Какие электроды выбрать для сварки: Как новичку выбрать электроды для РДС сварки
alexxlab | 14.05.2023 | 0 | Разное
Сварка чугуна: какие электроды выбрать?
Новости ПФО
Нижний Новгород. 27 октября. НТА-Приволжье — Сварка чугуна: какие электроды выбрать?
Чугун – один из основных металлов, используемых для разных типов конструкций. У него есть ряд особенностей, которые нужно учитывать при проведении сварочных работ. Металл имеет несколько подтипов. Чтобы шов был выполнен качественно, необходимо правильно подобрать сварочные электроды по чугуну.
Отличия чугунных конструкций
Чугун – металл с большим содержанием углерода (2–6%), присутствующего в свободном состоянии (графит). Это делает материал твердым, но в то же время хрупким и менее пластичным. Эти свойства требуется учитывать при сварке чугунных конструкций, в противном случае могут возникнуть такие проблемы, как:
- образование трещин;
- выгорание углерода и формирование пор на сварном шве;
- появление тугоплавких окислов, имеющих более высокую температуру плавления, чем чугун.


Получению качественного шва на конструкциях из чугуна также мешает текучесть этого металла в расплавленном виде.
Чугунные изделия сваривают двумя методами:
- горячий – сначала выполняется прокалка металла до температуры +500°C, которая производится за счет силы тока, затем изделие остывает за 70–100 часов;
- холодный – при такой сварке не выполняется предварительный подогрев деталей. Отличается тем, что перед работами проводится зачистка, фрезеровка и сверление. Это позволяет очистить конструкцию и сделать ее гладкой.
Выбор электродов
Электроды для сварки чугуна отличаются от изделий, используемых для работы со стальными конструкциями. Этот материал массивнее – в том числе поэтому выполняет функцию опоры для громоздких сооружений.
Чаще выбирают электроды с основной обмазкой, содержащей карбонаты кальция и магния и обеспечивающей получение надежного шва. Также подходит кислое покрытие – для сваривания деталей с коррозией.
Чаще применяется медные электроды, но для сварки также приобретают стальные или никелевые изделия.
Какие марки электродов подходят чугуну
МНЧ-2
Применяются при сварке чугуна разного вида, в том числе ковкого и высокопрочного. Электроды созданы таким образом, чтобы работы можно было проводить без предварительной прокалки металла. Поэтому подойдут для холодной сварки с постоянным током.
К достоинствам относятся высокая пластичность шва и устойчивость к коррозии. При этом он отличается твердостью, что позволяет предотвратить появление трещин на месте сварки.
ОЗЧ-4
Марка относится к универсальным. Эти электроды обеспечивают износостойкость шва и устойчивость к нагрузкам. Перед работой нужно провести часовую прокалку до температуры +280°C.
ЦЧ-4
Изделия используются для любого метода сварки. Они подходят для заварки литья с дефектами, наплавки, когда нужно отремонтировать чугунные детали. Часто применяются для обработки верхних слоев, затем работу выполняют электродами других марок.
Часто применяются для обработки верхних слоев, затем работу выполняют электродами других марок.
ОЗЖН-1
Используются только при сварке без предварительного нагрева. При работе используется постоянный ток. Изделия подходят для серого и высокопрочного чугуна и проведения многослойной наплавки. Можно комбинировать с другими марками – это увеличит надежность конструкции и предотвратит преждевременный износ шва.
ОЗЧ-2
Медные электроды для сварки чугуна. Продукция применяется для ковкой или серой разновидности металла. Возможно выполнение работ в нижнем положении или в вертикальной плоскости.
ОЗЧ-6
Используются для сварки холодным методом, работы можно выполнять в нижнем и вертикальном положении. Продукция подходит для наплавки тонкостенных металлических элементов.
ОК-92.18
Изделия с основной обмазкой, в составе содержится большой процент графита. Используются при сварке с минимальным нагревом как с переменным, так и с постоянным током. Можно проводить работы во всех положениях.
