Какая лучше проволока для полуавтомата: подробно о видах и особенностях
alexxlab | 20.08.2023 | 0 | Разное
Какая нужна сварочная проволока для полуавтомата и как её выбрать
Сварочная проволока играет решающую роль в процесс сварки – с ее помощью происходит соединение двух и более элементов в единую конструкцию из металла разного рода. Отличительной чертой присадочного материала является высокое качество сварного шва. Отчасти это обусловлено механизированной подачей электрода, в качестве которого как раз и выступает проволока, однако, немаловажно также и наличие некоторого опыта работы оператора.
Где применяется присадочный материал
Сварочная проволока-электрод для полуавтомата сегодня весьма востребована, так как это основной расходный материал такого оборудования. По составу она должна быть максимально приближена к основному типу используемого для сварочных работ металла. Поэтому существует немало вариаций присадки, однако, более прочих распространена нержавеющая проволока. Ее используют практически повсеместно (разные отрасли промышленности, производство медицинского оборудования, энергетика и многие другие), что обусловлено ее антикоррозийными свойствами и высококачественным сварным соединением.
В зависимости от условий эксплуатации и типа агрегата используются материалы разного состава. Например, сварочная проволока для полуавтомата без газа может отличаться по виду. В данном случае рекомендуется использовать флюс или порошковую проволоку, что обеспечит облако защитного газа без необходимости использования газовых баллонов. Такая присадка по мере сжигания выделяет защитный газ, чего вполне достаточно для выполнения качественного шва.
Маркировка
Сварочная проволока для аппарата полуавтомата существует в большом количестве вариаций (свыше 70), но в широком использовании находятся всего несколько из них. Остальные же по большей части являются узкоспециальными и могут применяться в определенной отрасли промышленности, например, атомной или машиностроительной.
По обозначению можно легко определить состав материала, а также процентное соотношение основных элементов сплава:
Маркировка изделия
Из рисунка становится понятно, какое назначение у проволоки. Это может быть либо СВ (для сварки) либо НП (наплавочная). Содержание углерода показывает процентное содержание этого элемента в составе присадки. Содержание легирующих элементов позволяет определить не только наименование, но также содержание элемента в процентах. Если количество столь мало, что не превышает 1%, то число не входит в обозначение.
Это может быть либо СВ (для сварки) либо НП (наплавочная). Содержание углерода показывает процентное содержание этого элемента в составе присадки. Содержание легирующих элементов позволяет определить не только наименование, но также содержание элемента в процентах. Если количество столь мало, что не превышает 1%, то число не входит в обозначение.
Далее указываются определенные требования к чистоте присадочного материала (количество в процентах примесей серы и фосфора). Способ выплавки позволяет получить представление о методе изготовления материала. Если проволочный сварочный полуавтомат использует электрод из проволоки, то об этом можно узнать из обозначения — указывается буква Э.
Виды проволоки для сварочных работ
Для создания качественного соединения металлических деталей используется присадку разных видов, каждый из которых создан для работы при определенных условиях. Проволочный сварочный полуавтомат может выполнять шов посредством следующих видов проволоки:
- Со сплошным сечением;
- Порошковая;
- Активированная.

Если структура присадочного материала сплошного сечения вполне понятна – изделие, полностью выполненное из определенного рода сплава для сварки разных металлов. А вот порошковая сварочная проволока для инверторных полуавтоматов изготавливается по другой технологии. Это полое изделие, внутри которого находится порошкообразный материал. При горении во время сварки образует защитное облако газа именно благодаря такому наполнению.
Таблица диаметров
Данный вид изделий встречается в разных исполнениях: двухслойная проволока, с одним и двумя загибами трубчатой оболочки, классический вариант без изменения конфигурации оболочки. Такое разнообразие исполнений объясняется необходимостью избежать деформаций изделия и преждевременного высыпания внутреннего содержимого проволоки. Однако помимо конструктивных особенностей встречаются разные варианты по составу порошкообразного вещества:
- Флюоритные;
- Рутиловые;
- Рутил-флюоритные;
- Рутил-органические;
- Карбонатно-флюоритные.

Существуют исполнения, предназначенные для работы в среде углекислого газа, а в других случаях проволочный сварочный инверторный полуавтомат с использованием порошковой присадки может функционировать без специально создаваемой газовой защиты и тогда эту функцию выполняет сама проволока. Каждый из составов порошкообразного вещества создан для сварки металла определенного вида.
