Какие бывают фрезы по дереву для ручного фрезера: Фрезы по дереву для ручного фрезера
alexxlab | 15.02.2023 | 0 | Разное
4 самых популярных вида фрез по дереву для ручного фрезера, а также что это за оснастка и в чем ее назначение
Ручной электрический фрезер даёт мастеру большие возможности в деревообработке. С его помощью можно делать сотни разновидностей выборки, от простых пазов до сложных профилей и даже резьбы по дереву. Разумеется, решение разных задач невозможно без подходящей фрезы.
Содержание
- Фреза по дереву для ручного фрезера — что это такое и в чем ее назначение
- Разновидность хвостовика по диаметру
- Основные типы конструкций
- Сборные
- Монолитные
- Со сменными режущими кромками
- Разновидности лезвий фрез
- Пазовые
- Концевая пазовая
- Пазовая конструкционная с боковой режущей кромкой
- Галтельные пазовые фрезы делают паз с полукруглой выборкой
- Кромочные
- Комбинированные
- Фигирейные
- Другие виды
- Популярные производители
- Как выбрать
- Можно ли сделать своими руками
- Как хранить
- Сейчас читают
Фреза по дереву для ручного фрезера — что это такое и в чем ее назначение
Фреза для ручного электрического фрезера – это небольшой по размеру режущий инструмент. Состоит из трех простых частей:
Состоит из трех простых частей:
- хвостовик;
- несущий корпус;
- режущие ножи, закреплённые в несущем корпусе.
От качества фрезы зависит очень много. Как говорят опытные мастера – не так важно, какой фрезер используется, важно какого качества фреза.
Тем не менее, лучше работать качественным, удобным фрезером. При работе фреза вращается на огромных оборотах, за счет чего достигается чистота, скорость и качество обработки. Электродвигатель фрезера через повышающий редуктор придает фрезе скорость вращения от 10 000 до 30 000 об/мин. Чем больше оборотов способен выдать фрезер, тем лучше.
Разновидность хвостовика по диаметру
Хвостовик фрезы – это круглый металлический стержень, такой же, как у сверла. Но в отличие от сверлильного станка, дрели или шуруповерта хвостовик фрезы зажимается не в 3-кулачковом патроне, а в цанговом зажиме (цанге).
Такой зажим намного компактнее патрона, затягивать одну гайку проще, чем кулачки на патроне специальным ключом.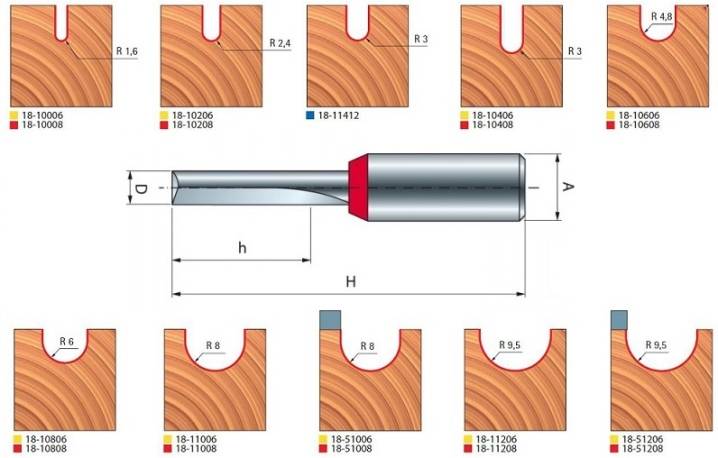 Это важно, учитывая конструкцию этого инструмента. Минус такого зажима – можно использовать только подходящие по размеру хвостовики. В этом отличие от патрона, в котором можно зажать хвостовик сверла размером, например, от 1 до 10 мм.
Это важно, учитывая конструкцию этого инструмента. Минус такого зажима – можно использовать только подходящие по размеру хвостовики. В этом отличие от патрона, в котором можно зажать хвостовик сверла размером, например, от 1 до 10 мм.
На современных фрезерах используются цанги для зажима трех основных стандартов хвостовиков: 6 мм, 8 мм, 10 мм и 12 мм. Многие модели поставляются со сменными цангами. Например, под 6 и 8 миллиметровые хвостовики.
Фреза вращается на огромных оборотах, поэтому при работе всегда должна быть надежно затянута. При выходе цангового зажима из строя пользоваться инструментом нельзя, это опасно.
Цангу затягивают специальным ключом, входящим в комплект или аналогичным по размеру другим накидным (рожковым) ключом. Для затяжки и откручивания, вал стопорят либо нажимом предусмотренного в конструкции фиксатором, либо другим ключом, если на валу есть грани под второй ключ для фиксации.
Фиксация вторым ключом надежнее, так как внутренние фиксаторы иногда срываются. Поэтому на качественных брендовых моделях часто используются именно ключевые фиксаторы. Это преимущество, а не недостаток.
Поэтому на качественных брендовых моделях часто используются именно ключевые фиксаторы. Это преимущество, а не недостаток.
Гайку цанги затягивают с усилием до упора, но без лишнего усердия, чтобы не сорвать резьбу, или грани гайки и ключа.
Основные типы конструкций
На современном рынке предлагаются без преувеличения сотни фрез разного назначения, профилей и конструкции. По конструкции отличают три основные группы этого режущего инструмента.
Сборные
Самый простой и распространенный тип. Состоит из хвостовика, несущего корпуса и закрепленных на нем режущих ножей. Все три детали выполнены их разных сплавов. Ножи – из специальной режущей стали, все остальное из более дешевых металлов. Сборными называются потому, что сборка из разных деталей производится при производстве. Далее ни разобрать, ни собрать элементы такой оснастки нельзя, все закреплено наглухо.
Некоторые профили оснащены подшипниками, которые можно снять.
Монолитные
Это практически та же оснастка, что и вышеописанные сборные из трех частей. Ничего не меняется и не переставляется. Отличие от сборного варианта в том, что вся фреза выполнена из одного и того же сплава. По-другому такие фрезы называют затылованными.
Ничего не меняется и не переставляется. Отличие от сборного варианта в том, что вся фреза выполнена из одного и того же сплава. По-другому такие фрезы называют затылованными.
Со сменными режущими кромками
Такие конструкции позволяют снимать или переставлять отдельные режущие элементы, получая нужный режущий профиль. Как пример, на изображении ниже фреза паз/шип.
При использовании двух режущих кромок получается выборка в виде шипа. Если открутить гайку, снять один режущий элемент и отрегулировать высоты фрезы до нужного размера, можно получить паз под этот шип.
К этому же типу относятся фрезы с двусторонними ножами. Они не закреплены в корпусе наглухо, а прикручены на винтах. Когда тупится одна сторона, ножи переворачивают и используют другую сторону.
Пример такой оснастки:
Насадные фрезы со сменными ножами также используются на стационарных фрезерных станках. Это барабан для крепления ножей по типу тех, которые стоят на обычных электрических рубанках.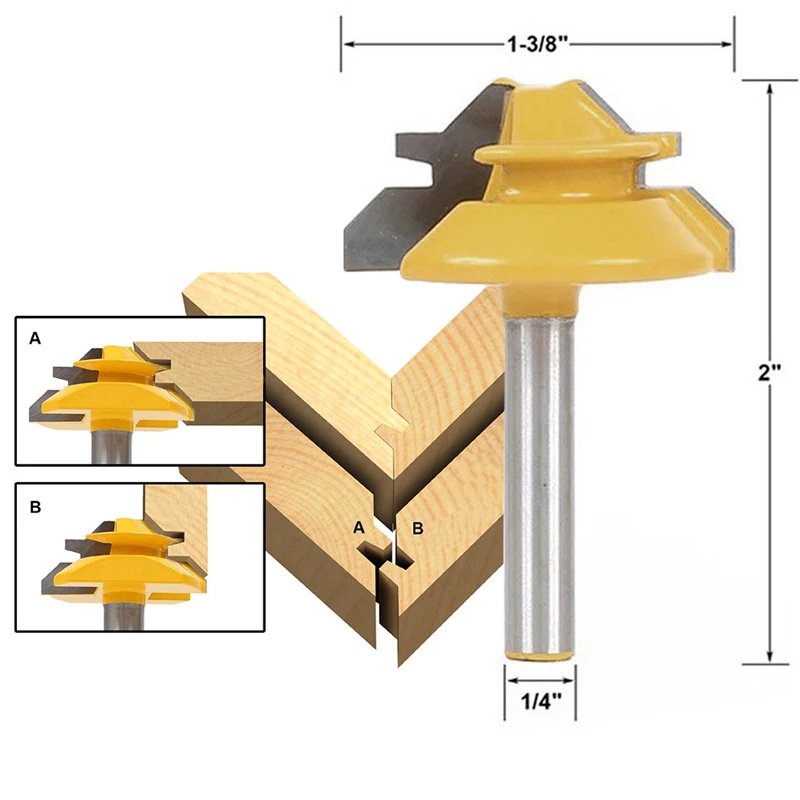 Но вместо обычных плоских в него могут вставляться фигурные ножи с разным профилем.