Можно проводить работы во всех положениях.
Если необходимо обеспечить высокое качество сварки конструкций из чугуна, в интернет-магазине «Центр-метиз» представлены электроды от надежных поставщиков. Консультанты помогут подобрать подходящую марку и ответят на вопросы по использованию продукции. Доставка осуществляется наиболее удобным видом транспорта. Возможна рассрочка и другие способы оплаты.
*На правах рекламы. Регион: Н. Новгород
Все новости раздела «Новости ПФО»
Программу льготного арендного жилья разработали в Кировской области Регион: Киров Изношенность коммунальной инфраструктуры Мордовии составляет 60% Регион: Мордовия Более 400 тысяч квадратных метров жилья планируется ввести в эксплуатацию в Чебоксарах в 2023 году Регион: Чувашия
Станцию метро в Сормово начнут строить уже осенью Регион: Нижний Новгород Детский сад на 140 мест открыли в деревне Бурцево Богородского округа Регион: Нижний НовгородПлан по вводу жилья в эксплуатацию в Нижегородской области перевыполнен на 9,4% Регион: Нижний Новгород Большой образовательно-досуговый центр построят в деревне Аксакшур в Удмуртии Регион: Удмуртия Резкий рост ипотечного кредитования зафиксирован в Нижегородской области Регион: Нижний Новгород
ИА «НТА Приволжье»
Аналитика
ФоРГО подвел итоги года: в главных – переконфигурация путинского большинства и общественный консенсусИнтервью
Алексей Киселёв: “Мы на самом деле открыли существование кратера Тунгусского метеорита” “Ассоциация лидеров МКД улучшит качество жизни нижегородцев” “Сегодня Польшу интересует не Калининград, а Львов”
3 важных критерия при выборе электрода для орбитальной TIG-сварки
Выбор электрода для орбитальной TIG-сварки требует взвешенного решения. Среди всех параметров, имеющих значение для орбитальной TIG-сварки, можно выделить три критерия, которые помогут правильно выбрать тип электродов.
Среди всех параметров, имеющих значение для орбитальной TIG-сварки, можно выделить три критерия, которые помогут правильно выбрать тип электродов.
Критерий 1: Выбор материала
На рынке представлены электроды из различного материала:
Выбор зависит от того, какой тип сварочного тока используется – переменный или постоянный. Переменный ток (AC) используется главным образом для сварки алюминия. Полярность между трубой (массой) и электродом периодически меняется, из-за чего происходит возвратно-поступательное движение электронов между трубой и электродом. Это, в свою очередь, приводит к разрушению слоя оксида алюминия, который оказывает сопротивление и мешает плавлению.
Наиболее часто применяется постоянный ток (DC), его используют все наши сварочные генераторы. Полярность фиксирована, обычно труба (масса) имеет положительный заряд, а электрод – отрицательный. Труба притягивает электроны, и они перемещаются от электрода к трубе. Эта технология используется для большинства свариваемых металлов.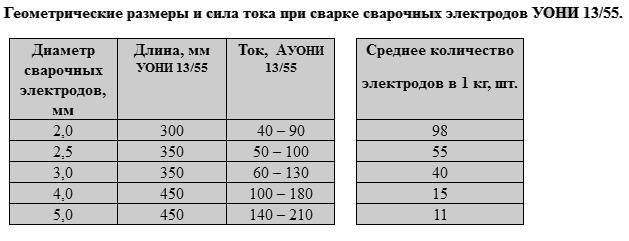
Некоторые аппараты (AC/DC) могут работать с токами обоих типов.
Таким образом, материал электрода выбирается в зависимости от используемого тока.
Критерий 2: Диаметр, длина и размер электрода
Размер электрода зависит главным образом от сварочного оборудования. Ручная горелка имеет длину 100 или 200, ее следует постепенно подрезать и затачивать.