Активированный вид в чем-то сходна с порошковым вариантом, но в данном случае используется на порядок меньшее количество порошкообразного вещества (не более 7% от общей массы изделия). Благодаря использованию всего лишь малой доли такого наполнителя технология изготовления позволяет запрессовать его в проволоку сплошного сечения.
Материал для сварки стали
Стальная проволока представлена 77 марками, которые регламентирует ГОСТ 2246-70. Выбор диаметров довольно широк: от 0,3 до 12,0 мм. Для работы в определенных условиях рекомендуется использовать присадочный материал конкретного размера.
Например, проволока сварочная флюсовая для агрегата полуавтомата должна иметь диаметр из диапазона значений от 2 до 6 мм, размеры от 0,3 до 1,6 мм подходят для полуавтоматической сварки в среде защитного газа.
Материал для сварки алюминия
Для алюминия и сплавов используется изделие диаметров от 0,8 до 12,5 мм. В обозначении указывается способ изготовления: В – тянутая, П – прессованная. Если изделие отожженное, будет присутствовать буква М, для нагартованной проволоки — буква Н. Помимо маркировки в обозначении указывается диаметр изделия и способ поставки (в бухтах).
Сварка алюминия и его сплавов производится в среде защитного газа — аргона. Это обусловлено тем, что такой материал очень быстро окисляется при контакте с воздушной средой. По этой же причине рекомендуется после вскрытия упаковки максимально быстро задействовать проволоку.
Материал для сварки нержавеющей стали
Данный вид присадки крайне распространен ввиду надежности сварочного соединения с его использованием. Сварочная проволока нержавейка для агрегатов полуавтоматов изготавливается по госту 18143-72. В качестве исходного материала для производства такой проволоки используется высоколегированная жаростойкая сталь.
Сварочная проволока нержавейка для агрегатов полуавтоматов изготавливается по госту 18143-72. В качестве исходного материала для производства такой проволоки используется высоколегированная жаростойкая сталь.
Именно присутствие этого вида металла позволяет получить на выходе высоконадежное и устойчивое к образованию коррозии соединение металлических деталей.
Проволока для сварки меди
В зависимости от исполнений такой материал может использоваться для проведения сварочных работ в разных областях: в автомобилестроении, для соединения участков трубопроводов, изготовления и ремонта подшипников скольжения, оцинкованных деталей и прочее.
Типы медной сварочной проволоки
Такой материал варится в среде защитного газа – аргона. В зависимости от состава проволоки она может применяться для сварки разных металлических сплавов.
Материал для чугуна и никелевых сплавов
Данная группа также отличается коррозионной и жаростойкостью, что позволяет использовать такую проволоку для выполнения сварочных работ изделий на основе никелевых сплавов, высоколегированных сталей и разнородных материалов.
Рекомендуется варить в среде чистого газа аргона или смеси с гелием.
Проволока для сварки титана
Наилучшим вариантом в данном случае будет холоднотянутая проволока, изготовленная из листового металла. Как и для любого другого вида материала, состав ее должен быть максимально приближен к составу свариваемого металла. Наиболее популярным вариантом для сварки титана является порошковая проволока ППТ-1 и ППт-3. Работу рекомендуется выполнять в среде защитного газа – аргона.
Как подобрать диаметр
Этот параметр напрямую зависит от того, какой толщины металл планируется сваривать. Например, если будет использоваться основной материал толщиной 3-5 мм, то следует купить сварочную проволоку для агрегата полуавтомата диаметром не более 2 мм. Еще один критерий выбора – сила тока, с которой будет выполняться сварка. Для выбора следует использовать специальные таблицы.
Таким образом, помимо выбора параметров полуавтоматической сварки (сила тока, скорость подачи проволоки), важно правильно подобрать вид присадочного материала, а также не ошибиться с выбором размеров.
Как выбрать проволоку для полуавтомата
Профессиональные сварщики для работы часто используют сварочную проволоку. Их применение в некоторых задачах дает более точные соединения, особенно с ответственными конструкциями и нержавейкой. Интернет-магазин WeldМаркет знает ответы на вопросы: как выбрать проволоку для полуавтомата, где взять (достать) проволоку, где можно купить качественную проволоку с доставкой по Киеву или Украине. Поэтому предлагает лучшие условия для покупки оптом и в розницу.
