Какие измерительные инструменты называются калибрами: Калибры — измерительный инструмент особого рода
alexxlab | 07.08.1985 | 0 | Разное
Измерительные инструменты. Калибры, шаблоны и щупы.
Классификация калибров
Калибрами называются бесшкальные контрольные инструменты, предназначенные для ограничения отклонений размеров, формы и взаимного расположения поверхностей изделий. При помощи калибров невозможно определить действительные отклонения размеров изделия, но их применение позволяет установить – находятся или нет отклонения размеров изделия в заданных пределах.
Разность двух предельных размеров для данной детали получила название допуска. Один из этих размеров, соответствующий максимуму материала детали, получил название проходного предела, а другой, соответствующий минимуму – непроходного предела. Эти названия отражают порядок использования калибров, для контроля указанных пределов.
Заметим, что фактически проходной предел представляет собой размер, который ранее проверялся нормальным калибром. Для контроля деталей по второму предельному размеру был введен второй калибр. Вместе, с первым калибром, обеспечивающим собираемость, получается пара калибров, соответствующая допуску на деталь.
Вместе, с первым калибром, обеспечивающим собираемость, получается пара калибров, соответствующая допуску на деталь.
Введение понятия «допуск» внесло четкость и определенность в производство, обеспечило возможность объективной оценки качества деталей и ритмичность технологического процесса. Взаимоотношения изготовителя и потребителя получили прочную правовую основу, необходимо было лишь нормировать процедуру арбитражной проверки годности деталей, проверки того, что их размеры лежат в поле допуска.
Калибры служат не для определения действительного размера деталей, а для рассортировки их на годные и две группы брака (с которых снят не весь припуск и с которых снят лишний припуск).
Иногда с помощью калибров детали сортируют на несколько групп годных для последующей селективной сборки.
В зависимости от вида контролируемых изделий различают калибры для проверки гладких цилиндрических изделий (валов и отверстий), гладких конусов, цилиндрических наружных и внутренних резьб, конических резьб, линейных размеров, зубчатых (шлицевых) соединений, расположения отверстий, профилей и др.
Предельные калибры делятся на проходные и непроходные.
При контроле годной детали проходной калибр (ПР) должен входить в годное изделие, а непроходной (НЕ) входить в годное изделие не должен. Изделие считается годным, если проходной калибр входит, а непроходной – нет. Проходной калибр отделяет годные детали от брака исправимого (это детали, с которых снят не весь припуск), а непроходной – от брака неисправимого (это детали, с которых снят лишний припуск).
По технологическому назначению калибры делятся на рабочие калибры, используемые для контроля изделий в процессе изготовления и приемки готовых изделий работниками ОТК и контрольные калибры (контркалибры) для проверки рабочих калибров.
По числу контролируемых элементов различают комплексные калибры, контролирующие одновременно несколько элементов изделия (например, резьбовой проходной калибр) и простые (элементные) калибры, проверяющие один элемент (размер) изделия.
По характеру контакта с изделием различают калибры с поверхностным контактом (пробка), с линейным контактом (скоба) и точечным контактом (нутромер). Характер контакта имеет существенное влияние на результаты контроля при наличии отклонений формы изделия.
Характер контакта имеет существенное влияние на результаты контроля при наличии отклонений формы изделия.
По конструктивным признакам различают калибры однопредельные с раздельным выполнением проходного и непроходного калибров, двухпредельные (односторонние и двухсторонние), представляющие конструктивное объединение проходного и непроходного калибров.
Приведенная краткая классификация калибров не является исчерпывающей, так как она охватывает только наиболее распространенные виды калибров и классифицирует их лишь по основным признакам.
***
Основные требования к калибрам
Независимо от типа и назначения калибров к ним предъявляются следующие основные требования:
1. Точность изготовления. Рабочие размеры калибра должны быть выполнены в соответствии с допусками на его изготовление.
2. Высокая жесткость при малом весе. Жесткость необходима для уменьшения погрешностей от деформаций калибров (особенно скоб больших размеров) при измерении. Малый вес требуется для повышения чувствительности контроля и облегчения работы контролера при проверке средних и больших размеров.
Малый вес требуется для повышения чувствительности контроля и облегчения работы контролера при проверке средних и больших размеров.
3. Износоустойчивость. Для снижения расходов на изготовление и периодическую проверку калибров необходимо принимать меры к повышению их износоустойчивости. Измерительные поверхности калибров выполняют из легированной стали, закаливают до высокой твердости и покрывают износостойким покрытием (например, хромируют). Выпускают также калибры небольших размеров, изготовленные из твердого сплава.
5. Стабильность рабочих размеров достигается соответствующей термообработкой (искусственным старением).
6. Устойчивость против коррозии, необходимая для обеспечения сохранности калибров, достигается применением антикоррозионных покрытий и выбора материалов, мало подверженных коррозии.

Все калибры маркируют. Маркировка содержит номинальный размер и числовые величины предельных отклонений. Маркировку наносят на нерабочих поверхностях калибра и на ручке.
В настоящее время калибры применяют лишь в некоторых ограниченных случаях, когда контроль размеров изделий затруднен, например, при контроле валов и отверстий малого диаметра, при контроле резьбовых деталей и др.
Калибры гладкие для контроля валов и отверстий
Рабочие калибры различают однопредельные (с проходной или с непроходной стороной) и двупредельные (сочетающие проходную и непроходную стороны). Среди двупредельных калибров различают односторонние (проходная и непроходная стороны расположены последовательно друг за другом на одном конце калибра) и двусторонние (проходная и непроходная стороны расположены на противоположных сторонах калибра).
У калибров могут быть вставки или насадки, изготовленные из износостойкого материала (например, твердого сплава). Пробки для больших размеров могут быть выполнены в виде стержня с цилиндрическими или сферическими торцовыми измерительными поверхностями.
Пробки для больших размеров могут быть выполнены в виде стержня с цилиндрическими или сферическими торцовыми измерительными поверхностями.
Рабочие проходные калибры-пробки и скобы имеют допуск на изготовление, которому должны соответствовать размеры новых калибров, и допуск на износ, устанавливающий допускаемое отклонение калибра при его износе.
Погрешности формы измерительных поверхностей калибров не должны выходить за пределы поля допуска на неточность изготовления калибров по рабочим размерам.
Исполнительными размерами калибров называются предельные размеры, по которым изготовляют новые калибры и проверяют износ калибров, находящихся в эксплуатации. Для пробок указывают наибольший предельный размер и допуск на изготовление «в минус», для скоб – наименьший предельный размер с допуском.
Для рабочих проходных калибров дополнительно указывают предельный размер изношенного калибра.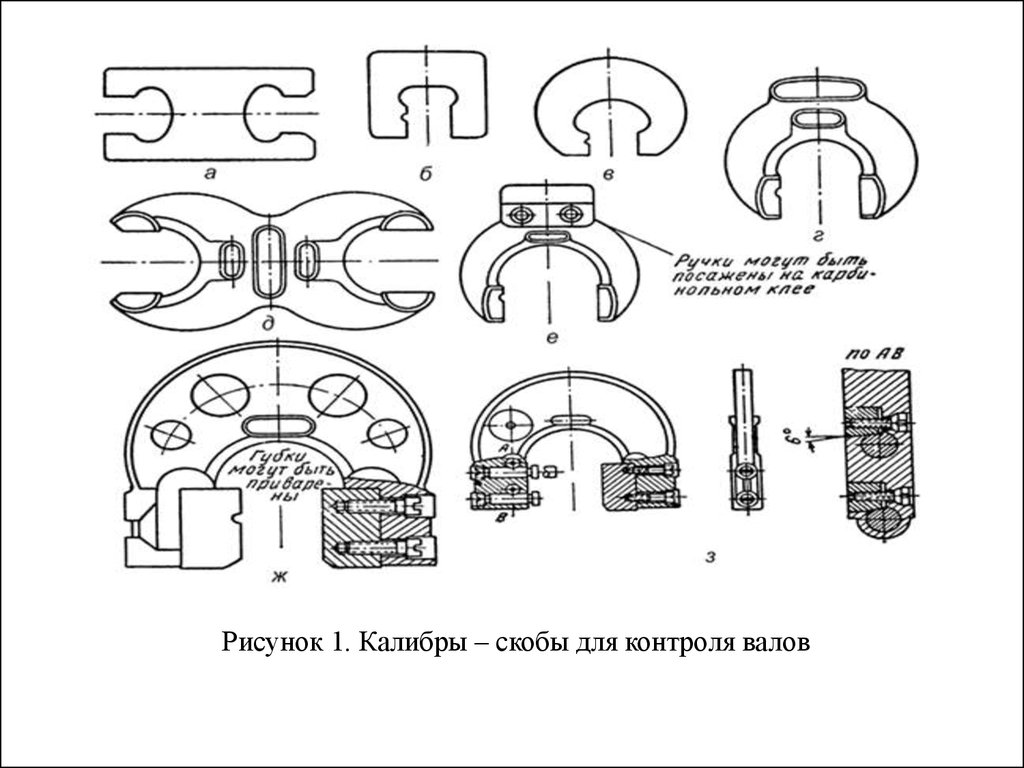
Важное метрологическое и эксплуатационное значение имеет усилие введения пробки в деталь или надевания скобы на нее.
Чрезмерное усилие особенно недопустимо для скоб с неограниченной жесткостью. Такое усилие вызывает не только проникновение бракованных деталей в годные, но и ускоренный износ калибров. Практическое правило введения калибра под действием его силы тяжести для скоб – при горизонтальной оси контролируемой детали (отметим, что и при этом происходят деформации) пригодно лишь в первом приближении и только для средних размеров. Для малых размеров сила тяжести калибра недостаточна, для больших – чрезмерна. Поэтому в общем случае рекомендуется регламентировать это усилие.
Другая погрешность контроля калибрами связана с их тепловыми деформациями.
При нагревании скоб руками контролера возникает погрешность, составляющая существенную часть в общей погрешности контроля, тем большую, чем больше скобы. Если же обеспечивается надежная изоляция от тепла рук, то происходит и заметное уменьшение погрешности.
У стандартных скоб для диаметров, начиная с 10 мм, предусмотрены пластмассовые накладки.
Измерительные поверхности калибров изготовляются из стали, закаленной до твердости HRC 60-64. Измерительные поверхности калибров подвергают хромовому износоустойчивому покрытию. Кроме того, для изготовления калибров применяют твердые сплавы, повышающие стойкость калибров в несколько раз. Однако и при этом невыгодные условия работы калибров, определяемые спецификой их использования (трение), высокая производительность контроля приводит к ускоренному износу калибров.
Факторами, влияющими на износ, являются диаметр и материал детали, ее твердость, прерывистость ее поверхности.
***
Калибры для контроля отверстий и валов небольшого диаметра
Как было показано выше для контроля валов и отверстий среднего и большого диаметра, например, размером от 30 до 500 мм калибры изготавливают по заказу и по одной штуке для каждого размера.
Однако для измерения отверстий диаметром от 0,5 до 10 мм выпускают наборы универсальных калибров-пробок с шагом 0,1; 1,0; 2,0 и 10,0 мкм.
Допуск на диаметр составляет ±0,4 мкм. Длина рабочей части пробок составляет от 1,0 до 50 мм. Шероховатость поверхности Ra менее 0,1 мкм.
Калибры-пробки изготовлены из легированной стали и закалены до твердости HRC=60-62 и из твердого сплава.
Для измерения валов диаметром от 0,06 до 30 мм выпускают калибры-кольца с шагом размера 1,0 мкм. Допуск на диаметр составляет ±1,25 мкм.
Калибры-кольца выпускают по международному стандарту EN ISO 1938.
С помощью небольших наборов из 2-3х таких точных калибров с шагом диаметров 0,1 или 1,0 мкм можно не только сортировать детали на годные и брак, но и практически достаточно точно определить их диаметр, потому что можно подобрать калибр диаметром очень близким к предельному размеру контролируемой детали, например, с точностью 1-2 мкм.
Также следует отметить, что точность измерения малых диаметров с помощью калибров выше, потому что в этом случае практически отсутствует температурная погрешность и мала погрешность от допуска на изготовления калибра (±0,4 мкм).
***
Калибры для контроля конусов
В инструментах и шпинделях станков широко применяют инструментальные метрические конусы (конусность 1:20) и конусы Морзе (конусность от 1:19,002 до 1 : 20,047) по ГОСТ 25557-82 и ГОСТ 9953-82.
Несмотря на наличие большого количества приборов и приспособлений для контроля конусов проверка конусности и припасовка конусов с помощью калибров и краски обеспечивает более высокую точность и надежность конусных соединений. Поэтому при изготовлении шпинделей и инструментов применяют калибры для контроля и припасовки конусов.
Для комплексной проверки конусов инструментов по конусности и базорасстоянию применяются калибры-пробки и калибра-втулки, основные размеры и допускаемые отклонения которых установлены ГОСТами и международными стандартами.
При проверке базорасстояния (т.е. расстояния от базы конуса до его основного расчетного сечения) эти калибры используются как предельные. Торец годного проверяемого конуса изделия должен находиться между рисками калибра-пробки или в пределах уступа калибра-втулки.
При проверке конусности калибры используют не как предельные, а как нормальные калибры. Проверку производят припасовкой по краске.
Предельные отклонения в стандарте даются на разность диаметров на 100 мм длины в мкм, симметричные для пробок (±) и односторонние «в плюс» для втулок.
Полный комплект калибров состоит из пробки, втулки и, по требованию заказчика, контркалибра-пробки.
Калибры изготовляют из закаленной стали. Твердость измерительных поверхностей должна находиться в пределах HRC 62-64.
Шероховатость измерительных поверхностей у пробок должна быть не более Ra= 0,08 мкм, а у втулок не более Ra = 0,16 мкм по ГОСТ 2789-73.
Калибры-пробки, находящиеся в эксплуатации, подлежат обязательной поверке и калибровке. Конусность может быть проверена на на синусной линейке или КИМ по диаметру в двух сечениях, прямолинейности образующих может быть проверена по лекальной линейке по четырем образующим через 90°, а также на специальных приборах для измерения конусов.
Калибры-втулки проверяются припасовкой по контркалибрам.
Конусность может быть проверена на на синусной линейке или КИМ по диаметру в двух сечениях, прямолинейности образующих может быть проверена по лекальной линейке по четырем образующим через 90°, а также на специальных приборах для измерения конусов.
Калибры-втулки проверяются припасовкой по контркалибрам.
Подробно таблицы размеров, допусков и технические требования конусных калибров приведены в ГОСТ 2849-94 «Калибры для конусов инструментов» и ГОСТ 20305-94 «Калибры для конусов 7:24».
***
Калибры для контроля резьбы
Для контроля внутренней резьбы применяют проходные резьбовые пробки (ПР), проверяющие приведенный средний диаметры гайки, и непроходные резьбовые пробки (НЕ), проверяющие верхний предел среднего диаметра гайки.
Калибр-пробка резьбовой проходной ПР должен свободно ввинчиваться в контролируемую внутреннюю резьбу. Свинчиваемость калибра с резьбой означает, что приведенный средний диаметр резьбы не меньше установленного наименьшего предельного размера и имеющиеся погрешности шага и угла профиля внутренней резьбы компенсированы соответствующим увеличением среднего диаметра.-500x500.jpg)
Увеличение среднего диаметра компенсирует и погрешности винтовой линии резьбы и отклонения формы (круглости, цилиндричности).
Калибр-пробка резьбовой непроходной НЕ, как правило, не должен ввинчиваться в контролируемую резьбу. Допускается ввинчивание калибра до двух оборотов (для сквозной резьбы с каждой из сторон втулки).
При контроле коротких резьб (до четырех витков) ввинчивание калибра-пробки допускается до двух оборотов с одной стороны или в сумме с двух сторон.
Проходной резьбовой калибр-пробка проверяет, не выходит ли средний диаметр резьбы за установленный наибольший предельный размер.
Для проверки внутреннего диаметра гайки применяются гладкие проходная и непроходная пробки.
Калибр-пробка гладкий проходной ПР должен свободно входить в контролируемую резьбу под действием собственного веса или при определенной нагрузке.
Калибр-пробка гладкий непроходной НЕ, как правило, не должен входить в контролируемую резьбу под действием собственного веса или под действием определенной нагрузки. Допускается вхождение калибра на один шаг внутренней резьбы.
Допускается вхождение калибра на один шаг внутренней резьбы.
Аналогично для контроля наружной резьбы применяют резьбовые проходные кольца (ПР), проверяющие приведенный средний диаметр резьбы, и непроходные резьбовые кольца (НЕ), проверяющие нижний предел среднего диаметра резьбы.
Кроме того, наружный диаметр резьбы проверяется предельной гладкой скобой.
Калибр-кольцо ПР должен свободно навинчиваться на контролируемую резьбу. Свинчиваемость калибра с резьбой означает, что приведенный средний диаметр резьбы не выходит за установленный наибольший предельный размер и имеющиеся погрешности шага и угла профиля наружной резьбы компенсированы соответствующим уменьшением среднего диаметра.
Уменьшение среднего диаметра резьбы компенсирует также погрешности винтовой линии резьбы и погрешности формы (круглость, цилиндричность).
Калибр-кольцо резьбовой непроходной НЕ, как правило, не должен навинчиваться на контролируемую наружную резьбу. Допускается навинчивание непроходного калибра-кольца до двух оборотов. При контроле коротких резьб (до трех витков) навинчивание калибра-кольца не допускается.
При контроле коротких резьб (до трех витков) навинчивание калибра-кольца не допускается.
Непроходной резьбовой калибр-кольцо НЕ проверяет, не выходит ли средний диаметр резьбы за установленный наименьший предельный размер.
Калибр-скоба резьбовой проходной ПР должен скользить по контролируемой резьбе под действием собственного веса или определенной силы не менее чем в трех положениях, расположенных на равном расстоянии по всей окружности резьбы. Этим калибром проверяют наибольший предельный размер среднего диаметра наружной резьбы.
