Какие электроды лучше для инвертора: Какие электроды лучше использовать для инверторной сварки, как выбрать по диаметру, покрытию, назначению, какие лучше, рекомендации для начинающих
alexxlab | 25.06.2023 | 0 | Разное
Популярные электроды для инвертора – ОЗС-12, АНО-4, ОК-46
Для выполнения сварочных работ необходимо правильно выбрать не только сварочный инвертор, но и правильно подобрать к нему сварочные электроды. Электроды для ручной дуговой сварки изготавливают в виде стержней, выполненных из холоднотянутой калиброванной сварочной проволоки. На поверхность стержня наносят слой покрытия, обеспечивающего устойчивое горение дуги и защищающего сварочную ванну от атмосферного воздействия. Большое разнообразие электродов, а также принципов классификации, может затруднить их правильный выбор начинающим сварщиком.
Наиболее распространенные и качественные марки электродов, применяемые для сварки сварочными инверторами, это электроды ОК-46.00, ОЗС-12 и УОНИИ-13/55 производства компании «ЭСАБ-СВЭЛ» (Санкт-Петербург, Россия), а также электроды АНО-4, АНО-21 , ОЗС-12, а для особо ответственных конструкций УОНИИ-13/55 производства «Судиславского завода сварочных материалов» (ООО «СЗСМ» г. Судиславль, Россия).
Судиславль, Россия).
АНО-4 СЗСМ – универсальный электрод для сварки корпусных конструкций из углеродистых сталей. Легкая отделяемость шлака. Покрытие – рутиловое.
Диаметр – 3мм и 4мм.
АНО-21 СЗСМ – универсальный электрод общего назначения для сварки конструкций из низкоуглеродистой стали как переменным, так и постоянным током. Сварка производится преимущественно на короткой длине дуги.
Диаметр – 2мм и 2,5мм.
ОЗС-12 СЗСМ – электрод отличает легкое зажигание и высокая эластичность дуги, возможность сварки по окисленным поверхностям. Сварка конструкций из углеродистой стали.
Диаметр 3,0мм.
ОК-46.00 ЭСАБ-СВЭЛ – универсальный электрод, обеспечивающий высокие свойства шва. Легко поджигается, в том числе и повторно. Не чувствителен к ржавчине и поверхностным загрязнениям. Рекомендуется для сварки углеродистых конструкционных и судовых сталей. Диаметр 2,0мм, 2,5мм, 3мм и 4мм.
ОЗС-12 ЭСАБ-СВЭЛ – электрод отличает легкое зажигание и высокая эластичность дуги, возможность сварки по окисленным поверхностям.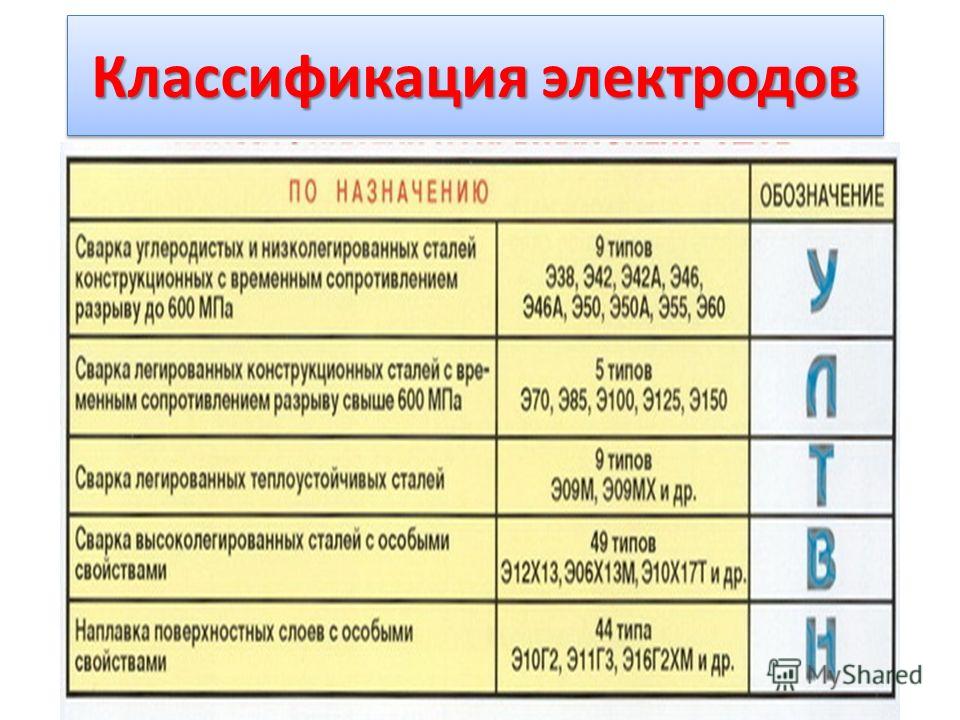 Сварка конструкций из углеродистой стали.
