устанавливает три ряда диаметров метрической резьбы, в каждом из которых предусмотрены крупный и мелкие шаги. При выборе диаметров резьб первый ряд следует предпочитать второму, второй —третьему. У резьбы с крупным шагом каждому наружному диаметру соответствует шаг, определяемый зависимостью d (D) яь 6Р 3. У резьбы с мелкими шагами одному наружному диаметру могут соответствовать разные шаги. Метрические резьбы с мелкими шагами применяют при соединении тонкостенных деталей, ограниченной длине свинчивания, а также в случаях, когда требуется повышенная прочность соединения (особенно при переменных нагрузках).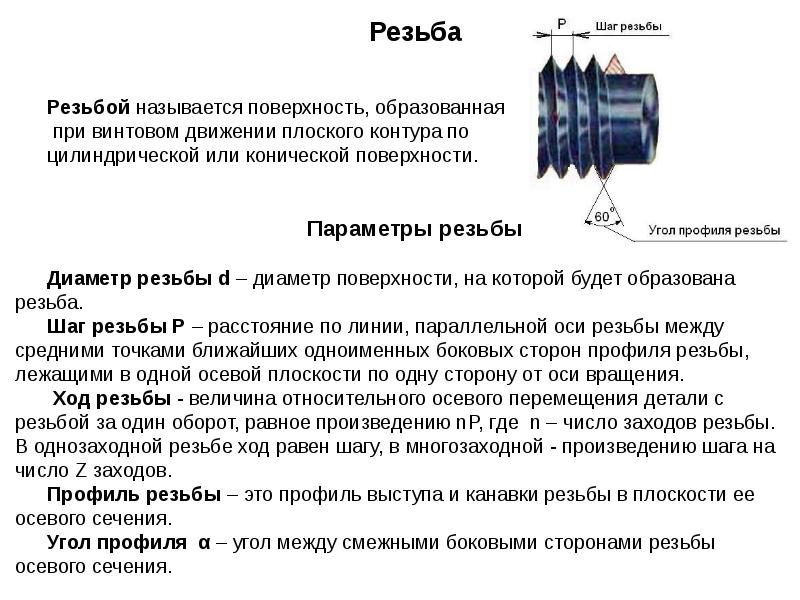 [c.277]
[c.277]
Задаются конструкцией гайки (цельная или разъемная) и принимают коэффициент высоты гайки н- Затем определяют средний диаметр резьбы ( 2 [см. формулу (3,172)1 и по ГОСТ 9484—73 принимают размеры резьбы с1, и 2 и р. При выборе шага р надо ориентироваться на средние его значения. Крупный шаг рекомендуется только для высоконагруженных передач, а мелкий — при необходимости перемещений повышенной точности. [c.377]
При выборе шагов резьб крупные шаги следует предпочитать мелким и класс точности резьбы 3 — классам точности 2 и 2а. [c.265]
Примечания. 1. /допуски резьб для резьб с крупными шагами класс точности 2 или 3, с мелкими—2а или 3. 2. При выборе шагов резьб [c.310]
При выборе шагов резьб крупные шаги следует предпочитать мелким. [c.235]
Резьба для стандартных болтов применяется метрическая с крупным и мелким шагом. При выборе шагов резьб предпочтение следует отдавать крупным шагам.
[c.19]
При выборе шагов резьб предпочтение следует отдавать крупным шагам.
[c.19]
При выборе резьбовых соединений предпочтение следует отдавать резьбам с крупным шагом и меньшей точности. Однако для резьбовых соединений ответственного назначения, при наличии вибраций и динамических нагрузок, а также при большой длине свинчивания рекомендуется применять соединения с мелким шагом резьбы и повышенной точности. [c.287]
Выбор шага резьбы часто определяется толщиной стенки детали. Так как детали, как правило, тонкостенны, то получили большое распространение резьбы с мелкими шагами. [c.618]
Для формования порошковой детали со сдвигом частиц относительно друг друга применяют штампы, конструкция которых схематично представлена на рис. 3.61. В этих штампах деталь 2 формуют в матрице /. Пуансон 3 совершает винтовое движение перемещается поступательно и одновременно поворачивается благодаря наличию в его приводе пары винт S – гайка с резьбой, имеющей такой шаг, который обеспечивает отсутствие заклинивания при осевой нафузке. С помощью этого штампа можно осуществлять различные соотношения поступательного и вращательного движений пуансона J, имея лишь одну пару винт – гайка с неизменным шагом резьбы. Это достигается выбором жесткости К упругого элемента 6 между верхним торцом винта J и плитой 7, которой штамп соединен с ползуном пресса. При высокой жесткости пуансон будет совершать только поступательное движение, а при нулевой жесткости – в основном вращательное.
[c.120]
С помощью этого штампа можно осуществлять различные соотношения поступательного и вращательного движений пуансона J, имея лишь одну пару винт – гайка с неизменным шагом резьбы. Это достигается выбором жесткости К упругого элемента 6 между верхним торцом винта J и плитой 7, которой штамп соединен с ползуном пресса. При высокой жесткости пуансон будет совершать только поступательное движение, а при нулевой жесткости – в основном вращательное.
[c.120]
Типы резцов. Выбор типа резца для заданного технологического процесса зависит от многих факторов размеров профиля резьбы диаметра и шага вида резьбы (наружная или внутренняя) материала режущей части резца серийности производства деталей с резьбой типа станка к его состояния (рис. 1). [c.521]
ОБОЗНАЧЕНИЕ РЕЗЬБЫ И РЕКОМЕНДАЦИИ ПО ВЫБОРУ ШАГА И КЛАССА ТОЧНОСТИ [c.714]
При выборе шага резьбы необходимо руководствоваться следующими рекомендациями.
[c. 714]
714]
Для стандартных болтов применяется метрическая резьба с крупным и мелким шагом. При выборе шага резьбы крупный шаг следует предпочитать мелкому. [c.293]
При выборе диаметров резьб ряд I следует предпочитать ряду 2, а ряд 2 — ряду 3. При выборе шагов следует предпочитать меньшие шаги. Диаметры, заключенные в скобки, применять не рекомендуется. [c.102]
При. выборе шага резьбы предпочтительными являются подчеркнутые. значения. [c.271]
Средний диаметр резьбы (фиг. 304) является основной величиной, характеризующей степень точности метчика. При выборе отклонений необходимо учитывать погрешность изготовления самого среднего диаметра, погрешности шага и угла профиля резьбы метчика, погрешности шага и угла профиля резьбы проходного резьбового калибра. Средний диаметр метчика в результате трения, возникающего на сторонах [c.535]
Типовые конструкции метчиков-раскатников показаны на рис. 21. Число граней раскатников на основе опыта рекомендуется следующим для резьб Мб —М20 — шесть граней д.пя резьб — М20 —МЗЗ — шесть или восемь граней для резьб М36 и выше — восемь граней для резьб до Мб — три грани. При выборе числа граней у раскатников следует учитывать шаг раскатываемой резьбы чем больше шаг, тем больше граней.
[c.654]
21. Число граней раскатников на основе опыта рекомендуется следующим для резьб Мб —М20 — шесть граней д.пя резьб — М20 —МЗЗ — шесть или восемь граней для резьб М36 и выше — восемь граней для резьб до Мб — три грани. При выборе числа граней у раскатников следует учитывать шаг раскатываемой резьбы чем больше шаг, тем больше граней.
[c.654]
Выбор шага резьбы. Шаг резьбы выбирают в соответствии е приложением к ГОСТ 11709-71 . [c.88]
Реактопласты —Склеивание 181 Ребра жесткости 61—66 Резина — Применение 192, 196 — Свойства 196 Резьба — Выбор шага 88 [c.213]
Выбор шага резьбы. Шаг резьбы выбирают в соответствии с приложением к ГОСТу 11709—66. [c.122]
В винтовых механизмах в большинстве случаев используют резьбу метрическую или трапецеидальную. Метрическую резьбу (см. гл. 13) применяют во всех случаях, когда шаг резьбы меньше 1 мм. По точностным возможностям эта резьба уступает трапецеидальной. Метрическую резьбу можно выполнять как с крупным, так и мелким шагом. Например, резьба с d = 10 мм может иметь шаг Р = 1,5 (крупный) 1,25 1,00 0,75 0,5 мм. При выборе резьбы следует учитывать, что резьба с крупным шагом ослабляет стержень винта больше, чем резьба с мелким шагом.
[c.101]
Метрическую резьбу можно выполнять как с крупным, так и мелким шагом. Например, резьба с d = 10 мм может иметь шаг Р = 1,5 (крупный) 1,25 1,00 0,75 0,5 мм. При выборе резьбы следует учитывать, что резьба с крупным шагом ослабляет стержень винта больше, чем резьба с мелким шагом.
[c.101]
Трапецеидальная и упорная резьбы стандартизованы. Установлено три ряда диаметров и три ряда шагов этих резьб . При выборе диаметров следует предпочитать первый ряд второму, а второй— третьему. [c.434]
Выбор шага резьб для винтов рекомен дуется производить по табл. 98, [c.497]
При выборе шагов резьб для гаек с резьбой до 48 мм крупные шаги следует предпочитать мелким и класс точности резьбы 3 — классам точности 2 и 2а. [c.622]
Для гаек с диаметро.м резьбы более 48 мм при выборе шагов резьб сле- дует предпочитать при диаметрах до 64 мм — крупные шаги мелким, а при диаметрах более 64 мм — шаг
[c. 622]
622]
Стандартом предусмотрены три шага (5 = 20 12 5) для данного диаметра резьбы. Выбор шага резьбы в данном [c.299]
Стандартные болты различают по характеру обработки поверхностей, размерам, конструкции стержня и головки. По степени точности (чистоте обработки) поверхностей болты изготовляют нормальной и повышенной точности. На всех стандартных болтах применяют метрическую резьбу с крупным шагом (по ГОСТ 9150—59 ) и мелким шагом (по ГОСТ 8724—58). Для крепежных резьб установлено три класса точности 2, 2а и 3. Допуски метрических резьб с крупными и мелкими шагами для диаметров от 1 до 600 мм регламентируются ГОСТ 9253—59. Для резьбовых соединений ответственного назначения, при наличии вибрации и динамических нагрузок, а также при значительной длине свинчивания рекомендуется применять 1-й класс точности. Для резьбовых соединений повышенной точности при малом диаметре и малой длине свинчивания, в хрупких и недостаточно прочных материалах рекомендуется применять 2-й класс точности. З-й класс точности применяют для обычных крепежных соединений, а также в случаях отсутствия необходимости в особой точности их изготовления. При выборе шага резьбы крупные шаги следует предпочитать мелким и класс точности резьбы 3 —классам точ- ности 2 и 2а.
[c.353]
З-й класс точности применяют для обычных крепежных соединений, а также в случаях отсутствия необходимости в особой точности их изготовления. При выборе шага резьбы крупные шаги следует предпочитать мелким и класс точности резьбы 3 —классам точ- ности 2 и 2а.
[c.353]
Примечания. 1. При выборе диаметра резьбы предпочтительным является 1-й ряд. 2. При выборе шага резьбы предпмногозаходной трапецеидальной резьбы входят буквы Тг, величина номинального диаметра ре ьбы, числовое значение хода, а в скобках — буква Р с числовым значением шага, например Тг 20 X 4 (Р2). Для левой резьбы за условным обозначением стапя буквы LH, например Тг 20 X 4 (Р2) LH. [c.44]
Выбор шага резьбы часто зависит от толщины стенки детали. Резьбы в деталях из термореактивных пресс-материалов выполняются, как правило, с мелкими шагами. Резьбы в деталях из термопластов (упругопластичных материалов) рекомендуется применять с шагами 2—3 мм. [c.255]
[c.255]
Стандартом щ>едусмотрены три шага (р=20 12 5 мм) для данного диаметра резьбы. Выбор шага резьбы в данном случае зависит от соблюдения условия самоторможения ф. Принимая для смазанното винта/=°0,1, получим [c.312]
Метрическая резьба делится на резьбу с крупными нтагами и резьбу с мелкими тагами. Установлено три ряда диаметров метрической резьбы и ка/кдому диаметру присвоенб крупный и мелкие шаги с тем, чтобы при выборе резьб первый ряд предпочитать второму, второй — третьему. У резьбы с крупным шагом каждому наружному диаметру соответствует пдаг, определяемый из зависимости [c.140]
Резьбы винтов по ГОСТ 9150-59. Допуски резьб по ГОСТ 9253-59 и 1U191-62 для резьб с крупными шагами — класса точности 2 или 3, с мелкими — 2а или 3. Прн выборе шагов резьб (см. табл. 131) крупные шаги следует предпочитать мелким и класс точности резьбы 3 — классам точности 2 н 2а. [c.595]
Устаиаг>леио три класса точности резьбы кл. 1, кл. 2 и кл. 3, а для резьб с мелким шагом, кроме того, устапоплен еще и класс 2а. Выбор класса точ.юсти для конкретных резьбовых соединений производится в завпспмости от их назначения.