Но вместо обычных плоских в него могут вставляться фигурные ножи с разным профилем.
Разновидности лезвий фрез
От формы профиля режущей кромки (лезвий) фрезы зависит, какая выборка получится в итоге. Различают несколько основных типов.
Пазовые
Назначение соответствует названию – оснастка для выборки пазов. В свою очередь, есть разновидности пазовых фрез.
Концевая пазовая«Концевая» означает, что выборка производится не только боковой, но и конечной частью (нижним торцом) или только конечной частью. Пример на изображении ниже:
Такие фрезы могут быть разного диаметра. Есть варианты с расположенным вверху подшипником для выборки паза (фальца или четверти) сбоку заготовки.
Пазовая конструкционная с боковой режущей кромкой
Такую фрезу можно использовать по-разному. Так, как изображено выше, по полному профилю, или для выборки простого прямого паза сбоку заготовки на нужную глубину, выставленную с помощью параллельного упора.
Галтельные пазовые фрезы делают паз с полукруглой выборкой
Это основная фреза для нанесения декоративных орнаментов, поверхностной резьбы по дереву. С её помощью можно наносить рисунки и узоры как по намеченным линиям, так и с помощью циркуля или лекал.
Также рекомендуем почитать интересную статью про художественную резьбу лобзиком.
Кромочные
Предназначены для обработки боковых кромок. Главное их отличие – наличие шарикоподшипника внизу хвостовика. Это делает работу простой и удобной. Подшипник не дает фрезе заглубиться внутрь и испортить заготовку, крутится по поверхности заготовки, отчего инструмент передвигается легко и плавно.
Кромки обрабатывают самыми разными профилями. Поэтому к фрезам этого типа могут относиться пазовые, фигирейные (профильные), шиповые, фальцевые для отбора четвертей и другие фрезы с подшипниками.
При необходимости подшипник можно снять и использовать фрезу другим способом. Например, для выборки профиля посередине заготовки после галтельной или простой прямой выборки, выставив нужную глубину.
Предварительная выборка в этом случае нужна, так как кромочные фрезы с подшипником не концевые, у них нет ножей на самом конце, в нижнем торце.
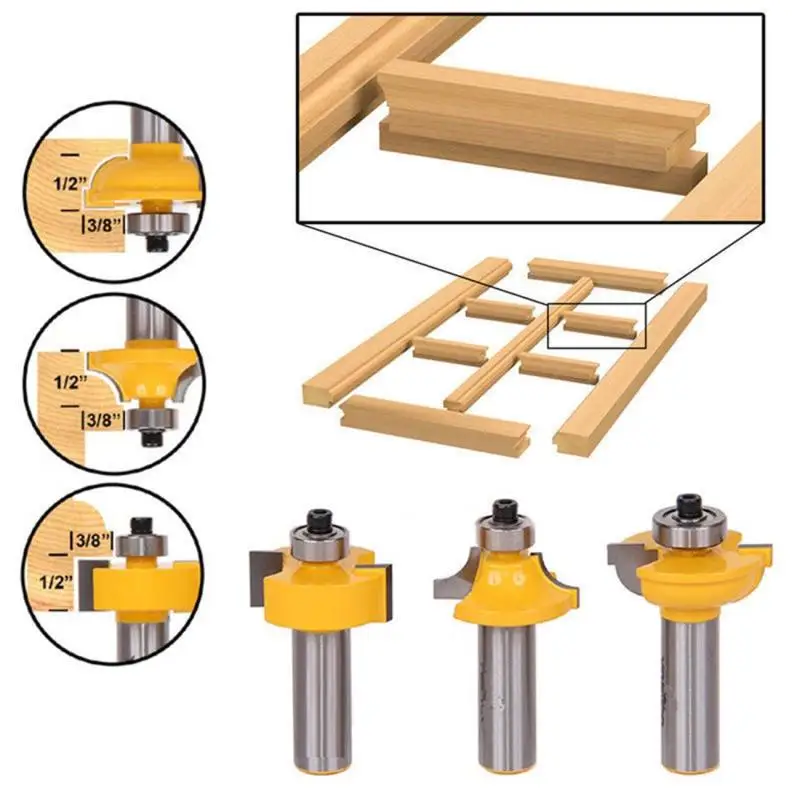
Комбинированные
Комбинированными называются фрезы для соединения «сложный паз/шип». Особенность такого соединения в том, что на соединяемых кромках одна и та же выборка, а не паз и шип, как на вагонке. Посмотреть, как выглядят такие фрезы и соединения, можно на следующем видео:
Также хорошо иллюстрирует возможности такой оснастки это изображение:
Если для соединения паз/шип (по типу вагонки или шпунтованной половой рейки) требуется проход двумя разными профилями (паз и шип), то комбинированная фреза делает совместимое соединение с двух сторон.
Фигирейные
Это крупные фрезы с разным сложным профилем, сочетанием широких полукругов, скругленных пазов и т.д. Результат их работы можно увидеть на филенчатых дверях (ими отбирают филенку) и фигурных плинтусах.
Конечно, погонаж большой протяженности (те же плинтуса), делаются не ручными фрезерами, а мощными фрезеровальными станками. Но небольшие объемы работ – несколько дверей, 10-30 п.м. плинтуса можно сделать и с помощью ручного фрезера мощностью не менее 1,5 кВт. Для прогонки погонажа ручной фрезер иногда закрепляют в столе в перевернутом состоянии (фрезой вверх).
Пример классической фигирейной фрезы именно для ручного фрезера на изображении:
На следующем изображении – более сложная двойная (двустворчатая) фигирейная фреза.
За один проход она делает не только дверную или мебельную филенку, но сразу и шип для ее крепления в паз смежной детали.
Другие виды
Особая разновидность фрез – сверла Форстнера. По конструкции это фрезы. Но поскольку они выполняют функцию сверла, то есть делают круглые отверстия, их называют как фрезами, так и сверлами. Их функциональное отличие от классических спиральных сверел с конусным наконечником в следующем – они образуют ровное, а не конусное дно не сквозного отверстия. Часто это важно. Например, при посадке круглых элементов мебельного крепления, петель и т.д.
По конструкции это фрезы. Но поскольку они выполняют функцию сверла, то есть делают круглые отверстия, их называют как фрезами, так и сверлами. Их функциональное отличие от классических спиральных сверел с конусным наконечником в следующем – они образуют ровное, а не конусное дно не сквозного отверстия. Часто это важно. Например, при посадке круглых элементов мебельного крепления, петель и т.д.
На изображении – сверло Форстнера:
Сверла Форстнера выпускаются в большом диапазоне диаметров, от 10 мм до 56 мм, иногда и более, как по отдельности, так и в наборах. Режущий элемент состоит из трех основных частей:
- Подрезные боковые резцы. За счет них края отверстий не рвутся, отверстие сверлится чисто.
- Нижние резцы строго перпендикулярны оси вращения. Потому дно отверстия получается ровным.
- Третий элемент, центрующий пик посередине позволяет точно сориентировать сверло по отметке, при заходе в заготовку оно не прыгает и не смещается.
Твердосплавные резцы с карбидом вольфрама или других металлов позволяют применять такую оснастку и для сверления ДСП, МДФ и прочих материалов с твердыми клеящими смолами, что важно при изготовлении корпусной мебели из таких материалов.
К отдельному виду относятся фрезы по мягким металлам, пластику и прочим не деревянным материалам. Как правило, для таких фрез используются ножи из более твердых сплавов.
Популярные производители
Производителей фрез сегодня можно разделить на две группы:
- производители фрезеров, которые выпускают оснастку для своего электроинструмента и совместимых с ним инструментов других производителей;
- производители режущей оснастки, которые специализируется именно на этом и не выпускают сами электроинструмент.
Первые выпускают продукцию достаточно хорошего качества, так как заинтересованы в том, чтобы их инструмент успешно работал. Но не заинтересованы в том, чтобы их оснастка работала вечно для того, чтобы продажи не были разовыми. Время от времени такие фрезы меняют на новые.
Самые массовые и популярные производители – Энкор, Бош, Фит, Корвет и другие.
Вторые стараются поддерживать репутацию качества своих изделий, выпускают профессиональные изделия с долгим сроком службы. Однако среди них могут быть «безымянные» изделия плохого качества неизвестного происхождения.