Сварка конструкций из углеродистой стали.
Диаметр 2,5мм, 3мм и 4мм.
УОНИИ-13/55 ЭСАБ-СВЭЛ – электрод для сварки особо ответственных конструкций из углеродистых и низколегированных сталей на постоянном токе, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости. Покрытие – основное.
Диаметр – 2,5мм, 3мм, 4мм и 5мм.
Для односторонней сварки трубопроводов большого диаметра применяют низководородные электроды пр-ва Япония – KOBELCO LB-52U или Nittetsu-16W.
При покупке электродов обращайте внимание на срок их годности. Просроченные электроды не обеспечат качественной сварки, т.е. надежного соединения деталей!
Хранить электроды необходимо в сухих помещениях в специальной упаковке, которая предотвратит попадание влаги. Если все же электроды отсырели, то поможет их просушка или прокалка.
При сварке ответственных конструкций или трубопроводов для прокалки электродов применяют печи – переносные типа ЭПСЭ-10/400 или стационарные типа ПСПЭ-50/400, а для хранения прокаленных электродов на рабочем месте – термопеналы ТП-5/150.
Электроды для сварки инвертором новичку
Содержание
- Классификация электродов: какие типы подходят для сварки инвертором
- Выбор по типу покрытия
- Выбор по характеристикам
- Выбор в зависимости от возможностей прокалки
- Как читать маркировку электродов для сварки инвертором
Эта статья для новичков, которые не хотят глубоко погружаться в нюансы сварочного процесса, но планируют время от времени использовать инверторный сварочный аппарат для сварки в бытовых или хозяйственных целях. Немного важной теории, максимум полезных советов и список конкретных электродов, наиболее подходящих новичку для сварки инвертором.
Классификация электродов: какие типы подходят для сварки инвертором
*Под инвертором подразумеваются инверторные сварочные аппараты для ручной сварки ММА. Инверторные полуавтоматы для сварки под защитой инертных газов (MIG) в это понятие не входят.
Все электроды для сварки можно разделить на две большие группы – плавящиеся и неплавящиеся. Вторые используются в основном для аргонодуговой сварки и не рекомендуются новичкам, так как данный вид сварки больше подходит профессионалам.
Все плавящиеся электроды – металлические и покрытые (имеют обмазку поверх металлического стержня).
Итог: верный выбор электродов для классического инвертора – плавящиеся с покрытием.
Выбор по типу покрытия
Рутиловые – лучший вариант для новичка
Маркировка: P (по ГОСТ), R (по ISO)
Учиться варить лучше электродами с рутиловым покрытием. Они безопасные, легко зажигаются и беспрепятственно контролируются. Универсальное назначение позволяет не мучиться с выбором – подходят для любых видов стали, позволяют формировать короткие и угловые швы. Рутиловое покрытие упрощает технологию сварки и гарантирует создание ровного шва без усилий со стороны сварщика.
Подходящие варианты
Основные – можно, но сложно
Маркировка: Б (по ГОСТ), B (по ISO)
Этот тип электродов создает качественное и прочное соединение. С добавками графита его можно использовать для сварки чугуна. Именно электроды с основным покрытием лучше других подходят для сварки жестких конструктивных элементов, трубопровода под давлением и высокопрочных сталей. Однако, у всего и есть обратная сторона – технологический процесс сварки довольно сложен, необходимо подготовить электроды и поверхность, а также жестко контролировать длину дуги в процессе. Новичку будет сложно учесть все нюансы и добиться высокого качества шва.
С добавками графита его можно использовать для сварки чугуна. Именно электроды с основным покрытием лучше других подходят для сварки жестких конструктивных элементов, трубопровода под давлением и высокопрочных сталей. Однако, у всего и есть обратная сторона – технологический процесс сварки довольно сложен, необходимо подготовить электроды и поверхность, а также жестко контролировать длину дуги в процессе. Новичку будет сложно учесть все нюансы и добиться высокого качества шва.