Контроль резьбы калибрами-скобами рекомендуется сопровождать выборочным контролем с помощью проходного резьбового калибра-кольца, так как калибр-скоба не выявляет всех отклонений формы наружной резьбы. В спорных случаях решающим методом контроля является контроль проходным резьбовым калибром-кольцом ПР.
Калибр-скоба резьбовой непроходной НЕ, как правило, не должен проходить под действием собственного веса или определенной силы ни в одном из трех (не менее) положений, расположенных на равном расстоянии по всей окружности резьбы.
Допускается прохождение калибра-скобы на первых двух витках наружной резьбы. Этим калибром проверяется наименьший предельный размер среднего диаметра наружной резьбы.
Для проверки наружного диаметра резьбы (болта) применяются гладкие проходная и непроходная пробки.
Калибр-кольцо гладкий проходной или калибр-скоба гладкий проходной ПР должен проходить по наружной резьбе под действием собственного веса или под действием определенной силы.
Калибр-скоба гладкий непроходной или калибр-кольцо гладкий непроходной НЕ не должен проходить по наружной резьбе в крайнем случае только закусывать. Для проверки износа резьбовых калибров выпускают контрольные калибры. При контроле калибрами резьба считается годной, если проходной калибр свинчивается с изделием по всей длине резьбы без усилия, а непроходной калибр свинчивается с изделием не более чем на 1-2 нитки.
Резьбовые пробки могут проверяться по всем элементам на универсальном микроскопе. Проверка резьбовых колец, особенно малых диаметров, универсальными средствами невозможна. Поэтому для их проверки служат контрольные калибры.
Поэтому для их проверки служат контрольные калибры.
Схема расположения полей допусков рабочих, приемных и контрольных калибров подробно указана в справочниках. Там же указаны допуски на средний, наружный и внутренний диаметры, шаг и половину угла профиля калибров для метрических, дюймовых и трубных резьб.
Проходные калибры имеют полный профиль резьбы и длину резьбовой части, равную длине свинчивания согласно ГОСТ 1774-60.
Непроходные калибры и контркалибры имеют укороченный профиль резьбы. Длина резьбовой части непроходного калибра составляет всего 2…3,5 витка. Укороченный профиль резьбы уменьшает влияние погрешностей половины угла профиля резьбы на результаты контроля непроходным калибром.
Другим отличительным признаком непроходных калибров является гладкая цилиндрическая направляющая.
У проходных и непроходных пробок при шаге резьбы 1 мм и более заходные нитки резьбы должны быть срезаны до полной ширины основания витка.
Проходные кольца имеют резьбу на всей ширине кольца. Наружная цилиндрическая поверхность накатывается. Резьба непроходных колец обычно имеет только 2…3,5 витка с укороченным профилем резьбы.
Наружная цилиндрическая поверхность накатывается. Резьба непроходных колец обычно имеет только 2…3,5 витка с укороченным профилем резьбы.
При шаге резьбы меньше 1 мм непроходные кольца выполняются с полным профилем.
Допуски шага резьбы калибров и контркалибров выбираются по ГОСТ в зависимости от длины резьбы калибров, а половины угла профиля – в зависимости от шага резьбы.
Калибры изготовляют из стали X по ГОСТ 5950-73 или ШХ15 по ГОСТ 801-78.
Твердость измерительных поверхностей должна находиться в пределах HRC 58-64. Шероховатость измерительных поверхностей у пробок должна быть не более Ra = 0,08 мкм, а у втулок не более Ra = 0,16 мкм по ГОСТ 2789-73.
Следует отметить, что существует большое количество измерительных приборов для поэлементного контроля резьбы (шага, наружного и внутреннего диаметра, глубины впадины, угла профиля, конусности и др.). Однако, результаты измерения этими приборами не дают полного представления о резьбовом соединении (свинчиваемости). Они полезны для наладки резьбонарезных и резьбошлифовальных станков.
Они полезны для наладки резьбонарезных и резьбошлифовальных станков.
Только резьбовые калибры дают полную уверенность в годности частей и в свинчиваемости резьбовых соединений и в их надежности.
***
Шаблоны
К калибрам относят также шаблоны для контроля линейных размеров и предназначенных для проверки длин, глубин и высот уступов, а также не точных деталей сложной формы, изготавливаемых по 11-17 квалитетам точности.
Шаблоны были одними из первых калибров, применяемых в машиностроении. Они являются нормальными калибрами и изготовляются из листового материала.
Шаблоны применяют для контроля расстояний между параллельными поверхностями, для контроля глубин и высот уступов и других деталей сложной формы.
Наибольшее распространение шаблоны получили при изготовлении и ремонте деталей железнодорожного транспорта (головки рельса, расстояние между рельсами и др.).
Примеры шаблонов показаны на рис. 2.
Годность изделия определяют по наличию зазора между соответствующими поверхностями шаблона и изделия. Вместо проходной и непроходной сторон у этих калибров различают стороны, соответствующие наибольшему и наименьшему предельным размерам изделия.
Вместо проходной и непроходной сторон у этих калибров различают стороны, соответствующие наибольшему и наименьшему предельным размерам изделия.
Допуски предельных калибров (шаблонов) для глубин и высот уступов для 11-17 квалитетов точности установлены ГОСТ 2534-77.
Расположение полей допусков калибров зависит от направления их износа. При изготовлении калибров для собственного производства допуск на изготовление разрешается увеличить до 50% за счет поля допуска на износ.
***
Калибры (шаблоны) профильные
Контуры изделий сложного профиля проверяются специальными профильными калибрами или шаблонами, измерительная кромка которых воспроизводит профиль изделия. По способу проверки изделий профильные калибры делятся на прикладные и накладные.
Прикладные калибры имеют профиль обратный по отношению к проверяемому профилю изделия. Проверку изделия производят на основании глазомерной оценки величины просвета при прикладывании шаблона к изделию.
В зависимости от формы и качества поверхности проверяемого изделия обеспечивается возможность выявления просвета (световой щели) в 0,003…0,005 мм.
Накладные калибры имеют контур аналогичный проверяемому изделию. Проверку производят путем наложения калибра на проверяемое изделие и визуальной оценки совпадения их контуров. Из-за сложности точного совмещения их контуров. Однако, наличие фасок на кромках и явления параллакса делает точность контроля накладными шаблонами значительно ниже, чем прикладными.
Накладные шаблоны применяют только для контроля плоских изделий. Для контроля профиля тел вращения они непригодны.
По способу ограничения предельных контуров изделий профильные калибры делятся на нормальные и предельные. Преимущественным распространением пользуются нормальные калибры (калибры сравнения), воспроизводящие контур «наибольшего тела» изделия, считающийся номинальным профилем изделия, от которого производится отсчет отклонений калибра. Предельные калибры выполняются по предельным (наибольшим и наименьшим) контурам изделия.
Единой системы допусков на профильные калибры не существует.
Рекомендуется допуски профильных калибров назначать «в тело» калибра в пределах 10…20% допуска изделия. Допуски контркалибров располагают симметрично относительно номинального контура изделия и принимают равными 2,5…5% допуска изделия. Материалом для изготовления профильных калибров служит листовая легированная сталь.
Калибры закаливают до твердости HRC = 58-60.
Также иногда применяют радиусные шаблоны, представляющие собой стальные пластинки с профилем дуги окружности на конце и предназначенные для определения радиусов закруглений на различных изделиях. Радиусные шаблоны комплектуются в наборы.
Проверка радиусов изделий производится на просвет при прикладывании соответствующего шаблона.
Радиусные шаблоны могут быть использованы в качестве предельных калибров, если проверку производить с помощью двух шаблонов с разными радиусами и наблюдать характер просвета, образующийся при каждом шаблоне.
Следует отметить, что в настоящее время при наличии многочисленных точных измерительных приборов шаблоны применяются редко. Даже в железнодорожных депо, занимающихся эксплуатацией и ремонтом подвижного состава, отказываются от шаблонов и переходят на современные измерительные приборы.
***
Щупы
К калибрам для проверки линейных размеров можно отнести также щупы, которые представляют собой пластинки из пружинной или закаленной стали с параллельными измерительными плоскостями.
Щупы – одни из первых нормальных калибров, применяемых в машиностроении.
Их применяют для проверки величины зазора между поверхностями. Щупы не являются измерительным инструментом, но удобны при сборке и настройке машин.
Изготовляют щупы с номинальными размерами от 0,02 до 1 мм, длиной 50, 100 или 200 мм. В наборе бывает от 10 до 17 щупов. Набор щупов соединен с одной стороны.
В наборе щупы используют как отдельно, так и в различных сочетаниях для образования нужного размера.
Отклонения по толщине щупов допускаются только в плюс. Проверку щупов производят с помощью измерительной головки не менее чем в шести точках на каждой пластинке.
***
Штангенциркули, штангенглубиномеры и штангенрейсмасы
Главная страница
- Страничка абитуриента
Дистанционное образование
- Группа ТО-81
- Группа М-81
- Группа ТО-71
Специальности
- Ветеринария
- Механизация сельского хозяйства
- Коммерция
- Техническое обслуживание и ремонт автотранспорта
Учебные дисциплины
- Инженерная графика
- МДК.01.01. «Устройство автомобилей»
- Карта раздела
- Общее устройство автомобиля
- Автомобильный двигатель
- Трансмиссия автомобиля
- Рулевое управление
- Тормозная система
- Подвеска
- Колеса
- Кузов
- Электрооборудование автомобиля
- Основы теории автомобиля
- Основы технической диагностики
- Основы гидравлики и теплотехники
- Метрология и стандартизация
- Сельскохозяйственные машины
- Основы агрономии
- Перевозка опасных грузов
- Материаловедение
- Менеджмент
- Техническая механика
- Советы дипломнику
Олимпиады и тесты
- «Инженерная графика»
- «Техническая механика»
- «Двигатель и его системы»
- «Шасси автомобиля»
- «Электрооборудование автомобиля»
Бесшкальные измерительные инструменты
Контрольно измерительные инструменты
При техническом обслуживании и ремонте используются контрольно-измерительные инструменты, которые подразделяются на несколько групп в зависимости от точности и методов изменения.
Штангенциркуль (рис. 131, а) состоит из штанги 6 с масштабной линейкой и двумя неподвижными губками 1. По штанге 6 перемещается рамка 4, снабженная нониусом 7 и двумя подвижными губками 2. Когда губки сомкнуты, нулевые деления нониуса и штанги совпадают. Шкала нониуса длиной 19 мм разделена на 10 равных частей, т. е. каждое деление нониуса короче двух делений штанги на 0,1 мм.
Рис. 131. Штангенциркули:
а – с точностью отсчета 0,1 мм, б – с точностью отсчета 0,05 мм, 1 – неподвижные измерительные губки,
2– подвижные измерительные губки, 3 – стопорный винт, 4 – рамка, 5 –глубиномер, 6 – штанга, 7 – нониус,
А – внутренние измерения, В – наружные измерения
При измерении рамку перемещают по штанге, пока рабочие поверхности губок плотно не коснутся детали, целые миллиметры отсчитывают до нулевого (первого) штриха нониуса, а десятые доли миллиметра определяют по штриху нониуса, совпавшему со штрихом штанги.
Для измерения внешних размеров пользуются внутренними поверхностями тупых губок, а для измерения внутренних размеров наружными поверхностями острых губок. Острые губки используют также при делении на части линий и углов, разметке дуг окружностей, параллельных линий и т. п. Глубину отверстий измеряют выдвижным глубиномером 5, причем результат читают так же, как и при измерениях губками.
Острые губки используют также при делении на части линий и углов, разметке дуг окружностей, параллельных линий и т. п. Глубину отверстий измеряют выдвижным глубиномером 5, причем результат читают так же, как и при измерениях губками.
По этому же принципу измеряют штангенциркулем с точностью 0,02 и 0,05 мм(рис. 131, б).
Микрометр состоит из скобы 1 (рис. 132) со стеблем 3 и неподвижной пятой 2. По резьбе в стебле перемещается микрометрический винт 4, один конец которого заканчивается стержнем 9, а на другом (гайкой 7) закреплен барабан 5. Трещотка 6 обеспечивает равномерное нажатие стержня 9 на измеряемую поверхность.
Цена каждого деления стебля 0,5 мм. Круговая шкала на скосе барабана 5 имеет 50 делений, а за полный его оборот стержень 9 перемещается вдоль оси на 0,5 мм. При измерениях Показания с точностью до 0,5 мм отсчитывают по шкале на стебле, а сотые доли миллиметра по круглой шкале барабана 5. Микрометрический винт стопорится в любом положении кольцом 8. На скобе микрометра указаны пределы измерения.
Рис. 132. Микрометр:
1 – скоба, 2 – пята, 3 – стебель, 4 – микрометрический винт, 5 – барабан,
6 – трещотка, 7 – гайка, 8 – стопорное кольцо, 9 – стержень
Перед пользованием тщательно протирают измерительные поверхности микрометра и с помощью трещотки соединяют их. При этом продольная риска на стебле исправного микрометра должна точно совпадать с нулевым делением барабана.
Микрометр предназначен для определения наружных размеров с точностью до 0,01 мм.
Индикатор (часового типа) имеет две шкалы деления и две стрелки. Шкала большой стрелки имеет 100 делений с ценой 0.01 мм. При измерении индикатор подводят к детали до соприкосновения с измерительным стержнем, при перемещении которого на 1 мм малая стрелка отклоняется на одно деление. От малой стрелки движение передается большой стрелке. При полном обороте большой стрелки малая стрелка перемещается на одно деление.
Индикатор предназначен для измерения глубины трещин, биения валиков при их вращении и т. п.
п.
Калибры – это бесшкальные инструменты, позволяющие устанавливать отклонения от заданного размера.
Шаблоны – это бесшкальные инструменты, которые предназначены для контроля контуров деталей, профиля резьб, радиусов скругления пазов, выступов и т. п. Контуры деталей проверяют шаблоном на просвет.
Пластинчатые щупы, состоящие из набора тонких стальных пластинок строго определенной толщины, предназначены для определения зазоров между поверхностями сопрягаемых деталей. В набор входят 8-16 пластинок толщиной от 0,03 до 1 мм. На каждой пластинке обозначена ее толщина. Чтобы определить зазор, в него поочередно вводят пластинки, пока одна из них или несколько сложенных вместе не окажутся по толщине равными зазору.
Предельные калибры предназначены для контроля деталей, изготовленных по допускам. Для этого служат два калибра или два конца одного калибра. Размер одного из них соответствует наименьшему допускаемому размеру, калибр называют проходным и обозначают буквами ПР, а размер другого соответствует наибольшему допускаемому размеру, калибр называют непроходным и обозначают буквами НЕ.
Примером такого калибра является калибр для проверки величины зацепа выбрасывателя (рис. 133). При проверке принято считать деталь годной, если конец калибра, имеющий размер ПР, проходит под зацеп выбрасывателя под действием собственного веса, а конец НЕ – не проходит. Это показывает, что размер лежит в пределах допуска, предусмотренного эксплуатационной документацией.
В ряде случаев применяют калибры, изготовленные как непроходные. Такие калибры, например, применяют для проверок износа канала ствола (рис. 72).
Поверочная линейка предназначена для проверки плоскостей. Проверка производится методом световой щели – на просвет. При этой проверке линейку прикладывают рабочим ребром на проверяемую поверхность и, наводя ее на свет, наблюдают, нет ли просвета между линейкой и поверхностью. Если свет нигде не пробивается, то поверхность не имеет изгиба, сдвига витков (для пружины).
Рис. 133. Калибры для проверки расстояния от дначашечки затвора до зацепа выбрасывателя:
а – цилиндрический, б – пластинчатый, Е1 прохода ал сторона, Е2 – непроходная сторона
Правила обращения с инструментом
1. Контрольно-измерительные инструменты следует оберегать от ударов, загрязнения, перекосов при измерениях.
Контрольно-измерительные инструменты следует оберегать от ударов, загрязнения, перекосов при измерениях.
2. Инструменты, имеющие забоины, заусенцы, царапины и другие дефекты на рабочих поверхностях и на шкалах, из обращения изымаются.
3. Перед работой измерительные поверхности инструмента, как и проверяемые поверхности, насухо протирают и очищают от пыли и других частиц, которые могут повлиять на результат измерения.
4. Инструмент, находящийся в использовании, после работы очищают от грязи, пыли и смазывают тонким слоем смазки ГОИ-54п.
5. После работы в холодном месте необходимо, чтобы инструмент согрелся в месте хранения, затем следует его протереть насухо и смазать, как указано выше.
6. Инструмент, подлежащий хранению, промывают бензином, протирают насухо, смазывают с помощью волосяной щетки смазкой ГОИ-54п, помещают в футляры и укладывают на стеллаж.
При отсутствии нормальных условий хранения инструмент после смазки обертывают парафинированной бумагой.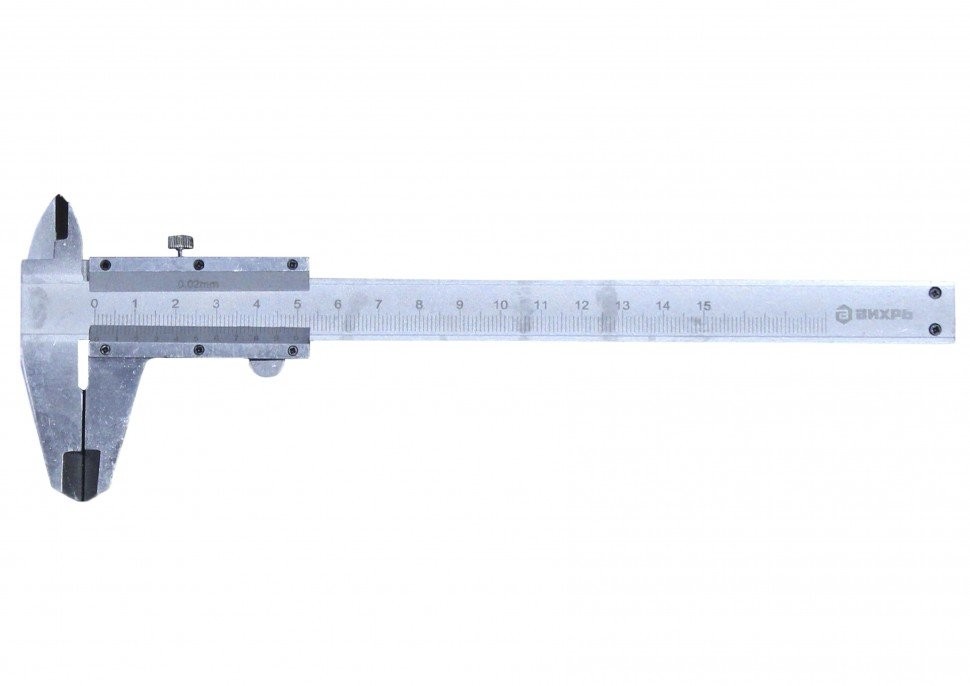
Средства и методы измерения
Измерить какой-либо размер — значит сравнить его с другим определенным размером, принятым за единицу измерения. В процессе измерения мы узнаем, во сколько раз измеряемая величина больше (или меньше) соответствующей величины, принятой за единицу. Средства измерения, дающие численную величину размера, носят название измерительных инструментов и приборов.