Однако среди них могут быть «безымянные» изделия плохого качества неизвестного происхождения.
Как выбрать
Определить качество и долговечность фрезы можно только при реальной работе. Сделать это до покупки осмотром либо другими способами невозможно. Если требуется покупать большой комплект разных профилей за значительную сумму, можно проверить качество без продолжительных работ следующим способом:
- покупается одна фреза выбранного производителя;
- обратная сторона режущей кромки пробно затачивается обычным напильником с мелкой насечкой;
- если снимаются опилки, сплав недостаточно прочный. (Легко точится – легко тупится).
Покупать большое количество фрез такого качества не стоит. Твердосплавные кромки затачиваются только абразивными кругами точильных станков либо алмазными надфилями, обычный напильник их не берёт.
Признаки некачественной или затупившейся фрезы – профиль не выбирается полностью. Инструмент передвигается с усилием, древесина чернеет и горит вплоть до появления дыма.
Представление о качестве может дать репутация бренда. Большинство брендов выпускают для бытового применения «массовый ширпотреб», однако достаточно хорошего качества, чтобы выполнять нужные работы.
Средним и достаточным для работы качеством обладают фрезы вышеперечисленных брендов – Бош, Энкор, Фит и т.д.
Цена не всегда показатель качества. Дело в том, что цена зависит не только от применяемых дорогих или дешевых сплавов, стоимости оборудования, но и от профиля фрезы. Сложный профиль большего размера стоит дороже, чем простой.
Хорошие фрезы выпускают немецкие производители. Гарантия качества, если изделие произведено не, например, «в КНР под контролем и т.д.», а именно на территории Германии. Поэтому при поиске в сетевых магазинах следует кликнуть страну-производитель «Германия». В выдаче будет только продукция, произведенная в этой стране.
Немецкие фрезы идеально сбалансированы, не создают вибраций и биений на больших оборотах, обрабатывают древесину максимально чисто и очень долго сохраняют рабочие качества без заточки.
Можно ли сделать своими руками
Несмотря на внешнюю простоту, производство этих изделий требует совершенного высокоточного и высокотехнологичного оборудования. Фреза должна быть:
- идеально сбалансирована по весу, чтобы не было эксцентричных биений на высоких оборотах;
- профили ножей и их расположение должны повторять друг друга с высокой точностью, до сотых долей мм;
- режущие кромки (ножи) должны быть выполнены из твердых сплавов, придать которым профиль и заточить можно только ещё более прочным инструментом.
По этим причинам сделать фрезу самому без оборудования практически невозможно. Исключение составляют простые прямые ножи на оснастке со сменными лезвиями. В теории, можно вырезать нужный размер из, например, ножей от рубанка. Но и тут есть проблемы с балансировкой по весу и сверлением отверстий под крепления в твердом металле.
В условиях домашней мастерской можно затачивать некоторые виды профилей. Это делается с обратной стороны режущей кромки, так как со стороны острия, заточенного под углом сделать это на криволинейном профиле невозможно.

Заточку проводят плоским алмазным надфилем. Но эффективнее — на точильном станке, тонком или чашеобразном круге, который входит по размеру в нишу фрезы и достает до затачиваемой поверхности.
Сильный перегрев при заточке недопустим, так как это изменит заводские характеристик закалки (термообработки) металла. Заточку проводят до появления небольшой фаски с обратной стороны. Затем фаску аккуратно снимают наждачной бумагой «нулевкой», легкими движениями, чтобы не затупить острие.
Как хранить
Фрезы не требуют каких-то особых условий хранения. Исключается попадание воды, желательно сухое помещение, чтобы избежать ржавчины. В остальном каждый мастер хранит их так, как удобнее.
Комплектные фрезы продаются и хранятся в коробках. Купленные поштучно можно разместить на доске с просверленными под хвостовики отверстиями. Когда фрезы требуются часто, их держат под рукой. В других случаях убирают подальше, чтобы не мешали.
Ручной фрезер – это многопрофильный инструмент с самыми широкими возможностями.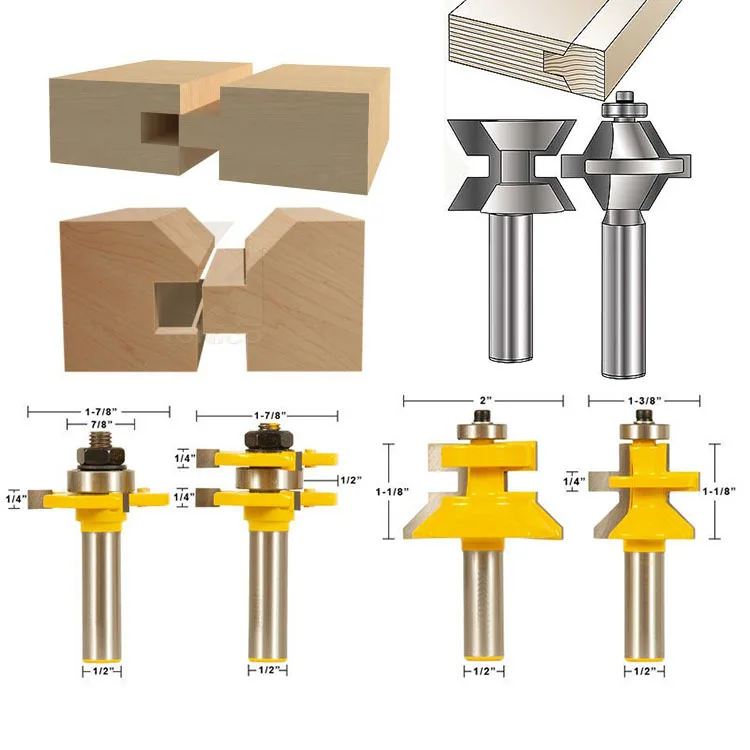 Сначала ставятся задачи, которые нужно решить. Зачем для их выполнения подбирается фреза с подходящим профилем. Новичкам следует знать, что фрезер – это не волшебная палочка, которая все сделает сама. Этим инструментом нужно работать. И тогда откроются все возможности, которые дает фрезер с подходящей фрезой каждому мастеру.
Сначала ставятся задачи, которые нужно решить. Зачем для их выполнения подбирается фреза с подходящим профилем. Новичкам следует знать, что фрезер – это не волшебная палочка, которая все сделает сама. Этим инструментом нужно работать. И тогда откроются все возможности, которые дает фрезер с подходящей фрезой каждому мастеру.
Сейчас читают
- Все про карбюратор мотоблока, от регулировки до ремонта
- Основные причины, почему мотоблок глохнет при нагрузке в работе, наклоне, открытии воздушной заслонке и других случаях
- 3 лучших мотоблока Нева серии МБ, их плюсы и минусы, а также история компании
- Основные отличия мотоблока от культиватора и что лучше для участка 10 соток, дома и дачи
- 7 популярных способов изготовления культиватора своими руками
Виды фрез по дереву для ручного фрезера
ПОДЕЛИТЕСЬ В СОЦСЕТЯХ
FacebookTwitterOkGoogle+PinterestVk
Из этой статьи можно узнать, что собой представляет такой режущий элемент, как фреза по дереву для ручного фрезера. В тексте изложена подробная классификация изделий: основные разновидности и особенности деталей, их технические характеристики и практическое использование. Статья содержит полезные рекомендации, которые помогут определиться с выбором фрез для ручного инструмента.
В тексте изложена подробная классификация изделий: основные разновидности и особенности деталей, их технические характеристики и практическое использование. Статья содержит полезные рекомендации, которые помогут определиться с выбором фрез для ручного инструмента.
Фрезы для ручного фрезера представлены на современном рынке в большом разнообразии, что дает возможность подобрать нужный инструмент для выполнения конкретных технологических операций
Принцип строения фрез
Несмотря на многообразие видов, которые могут бывать в магазинах, все они имеют общий тип конструкции.
Имеется две основных части конструкции:
- хвостовик;
- рабочая область;
Первый устанавливается в патрон фрезера и предназначен для передачи вращающего момента.
Рабочая область – это место, где находятся лезвия. Эта часть бывает прямой или с оригинальной формой. От этого зависит, для выполнения какой работы подойдет конкретный инструмент.