[c.361]
1, кл. 2 и кл. 3, а для резьб с мелким шагом, кроме того, устапоплен еще и класс 2а. Выбор класса точ.юсти для конкретных резьбовых соединений производится в завпспмости от их назначения.
[c.361]
Резьбовое соединение полотенцесушителя – диаметр резьбы
Резьба, наравне с типом подключения и расстоянием между центрами подключения, является одним из наиболее важных параметров при выборе сушителя для белья. Нанесение на металлические детали резьбовых канавок и выступов с равным шагом позволяет добиться высокой прочности сцепления без дополнительных затрат. Сложно найти технологическую сферу, где б применение болтов, гаек и фитингов являлось бы излишним.
В данной статье мы расскажем какая бывает резьба на полотенцесушителях и как определить ее размер.
Виды винтовой спирали
Водяные полотенцесушители Ларис выпускаются в трех размерах трубной резьбы – 1 дюйм внешняя, ¾ дюйма внешняя и ½ дюйма внутренняя.
 Для лесенок характерно внутреннее резьбовое соединение ½ дюйма, змеевики выпускаются со всеми вышеперечисленными резьбовыми размерами. В зависимости от диаметра трубы змейки бывают: Ø25 мм / 1/2″ внутренняя, Ø25 мм / 3/4″ внешняя, Ø30 мм / 1/2″ внутренняя и Ø32 мм / 1″ внешняя. К примеру, полотенцесушитель водяной 1 дюйм обозначает змеевик диаметром трубы 32 мм с внешней дюймовой резьбой.
Для лесенок характерно внутреннее резьбовое соединение ½ дюйма, змеевики выпускаются со всеми вышеперечисленными резьбовыми размерами. В зависимости от диаметра трубы змейки бывают: Ø25 мм / 1/2″ внутренняя, Ø25 мм / 3/4″ внешняя, Ø30 мм / 1/2″ внутренняя и Ø32 мм / 1″ внешняя. К примеру, полотенцесушитель водяной 1 дюйм обозначает змеевик диаметром трубы 32 мм с внешней дюймовой резьбой. Классификация резьбы производится по следующим параметрам:
1. Образующей поверхности (цилиндрическая, коническая).
2. Единицам диаметрального измерения (метрическая, дюймовая и т.д.).
3. Расположению образующей поверхности (наружная, внутренняя).
4. Профилю (треугольная, круглая, прямоугольная и т.д.).
5. Предназначению (крепежная, крепежно-уплотнительная, ходовая и т.д.).
6. Направлению винтовой передачи (правая, левая).
7. Числу заходов (однозаходная, многозаходная).
Cистемы измерения шага резьбы определяет тип соединение: метрическим (мм), дюймовым (дм/”), модульным (м) и питчевым (п). Наиболее распространены системы метрического и дюймового измерения (для нашей продукции мы используем дюймовую градацию).
Наиболее распространены системы метрического и дюймового измерения (для нашей продукции мы используем дюймовую градацию).
Типы резьбового соединения:
- болтовое – применение болта и гайки;
- винтовое – применение винта, вкручиваемого в одно из звеньев соединения;
- шпилечное – применение шпильки, которая вворачивается в одно из звеньев, на «свободный» конец шпильки надевается соединяемое звено, шайба, затем затягивается гайка.
Несмотря на схожесть болт сильно отличается от винта, в частности, по размеру образующей поверхности, монтажу и типу распределения нагрузки. Болт представляет собой стержень, одна часть которого имеет четырех- или шестигранную головку, а вторая – резьбовую поверхность. При болтовом соединении крепежный стержень проходит через соединяемые детали насквозь. Затягивание болта осуществляется с помощью гаечного ключа или гайки. Резьбовая поверхность в виде винтовых лопастей расположена по всему винту, на конце которого расположена головка «под отвертку».![]() Винтовое соединение производится при помощи отвертки или шестигранника – крепежный стержень вкручивается в деталь с резьбовой нарезкой.
Винтовое соединение производится при помощи отвертки или шестигранника – крепежный стержень вкручивается в деталь с резьбовой нарезкой.
Резьбовые соединения могут проводиться с применением дополнительных деталей (винты, гайки, стяжные муфты) или без них. Размеры подключения полотенцесушителя и выбор резьбовых фитингов напрямую зависят от типа и диаметра подводящей трубы. При выборе резьбы сушки стоит ориентироваться на подводку – выбирать подходящую резьбу для каждого конкретного случая.
Как определить резьбу полотенцесушителя
Шаг для дюймовой резьбы определяется с помощью измерительных инструментов: резьбомера, штангенциркуля, микрометра или линейки. Измерения нужно проводить максимально точно (до 0,1-0,01 долей мм). Столь высокую точность может обеспечить резьбовой микрометр, который имеет специальный конусный наконечник. Измерять нужно два параметра – количество резьбовых нитей и резьбовой шаг.
Резьбомер представляют собой набор разных резьбовых калибров, которые вставляются в резьбовую поверхность (подбирается вариант, максимально совпадающий с шагом конкретной резьбы). Определение резьбы с натуры может быть осложнено изношенностью детали и наличием на ней загрязнений.
Определение резьбы с натуры может быть осложнено изношенностью детали и наличием на ней загрязнений.
Когда под рукой нет выше представленных инструментов, проводится оттиск ниток резьбы на бумагу. Для этого образующую поверхность покрывают краской или чернилами, плотно прижимают к бумаге. Измерив количество резьбовых ниток и расстояние между ними подбирается максимально близкое к полученному числу значение из вычислительной таблицы.
Проводить все эти действия нужно только подбирая фитинги, гайки или стяжные муфты к сушителю. Резьба полотенцесушителей определяется намного проще – этот параметр указан в паспорте изделия и карточке товара.
Что такое резьба? – Определение с сайта WhatIs.com
От 1) В Интернете в группах новостей Usenet и подобных форумах ветка – это последовательность ответов на первоначальное размещение сообщения. Это позволяет вам следить или присоединяться к отдельному обсуждению в группе новостей из многих, которые могут там присутствовать. Цепочка обычно отображается графически как начальное сообщение, а последующие сообщения «вешают» исходное сообщение. Как пользователь группы новостей вы вносите свой вклад в обсуждение, указывая тему «Ссылка» как часть своего сообщения.
Цепочка обычно отображается графически как начальное сообщение, а последующие сообщения «вешают» исходное сообщение. Как пользователь группы новостей вы вносите свой вклад в обсуждение, указывая тему «Ссылка» как часть своего сообщения.
2) В компьютерном программировании поток – это информация-заполнитель, связанная с однократным использованием программы, которая может обрабатывать несколько одновременных пользователей. С точки зрения программы поток – это информация, необходимая для обслуживания одного отдельного пользователя или конкретного запроса на обслуживание. Если несколько пользователей используют программу или возникают одновременные запросы от других программ, для каждой из них создается и поддерживается поток. Поток позволяет программе узнать, какой пользователь обслуживается, поскольку программа поочередно повторно вводится от имени разных пользователей.(Односторонняя информация о потоке сохраняется, сохраняя ее в специальной области данных и помещая адрес этой области данных в регистр . Операционная система всегда сохраняет содержимое регистра, когда программа прерывается, и восстанавливает его, когда он дает снова программное управление.)
Операционная система всегда сохраняет содержимое регистра, когда программа прерывается, и восстанавливает его, когда он дает снова программное управление.)
Поток и задача похожи и часто путаются. Большинство компьютеров могут выполнять только одну программную инструкцию за раз, но из-за того, что они работают очень быстро, кажется, что они запускают множество программ и обслуживают множество пользователей одновременно.Операционная система компьютера дает каждой программе “поворот” при запуске, а затем требует, чтобы она подождала, пока другая программа выполнит свою работу. Каждая из этих программ рассматривается операционной системой как задача, для которой определяются и отслеживаются определенные ресурсы. Операционная система управляет каждой прикладной программой в системе вашего ПК (электронной таблицей, текстовым процессором, веб-браузером) как отдельной задачей и позволяет вам просматривать и контролировать элементы в списке задач. Если программа инициирует запрос ввода-вывода, например чтение файла или запись на принтер, она создает поток. Данные, хранящиеся как часть потока, позволяют повторно ввести программу в нужном месте после завершения операции ввода-вывода. Между тем, другие параллельные использования программы поддерживаются в других потоках. Большинство современных операционных систем поддерживают как многозадачность, так и многопоточность. Они также допускают многопоточность в программных процессах, так что система избавляется от накладных расходов на создание нового процесса для каждого потока.
Данные, хранящиеся как часть потока, позволяют повторно ввести программу в нужном месте после завершения операции ввода-вывода. Между тем, другие параллельные использования программы поддерживаются в других потоках. Большинство современных операционных систем поддерживают как многозадачность, так и многопоточность. Они также допускают многопоточность в программных процессах, так что система избавляется от накладных расходов на создание нового процесса для каждого потока.
Спецификация POSIX.4a C предоставляет набор интерфейсов прикладных программ, которые позволяют программисту включать в программу поддержку потоков.Инструменты разработки программ более высокого уровня, подсистемы приложений и промежуточное ПО также предлагают средства управления потоками. Языки, поддерживающие объектно-ориентированное программирование, также допускают и поощряют многопоточность несколькими способами. Java поддерживает многопоточность, включая модификаторы синхронизации в синтаксис языка, предоставляя классы, разработанные для многопоточности, которые могут быть унаследованы другими классами, и выполняя фоновую «сборку мусора» (восстановление областей данных, которые больше не используются) для нескольких потоков.
Последний раз обновлялся в сентябре 2005 г.
Что такое потоки в процессоре?
Вы кое-что знаете о компьютерах. Вы в значительной степени осведомлены о том, что делает и как работает процессор. И вы знаете, что чем больше потоков, тем выше производительность.
Но когда дело доходит до этого, знаете ли вы, что означает, когда люди говорят о потоках? Вы знаете, что это такое? Вы знаете, почему они важны?
Сегодня мы подробно рассмотрим все, что вам нужно знать о потоках.Мы обсудим, почему они важны. Мы поговорим о том, как они работают вместе с вашим процессором.
И мы подробно расскажем, что именно они делают. Продолжайте читать, чтобы узнать больше о потоках ЦП и о том, почему они так важны для производительности вашей системы.
Прочтите статью: Как сделать резервную копию вашего компьютера
Краткое объяснение потоков
Все центральные процессоры имеют потоки, но что именно это означает? Проще говоря, потоки – это то, что позволяет вашему процессору выполнять несколько задач одновременно. Поэтому, если вы хотите запускать несколько процессов, которые очень интенсивны, вам понадобится ЦП с большим количеством потоков.
Поэтому, если вы хотите запускать несколько процессов, которые очень интенсивны, вам понадобится ЦП с большим количеством потоков.
Потоки относятся к наивысшему уровню кода, выполняемого процессором, поэтому при большом количестве потоков ваш ЦП может обрабатывать несколько задач одновременно. Все процессоры имеют активные потоки, и каждый процесс, выполняемый на вашем компьютере, имеет хотя бы один поток.
Количество потоков зависит от количества ядер в вашем процессоре. Каждое ядро ЦП может иметь два потока. Таким образом, процессор с двумя ядрами будет иметь четыре потока.У процессора с восемью ядрами будет 16 потоков.
Процессор с 24 ядрами (да, такие есть) будет иметь 48 потоков.
Потоки важны для работы вашего компьютера, потому что они определяют, сколько задач ваш компьютер может выполнять в любой момент времени.
Мы подробно рассмотрим, что такое потоки, почему вам нужно понимать, что они делают и почему они так важны.
Что такое центральные процессоры?