Подходящие варианты
Целлюлозные – только «по показаниям»
Маркировка: Ц (по ГОСТ), С (по ISO)
Органические покрытия подходят для работы только по низколегированным сталям. Использовать электроды с целлюлозным покрытием, если на то есть основание или под рукой нет других электродов. Целлюлозная обмазка обеспечит стабильное горение, но качество и эстетичность будут не выше среднего. Плюс новичку будет трудно работать из-за брызг.
Подходящие варианты
Кислые – лучше избегать
Маркировка: А (по ГОСТ), А (по ISO)
Этот тип электродов обеспечивает высокую скорость работы и позволяет варить по металлу, пораженному коррозией, но есть большой минус – токсичные испарения. И ещё несколько небольших минусов: высокий риск дефектов, сложность контроля температуры и разбрызгивание материала в процессе. Новичку с кислыми покрытиями работать трудно и небезопасно.
И ещё несколько небольших минусов: высокий риск дефектов, сложность контроля температуры и разбрызгивание материала в процессе. Новичку с кислыми покрытиями работать трудно и небезопасно.
Смешанные и прочие покрытия
Кроме четырех основных видов покрытий, используются их комбинации, которые маркируются двумя буквами (например, рутилово-основное – РБ / RB), а также покрытия с особым составом специального назначения – они объединены маркировкой «Прочие (П / S)».
Наиболее интересные из них:
- рутил-целлюлозные – единственное, позволяющее проводить вертикальную сварку сверху-вниз;
- солевые – для сварки алюминия;
- специальные – для наплавки и ремонта.
Выбор по характеристикам
По материалу
- Для низколегированной стали – рутиловые или целлюлозные
- Для высоколегированной стали – рутиловые и рутилово-основные (рутил-карбонатные)
- Для нержавейки – рутиловые
- Для сталей с повышенной прочностью – основные
- Для чугуна – основные с высоким содержанием графита
- Для алюминия – солевые и специальные
По типу тока
Большинство современных инверторов выдают постоянный ток, и это здорово, так как в этом случае подойдут металлические плавящиеся электроды с любым из четырех типов покрытия. Если вы работаете с переменным током, сразу исключите электроды с основным покрытием. Исключение – основные покрытия с уменьшенным содержанием дифторида кальция.
Если вы работаете с переменным током, сразу исключите электроды с основным покрытием. Исключение – основные покрытия с уменьшенным содержанием дифторида кальция.
По толщине
Диаметр электрода должен быть чуть меньше толщины металла. Слишком тонкий электрод создаст маленький нефункциональный шов. Слишком толстый – увеличивает риск прожечь металл насквозь, так как для его расплавления потребуется большая сила тока (размер сварочной ванны будет больше). Можно попытаться уменьшить силу тока, но тогда её не хватит на формирование шва – вы получите скопление шлака в центре и наплавленный металл по краям.
|
Диаметр электрода, мм |
Толщина материала, мм |
Рекомендуемый ток, А |
|
1.6 |
1.5 |
55 – 65 |
|
2 – 2. |
2 |
55 – 80 |
|
2.5 – 3.2 |
3 |
70 – 120 |
|
3.2 – 4 |
4 |
130 – 160 |
|
4 |
5 |
140 – 210 |
|
4 – 5 |
6 – 12 |
180 – 260 |
|
5 |
13 – 15 |
200 – 300 |
|
6 – 8 |
более 16 |
200 – 350 |
 5
5По прочности
Распространенная ошибка – считать, что чем выше прочность электрода, тем лучше. Характеристики электрода должны быть максимально приближены к характеристикам металла.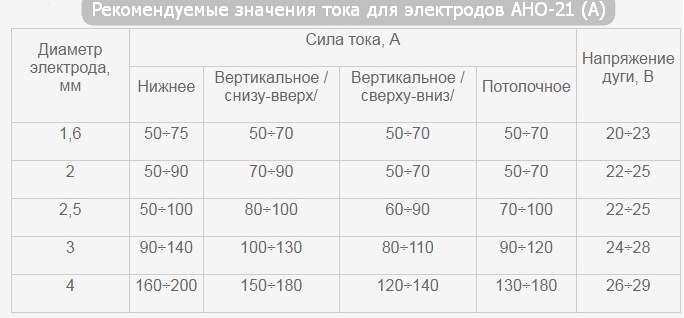 Для стали с прочностью 400 МПа будет достаточно электрода типа Э42, где 42 – предел прочности 42 кг/мм2 или ~412 МПа (1 кг/мм2 = 9.80665 МПа). Не нужно брать больше. Если свойства шва выше свойств основной конструкции, то при эксплуатации в основном материале могут создаваться лишние напряжения.