В состав фрезы могут входить дополнительные элементы, такие как подшипник, винты, шайбы, калибровочные втулки, стопорные муфты.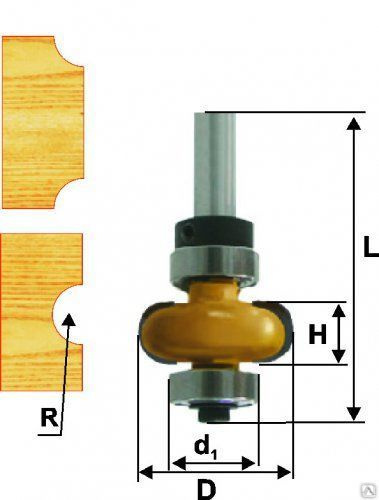 Они нужны для облегчения выполнения работ или для расширения функционала.
Они нужны для облегчения выполнения работ или для расширения функционала.
Как выбрать?
В первую очередь, следует заранее выяснить, какие виды режущего инструмента нужны, их тип, форма кромки, наличие подшипника и прочие особенности. При покупке следует определиться, для каких целей нужен режущий инструмент, какие объемы работ планируется выполнить, и насколько твердую и плотную древесину надо обрабатывать.
Исходя из этих факторов выбирают тот или иной вид фрез. Если требуется купить дорогой образец, рекомендуется попросить у продавца сертификат соответствия, поскольку на рынке имеется большое количество подделок из стран Юго-Восточной Азии.
Если с предоставлением документов случаются какие-то проблемы, следует поискать нужные фрезы в другом месте. Количество инструмента на рынке огромно, отыскать качественный образец не составит сложности.
Основные характеристики
Фрезы отличаются собственными характеристиками, на которые следует обращать внимание.
Диаметр хвостовика
В зависимости от размеров фрезы изготавливаются различные зажимные элементы для хвостовика. В первую очередь следует проверить, в каких единицах измерения указан размер последнего – в дюймах или миллиметрах. При несоответствии единиц измерения хвостовика и зажимного элемента возникнут проблемы, которые приведут к сокращению срока службы фрезера и понизят качество работы.
Длина фрезы и режущей основы
Нормальной длиной фрезы считается 60-210 мм, режущей основы – 15-125 мм. Длинные инструменты отличаются увеличенными параметрами: 105-250 мм и 55-140 мм соответственно. Они применяются в основном для черновой обработки. Короткие фрезы применяются для работы с различными материалами и черновой обработки. Их размеры: 60-205 мм для фрезы, 15-120 мм для режущей части.
Сплав
Вида сплава, применяющего для изготовления инструмента:
- цельный твердый сплав;
- сплав с твердосплавными напайками.
Главной характеристикой цельного твердого сплава является максимальная точность при работе с деревом.
Детали из сплава с твердосплавными напайками оснащаются режущей частью различной формы, благодаря чему увеличивается спектр выполняемых задач. Их нужно реже точить, чем представителей первого варианта, но сам процесс заточки сложнее.
Отвод стружки
Существуют разные виды избавления от отходов:
- Однозаходные с удалением стружки вверх.
- Двухзаходные с удалением стружки вверх.
- Трехзаходные и четырезаходные с удалением стружки вверх.
- С удалением стружки вниз.
- С прямыми ножами.
Первый тип отличается одной кромкой и канавкой. Стружка не плавится и не прилипает к инструменту.
Вторые предназначены для обработки с высокой точностью за счет жесткой конструкции. Срез получается ровным и четким.
Третьи характеризуются большим числом рабочих кромок, что увеличивает скорость работы до максимума.
Четвертые подходят для работы с однослойным материалом. Благодаря особому воздействию на материал сверху, эти фрезы позволяют не использовать стопорные элементы, чтобы изделие оставалось на месте в процессе.
Пятые применяются при работе с многослойными материалами. Хорошо подходят для пробивки пазов.
Для предотвращения быстрого износа фрезы должны использоваться в тех типах работ, для которых предназначены.
Назначение ручного фрезера
В качестве примера можно рассмотреть машину фрезерную ДИОЛД МЭФ — 1.1.
Довольно портативный и многофункциональный инструмент, служит для обработки различных пиломатериалов. Большинство опытных столяров знают, что фрезер может заменить и ручной лобзик, рубанок, церкулярку. С его помощью легко можно установить петли на входную или межкомнатную дверь, вставить внутренний замок, а также изготавливать рамки для картин, делать различные рисунки.
Для более глобального использования инструмента необходимо ознакомиться с классификацией фрез. У каждого режущего элемента существует диаметр хвостовика. На это стоит обратить особое внимание при покупке. У ручного фрезера существуют различные диаметры цанг для хвостовика, который может быть как короткий, так и длинный. Одним из самых распространенных являются 6, 12, 8, чего вполне хватит для домашней мастерской. Необходимо помнить, чем больше цанга, тем больше можно вставить в нее фрезу, что скажется на диаметре обработки заготовки. У фрезера этой модели стоит цанга 8 мм.
Одним из самых распространенных являются 6, 12, 8, чего вполне хватит для домашней мастерской. Необходимо помнить, чем больше цанга, тем больше можно вставить в нее фрезу, что скажется на диаметре обработки заготовки. У фрезера этой модели стоит цанга 8 мм.
Как правило, фрезеры с диаметром цанги 12 мм довольно мощные, а цена, соответственно, дороже. Перед покупкой электроинструмента необходимо определиться, для каких целей он приобретается.
Типы конструкций фрез
Различают следующие типы:
- сборные – просты в изготовлении и наиболее популярны. Представляют из себя элементы режущей части, приваренные к стальной основе;
- со сменными кромками – этим видом можно пользоваться дольше за счет возможности перевернуть двухстороннее лезвие, когда оно затупилось;
- монолитные – представляют из себя цельный кусок металла, в котором вырезана режущая часть. Невозможность сломать нож в такой фрезе компенсируется необходимостью замены всей детали после нескольких заточек.

Как сделать приспособления для фрезера по дереву своими руками – нюансы
Если дополнительную оснастку, необходимую для выполнения тех или иных работ, можно купить, то фрезерный стол для ручного фрезерного станка лучше изготовить самостоятельно
В этом случае, чтобы не допустить ошибок при изготовлении, необходимо обратить внимание на некоторые нюансы, которые следует учесть при выполнении работ:
- Перед началом выполнения работ необходимо составить чертёж (эскиз) сооружаемого объекта.
- Вне зависимости от используемых материалов, собираемый стол должен быть прочным и устойчиво размещаться на поверхности пола.
- В связи с тем, что фрезер крепится снизу столешницы, то необходимо предусмотреть возможность доступа к прибору для его чистки и выполнения прочих профилактических работ.
Эскиз стола для ручного фрезерного станка, который можно изготовить своими руками
- Наличие металлической линейки, расположенной в торцах стола, упростит выставление размеров при использовании.

- Для удобства и возможности быстрого отключения фрезера в случае нестандартных ситуаций можно установить дополнительную кнопку управления непосредственно на поверхности стола (аварийная кнопка типа «грибок»).
Типы лезвий фрез
При рассмотрении лезвий фрезы для ручного фрезера по дереву обнаруживаются такие типы и виды:
- ножи из быстрорежущей стали. Маркируются буквами HSS. Необходимо выбирать, когда предстоит работа с мягкой древесиной;
- ножи из твердосплавных металлов. Маркировка – HM. Применяются в основном для работы с твердым материалом. Прочны и устойчивы к повышенным температурам.
Кроме того, есть ряд разновидностей форм лезвий:
- вертикальные;
- наклонные;
- спиральные.
Наклонные обеспечивают более хорошее качество конечного результата за счет срезания кусков дерева, а не срубания, как это делают вертикально расположенные ножи.
Применения оснастки
Поиск самой хорошей оснастки — сложная задача. Разнообразие бит собьет с толку. Отличие между ними сводится к профилям, которые они вырезают.
Разнообразие бит собьет с толку. Отличие между ними сводится к профилям, которые они вырезают.
Покупая фрезу, важно знать размер хвостовика. Измеряется он в дюймах либо в миллиметрах. Стандартные на 6, 8 и 12 мм. или 0.25 in. (6,35 мм.) и 0.5 in. (12,7 мм).
Важно также правильно подбирать цангу (приспособление для крепления биты к инструменту), иначе малейшее несоответствие приведет к поломке инструмента или травме.
Фрезы используются в мобильном инструменте или на стационарном оборудовании. Промышленные насадки отличаются от полупрофессиональных. Работа на больших оборотах требует повышенной износостойкости.
Сфера применения фрезера:
- работа по дереву;
- для обработки акрила;
- для евровагонки;
- для органического стекла;
- для поливинилхлорида;
- для поликарбоната;
- для полистирола;
- для паркетной доски;
- для слэбов;
- для половой доски.