Все средства измерения и контроля можно разделить на три основные группы: меры, калибры, универсальные инструменты и приборы. Мерами называются инструменты, при помощи которых воспроизводят единицы измерения либо их кратные значения. К мерам относятся концевые и угловые плитки, образцовые штриховые меры, рулетки, масштабные линейки, метры-компараторы, лимбы и пр.
Калибры — бесшкальные измерительные инструменты, предназначенные для контроля размеров, форм и взаимного расположения частей изделия. В основу конструирования калибров положен принцип подобия, согласно которому калибры должны быть прототипом сопрорягаемой детали.
Универсальные измерительные средства по конструктивным признакам делятся на: штриховые инструменты, оснащенные нониусом (штангенинструменты, универсальные угломеры и т. д.), микрометрические инструменты и приборы, рычажно-механические приборы (миниметры, индикаторы часового типа, рычажные микрометры и т.д.) и некоторые другие.
Метод измерения определяется совокупностью используемых измерительных средств и условий измерения. Различают следующие методы измерения: абсолютный — определение измеряемой величины (ее оценка) с помощью мерительного инструмента, например измерение размеров изделия с помощью штангенциркуля, относительный (сравнительный) — определение величины (ее оценка) отклонения замеряемого размера от требуемой установленной меры или образца. Приборы для измерения относительным методом не так удобны, потому что их необходимо предварительно настраивать, но они дают высокую точность измерения. Как правило, каждое измерение может быть произведено как абсолютным, так и относительным методом, прямой — непосредственная оценка значения искомой величины или отклонений от нее путем прикладывания специальных измерительных приспособлений или приборов. Прямой метод измерения наиболее удобен среди других, поэтому на производстве предпочитают там, где это возможно, пользоваться им, косвенный — оценка искомой величины или отклонений от нее по результатам измерения другой величины, связанной с искомой определенной зависимостью. Примерами косвенного метода измерения могут служить определение величины дуги по результатам измерения длины хорды, определение диаметра малого отверстия в труднодоступном для измерения месте замером диаметра цилиндрического пальца (втулки), входящего в данное отверстие.
Прямой метод измерения наиболее удобен среди других, поэтому на производстве предпочитают там, где это возможно, пользоваться им, косвенный — оценка искомой величины или отклонений от нее по результатам измерения другой величины, связанной с искомой определенной зависимостью. Примерами косвенного метода измерения могут служить определение величины дуги по результатам измерения длины хорды, определение диаметра малого отверстия в труднодоступном для измерения месте замером диаметра цилиндрического пальца (втулки), входящего в данное отверстие.
На практике часто приходится сопоставлять точность прямых и косвенных измерений. Следует сказать, что в некоторых случаях косвенные измерения оказываются более точными, чем прямые. Например, в случае измерения межцентрового расстояния отверстий замеряют кратчайшее расстояние между отверстиями по их образующим, а затем к этому числовому значению добавляют величины радиусов одного и другого отверстий.
Техническое черчение
Основы черчения
Строительное
Машиностроительное
Для определения действительных размеров деталей применяются различные измерительные инструменты, которые делятся на универсальные, или шкальные, калибры, или бесшкальные, и точные.
К универсальным измерительным инструментам относятся: линейка, метр, штангенциркуль, глубиномер, микрометр, штихмас, угломер и др.
Для измерения отдельных элементов деталей, которые не могут быть непосредственно измерены обычными инструментами, пользуются вспомогательными инструментами: кронциркулем, нутромером, рейсмасом и др.
Измерительные инструменты делятся также на рабочие и контрольные. Рабочий инструмент предназначается для пользования в цехах, контрольный — для проверки рабочего инструмента.
Кроме того, в серийных производствах применяют предельные измерительные инструменты.
Как бы тщательно ни были произведены измерения размеров детали, результаты измерений получаются недостаточно точными, с одной стороны, вследствие несовершенства измерительных инструментов, с другой,— в зависимости от способа измерения. Отклонение полученного измерением размера от действительного называют точностью измерения, а величину этого отклонения—степенью точности измерения. Ясно, что чем точнее требуется измерить деталь, тем качественнее должен быть измерительный инструмент и способы измерения. Поэтому в зависимости от точности измерений применяются соответственно и измерительные инструменты, наиболее употребительные из которых следующие:
Ясно, что чем точнее требуется измерить деталь, тем качественнее должен быть измерительный инструмент и способы измерения. Поэтому в зависимости от точности измерений применяются соответственно и измерительные инструменты, наиболее употребительные из которых следующие:
Стальная линейка. Изготовляется длиной от 150 до 500 мм (фиг. 207) и служит для измерения небольших длин. Точность измерения стальной линейкой достигает 0,25 —0,5 мм, в зависимости от навыка измеряющего.
Метр. Для измерения больших длин применяются метры (фиг. 208), которые изготовляются деревянными и стальными. Деревянные метры бывают только складные и употребляются обычно для грубых измерений. Стальные метры изготовляются складными и в виде рулетки. Складные стальные метры, как и деревянные, служат для грубых измерений. Недостатком складных деревянных и стальных метров является то, что у них разбалтываются шарниры соединений, вследствие чего они дают большие погрешности. Поэтому при измерении лучше пользоваться метром-рулеткой. Метры-рулетки изготовляются одно- и двухметровые. Точность измерения такими метрами равна 0,25—0,5 мм, т. е. такая же, как и при измерении стальной линейкой.
Метры-рулетки изготовляются одно- и двухметровые. Точность измерения такими метрами равна 0,25—0,5 мм, т. е. такая же, как и при измерении стальной линейкой.
Штангенциркуль. Штангенциркуль служит для более точных измерений длин и диаметров (фиг. 209). Он состоит из штанги 1 с нанесёнными на ней делениями в миллиметрах. На левом конце её имеется неподвижная губка 2. Подвижная губка 3 с рамкой 4, нониусом и закрепительным винтом соединены с ползунком 6 посредством микрометрического винта 5. На микрометрический винт 5 навинчена накатанная гайка 7. Ползунок 6 закрепляется на штанге винтом 3.
Кроме описанного, существуют также штангенциркули с глубиномером (фиг. 212).
Штангенциркулем можно производить измерения с точностью 0,1 — 0,025 мм.
Нониус штангенциркуля обычно разделён на 10 равных частей, причём каждое его деление равно 0,9 мм, следовательно, 10 делений нониуса равны 9 делениям штанги, т. е. 9 мм.
Если губки штангенциркуля сдвинуть вплотную, то первый штрих нониуса, обозначенный нулём, совпадает с нулевым делением штанги, а десятое деление нониуса—с девятым её делением (фиг. 210). Разность между первым делением штанги и первым делением нониуса составляет 0,1 мм, для второго деления—0,2 мм, третьего—0,3 мм и девятого— 0,9 мм. Поэтому если подвижную губку сдвинуть вправо так, что первое деление нониуса совпадёт с первым делением штанги, то к целому числу миллиметров, находящихся влево от нулевого деления нониуса, необходимо добавить 0,1 мм, при совпадении второго деления —0,2 мм, третьего—0,3 мм и т. д.
210). Разность между первым делением штанги и первым делением нониуса составляет 0,1 мм, для второго деления—0,2 мм, третьего—0,3 мм и девятого— 0,9 мм. Поэтому если подвижную губку сдвинуть вправо так, что первое деление нониуса совпадёт с первым делением штанги, то к целому числу миллиметров, находящихся влево от нулевого деления нониуса, необходимо добавить 0,1 мм, при совпадении второго деления —0,2 мм, третьего—0,3 мм и т. д.
Точность измерения штангенциркулем равняется отношению одного деления штанги к числу делений нониуса. Если нониус поделён на 10 равных частей, то точность измерения будет равна 0,1 мм. Чтобы установить штангенциркуль на заданный размер, перемещают подвижную губку вправо до тех пор, пока нулевое деление нониуса не совпадёт с нужным целым числом миллиметров на штанге, и продолжают перемещать губку в том же направлении до тех пор, пока требуемое деление на нониусе не совпадёт с ближайшим к нему делением на штанге. Деление нониуса, совпадающее с каким-либо делением штанги, укажет на число десятых долей миллиметра. Если, например, требуется установить штангенциркуль на размер 38,4 мм, то для этого освобождают закрепляющий рамку винт и перемещают её так, чтобы нулевое деление нониуса совпало с 38-м делением штанги. Если штангенциркуль снабжён ползуном, то установка нониуса на размер 0,4 мм осуществляется вращением гайки 7 до тех пор, пока четвёртое деление нониуса не совпадёт с ближайшим делением штанги (фиг. 211, а).
Если, например, требуется установить штангенциркуль на размер 38,4 мм, то для этого освобождают закрепляющий рамку винт и перемещают её так, чтобы нулевое деление нониуса совпало с 38-м делением штанги. Если штангенциркуль снабжён ползуном, то установка нониуса на размер 0,4 мм осуществляется вращением гайки 7 до тех пор, пока четвёртое деление нониуса не совпадёт с ближайшим делением штанги (фиг. 211, а).
Чтобы прочесть измеренный штангенциркулем размер детали, необходимо заметить, с каким делением штанги совпадает нулевое деление нониуса. Совпавшее деление и будет показывать величину размера измеренного элемента детали. Если же нулевое деление нониуса не совпадает с целым числом делений на штанге, то замечаем на штанге ближайшее число слева от нуля нониуса и добавляем к нему число долей миллиметра на нониусе, совпадающее с ближайшим делением штанги.
На фиг. 211, б показан размер 45,3 мм соответственно измеренному размеру детали штангенциркулем.
На фиг. 210 показано измерение отверстия нижней парой губок. В этом случае к размеру, указываемому штангенциркулем, необходимо прибавлять толщину концов губок, которая обычно составляет 8 или 10 мм.
В этом случае к размеру, указываемому штангенциркулем, необходимо прибавлять толщину концов губок, которая обычно составляет 8 или 10 мм.
Как уже упоминалось, некоторые штангенциркули имеют приспособление для измерения глубины, так называемый глубиномер (фиг. 212).
Глубиномер прикреплён к рамке подвижной губки. Измеряемая глубина отсчитывается так, как и при измерении толщины или диаметра детали.
Микрометр. Микрометр (фиг. 213) является более точным измерительным инструментом, чем штангенциркуль. С помощью микрометра можно производить измерения с точностью до 0,01 мм.
Микрометр состоит из плоской скобы 7, пятки 2, шпинделя 3, зажимного кольца 4, трубки с делениями 5, гильзы 6 и трещотки 7. С трубкой 5 соединён подвижный шпиндель 3 с резьбой, имеющей шаг 0,5 мм.
Вращением гильзы можно установить шпиндель на нужную величину. В случае, когда шпиндель упрётся в пятку, т. е. когда расстояние между пяткой и торцом шпинделя равно нулю, нулевое деление нониуса должно быть на нулевом делении трубки. Головка трещотки связана с трещоткой внутри микрометра. Трещотка позволяет сохранять определённое постоянное давление шпинделя на измеряемый предмет. В случае превышения этого давления головка начинает проскакивать, производя при этом треск.
Головка трещотки связана с трещоткой внутри микрометра. Трещотка позволяет сохранять определённое постоянное давление шпинделя на измеряемый предмет. В случае превышения этого давления головка начинает проскакивать, производя при этом треск.
На трубке и скошенной кромке гильзы имеются деления, число которых на гильзе равно 50, а на трубке — соответственно номинальному размеру микрометра. Расстояние между делениями на трубке равно 0,5 мм. При одном полном обороте гильзы шпиндель перемещается на 0,5 мм. Таким образом, при повороте гильзы на одно деление шпиндель переместится на 0,01 мм.
По делениям на трубке отсчитывают целое число и половины миллиметров, а по делениям на гильзе—сотые доли миллиметра.
Сумма отсчётов на трубке и гильзе показывает расстояние между пяткой и торцом шпинделя микрометра.
На фиг. 214, а показаны деления микрометра, установленного на величину, равную 14,31 мм, а на фиг. 214, б — на 12,38 мм.
При измерении микрометром во избежание ошибок необходимо с момента подхода шпинделя к измеряемой детали примерно на расстоянии 1—2 мм вращать не гильзу, а головку трещотки.
Микрометрический штихмас. Штихмас (фиг. 215) служит для измерения диаметров отверстий и по устройству имеет сходство с измерительным устройством микрометра. Шгихмас состоит из гильзы, снабжённой наконечником со сферической поверхностью 2. В гильзу 7 входит микрометрический винт, имеющий на конце сферическую поверхность 5. Результаты измерения отсчитываются по делениям на трубке 3 (целые числа и половины миллиметров) и по делениям гильзы 4 (сотые доли миллиметра). Таким образом, результат измерения является суммой двух отсчётов.
Как и у микрометра, на скошенной кромке гильзы имеется 50 делений, а на трубке 3 штихмаса нанесены миллиметровые деления.
Если гильза 4 сделает один полный оборот, то винт с наконечником 5 переместится на 0,5 мм, следовательно, при повороте гильзы на одно деление её шкалы, т. е. на 1/50 часть оборота, винт переместится на 0,01 мм.
На фиг. 215 штихмас показывает, что расстояние между торцами наконечников 2 и 5 равно 82 мм. Эта величина получилась от сложения двух размеров: номинального размера штихмаса, равного 63 мм (за номинальный размер штихмаса принимают расстояние между мерительными торцами 2 и 5 при совпадении нуля нониуса с нулевым делением трубки) и отсчёта по делениям трубки и нониуса. В данном случае эта величина составляет 19 мм. Таким образом, 63+19=82 мм.
Эта величина получилась от сложения двух размеров: номинального размера штихмаса, равного 63 мм (за номинальный размер штихмаса принимают расстояние между мерительными торцами 2 и 5 при совпадении нуля нониуса с нулевым делением трубки) и отсчёта по делениям трубки и нониуса. В данном случае эта величина составляет 19 мм. Таким образом, 63+19=82 мм.
Микрометрический глубиномер (фиг. 216) имеет такое же устройство, как и микрометр. Глубиномер состоит из поперечины 1, имеющей измерительную плоскость, жёстко скреплённую со стеблем 2. Внутри стебля имеется винт с измерительным стержнем 3 и стопорное кольцо 4, гильза 5 и трещотка 6. При измерении поперечину прижимают измерительной плоскостью к детали и производят измерение так, как при измерениях микрометром.
Угломер. Угломером называется прибор, при помощи которого производится построение и измерение углов деталей. Угломеры изготовляются с нониусом и без нониуса. Наибольшее распространение в СССР получили угломеры с нониусом, заводов „Красный инструментальщик” и „Калибр”.
Угломер завода „Красный инструментальщик” (фиг. 217) состоит из полудиска 1 с прикреплённой к нему линейкой 2. Подвижная линейка 3, жёстко скреплённая с нониусом 4, вращается вокруг оси О. Для точной установки нониуса пользуются микрометрическим винтом 5. При измерении углов от 0 до 90° на линейку 3 надевают угольник 6. Точность измерения для этого угломера находится в пределах 2′. Более совершенным угломером является угломер завода „Калибр” конструкции Д. С. Семёнова (фиг. 218, а). Этот угломер состоит из дуги 1 с нанесённой на ней градусной шкалой, по которой перемещается пластинка 2 и жёстко прикреплённый к ней нониус 3. На пластинке 2 имеется держатель 4, при помощи которого закрепляется угольник 5 с линейкой 6.
Пластинка 7 жёстко соединена с дугой 1. Основная градусная шкала разделена на 130°, однако путём установки в различные положения измерительных деталей угломера можно измерять углы от 0 до 320° (фиг.218, б). Точность измерения для угломеров этой конструкции — 2′.
Чтобы сделать, например, отсчёт угла ? по такому угломеру, когда угольник занимает положение, отмеченное буквой А (фиг. 218, а), необходимо прежде всего посмотреть, между какими делениями расположено нулевое деление нониуса. На фиг. 218, а это деление расположено между цифрами 33 и 34 основной градусной шкалы. После этого находят справа то деление нониуса, которое совпадает с одним из ближайших делений основной шкалы. В данном случае совпадает деление, соответствующее 10′. Следовательно, искомый угол а составляет 33° 10′. Легко понять, откуда получены 10′. Деление, соответствующее десяти минутам—пятое справа от нулевого деления нониуса. Так как цена каждого деления нониуса равна 2′, то для пяти делений это составит 2’X5=10′.
Пусть, например, требуется измерить угол p, соответствующий положению угольника, отмеченного буквой Б. Легко видеть, что угол ? является тупым углом, состоящим из суммы углов: а и прямого угла.
Величина угла а определена раньше и равна 33° 10′. Таким образом, угол ? = a + 90° = 33°10′ + 90° = 123°10′.
Кронциркуль и нутромер (фиг. 219, а и б) являются вспомогательными инструментами и применяются для измерения величин путем переноса размера с изделия на измерительный инструмент или наоборот.
Кронциркулем производится измерение наружных размеров деталей, нутромером — внутренних.