Прежде чем вы сможете разбираться в потоках, вам нужно иметь базовое представление о том, что такое ЦП. Вы не можете понять функции одного, не понимая возможностей другого.
Вы не можете понять функции одного, не понимая возможностей другого.
ЦП (центральный процессор) – это ядро каждого смартфона, планшета и компьютера. Это важный компонент, который определяет способ работы вашего компьютера и определяет, насколько хорошо он может выполнять эту работу.
ЦП принимает основные инструкции, которые вы выполняете на своем компьютере, и распределяет эти задания между другими микросхемами в вашей системе. Перенаправляя сложные задачи на чипы, которые лучше всего подходят для их решения, он позволяет вашему компьютеру работать на максимальной мощности.
Это ядро вашего компьютера, и ваш компьютер не может работать без него.
Центральный процессор иногда называют мозгом компьютера. Он находится на материнской плате (также называемой основной платой) и является отдельным компонентом от компонента памяти.
Он воздействует на компонент памяти, в котором хранятся все данные и информация о вашей системе. Компонент памяти и ЦП отделены от вашей видеокарты. Единственная функция видеокарты – принимать данные и преобразовывать их в изображения, которые вы видите на своем мониторе.
Единственная функция видеокарты – принимать данные и преобразовывать их в изображения, которые вы видите на своем мониторе.
По мере развития технологий из года в год мы видим, что процессоры становятся все меньше и меньше. И они работают быстрее, чем когда-либо прежде. Вы поймете эту более высокую производительность, если кое-что знаете о законе Мура.
Закон Мура назван в честь соучредителя Intel Гордона Мура. По мнению Мура, количество транзисторов в интегральной схеме удваивается каждые два года.
Это не закон физики или естествознания – это связано с прогнозируемой скоростью роста числа компонентов на интегральную схему.Чтобы получить полное объяснение закона Мура, щелкните здесь.
Что делает процессор?
Как мы уже говорили ранее, центральный процессор – это мозг вашего компьютера. Он берет данные из конкретной программы или приложения, выполняет серию вычислений и выполняет команду. Он выполняет цикл из трех частей, иначе называемый повторяющимся циклом выборки, декодирования и выполнения.
На первом этапе ЦП извлекает инструкции из памяти вашей системы. Получив инструкции из памяти, он переходит ко второй фазе.Именно на этом втором этапе он декодирует эти инструкции.
После того, как машина декодировала инструкции, она переходит к третьему этапу выполнения.
Декодированная информация проходит через ЦП, чтобы достичь тех устройств, которые действительно должны выполнять требуемую функцию. В процессе декодирования он выполняет математические уравнения для отправки требуемого сигнала в вашу систему.
Этот цикл повторяется снова и снова для каждого выполняемого вами действия и команды. В передовых технологиях ЦП компоненты ЦП больше не делают все сами.
Но они по-прежнему имеют решающее значение для обеспечения номера специализированного оборудования, необходимого им для выполнения поставленной задачи.
ЦП – важная часть любой системы, и он работает рука об руку с потоками. Разные процессоры имеют разное количество потоков для ограничения или увеличения производительности вашего компьютера.
Что такое нити?
Так что же такое резьбы? Как они связаны с вашим процессором? Как они влияют на работу вашей системы? Давайте углубимся немного глубже, чтобы точно объяснить, что такое потоки, для чего они нужны и почему они так важны.
Поток – это небольшая последовательность запрограммированных инструкций. Потоки относятся к наивысшему уровню кода, который может выполнять ваш процессор.
Обычно они управляются планировщиком, который является стандартной частью любой операционной системы.
Чтобы создать поток, вы должны сначала создать процесс. По завершении процесс создает поток, который затем выполняется. Это может быть короткий или длительный период времени, в зависимости от процесса.
Независимо от того, сколько времени это займет, создается впечатление, что ваш компьютер выполняет множество действий одновременно.
Каждый процесс имеет хотя бы один поток, но не существует максимального числа потоков, которое может использовать процесс. Для специализированных задач чем больше у вас потоков, тем выше будет производительность вашего компьютера. С несколькими потоками один процесс может одновременно обрабатывать множество задач.
Для специализированных задач чем больше у вас потоков, тем выше будет производительность вашего компьютера. С несколькими потоками один процесс может одновременно обрабатывать множество задач.
Вы также услышите, как люди используют такие термины, как «многопоточность» и «гиперпоточность». Технология Hyper-threading позволяет одному ядру ЦП работать как два ядра, ускоряя выполнение конкретной программы или приложения.
Даже с одним ядром он может моделировать производительность, как если бы у вас их два. Чем больше у вас ядер, тем больше у вас потоков. Чем больше у вас потоков, тем выше будет производительность вашей системы.
Если у вас двухъядерный процессор, при гиперпоточности он будет выглядеть так, как будто у вас их четыре. Четырехъядерный процессор будет имитировать результаты восьми ядер. Первоначально процессоры были построены с одним ядром.
сообщить об этом объявлении Но теперь, когда доступно больше ядер и процессоров, вы можете наслаждаться большим количеством потоков, чем когда-либо. Больше потоков означает большую производительность и возможность запускать множество процессов одновременно.
Больше потоков означает большую производительность и возможность запускать множество процессов одновременно.
Как потоки и процессоры работают вместе?
Чтобы лучше понять, что такое поток, полезно знать, как потоки и ЦП работают вместе. Мы говорим «поток», чтобы упростить идею, но на самом деле вы должны думать о нем как о «потоке выполнения».
Вы выполняете команду. Ваш ЦП начинает процесс выборки, декодирования и выполнения для выполнения этой команды. Поток – это последовательность инструкций, которые сообщают вашему компьютеру, что он должен делать для выполнения этой команды.
ЦП исполняют поток инструкций, который поступает во внешний интерфейс из выполняемых вами команд. Затем процессоры и потоки работают вместе, чтобы выполнять нужные вам функции.
Они работают вместе, чтобы открывать программы, использовать приложения, воспроизводить видео и делать все, что вы просите свой компьютер.
Когда дело доходит до параллельной работы ЦП и потоков, не имеет значения, откуда берутся инструкции. Ваш процессор будет определять, какой процесс обрабатывается ЦП, а какой – потоком.
Ваш процессор будет определять, какой процесс обрабатывается ЦП, а какой – потоком.
Каждый раз, когда ваш процессор загружает новый поток, исходный поток сохраняется в основной памяти. Как только инструкции исходного потока удаляются из цикла, можно начинать новый поток. Затем новый поток приступает к первому этапу трехэтапного процесса выборки, декодирования и выполнения.
Какие процессоры имеют больше всего потоков?
Теперь, когда вы кое-что знаете о потоках, вы, скорее всего, думаете: «Мне нужен более быстрый процессор с большим количеством потоков». Но как вы можете быть уверены, что покупаете процессор с достаточным количеством потоков, чтобы обеспечить необходимую мощность и производительность?
Мы составили список из нескольких высокопроизводительных процессоров, доступных на рынке, а также нескольких, которые планируется выпустить в 2018 году.На сегодняшний день эти процессоры предлагают одни из лучших показателей производительности и наибольшее количество потоков.
Intel Core i9-7980XE Extreme
18 ядер означают 36 потоков, что делает Intel Core i9-7980XE Extreme одним из самых быстрых и мощных процессоров на рынке. Он может похвастаться кэш-памятью 24,74 МБ, тактовой частотой 2,60 ГГц и максимальной частотой в турбо-режиме 4,20 ГГц.
Intel Core i9-7960X
16 ядер, 32 потока и максимальная частота турбо 4,20 ГГц делают Intel Core i9-7960X фаворитом.Благодаря тактовой частоте 2,80 ГГц и кэш-памяти 22 МБ это отличный вариант, если вам нужна мощность и производительность.
AMD Ryzen Threadripper 1950x
AMD Ryzen Threadripper 1950x поставляется с 16 ядрами, этот процессор может похвастаться 32 потоками, тактовой частотой 4,0 ГГц и кэш-памятью L3 объемом 32 МБ. Многие пользователи считают его более гибким, чем сопоставимые процессоры с Intel Core i9.
Intel Core i9-7940X
Intel Core i9-7940X с 14 ядрами и 28 потоками обеспечивает максимальную частоту турбо 4.30 ГГц и максимальная тактовая частота 3,10 ГГц. Это один из многих мощных процессоров Intel Core i9, обеспечивающих отличную производительность.
Это один из многих мощных процессоров Intel Core i9, обеспечивающих отличную производительность.
Intel Xeon Platinum Series
Если вам нужен лучший процессор и максимальное количество потоков, обратите внимание на серию Intel Xeon Platinum. Процессоры Intel известны как лучшие в отрасли, и не зря.
Модели Platinum 8176, 8176F и 8180 имеют 28 ядер с 56 потоками. Platinum 8164 и 8170 имеют 26 ядер и 52 потока.Если это больше, чем вам нужно, Platinum 8160, 8168, 8160T и 8160F могут похвастаться всего 24 ядрами с 48 потоками.
Производительность Intel Xeon обещает быть впечатляющей, но вам придется выложить большие деньги за этих зверей. (Текущая цена модели 8180 на Amazon составляет 8999 долларов).
Обычные пользователи обычно мало знают о цепочках, не хотят знать и не тратят время на то, чтобы понять, что они делают и почему они важны. И если вы обычно запускаете на компьютере только одну программу, это совершенно нормально.Но если вы хотите точно знать, как работает ваш компьютер, понимание потоков является ключевым моментом.
Чтобы понять потоки, вы должны сначала знать, что такое ЦП и что он делает. Вам нужно некоторое понимание цикла выборки, декодирования и выполнения. Но важнее всего знать, что потоки влияют на то, насколько быстро и эффективно ваш компьютер может выполнять несколько инструкций одновременно.
В Windows все потоки активно работают в течение некоторого периода времени.Некоторые процессоры имеют несколько потоков с гиперпоточностью, которые имитируют удвоенное количество ядер процессора, которое у вас есть.
При большом количестве потоков даже один процессор может одновременно выполнять множество задач.
Чтобы система работала, вам нужен правильный процессор и нужное количество потоков. Вместе они являются важными элементами, которые позволяют вашему компьютеру работать.
ЦП необходим для питания других компонентов и отправки инструкций нужным элементам вашего компьютера.Вам нужно, чтобы потоки выполняли множество функций одновременно и позволяли вашему компьютеру работать эффективно.
Без этих двух элементов вы вообще не увидите никакой производительности.
Если вы хотите убедиться, что ваш ЦП предлагает достаточно потоков, изучите разницу, чтобы узнать, на что способны разные ЦП. Сравните затраты, сравните функции и сравните производительность.
Прочтите отзывы реальных пользователей, чтобы знать, чего ожидать от вашего процессора или любого нового процессора, который вы планируете купить.
Потратьте немного времени на исследования. Найдите время, чтобы прочитать отзывы. Сравните цены и функции, чтобы узнать, что вы получаете за свои деньги.
Если вы сделаете домашнее задание, вы найдете ЦП с достаточным количеством потоков для обеспечения необходимой производительности.
Читать статью: Лучшие игровые процессоры 2018 года
Как определить поток
В таких компонентах, как фитинги, фильтры, клапаны, коллекторы, соединители, быстроразъемные соединения, очистители, регуляторы и контрольно-измерительные приборы, используются самые разные типы резьбы. При выборе правильных компонентов для вашего приложения важно заказать правильный тип резьбы и принять во внимание совместимость сделанного соединения.
При выборе правильных компонентов для вашего приложения важно заказать правильный тип резьбы и принять во внимание совместимость сделанного соединения.
Для мерной резьбы необходимо:
- суппорт
- калибр резьбы
- таблица, соответствующая вашей информации
Мы разослали нашим клиентам небольшую партию наборов инструментов Teesing, содержащих калибр для измерения метрической резьбы и резьбы Витворта, а также небольшую брошюру для начала работы.
ШАГ 1
Определите, прямая (параллельная) или коническая резьба. Резьба сужается, если диаметр увеличивается или уменьшается. Если диаметр остается прежним, резьба прямая (параллельная).
Например:
Коническая резьба (BSPT и NPT).
Резьба прямая (БСПП и метрическая).
ШАГ 2
Измерьте диаметр резьбы. Измерьте диаметр резьбы штангенциркулем для определения диаметра и измерьте на вершинах резьбы.