Для стали с прочностью 400 МПа будет достаточно электрода типа Э42, где 42 – предел прочности 42 кг/мм2 или ~412 МПа (1 кг/мм2 = 9.80665 МПа). Не нужно брать больше. Если свойства шва выше свойств основной конструкции, то при эксплуатации в основном материале могут создаваться лишние напряжения.
Выбор в зависимости от возможностей прокалки
Еще один важный момент: все электроды перед использованием требуют прокалки – нагрева до определенной температуры с целью удалить лишнюю влагу. Условия прокалки зависят от состава покрытия. Электроды с рутилово-целлюлозным покрытием требуют выдерживания при 70-90 °С, с рутиловым – при 150-270 °С, с основным – при 380-420°С. В бытовых условиях для прокалки используют домашнюю духовку, которая нагревается максимум до 250 °С, поэтому нужно учитывать, что для правильного использования электродов с основным покрытием понадобится найти специальную печь для прокалки.
Как читать маркировку электродов для сварки инвертором
Какие электроды лучше всего подходят для инвертора?
- Что такое инверторная сварка?
- Что такое инверторные сварочные электроды?
- Электроды для инвертора – как выбрать?
- Электроды для инвертора.
 Как правильно выбрать в зависимости от материала конструкции?
Как правильно выбрать в зависимости от материала конструкции? - Какие электроды лучше всего подходят для инвертора? Обзор лучших брендов
- Где купить хорошие электроды для инвертора?
- Как пользоваться инверторными электродами? Профессиональные советы
- Стоковая видеозапись
Чаще всего соединение металлических изделий осуществляется методом сварки с использованием трансформаторных или инверторных агрегатов. Для работы любого из них нужны электроды. Чтобы добиться идеального результата сварки, необходимо знать, какие электроды лучше всего подходят для инвертора. Эта статья посвящена этой теме.
к оглавлению ↑
Что такое инверторная сварка?
Такие устройства, как сварочные инверторы, уже давно заменили ранее использовавшиеся трансформаторные блоки. Это объясняется простотой эксплуатации, скоростью и качеством сварки любых металлических деталей и конструкций. Обычно такие устройства используются для дуговой сварки плавлением.
Важно! Использование инвертора гарантирует получение сверхпрочного соединения металлических деталей за счет качественного шва. Это возможно благодаря постоянной скорости и стабильности сварочного тока.
Инвертор способен генерировать переменное напряжение при включении источника тока. Также в сварочных работах задействованы другие устройства:
- Система управления.
- Фильтр и линейный выпрямитель.
- Высокочастотный трансформатор.
- Преобразователь частоты
Основными инструментами для инверторной сварки являются различные виды электродов. С ними будем разбираться дальше.
к оглавлению ↑
Что такое инверторные сварочные электроды?
Эти инструменты представляют собой электропроводящие стержни из металла, они нужны для подачи тока в зону сварки.
Важно! Стоит учитывать, что в разных типах сварочных аппаратов, даже в случае одного типа, используются разные типы электродов.
Поэтому необходимо обязательно понимать, какие электроды лучше варить инвертором того или иного типа.
Основные технические характеристики инверторных электродов:
- Длина вала. Она может составлять от 300 до 450 мм и в основном зависит от характера легирования электрода.
- Диаметр стержня. Может быть равно значению в диапазоне от 1,6 мм до 5 мм.
Важно! Самые тонкие электроды диаметром 1,6 мм изготавливаются на заказ, так как они не так распространены, как более толстые.
- Сплав или материал, из которого изготовлен электрод.
к оглавлению ↑
Электроды для инвертора – как выбрать?
Электроды для сварки изготавливаются из проволоки, соответствующей ГОСТ 1970 2246. Согласно этому стандарту все электроды для инверторной сварки подразделяются на следующие виды:
- Легированные. Изготовлены из проволоки Св-08ГСМТ, Св-08ХЗГ2СМ, Св-10Х5М, Св-15ГСТЮЦ и других.