Кронциркуль и нутромер состоят из двух стальных ножек, соединённых шарниром.
Точность измерения этими инструментами невелика.
Рейсмас. Рейсмасом (фиг. 220) пользуются при нанесении на деталях параллельных линий, при разметочных работах и измерении недоступных мест деталей, когорые не могут быть измерены обычно применяемыми инструментами. Простейший рейсмас (фиг. 220, а) состоит из стального стержня, перемещающегося по пазу стойки и затем закрепляющегося на стойке при помощи барашка. Стойка рейсмаса укреплена на подставке. Работа рейсмасом производится на разметочной плите.
Штангенрейсмас (фиг. 220, б). Для точных измерений и разметочных работ применяют штангенрейсмас с нониусом. Подвижное устройство с чертилкой и нониусом передвигается по линейке и закрепляется в нужном положении винтами. Точная установка по нониусу производится так же, как и у штангенциркуля.
Подвижное устройство с чертилкой и нониусом передвигается по линейке и закрепляется в нужном положении винтами. Точная установка по нониусу производится так же, как и у штангенциркуля.
Резьбомеры. Для определения шага резьбы или числа ниток на 1″ на резьбовых изделиях служат резьбомеры (фиг.221). Резьбомеры изготовляются для разных систем резьбы и представляют собой набор стальных гребёнок, заключённых в колодку.
Определение шага резьбы или количества ниток на 1″ производится путём подбора профиля гребёнки, соответствующего углу профиля резьбы. Гребёнка точно укажет шаг резьбы или количество ниток, приходящихся на 1″ (фиг. 221, б).
Чтобы убедиться в правильности найденного шага резьбы или числа ниток, приходящихся на 1″, необходимо дополнительно измерить наружный диаметр резьбы при помощи штангенциркуля и сверить полученные данные с данными соответствующего стандарта на резьбу. Если данные измерения совпадают, то шаг или число ниток определены правильно, в противном случае измерение нужно повторить. При определении этих величин необходимо внимательно смотреть, правильно ли подобран резьбомер, т. е. соответствует ли угол профиля резьбомера профилю резьбового изделия. Для более точных измерений резьб применяют специальные резьбовые микрометры, резьбовые калибры, универсальные и инструментальные микроскопы.
При определении этих величин необходимо внимательно смотреть, правильно ли подобран резьбомер, т. е. соответствует ли угол профиля резьбомера профилю резьбового изделия. Для более точных измерений резьб применяют специальные резьбовые микрометры, резьбовые калибры, универсальные и инструментальные микроскопы.
Бесшкальные измерительные инструменты
Качество и технологии
Измерительные инструменты и приборы
Продукция, выпускаемая машиностроительной промышленностью,— машины, станки, приборы, инструменты и приспособления — состоит из деталей разнообразных форм и размеров. При изготовлении этих деталей используют контрольно-измерительные инструменты. Процесс измерения заключается в сравнении измеряемой величины с другой однородной величиной, являющейся общепринятой единицей измерения.
Контрольно-измерительные инструменты можно разделить на три основные группы: меры, калибры и универсальные инструменты и приборы.
Мерами называются инструменты, воспроизводящие единицы измерения или ее кратные значения. Штриховые меры длины — масштабные линейки, складные метры, рулетки — воспроизводят линейные размеры в определенных пределах.
Штриховые меры длины — масштабные линейки, складные метры, рулетки — воспроизводят линейные размеры в определенных пределах.
Масштабная линейка (рис. 25, а)—измерительный инструмент, изготовляют из листовой инструментальной стали. На линейку наносят деления в виде штрихов. Металлические линейки изготовляют со шкалой длиной 100, 150, 200, 300, 500, 750 и 1000 мм.
Складной метр — линейка, состоящая из десяти пластин, соединенных заклепками. Выступы на пластинах обеспечивают устойчивое положение метра в развернутом состоянии.
Рулетка (рис. 25, б)—Длинная стальная лента с нанесенными на ней делениями. Рулетки типа PC и РЖ изготовляют с длиной шкалы 1, 2 м, типа РЗ — 2, 5, 10, 20, 30 и 50 м (ГОСТ 7502—69). Рулетки этих типов изготовляют с ценой деления 1 мм по всей длине измерительной ленты.
Для более точного измерения линейных размеров применяют штангенциркуль (ГОСТ 166—73), штангенрейсмас (ГОСТ 164—73), микрометр (ГОСТ 6507—78) и др.
Штангенциркуль ШЦ-1 (рис.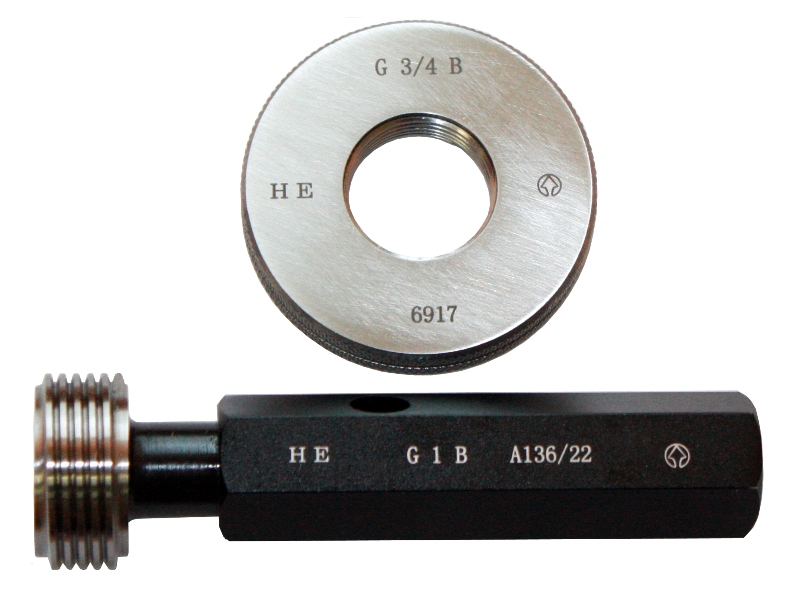 26, а) широко применяют для измерения наружных и внутренних размеров. Величина отсчета по нониусу 0,1 мм. Пределы
26, а) широко применяют для измерения наружных и внутренних размеров. Величина отсчета по нониусу 0,1 мм. Пределы
измерений от 0 до 125 мм. Штангенциркуль имеет штангу 1, на которой нанесена шкала делений с ценой деления 1 мм. Штанга имеет две измерительные губки
2 и 9. По штанге перемещается ползушка 7 с губками
3 и 8. Ползушка имеет шкалу, называемую нониусом, который позволяет определить при измерении десятые доли миллиметра. Штанга с обратной стороны имеет паз, в котором установлена линейка 5 глубиномера.
Штангенциркуль ШЦ-П (рис. 26,6) с величиной отсчета по нониусу 0,05 и 0,10 мм позволяет производить более точные замеры.
Штангенрейсмас (рис. 27) является измерительным и разметочным инструментом. Штангенрейсмас имеет вертикальную линейку 2, закрепленную в массивном основании 1. По линейке перемещается ползушка 3 с нониусом 4, закрепляемая на линейке 2 винтом 5. На лапку ползушки закрепляют сменную ножку-чертилку 10, имеющую острие из твердосплавной пластины. Движок 6 связан с ползушкой микрометрическим
Движок 6 связан с ползушкой микрометрическим
винтом 5 и устанавливается на вертикальной линейке стопорным винтом 7.
Микрометры (рис. 28) предназначены для измерения наружных размеров детали. Микрометр имеет скобку /, с одной стороны которой устанавливается неподвижная пятка 2. Вторая сторона скобы имеет сложную конструкцию. Основной измерительный механизм микрометра состоит из гайки 5 и ввинчивающегося в нее шпинделя 3. Шпиндель прочно посажен в барабан 6. При вращении барабана 6 происходит вращение шпинделя. Для определения точного размера трещотка 7 при вращении передает давление на микрометрический винт и на шпиндель 3. Шпиндель 3, упираясь в поверхность измеряемой детали, остановит вращение барабана 6 Микрометр позволяет измерять размеры с точностью до Ю мкм. Выпускаются с пределами измерений 0—25, 25— 50, 50—75 и т. д. до 275—300 мм.
Для измерения углов деталей используют угольники, малки, угловые шаблоны, синусные линейки, угломеры с нониусом и угловые плиты.
Для проверки прямых углов используют прямоугольные угольники. Изготовляют также угольники с углами 30, 45, 60 и 120°. На рис. 29, а показано несколько типов угольников с прямым углом. Угольники с полкой и цилиндрические угольники типа 3 используют для контроля на поверочных плитах. Угольники изготовляют из инструментальной углеродистой стали. Размеры сторон угольников: минимальные 50×32 мм, максимальные 2000X 1250 мм.
Изготовляют также угольники с углами 30, 45, 60 и 120°. На рис. 29, а показано несколько типов угольников с прямым углом. Угольники с полкой и цилиндрические угольники типа 3 используют для контроля на поверочных плитах. Угольники изготовляют из инструментальной углеродистой стали. Размеры сторон угольников: минимальные 50×32 мм, максимальные 2000X 1250 мм.
Когда невозможно установить угол измеряемой детали угольником, используют простые или универсальные малки. Простая малка состоит из двух линеек, скрепленных между собой шарнирным винтом. Малку можно установить на любой угол и зафиксировать это положение зажимным винтом.
Более, точное измерение углов выполняют угломерами с нониусом. На рис. 29, б показан универсальный угломер завода «Калибр», позволяющий измерять углы от 0 до 320°. На секторе 1 с градусной шкалой укреплена измерительная линейка 2. По сектору 1 перемещается измерительная планка 3 вместе с нониусом 9 и прижимом 4. Нулевое деление нониуса указывает угол между измерительными гранями линейки 2 и планки 3. Планка 3 с помощью хомутика 8 устанавливает угольник 5, к которому хомутик 7 прикрепляет измерительную линейку 6.
Планка 3 с помощью хомутика 8 устанавливает угольник 5, к которому хомутик 7 прикрепляет измерительную линейку 6.
Калибрами называются бесшкальные измерительные инструменты. Калибрами можно замерить один размер. Калибры разделяются на нормальные и предельные.
Нормальные калибры имеют номинальный размер, указанный на чертеже. Определенные точности измерения зависят от квалификации контролера.
Предельные калибры служат для проверки предельных размеров. Один из размеров калибра соответствует наименьшему допустимому размеру детали, второй — наибольшему. Первый размер называется проходным и обозначается буквами ПР, второй непроходным
и обозначается буквами НЕ. На рис. 30 показаны калибры — пробка и скоба. –
Для контроля и измерений зазоров между сопрягаемыми поверхностями применяют наборы щупов. Щуп представляет собой пластинку, на которой указана ее толщина.
При исполнении контрольных замеров применяют контрольные плиты (рис. 31). Плоскость контрольной плиты служит базой для отсчета линейных размеров детали в вертикальном направлении.
При навивке пружин часто применяют, в особенности для измерения размеров крупных пружин в горячем состоянии, простейший измерительный инструмент: кронциркуль, нутромер, накладные шаблоны.
Одинарный кронциркуль (рис. 32, а) представляет собой две изогнутые пластины, скрепленные с одного конца специальным винтом. Кронциркуль позволяет при помощи линейки устанавливать требуемый или фактический размер между изогнутыми концами ножек.
Нутромер служит для измерения внутренних размеров пружины, по конструкции напоминает одинарный кронциркуль. Более сложный, но удобный нутромер показан на рис. 32, б. Установленный размер на таком нутромере остается постоянным.
Для измерения шага пружин применяют накладные шаблоны (рис. 32, в). Длину пружины определяют прутковыми шаблонами (рис. 32,г).
Правильный уход за измерительным инструментом увеличивает срок его службы и уменьшает расходы на ремонт. Инструмент необходимо аккуратно хранить, чистить и периодически проверять на точность. Во время работы надо следить, чтобы инструменты сильно не нагревались, так как при нагреве инструмент теряет точность и искажает замеряемый размер.
Во время работы надо следить, чтобы инструменты сильно не нагревались, так как при нагреве инструмент теряет точность и искажает замеряемый размер.
По вопросам размещения заказов на изготовление пружин обращаться:
Виды и классификация измерительного инструмента
Во всяком деле, на каждом производстве, в любой сфере жизнедеятельности человека присутствуют измерения. Чаще всего, этого требуют чертежи и государственные стандарты, иногда – производственная или жизненная необходимость. Современный рынок наполнен новейшими контрольно измерительными приборами и инструментами, в том числе лазерными. Но это не значит, что ушел в прошлое старый, удобный и наиболее часто используемый инструментарий. О нем сегодня и поговрим, попробуем разобраться, какие виды измерительных инструментов существуют, и где применяются.
Классификация
Классифицировать измерительный инструмент можно по нескольким признакам.
- По видам работ. С большой точностью распределить измерители на строительные, слесарные и столярные невозможно.
 Многие приспособления используются везде. Так что такая классификация будет условной.
Многие приспособления используются везде. Так что такая классификация будет условной. - По материалам его можно поделить на: металлический, деревянный, пластиковый и комбинированный.
- По способу использования: ручной, механический, автоматический.
- По конструкции: простой и сложный.
Подобное распределение поможет правильно использовать измерительные инструменты, обеспечить их хранение в соответствии с нормами и правилами.
Строительный измерительный инструмент
В первую очередь – это рулетка. Инструмент представляет собой металлическую ленту с делениями (шаг 1 мм), заключенную в пластиковый или металлический корпус. Сматывание ленты может выполняться вручную или при помощи пружины. Бывают разной длины и ширины. Рулетку неправильно относить только в строительную категорию, для нее больше подходит класс под названием «универсальный измерительный инструмент».
Посмотреть разновидности, описания, характеристики, цены или подобрать что-то для себя, можно по ссылке — Рулетки строительные.
Кроме того, строители в своей работе обязательно используют:
- Уровень или ватерпас. Необходим при проверке и корректировке вертикальности и горизонтальности поверхностей. Длиной может быть от 0,3 до 2,5 м. Его корпус изготавливается из древесины, пластика, легкого металла с одним, двумя или тремя окошками. Внутри него расположена стеклянная трубка, заполненная специальной жидкостью не на полный объем. По расположению воздушной пробки и определяется ровность поверхности или ее уклон.
- Отвес – самый простой измерительный инструмент для строительных работ. Состоит из шпагата и груза в виде обратного конуса. Им удобно выверять правильность кирпичной или блочной кладки и в других случаях, когда надо часто контролировать вертикальность выполнения работ.
- Угольник металлический или деревянный. Нужен для контроля за правильностью выведения прямых углов в процессе строительства от фундамента до крыши.
- Малка, как и угольник, может быть изготовлена из дерева или металла.
 Состоит из обоймы и линейки, скрепленных шарниром. Чаще всего ею пользуются при монтаже стропильных конструкций. Находится заданный угол, фиксируется при помощи гайки, и таким образом проверяется точность установки конструкции.
Состоит из обоймы и линейки, скрепленных шарниром. Чаще всего ею пользуются при монтаже стропильных конструкций. Находится заданный угол, фиксируется при помощи гайки, и таким образом проверяется точность установки конструкции.
Слесарный измерительный инструмент
Работа слесаря обычно связана с металлом. Его инструменты используются в машиностроении и металлообработке. Считается, что слесарный – наиболее точный измерительный инструмент. Этот факт определяется спецификой и сферой его использования, когда допуски находятся в пределах от 0,1мм до 0,005 мм.
Помимо рулетки или линейки, главным измерительным инструментом является штангенциркуль. С его помощью удобно измерять внутренние и наружные диаметры отверстий, контролировать длину заготовок. Он состоит из неподвижной штанги с делениями и мобильной рамки. Верхние губки служат для замера внутренней части заготовки или готового изделия, нижними измеряют внешние параметры.
В перечень контрольно-измерительных инструментов входит также штангенрейсмасс. Он похож на штангенциркуль, но имеет специальную опору. Комплектуется измерительной и разметочной стойками. Используется для разметки заготовок, замеров высоты, глубины отверстий, расположения элементов корпуса деталей.
Он похож на штангенциркуль, но имеет специальную опору. Комплектуется измерительной и разметочной стойками. Используется для разметки заготовок, замеров высоты, глубины отверстий, расположения элементов корпуса деталей.
Микрометр применяют там, где нужна точность до 0,01 мм. Прибор состоит из трубки со шкалой, гильзы и наконечника. Заданную величину устанавливают вращением гильзы. Разновидностью микрометра является микрометрический глубиномер. Вместо скобы он снабжен особым стержнем, при помощи которого замеряется глубина отверстий в деталях.
Столярный измерительный инструмент
Большинство контрольно измерительных инструментов носят универсальный характер, используются мастерами разных профессий. Однако есть такие, которыми пользуются только в столярных мастерских. Это:
- Метр складной. Может быть деревянным или из нержавеющей стали.
- Треугольник. Его углы должны быть равны обязательно 90° и 60/30° или 2 по 45°.
- Кронциркуль используется для разметки деревянных конструкций.

- Нутромер незаменим, когда нужно выполнить разметку паза, отверстия или измерить их параметры. Особенно в труднодоступных местах.
- Угломер состоит из дуги со шкалой и линейки, соединенных между собой шарнирным устройством и закрепленных на пластинке.
- Рейсмус простой, или оснащенный нониусом, необходим для нанесения на заготовку параллельных линий, для измерения и разметки деталей сложной конструкции.
В арсенале профессионала любого уровня всегда есть измерительные инструменты и приборы, без которых невозможно хорошо сделать работу. Важно не только уметь правильно ими пользоваться, но также обеспечить достойные условия для хранения. Инструменты из металла и дерева следует беречь от попадания влаги, пластмассовые – от прямых солнечных лучей и высокой температуры. А лучше всего, когда у каждого предмета есть чехол или специальный короб.
Всякий инструментарий требует периодических проверок, поверок. Некоторые измерители надо подвергать калибровке. О такой необходимости указывает производитель в паспорте на изделие или прибор. Грамотное отношение к измерителям – это качественное выполнение работ и долгий срок службы инструмента.
ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ Горев илья 3 НС-13 -1
ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ Горев илья 3 НС-13 -1
Измерительный инструмент Штангенциркуль Микрометр Калибры (калибркольца, калибр-пробки, калибр-скобы) Резьбовые калибры
Штангенциркули Штангенциркуль (нем. Stangenzirkel) — это универсальный измерительный инструмент, который предназначается для высокоточного измерения наружных и внутренних линейных размеров, а в некоторых случаях – глубин отверстий. Штангенциркуль является самым распространенным инструментом измерения, поскольку удобен в обращении, имеет простую конструкцию, и способен проводить измерения с максимальной скоростью. Название штангенциркуля связано с конструктивными особенностями этого инструмента. Он имеет измерительную штангу с основной шкалой и нониус – вспомогательную шкалу, применяемую для отсчета долей делений. Максимальная точность измерений варьируется, в зависимости от модели, в пределах от десятых до сотых долей миллиметра. На примере штангенциркуля ШЦ-I: 1. штанга; 2. подвижная рамка; 3. шкала штанги без нуля и х. у 4. губки для внутренних измерений; 5. губки для наружных измерений; 6. линейка глубиномера; 7. нониус; 8. винт для зажима рамки.
По способу снятия показаний штангенциркули делятся на: 1. нониусные, 2. циферблатные — оснащены циферблатом для удобства и быстроты снятия показаний, 3. цифровые — с цифровой индикацией для безошибочного считывания. Порядок отсчёта показаний штангенциркуля по шкалам штанги и нониуса: считают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса, и запоминают его числовое значение; считают доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги, и умножают его порядковый номер на цену деления (0, 1 мм) нониуса. подсчитывают полную величину показания штангенциркуля, для этого складывают число целых миллиметров и долей миллиметра. цифровой штангенциркуль циферблатный штангенциркуль
Микрометры Микрометр — универсальный измерительный прибор, предназначенный для измерений линейных размеров абсолютным или относительным контактным методом в области малых размеров с низкой погрешностью (от 2 мкм до 50 мкм в зависимости от измеряемых диапазонов и класса точности), преобразовательным механизмом которого является микропара винт — гайка. Принцип действия : Действие микрометра основано на перемещении винта вдоль оси при вращении его в неподвижной гайке. Перемещение пропорционально углу поворота винта вокруг оси. Полные обороты отсчитывают по шкале, нанесённой на стебле микрометра, а доли оборота — по круговой шкале, нанесённой на барабане. Оптимальным является перемещение винта в гайке лишь на длину не более 25 мм из-за трудности изготовления винта с точным шагом на большей длине. Поэтому микрометр изготовляют несколько типоразмеров для измерения длин от 0 до 25 мм, от 25 до 50 мм и т. д. Предельный диапазон измерений наибольшего из микрометров заканчивается на отметке в 3000 мм. Для микрометров с пределами измерений от 0 до 25 мм при сомкнутых измерительных плоскостях пятки и микрометрического винта нулевой штрих шкалы барабана должен точно совпадать с продольным штрихом на стебле, а скошенный край барабана — с нулевым штрихом шкалы стебля. Для измерений длин, больших 25 мм, применяют микрометр со сменными пятками; установку таких микрометров на ноль производят с помощью установочной меры, прикладываемой к микрометру, или концевых мер. Измеряемое изделие зажимают между измерительными плоскостями микрометра. Обычно шаг винта равен 0, 5 или 1 мм и соответственно шкала на стебле имеет цену деления 0, 5 или 1 мм, а на барабане наносится 50 или 100 делении для получения отсчёта 0, 01 мм. Постоянное осевое усилие при контакте винта с деталью обеспечивается фрикционным устройством — трещоткой (храповиком). При плотном соприкосновении измерительных поверхностей микрометра с поверхностью измеряемой детали трещотка начинает проворачиваться с лёгким треском, при этом вращение микровинта следует прекратить после трёх щелчков.
Микрометры бывают : 1. механические 2. Электронные электронный микрометр – это всего лишь немного усовершенствованный механический инструмент, но что же нам это дает на практике? Использование электронной индикации и возможности более точной калибровки привело к увеличению точности и удобству замеров этим прибором. Так он может показывать размеры с точностью до 1 мкм с погрешностью до 0, 1 мкм. Многие инструменты обладают встроенной калибровкой. Механические микрометры Электронные микрометры
Калибры Калибрами называются такие измерительные инструменты, которыми проверяются правильность размеров и формы изделий и при помощи которых можно установить, что изготовленные изделия соберутся друг с другом в сборке и что это соединение изделий будет нужного качества. Калибры предназначаются, главным образом, для измерения одного определенного размера. Они не позволяют измерить фактический размер изделия, а только дают возможность установить, что изделие не вышло за пределы указанных в чертеже границ – допусков на его изготовление. Калибры бывают нормальные и предельные. Нормальные калибры имеют один размер, тот, который желательно получить на изделии. Годность изделия определяется вхождением в него калибра с большей или меньшей степенью плотности. Пользование нормальными калибрами требует большой квалификации и опыта рабочего и контролера. Предельные калибры имеют два размера: один размер калибра равен наименьшему предельному размеру детали, второй – наибольшему. Один конец калибра обязательно должен входить в деталь, а второй – входить не должен. Один из этих размеров называется проходным, другой непроходным, или большим и меньшим. Пользование предельными калибрами обеспечивает полную взаимозаменяемость деталей и не требует высокой квалификации рабочего и контролера. В настоящее время применяются, главным образом, предельные калибры. Нормальными калибрами пользуются значительно реже. Они применяются только в качестве контрольных калибров, а также для контроля профильных поверхностей изделий. Гладкие калибры применяются для измерения диаметров отверстий, диаметров валов, длин и высот.
Предельные калибры для отверстий называются калибрами-пробками и представляют собой стержень с двумя цилиндрами. Один цилиндр имеет наименьший предельный размер отверстия и называется проходным, второй имеет наибольший предельныйразмер и называется непроходным концом калибра. Проходные калибры-пробки при измерении должны свободно входить в отверстие, непроходные – не должны входить в отверстие полностью, а только «закусывать» . Если непроходной калибр входит в отверстие, то это значит, что сделан брак. Предельными калибрами для валов служат калибры-скобы. Один конец скобы проходной, другой – непроходной. Размер проходной стороны равен наибольшему предельному размеру вала, размер непроходной стороны – наименьшему предельному размеру вала. Проходные скобы должны надеваться на вал под действием собственного веса. Непроходные скобы не должны надеваться на вал. Если непроходная скоба надевается на вал, то вал бракуется. Предельные размеры изделий, для которых предназначены калибры, называются номинальными размерами калибров. Фактические размеры калибров отличаются от номинальных размеров потому, что: 1) калибры не могут быть абсолютно точно изготовлены; 2) в процессе пользования они изнашиваются и изменяют свой размер; 3) назначение их различно: они применяются либо для контроля изделия, либо для контроля самих калибров. Калибры для контроля изделий называются рабочими. Калибры для контроля размеров калибров называются контрольными калибрами или контркалибрами. Виды калибров, допуски на их изготовление и износ установлены государственными стандартами и носят название системы допусков для предельных калибров.
Резьбовые калибры Для контроля внутренней резьбы применяют проходные резьбовые пробки (ПР), проверяющие приведенный средний диаметры гайки, и непроходные резьбовые пробки (НЕ), проверяющие верхний предел среднего диаметра гайки. Калибр-пробка резьбовой проходной ПР должен свободно ввинчиваться в контролируемую внутреннюю резьбу. Свинчиваемость калибра с резьбой означает, что приведенный средний диаметр резьбы не меньше установленного наименьшего предельного размера и имеющиеся погрешности шага и угла профиля внутренней резьбы компенсированы соответствующим увеличением среднего диаметра. Увеличение среднего диаметра компенсирует и погрешности винтовой линии резьбы и отклонения формы (круглости, цилиндричности). Калибр-пробка резьбовой непроходной НЕ, как правило, не должен ввинчиваться в контролируемую резьбу. Допускается ввинчивание калибра до двух оборотов (для сквозной резьбы с каждой из сторон втулки). При контроле коротких резьб (до четырех витков) ввинчивание калибра-пробки допускается до двух оборотов с одной стороны или в сумме с двух сторон. Проходной резьбовой калибр-пробка проверяет, не выходит ли средний диаметр резьбы за установленный наибольший предельный размер. Для проверки внутреннего диаметра гайки применяются гладкие проходная и непроходная пробки. Калибр-пробка гладкий проходной ПР должен свободно входить в контролируемую резьбу под действием собственного веса или при определенной нагрузке. Калибр-пробка гладкий непроходной НЕ, как правило, не должен входить в контролируемую резьбу под действием собственного веса или под действием определенной нагрузки. Допускается вхождение калибра на один шаг внутренней резьбы. Аналогично для контроля наружной резьбы применяют резьбовые проходные кольца (ПР), проверяющие приведенный средний диаметр резьбы, и непроходные резьбовые кольца (НЕ), проверяющие нижний предел среднего диаметра резьбы. Кроме того, наружный диаметр резьбы проверяется предельной гладкой скобой. Калибр-кольцо ПР должен свободно навинчиваться на контролируемую резьбу. Свинчиваемость калибра с резьбой означает, что приведенный средний диаметр резьбы не выходит за установленный наибольший предельный размер и имеющиеся погрешности шага и угла профиля наружной резьбы компенсированы соответствующим уменьшением среднего диаметра. Уменьшение среднего диаметра резьбы компенсирует также погрешности винтовой линии резьбы и погрешности формы (круглость, цилиндричность).
Калибр-кольцо резьбовой непроходной НЕ, как правило, не должен навинчиваться на контролируемую наружную резьбу. Допускается навинчивание непроходного калибра-кольца до двух оборотов. При контроле коротких резьб (до трех витков) навинчивание калибра-кольца не допускается. Непроходной резьбовой калибр-кольцо НЕ проверяет, не выходит ли средний диаметр резьбы за установленный наименьший предельный размер. Калибр-скоба резьбовой проходной ПР должен скользить по контролируемой резьбе под действием собственного веса или определенной силы не менее чем в трех положениях, расположенных на равном расстоянии по всей окружности резьбы. Этим калибром проверяют наибольший предельный размер среднего диаметра наружной резьбы. Контроль резьбы калибрами-скобами рекомендуется сопровождать выборочным контролем с помощью проходного резьбового калибра-кольца, так калибр-скоба не выявляет всех отклонений формы наружной резьбы. В спорных случаях решающим методом контроля является контроль проходным резьбовым калибром-кольцом ПР. Калибр-скоба резьбовой непроходной НЕ, как правило, не должен проходить под действием собственного веса или определенной силы ни в одном из трех (не менее) положений, расположенных на равном расстоянии по всей окружности резьбы. Допускается прохождение калибра-скобы на первых двух витках наружной резьбы. Этим калибром проверяется наименьший предельный размер среднего диаметра наружной резьбы. Для проверки наружного диаметра резьбы (болта) применяются гладкие проходная и непроходная пробки. Калибр-кольцо гладкий проходной или калибр-скоба гладкий проходной ПР должен проходить по наружной резьбе под действием собственного веса или под действием определенной силы. Калибр-скоба гладкий непроходной или калибр-кольцо гладкий непроходной НЕ не должен проходить по наружной резьбе в крайнем случае только закусывать. Для проверки износа резьбовых калибров выпускают контрольные калибры. При контроле калибрами резьба считается годной, если проходной калибр свинчивается с изделием по всей длине резьбы без усилия, а непроходной калибр свинчивается с изделием не более чем на 1 -2 нитки. Резьбовые пробки могут проверяться по всем элементам на универсальном микроскопе. Проверка резьбовых колец, особенно малых диаметров, универсальными средствами невозможна. Поэтому для их проверки служат контрольные калибры. Схема расположения полей допусков рабочих, приемных и контрольных калибров подробно указана в справочниках. Там же указаны допуски на средний, наружный и внутренний диаметры, шаг и половину угла профиля калибров для метрических, дюймовых и трубных резьб.
КОНЕЦ
Контрольно-измерительные инструменты и техника измерения
Контрольно-измерительные инструменты и техника измерения
К простейшим измерительным инструментам относятся масштабная линейка, кронциркуль, нутромер.
Масштабная линейка предназначена для измерения плоских поверхностей, а также для определения размеров, замеренных нутромером или кронциркулем. Масштабные линейки изготовляются разной длины от 100 до 1000 мм. Цена деления масштабной линейки — 0,5 или 1 мм, для облегчения отсчета каждые 5 и 10 мм отмечаются удлиненными штрихами. Нулевое деление у большинства линеек наносится у левого торца. При измерении линейку прикладывают к измеряемой детали так, чтобы нулевой штрих точно совпадал с началом измеряемой линии. На рис. 1 показаны приемы измерения масштабной линейкой.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 1. Приемы измерения масштабной линейкой
Кронциркуль служит для измерения наружных размеров деталей. Величина, измеренная кронциркулем, определяется затем наложением кронциркуля на масштабную линейку. Кронциркуль, как и простейший нутромер, используют редко.
Нутромер применяется для измерения внутренних размеров деталей. Измеренная величина определяется также по масштабной линейке.
Штангенциркуль относится к многомерным раздвижным измерительным инструментам. Предназначен он для измерения наружных и внутренних размеров и разметки.
Рис. 2. Штангенциркуль (а), примеры отсчета размера и чтение замеров с точностью 0,1 мм (б, в, г)
Штангенциркуль состоит из штанги с жестко укрепленными на ней губками, рамки с губками, перемещающейся по штанге, устройства для микрометрической подачи, состоящего из движка, стопорного винта, гайки и винта.
Перемещение рамки осуществляют следующим образом. Движок 6 закрепляется стопорным винтом, а стопорный винт рамки отпускается. После этого вращением гайки винт и связанную с ним рамку медленно перемещают. Штангенциркуль имеет нониус.
Штангенциркули выпускают с точностью измерения 0,1; 0,05 и 0,02 мм. Последние два имеют микрометрическую подачу, позволяющую устанавливать штангенциркуль с высокой точностью. Крайние левые штрихи нониуса и штанги называются нулевыми и при сомкнутых губках они совпадают. Для определения измеряемого размера при разведенных губках штангенциркуля отсчитывают целое число миллиметров, которое прошел по штанге левый нулевой штрих нониуса, а затем находят штрих нониуса, который точно совпал с каким-либо делением шкалы штанги. Порядковое число этого деления определяет доли миллиметра, которые следует прибавить к целому числу миллиметров. При измерении внутренних размеров к величине отсчета, произведенного по основной шкале и нониусу, следует прибавить толщину губок, которая указана на них. Примеры отсчета показаны на рис. 2, б, в, г.
Штангенглубиномер служит для измерения глубины отверстий, пазов на валах и т. п. Измерение штанген-глубиномером производится так же, как штангенциркулем.
Штангензубомер применяют для измерения толщины зубьев колес. Штангензубомер представляет собой комбинированный измерительный инструмент, состоящий из двух неподвижных штанг, составляющих единое целое, и двух подвижных нониусов. Вертикальный нониус предназначен для установки высоты, на которой должна замеряться толщина зуба, а горизонтальный — для измерения толщины зуба на данной высоте. Точность измерения штангензубомера 0,02 мм.
Микрометр служит для измерений наружных размеров деталей с точностью до 0,01 мм. Наиболее распространенными являются микрометры со следующими пределами измерений: от 0 до 25 мм, от 25 до 50 мм, от 50 до 75 мм и от 75 до 100 мм.
Микрометр имеет скобу, в которую запрессована закаленная и отшлифованная пятка, микрометрический винт, стопор, стебель, барабан и трещотку.
Рис. 3. Штангенглубиномер (а), штангензубомер (б): 1 — стопорный винт, 2 — движок, 3 — микрометрический винт, 4 — гайка
Рис. 4. Микрометр
Трещотка соединена с барабаном храповичком, отжимаемым пружиной, а на скошенном по окружности левом конце барабана нанесено 50 делений. Микрометрический винт имеет резьбу с шагом 0,5 мм, следовательно, за один оборот винта его конец перемещается на 0,5 мм, а при повороте барабана на одно деление винт перемещается на 0,01 мм. На поверхности стебля имеются деления с осевым штрихом.
Рис. 5. Микрометрический нутромер (а), удлинитель к нему (б)
Для измерения детали ее устанавливают между микрометрическим винтом и пяткой, после чего при помощи трещотки повертывают барабан и выдвигают винт до соприкосновения с деталью. Когда винт упрется в измеряемую деталь, трещотка будет свободно провертываться, а винт с барабаном остановятся. Для определения измеряемого размера нужно сосчитать число миллиметров на шкале стебля, включая пройденное отсчетным штрихом полумиллиметровое деление (0,5), а затем посмотреть, какое число на скошенной части барабана совпадает с осевым штрихом стебля. Это число будет соответствовать сотым долям миллиметра, которые нужно прибавить к предыдущим данным.
Рис. 6. Микрометрический глубиномер
Рис. 7. Угольники
Микрометрический нутромер применяют для определения внутренних размеров деталей с точностью до 0,01 мм. Микрометрический нутромер состоит из микрометрического винта, барабана, гильзы со стопорным винтом, наконечника со сферической измерительной поверхностью. С правой стороны микрометрического винта также имеется сферическая измерительная поверхность. Отсчет размеров производится так же, как и при измерении микрометром.
Микрометрический нутромер имеет комплект удлинителей, которые расширяют пределы измерений. На одном конце удлинителя нарезана внутренняя резьба, а на другом конце — наружная резьба. Конец удлинителя с внутренней резьбой навинчивается на стебель нутромера, а конец удлинителя с наружной резьбой служит для навинчивания на него дополнительного удлинителя с целью увеличения пределов измерения.
Рис. 8. Универсальный угломер системы Семенова
Рис. 9. Угломер УГ-2
Микрометрический глубиномер служит для измерения несквозных отверстий и углублений с точностью до 0,01 мм. Он состоит из основания, барабана, трещотки, нониуса, стопора, измерительного стержня. Принцип измерения глубиномером и микрометром один и тот же.