- Для конической резьбы: измерьте 4-ю или 5-ю полную резьбу.

- Для прямой резьбы: измеряйте по любому коридору полной резьбы.
ШАГ 3
Определите количество резьбы на дюйм (TPI) или шаг (метрическая резьба) с помощью калибра. Используйте калибр для резьбы Teesing, чтобы определить шаг или TPI. Шаг указывается в метрической резьбе в миллиметрах. Резьба Витворта указывается в количестве ниток на дюйм.
Найдите возможное TPI или шаг, сопоставив измеренный диаметр с приведенными ниже таблицами резьбы.
ШАГ 4
Определите стандарт резьбы. Используйте параметры, полученные на шагах 1, 2 и 3, чтобы найти соответствующую резьбу в таблице. У вас есть следующая информация:
- Самец женщины
- Прямой или конический
- Диаметр
- Шаг / TPI
Примечание: если диаметр и шаг не соответствуют указанным в таблице, стандарт резьбы будет другим (это может быть NPT).
Как определить размер резьбы болта – прочность и конструкция резьбы болта
О резьбе болтаМожет быть необычно думать о болтах и гайках как о передовой технологии, но по крайней мере 1800 лет эти крепежные элементы были не чем иным, как.До промышленной революции шесть классических машин отвечали за каждое механическое преимущество. Из шести оригинальных машин винты, вероятно, были изобретены последними, но также и самыми революционными.
Их можно использовать для линейной транспортировки объектов или для перекачивания жидкостей, как в знаменитом винтовом насосе Архимеда. Винты были эффективны как редукторы в червячных передачах. Самое главное, они умели и надежно собирали материалы.
Легко утверждать, что болты и гайки сегодня столь же высокотехнологичны.В конце концов, большинство сложных машин – это гибриды простых машин. Теперь, после столетий практики металлообработки, резьбовые соединения производятся с точностью до допусков и должны отвечать строгим требованиям сегодняшнего рынка высокой эффективности и производительности. Таким образом, болты становятся все более специализированными и стандартизированными, и конца этому не видно.
Различия между современными болтами и гайками выходят далеко за рамки размеров. Знаете ли вы разницу между накатанной резьбой и нарезанной резьбой? А как насчет классов подгонки резьбы? Метрическая резьба vs.Единый стандарт резьбы? Или грубая нить в сравнении с тонкой?
Что еще более важно, знает ли ваш поставщик разницу и может ли он разработать оборудование для ваших конкретных приложений? Мы делаем это в Bayou City Bolt, и позвольте нам помочь вам и вашей компании с любыми вашими потребностями в болтах. От, винты с головкой под торцевой ключ, шестигранные и тяжелые болты с шестигранной головкой и многое другое.
Производство резьбыДаже на техническом языке часто не делается различия между винтами и болтами.На самом деле эти термины использовались до появления резьбовых крепежных изделий с механической обработкой, поэтому они часто используются как взаимозаменяемые. Органы по стандартизации пришли к выводу, что эти крепежные детали различаются не спецификациями или методами производства; скорее так, как они используются. Как указано в справочнике Machinery’s Handbook и ASME B18, винты представляют собой крепежные детали с внешней резьбой, которые сопрягаются с внутренней резьбой или могут проходить сквозь материалы для сборки компонентов. Чтобы установить или удалить винт, к головке крепежа прикладывают крутящий момент.Болты также имеют внешнюю резьбу, но они удерживаются на месте при приложении крутящего момента к гайке. Совместимая внутренняя резьба должна иметь ту же геометрию, что и резьба на болте.
Невооруженным глазом может показаться, что все резьбы застежек созданы одинаково. Фактически, есть два метода изготовления резьбы – накатка и нарезка, которые влияют на функциональность крепежа. Для резки требуется пустой стержень, диаметр которого точно соответствует спецификации болта, а излишки материала срезаются с заготовки для создания резьбы.Это приводит к увеличению диаметра до начала резьбы. Все стандартные размеры болтов и типы резьбы могут быть изготовлены путем нарезания. Как правило, болты и винты с нарезанной резьбой имеют лучшую прочность на сдвиг, но также более сложны в изготовлении и более дороги.
Для изготовления накатанной резьбы используется заготовка, диаметр которой немного меньше заданного конечного диаметра. Заготовка деформируется штампами для создания спиральных выступов и впадин, которые охватывают стержень болта.В результате получается крепеж с более гладкой резьбой, который также весит меньше, чем нарезанные болты того же размера. Эти застежки обработаны холодным способом, отчего нити упрочняются. В целом прокатка – это быстрый, эффективный и менее затратный метод нарезания резьбы на заготовках. Существуют некоторые ограничения, такие как ограничения на длину резьбы и диаметры болтов, а некоторые материалы слишком твердые для холодной обработки штампами. Два типа конструкционных болтов, A325 и A490, не могут быть прокатаны из-за этих ограничений.
Эти условия означают, что накатанная резьба подходит для большинства применений, поскольку она дешевле и в среднем на 7% прочнее нарезанной резьбы.В то время как холодная обработка упрочняет минимальный диаметр, резка истирает его и ослабляет поверхность материала. Как правило, единственный случай, когда явно требуется резьба нарезки, – это когда указанные материалы слишком трудно наматывать.
Стандартизация крепежных изделийВ -х годах века индустриализация и достижения в области механической обработки привели к массовому производству и распространению крепежных изделий. Конкурирующие болты одного размера с несовместимой резьбой приводили к проблемам взаимодействия, особенно с импортным оборудованием.Потребовалось глобальное событие грандиозных масштабов (Вторая мировая война), чтобы способствовать международному сотрудничеству в области стандартизации болтов. Канада, Соединенные Штаты и Соединенное Королевство не смогли отремонтировать танки и машины друг друга во время войны, поэтому в 1949 году они приняли Унифицированный стандарт резьбы (UTS), который определял критерий резьбы с использованием дюймовых размеров. Между тем, метрическая система набирала популярность в Европе и Азии, что привело к тому, что Великобритания отказалась от UTS и вместо этого приняла метрическую систему.Сегодня Канада и США остаются единственными рынками с высокой концентрацией оборудования UTS. Согласно ISO, мировая популярность оборудования делится на 60% в метриках, 31% на UTS и 9% на другие категории.
Имея самую большую долю рынка, метрические болты определить легче всего. Номиналы начинаются с буквы М, а цифра сразу после нее указывает диаметр болта в миллиметрах. Метрическая резьба крепежа также указывается в соответствии с шагом резьбы, который представляет собой расстояние между соседними витками резьбы, опять же в миллиметрах.Это представлено последней цифрой в обозначении метрического болта. Например, болт с маркировкой M10 x 1,5 представляет собой метрический болт с диаметром 10 мм и 1,5 мм между резьбами.
Таблица размеров резьбыПодгонка резьбы определяет допуски между выступами и впадинами (вершинами и впадинами) сопрягаемых резьбовых деталей. В метрических описаниях посадка резьбы классифицируется по цифровой и буквенной системе; меньшие числа обозначают резьбу с более высокой точностью, а буквы обозначают положение допуска.В некоторых случаях оборудование может быть помечено двумя наборами размеров резьбовой посадки. Первая метка представляет собой делительный диаметр (воображаемый диаметр, при котором резьба обрезается наполовину – расстояние равно от большого и малого диаметров), а вторая представляет собой диаметр вершины, который является второстепенным диаметром на внутренней резьбе и большим диаметром. на внешней резьбе. Например, болт 4G5G будет иметь внутреннюю резьбу с шагом 4 класса и внутреннюю резьбу с гребнем класса 4. Когда уровни высоты тона и гребня одинаковы, обозначения упрощаются; болт 4G4G вместо этого будет обозначен как 4G.Резьба с более высоким допуском устанавливается быстрее и лучше подходит для размещения таких покрытий, как фиксатор резьбы.
Диаметр Тип | Внутренняя резьба | Наружная резьба |
Участок | Пять типов: 4 класс, 5 класс, 6 класс, 7 класс, 8 класс | Семь типов: степень 3, степень 4, степень 5, степень 6, степень 7, степень 8, степень 9 |
Крест | Пять типов: 4-й, 5-й, 6-й, 7-й, 8-й классы | Три типа: 4 класс, 6 класс, 8 класс |
Кроме того, позиции допуска могут быть следующих типов.Строчные буквы обозначают внешнюю резьбу, а прописные буквы обозначают внутреннюю резьбу.
Резьба | Классы позиции допуска |
Внутренний | G, H |
Внешний | E, F, G, H |
По сравнению с UTS, метрическая резьба 6g будет очень похожа на болт 2A UTS с точки зрения посадки резьбы.
Для болтовUTS диаметром менее 1/4 дюйма предусмотрены номера калибров, но размеры в дюймах используются между размерами от 1/4 до 1 дюйма. Второе число болта UTS обозначает резьбу на дюйм (TPI). Болты UTS размером от №0 до №10 имеют две возможные конфигурации TPI (грубую и мелкую), а диаметры №12 и выше могут иметь две или три конфигурации TPI (грубую, мелкую и сверхтонкую). Например, болт UTS, обозначенный № 3-48, представляет собой болт калибра 3 или винт с 48 резьбой на дюйм, а винт 1 / 4-20 имеет диаметр 1/4 дюйма и 20 витков резьбы на дюйм.
Посадка резьбы также важна для винтов и болтов UTS. Оборудование с неплотной посадкой лучше подходит для приложений, требующих быстрой сборки и разборки, но прецизионная посадка (класс 3) лучше всего подходит для высокоточных, высокопрочных соединений и суровых условий, таких как болты с головкой под торцевой ключ в двигателе. Потоки класса A используются для внешних потоков, а потоки класса B – для внутренних потоков.
Класс резьбы | Допуск | Приложение |
1A | 1.50% делительный диаметр | Только для быстрой и легкой сборки и разборки; редко используемый. |
1Б | 1,50% делительного диаметра | Только для быстрой и легкой сборки и разборки; редко используемый. |
2А | 1,10% делительный диаметр | Приемлемо для большинства применений: наиболее распространенный класс болтов UTS |
2Б | 1.10% делительный диаметр | Приемлемо для большинства применений: наиболее распространенный класс болтов UTS |
3A | 0,80% делительного диаметра | Высокоточные, высокопрочные приложения; безопасность. |
3Б | 0,80% делительного диаметра | Высокоточные, высокопрочные приложения; безопасность. |
Органы по стандартизации потратили огромные усилия на классификацию шага резьбы, поскольку он определяет область растягивающего напряжения резьбы, которую можно определить с помощью этого уравнения. Напряжение коррелирует с TPI болта.
As = π / 4 X (D – (.938194 X p)) ²
Где:
As: зона растягивающего напряжения
D: диаметр болта
p: 1 / ниток на дюйм (TPI)
Например, сравним площадь растягивающего напряжения двух винтов.Первый – винт 3 / 4-10 UNC.
.3382 = π / 4 X (.75- (938194 x (1/10))) ²
Второй винт имеет такой же диаметр, но другой TPI; это винт 3 / 4-16 UNF.
,3754 = π / 4 x (0,75 – (0,938794 x (1/16))) ²
Как показывает уравнение, именно винт с большим TPI имеет большую площадь растягивающего напряжения.
Как определить толщину резьбыНаконец, резьба как на метрических, так и на UTS-крепежах также подразделяется на грубую, тонкую и сверхтонкую.Типы резьбы UTS обычно обозначаются как UNC (Unified Coarse), UNF (Unified Fine) или (Unified Extra Fine (UNEF). Нет разницы в качестве изготовления между грубыми, мелкими и сверхтонкими типами резьбы, но есть различия в том, как они трудоустроены.
Грубая резьба толще и прочнее, чем метизы с мелкой резьбой. Крепежи с крупной резьбой также можно установить быстрее. Например, 3 / 4-10 UNC требует 10 оборотов для установки 1 дюйма оси болта, а 3 / 4-16 UNF потребует 16 оборотов.Крупная резьба обеспечивает зазор для покрытия резьбы и снижает вероятность истирания. Маловероятно, что эти резьбы откроются, если болт изготовлен из мягкого материала.