- Углерод Изготавливаются из проволоки Св-08ГА, Св-10Г2, Св-08АА, Св-10ГА, Св-08, Св-08А.
- Высоколегированный. Изготавливается из проволоки Св-30х25Н35ВЗБЗТ, Св-12х23, Св-10х27Т и других.
Важно! На поверхность электродного стержня методом опрессовки наносится покрытие, предохраняющее сварочную ванну от атмосферных воздействий и позволяющее более стабильно гореть дуге.
Все электроды делятся на две группы:
- Предназначены для сварки ответственных металлоконструкций.
- Предназначен для соединения обычных металлических конструкций.
к оглавлению ↑
Электроды для инвертора. Как правильно выбрать в зависимости от материала конструкции?
При сварке следует помнить, что для разных материалов нужны разные электроды. Итак, как правильно выбрать электрод в инверторе?
- Высоколегированные и нержавеющие стали следует сваривать прутьями ЦЛ-11, которые изготавливаются по стандартам 10052-75 и 9466-75.
 Углеродистая сталь
Углеродистая сталь - сваривается электродами, изготовленными по ГОСТ 9466-75 и 9467-75. Подходят ОЗС-4, МР-3С, АНО-21, УОНИ-13/45.
- Мягкая сталь лучше всего обрабатывается прутьями с рутиловым и альменитовым покрытием. Подходят АНО-4 и АНО-6.
- Чугуны самых различных марок легкосвариваются электродами по ГОСТ 859-75. ОЗЧ-2.
к оглавлению ↑
Какие электроды лучше всего подходят для инвертора? Обзор лучших марок
На сегодняшний день наиболее популярны следующие марки:
- УОНИ-13/55. Они пользуются большим спросом у опытных сварщиков. Такие стержни позволяют сделать идеальный шов с оптимальной плотностью даже в условиях низкой температуры окружающей среды.
Важно! Марка УОНИ считается довольно «капризной», поэтому работать с ней сможет не каждый новичок. Такие электроды лучше использовать, уже имея реальный опыт сварки.
- МП-3.
 Эта марка, пожалуй, самая универсальная. Такие электроды позволяют сваривать ржавый металл, а также тот, который покрыт грязью или влагой.
Эта марка, пожалуй, самая универсальная. Такие электроды позволяют сваривать ржавый металл, а также тот, который покрыт грязью или влагой. - АНО. Самая покупаемая марка сварочных электродов. Они прожигаются самым простым способом, без предварительного прокаливания, осуществляют надежную и долговечную сварку даже в руках новичка.
к оглавлению ↑
Где купить хорошие электроды для инвертора?
Все популярные марки сварочных электродов легко найти в специализированных магазинах. Однако стоит обратить внимание на наличие эпидемиологических сертификатов, дающих гарантию на качественную сварку и безопасное использование.
Важно! Обязательно проверяйте подлинность приобретаемой продукции, сразу проверяйте сертификат качества, лицензию производителя, уточняйте детали упаковки, транспортировки и хранения удилищ. Только так можно быть уверенным в эффективности применения и достойном качестве электрода.

к оглавлению ↑
Как использовать инверторные электроды? Советы профессионалов
Процесс сварки нельзя назвать простым, поэтому перед тем, как впервые приступить к сборке конструкции с помощью инвертора, следует потренироваться.
Важно! Учитесь лучше с новыми электродами. Так вы сможете лучше и быстрее понять смысл произведения.
Вот как должен выглядеть процесс:
- Закрепите зажим на детали, вставьте электрод в держатель.
- В зависимости от диаметра стального стержня установите силу тока.
Важно! Сварочный ток выбирают из расчета 20-30 А на 1 мм диаметра стержня. Для электрода диаметром 3 мм устанавливают силу тока 80-110 А в зависимости от толщины металла, пространственного положения и числа проходов. Однако точно одинаковых настроек во всех случаях не существует. Каждый мастер подбирает свои текущие параметры методом проб и ошибок.

- Для создания дуги необходимо установить электрод к детали под углом примерно 70 градусов.
- Быстро проведите стержнем по заготовке. При этом вы увидите сноп искр и услышите характерный звук.
- Прикоснитесь к детали так, чтобы появился зазор не более 5 мм. В это время возникает дуга, под действием которой металл начинает плавиться.
Важно! Следует отметить, что при больших токах получается более текучая и менее контролируемая сварочная ванна.