Для измерения углов, а также определения точности опиловки плоскостей по «просвету» применяют угольники и универсальные угломеры. Угольники обычно изготовляют из стали.
Угломер УГ-1 системы Семенова является универсальным, предназначенным для измерения наружных углов. Он состоит из основания, на котором имеется шкала от 0 до 120°, жестко соединенного с линейкой, подвижной линейки, хомутика, съемного угольника, нониуса и устройства микрометрической подачи.
Угломер УГ-2 состоит из основания, линейки основания, сектора, угольника, съемной линейки, хомутиков и нониуса. Этим угломером можно измерять наружные и внутренние углы.
По основной шкале угломеров отсчитывают градусы, а по шкале нониуса — минуты.
Предельные калибры для измерения отверстий изготовляют в виде двусторонних цилиндров и называют калибрами-пробками, а для измерения валов — в виде односторонних и двусторонних скоб, называемых калибрами-скобами. Предельными калибрами можно определить наибольший и наименьший допускаемые размеры деталей.
У предельных калибров одна сторона называется проходной, а другая — непроходной. Проходная сторона калибра-пробки служит для измерения наименьшего отверстия, а непроходная — для наибольшего. Калибром-скобой, наоборот, наибольший размер вала определяют проходной стороной, а наименьший — непроходной. При измерении проходная сторона калибра должна свободно проходить в отверстие или по валу под действием веса калибра. Непроходная сторона калибра не должна совсем проходить в отверстие или по валу. Если непроходная сторона калибра проходит, то деталь бракуется.
Радиусные шаблоны применяют для измерения радиусов закруглений изделий.
Такие шаблоны изготовляют в виде тонких стальных пластин с выпуклыми или вогнутыми закруглениями. На шаблонах выбиты цифры, показывающие размер радиуса закругления в миллиметрах.
Щупы. Для измерения величины зазоров между деталями применяют щупы, которые представляют собой стальные пластины различной толщины. На каждой пластине указана ее толщина в миллиметрах.
Контроль резьбы осуществляют резьбовыми калибрами-пробками, резьбовыми кольцами и шаблонами.
Резьбовые калибры-пробки служат для проверки резьбы гаек. Они изготовляются из инструментальной стали и похожи на болт с точным профилем резьбы. Проверка резьбы гайки производится путем навертывания ее на проходную или непроходную сторону калибра-пробки.
Резьбовые кольца применяют для проверки резьбы болтов п представляют собой гайку с точным профилем резьбы. Проверка резьбы болта производится ввертыванием его в резьбовое кольцо. Одно кольцо является проходным, а второе — непроходным калибром.
Резьбомер предназначен для проверки и определения шага резьбы на болтах, гайках и других деталях. Он представляет собой набор стальных пластинок — резьбовых шаблонов с профилями зуба, соответствующими профилям стандартных метрических или дюймовых резьб. В резьбомерах обычно на одном конце делается набор шаблонов с метрической резьбой, а на другой — с дюймовой. На каждом шаблоне нанесены размеры резьбы.
Рис. 10. Контроль размера двусторонним калибром-пробкой
Рис. 11. Двусторонняя (а) и односторонняя (б) калибры-скобы
Рис. 12. Резьбовые пробки (а) резьбовое кольцо (б)
Для проверки резьбы на болте или в гайке нужно прикладывать последовательно шаблоны разьбомера до тех пор, пока не будет найден шаблон, зубья которого точно совпадут с резьбой детали без просвета. Размеру этого шаблона и будет соответствовать измеряемая резьба.
Индикатор предназначен для измерения отклонений размеров от заданных, а также для обнаружения овальности и конусности валов и отверстий. В ремонтном деле наиболее широко применяют индикатор часового типа, устройство которого показано на рис. 15.
В корпусе индикатора расположен механизм, состоящий из шестерен, зубчатой рейки, спиральной пружины, гильзы, измерительного стержня с наконечником, указателя числа оборотов, шкалы со стрелкой. На большой шкале индикатора нанесено 100 делений, каждое из которых соответствует 0,01 мм. При перемещении измерительного стержня на величину 0,01 мм стрелка переместится по окружности на одно деление большой шкалы, а при перемещении стержня на 1 мм стрелка сделает один оборот. Шкалу индикатора устанавливают в нулевое положение вращением ее за ободок.
Перед измерением изделия индикатор укрепляют в кронштейне универсальной стойки так, чтобы наконечник измерительного стержня прикасался к поверхности измеряемого изделия. Далее за ободок устанавливают нулевое деление шкалы против стрелки. После этого изделие или индикатор медленно перемещают. По показаниям стрелки на шкале индикатора определяют величину отклонения.
Рис. 13. Щупы
Рис. 14. Резьбомер
Рис. 15. Индикатор часового типа:
1 — измерительный стержень, 2 —гильза, 3, 10, 11, 13 — шестерни, 4 — шкала, 5 — ободок, 6 — корпус, 7 — стрелка, 8 — указатель числа оборотов, 9 —спиральная пружина, 12 — пружина, 14 — измерительный наконечник
Рис. 16. Индикатор с универсальной стойкой: 1 — собственно индикатор, 2 — шарнирный рычаг, 3 — стойка, 4 — основание
Рис. 17. Индикаторный нутромер
Индикаторный нутромер применяют для измерения диаметров цилиндров двигателей. Полный оборот стрелки индикатора соответствует изменению размера А на 1 мм. Так как шкала имеет 100 делений, то цена деления шкалы равна 0,01 мм. Стрелку индикатора устанавливают на нуль поворотом ободка. К индикатору прилагается набор сменных наконечников, которые позволяют измерять цилиндры различных диаметров.
Оптические измерительные приборы. К измерительным приборам, основанным на оптических принципах измерения, относятся оптиметры, инструментальные микроскопы, различные измерительные машины.
Пневматические приборы служат для измерения наружных и внутренних поверхностей точных деталей, а также для определения чистоты обработки поверхности. Пневматические приборы работают на сжатом воздухе, который подается компрессором. Достоинством таких приборов является простота их устройства и обслуживания.
Электрические измерительные приборы дают возможность производить измерения с высокой точностью. Такие приборы основаны на электроконтактном, емкостном и индуктивном методах измерения.
Ошибки при измерении и их причины. При измерении деталей всегда получается некоторая разница между действительным размером детали и размером, полученным в результате измерения. Разность между величиной, полученной при измерении, и действительной величиной называется ошибкой или погрешностью измерения.
Основными причинами погрешностей измерения являются следующие:
— неточная установка измеряемой детали или измерительного инструмента;
— ошибки при отсчете показаний инструмента, возникающие в тех случаях, когда наблюдение при отсчете показаний ведется под неправильным углом зрения. Необходимо всегда вести наблюдение в направлении, перпендикулярном плоскости шкалы;
— нарушение температурных условий, при которых должны производиться измерения. Государственным стандартом Для измерения предусмотрена нормальная температура, равная 20 °С. В практике часто измеряемая деталь имеет более низкую температуру, чем температура измерительного инструмента, это тоже приводит к погрешностям, так как известно, что металлы при изменении температуры изменяют свои размеры. При охлаждении они сжимаются, а при нагревании расширяются. При нагревании на 1 °С на длине 1 м металлы удлиняются на следующие величины (мм): сталь — 0,012, чугун — 0,010, бронза — 0,018, латунь — 0,019, алюминий — 0,024;
— грязная поверхность измеряемой детали или грязный;
— измерительный инструмент;
— погрешности измерительного инструмента;
нарушение постоянства измерительного усилия, на которое рассчитан измерительный инструмент.
Хранение измерительных инструментов и уход за ними. Измерительные инструменты хранят в сухих теплых помещениях. Нельзя хранить инструменты в сырых помещениях или в помещениях с резкими колебаниями температуры, так как это повлечет за собой коррозию инструментов. Каждый инструмент должен иметь свое место.
Простейшие инструменты хранят в шкафах, на стеллажах или подвешивают на стенах. Сложные инструменты, например микрометры, штангенциркули, калибры и т. п., хранят в специальных футлярах.
Для предохранения от коррозии измерительные инструменты смазывают бескислотным вазелином или костяным маслом. Для длительного хранения инструмент обертывают промасленной бумагой в целях предохранения его от загрязнения и воздействия влажного воздуха. Перед работой мерительные поверхности инструмента промывают бензином и протирают чистой тряпкой, а после окончания работы снова протирают, затем смазывают и укладывают на свое место.
Необходимо регулярно проверять измерительные инструменты при помощи точных контрольных приборов.
особенности измерительного инструмента и ГОСТы
Назначение калибров
Калибры — один из первых измерительных инструментов, который применяется при производстве сопрягаемых деталей (вала и втулки, винта и гайки и пр. ). Такая область применения стала причиной появления понятия взаимозаменяемости по вхождению. При этом один калибр изготавливался как точная копия детали из пары, а вторая деталь из той же пары подгонялась к нему. Однако такой способ проверки был неточным, поскольку совпадение размеров определяли субъективно, на глаз.
С ростом серийного производства родилось понятие взаимозаменяемости. Оно отражало принцип выпуска деталей, которые при произвольном сочетании в рамках двух пределов образовывали функционирующий узел. Разность двух предельных размеров получила название допуска. При этом размер, соответствующий максимальному, назвали проходным пределом, а второй, соответствующий минимальному, — непроходным.
Введение понятия допуска и расширенной классификации предельных калибров позволили объективно оценивать качество деталей, сортируя их на годные и негодные (брак). Для контроля на производстве были разработаны нормативные документы, которые охватывали широкую номенклатуру предельных калибров и обозначали размеры и точные характеристики их разновидностей (калибров-пробок, калибров-скоб, калибров-втулок), которые использовались для контроля валов, отверстий, конусов и резьбовых соединений.
Со временем калибры были заменены пневматическими, а позднее электронными измерительными приборами и контрольными приспособлениями. Так что в настоящее время предельные калибры используют для проверки только тех деталей, контроль размеров которых затруднен: валов и отверстий малого диаметра, резьбовых деталей и т. п.
Преимущества и недостатки калибров
| № | Преимущества | Недостатки |
| 1. | Благодаря простоте использования определять годность деталей могут рабочие невысокой квалификации. | Ограниченная зона применения. |
| 2. | Быстрота контроля деталей. | Невозможность определить числовые отклонения размеров. |
| 3. | Возможность одновременно проверять несколько параметров. | Наличие большого количества калибров для контроля разных деталей. |
Виды калибров
Самая простая классификация делит калибры на предельные, нормальные и регулируемые.
Нормальные калибры (они же шаблоны) используют для проверки сложных профилей.
Предельные калибры применяют для контроля размера детали в поле допуска. Эти измерительные инструменты имеют проходную и непроходную стороны. При конструировании предельных калибров учитывают принцип Тейлора, согласно которому проходной калибр служит прототипом сопрягаемой детали и контролирует размер по всей длине соединения. Непроходной калибр контролирует только размер детали, поэтому имеет небольшую длину.
Есть несколько видов предельных калибров. Это калибры-скобы, калибры-пробки, резьбовые калибры-пробки, резьбовые калибры-кольца и т. п. Инструмент используется для измерения цилиндрических, конусных, резьбовых и шлицевых поверхностей.
Регулируемые калибры занимают промежуточное положение между микрометром и предельным калибром. Они имеют малый диапазон регулировки и демонстрируют высокую точность измерений, настраиваются под предельные размеры.
Конструкция
Устройство калибр-пробки регламентировано положениями ГОСТ 14807-69, ГОСТ 24851-81, ГОСТ 17758-72 и ГОСТ 14810-69. Действие данных стандартов распространяется соответственно на;
- Гладкий двухсторонний инструмент, снабжённый вставками диаметром 1…6 мм.
- Гладкий двухсторонний инструмент, со вставками, имеющими диаметр более 3 (и до 50 включительно) мм.
- Резьбу соответствующих классов точности.
Калибр-пробка состоит из:
- Ручки, имеющей в поперечном сечении вид круга с довольно широкой лыской, предназначенной для надёжного удерживания инструмента в руке.
- Проходного измерительного штифта (с резьбой – для резьбовых калибр-пробок).
- Непроходного измерительного штифта.
- Двух фиксирующих вставок, которые удерживают штифты в посадочных местах.
Калибр-пробка по ГОСТ 14810-69 отличается аналогичной конструкцией, но, для удобства удержания, поверхность ручки выполняется со сплошными рифлениями. Допускается исполнение ручки в виде шестигранника.
Один их торцов измерительного штифта выполняется плоским (близ него выполняется сквозной паз, куда заходит фиксирующая вставка). Второй конец имеет фаску, облегчающую заход штифта в измеряемую полость.
Условное обозначение калибр-пробок включает в себя две группы цифр по 4 знака в каждой группе. В маркировке также указывается размер поля допуска, которое можно контролировать при помощи данной калибр-пробки.
Ручки изготавливают из пластика (для инструмента со штифтами до 3 мм) или из металла. Для изготовления штифтов используют легированные инструментальные стали по ГОСТ 5950-73, отличающиеся наименьшими колебаниями размеров в зависимости от внешних условий температуры и влажности.
По аналогичному принципу устроены гладкие калибр-пробки ГОСТ 24851-81, предназначенные для оценки размеров внешних поверхностей, например, валов.
Основные классификации калибров по ГОСТ 27284-87
ГОСТ 27284-87 предлагает выделять основные виды калибров с учетом выбранного критерия. По количеству критериев используют четыре классификации.
- По виду контролируемых изделий различают калибры для проверки гладких цилиндрических изделий (валов и отверстий), гладких конусов, цилиндрических наружных и внутренних резьб, конических резьб, линейных размеров, зубчатых соединений, расположения отверстий и т. п.
- По технологическому назначению выделяют рабочие калибры, которые используют сотрудники ОТК для контроля изделий в процессе изготовления, и контрольные калибры, которые служат для проверки рабочих калибров.
- По числу контролируемых элементов различают комплексные калибры, которые контролируют сразу несколько частей изделия, и простые для проверки только одного параметра.
- По характеру контакта с изделием выделяют калибры с поверхностным (пробки), линейным (скобы) и точечным контактом.
Виды приборов
Существуют следующие виды калибров:
- Пробки.
- Скобы.
- Щупы.
- Конусные калибры.
- Для проверки взаимного расположения поверхностей.
- Для контроля цилиндрической резьбы.
Калибры-пробки
Представляют собой стержень, на обоих концах которого расположены цилиндрические элементы. Один из них имеет наибольший предельный размер отверстия и называется непроходной пробкой (НЕ), а второй наименьший и зовется проходной (ПР). Непроходная пробка заметно короче проходной, благодаря чему рабочий или контролер быстро и правильно определяет пригодность деталей.
Гладкие калибры-пробки изготовляют составными, ручки стальные или пластмассовые, в которых крепятся вставки с коническими хвостовиками или цилиндрические насадки. Для проверки отверстий в интервале от 2 до 50 мм изготавливаются конические хвостовики, а для отверстий в границах 30-100 мм – цилиндрические насадки. Если вставка только с одной стороны ручки, то такие калибры-пробки называются односторонними.
Калибры-скобы
Применяются для контроля диаметров валов, по конструкции бывают односторонние и двухсторонние. так же, как и в случае с пробками, скоба ПР должна проходить, а скоба НЕ должна не проходить по валу. Иначе вал считается негодным, причем брак будет исправимым, только в том случае, если для достижения нужного результата потребуется снять лишний металл.
Применяя скобы, их ни при каких обстоятельствах нельзя силой заталкивать на вал, так как скоба может «раскрыться» и увеличить расстояние между измерительными поверхностями по причине податливости, обусловленной ее конструкцией. Чтобы не допустить этого, следует надевать скобу на горизонтально расположенный вал только под действием ее собственного веса. При этом вал еще и вращают, что позволяет заодно проконтролировать отклонения от круглого профиля в поперечном сечении.
Скобы бывают для проверки только одного размера (их называют жесткими) и регулируемые, которые позволяют контролировать определенный диапазон диаметров валов. Регулируемые части изготавливают из твердых сплавов, что способствует существенному увеличению их срока службы.
Калибры-щупы
Это наборы стальных пластин толщиной от 0,02 до 1 мм и длиной 100 или 200 мм. Их используют для контроля величины зазора между поверхностями при сборке различных механизмов. При этом в зазор вставляют один или несколько щупов в наборе, чтобы подобрать нужную величину.
Пользуясь щупами, важно соблюдать определенные правила:
- при измерении щуп должен двигаться плавно с незначительным усилием, а не свободно проваливаться;
- для плавности движения пластины рекомендуется слегка смазать;
- не следует прикладывать больших усилий к щупу, чтобы не повредить его;
- размер зазора определяется суммированием толщин всех щупов из набора, которые полностью вошли в зазор.
Конусные калибры
Служат для контроля конических поверхностей, например, конусов инструментов. С помощью калибра-кольца проверяется годность наружных поверхностей, а пробкой – пригодность внутренних. Деталь считается годной, если ее торец находится в зоне между рисками или между плоскостями уступа. Это расстояние равно допуску.
Калибры для проверки расположения поверхностей
Могут быть самых разных конструкций. С их помощью контролируют:
- соосность двух или более отверстий, а также шеек вала;
- расстояния между осями отверстий;
- параллельность, перпендикулярность или величину наклона поверхностей или осей;
- расстояния между осью отверстия и плоскостью;
- глубину различных пазов и уступов.
Измерительные элементы этого вида калибров располагаются таким образом, чтобы воспроизвести конфигурацию поверхностей сопрягаемых деталей.
Калибры для контроля цилиндрической резьбы
Применяют для комплексной проверки среднего диаметра, угла профиля, а также наибольшего внутреннего диаметра наружной резьбы или наименьшего внешнего диаметра внутренней резьбы. С помощью этих устройств проверяют метрические, дюймовые, трапецеидальные, упорные и круглые резьбы диаметром от 1 до 600 мм.