Ниже представлено несколько размеров электродов в зависимости от сварочного аппарата:
Закрытые сварочные головки (SATFX) и Microfit (SXMF): в зависимости от диаметра свариваемой трубы и категории сварочной головки.
Для ручных горелок (SATM), открытые сварочные горелки (SATO), сборные элементы (SX): только 50 мм с длинной форсункой и 22 мм с короткой форсункой.
Диаметр зависит от сварочного тока.
До 100 ампер мы можем проводить сварку с диаметром 1,6 мм: если взять больший диаметр, появится риск повреждения острия электрода и попадания вольфрама в зону плавления, а это уже серьезный дефект.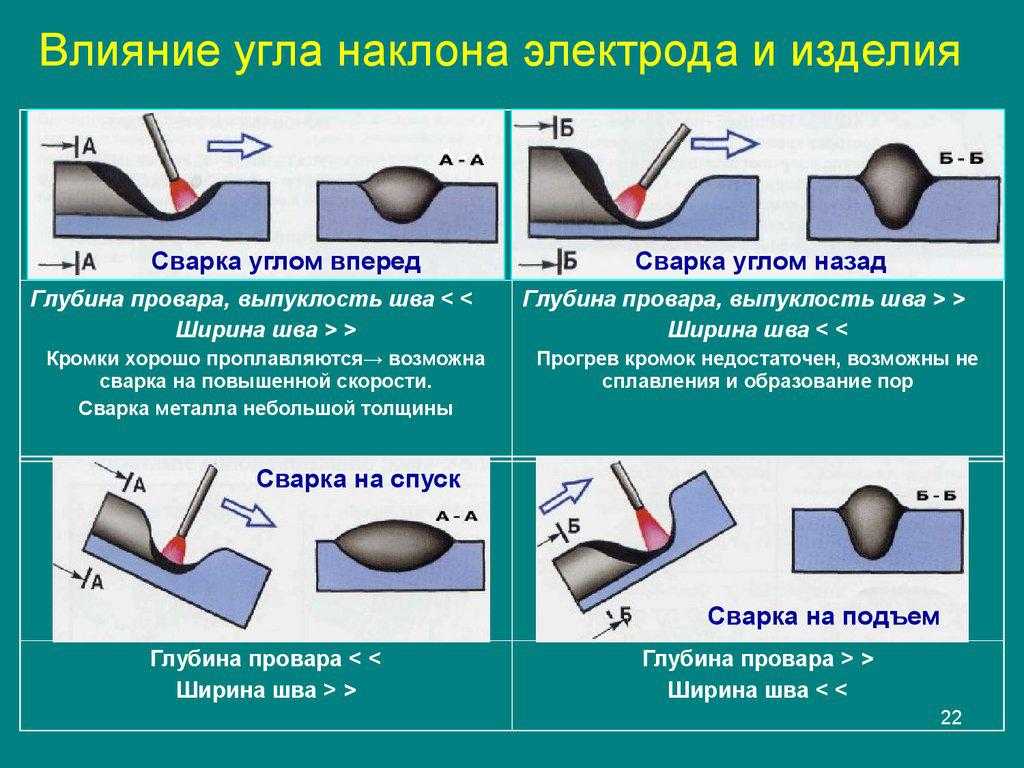
Диаметр 2,4 мм можно использовать от 80 ампер: ниже этого значения дуга будет нестабильна, потому что у нее будет «слишком много места», и она не попадет в каналы.
Более подробную информацию см. в стандарте ISO 6848.
Стандартная длина находится в пределах от 100 до 200 мм, а диаметры вольфрамовых электродов находятся в пределах от 0,25 до 10 мм (0,010-0,250 дюймов).
Компания AXXAIR поставляет предварительно заточенные и предварительно подрезанные электроды длиной 50 мм для открытых головок и 15-59,5 мм для закрытых головок. Также мы работаем с тремя диаметрами: 1 для закрытой головки Microfit (SXMF), 1,6 и 2,4 для открытых головок (SATO), закрытые головки (SATF), сборные элементы (SX), ручная горелка (SATM) и трубные доски (SATP).