Тонкую и сверхтонкую резьбу можно исследовать вместе. Их меньший шаг и больший TPI означают лучшую прочность на разрыв, а больший малый диаметр обеспечивает лучшую прочность на сдвиг. Меньшие углы спирали резьбы также обеспечивают превосходную устойчивость к вибрации в крепежных изделиях с мелкой резьбой, что очень важно. Тонкие материалы подходят для тонкой и сверхтонкой резьбы.Они также более полезны для точных приложений.
На основании этих подробных стандартов 91% резьбовых крепежных изделий относятся к одному из этих обозначений.
Метрическая | ||
Диаметр (мм) | Крупный шаг | Мелкий шаг (и сверхмелкий, если применимо) |
1 | .25 | ,2 |
1,2 | ,25 | ,2 |
1,4 | ,3 | ,2 |
1,6 | ,35 | .2 |
1,8 | ,35 | ,2 |
2 | ,4 | ,25 |
2,5 | ,45 | ,35 |
3 | .5 | ,35 |
3,5 | ,6 | ,35 |
4 | ,7 | ,5 |
5 | ,8 | .5 |
6 | 1 | ,75 |
7 | 1 | ,75 |
8 | 1,25 | 1 (0,75) |
10 | 1.5 | 1,25 (1) |
12 | 1,75 | 1,5 (1,25) |
14 | 2 | 1,5 |
16 | 2 | 1.5 |
18 | 2,5 | 2 (1,5) |
20 | 2,5 | 2 (1,5) |
22 | 2,5 | 2 (1,5) |
24 | 3 | 2 |
27 | 3 | 2 |
30 | 3.5 | 2 |
33 | 3,5 | 2 |
36 | 4 | 3 |
39 | 4 | 3 |
42 | 4.5 | 3 |
45 | 4,5 | 3 |
48 | 5 | 3 |
52 | 5 | 4 |
56 | 5.5 | 4 |
60 | 5,5 | 4 |
64 | 6 | 4 |
ОТС | |||
Диаметр (номер калибра или дюйм) | Грубый | Тонкий TPI | Экстра тонкий TPI |
# 0 | н / д | 80 | н / д |
# 1 | 64 | 72 | н / д |
# 2 | 56 | 64 | н / д |
# 3 | 48 | 56 | н / д |
# 4 | 40 | 48 | н / д |
# 5 | 40 | 44 | н / д |
# 6 | 32 | 40 | н / д |
# 8 | 32 | 36 | н / д |
# 10 | 24 | 32 | н / д |
# 12 | 24 | 28 | 32 |
1/4 | 20 | 28 | 32 |
5/16 | 18 | 24 | 32 |
3/8 | 16 | 24 | 32 |
16/7 | 14 | 20 | 28 |
1/2 | 13 | 20 | 28 |
9/16 | 12 | 18 | 24 |
5/8 | 11 | 18 | 24 |
3/4 | 10 | 16 | 20 |
7/8 | 9 | 14 | 20 |
1 | 8 | 12 | 20 |
Этот документ может стать бесценным ориентиром при выборе крепежа, но нет необходимости сохранять его в памяти.Вся эта информация основана на опыте опытных инженеров и представителей Bayou City Bolt, которые могут помочь вашей организации отслеживать изнурительные вариации резьбовых винтов, болтов и гаек.
На протяжении почти двух тысячелетий аппаратное обеспечение с поддержкой потоков поддерживает некоторые из самых важных инноваций в истории человечества. Теперь у вашей компании есть шанс использовать высокотехнологичные преимущества современных аппаратных решений.
Скачать PDF
| Резьба – это гребень однородного сечения в форме спирали на внутренней или внешней поверхности цилиндра (описание IFI), или его можно описать как наклонную плоскость, закрученную вокруг цилиндра. . | ||||||||||||
| Наружная резьба на болтах или винтах. | ||||||||||||
| Внутренняя резьба на гайках. | ||||||||||||
| Существует много форм резьбы, но два типа обычно используются на крепежных деталях. | ||||||||||||
| Резьба крепежных винтов – используется на болтах, установочных винтах, крепежных винтах и предназначена для сопряжения с предварительно сформированной резьбой в гайках или резьбовых отверстиях. | ||||||||||||
| Исключения могут быть резьбонарезными винтами, такими как Taptite, или самонарезающими винтами, такими как резьбонарезные станки Teksor, такие как Type 23, которые образуют или нарезают собственную резьбу крепежного винта. | ||||||||||||
| Резьба с разнесением – используется на деревянных винтах, саморезах, каретных винтах и резьбонарезных станках Тип 25. Предназначен для формирования собственной резьбы, обычно в предварительно просверленном отверстии. | ||||||||||||
| Исключения могут быть самопрокалывающими винтами, такими как острие иглы, или самосверлящими винтами, такими как Тип 17, которые создают собственное отверстие; у некоторых Тексмай также есть разнесенная резьба. | ||||||||||||
| ||||||||||||
| Большой диаметр можно измерить с помощью простой штангенциркуля или щели с достаточной точностью, чтобы определить номинальный диаметр.По гребням измеряется болт или винт; гайка измеряется у корней резьбы. | ||||||||||||
| Эффективный диаметр, малый диаметр, угол наклона и шаг требуют специального измерительного оборудования для обеспечения технической точности. Однако простое измерение на вершинах резьбы будет достаточно точным для большинства практических целей при измерении шага и определении обозначения резьбы. | ||||||||||||
| Для дюймовой резьбы, UNC, UNF, BSW и BSF шаг выражается в количестве резьбы на дюйм, например: 1/4 -20 UNC, где 20 означает 20 витков на дюйм или 20 TPI. | ||||||||||||
| Для метрической резьбы и резьбы BA шаг – это одна резьба, измеренная и выраженная в миллиметрах, например: M10 x 1,5, где 1,5 – 1,5 мм от одной точки на двух соседних резьбах. | ||||||||||||
| При заказе или упоминании этих резьб нет необходимости указывать шаг, потому что отсутствие шага резьбы указывает на ссылку на стандартную австралийскую спецификацию. | ||||||||||||
| Указание шага может потребоваться при обращении к метрической мелкой резьбе, на которую не распространяются австралийские стандарты и где в разных странах возможны несколько различных шагов. Также при указании 1 “-14 TPI UNF, который является общепринятым международным стандартом по сравнению с австралийским стандартом, 1” – 12 TPI UNF. | ||||||||||||
| 1 “- 14 TPI UNF также иногда упоминается как 1” – SAE, и хотя это описание не является абсолютно правильным, оно может помочь в распознавании. | ||||||||||||
| Обратите внимание, что в метрической и унифицированной системе гребни и корни теоретически должны быть плоскими; однако на практике для облегчения изготовления и подгонки они закруглены по максимальному контуру. | ||||||||||||
| Профиль резьбы Витворта имеет более волнообразную форму, представляя собой серию кривых радиуса вокруг делительной линии. | ||||||||||||
| Нити, которые доходят до вершины и корня, называются законченными нитями; те, которые этого не делают, называются неполными потоками. | ||||||||||||
| Большинство форм резьбы крепежных винтов являются неполными. | ||||||||||||
| Резьба машинного винта симметрична – угол на обеих сторонах одинаковый – см. Рисунок. | ||||||||||||
| Углы боковых сторон для METRIC, UNC и UNF составляют 30 °, а общий угол резьбы 60 °. | ||||||||||||
| BSW и BSF составляют 27,5 °, общий угол резьбы 55 ° | ||||||||||||
| Поскольку шаг некоторых резьб является обычным для одних и тех же диаметров, их можно сопрягать, например: BSW и UNC все диаметры, кроме 1/2 (где UNC – 13 TPI, BSW – 12 TPI), могут стыковаться все вместе.Однако из-за того, что углы резьбы и профили различаются, «посадка» будет слабой, и механические требования к крепежу не будут достигнуты. Следовательно, следует избегать смешивания резьбовых форм . | ||||||||||||
| Эти винты имеют коническую трехлепестковую резьбу, которая при катании образует собственную сопрягаемую резьбу при ввинчивании в подготовленное отверстие.Благодаря плотному прилеганию резьбы винт устойчив к вибрации. Также его можно заменить обычным винтом. Подходит для стали, литья под давлением, алюминия. | ||||||||||||
| Которые имеют паз, фрезерованный вдоль острия хвостовика. Это нарежет резьбу в мягких металлах и твердых пластиках.Также используется для удаления краски с резьбы невыпадающих гаек на окрашенных панелях, например, в автомобилях. | ||||||||||||
| Все изделия, болты или винты с крепежными винтами имеют общие технические термины, относящиеся к резьбе. | ||||||||||||
| ||||||||||||
| Свинец … это точка, в которой видна канавка резьбы на острие винта. | ||||||||||||
| Резьбовая часть … это полное сечение винта, на котором есть резьба. | ||||||||||||
| Выход резьбы … это точка, в которой встречаются резьба и гладкий стержень. | ||||||||||||
| ||||||||||||
| Большой диаметр можно измерить с помощью простой штангенциркуля или щели с достаточной точностью для определения номинального диаметра.Измерение проводится по гребням. | ||||||||||||
| Малый диаметр и шаг требуют специального измерительного оборудования для обеспечения технической точности. Однако простое измерение на гребнях будет достаточно точным для большинства практических целей при измерении шага и определении обозначения резьбы. | ||||||||||||
| Диаметр дюймовой резьбы с интервалом в дюймовой системе выражается как – калибр или «число» #. | ||||||||||||
| Шаг дюймовой резьбы с шагом в дюйм выражается как – резьбы на дюйм (TPI). | ||||||||||||
| ||||||||||||
| Для метрической резьбы с шагом, которая, за исключением тренерских винтов, является мягким преобразованием из британской системы мер, диаметр и шаг выражаются в мм.Шаг – это расстояние между одной и той же точкой на двух соседних резьбах, поэтому гребни снова будут достаточными в качестве точки измерения. | ||||||||||||
| ||||||||||||
| Для простоты, большинство резьбовых изделий с разнесенной резьбой по-прежнему упоминаются в их британских обозначениях, и использование шага не обязательно для стандартных саморезов или для шурупов по дереву. | ||||||||||||
| ||||||||||||
| Увеличение доступности шага в изделиях самосверлящего типа, особенно в ассортименте строительных креплений, требует использования обозначений шага для обеспечения точного описания, поскольку многие из этих изделий могут быть доступны в двух версиях с разнесенной резьбой и версии станка. резьба. | ||||||||||||
| Разработанные для формирования собственной резьбы в предварительно просверленных отверстиях в древесине, они включают в себя катаную резьбу с разнесением по дереву, которая является мягким преобразованием размеров из британской системы мер. Однако обозначение размера или номинального диаметра дано в миллиметрах, например: M6, M8, M10, а размеры шестигранника такие же, как у шестигранных метрических коммерческих болтов. | ||||||||||||
| Как и в случае с шурупами, в описании нет необходимости указывать шаг. | ||||||||||||
| Предназначен для образования соответствующей резьбы в соединяемых материалах. Обычно в предварительно просверленные или предварительно пробитые отверстия в листовом металле (версии с острием иглы или с S-образным концом). | ||||||||||||
| Они подвергаются термообработке и закалке, часто используются в зажимах из пружинной стали или скоростных гайках, а также могут использоваться в алюминиевых отливках, фанере, мягких и ударопрочных пластмассах, цинковом литье под давлением. | ||||||||||||
| ||||||||||||
| Предназначен для защиты от несанкционированного вскрытия пластиковых и металлических отливок. Он имеет несколько запусков, очень грубую спиральную резьбу, приводится в движение молотком и обычно имеет круглую головку или головку в форме пуговицы. | ||||||||||||
| ||||||||||||
| ||||||||||||
| Шурупы по дереву с гофрированной или нарезной резьбой – имеют резко очерченную резьбу на конусе хвостовика до вершины канавки. | ||||||||||||
| Шурупы по дереву с накатанной резьбой – используйте резьбу с разнесением типа «А» и накатанный конический наконечник (он будет похож на наконечник канавки).Оба этих продукта предназначены для качественного столярного дела, мебели и столярных изделий. | ||||||||||||
| Шурупы для дерева с длинной резьбой – имеют такую же резьбу с интервалом «А» и наконечник в виде буравчика, как указано выше; однако резьба проходит на всю длину винта до нижней стороны головки. Они предназначены для использования в композитных материалах, таких как ДСП и крафтовая древесина, что обеспечивает более длительное зацепление резьбы и более высокую прочность на вырыв. | ||||||||||||
| Примечание: для каждого из этих шурупов по дереву требуется предварительно просверленное отверстие, а при высококачественной работе для шурупа по дереву также требуется зенковка и зенковка для получения качественных результатов. Есть также некоторые изделия с двойной резьбой, называемые twin start или twin fast , которые обычно имеют игольчатые наконечники и две дополнительные грубые нити, идущие друг в друга.Это дает такое же общее количество зацепляющихся нитей, что позволяет сохранить прочность на вырыв, но вдвое сокращает время протяжки. |