Контрольный комплект состоит из рабочих проходного (ПР) и непроходного (НЕ) калибров, а также из контрольных, которые служат для проверки рабочих калибров-колец и пробок.
Проходные калибры должны свободно свинчиваться с контролируемой резьбой, а непроходные не должны свинчиваться с ней. Допускается навинчивание непроходных калибров до 2 оборотов, при этом количество оборотов определяют при развинчивании калибра и контролируемого изделия. Если резьба проверяемой детали короткая (менее 3 витков), то навинчивание непроходного калибра не допускается.
Резьбовой калибр ПР имеет длину порядка 80% от длины свинчивания, то есть длины соприкосновения резьбы болта и гайки, измеренной вдоль их оси.
У непроходного — длина не меньше 3 витков.
Основные классификации калибров по ГОСТ 27284-87
Расскажем подробнее о типах калибров, которые различаются по виду контролируемого изделия.
Калибр-пробки для контроля отверстий
Названия и характеристики калибров-пробок перечислены в ГОСТ 14807-69 и ГОСТ 14827-69. К ним относятся:
- двусторонние пробки с цилиндрическими вставками;
- двусторонние пробки со вставками и коническим хвостовиком;
- пробки с цилиндрическими насадками;
- полные и неполные пробки;
- односторонние листовые пробки;
- неполные и полные шайбы.
Калибры для контроля средних и больших валов и отверстий (диаметром 30–500 мм) изготавливают на заказ по одной штуке. А для измерения небольших отверстий диаметром 0,5–10 мм предназначены готовые наборы универсальных калибр-пробок с шагом 0,1; 1,0; 2,0 и 10,0 мкм. Допуск на диаметр равен ±0,4 мкм, а длина рабочей части пробок — 0,1–50 мм.
Основные виды калибр-пробок
Небольшие наборы из 2–3 точных калибров позволяют не только сортировать детали на годные и брак, но и довольно точно определять их диаметры. Точность измерения малых диаметров калибрами выше, чем больших. В этом случае практически отсутствует температурная погрешность, а погрешностью от допуска на изготовление калибра можно пренебречь.
Калибр-скобы для контроля валов
Основные параметры и виды калибр-скоб даются в ГОСТ 18358-93 и ГОСТ 18360-93. Выделяют следующие типы скоб:
- листовые односторонние;
- листовые двусторонние;
- штампованные односторонние;
- штампованные двусторонние;
- односторонние с ручкой.
Основные виды калибр-скоб
Регулируемые калибр-скобы компенсируют износ и способны настраиваться на разные размеры. Однако они имеют меньшую точность измерений и поэтому используются для контроля размеров с допусками не точнее 8 квалитета точности.
Регулируемая калибр-скоба
Требования к изготовлению и эксплуатации
Ко всем калибрам независимо от их назначения и вида предъявляются следующие условия:
- Высокая точность расположения рабочих поверхностей. Допуски на изготовление калибров значительно меньше, чем допускаемые отклонения контролируемых изделий.
- Жесткость, не допускающая деформаций при измерении. Касается в основном скоб больших габаритов.
- Хорошая износоустойчивость, снижает расходы на изготовление и проверку калибров. Измерительные элементы изготавливают из легированных сталей марок Х, ШХ15, инструментальных сталей У10А, У12А, а также твердых сплавов.
- Устойчивость к коррозии с помощью применения специальных покрытий.
- Обязательная маркировка калибров с указанием номинального размера и его предельных отклонений.
Так как калибры – это дорогостоящий и ответственный инструмент, то рекомендуется строго соблюдать определенные правила при работе с ними:
- ни в коем случае не прикладывать к калибру силу или подвергать ударам;
- контролируемые поверхности должны быть чистыми, сухими и без заусенцев;
- при проверке детали вращать ее запрещено;
- нельзя проводить контроль горячих или теплых изделий, так как при этом изменяются их размеры и быстрее изнашиваются калибры;
- строго соблюдать сроки контрольных поверок.
При хранении рабочие поверхности калибров не должны контактировать с металлическими предметами.
Калибры | Технологии Обработки Металлов
- Допуски калибров
Калибрами называются бесшкальные измерительные инструменты, предназначенные для контроля отклонений размеров, формы и взаимного расположения частей изделий. Калибры не определяют числового значения измеряемой величины. По конструктивным признакам калибры разделяются на жесткие и регулируемые, односторонние предельные и двусторонние предельные и т. д. По назначению калибры разделяются на:
а) рабочие калибры — для проверки изделий на рабочем месте;
б) калибры браковщика — для контроля изделий браковщиками контрольных отделов заводов-изготовителей;
в) приемные калибры — для контроля изделий заказчиком;
г) контрольные калибры — для проверки рабочих и приемных калибров. В зависимости от числа одновременно проверяемых параметров различают также элементные (или одиночные) калибры и сложные (или комплексные) калибры. К типичным представителям последней группы относятся проходные калибры шлицевые, резьбовые. Основной принцип конструирования калибров: проходные калибры должны являться прототипом сопрягаемой детали и ограничивать все элементы, а непроходными калибрами следует проверять каждый элемент отдельно. Такой метод проверки надежен с точки зрения требований взаимозаменяемости, особенно при контроле изделий сложных профилей, когда необходима уверенность в том, что отклонения всех составляющих элементов ограничиваются полем суммарного допуска (например, шаг и угол в резьбе; расположение шлицев в шлицевых изделиях; конусность, овальность и другие отклонения от цилиндрической формы у гладких изделий; отклонения углов от 90° у изделий с квадратным сечением и т. д.).
Для определения предельных размеров, в границах которых лежат размеры изготовляемого изделия, применяют предельные калибры, имеющие два предельных размера — наибольший и наименьший.
Работа по этим калибрам гарантирует взаимозаменяемость изготовленных деталей.
Для получения правильного размера детали по калибру необходимо, чтобы одна сторона калибра — проходная — проходила через измеряемое место детали, другая — не проходная — не проходила.
Разность между размерами проходной и не проходной сторон определяет величину допуска на неточность обработки детали.
Действительный размер изготовляемой детали должен лежать менаду размерами проходной и не проходной сторон.
Фиг. 16. Предельная пробка.
Фиг. 17. Калибры для измерения отверстий диаметром более 100 мм.
Для измерения отверстий пользуются предельными пробками (фиг. 16). Предельная пробка представляет собой два соединённых вместе цилиндра, из которых больший- не проходной не должен входить в измеряемое отверстие, а меньший — проходной — должен входить в него без усилий (без нажима).
Для измерения отверстий диаметром больше 100 мм применяют калибры, изображённые на фиг. 17,
Для измерения валов пользуются предельными скобами. Предельная скоба представляет собой калибр с двумя парами щёк, из которых одна определяет больший размер, или проходную сторону, а другая _ меньший размер, или не проходную сторону.
Через проходную сторону вал должен свободно пройти, через не проходную — не должен проходить, она должна только «закусывать» вал.
Предельные скобы бывают двусторонние (фиг. 18), у которых одна сторона проходная, а другая не проходная, и односторонние, у которых оба предельных размера находятся на одной стороне (фиг. 19).
Кроме того, бывают одно предельные скобы, которых для одного номинального размера должно быть две: одна — проходная, другая не проходная (фиг.20).
Фиг. 18. Двусторонняя предельная скоба.
Фиг. 19. Односторонняя предельная скоба.
Фиг. 20. Однопредельные скобы.
На фиг. 21 показано, как надо пользоваться калибрами. Как видно, на непроходную сторону не следует производить никакого нажима; она должна находиться под действием собственного веса калибра.
Фиг. 21. Примеры пользования калибрами.
Применяя предельные калибры, допускающие изготовление деталей в границах определённых размеров, можно наиболее дёшево и быстро получить взаимозаменяемые детали, благодаря которым можно осуществить серийное и массовое производство.
Кроме предельных калибров ещё в редких случаях применяются калибры нормальные, которые в отличие от предельных имеют только один размер, подогнанный к номинальному с практически возможной точностью.
Изделие при изготовлении должно быть припасовано (подогнано) возможно точнее к нормальному калибру: если это изделие — вал, то он подгоняется к кольцу или скобе, если отверстие, то— к пробке. Такая припасовка имеет индивидуальный характер; она зависит от опыта исполнителя и его отношения к работе; степень точности работы остаётся неопределенной, оценка полученной точности имеет субъективный характер и не базируется на объективном мериле; контроль работы является затруднительным, и часто возникают разногласия между приёмщиком и рабочим.
Вполне понятно, что работа в серийном и массовом производстве не может вестись в таких условиях и особенно при таком положении, когда неизвестно, с какой точностью выполняются детали.
Помимо этого экономически невыгодно во всех случаях производить точную подгонку и стремиться получить наиболее высокую точность. Необходимо иметь возможность устанавливать точность работы в определённых границах, что и достигается применением предельных калибров.
Поэтому в настоящее время нормальные калибры в производстве не применяются; нормальными изготовляются только калибры контрольные, которые служат для проверки всех калибров, находящихся в обращении в данном предприятии.
суппорт | измерительный прибор | Британика
- Развлечения и поп-культура
- География и путешествия
- Здоровье и медицина
- Образ жизни и социальные вопросы
- Литература
- Философия и религия
- Политика, право и правительство
- Наука
- Спорт и отдых
- Технология
- Изобразительное искусство
- Всемирная история
- Этот день в истории
- Викторины
- Подкасты
- Словарь
- Биографии
- Резюме
- Популярные вопросы
- Обзор недели
- Инфографика
- Демистификация
- Списки
- #WTFact
- Товарищи
- Галереи изображений
- Прожектор
- Форум
- Один хороший факт
- Развлечения и поп-культура
- География и путешествия
- Здоровье и медицина
- Образ жизни и социальные вопросы
- Литература
- Философия и религия
- Политика, право и правительство
- Наука
- Спорт и отдых
- Технология
- Изобразительное искусство
- Всемирная история
- Britannica Classics
Посмотрите эти ретро-видео из архивов Encyclopedia Britannica. - Demystified Videos
В Demystified у Britannica есть все ответы на ваши животрепещущие вопросы. - #WTFact Видео
В #WTFact Britannica делится некоторыми из самых странных фактов, которые мы можем найти. - На этот раз в истории
В этих видеороликах узнайте, что произошло в этом месяце (или любом другом месяце!) в истории. - Britannica объясняет
В этих видеороликах Britannica объясняет различные темы и отвечает на часто задаваемые вопросы.
- Руководство по покупке
Консультация эксперта по покупке. От техники до товаров для дома и здоровья. - Студенческий портал
Britannica — лучший ресурс для учащихся по ключевым школьным предметам, таким как история, государственное управление, литература и т. д. - Портал COVID-19
Хотя этот глобальный кризис в области здравоохранения продолжает развиваться, может быть полезно обратиться к прошлым пандемиям, чтобы лучше понять, как реагировать сегодня. - 100 женщин
Britannica празднует столетие Девятнадцатой поправки, выделяя суфражисток и политиков, творящих историю. - Britannica Beyond
Мы создали новое место, где вопросы находятся в центре обучения. Вперед, продолжать. Спросить. Мы не будем возражать. - Спасение Земли
Британника представляет список дел Земли на 21 век. Узнайте об основных экологических проблемах, стоящих перед нашей планетой, и о том, что с ними можно сделать! - SpaceNext50
Britannica представляет SpaceNext50. От полёта на Луну до управления космосом — мы исследуем широкий спектр тем, которые подпитывают наше любопытство к космосу!
- Введение
Краткие факты
- Факты и сопутствующий контент
- викторины
Медиа
- Картинки
Исторические перспективы: почему часовые механизмы называются калибрами
Перейти к основному содержанию [войти]
22 сентября 2022 г.
Исторические перспективы Почему часовые механизмы называются калибрами
- Ролекс
- Гранд Сейко
- Джон Майер
- Говорящие часы
- Спидмастер
- Турбийон
- Просмотр фильмов
- Булгари
- Часы для дайвинга
- Пилотные часы
Представляем Norqain представляет свой легкий материал в новой линейке «Wild One»
Спецификация Cartier Santos по-прежнему адские часы
Ограниченные серии Pre-Owned Picks: использование силы FOMO
Выбор редакции
Персонал выбирает конкурс на 10 тысяч долларов: вот что мы бы купили прямо сейчас
Фотоотчет Мы побывали на баскетбольных площадках Нью-Йорка – и часы, которые мы увидели, нас удивили
Часы в дикой природе Амазонское приключение с Oris Wings Of Hope Limited Edition
Ты и не подумал спросить. Мы сделали.
Джек Форстер
02 марта 2017 г.
Слово «калибр» имеет несколько различных значений, но в часовом деле это слово является синонимом «механизма». Во всей отрасли одной из немногих абсолютно распространенных практик является название механизма «калибр XYZ123». Это одно из тех слов, которые можно встретить миллион раз, не задумываясь, почему оно используется как в мире огнестрельного оружия, так и в мире часового дела, у которых, казалось бы, мало общего. Но не бойся; HODINKEE задумал (и провел исследования) за вас.
Множество патронов разного калибра, от .50 (крайний слева) до .22 (крайний справа).
Если вы еще не знакомы с использованием этого термина в огнестрельном оружии, он в основном используется для обозначения диаметра пули или внутреннего диаметра ствола огнестрельного оружия, используемого для стрельбы снарядом определенного диаметр. Например, патрон калибра . 50 имеет диаметр 0,5 дюйма. (Вы также можете выразить оба значения в метрических единицах; стандартный патрон НАТО имеет калибр 5,56 мм и упоминается как таковой, но использование «калибра», насколько мне известно, происходит только в сочетании с английскими единицами измерения).
Использование термина «калибр» в оружейном мире восходит к французскому калибру вплоть до позднего ренессансного арабского qalib – формы для отливки пуль – и в конечном итоге происходит от древнегреческого kalapous , что означает колодка сапожника (деревянная модель, вокруг которой строится обувь).
Интересно, что использование этого термина в часовом деле впервые встречается, согласно Fondation de la Haute Horlogerie, в работах английского часовщика Генри Салли (1680–1729 гг.).), работавший во Франции, и использовал слово «…около 1715 г. для обозначения расположения и размеров различных механизмов движения, столбов, колес, ствола и т. д.» Со временем этот термин использовался для «обозначения формы механизма, его мостов, происхождения часов, имени их производителя и т. д.». (например, IWC «Калибр Джонса») и постепенно стали обозначать сам механизм. Таким образом, общая связь заключается в том, что как в часовом, так и в оружейном производстве этот термин исторически использовался для обозначения диаметра, и в обоих случаях в некоторой степени он стал обозначать предмет, диаметр которого был указан (возможно, по метонимии).
Early IWC D. H. Craig “Jones Caliber”
В настоящее время механизм обычно называют “калибр xyz123” (то есть “калибр”, за которым следует номер модели механизма, например, калибр ETA 2892-A2). ). Интересно, что слово «калибр» на протяжении большей части своей истории также означало человека определенного положения, и его использование все еще живо сегодня; например, в романе «Крестный отец» племянник Дона Джонни Фонтейн называет кинопродюсера Джека Вольца «настоящим 0,9».0 калибр pezzonovante [большая шишка]». , часто аббревиатура, обозначающая особые функции механизма. Например, в производственных архивах Jaeger-LeCoultre за 1877 год (когда компания называлась Manufacture LeCoultre Borgeaud & Cie) в качестве одного из изготовленных механизмов указан калибр 16T. Это говорит нам о том, что это был 16 ligne , механизм с турбийоном.
ligne, кстати, , равен 2,2558291 миллиметра (таким образом, диаметр механизма 16 ligne будет около 36,09 мм). ligne до сих пор используется в качестве единицы измерения в часовом деле, а также, как ни странно, при изготовлении пуговиц и лент, используемых для мужских шляпных лент; это 1/12 пуса (французский дюйм).
Литография с изображением Американской часовой компании, Уолтем, Массачусетс; середина 1800-х годов.
Однако это не единственная связь между производством часов и производством огнестрельного оружия. В Соединенных Штатах так называемая Американская система часового производства была одной из первых в мире, которая широко использовала точные методы массового производства и оборудование, позволяющее производить часовые механизмы со взаимозаменяемыми частями. Система была адаптирована для часового дела американскими производителями, такими как Уолтем, на основе методов производства, используемых Федеральной оружейной палатой в Спрингфилде, штат Массачусетс, где она использовалась для массового производства винтовок.
Луис Вестфален из HODINKEE отмечает, что в годы, предшествовавшие Второй мировой войне, и после нее наблюдалась тенденция отхода от использования диаметра и функций механизма для обозначения механизмов по мере увеличения количества различных механизмов одинакового или одинакового диаметра. Однако даже до Первой мировой войны это соглашение об именах не было универсальным; Valjoux 22 является примером. Однако эта практика все еще жива здесь и там; Patek Philippe, например, имеет в своем каталоге калибр 17”’ ЛЭП ПС ИРМ. Это механизм 17 ligne, lepine, petite seconde, индикация запаса хода , или калибр Lepine 38,35 мм (то есть механизм с мостами для колес поезда и без фузеи , , названный в честь часовщика Жана-Антуана). Лепина, разработавшего архитектуру этого механизма в конце 18 века) с малой секундной стрелкой и запасом хода.
Исторические перспективы
Часовое дело-101
Калибр M1 от REEKON Tools – Обзор
Калибр M1 от REEKON Tools – Обзор
16 июня 2020 г.
By Todd Fratzel on Measuring & Layout
Tweet
Калибр M1 – Измерительный инструмент для торцовочной пилы
Одна из замечательных особенностей ведения сайта обзора инструментов – это мы увидеть много новых продуктов, прежде чем они появятся на рынке. Недавно ребята из REEKON Tools прислали нам прототип нового продукта, который они запускают в этом месяце, под названием M1 Calibre. Калибр M1 — это измерительный инструмент, предназначенный для использования с торцовочными пилами для быстрого измерения заготовок без использования рулетки и маркировочного инструмента.