Диаметр электрода/допустимый ток
Пример диапазона силы тока в зависимости от диаметра электрода:
Выбор вольфрамового электрода зависит одновременно от базового оборудования, типа тока и потребления энергии при сварке.
Критерий 3: Геометрия и состояние поверхности электродов
Иногда при покупке вольфрамовых электродов выбор определяется ценой.
Этим параметром часто пренебрегают, тогда как он является основным элементом в технологии орбитальной TIG-сварки для обеспечения повторяемости процесса.
Обычно пользователи автоматизированной TIG-системы предпочитают следующие типы электродов.
– Электроды, заточенные в направлении оси: борозды должны быть продольными, чтобы не допустить подвижности электрической дуги и отрыва частиц вольфрама. Заточка будет идеальной, если она выполняется параллельно продольной оси электрода. Также заточка должна обеспечить хорошее состояние поверхности с максимальной шероховатостью RA 0,8.
– Чистые электроды, отсутствие загрязнений на поверхности. Согласно стандарту ISO 6848: «Поверхность электродов должна быть лишена примесей, нежелательных пленок, включений инородных тел, блеска, трещин, окалин и прочих дефектов. Корпус электродов не должен содержать инородных включений или других дефектов, которые могут негативно сказаться на использовании электрода». Если электрод окислен, потемнел или посинел, он уже не сможет обеспечить сварку надлежащего качества. Такой электрод считается загрязненным, и он может загрязнить зону плавления. Он загрязняется, например, в том случае, если сварка началась в отсутствии газа, или если газ был загрязнен, если на электроде имеются налипшие частицы из зоны плавления, либо если электрод прикоснулся к ней во время сварки. Такой электрод нужно заменить, заточка уже бесполезна.
Корпус электродов не должен содержать инородных включений или других дефектов, которые могут негативно сказаться на использовании электрода». Если электрод окислен, потемнел или посинел, он уже не сможет обеспечить сварку надлежащего качества. Такой электрод считается загрязненным, и он может загрязнить зону плавления. Он загрязняется, например, в том случае, если сварка началась в отсутствии газа, или если газ был загрязнен, если на электроде имеются налипшие частицы из зоны плавления, либо если электрод прикоснулся к ней во время сварки. Такой электрод нужно заменить, заточка уже бесполезна.
Эти условия обеспечивают лучшую электропроводность между электродом и электрододержателем и оптимальный перенос электрической дуги.
КАК ВЫБРАТЬ ПОДХОДЯЩИЙ ЭЛЕКТРОД ДЛЯ СВАРКИ
КАК ВЫБРАТЬ ПОДХОДЯЩИЙ ЭЛЕКТРОД ДЛЯ СВАРКИ ДЛЯ СВАРКИ
Сварка электродом – это процесс ручной дуговой сварки. Это требует
расходуемый электрод, покрытый флюсом для прокладки сварного шва, и электрический
ток используется для создания электрической дуги между электродом и металлом
которые свариваются между собой. Электрический ток может быть переменным
током или постоянным током от сварочного источника питания.
Электрический ток может быть переменным
током или постоянным током от сварочного источника питания.
Перед выбором электрода для сварки необходимо понять, что означают обозначения электродов, то есть буквы и цифры на электроде. Два наиболее часто используемых сварочных электрода: Е6010 и Е7018.
Стержневые сварочные электроды начинаются с обозначения буква «Е», обозначающая электрод. В наши дни на многих удилищах есть только номер.
Первые две цифры на электроде обозначают прочность сварочный присадочный металл. Электрод 6010, использующий первые две цифры (60XX) означает минимум 60 000 фунтов прочности на растяжение на квадратный дюйм сварка. Прочность на растяжение 7018 составляет 70 000 фунтов на квадратный дюйм. В сравнении, типичная сталь марки A36 имеет предел прочности на растяжение 36 000 фунтов. на квадратный дюйм. Сварной шов обычно в два раза прочнее стали. сварка!