Виды бит
Биты изготавливаются из твердо сплавных материалов. Первый фрезерный станок создан в 1812 г., за это время человечество накопило большой арсенал методов обработки материалов с помощью этой технологии:
Первый фрезерный станок создан в 1812 г., за это время человечество накопило большой арсенал методов обработки материалов с помощью этой технологии:
- Сборная состоит из стальной болванки нужной формы с припаянными режущими элементами. Эти модели самые распространенные.
- Биты со съемными ножами работают дольше, за счет двусторонних лезвий.
- Режущая кромка у монолитной биты цельная с основанием. Это уменьшает поломки лезвия, но сокращает количество затачиваний.
Виды лезвий
- наклонное, вертикальное или спиральное расположение ножей меняет качество обработки;
- HM ножи применяются по дереву мягких пород и по алюминию;
- HSS лезвия работают с твердыми материалами, имеют высокий температурный коэффициент и располагают положительными отзывами.
Каждый тип фрезы соответствует определенной столярной работе. Оснастка создает неповторимый узор на материале, обрабатывает фаску или делает выемки для крепления заготовок между собой:
- Цилиндрическо-пазовая обеспечивает выборку нужной ширины и глубины.
 Обычно используется для объединения конструкций с помощью шип-паз элементов. Если хорошая сноровка, ширина паза регулируется с помощью одной биты, без замены.
Обычно используется для объединения конструкций с помощью шип-паз элементов. Если хорошая сноровка, ширина паза регулируется с помощью одной биты, без замены. - Дисково-пазовая выбивает материал лучше, а площадь обрабатываемой поверхности больше.
- У «V-образной» — закругленная конфигурация, изготавливает паз в форме галтели. Декорирует материал, нарезает стыковочные угловые канавки, технические пазы.
- «Т-образная» (ласточкин хвост) изготавливает ящичное соединение элементов.
- Антенные и фасонно-пазовые декорируют поверхность и фаску. Фрезы производятся с подшипником. Он позволяет работать с шаблонами и круглыми заготовками.
- У обгонной два подшипника. Изготавливает не прямолинейные фигуры на кромке. Две фрезы на одном хвостовике, за один проход делают красивую кромку.
- Фальцево-кромочные — для прямоугольной выборки. За двойной проход делается шип необходимого размера, регулируется опорным подшипником
- Конусно-кромочные подготавливают заготовку к соединению и декорируют фаску.

- Алкильно-кромочные изготавливают паз округлой конфигурации. Используются на ручных фрезерах, но рекомендованы для станков. Требуют мощности до 1600 W.
- Полу стержневая-кромочная обрабатывает заготовку прямоугольной формы с обеих сторон до цилиндрической. Делает фаски сложной конфигурации и шарнирные конструкции.
- Комбинированные соединяют деревянные заготовки по фаске. Делают шип-паз конструкции за один проход.
- Насадка углового соединения используется для совмещения элементов под 90⁰.
Основные параметры качества
Параметров качества много, из-за взаимосвязанности рассматривать нужно комплекс критериев выбора:
- Правильная геометрия обеспечивает нагрузку на оба ножа, что влияет на время службы, качество обработки материала и производительность.
- Твердость сплава основополагающий фактор. Чем крупнее фракция карбида вольфрама, тем хуже заточка ножей.
- Если напайка не по всей длине лезвия, произойдет его слом.
Советы начинающим столярам:
- Определить заточку можно, проведя ногтем по лезвию, будет стружка.

- Качество сплава видно по степени блеска.
- Если между ножом и приложенной к нему линейкой просвет, геометрия лезвия не правильная.
- Работать ручным инструментом не просто. Дорогие насадки — не лучшее вложение средств, потому что по неопытности часто ломаются. Тренироваться на бюджетных — хорошее решение.
Найти баланс между ценой и качеством поможет ниже составленный обзор. В рейтинге указаны наиболее популярные модели лучших производителей. Есть технические характеристики, которые помогут сделать правильный выбор, подскажут, где купить и изделия какой фирмы лучше. Качество большинства комплектов на одном уровне, но имеются отличия в комплектации, что меняет функционал.
Фрезы пазовые
Предназначены для создания канавок, пазов и формирования декоративных поверхностей в заготовке. На рынке представлен товар нескольких видов.
Прямые
Простая деталь в форме цилиндра. Могут применяться:
- как сверло-фреза;
- для создания пазов;
- для сращивания заготовок;
Галтельные
Предназначены для создания галтелей – полукруглых выемок, которые могут располагаться в кромках, основных плоскостях и ребрах. Имеют форму, похожую на символ «U». Могут создавать выемки повышенной сложности для украшения заготовки. Отличаются высоким качеством и надежностью результата.
Имеют форму, похожую на символ «U». Могут создавать выемки повышенной сложности для украшения заготовки. Отличаются высоким качеством и надежностью результата.
Галтельные V образные
Отличаются от предыдущего типа формой наконечника, который выполнен в форме буквы «V». Пригождаются, когда необходимо создавать пазы под разными углами.
Конструкционные (Т образные и ласточкин хвост)
Используются для создания Т-образных пазов. «Ласточкин хвост» — другой подвид данного типа, который применяется для тех же целей, но немного отличается по форме. Для работы с этими инструментами необходим большой опыт. Пазы, сделанные с помощью такого инструмента, считаются одним из лучших способов соединения деревянных деталей между собой.
Фасонные
Применимы для создания наиболее сложных плоскостей и канавок. Пазы по форме напоминают фигурные скобки. Создаются под требования определенного заказчика. Используются для решения разного рода специфичных задач. Обладают большим рабочим ресурсом. Позволяют уменьшить количество времени, необходимого на работу с заготовкой.
Позволяют уменьшить количество времени, необходимого на работу с заготовкой.
При создании сложного узора можно предварительно пройти по контуру прямой фазовой фрезой для упрощения процесса.
Пальчиковые и монолитные фрезы для выборки пазов
Фрезы без подшипников обычно называют пазовыми. Некоторые из них имеют кромки, замыкающиеся на нижнем торце, некоторые снабжаются только торцевыми ножами, как у сверла Форстнера. Такими фрезами возможен заход с вертикальной подачей фрезера, и потому они идеально подходя для выборки проушин и глухих пазов.
Фрезами с боковыми кромками изготавливают пазы и борозды только с заходом от края заготовки, иногда их используют для копирования по внутреннему шаблону и изготовления столярных соединений. Большинство фрез этого класса монолитные, по форме могут быть:
- прямоугольными;
- трапециевидными;
- галтельными;
- клиновидными;
- фасонными с более сложной формой режущих кромок.
Для выборки глухих пазов с вертикальным заходом идеально подходят спиральные фрезы, у которых винтовые кромки хорошо удаляют стружку, существенно повышая скорость работы. Спиральные фрезы считаются более быстрорежущими, чем обычные, но имеют довольно скудный выбор формы профиля. Тем не менее, галтельные, трапециевидные и V-образные пазы с их помощью нарезаются куда быстрее.
Спиральные фрезы считаются более быстрорежущими, чем обычные, но имеют довольно скудный выбор формы профиля. Тем не менее, галтельные, трапециевидные и V-образные пазы с их помощью нарезаются куда быстрее.
Особой разновидностью пазовых фрез можно назвать розеточные, предназначенные для выборки радиальных узоров сложной формы. Работать ими можно как с точечным погружением, так и по шаблону, оставляя паз с равновеликими фасонными бортиками. Также учтите, что почти все виды торцевых фрез могут использоваться и для кромочной обработки либо подрезкой, либо в торец с применением специального ограничителя.
Фрезы кромочные
Представляют собой режущий инструмент для работы с кромками и создания нужной формы. Можно выделить следующие типы таких деталей.
Прямые
Простые и распространенные, эти фрезы позволяют создавать плоские прямые кромки перпендикулярного типа. Исполнение с подшипником дает возможность работы с круглыми формами.
Калевочные
Целью этого типа являются сложные узоры. Состоят из двух режущих частей. Подходят для выполнения прямой обработки, плавных изгибов и скругления.
В процессе выбора этого типа фрез рекомендуется брать те, что оснащены возможностью регулировки расстояния между режущими элементами.
Фальцевые
Подходят, когда нужно сделать прямоугольные пазы на изогнутых или ровных деталях. Дают возможность получить результат желаемой формы за счет двойного прохода.
Конусные
Особый тип, который используют производители мебели. Применяются для обработки деталей перед соединением. Меняя угол наклона режущей части добиваются получения декоративных фасок для соединения изделий многоугольной и круглой формы.
Галтельные
Используются, когда нужно сделать паз округлой формы. Оснащены двумя подшипниками, что защищают инструмент от перекоса. Результат похож на тот, который получается после пазовых галтельных фрез, но кромочные иногда удобнее.