Проволка или проволока сварная
Название произошло от способа изготовления, что значит, производство заключается в волочении, от этого и существует третье «о». Это проволока из специального материала, поставляемая как моток, катушка, бобина или прутьями. Бывает цельной, полой или со специальным вкраплением. Материал изготовления – металл (алюминий, латунь, сплавы и т.д.). Сварщики определяют свой выбор, прежде всего, по соответствию присадки и свариваемого материала, типу аппарат, будь то для полуавтомата с газом, или без, может работа инвертором, где дуговая сварка.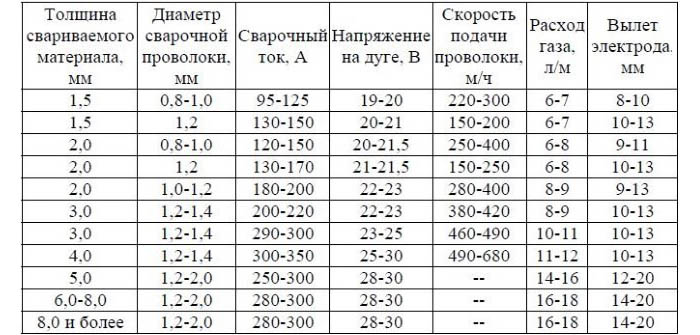
Разбор проволоки
Существует три вида проволоки для сварки, производимой как указывает сертификат, согласно ГОСТ 2246-70. На каком варианте остановить выбор, как понять, что нужна эта марка, как определить, что лучше, разберем ниже каждый параметр.
Сварную проволоку классифицируют по нескольким параметрам: структура, химическое наполнение, область применения. Назначение в применении разделяют на общее специальное (для всех марок сталей и наплавки), а второй вариант для специальных сплавов, чугунных деталей, работы в воде или необходимостью формировать шов принудительно.
Структура и наполнение
- Со сплошным сечением. Для изготовления применяется сталь, медь, сплавы этих металлов. Получают методом холодного проката. Из таких заготовок делают производство электродов. Использование проволоки для автоматической сварки и для полуавтомата с защитными газами.
- Порошковая. Тонкая трубка, заполнение внутри флюс, металлический порошок (в пределах от 15 до 40 процентов).
 Наполнение при возгорании дуги образует облако защитного газа в рабочей среде, защищая от окисления наплавку. На выходе небольшое количество легко удаляемого шлака.
Наполнение при возгорании дуги образует облако защитного газа в рабочей среде, защищая от окисления наплавку. На выходе небольшое количество легко удаляемого шлака. - Активированная. Трубчатая форма, химический состав начинки из добавок солей и окислов щелочных металлов (максимально до 7%). Обеспечивают поддержку горения дуги, быстрый розжиг, газ создает защитную среду. Чаще всего основу производят из низкоуглеродистой стали.
Существует еще титановая проволока, исключительно применима для сваривания изделий из титана. Вышеупомянутый ГОСТ 2246 регламентирует такие показатели как диаметр и его отклонения, разные варианты марок для типов сталей (низкоуглеродистой, легированной, высоколегированной). По назначению, виду поверхности, технических требований по химическому составу, применение к определенным видам свариваемых работ, с указанием какой аппарат сварки металлов необходим.
Виды
Важно знать из какого материала изготовлена проволока ведь от этого зависит область ее применения, вариант работы с каким аппаратом. Есть пять видов.
Есть пять видов.
- Стальная. Наибольшее количество марок. Высоколегированная сталь, в составе хром, никель. Диаметр прутьев от 0,3мм до наибольших по ГОСТ 2246-70 – 12мм. Производят сплошную, порошковую проволоку. Варят среднелегированную и низколегированную сталь, высоколегированную, низкоуглеродистую для аналогичных составов проволок. Отличительная черта – высококачественные швы, отсутствие трещинок, стойкость к коррозии, малое количество разбрызгивания при работе, поддержание стабильного горения дуги. Используют сварку под флюсами и с газовой средой во время легирования с никелем, марганцем, хромом.
- Алюминиевая. Сертификат соответствия для выпуска ГОСТ 7871-75. Возможны разные добавления, такие как магний, медь, кремний, хром. Варят в защитных газовых средах, чаще предназначается для полуавтомата. Свариваемые изделия в большинстве состоят из сплавов, где размер содержания кремния не более 3%, медь порядка 4%. Легирующие присадки наделяют качествами прочности, сам по себе алюминий антикоррозионный метал, а значит, этим свойством обладают швы.