Продукция, сертифицированная по резьбеДоступны следующие сертифицированные продукты и компоненты для группы потоков. Контроллер сцены Wemo StageКонтроллер без сохранения состояния для сцен освещения и домашней автоматизации. Ссылка на продукт Eve AquaАктивируйте систему орошения с помощью iPhone, Siri или встроенной кнопки, быстро и легко настройте расписание, а Eve Aqua позаботится о поливе растений в саду и патио.Ссылка на продукт Eve Door & WindowУзнавайте о состоянии вашей двери или окна, получайте уведомления, пока вы в пути, и автоматически управляйте другими аксессуарами с поддержкой HomeKit по всему дому. Ссылка на продукт Eve EnergyУправляйте освещением и бытовой техникой простым касанием или спросив Siri, узнавайте, сколько энергии они потребляют, и легко настраивайте расписания, которые переводят вашу технику в режим автопилота.Доступно для Европы, США, Канады и Великобритании. Product Link Eve Light Switch (Европа)Управляйте освещением с помощью iPhone, голосовых команд Siri или средств автоматизации – и все это, не заменяя ни одной лампочки в доме. Ссылка на продукт Eve ThermoУправляйте температурой в помещении с легкостью с помощью приложения, Siri, расписаний, встроенного сенсорного управления или в зависимости от вашего присутствия и синхронизируйте отопление в соответствии с вашим распорядком.Ссылка на продукт Eve WeatherОтслеживайте температуру наружного воздуха, влажность и атмосферное давление с течением времени и мгновенно просматривайте погодные тенденции – на своем iPhone или прямо на дисплее. Ссылка на продукт Полевой приемник Farm JennyИспользуемый как часть решения Farm Jenny for Horses, полевой приемник обеспечивает ячеистую сеть всей фермы; покрывая каждое пастбище, участок и сарай. Этот маршрутизатор Thread также доступен как отдельный элемент для производителей оригинального оборудования (OEM), которым требуется прочное устройство на солнечной энергии, подходящее для самых суровых климатических условий.Ссылка на продукт Точка доступа Google Nest WifiКаждая точка работает с маршрутизатором Google Nest Wifi, чтобы расширить зону покрытия и обеспечить высокую скорость Wi-Fi в каждой комнате. Кроме того, это умный динамик с Google Assistant, на котором вы можете слушать музыку, находить ответы и т. Д. Ссылка на продукт Маршрутизатор Google Nest WifiGoogle Nest Wifi покрывает весь ваш дом надежным покрытием. Он работает незаметно, чтобы ваш Wi-Fi был быстрым и не буферизовался.Он автоматически обновляется, чтобы получить новые функции и помочь вашей сети оставаться в безопасности. Ссылка на продукт Google Nest Hub MaxGoogle Nest Hub Max – это умный дисплей с Google Assistant от Google Nest, 10-дюймовый HD-экран, встроенная камера Nest Cam и стереодинамики. С помощью панели мониторинга и голосовых команд вы можете управлять тысячами устройств умного дома, такими как освещение, телевизоры, замки и многое другое. Ссылка на продукт Лампа Nanoleaf Essentials A19Nanoleaf Essentials A19 Bulb – это умная светодиодная лампа с изменяющим цвет, одна из первых в своем роде, которая работает с Thread.Эта лампа может похвастаться самыми яркими настраиваемыми белыми цветами на рынке и более чем 16 миллионами цветов на выбор, что делает ее идеальной для всех ваших повседневных потребностей в освещении. Независимо от того, работаете ли вы дома или хотите создать расслабляющую атмосферу в ночное время, Essentials Smart Bulb предоставит вам идеальный свет для любой ситуации, все с плавным и интуитивно понятным приложением, голосовым управлением или функцией автоматического циркадного освещения на основе времени. Ссылка на продукт Световая полоса Nanoleaf EssentialsNanoleaf Essentials Lightstrip – это интеллектуальная светодиодная световая полоса, меняющая цвет, и одна из первых в своем роде, работающая с Thread.Гибкая световая полоса с высоким разрешением принимает любую форму для максимально равномерного освещения сзади. Независимо от того, работаете ли вы дома, учитесь или хотите создать расслабляющую атмосферу в конце дня, Essentials Lightstrip обеспечивает чистые, насыщенные цвета и наиболее яркое и яркое белое освещение. Персонализируйте свой свет с помощью удобного и интуитивно понятного приложения, голосового управления или автоматической функции циркадного освещения на основе времени. Ссылка на продукт Tridonic net4more borderROUTER PoE-потокTridonic net4more borderROUTER PoE-Thread – это универсальный пограничный маршрутизатор потоков, который можно использовать из коробки для любого приложения на основе потоков.Являясь неотъемлемой частью системы net4more – магистрали Tridonic для решений IoT, она позволяет клиентам подключать беспроводные устройства, такие как светильники и датчики, к магистрали здания, что снижает сложность и разрушает разрозненность здания. Ссылка на продукт Tridonic net4more com МОДУЛЬ UN: c-ThreadБеспроводной КОММОДУЛЬ для системы net4more. Ссылка на продукт Tridonic net4more com МОДУЛЬ Резьба DALITridonic net4more comMODULE Thread DALI позволяет клиентам подключать компоненты освещения на основе DALI2 к системе net4more – основе Tridonic для решений IoT.Используя преимущества THREADs, он позволяет клиентам легко интегрировать несколько светодиодных драйверов, датчиков или настенных переключателей по беспроводной сети в IP-магистраль здания и стать неотъемлемой частью более широкого решения IoT. Ссылка на продукт WideSky HubWideSky Hub предоставляет вам простой и экономичный доступ к вашим данным, формируя беспроводную ячеистую сеть большого радиуса действия, которая устраняет необходимость в проводных кабелях. Легко подключайте устаревшие устройства, не поддерживающие IP, к потоковой сети с помощью встроенной последовательной связи и ввода-вывода.Благодаря таким функциям, как регистрация данных, управление в реальном времени и обновления OTA, он дает вам надежность для создания более эффективных решений по управлению энергопотреблением, интеллектуальных зданий и промышленных решений. В сочетании с WideSky Cloud вы также можете легко создавать масштабируемые и безопасные решения IoT. Ссылка на продукт Каскода Чили2DМодуль Chili2D – это полностью интегрированный модуль USB-ключа для разработки приложений Thread / IEEE 802.15.4. Он может работать как USB-ключ или как автономный модуль с низким энергопотреблением.Он сочетает в себе микроконтроллер ARM Cortex-M23 TrustZone с модемом приемопередатчика Cascoda CA-8211 2,4 ГГц IEEE 802.15.4. CA-8211 – это сопроцессор / модем радиосвязи IEEE 802.15.4 со встроенным MAC и исключительной чувствительностью приема -105 дБм. Микроконтроллер ARM Cortex-M23 обладает передовыми функциями безопасности, такими как TrustZone, и отличными характеристиками низкого энергопотребления. Chili2D включает в себя USB и схему питания, но имеет аналогичный модуль Chili2S, который представляет собой одностороннюю печатную плату, предназначенную для использования в качестве модуля, интегрированного в более крупную систему. Chili2D сертифицирован с помощью Cascoda SDK, гибкого SDK для разработки широкого спектра решений, включая использование Chili2D в качестве сенсорного модуля с батарейным питанием, сетевого сопроцессора в более крупной системе, маршрутизатора полного потока или любого другого потока роль. Он включает поддержку систем без оболочки или ОСРВ. Его можно использовать с минимальной функциональностью IP или с полным стеком IP, включая такие инструменты, как TLS и DNS. Существуют вспомогательные библиотеки для полезного кодирования данных, такие как CBOR или gzip, и множество примеров приложений для начальной загрузки разработчиков.Интеграция с прикладным уровнем OCF также включена в SDK. Ссылка на продукт Cascoda Limited (CA-8211)CA-8211 – это модем-трансивер IEEE802.15.4 большой дальности с исключительной чувствительностью приемника -105 дБм, обеспечивающий глобальное развертывание с низким энергопотреблением. CA-8211 имеет мощный интегрированный MAC, оптимизированный для потоков с гибким интерфейсом. CA-8211 в сочетании с OpenThread предоставляет надежный и легко настраиваемый компонент Thread Certified для каждой роли.Ссылка на продукт Радиочастотный модуль Kirale Technologies KTWM102Полное сертифицированное решение для резьбовых соединений с наименьшей занимаемой площадью печатной платы в мире. Компонент для поверхностного монтажа, объединяющий SoC, который сочетает в себе мощный и сверхэффективный 32-разрядный микроконтроллер на базе ARM® Cortex®-M0 + и лучший в своем классе радиочастотный приемопередатчик 2,4 ГГц, соответствующий стандарту IEEE 802.15.4. Он может легко обрабатываться хост-процессорами через интерфейсы USB и UART, и он сертифицирован FCC / IC / CE, что обеспечивает более быстрое время вывода на рынок и низкие затраты на разработку.Ссылка на продукт Стек потоков Kirale Technologies KiNOSKirale Real-Time Network Operating System – это высокопроизводительный, безопасный, надежный и масштабируемый стек с сертификацией потоков, предназначенный для беспроводных маломощных встроенных устройств с поддержкой IP и подходящий для всех ролей потоков от конечных устройств со сверхнизким энергопотреблением до мощных пограничных Маршрутизаторы. KiNOS полностью разработан Kirale Technologies и создан с нуля для оптимизации занимаемой площади и производительности. Небольшой размер, простой и удобный в использовании, с очень портативной структурой исходного кода, которая упрощает настройку Product Link Nordic Semiconductor nRF5340 + OpenThread (nRF Connect SDK 1.5)nRF5340 – это двухъядерный SoC, поддерживающий Bluetooth LE, сетку Bluetooth, NFC, Thread и Zigbee. Сетевые протоколы, такие как Thread, Bluetooth Mesh и Zigbee, могут выполняться одновременно с Bluetooth LE, что позволяет смартфонам предоставлять, вводить в эксплуатацию, настраивать и контролировать сетевые узлы. NRF5340 – первая в мире беспроводная SoC с двумя процессорами Arm® Cortex®-M33. Сочетание двух гибких процессоров, расширенного набора функций и рабочей температуры до 105 ° C делает его идеальным выбором для LE Audio, профессионального освещения, продвинутых носимых устройств и других сложных приложений IoT.Ссылка на продукт Nordic Semiconductor nRF52840 (nRF5 Connect SDK 1.5)Усовершенствованная многопротокольная SoC с поддержкой Thread / Zigbee / Bluetooth 5 / ANT / 2,4 ГГц, построенная на 32-битном процессоре ARM® Cortex ™ -M4F с 1 МБ флэш-памяти и 256 КБ ОЗУ на кристалле. Ссылка на продукт Nordic Semiconductor nRF52840 (nRF Connect SDK 1.4)Усовершенствованная многопротокольная SoC с поддержкой Thread / Zigbee / Bluetooth 5 / ANT / 2,4 ГГц, построенная на 32-битном процессоре ARM® Cortex ™ -M4F с 1 МБ флэш-памяти и 256 КБ ОЗУ на кристалле.Ссылка на продукт Nordic Semiconductor nRF52833 + OpenThread (nRF5 SDK для Thread и Zigbee 4.1)nRF52833 – это многопротокольный SoC общего назначения, пригодный для работы в расширенном температурном диапазоне. В дополнение к использованию зрелости испытанной и испытанной серии nRF52, nRF52833 подходит для работы при температуре окружающей среды 105 ° C, а достаточно доступной памяти позволяет одновременную работу нескольких протоколов в частотном диапазоне 2,4 ГГц, например Bluetooth Low Energy в в сочетании с Bluetooth Mesh, Thread или Zigbee. nRF5 SDK для Thread и Zigbee – это полное решение для создания продуктов, сертифицированных для Thread 1.1 и Zigbee 3.0. Он включает стек OpenThread для Thread и стек ZBOSS для Zigbee. nRF5 SDK для Thread и Zigbee в полной мере использует многопротокольные возможности SoC nRF52833 и nRF52840, поддерживая одновременную работу Thread / Zigbee 3.0 и Bluetooth ® с низким энергопотреблением. SDK предоставляет исходный код стека OpenThread для полной гибкости во время разработки и три варианта предварительно созданных, предварительно сертифицированных двоичных файлов стека, чтобы обеспечить прямую сертификацию по наследству при обеспечении оптимального использования ресурсов: Главный образ – поддерживает все роли потоков и содержит все функции OpenThread. Nordic Semiconductor nRF52840 + OpenThread (nRF5 SDK для Thread и Zigbee 4.1)SoC nRF52840 – самый продвинутый член семейства SoC серии nRF52.