Фигурные
Характеризуются большим весом. Используются на больших профессиональных станках. Ускоряют процесс за счет работы по всей площади изделия. Можно комбинировать различные элементы.
Полустержневые
Применяются для создания полукруглых выступов на кромках. Превращают прямоугольные заготовки в стержни. Можно сделать фаски и кромки сложной формы и шарнирные соединения. Для этого придется, наряду с полустержневой фрезой, обработать деталь галтельным или калевочным инструментом.
Что это такое?
С точки зрения конструкции, фрезерный станок чрезвычайно прост.
Вся его универсальность обусловлена возможностями режущего инструмента и оснастки.
При осевом вращении с высокими скоростями, рабочая кромка входит в соприкосновение с поверхностью детали и срезает слой материала определенной толщины.
Используя различные приспособления и приемы работы, фрезеровщики получают результаты высокого качества и точности. Инструмент погружается в заготовку и образует выемку, соответствующую своей конфигурации и размерам.
Основным преимуществом ручного фрезера считается простота и безопасность обработки деталей большого размера и площади. Стационарные станки предназначены для работы со стальными заготовками, но ручные рассчитаны на обработку более мягких видов материала:
- древесина разных видов;
- ДСП, ламинированная или обычная;
- МДФ, ДВП, фанера;
- алюминий;
- мягкие виды пластмассы.
Большинство фрез имеют несколько рабочих поверхностей и способны выполнять свои функции при подаче заготовки в разных направлениях. На стационарных станках перемещается обрабатываемая деталь, ручные фрезеры сами движутся по поверхности заготовки, но общий принцип от этого не меняется. Набор функций, доступный ручным станкам, намного шире, чем у стационарного оборудования. В арсенал ручных фрезеров входят следующие операции:
- обработка кромок;
- изготовление пазов или гребней;
- создание декоративных элементов, рельефного орнамента;
- копирование деталей различной формы и конфигурации;
- изготовление гнезд под элементы фурнитуры, механизмы, ручки и прочие мебельные комплектующие.

Это интересно: Фасонный токарный резец — виды, ГОСТ, маркировка, чертежи
Фрезы комбинированные
Используются для объединения деталей по торцу или кромке. Кроме основного назначения еще шлифуют и расширяют поверхность. Чтобы правильно подобрать этот тип фрезы, следует ознакомиться с подвидами.
Комбинированные универсальные
Создают место соединения двух деталей с пазом и шипом. Экономят время за счет возможности обрабатывать обе объединяемые заготовки без смены насадки.
Пазо-шиповые
Отличаются от предыдущего варианта тем, что паз находится на одной из соединяемых заготовок, а шип на другой.
Для изготовления вагонки
Назначение такое же, как в пазо-шиповом варианте, с той разницей, что создаются фигурные выемки для более надежного соединения.
Комбинированные рамочные
Подшипники, ножи, фиксатор и шайба располагаются на одном основании. Используются в мультикомплексных работах. При работе с этим типом специалист может выставить режущие лезвия в удобном для него порядке.
Дополнительная оснастка ручных фрезерных станков
В комплекте поставки ручных фрезеров, как правило, идут различные направляющие и прочие вспомогательные устройства, но если их недостаточно, то всегда есть возможность приобрести их отдельно или изготовить самостоятельно.
Наличие дополнительной оснастки расширяет функциональность инструмента
В качестве дополнительных приспособлений для ручных фрезеров выступают упоры и направляющая шина, копировальная втулка и угловой упор, а также линейка-циркуль. Параллельные и горизонтальные упоры позволяют обрабатывать заготовки на равном удалении от края (кромки) этих элементов, а направляющая шина служит для прямолинейного перемещения фрезера. Копировальная втулка – это круглая пластина, оснащённая бортиком, вставляемая в проём опорной платформы и обеспечивающая упор вокруг работающей фрезы. Угловой упор используется при изготовлении копии с готового изделия, а линейка-циркуль помогает обрабатывать заготовки по определённому радиусу.
Советуем изучить — Ремонт крыши частного дома — терапия для крыши
Копировальная втулка для фрезера является штампованным изделием
Фрезы фигирейные
Используются при необходимости сделать фигурные фаски и декоративные кромки. Подшипник дает возможность использовать в работе фигурные и прямоугольные заготовки. Здесь есть три подтипа фрез.
Горизонтальные
Применяются для обработки филенки. В том числе декоративной. Благодаря подшипнику можно работать с прямолинейными и криволинейными кромками.
Горизонтальные двухсторонние
Уменьшают время обработки за счет возможности выполнения за один проход, сразу создавая фигурную часть и шип для паза.
Вертикальные
Самое распространенное применение – создание плинтусов. Хотя этим возможности этих фрез не ограничиваются. Результат работы инструмента – декоративная часть и шиповое соединение.
Изучив виды фрез по дереву для ручного фрезера, можно идти в магазин, чтобы выбрать подходящий вариант, и приступать к работе. А все многообразие вариантов позволит выполнить любую работу, какая только может прийти в голову.
Критерии качества
При выборе набора деревообрабатывающих насадок следует обращать внимание на следующее:
- Пайка наборных фрез должна быть выполнена таким образом, чтобы инструмент не терял своей продольной устойчивости при длительной обработке. Особенно это актуально, если заготовкой служат изделия из граба, груши, дуба и других твердых пород древесины.
- В качестве припоев при пайке инструмента должны использоваться марки ПСр40 или ПСр37,5, с повышенным содержанием серебра и меди. Припои иных марок обычно включают в себя никель, который ухудшает прочность соединения пластин с хвостовиком.
- Термическую прочность наборной фрезы проще всего проверить по тепловой деформации инструмента во время нагрева каждого зуба до температуры 200 — 250ºС. Инструмент после такой обработки не должен допускать биения своей продольной оси на величину более 0,05 мм.
- Наборная фреза не должна быть изготовлена сварным соединением хвостовика с рабочей режущей частью. Применение такой оснастки недопустимо.
Важный параметр — твердость материалов, из которых изготавливаются фрезы.Чаще, это касается монолитных образцов. Проверку можно выполнить и в домашних условиях. Для этого рекомендуется использовать тарированный напильник, после контакта с которым на рабочей поверхности фрезы не должно быть видимых отметин. Это примерно соответствует твердости 58 — 62 HRC.
Долговечность инструмента определяется интенсивностью его применения. Качественные наборные фрезы с рабочими пластинами из быстрорежущей стали обладают наилучшей стойкостью, а монолитные, выполненные из инструментальной стали – наименьшей.
Приобретение подходящего деревообрабатывающего станка не решит всех проблем. Для осуществления полноценной обработки изделий, потребуется подобрать качественную оснастку. Рассмотренные в обзоре виды фрез по дереву помогут определиться и доукомплектовать ваш ручной фрезер. Ведь, в выполнении каждой конкретной операции, участвует определенная конфигурация приспособлений.
Полезные рекомендации
Важно понимать, что фрезы — расходный материал. Они, как правило, стачиваются в самый важный момент. Именно поэтому опытные специалисты рекомендуют приобретать их с запасом. В результате резцов точно хватит на реализацию запланированного объема работ.
Время от времени рекомендуется смазывать опорный подшипник. Это позволит увеличить срок его эксплуатации. Многие меняют насадную фрезу, если она затупилась во время рабочего процесса.
Не стоит спешить с этим. Первое, что стоит сделать — перевернуть лезвие на другую сторону. Такие модели имеют двухстороннюю заточку, поэтому точно удастся завершить операцию.
Покупка подходящего ручного станка — это не вся процедура. Необходимо комплексно подойти к выбору резцов, представленных в широком разнообразии. Это позволит выполнять задуманную работу качественную и быстро. При этом следует активизировать внимательность и аккуратность.
Виды
Для выполнения той или иной операции в патрон станка устанавливают соответствующий режущий инструмент. Для ручного фрезера используются различные конструкции торцевых фрез, представляющие собой хвостовик диаметром 6,8 или 12 мм, и рабочую часть с режущими кромками. Существуют различные конструкции, обладающие специфическими возможностями. Рассмотрим виды фрез и их назначение.
По типу конструкции
Разновидности общей конструкции режущего инструмента:
- сборные. Состоят из хвостовика и стальной болванки, на которую жестко крепятся режущие кромки. Обеспечивают высокое качество обработки, практически не требуют ухода. Недостатком такого инструмента является возможность появления сколов или отламывания режущих кромок от основания. Могут использоваться для изготовления мебельных фасадов;
- со сменными кромками. Предназначены для серийного производства, при котором режущая часть быстро тупится или выходит из строя. Остальная часть инструмента вполне работоспособна, поэтому целесообразно сменить лезвие и работать дальше. Обычно изготавливают двусторонние кромки, которые по мере выхода из строя переворачивают. Возможна также полная замена режущей части;
- монолитные. Этот вид инструмента изготавливается из одной детали. Обладают высокой прочностью, устойчивостью к нагрузкам, но срок службы таких фрез относительно невелик. Они не допускают перегрева, работа на высоких скоростях или тупые кромки быстро выводят инструмент из строя.