 Область применения газосварки алюминиевой проволокой востребованы варить авто, именно кузов автомобиля.
Область применения газосварки алюминиевой проволокой востребованы варить авто, именно кузов автомобиля. - Омедненная. Сварная проволока самого популярного вида изготавливается из стали Св-08Г2С, не менее востребованы низкоуглеродистые и низколегированные марки с омеднением. Работы проводят с защитной средой, чаще сваривают высоколегированные и углеродистые типы сталей. Толщина проволоки от 0,6 до 2 мм. При сварочных работах такое покрытие помогает стабильности и повторному розжигу дуги при различных режимах. Неоспоримый плюс этого вида, в уменьшенном расходе наконечников для любых сварочных аппаратов.
- Порошковая. Работают вне газовой среды. Полая труба внутри с порошком, различают 5 видов:
– рутиловая (двуокись титана), варят сталь со средними показателями углерода.
– рутил-флюоритная (двуокись титана с плавиковым шпатом), для низколегированных сталей.
– рутиловая органическая, для низкоуглеродистых деталей.
– флюоритная (с плавиковым шпатом), сваривают низколегированную, низкоуглеродистую сталь.![]()
– флюоритно-карбонатная (с добавкой соли угольной кислоты), работа с ответственными конструкциями низколегированных, низкоуглеродистых сталей.
Достоинство порошковой проволоки в высоком качестве сварочного шва, соединения, легкости удаления шлаков, стабильностью дуги.
- Вольфрамовая. Вольфрам по своим свойствам тугоплавкий металл (температура ее плавления очень высока), используют проволоку при производстве приборов освещения и электрических. Диаметр от 0,05 до 1,5мм, существуют более тонкие, называются нити. При работах вольфрамовой проволокой не происходит испарений, это качество используют при изготовлении спирали, катода в приборах накаливания.
Маркировка
Для более точного понимания что выбираем, какую проволоку, как определить ее состав, существует ее маркировка. Каждый завод сварочных проволок наносит на готовое изделие. Первые две буквы говорят, для чего предназначена проволока (например СВ – для сваривания), цифры – процентное содержание других элементов в сотых долях процента. Следующее буквенное значение – присутствие какого элемента (например А – азот) и рядом численное значение в процентах. Далее указание возможного дополнительного элемента, отсутствие цифры у которого означает в составе от 0,5 до 1%. В самом конце литера А – показывает классы, означает высокое качество с минимальным содержанием вредных элементов. При удвоении этой буквы — самая высокая степень очистки.
Следующее буквенное значение – присутствие какого элемента (например А – азот) и рядом численное значение в процентах. Далее указание возможного дополнительного элемента, отсутствие цифры у которого означает в составе от 0,5 до 1%. В самом конце литера А – показывает классы, означает высокое качество с минимальным содержанием вредных элементов. При удвоении этой буквы — самая высокая степень очистки.
Ниже описание буквенных расшифровок, входящих в состав легированных элементов:
- Б – ниобий;
- В – вольфрамовые добавки;
- Г – марганцевые;
- Д – медные;
- М – молибденовые;
- С – кремниевые;
- Т – титановые;
- Х – хромовые;
- Н – никелевые;
- Ф – ванадиевые;
- Ц – циркониевые;
- Ю – алюминиевые.
Учет расхода, принцип работы, как заправить
Расход проволоки при сварке полуавтоматом — это величина, установленная и справочная. Норма расхода проволоки при сварке измеряется в единице массы на 1 погонный метр готового шва. Расход определен в конструкторской документации для каждого типа аппарата, с размерами заготовок (толщине металла), типу соединения, при расположении шва внизу (наплавочный показатель). В иных пространственных положениях применяют корректирующие коэффициенты. Все нормы табличные и должны учитываться особенности будущей сварки.
Расход определен в конструкторской документации для каждого типа аппарата, с размерами заготовок (толщине металла), типу соединения, при расположении шва внизу (наплавочный показатель). В иных пространственных положениях применяют корректирующие коэффициенты. Все нормы табличные и должны учитываться особенности будущей сварки.