Если вы размышляли о том, о чем говорят последние две цифры,
это поток или экранирование на стержне.
Доступен широкий ассортимент электродов Stick, каждый обеспечивают различные механические свойства и работают с определенным типом источник сварочного тока. При выборе стержневого электрода учитывайте основной металл. тип, стыковая подгонка и положение сварки. Прежде чем приступить к сварке, следуйте приведенным ниже рекомендациям. следует считать.
Определите основной металл
Шаг первый – определите состав основного металла. Ваша цель состоит в том, чтобы соответствовать (или точно соответствовать) составу электрода основному металлу тип, это поможет обеспечить прочный сварной шов. Если вы сомневаетесь, спросите себя об этих вопросы:
Если вы работаете со сломанной деталью или компонентом, проверьте
грубая и зернистая внутренняя поверхность, что обычно означает, что основной материал
литой металл.
Является ли металл магнитным?
Если основной металл является магнитным, велика вероятность того, что основной металл – углеродистая сталь или легированная сталь. Если основной металл не магнитный, материал может быть марганцевой сталью, аутентичной нержавеющей сталью серии 300 стали или цветного сплава, такого как алюминий, латунь, медь или титан.
Какие искры испускает металл при прикосновении к мясорубка?
Эмпирическое правило: чем больше бликов в искрах, тем повышенное содержание углерода, например, в стали марки А-36.
Долото «вгрызается» в основной металл или отскакивает?
Долото вгрызается в более мягкий металл, например в мягкую сталь или алюминий, и отскакивают от более твердых металлов, таких как высокоуглеродистая сталь, хромомолибденовый или чугунный.
Толщина, форма и подгонка основного металла
Толстые материалы требуют электрода с максимальной пластичностью
и низкое содержание водорода для предотвращения растрескивания сварных швов.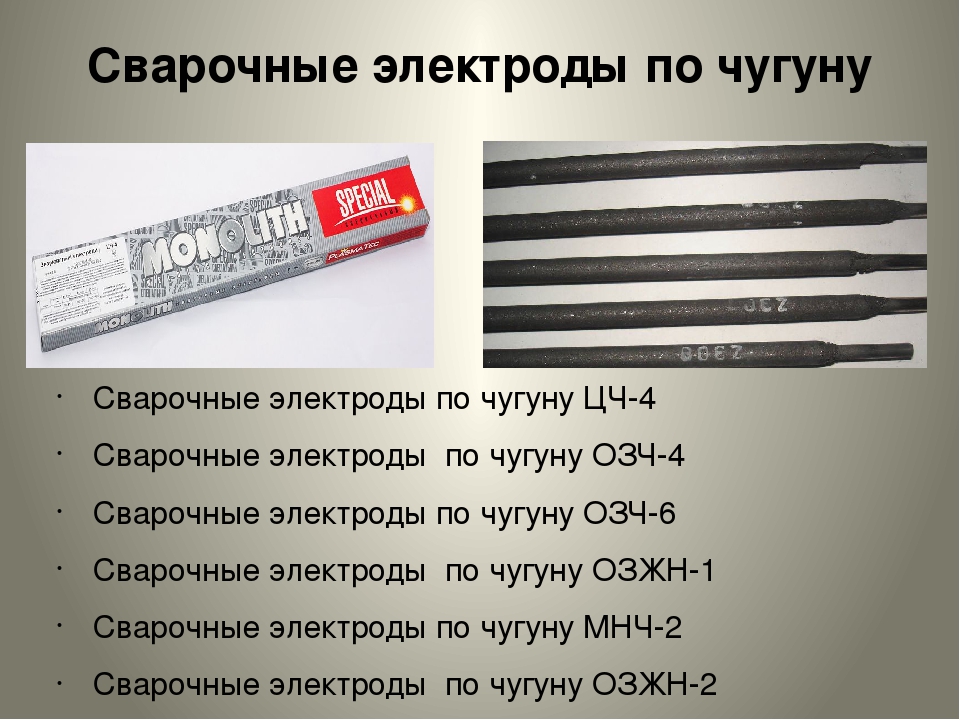 Электроды с АС/НЗС
Классификационные номера, оканчивающиеся на 15, 16 или 18, обеспечивают превосходное низкое содержание водорода.