Подавляющее большинство инструмента, имеющегося в продаже, представляет собой сборные конструкции. Они недороги, имеют высокий срок службы. Фрезы со сменными кромками встречаются реже, так как для работы с ними требуется некоторый навык и опыт. Кроме того, они заметно дороже сборных видов инструмента, что ограничивает спрос. Монолитные образцы используются для обработки твердых материалов и требуют соблюдения определенных правил, режимов резания. Заточка таких фрез представляет собой сложную задачу и требует опыта, поэтому большинство домашних мастеров стараются их не использовать.
По типу лезвий
Конфигурация лезвия — это фактор, образующий режим резания материала. Фрезы с прямыми кромками работают по принципу ножевых валов строгальных станков, срубают определенный слой материала. Спиральные кромки режут поверхность, что обеспечивает более чистую обработку, но снижает производительность. По типу металла лезвия бывают:
- быстрорежущие;
- твердосплавные.
Первый тип предназначен для обработки на больших скоростях. Используется специальный тип металла — быстрорежущая сталь, которую производят специально для изготовления инструмента. Второй тип лезвий изготавливают для обработки твердых видов материала. Они более хрупкие, цена такого инструмента заметно выше. Наиболее качественные лезвия практически не поддаются заточке обычными способами, но способны резать самые твердые материалы. Рекомендуется эксплуатировать их на относительно низких скоростях.
Архивы инструментов для резки дерева – Режущие инструменты Чикаго
Мы являемся экспертом в изготовлении фрез на заказ. Мы производим фрезы на заказ для клиентов по всему миру с 1978 года. Мы можем взять ваш образец дерева, рисунок, гипс или что-то еще, что у вас есть, и изготовить фрезу для воссоздания в дереве. Получите расценки на изготовленные на заказ фрезы, которые мы […]
Читать далее →
Рубрика: Фрезы, Инструменты для резки дерева | Твердосплавный наконечник с меткойGeneral Cutting Tools предлагает широкий выбор буровых коронок. Высокоскоростные сверла с твердосплавными наконечниками, сквозными отверстиями и шарнирными насадками для деревообрабатывающей промышленности. Мы также предлагаем зенкеры и зенкеры для работы в сочетании с нашими буровыми коронками.
Читать далее →
Рубрика: Сверла, Режущие инструменты, Инструменты для резки дерева Инструменты специальной формы не являются чем-то новым для обычных режущих инструментов. Независимо от того, изготовлены ли они из быстрорежущей стали или с твердосплавными наконечниками, мы можем использовать формовочные ножи, формовочные фрезы, ножи William & Hussey, формовочные головки, ножи с гофрированной спинкой и многие другие.
Читать далее →
Опубликовано в Пользовательские инструменты, Режущие инструменты, Инструменты для резки дерева Режущие инструментыКомпания Chicago aka General Cutting Tools предлагает фрезы с наконечниками из сплава, фрезы с твердосплавными наконечниками или фрезы с твердосплавными вставками. По мере развития отрасли мы не отставали от современных технологий. Обрабатывающие центры с ЧПУ и фрезерно-шлифовальные станки с ЧПУ заменили ручную токарную и шлифовальную обработку. Ручные профильные машины больше не используются для […]
Читать далее →
Опубликовано в Режущие инструменты, Формовочные фрезы, Инструменты для резки дерева Большой к маленькому, от легкого к дикому, от общего к специальному, в любом случае, у General Cutting Tools есть все. Наш широкий выбор режущих инструментов и многолетний опыт делают нас вашим универсальным поставщиком. Возможна повторная заточка и ремонт дисковых пил. Мы используем трехосное ЧПУ итальянского и немецкого производства […]Читать далее →
Рубрика: Режущие инструменты, Пилы, Инструменты для резки дерева 9Фрезы с ЧПУ 0002 — это новейшая революция в деревообработке. Их долговечные вставные ножи обеспечивают превосходный, гладкий и качественный рез каждый раз и являются экономически эффективным решением по сравнению с заменой напаянных фрез. Они позволяют быстро и точно заменить затупившиеся ножи. Срок службы инструмента увеличивается благодаря точности пластины. Инструмент для вставок позволяет использовать более твердые сплавы […]Читать далее →
Рубрика: Фрезы с ЧПУ, Режущие инструменты, Инструменты для резки дерева Просто предоставьте образец, и мы изготовим точный резак для придания нужной формы. […]Читать далее →
Рубрика: Режущие инструменты, Фрезы, Инструменты для резки дерева Фрезерно-фрезерный станокТерминология | Технология Trend Tool
Поскольку именно фрезерный станок выполняет всю работу по изготовлению выбранного вами профиля, стоит подробно остановиться на различных типах фрез, а также на их конструкции и, самое главное, на уходе за ними и обслуживании.
Терминология фрез
Вам также необходимо понимать некоторые основные термины, относящиеся к фрезам или «битам», как их часто называют. Между этими двумя терминами нет различий, и они используются как синонимы. Годы интенсивных исследований и разработок привели к массовому увеличению ассортимента фрез, доступных как профессионалам, так и любителям, и этот прогресс, похоже, будет продолжаться и дальше, с постоянным добавлением более инновационных конструкций и профилей.
Большая часть этой разработки инициирована в интересах промышленного сектора, но некоторые из достижений действительно доходят до уровня домашнего деревообработчика, и теперь предлагаются различные линейки фрез, различающиеся как по цене, так и по качеству для удовлетворения потребностей. для их различных нужд. Тем не менее, фрезы по-прежнему, как правило, являются относительно дорогими товарами, особенно более крупные и сложные профили, поэтому перед покупкой стоит тщательно выбирать. Фрезы более высокого качества с большей вероятностью будут выполнять работу эффективно и будут продолжать служить в течение многих лет, поэтому они всегда более рентабельны.
Трудно переоценить объем работы, которую фреза проделает за свою жизнь, но при 28 000 об/мин лезвие сделает 466 резов в секунду! Умножьте это на несколько лет использования, и вы поймете, почему вам нужно покупать самое лучшее качество. Некоторые фрезы предназначены только для одного конкретного использования, но при тщательном выборе вы часто можете вырезать несколько разных профилей с помощью одной фрезы, чтобы еще больше повысить экономическую эффективность.
Фрезы предназначены для получения действительно гладкой чистой поверхности, которая может быть достигнута только путем их заточки до очень точных режущих и задних углов. Эти углы представляют собой оптимальный компромисс между остротой и долговечностью, а также оптимизируют общую прочность и удаление отходов. Поскольку они способны удалять большое количество материала, важно, чтобы эти отходы в виде крошечной стружки удалялись быстро и эффективно.
Одним из других основных критериев конструкции фрезы является минимизация трения, которое возникает как при прохождении фрезы через древесину, так и при накоплении отходов, остающихся за режущей кромкой.
Чрезмерное трение приведет к перегреву режущих кромок, что приведет к отпуску и, как следствие, к потере остроты, а также к подгоранию поверхности реза.
Режущие кромки
Как и у всех режущих инструментов, кромка отшлифована и отточена для обеспечения максимальной остроты, но в то же время сохраняется достаточная поддержка, чтобы острая кромка сохранялась как можно дольше.
Фрезы могут иметь одну, две или несколько режущих кромок, которые называются канавками. Каждая кромка многолезвийной фрезы должна быть отшлифована до одинаковой высоты и угла, чтобы они выполняли одинаковый объем работы.
Любое несоответствие здесь снизит эффективность резака, а также повлияет на баланс, вызывая вибрацию, которая повлияет на качество реза.
Некоторые фрезы предназначены для погружения в работу, и им нужны нижние режущие кромки. Их намного сложнее изготовить, так как трудно правильно отшлифовать небольшую площадь наконечника. Фрезы, разработанные специально для растачивания или врезных работ, имеют отдельный наконечник или наконечники, припаянные к нижней части резца.
Центральные наконечники
Центральные наконечники, притертые к концам фрез, предназначены для врезной резки и сверления. Наконечник снова должен иметь собственный зазор и углы резания, чтобы гарантировать, что материал обрабатывается, а не шлифуется или выжигается. Некоторые фрезы, в том числе фрезы с прямыми канавками без центрального наконечника, предназначены только для профилирования или обрезки. В большинстве случаев они имеют зазор для поперечной резки, но не для врезной резки.