Принцип работы в равномерной подаче (выталкивается) сварной элемент по системе, соответствующей типу аппарата, через сопло с газовой средой, или среду создают испаряющиеся элементы при нагреве, в электрическую дугу, после которой идет непосредственно формирование шва.
Ответ как заменить (заправить) проволоку в полуавтомат очень прост, все в простых 4 шагах:
- Придерживать конец при надевании катушки;
- Проволоку подать в конец ролика;
- Подключит режим холостого хода без газа на максимуме скорости;
- Поверить отсутствие застревания в рукаве или токосъёмнике.
У яких магазинах можна купити зварювальний дріт. Всі такі різні, де взяти ту, яка найкраща, як дістати від виробника, бути впевненою, що проводилися випробування. Купити дріт в інтернет-магазині Weld Маркет легко. Магазин пропонує не тільки каталог зварювальних дротів для ознайомлення, а й найкращу якість, ціни від заводу, своїх консультантів для здійснення приємних та якісних покупок. Україна може бути спокійна, поки Київ розташував магазин зварювальних матеріалів у своїй межах.
Всі такі різні, де взяти ту, яка найкраща, як дістати від виробника, бути впевненою, що проводилися випробування. Купити дріт в інтернет-магазині Weld Маркет легко. Магазин пропонує не тільки каталог зварювальних дротів для ознайомлення, а й найкращу якість, ціни від заводу, своїх консультантів для здійснення приємних та якісних покупок. Україна може бути спокійна, поки Київ розташував магазин зварювальних матеріалів у своїй межах.
Полуавтоматическая горелка MIG с воздушным охлаждением BTB
Оптимизация для повышения производительности. Стандартизируйте для простоты.
Создайте свою совершенную полуавтоматическую горелку MIG с воздушным охлаждением Bernard® BTB. Выбирайте из множества горловин, рукояток и стилей триггеров до , оптимизируйте эргономику сварщика и , доступ к сварке , а также стандартизируйте с помощью единой линейки расходных материалов до , упрощайте техническое обслуживание и , снижайте затраты .
Вы можете рассчитывать на полуавтоматические горелки MIG с воздушным охлаждением Bernard BTB для доставки
Настроить мое оружие Обратный поиск
- Обзор
- Технические характеристики
- Конфигуратор
- Расходные материалы
- Аксессуары
Несколько вариантов рукоятки и триггера
- Выберите одну из семи изогнутых и прямых рукояток стили
- Широкий выбор рукояток и легко заменяемых спусковых крючков позволяют подобрать горелки в соответствии с предпочтениями пользователя и назначением сварки
- Широкий выбор углов и длин
- Для регулировки вращающихся шеек инструменты не требуются
Высокоэффективные расходные материалы
- Выберите из новых расходных материалов AccuLock™ S , Centerfire™, Quik Tip™ или TOUGH LOCK®
- Выберите кабель из полимера Hytrel® (промышленного класса) или замените его стальным кабелем с моновитком для повышенной устойчивости к защемлению/изгибу
Варианты вкладыша
- Выберите между новыми вкладышами AccuLock S для безупречной подачи проволоки и заменой вкладышей с защитой от ошибок
Процессы
- Сварка MIG (GMAW)
Номинальный рабочий цикл
- Модель на 200 А – 100 %: 200 А с CO 2 , 60 %: 200 А со смешанными газами
- Модель 300 ампер – 100%: 300 ампер с CO 2 , 60%: 300 А со смешанными газами
- Модель на 400 ампер – 100 %: 400 ампер с CO 2 , 60 %: 400 ампер со смешанными газами
- Модель 500 А – 100 %: 500 А с CO 2 , 60 %: 500 А со смешанными газами
- Модель на 600 А – 100 %: 600 А с CO 2 , 60 %: 600 А со смешанными газами
Варианты длины кабеля
- 10, 15, 20 и 25 футов
Диапазон размеров проволоки
- от 0,023″ (0,6 мм) до 1/8″ (3,2 мм)
Настройте свою полуавтоматическую горелку MIG с воздушным охлаждением BTB онлайн
Создайте свою идеальную горелку MIG!
Настройте нужный вам артикул пистолета или выполните обратный поиск существующего артикула пистолета, а также получите доступ к дополнительным ресурсам и расширенному списку запасных частей со схемой .
Этот новый удобный для мобильных устройств онлайн-конфигуратор, теперь включающий вариантов расходных материалов AccuLock™ S , предоставляет загружаемые покомпонентные схемы и другие ценные выводы, которые можно распечатать, сохранить на потом или отправить по электронной почте.