свойства и хорошую ударную вязкость (высокие значения ударной вязкости) для размещения остаточных
стресс.
Электроды с АС/НЗС
Классификационные номера, оканчивающиеся на 15, 16 или 18, обеспечивают превосходное низкое содержание водорода.
свойства и хорошую ударную вязкость (высокие значения ударной вязкости) для размещения остаточных
стресс.
Для тонких материалов вам понадобится электрод, который производит мягкие дуги, такие как 4313; Кроме того, электроды меньшего диаметра обеспечат неглубокое проникновение для предотвращения прожога более тонких материалов.
Вы также захотите оценить конструкцию и подгонку шарнира. Если вы работаете над соединением с плотной посадкой или со скосом, используйте электрод, который обеспечивает копающую дугу для обеспечения достаточного проникновения, например как E4310 или E4311. Для материалов с широким корневым отверстием выберите электрод, например, E4312, который создает вогнутую поверхность сварного шва, подходящую для перекрытия зазоров и выполнение разделочных швов.
ПОЛОЖЕНИЯ ДЛЯ СВАРКИ:
Американское общество сварщиков (AWS) определило четыре
Основные положения сварки.
(1) Положение «плашмя»
В положении «плашмя» сварка выполняется в основном вдоль горизонтальной оси и сверху сустава. Это самый простой способ сварки выполнить и получить контроль над сварочной ванной и добиться наилучшего сварного шва качество.
(2) Горизонтальное положение
В горизонтальном положении ось сварки находится в горизонтальная плоскость. Горизонтальная сварка часто используется для угловых или разделочных швов.
(3) Вертикальное положение
При вертикальном положении ось сварки находится в основном в вертикальное или вертикальное положение. Как правило, выполнить его сложнее, чем плоские и горизонтальные. При сварке на вертикальной поверхности расплавленный металл имеет тенденцию течь вниз и накапливаться.
(4) Верхнее положение
В этом наиболее сложном из четырех, сварка выполняется с нижней стороны сустава.
При этом наплавленный металл имеет тенденцию к падению или провисанию на
пластина, в результате чего бусина имеет высокую корону.
КЛАССИФИКАЦИЯ ЭЛЕКТРОДОВ:
Электрод: металлическая проволока с покрытием, имеющая приблизительно одинаковую состав как основной металл.
Электроды в основном подразделяются на 5 основных групп:
1) Мягкая сталь – большинство сварочных работ
2) Высокоуглеродистая сталь
3) Специальная легированная сталь
4) Чугун
5) Цветные – пример Алюминий, медь и латунь
Стандарты установлены AWS (Американское общество сварщиков), ASTM (Американское общество тестирования
Материалы) & BIS (Бюро индийских стандартов).
ЭЛЕКТРОДЫ ИЗ МЯГКОЙ СТАЛИ
Существует два основных типа электродов из мягкой стали:
(i) Неизолированные:
Неизолированные электроды все еще покрыты небольшим покрытием; этот ограничивает их использование в области сварки.
(ii) Экранированные (покрытые флюсом)
Экранированные электроды имеют сильное покрытие на внешней стороне
их (так называемый поток).
Назначение флюса:
Предотвращает коррозию.
Действует как очиститель и раскисляет.
Выделяет инертный газ для защиты от кислорода, азота, и водород в атмосфере. Эти элементы ослабят сварной шов, если они должны были соприкоснуться с расплавленным металлом.