Он отвечает требованиям сложных приложений, которым требуется параллелизм протоколов, а также богатый и разнообразный набор периферийных устройств и функций. NRF52840 является полностью многопротокольным с полным параллелизмом протоколов. Он поддерживает протоколы Bluetooth 5, Bluetooth Mesh, Thread, Zigbee, 802.15.4, ANT и собственные стеки 2,4 ГГц. nRF5 SDK для Thread и Zigbee – это полное решение для создания продуктов, сертифицированных для Thread 1.1 и Zigbee 3.0. Он включает стек OpenThread для Thread и стек ZBOSS для Zigbee.nRF5 SDK для Thread и Zigbee в полной мере использует многопротокольные возможности SoC nRF52833 и nRF52840, поддерживая одновременную работу Thread / Zigbee 3.0 и Bluetooth ® с низким энергопотреблением. SDK предоставляет исходный код стека OpenThread для полной гибкости во время разработки и три варианта предварительно созданных, предварительно сертифицированных двоичных файлов стека, чтобы обеспечить прямую сертификацию по наследству при обеспечении оптимального использования ресурсов: Главный образ – поддерживает все роли потоков и содержит все функции OpenThread Nordic Semiconductor nRF52840 + OpenThread (nRF5 SDK для Thread и Zigbee 3.2)SoC nRF52840 – самый продвинутый член семейства SoC серии nRF52. Он отвечает требованиям сложных приложений, которым требуется параллелизм протоколов, а также богатый и разнообразный набор периферийных устройств и функций. NRF52840 является полностью многопротокольным с полным параллелизмом протоколов. Он поддерживает протоколы Bluetooth 5, Bluetooth mesh, Thread, Zigbee, 802.Собственные стеки для частот 15,4, ANT и 2,4 ГГц. nRF5 SDK для Thread и Zigbee – это полное решение для создания продуктов, сертифицированных для Thread 1.1 и Zigbee 3.0. Он включает стек OpenThread для Thread и стек ZBOSS для Zigbee. nRF5 SDK для Thread и Zigbee в полной мере использует многопротокольные возможности SoC nRF52833 и nRF52840, поддерживая одновременную работу Thread / Zigbee 3.0 и Bluetooth ® с низким энергопотреблением. SDK предоставляет исходный код стека OpenThread для полной гибкости во время разработки и предварительно созданный, предварительно сертифицированный двоичный файл стека, чтобы обеспечить прямую сертификацию по наследованию.Ссылка на продукт NXP K32W061 / 41 OpenThreadK32W061 / 41 – это линейка высокопроизводительных многопротокольных беспроводных микроконтроллеров со сверхнизким энергопотреблением, поддерживающих протоколы Thread, Zigbee и Bluetooth LE, для поддержки следующего поколения приложений беспроводного Интернета вещей. Оснащенный микроконтроллером Arm® Cortex®-M4 с объемом встроенной флэш-памяти до 640 КБ и SRAM объемом 152 КБ, K32W061 / 41 обеспечивает достаточно места и гибкости для сложных приложений, стеков связи и возможности обновления OTA.Эти беспроводные микроконтроллеры также имеют богатый набор аналоговых и цифровых периферийных устройств, а также несколько интерфейсов последовательной связи для встроенных подключенных приложений. Благодаря сверхнизкому потреблению тока как в режимах приема, так и передачи радио, можно использовать небольшие батарейки типа «таблетка», которые соответствуют требованиям к сроку службы. Также существует возможность интегрированного NFC NTAG для реализации бесконтактного ввода в эксплуатацию NFC, упрощающего создание сети. Портфель K32W061 / 41 аппаратно и по контактам совместим с JN5189 / 88, обеспечивая простой путь к добавлению Bluetooth LE.Ссылка на продукт NXP JN5189 / 88 OpenThreadJN5189 / 88 – это линейка высокопроизводительных беспроводных микроконтроллеров со сверхнизким энергопотреблением, поддерживающая протоколы Thread и Zigbee для поддержки следующего поколения приложений беспроводного Интернета вещей. Оснащенный микроконтроллером Arm® Cortex®-M4 с объемом встроенной флэш-памяти до 640 КБ и SRAM объемом 152 КБ, JN5188 / 89 обеспечивает достаточно места и гибкости для сложных приложений, стеков связи и возможности обновления OTA. Эти беспроводные микроконтроллеры также имеют богатый набор аналоговых и цифровых периферийных устройств, а также несколько интерфейсов последовательной связи для встроенных подключенных приложений.Благодаря сверхнизкому потреблению тока как в режимах приема, так и передачи радио, можно использовать небольшие батарейки типа «таблетка», которые соответствуют требованиям к сроку службы. Также существует возможность интегрированного NFC NTAG для реализации бесконтактного ввода в эксплуатацию NFC, упрощающего создание сети. Ссылка на продукт Набор ниток NXP Kinetis (KW2xD)Kinetis Thread Stack от NXP – это полный, надежный и масштабируемый сертифицированный стек, спроектированный и протестированный для удовлетворения самых строгих требований к продуктам, включая конечные узлы с очень низким энергопотреблением, большие потоковые сети и шлюзовые решения.Стек доступен на нескольких микроконтроллерах NXP и легко подключается к хост-процессорам для создания решений Thread Border Router. Ссылка на продукт Набор ниток NXP Kinetis (KW41Z / 21Z)Kinetis Thread Stack от NXP – это полный, надежный и масштабируемый сертифицированный стек, спроектированный и протестированный для удовлетворения самых строгих требований к продуктам, включая конечные узлы с очень низким энергопотреблением, большие потоковые сети и шлюзовые решения. Стек доступен на нескольких микроконтроллерах NXP и легко подключается к хост-процессорам для создания решений Thread Border Router.Ссылка на продукт OpenThread (TI CC2538)OpenThread, выпущенный Nest и поддерживаемый Google, представляет собой реализацию сетевого протокола Thread с открытым исходным кодом. Это очень портативная библиотека, не зависящая от ОС и платформы, с уровнем радиоабстракции, который поддерживается на нескольких платформах. Ссылка на продукт Граничный маршрутизатор OpenThreadOpenThread Border Router (OTBR) – это реализация пограничного маршрутизатора потоков с открытым исходным кодом.OTBR обеспечивает поддержку физических платформ и виртуальных контейнеров, таких как Docker, а также запуск внешних потоков через мобильное приложение. OTBR также включает в себя такие функции, как веб-интерфейс для настройки и управления сетью, драйвер интерфейса wpantund Thread и NAT64 и DNS64 для подключения по IPv4. Ссылка на продукт Qorvo GP712 Система на кристаллеQorvo GP712 System-on-Chip – это многостековый многоканальный коммуникационный контроллер IEEE 802.15.4 для интеграции в узлы Zigbee или Thread (OpenThread).Он соответствует стандарту IEEE 802.15.4, обеспечивая надежную передачу данных с расширенным спектром с безопасным зашифрованным потоком данных и поддерживает несколько стеков протоколов ZigBee 3.0 и Thread в главном процессоре. Ссылка на продукт Qorvo QPG6095Zigbee / Thread / Коммуникационный контроллер умного дома BLE. Ссылка на продукт Qualcomm Atheros, Inc. (QCA 4020/4024/4025)Процессор приложений 802.15.4 / Wi-Fi / BLE со стеком потоков / Product Link Плата модуля SIDK Samsung Exynos i T100Samsung Exynos i T100 – это решение для подключения к Интернету вещей на короткие расстояния за счет поддержки основных протоколов, включая Bluetooth 5 Low Energy, Zigbee 3.0 и Thread. Exynos i T100, построенный по 28-нм техпроцессу, также обеспечивает лучшую в своем классе производительность и надежную защиту благодаря встроенному процессору с памятью и расширенным функциям безопасности соответственно. Стек SamT Thread Stack, основанный на стеке OpenThread, расширяет возможности подключения T100. Ссылка на продукт SoC Mighty Gecko от Silicon Labs (EFR32MG13x)SoCEFR32MG13 идеально подходят для разработки энергосберегающих устройств Zigbee и Thread IoT с питанием от батарей. Устройства EFR32MG13 также поддерживают собственный протокол Bluetooth с низким энергопотреблением и частотой менее ГГц.Энергоэффективное решение с одним кристаллом обеспечивает сверхбыстрое время пробуждения, масштабируемый усилитель мощности и микроконтроллер ARM® Cortex®-M4 (MCU) 40 МГц с 512 флэш-памятью, 64 RAM и богатым набором периферийных устройств. Надежная и надежная связь поддерживается программируемым усилителем мощности, который может обеспечивать выходную мощность до +19 дБм, и приемником с чувствительностью -102,7 дБм. EFR32MG13, созданный на основе технологии Gecko с низким энергопотреблением, которая включает инновационные технологии с низким энергопотреблением, быстрое время пробуждения и режимы энергосбережения, снижает общее энергопотребление и увеличивает срок службы батареи.Ссылка на продукт Silicon Labs Mighty Gecko SoC (EFR32MG21X) + OpenThreadУстройство EFR32MG21 Series 2 представляет собой беспроводную SoC с частотой 2,4 ГГц, оптимизированную для сетевых приложений Zigbee, Thread и Bluetooth с питанием от сети, включая подключенное освещение, шлюзы, голосовые помощники и интеллектуальные измерения. Ядро ARM ® Cortex ® -M33 с тактовой частотой 80 МГц обеспечивает широкие возможности обработки, а выделенное ядро безопасности обеспечивает более быстрое шифрование, безопасную загрузку и контроль доступа для отладки.Обладая чувствительностью выше -104 для 802.15.4 и Bluetooth Long Range и выходной мощностью до +20 дБм, EFR32MG21 обеспечивает надежную радиочастотную связь для обеспечения надежной связи. Ссылка на продукт Silicon Labs Модуль Mighty Gecko MGM12PМодульSilicon Labs Mighty Gecko MGM12P объединяет нашу SoC EFR32MG12 в модуль малого форм-фактора, поддерживающий протоколы Thread, Zigbee и Bluetooth. Этот модуль с 1024 КБ флэш-памяти и 256 КБ ОЗУ идеально подходит для приложений, требующих поддержки нескольких протоколов.MGM12P объединяет все необходимые системные компоненты, включая кристаллы, радиочастотные пассивные элементы и антенну, а также соответствует международным нормативным требованиям, включая сертификаты FCC / IC / CE. Ссылка на продукт SoC Mighty Gecko от Silicon Labs (EFR32MG1x)Mighty Gecko SoC – это высокоинтегрированная беспроводная SoC с ядром ARM ® Cortex ® -M4 и многопротокольной многодиапазонной радиосвязью, поддерживающей IEEE 802.15.4 (Thread / zigbee), Bluetooth с низким энергопотреблением и собственные протоколы RF.Это семейство поддерживает до 1 МБ флэш-памяти и 256 КБ ОЗУ. Дополнительные функции включают PA +20 дБм и уникальный интерфейс трассировки пакетов (PTI) от Silicon Labs. Ссылка на продукт Стек ниток Silicon Labs (EM35x)Стек потоков Silicon Labs представляет собой надежную реализацию протоколов Thread 1.1, подходящую для развертывания в полевых условиях и сертифицированную на платформе EM35x. Ссылка на продукт SoC Mighty Gecko от Silicon Labs (EFR32MG12X) + OpenThreadMighty Gecko SoC – это высокоинтегрированная беспроводная SoC с ядром ARM ® Cortex ® -M4 и многопротокольным, многодиапазонным радио, поддерживающим IEEE 802.15.4 (Thread / zigbee), Bluetooth Low Energy и проприетарные протоколы RF. Это семейство поддерживает до 1 МБ флэш-памяти и 256 КБ оперативной памяти. Дополнительные функции включают PA +20 дБм и уникальный интерфейс трассировки пакетов (PTI) от Silicon Labs. Ссылка на продукт STMicroelectronics STM32WB (Устройство с полной резьбой)Беспроводной микроконтроллер STMicroelectronics STM32WB55 – это двухъядерный многопротокольный микроконтроллер с частотой 2,4 ГГц на кристалле (SoC). Серия STM32WB5x поддерживает Bluetooth 5, а также IEEE 802.15.4 протоколы связи (в одиночном и параллельном режимах). Основанный на микроконтроллере STM32L4 со сверхнизким энергопотреблением, STM32WB предназначен для сокращения времени разработки и затрат, увеличения срока службы батареи приложений и стимулирования инноваций благодаря богатому и гибкому набору периферийных устройств. Двухъядерная архитектура STM32WB позволяет в реальном времени выполнять как код приложения, так и задачи сетевой обработки. В результате разработчики могут обеспечить отличное взаимодействие с конечным пользователем, а также воспользоваться преимуществами гибкости для оптимизации системных ресурсов.