Передний угол
Это угол, под которым режущая кромка соприкасается с поверхностью заготовки. Он может различаться у разных фрез в зависимости от области применения. Острый или положительный передний угол обеспечивает быстрое резание и быстрое удаление материала, что идеально подходит для работы с цельной древесиной. Меньший или отрицательный передний угол приведет к более медленному резу с более сильным царапаньем. Эта конфигурация больше подходит для обрезки ламината и отделки краев.
Задний и радиальный задний углы
Задний угол — это угол непосредственно за режущей кромкой, в то время как радиальный задний угол относится к оставшейся задней поверхности фрезы. Оба эти угла необходимы, чтобы предотвратить трение области за режущим наконечником о поверхность изделия и предотвратить застревание отходов.
Срезные и спиральные углы
Режущая кромка фрезы с прямыми канавками производит ударный рез по поверхности заготовки каждый раз, когда она вращается, оставляя поверхность в виде ряда крошечных впадин или ряби. Эта отделка практически незаметна и подходит для большинства работ по дереву. Однако более тонкую и гладкую поверхность можно получить, используя ножницы, у которых канавки расположены под углом к вертикальной оси.
Этот угол сдвига создает резание, сводящее к минимуму эффект выемки и более чистое резание древесины, что особенно важно при обработке плит, облицованных шпоном. Они также режут более плавно и с гораздо меньшей вибрацией. Спиральные фрезы делают еще один шаг вперед и обеспечивают сверхгладкую поверхность, поскольку они могут выполнять непрерывный непрерывный рез, полностью устраняя любую рябь. Они лучше всего подходят для резки твердых материалов, таких как плотная древесина твердых пород, алюминий и пластик, и особенно эффективны для сквозных вырезов.
Однако они создают больший крутящий момент и затрудняют управление фрезером при ручной работе. В зависимости от направления спирали они могут быть как срезанными вниз, так и срезанными вверх. Спирали, срезанные вниз, заставят стружку погрузиться в работу, но сведут к минимуму заедание и прорыв вдоль верхнего края работы. Версии с верхним срезом, очевидно, обеспечивают лучшее рассеивание стружки, но могут сглаживать вершину и также могут попытаться поднять работу.
Балансировка фрезы
Очень важно, чтобы все фрезы были динамически сбалансированы, чтобы они вращались точно по оси хвостовика. Любое незначительное биение вызывает вибрацию, которая усиливается скоростью вращения и проявляется в виде следов вибрации на поверхности реза.
Плохо сбалансированные фрезы не только неудобны в работе, но и могут повредить подшипники фрезера.
Ограничение стружки
Для соответствия современному стандарту безопасности EN 847 фрезы должны изготавливаться с диаметром основного корпуса чуть меньше диаметра режущей кромки.
Это ограничивает величину «укуса», которую может выдержать резак, до 1,1 мм на фрезах диаметром более 16 мм, что снижает риск того, что фреза вырвется или отскочит назад. Дополнительный вес этих безопасных фрез имеет и другие преимущества. Они режут более плавно с меньшей вибрацией, а любое избыточное тепло быстро рассеивается дополнительным металлом, что также улучшает характеристики удержания кромки.
Совет.
Резцы без приспособления для нижнего реза можно вводить в работу только сбоку или с края, они просто сгорят, если вы попытаетесь вонзить их в поверхность.
Диаметры хвостовиков фрез
Хвостовики фрез большого диаметра по своей природе прочнее и поэтому менее подвержены боковому отклонению. Имея большую площадь поверхности, они обеспечивают лучшее сцепление с цангой, что делает их менее склонными к высвобождению и проворачиванию. Когда это экономически возможно, всегда используйте самый большой диаметр хвостовика, доступный для конкретной фрезы. Из этого также следует, что более глубокие сокращения могут быть сделаны в зависимости от доступной мощности маршрутизатора. Хвостовики также должны иметь правильную твердость, чтобы предотвратить образование задиров — проблема, которая часто становится очевидной при использовании некачественных фрез.
Большинство фрез доступны с хвостовиками разных диаметров, обычно 1/4″, 3/8″ или 1/2″. Однако из соображений прочности некоторые из более крупных профилей доступны только с хвостовиками 1/2 дюйма. Маршрутизаторы мощностью менее 1200 Вт обычно ограничиваются хвостовиками меньшего диаметра.
Недавно появились фрезы с хвостовиками 8 мм, которые позволяют использовать более крупные и сложные профили в станках меньшей производительности, но вы всегда должны проверять, не слишком ли они велики для выходной мощности фрезера.
Также доступны хвостовики с метрическими размерами, поэтому необходимо соблюдать осторожность, чтобы размер хвостовика точно соответствовал диаметру цанги. Метрические хвостовики не подходят к дюймовым цангам и наоборот, хотя внешне они могут быть очень похожими.
В последние годы в Великобритании были представлены метрические хвостовики диаметром 8 мм, предназначенные для небольших пользователей фрезерных станков, которым необходимо безопасно использовать более крупные типы фрез. Как правило, для европейского рынка производятся хвостовики диаметром 8 мм и 12 мм. Правильная геометрия фрезы имеет решающее значение для ее правильной работы при высокой оптимальной скорости резания. Углы, такие как передний угол, режущая кромка и зазор, тщательно разработаны для каждого типа фрезы. Это зависит от его размера, материала резака или его конкретного применения.
Длина фрезы
Хотя доступны фрезы с удлиненными режущими кромками относительно их диаметра, для производственных применений рекомендуется ограничить длину до минимально возможной. Особую осторожность следует проявлять при использовании фрез с большой длиной режущей кромки, выполняя лишь довольно легкие надрезы в серии мелких шагов, чтобы достичь полной глубины резания.
Плоские фрезы и фрезы с направляющими подшипниками
Для большинства ручных операций фрезерования можно использовать плоские фрезы, направляемые упором, или какой-либо другой тип направляющей, например, направляющую втулку, прикрепленную к основанию фрезера.
Затем он будет следовать за краем предварительно вырезанного шаблона или рисунка. Направляющие фрезы имеют либо цельный штифт на конце, либо подшипник, установленный над или под режущими кромками. Затем вы можете провести его по существующим краям заготовки, прямым или изогнутым, или использовать его вдоль шаблона, чтобы вырезать определенную форму.
Канавки и скорость резания
Скорость резания фрезы зависит не только от скорости вращения самой фрезы, но и от количества режущих кромок или канавок на фрезе.
Однолезвийные фрезы обычно изготавливаются только с прямым профилем. Поскольку канавка относительно велика, а фреза, как правило, намного прочнее, они обладают хорошими свойствами удаления стружки и могут подавать в древесину с более высокой скоростью. Однако скорость резания медленнее, и, следовательно, качество отделки не такое хорошее, поэтому их использование ограничено менее критичными приложениями или черновой обработкой.
Две фрезы используются для большинства операций по дереву и мгновенно удваивают скорость резания. то есть с двигателем, установленным на 26000 об/мин, вы получите 52000 резов в минуту. Это обеспечивает гораздо более чистое и плавное изображение, особенно если маршрутизатор с недостаточной мощностью не поддерживает правильную скорость под нагрузкой.
Также доступны фрезы с тремя лезвиями, но они предназначены только для тонкой обрезки, когда с края заготовки удаляется лишь небольшое количество отходов.
Многолезвийные фрезы предназначены для использования с низкоскоростными двигателями и сверлильными приспособлениями, обычно с максимальной скоростью около 3000 об/мин. Часто они представляют собой не более чем борфрезы или рашпили и известны своим плохим удалением отходов и не предназначены для хорошего качества поверхности. Однако они идеально подходят для резьбы и шлифования и широко используются для обработки дерева и металла от руки. Последний предназначен для удаления заусенцев со сварных швов на высоких скоростях с использованием твердосплавных борфрез.
Совет.
Преимущество направляющих штифтов заключается в том, что их можно использовать для профилирования сложных форм, поскольку штифт очень мал, но они выделяют много тепла от трения и могут поцарапать или даже сжечь древесину, если они не используются с осторожностью.
Безопасная рабочая скорость
Меньшие фрезы можно безопасно использовать до их максимальной скорости, которая обычно составляет 28–30 000 об/мин. Однако по мере увеличения диаметра фрезы окружная скорость резко возрастает, а чрезмерная скорость затрудняет безопасное управление ручным фрезером.
Помимо фактора опасности, чрезмерная скорость также может привести к тому, что резак будет гореть, а не резать, поэтому полезно попытаться подобрать скорость, подходящую для конкретного резака.