Проверьте это сегодня!
Инструмент для преобразования номера детали горелки
Нажмите здесь, чтобы преобразовать номер детали вашей старой горелки Q-Gun™, S-Gun™ и T-Gun™ MIG в номер детали горелки BTB MIG.
Номера деталей
Системы расходных материалов
Расходные материалы AccuLock™ S Расходные материалы Centerfire™ Расходные материалы TOUGH LOCK® Расходные материалы Quik Tip™ ers для алюминиевой проволокиСистемы расходных материалов
Вкладыши для пистолетов MIG
В дополнение к опциям и функциям, включенным в наш конфигуратор, клиенты могут выбирать из множества вариантов пистолетов и аксессуаров, которые могут помочь в дальнейшей настройке их пистолета в соответствии со своими личными предпочтениями и работой.
- Муфта с Q-образным вырезом и ручка
- Гибкие шейки
- Подшлемники
- Теплозащитный экран
- Защита шеи
- Специальные насадки
- Крепление для оружия
- Ремкомплекты
Документация
Расходные материалы
Практические инструкции
Видео
Сопутствующие товары
Обновления продукта
Связанные статьи
Пресс-релизы
Дополнительные ресурсы
Специальная кабельная сборка — Брисбен, Калифорния
LeeMAH — по-прежнему лучший ресурс для нестандартных кабельных сборок!
В LeeMAH Electronics мы производим кабельные сборки на заказ с 1971 года. Мы гордимся тем, что являемся сертифицированным производителем ISO 9001: 2015 и AS9100D, обслуживая клиентов по всему миру с широким спектром возможностей. Наши кабельные сборки для клиентов, начиная от медицинской, военной и приборостроительной промышленности и заканчивая транспортом и профессиональным аудио, сочетают в себе отличные характеристики и экономичность.
Наши услуги по производству электроники охватывают широкий спектр сборок, включая коаксиальные кабели, полужесткие кабели и сложные сборки жгутов, а также обжимные, паяные и IDC-соединения. Мы обслуживаем одно из лучших в отрасли оборудования, включая полный набор логических тестеров подписи Cirrus, устройства для зачистки проводов Schleuniger и термозачистки, кусачки для проводов Eubanks, а также аппликаторы клемм amp, molex и JST. С помощью этого оборудования мы обеспечиваем полный спектр нестандартного производства кабелей. Мы предлагаем пайку, полуавтоматическую и ручную обжимку, автоматическую резку и зачистку проводов, а также услуги по маркировке, включая термопечать и офсетную маркировку. Практически все типы электрических проводов и кабелей доступны для наших нестандартных сборок, включая ленточный, дискретный провод, многожильный провод и витую пару, среди прочих.
Качество имеет важное значение для кабельной сборки, и мы гарантируем, что все, что мы производим, соответствует самым строгим отраслевым стандартам. Мы обеспечиваем полный производственный и окончательный контроль с использованием испытательного оборудования Cirrus самого высокого качества. Некоторые из них включают непрерывность, обнаружение компонентов, hi-pot и тестирование обжима/натяжения. Наша работа регулярно соответствует или превосходит стандарты Mil-spec, RoHS, PIC, UL, FDB и многих других.
Мы гордимся тем, что являемся одним из самых надежных поставщиков кабелей на заказ с любым покрытием, изоляцией, толщиной и длиной. Чтобы узнать больше о наших обширных возможностях сборки, см. следующую таблицу или свяжитесь с нами напрямую.
Запрос цен
Особые характеристики кабельной сборки
| Общие возможности | Коаксиальные кабельные сборки Обжим, пайка и соединение IDC Полужесткие кабельные сборки Сложные жгуты в сборе |
| Служба сборки | Полуавтоматическая сборка Прототип и НПИ |
| Оборудование | Аппликаторы клемм Amp, Molex и JST Тестеры подписи Cirrus Logic Инструмент для зачистки проводов Schleuniger Термический инструмент для зачистки проводов |
| Производственные мощности | Полуавтоматический и ручной обжим Автоматическая резка и зачистка проводов Маркировка
|
| Тип электрических проводов и кабелей | Коаксиальный Лента Дискретный провод Многожильный Витая пара Мы работаем с большинством типов кабелей, если вы не видите свое приложение, уточните.  |