Калибр M1 – Как это работает
Калибр M1 – довольно простое устройство, в котором используется подпружиненный натяжной рычаг для оказания давления на цифровое измерительное колесо. По мере того, как колесо вращается от скользящего материала под ним к пильному полотну, оно записывает линейное расстояние. Прежде чем делать какие-либо пропилы, пользователь должен выбрать в настройках ширину пильного диска (пропил). Это позволяет регулировать каждый рез в зависимости от ширины лезвия, используемого на пиле. Затем, перед измерением пропила, устройство «пристреливается» древесиной к зубьям пильного диска (или еще лучше, делая начальный пропил), пользователь перемещает материал по направлению к пильному диску до тех пор, пока на цифровом дисплее не отобразится необходимая длина реза. Вы можете узнать больше здесь.
Использование калибра M1
Установка и использование калибра M1 чрезвычайно просты и хорошо подходят для широкого спектра торцовочных пил (включая отрезные пилы по металлу). В устройстве используются две батарейки типа АА, которые легко вставляются в правую часть устройства. Устройство крепится к упору торцовочной пилы с помощью подпружиненного зажима, который можно легко установить одной рукой и без инструментов. Затем подпружиненный натяжной рычаг можно опустить вниз, чтобы колесо коснулось стола торцовочной пилы.
Точность и прецизионность
Преимущество такого инструмента заключается в обеспечении постоянной точности и прецизионности. Это не значит, что вы можете отлично справляться с рулеткой, но этот процесс может сэкономить много времени и привести к более точным разрезам, поскольку он устраняет как маркировку, так и визуальные ошибки, связанные с использованием традиционной рулетки или линейки при резке. митровая пила.
Я разрезал различные материалы разной длины, чтобы увидеть, насколько точными были разрезы, и был удивлен не только точностью, но и воспроизводимостью размеров. Выше вы можете видеть, что я пропустил этот кусок дуба через калибр M1, настроенный на 6 дюймов, и вырезал кусок. Внизу находится отрезанный кусок размером 6 дюймов.
Где купить
Начиная с 16 июня на калибр M1 начинается период предварительного заказа. Вы можете узнать больше об этом здесь. Когда устройства поступят в продажу, они будут стоить от 139,99 до 149,99 долларов, однако во время предпродажи они будут стоить всего 89,99 долларов.
Общее впечатление — Калибр M1
Во-первых, позвольте мне сказать, что мы впервые публикуем обзор, полностью основанный на использовании прототипа. Поскольку это прототип, мы не можем комментировать подгонку и отделку устройства, поскольку реальные серийные устройства будут намного лучше, чем те, которые мы оценили. Сказав, что этот обзор основан на функциональности прототипа.
Сначала я немного скептически отнесся к необходимости этого инструмента и к тому, для чего я буду его использовать. Но после того, как я использовал его в магазине, я обнаружил, что наслаждаюсь возможностью быстро резать материал до определенной длины, не нуждаясь в рулетке или карандаше. Прибор очень прост в настройке и очень точен.
У него есть некоторые ограничения, на которые стоит обратить внимание. Это не сработает на очень узком материале, так как колесо выходит за упор примерно на 3/4″. Кроме того, блоку необходим плоский гладкий материал, иначе измерения могут быть неверными из-за шероховатой или неровной поверхности.
При цене значительно ниже 200 долларов это хорошее соотношение цены и качества для тех, кто ищет более эффективный и точный способ измерения материала на торцовочной пиле.
Tweet
Об авторе
Тодд Фратцель
Тодд Фратцель является редактором Tool Box Buzz и президентом Front Steps Media, LLC, веб-медиакомпании, занимающейся обустройством дома и строительством. Он также является главным инженером United Construction Corp., расположенной в Ньюпорте, штат Нью-Гемпшир. В своей должности в United он курирует отдел жилого и коммерческого строительства, а также все проекты Design-Build. Он также является редактором Home Construction & Improvement.
@tfratzelTodd Fratzel
Все сообщения Тодда »
Раскрытие информации
Обзоры продуктов на этом сайте содержат наше мнение о продукте или услуге. Мы всегда будем стремиться к объективности и прозрачности в наших обзорах. Наша цель — предоставить читателям честную и объективную информацию, основанную на нашем собственном опыте. Мы никогда не принимали и никогда не будем принимать оплату в обмен на положительный отзыв. Многие продукты, которые мы рассматриваем, предоставляются нам бесплатно производителем или продавцом. В некоторых случаях у нас также есть рекламные или партнерские отношения с производителями и розничными продавцами продуктов и услуг, которые мы рассматриваем. Для получения дополнительной информации ознакомьтесь с нашими дополнительными политиками раскрытия информации.
Что такое Lignes в часах?| Calibre Corner
Если вы были в сообществе Caliber Corner в течение некоторого времени, вы видели слово lignes здесь и там. Что все это значит? Что такое lig-nez?!
Lignes — это французское слово, обозначающее линий (и произносится так же), единица измерения часового механизма. Хотя у большинства часовых механизмов диаметры указаны в миллиметрах (мм), вы также можете увидеть перечисленные язычки, особенно при работе с необработанными механизмами.
Вот краткая история из Википедии:
Линия, или линия, или парижская линия — это историческая единица длины, которая использовалась во Франции и других странах до принятия метрической системы в конце 18 века и использовалась в различных наук после этого времени.
Интересно, что помимо часовых механизмов единица измерения lignes также используется некоторыми производителями пуговиц и лент. Вот пояснение о линиях от ETA:
Следуя многовековой традиции, часовщики используют для описания диаметра механизма линии, а не миллиметры. Это измерение обычно обозначается тройным апострофом, поэтому 16 1/2 строк записывается как 16 1/2´´´ или диаметр 37,22 мм. Линия, или парижская линия, — это древняя единица измерения часового искусства, существовавшая до метрификации и являющаяся прямым потомком французской единицы измерения «пёстрые» (футы), использовавшейся при Ancien Régime. Каждая линия эквивалентна 2,2558 мм, что округляется до 2,26 мм для простоты расчета. В прошлом французский фут соответствовал 12 дюймам по 12 линий каждый.
Американские часовщики тоже имели свою систему измерения часовых механизмов, подробнее об этом здесь.
Как измерять линии
Существуют штангенциркули и линейки, предназначенные для измерения линий, такие как эта. Если у вас нет инструмента, вы можете конвертировать мм в линии по старинке:
1 линия = 2,25583 мм
И наоборот, 1 мм = 0,4433 линии.
Представление Lignes
Caliber Corner публикует как можно больше информации о каждом механизме, включая диаметр в линиях и миллиметрах. Когда вы видите три апострофа ( »’ ) после номера, это не опечатка. Это измерение лингов.
Обратите внимание, что многие типы шрифтов и автоисправления могут привести к неправильному отображению ”. К сожалению, на момент написания этого поста тип шрифта в Caliber Corner выглядит как цитата рядом с апострофом.
Линии в Миллиметры в Дюймы.0416
255 com 175 1102 041 4868Надеюсь, это руководство поможет вам лучше понять линии. Если мы что-то упустили или у вас есть вопросы, пожалуйста, оставьте их в комментариях ниже!
Вы читаете Calibre Corner, самый популярный ресурс с фотографиями часовых механизмов, спецификациями, модификациями и ремонтом своими руками. Подписывайтесь на @calibercorner в Твиттере, Инстаграме, но НЕ в Фейсбуке. Подпишитесь на канал YouTube. Присоединяйтесь к нашей миссии по распространению информации о движении. Подписаться!
Доля
4
Экспертиза огнестрельного оружия: как это делается со следами нарезов или размером до сотен пуль и гильз и многочисленным огнестрельным оружием. Даже из небольших образцов может быть получена информация, указывающая на тип используемого огнестрельного оружия и, возможно, идентифицирующая фактическое огнестрельное оружие, которое использовалось.
Другие следы огнестрельного оружия, которые могут быть обнаружены на месте стрельбы, включают пыжи и дробь; они могут указывать на калибр ружья. Пыжи и дробинки можно собирать и хранить так же, как пули и гильзы.
Изучив ватные материалы, эксперт может определить
- Калибр ружья
- производитель или продавец
- диапазон возможных размеров дроби на основе отпечатков в пыже дроби
- индивидуальные характеристики (в некоторых случаях)
Остатки огнестрельного оружия делятся на две категории. Первый тип собирают из рук подозреваемого в стрельбе с помощью набора для сбора. Целью осмотра является определение того, держал ли человек в руках или стрелял из оружия в последнее время. Поскольку он не определяет, из какого огнестрельного оружия и когда был произведен выстрел, это тестирование имеет ограниченную ценность, и многие лаборатории прекратили его проведение. Второй тип ищет остатки на таких предметах, как одежда жертвы, чтобы определить расстояние от дула до цели. Во многих случаях этот тип доказательств не виден невооруженным глазом и требует микроскопического исследования и химического анализа. С одеждой жертвы нужно обращаться бережно, сушить на воздухе и хранить в бумажных контейнерах, чтобы обеспечить полезные доказательства.
Пороха и другие остатки пороха, выбрасываемые в процессе стрельбы. (С любезного разрешения Джека Диллона)
Как собираются образцы
Доказательства наличия огнестрельного оружия можно получить несколькими способами и в различных областях. Само огнестрельное оружие может быть изъято следователями на месте стрельбы и отправлено в лабораторию. Пули, осколки пуль, гильзы, гильзовые ваты и т. д. обычно собираются индивидуально после надлежащего документирования/фотографирования и отправляются в лабораторию. Пулевые доказательства также могут быть получены при вскрытии или в условиях отделения неотложной помощи. В этих случаях образец должен быть помечен как биологически опасный, а затем отправлен в лабораторию. Каждая лаборатория имеет письменные процедуры упаковки и представления доказательств.
Пули/снаряды, которые не поражают человека, часто вонзаются в близлежащие поверхности, такие как дерево/гипсокартон. Эти доказательства лучше всего собирать, вырезая часть материала и отправляя его в лабораторию, чтобы эксперт по огнестрельному оружию тщательно извлек его. Это предотвращает добавление или удаление любой маркировки, которая может иметь решающее значение для идентификации или сопоставления подозреваемого огнестрельного оружия.
Кто проводит анализ
Хорошо обученный эксперт по огнестрельному оружию должен проводить оценку и сравнение этих доказательств. Эти экзаменаторы должны пройти обширную подготовку по всем вопросам производства огнестрельного оружия и боеприпасов; процедуры обнаружения, изъятия, обработки и исследования улик; оборудование и процедуры микроскопа сравнения; свидетельские показания в зале суда и юридические вопросы; и делопроизводство.
Ассоциация экспертов по огнестрельному оружию и инструментам (AFTE), международная группа, состоящая из почти тысячи экспертов, разработала курс обучения экзаменаторов, прохождение которого занимает от 18 до 24 месяцев. Посетите онлайн-версию этого тренинга ▸ AFTE также предлагает процесс сертификации для квалифицированных членов AFTE в трех отдельных областях: экспертиза огнестрельного оружия и идентификация; Проверка и идентификация следов инструмента; и Исследование и идентификация следов огнестрельного оружия.
В штате большинства государственных криминалистических лабораторий США есть эксперт(ы) по огнестрельному оружию, который может провести анализ для полицейских управлений в пределах своей юрисдикции, если возникнет необходимость. Некоторые полицейские органы имеют в штате собственного квалифицированного экзаменатора.
Как и где проводится анализ
Большинство экспертиз проводится сотрудниками криминалистических лабораторий, которые обучены проведению такого типа экспертиз. Тем не менее, существуют частные лаборатории/компании, которые также могут проводить такие исследования за определенную плату; часто в них работают вышедшие на пенсию экзаменаторы. Что бы ни было выбрано, доказательства должны быть представлены для изучения вместе с любым огнестрельным оружием, собранным в соответствии с политикой и процедурами, установленными представляющим агентством.
Фактические доказательства передаются либо в криминалистические лаборатории, либо в частные лаборатории в соответствии с политикой и процедурами запрашивающего агентства. Эти предметы должны быть отправлены в соответствии с надлежащими протоколами цепочки поставок.
В лаборатории будет определенное оборудование для проведения необходимых исследований. Измерительные устройства, такие как штангенциркуль и весы, используются для взвешивания и измерения улик. Стереомикроскопы используются для определения характеристик основных классов выпущенных пуль, осколков пуль и гильз. Сравнительный микроскоп используется для исследования выпущенных пуль, осколков пуль и гильз. Оборудование, используемое для осмотра огнестрельного оружия, включает в себя вышеуказанные предметы, а также специальное оборудование для измерения усилия спуска огнестрельного оружия и осмотра внутренней части ствола. Кроме того, должны быть предусмотрены условия для пробной стрельбы из представленного огнестрельного оружия и извлечения отстрелянных пуль и гильз. В большинстве лабораторий используется метод рекуперации воды, который представляет собой большой резервуар с водой с портом, в который разряжается огнестрельное оружие. Используются и другие системы, например, металлические ящики с хлопковыми отходами.
Исследователь использует сравнительный микроскоп для анализа двух гильз калибра .22. (Любезно предоставлено NFSTC)
Вернуться к началу страницы ▲
Разблокируйте данные на одном дыхании!
Tableding Technology
Точность медицинского уровня
Без усилий для дыхания
14+ часа запас батареи
Ультра легкий вес
Легко для поддержания чистой
Респираторные характеристики
Атлета. Персональная производительность для спортсменов
9034. Дыхательные и метаболические показатели Caliber помогут вам улучшить каждый аспект вашей игры.
От профессиональных спортсменов высочайшего уровня до воинов выходного дня и людей, занимающихся повседневными физическими упражнениями, ваше дыхание находится в центре всего этого. Сбор данных, связанных с дыханием, на сегодняшний день был изолирован в лабораторных условиях, оборудование в этих лабораториях дорогое и обычно требует профессиональной подготовки для работы.
Калибр представляет вам лабораторию с первым в мире носимым устройством, которое разблокирует данные при дыхании. Используя наше передовое устройство Calibre и простое в навигации приложение для телефона, вы получите доступ к ценным биометрическим данным, которые помогут вам в обучении.
Вот список некоторых невероятных данных, к которым у вас будет доступ:
- Счетчик дыхания
- Частота дыхания
- Коэффициент дыхательного обмена (RER)
- Пиковое значение VO2 и среднее значение VO2
- Пиковое значение VCO2 и среднее значение VCO2
- Общий объем дыхания
- Средний объем дыхания
- Минутный объем
- Поглощение O2
- Производство CO2
- Выдыхаемый O2
- Выдыхаемый CO2
С помощью приложения вы сможете просматривать эти данные «вживую», а также записывать тренировки по категориям для последующего воспроизведения и просмотра. Мы даже разбиваем данные на графики сеансов с отметками времени, что дает возможность отслеживать определенные моменты во время тренировки, а также дает общее представление для выявления тенденций.
Мы буквально меняем биометрическую игру с помощью Calibre, но мы также только царапаем поверхность. Присоединяйтесь к нам в нашем стремлении к повышению производительности, проницательным корреляциям и способности работать на самом высоком уровне независимо от того, где вы находитесь на своем пути.
Вернуться к началу
Отслеживание топлива и калорий
Самый точный доступный метод отслеживания калорий в сочетании с новаторской метаболической видимостью с помощью нашей торговой марки Keto-Guage.
Дыхательная калориметрия, наука, лежащая в основе Caliber, хорошо известна и признана, и медицинские эксперты считают ее одним из наиболее точных способов измерения вашего метаболизма, но она была широко неизвестна и, что более важно, недоступна для широкой публики.
На сегодняшний день оборудование и процессы, используемые для сбора и измерения дыхательных газов для показаний калориметрии дыхания, были недоступны, дороги и требовали для внедрения эксперта или врача.
Благодаря многолетним исследованиям и разработкам компания Caliber создала первый способ доступа к этим невероятным данным в любом месте и в любое время!
Calibre использует «калориметрию дыхания», также известную как непрямая калориметрия, следующим образом:
Проще говоря, Calibre измеряет дыхательный газообмен, который затем анализируется для определения количества энергии и типа питательного топлива, используемого организмом в любой момент времени.
В частности, измеряя 50 раз в секунду, Calibre собирает и фиксирует потребление кислорода, производство углекислого газа, дыхательный поток и объем (плюс многое другое).С помощью этих измерений, а также научно известных и запатентованных расчетов Caliber и его партнерское приложение демонстрируют и отслеживают множество метрик. Вот список того, что сейчас измеряется:
- Израсходовано калорий
- Среднее количество израсходованных калорий
- Калории сжигания жира
- Процент сжигания жира
- Углеводы сжигают калории
- Процент сжигания углеводов
- Динамическое отслеживание кетоза
- Динамическое анаэробное отслеживание
Мы потратили время на то, чтобы овладеть наукой, использовали самые точные методы и доступные датчики и готовы помочь вам избавиться от догадок при отслеживании калорий и использовании топлива, чтобы вы могли достичь своих целей.
Вернуться к началу
Метаболические
Отслеживание
Отслеживание ключевых биометрических данных в режиме реального времени; ваш коэффициент дыхательного обмена (RER), VO2, VCO2, частота дыхания, объем дыхания, количество вдохов и многое другое….
Метаболизм — это процесс, посредством которого ваше тело превращает то, что вы едите и пьете, в энергию. Во время этого сложного процесса калории из еды и напитков объединяются с кислородом, высвобождая энергию, необходимую вашему телу для функционирования.
У каждого человека уникальный и динамичный метаболизм, который меняется день ото дня и со временем по мере старения. Отслеживание ваших метаболических моделей позволяет понять, как ваша диета и ежедневные привычки влияют на ваше самочувствие и работоспособность.
Для надлежащего контроля метаболизма у вас должен быть доступ к уникальным данным о дыхании, а Caliber — первое устройство, предоставляющее это удобным, функциональным и точным способом.
Наука здесь не нова. Калибр использует непрямую/дыхательную калориметрию, которая была известна как Золотой стандарт в соответствии с такими организациями, как ADA (Американская ассоциация диетологов), ACSM (Американский колледж спортивной медицины) и даже ВОЗ (Всемирная организация здравоохранения).
До Калибра доступ к этой невероятной информации был просто запредельным.