- Поддерживайте зазор, перемещая стержень горизонтально по мере его выгорания.
Важно! Если при работе наблюдается залипание, это сигнал слабого тока, выставленного на прибор. Необходимо увеличить силу тока на агрегате, чтобы убрать липкий эффект.
- После выполнения шва необходимо обязательно проверить качество его выполнения. Для этого постучите молотком по месту сварки после его остывания.
 Шлак крошится, обнажая чистый блестящий шов.
Шлак крошится, обнажая чистый блестящий шов.
Важно! Современные сварочные аппараты инверторного типа позволяют варить различные поверхности любым типом электрода. В этом, собственно, и заключается их высокая популярность. Однако стоит учитывать тот факт, что не все удилища одинаково справляются с поставленной задачей. А использование электродов, не рекомендованных для инверторной сварки, может привести к серьезным нарушениям техники безопасности. Поэтому очень важно разобраться в вопросе, какие электроды лучше для инвертора при сварке того или иного материала.
к оглавлению ↑
Видеоматериал
Покупая удилища в магазинах, делайте выбор, опираясь на информацию, представленную в статье, и прислушивайтесь к рекомендациям продавца. Это обеспечит вам безопасную работу и качественные надежные швы.
Страница не найдена | Weldcote
Страница не найдена | сварной шов Перейти к основному содержанию вершина★ ★ ★ ★ ★
” Weldcote – отличный партнер в сварочной отрасли! Их сотрудники всегда дружелюбны и очень хорошо осведомлены о своей продукции. Они отлично справляются со своевременным вводом и отправкой заказов. помогаем нашему бизнесу расти!» – Бобби Б. @ Holston Gases Inc.
Они отлично справляются со своевременным вводом и отправкой заказов. помогаем нашему бизнесу расти!» – Бобби Б. @ Holston Gases Inc.
★ ★ ★ ★ ★
” Weldcote — это пятизвездочная компания! Работа Weldcote в Брейнтри, штат Массачусетс, на высшем уровне. Их сотрудники всегда делают все возможное, чтобы обеспечить удовлетворенность клиентов. В любой день мы имеем дело примерно с 20 различными поставщиками, я бы поставил Weldcote на первое место. Спасибо Weldcote за отличное обслуживание клиентов — и в этом все дело!» – Дэйв @ Дэйвен Корп.
★ ★ ★ ★ ★
« Weldcote уже много лет является отличным партнером поставщика! Они делают то, что обещали, и всегда делают это с улыбкой! Weldcote выводит обслуживание клиентов на новый уровень, что делает ведение бизнеса с ними таким простым!» – Майк Симмонс @ Fresno Oxygen
★ ★ ★ ★ ★
” Мы долгое время сотрудничаем с Weldcote.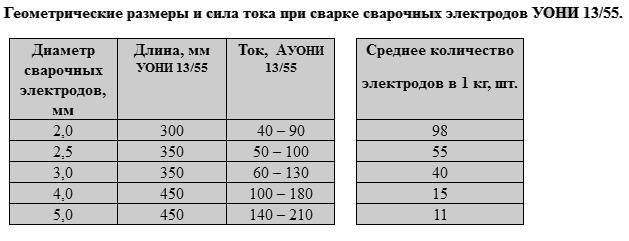 Они не только отличный партнер, но и замечательная компания для ведения бизнеса. Они всегда готовы помочь в трудную минуту, и их компания действительно ориентирована на клиента. Мы планируем оставаться постоянным партнером на долгие годы!” – Стив @ Ozarc Gas Equipment
Они не только отличный партнер, но и замечательная компания для ведения бизнеса. Они всегда готовы помочь в трудную минуту, и их компания действительно ориентирована на клиента. Мы планируем оставаться постоянным партнером на долгие годы!” – Стив @ Ozarc Gas Equipment
★ ★ ★ ★ ★
«В Weldcote работает дружелюбная и знающая команда по обслуживанию клиентов, и они всегда готовы помочь нам любым возможным способом. Они также предлагают широкий ассортимент товаров и продолжают добавлять продукты, которые выгодны для сварочной отрасли». – Бретт Нагл @ WISCO/MEDOX
★ ★ ★ ★ ★
” Weldcote предоставляет нашей компании высочайшее качество обслуживания клиентов. Совместная работа между внутренними и внешними продажами делает мои закупки Weldcote Metal быстрыми и эффективными.