Образует шлак для защиты охлаждающегося металла и позволяет металл охлаждается медленнее, сохраняя свойства металла.
Обеспечивает более легкий пуск дуги, стабилизатор, уменьшает разбрызгивание.
Обеспечивает лучшее проникновение и качество рентгеновского излучения.
При горении электрода флюс образует газовый экран вокруг сварного шва. Это предотвращает повреждение сварного шва вредными загрязнениями. Основные 3 вредных элемента, присутствующих в атмосфере
* Водород
* Кислород
* Азот
РАЗМЕРЫ СВАРОЧНЫХ ЭЛЕКТРОДОВ:
Размер электрода зависит от диаметра его жилы.
Каждый электрод имеет определенный диапазон тока.
Сварочный ток увеличивается с размером электрода (диаметр).
1,6 мм
2,0 мм
2,5 мм
3,15 мм
4,0 мм
5,0 мм
6,0 мм
6,3 мм
8,0 мм
10,0 мм
Стандартные длины электродов: Электродели: Электродели: Электродели: Электродеса. изготавливается длиной от 250 мм до 450 мм.
Пожалуйста, свяжитесь с GZ Industrial Supplies Limited , если вам нужно помощь в выборе правильного сварочного электрода для сварки.
20 ноября 2019 г. англ. Энтони Убонг
ПАЛКА Основы сварки | Долговечность
Переключить навигацию
Поиск
Также известная как дуговая сварка металлическим электродом в среде защитного газа (SMAW), сварка STICK представляет собой двуручный метод, такой как TIG. При сварке STICK используется металлический присадочный стержень или стержень, покрытый флюсом. По мере того как материал стержня плавится под действием тепла, флюсовое покрытие также плавится, образуя газ и жидкий шлак, которые защищают сварной шов от окисления. Как и в случае FCAW, защитный газ не нужно подавать в процессе сварки, но оставшийся шлак оставляет беспорядок, требующий очистки с помощью шлифовальной машины или растворителей.
Как и в случае FCAW, защитный газ не нужно подавать в процессе сварки, но оставшийся шлак оставляет беспорядок, требующий очистки с помощью шлифовальной машины или растворителей.
ВВЕДЕНИЕ В СВАРОЧНУЮ СВАРКУ
История сварки стержнями восходит к 1800-м годам. В 1800 году британский химик и изобретатель сэр Хамфри Дэви разработал дугу между двумя угольными электродами с помощью батареи.
Газовая сварка и резка были введены в середине 1800-х годов. В 1880-х годах была разработана дуговая сварка угольной дугой и металлической дугой.
В 1881 году французский инженер-электрик Огюст Де Меритенс использовал тепло дуги для соединения свинцовых пластин аккумуляторных батарей. Его ученик Николай Н. Бенардос получил патент на сварку. В 1890, кл. Компания Coffin of Detroit получила первый патент США на процесс дуговой сварки с использованием металлического электрода.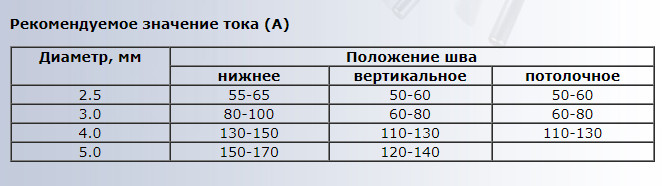
Примерно в 1900 году британский изобретатель Строменгер представил металлический электрод с покрытием. Он использовал тонкое покрытие из глины или извести и заметил, что это обеспечивает более стабильную дугу.
В период с 1907 по 1914 год Оскар Кьельберг из Швеции изобрел электрод с покрытием, который выглядел как палочка.
Позже куски железной проволоки, смоченные в густых смесях карбонатов и силикатов, использовались для изготовления стержневых электродов.