Контроллер сетевой обработки Arm Cortex -M0 + содержит стеки протоколов, доступные в нашем пакете STM32CubeWB FW. Современные встроенные функции защиты предназначены для защиты данных пользователей и помогают защитить интеллектуальную собственность в интеллектуальных подключенных устройствах. Разработчики также могут использовать продукты, соответствующие требованиям завтрашнего дня, с аутентификацией по беспроводной сети (OTA) и обновлениями по радио. Ссылка на продукт STMicroelectronics STM32WB (Устройство с минимальной резьбой)Беспроводной микроконтроллер STMicroelectronics STM32WB55 – двухъядерный, многопротокольный 2.Система на кристалле микроконтроллера 4GHz (SoC). Серия STM32WB5x поддерживает протоколы связи Bluetooth 5, а также IEEE 802.15.4 (в одиночном и параллельном режимах). Основанный на микроконтроллере STM32L4 со сверхнизким энергопотреблением, STM32WB предназначен для сокращения времени разработки и затрат, увеличения срока службы батареи приложений и стимулирования инноваций благодаря богатому и гибкому набору периферийных устройств. Двухъядерная архитектура STM32WB позволяет в реальном времени выполнять как код приложения, так и задачи сетевой обработки. В результате разработчики могут обеспечить отличное взаимодействие с конечным пользователем, а также воспользоваться преимуществами гибкости для оптимизации системных ресурсов.Контроллер сетевой обработки Arm Cortex -M0 + содержит стеки протоколов, доступные в нашем пакете STM32CubeWB FW. Современные встроенные функции защиты предназначены для защиты данных пользователей и помогают защитить интеллектуальную собственность в интеллектуальных подключенных устройствах. Разработчики также могут использовать продукты, соответствующие требованиям завтрашнего дня, с аутентификацией по беспроводной сети (OTA) и обновлениями по радио. Ссылка на продукт TI OpenThread (CC2652)TI OpenThread – это реализация потока от TI, использующая стек OpenThread с открытым исходным кодом в качестве сетевого ядра.Он интегрирован в среду микроконтроллера TI SimpleLink ™, программную среду, включая поддержку ОСРВ, драйверов, безопасной загрузки и инструментов, общих для всех встраиваемых устройств TI. TI OpenThread работает на беспроводном MCU SimpleLink CC2652R, многопротокольном беспроводном MCU с низким энергопотреблением 2,4 ГГц (BLE, Zigbee, Thread, проприетарный 2,4 ГГц). Это устройство можно использовать для создания всех приложений поверх любого типа устройства Thread. TI OpenThread поддерживается в недорогой экосистеме средств разработки LaunchPad ™. Ссылка на продукт Texas Instruments CC1352R / P.TI OpenThread – это реализация потока от TI, использующая стек OpenThread с открытым исходным кодом в качестве сетевого ядра.Он интегрирован в среду микроконтроллера TI SimpleLink ™, программную среду, включая поддержку ОСРВ, драйверов, безопасной загрузки и инструментов, общих для всех встраиваемых устройств TI. TI OpenThread работает на SimpleLink CC1352R / P, многодиапазонном беспроводном микроконтроллере, поддерживающем работу на частотах 2,4 ГГц и менее 1 ГГц, с дополнительным встроенным усилителем мощности +20 дБм для увеличения диапазона. Это устройство можно использовать для создания всех приложений поверх любого типа устройства Thread. TI OpenThread поддерживается в недорогой экосистеме средств разработки LaunchPad ™.Ссылка на продукт |
Многопоточность в Java – javatpoint
Многопоточность в Java – это процесс одновременного выполнения нескольких потоков.
Поток – это легкий подпроцесс, наименьшая единица обработки. Многопроцессорность и многопоточность используются для достижения многозадачности.
Однако мы используем многопоточность, а не многопроцессорность, потому что потоки используют общую область памяти. Они не выделяют отдельную область памяти, что экономит память, а переключение контекста между потоками занимает меньше времени, чем процесс.
Java Многопоточность в основном используется в играх, анимации и т. Д.
Преимущества многопоточности Java
1) Он не блокирует пользователя , потому что потоки независимы, и вы можете выполнять несколько операций одновременно.
2) Вы можете выполнять множество операций вместе, что экономит время .
3) Потоки независимы , поэтому это не влияет на другие потоки, если в одном потоке возникает исключение.
Многозадачность
Многозадачность – это процесс одновременного выполнения нескольких задач. Мы используем многозадачность, чтобы задействовать центральный процессор. Многозадачность может быть достигнута двумя способами:
- Многозадачность на основе процессов (многопроцессорность)
- Многозадачность на основе потоков (многопоточность)
1) Многозадачность на основе процессов (многопроцессорность)
- У каждого процесса есть адрес в памяти. Другими словами, каждый процесс выделяет отдельную область памяти.
- Процесс тяжелый.
- Стоимость связи между процессами высока.
- Для переключения с одного процесса на другой требуется некоторое время для сохранения и загрузки регистров, карт памяти, обновления списков и т. Д.
2) Многозадачность на основе потоков (многопоточность)
- Потоки используют одно и то же адресное пространство.
- Нить легкая.
- Стоимость связи между потоками низкая.
Примечание. Для каждого потока требуется хотя бы один процесс.
Что такое поток в Java
Поток – это легкий подпроцесс, наименьшая единица обработки. Это отдельный путь исполнения.
Потоки независимые. Если в одном потоке возникает исключение, это не влияет на другие потоки. Он использует общую область памяти.
Как показано на рисунке выше, внутри процесса выполняется поток. Между потоками происходит переключение контекста. Внутри ОС может быть несколько процессов, и один процесс может иметь несколько потоков.
Примечание. Одновременно выполняется только один поток.
Класс потока Java
Java предоставляет класс потока для программирования потоков. Класс Thread предоставляет конструкторы и методы для создания и выполнения операций в потоке. Класс Thread расширяет класс Object и реализует интерфейс Runnable.
Методы потоков Java
| С.Н. | Модификатори тип | Метод | Описание |
|---|---|---|---|
| 1) | пусто | начало () | Используется для запуска выполнения потока. |
| 2) | пусто | пробег () | Используется для выполнения действия с потоком. |
| 3) | статическая пустота | сон () | Он засыпает поток на указанное время. |
| 4) | статическая резьба | currentThread () | Возвращает ссылку на объект потока, выполняющийся в данный момент. |
| 5) | пусто | присоединиться () | Ожидает смерти нити. |
| 6) | внутренний | getPriority () | Возвращает приоритет потока. |
| 7) | пусто | setPriority () | Изменяет приоритет потока. |
| 8) | Строка | getName () | Возвращает имя потока. |
| 9) | пусто | setName () | Изменяет имя потока. |
| 10) | длинный | getId () | Возвращает идентификатор потока. |
| 11) | логический | isAlive () | Проверяет, жив ли поток. |
| 12) | статическая пустота | yield () | Он заставляет текущий выполняющийся объект потока приостанавливаться и разрешать другим потокам временно выполняться. |
| 13) | пусто | приостановить () | Используется для подвешивания нити. |
| 14) | пусто | резюме () | Используется для возобновления приостановленной нити. |
| 15) | пусто | стоп () | Используется для остановки резьбы. |
| 16) | пусто | уничтожить () | Используется для уничтожения группы потоков и всех ее подгрупп. |
| 17) | логический | isDaemon () | Проверяет, является ли поток потоком демона. |
| 18) | пусто | setDaemon () | Он отмечает поток как демон или пользовательский поток. |
| 19) | пусто | прерывание () | Прерывает поток. |
| 20) | логический | прерван () | Проверяет, был ли поток прерван. |
| 21) | статическое логическое значение | прервано () | Проверяет, был ли прерван текущий поток. |
| 22) | статический интервал | activeCount () | Возвращает количество активных потоков в группе потоков текущего потока. |
| 23) | пусто | checkAccess () | Он определяет, есть ли у текущего запущенного потока разрешение на изменение потока. |
| 24) | статическое логическое значение | holdLock () | Возвращает истину тогда и только тогда, когда текущий поток удерживает блокировку монитора для указанного объекта. |
| 25) | статическая пустота | dumpStack () | Он используется для печати трассировки стека текущего потока в стандартный поток ошибок. |
| 26) | StackTraceElement [] | getStackTrace () | Возвращает массив элементов трассировки стека, представляющий дамп стека потока. |
| 27) | статический интервал | перечислить () | Он используется для копирования каждой группы потоков активного потока и ее подгруппы в указанный массив. |
| 28) | Thread.State | getState () | Используется для возврата состояния потока. |
| 29) | Группа потоков | getThreadGroup () | Используется для возврата группы потоков, к которой принадлежит этот поток |
| 30) | Строка | toString () | Он используется для возврата строкового представления этого потока, включая имя потока, приоритет и группу потоков. |
| 31) | пусто | уведомить () | Он используется для отправки уведомления только одному потоку, ожидающему определенного объекта. |
| 32) | пусто | notifyAll () | Он используется для отправки уведомления всем ожидающим потокам определенного объекта. |
| 33) | пусто | setContextClassLoader () | Устанавливает контекст ClassLoader для потока. |
| 34) | Загрузчик классов | getContextClassLoader () | Возвращает контекст ClassLoader для потока. |
| 35) | статический Thread.UncaughtExceptionHandler | getDefaultUncaughtExceptionHandler () | Возвращает обработчик по умолчанию, вызываемый, когда поток внезапно завершается из-за неперехваченного исключения. |
| 36) | статическая пустота | setDefaultUncaughtExceptionHandler () | Устанавливает обработчик по умолчанию, вызываемый, когда поток внезапно завершается из-за неперехваченного исключения. |
- Как выполнить две задачи двумя потоками?
- Как выполнить многопоточность анонимным классом?
- Что такое планировщик потоков и в чем разница между упреждающим планированием и квантованием времени?
- Что произойдет, если мы запустим поток дважды?
- Что произойдет, если мы вызовем метод run () вместо метода start ()?
- Какова цель метода соединения?
- Почему JVM завершает поток демона, если не осталось пользовательских потоков?
- Что такое крючок выключения?
- Что такое сборка мусора?
- Какова цель метода finalize ()?
- Что делает метод gc ()?
- Что такое синхронизация и зачем ее использовать?
- В чем разница между синхронизированным методом и синхронизированным блоком?
- Какими двумя способами можно выполнять статическую синхронизацию?
- Что такое тупик и когда он может возникнуть?
- Что такое межпотоковое общение или сотрудничество?
- Многопоточность
- Жизненный цикл резьбы
- Два способа создания потока
- Как выполнять несколько задач несколькими потоками
- Планировщик потоков
- Спящая нить
- Можем ли мы запустить ветку дважды?
- Что произойдет, если мы вызовем метод run () вместо метода start ()?
- Присоединение к теме
- Именование темы
- Приоритет потока
- Демоническая нить
- Крюк выключения
- Сборка мусора
- Синхронизация с синхронизированным методом
- Синхронизированный блок
- Статическая синхронизация
- Тупик
- Межпоточная связь