ПРОЦЕСС СВАРОЧНОЙ СВАРКИ
СВАРОЧНАЯ СВАРКА — это процесс, при котором для формирования сварного шва используется электрод с флюсовым покрытием. Электрический ток проходит через электрод с покрытием или сварочный стержень и образует дугу в точке контакта с основным металлом. Когда электрод начинает плавиться, флюсовое покрытие вокруг него создает облако газов, которое защищает расплавленный металл и предотвращает его окисление. Вот почему ее также называют дуговой сваркой в защитном металле. Облако газа оседает на ванну расплавленного металла по мере его остывания и превращается в шлак, который необходимо откалывать после завершения сварки.
Облако газа оседает на ванну расплавленного металла по мере его остывания и превращается в шлак, который необходимо откалывать после завершения сварки.
STICK Процесс сварки довольно прост и не требует большого количества специального оборудования.
СОВЕТЫ ДЛЯ НАЧИНАЮЩИХ
Хотя дуговая сварка является одной из наиболее распространенных форм дуговой сварки, научиться этому процессу сложно. Чтобы быть эффективным сварщиком STICK, требуется более высокий уровень квалификации и владение определенными приемами. Вот три важные вещи, на которых должен сосредоточиться новичок.
Текущие настройки
Электрод, который вы выбираете, определяет, требуется ли для вашей машины постоянный постоянный ток, отрицательный постоянный ток или переменный ток. Используйте правильную настройку для вашей конкретной задачи. Положительный электрод обеспечивает большее проникновение, в то время как отрицательный электрод дает лучшие результаты для более тонких металлов. Выберите силу тока в зависимости от электрода, положения сварки и визуального осмотра готового сварного шва. Следуйте рекомендациям производителя для идеальной настройки силы тока.
Выберите силу тока в зависимости от электрода, положения сварки и визуального осмотра готового сварного шва. Следуйте рекомендациям производителя для идеальной настройки силы тока.
Длина дуги
Правильная длина дуги имеет решающее значение для электродуговой сварки. Для каждого электрода и приложения требуется различная длина дуги, не превышающая диаметр электрода. Например, 0,125-дюймовый электрод 6010 удерживается на расстоянии около 1/8 дюйма от основного материала.
Угол перемещения
Для сварки в плоском, горизонтальном и потолочном положениях используйте метод «перетаскивания» или «наотмашь». Электрод должен располагаться перпендикулярно сварному шву. Наклоните кончик электрода на 5-15 градусов в направлении его перемещения. Для вертикальной сварки, которая движется вверх, используйте технику «толкания» или «вперед». Наклоните электрод в сторону от направления движения на 15 градусов.
ПЛЮСЫ И ПРОТИВ СВАРКИ
Как и любой сварочный процесс, сварка STICK имеет свои плюсы и минусы. Вот некоторые из наиболее важных:
Вот некоторые из наиболее важных:
Плюсы:
• Оборудование, используемое для сварки STICK, простое в использовании и недорогое
• Не требует внешнего защитного газа, что экономит деньги
• Может выполняться даже во время дождя или ветра
• Легко заменить электроды для различных металлов
• Можно легко сваривать широкий спектр металлов и сплавов
• Хорошо работает на окрашенных или ржавых поверхностях
Минусы:
• Операторы должны иметь высокий уровень квалификации и опыта
• Может быть сложно работать с некоторыми тонкими металлами
• Остается шлак, который необходимо удалить после сварки
• Сварка ПАРКОМ медленная по сравнению с другими типами сварки сварка
• Электроды необходимо заменять чаще, чем при других видах сварки
• Позволяет выполнять только короткие сварные швы до того, как потребуется вставить новый электрод
• Не подходит для химически активных металлов, таких как титан, цирконий, тантал и ниобий
БЕЗОПАСНОСТЬ ПРЕЖДЕ ВСЕГО!
Безопасность всегда является наивысшим приоритетом на сварочной площадке.