Какие механизмы станка осуществляют движение подачи: Движения в станках
alexxlab | 28.12.2022 | 0 | Разное
Движения в станках
- Основные движения в станках (движения резания, движения подачи)
- Вспомогательные движения (движения настройки и наладки станка)
- Взаимосвязанные движения
- Видеоролик
Содержание
Для обработки деталей рабочим органам металлорежущих станков необходимо сообщить определенный, иногда довольно сложный комплекс движений. Все движения могут быть подразделены на три вида: основные, вспомогательные и взаимосвязанные.
1. Основные движения в станках (движения резания, движения подачи)
Для обработки деталей рабочим органам металлорежущих станков необходимо сообщить определенный, иногда довольно сложный комплекс движении. Все движения могут быть подразделены на три вида: основные, вспомогательные и взаимосвязанные.
К основным отнесены те движения, которые осуществляют процесс непрерывного снятия стружки с обрабатываемой детали. Основные движения делятся на движения резания и движения подачи.
Движение резания
Движение резания непосредственно обеспечивает процесс снятия слоя металла в виде стружки. Это движение в большинстве случаев сообщается инструменту, в некоторых случаях обрабатываемой детали, а иногда детали и инструменту одновременно. Движение резания всегда осуществляется от механического привода.
Движение подачи
Движение подачи обеспечивает непрерывность процесса снятия стружки. Движение подачи также может сообщаться инструменту, детали или тому и другому одновременно. У современных станков в подавляющем большинстве случаев движения подач также осуществляются принудительно от механического или гидравлического привода. Ручные перемещения рабочих органов иногда используются при обработке деталей как движение подачи, однако, поскольку эти движения в основном предназначены для установочных перемещений режущего инструмента или детали, они условно отнесены к группе вспомогательных движений.
1. Вспомогательные движения
Эта группа движений весьма обширна. В нее входят все виды движений, которые непосредственно не участвуют в процессе резания, но необходимы для подготовки станка к работе, управления рабочими органами станка, автоматизации обработки деталей и т. п.
В нее входят все виды движений, которые непосредственно не участвуют в процессе резания, но необходимы для подготовки станка к работе, управления рабочими органами станка, автоматизации обработки деталей и т. п.
Движения для настройки станка на заданные режимы резания в большинстве случаев осуществляются от руки, однако у ряда современных станков, как, например, у токарно-винторезного станка модели 1К620, для изменения скорости вращения шпинделя имеется механизированный привод.
Движения для наладки станка в соответствии с размерами и конфигурацией обрабатываемой детали включают установочные и быстрые перемещения, а также повороты рабочих органов станков.
Движения управления станком в процессе работы необходимы для включения, выключения и реверсирования приводов движения и подачи, для управления приводами взаимосвязанных движений и для управления вспомогательными приводами станка.
В ряде станков имеются встроенные приводы, обеспечивающие движения соответствующих рабочих органов для подачи и зажима со пруткового материала или штучных заготовок.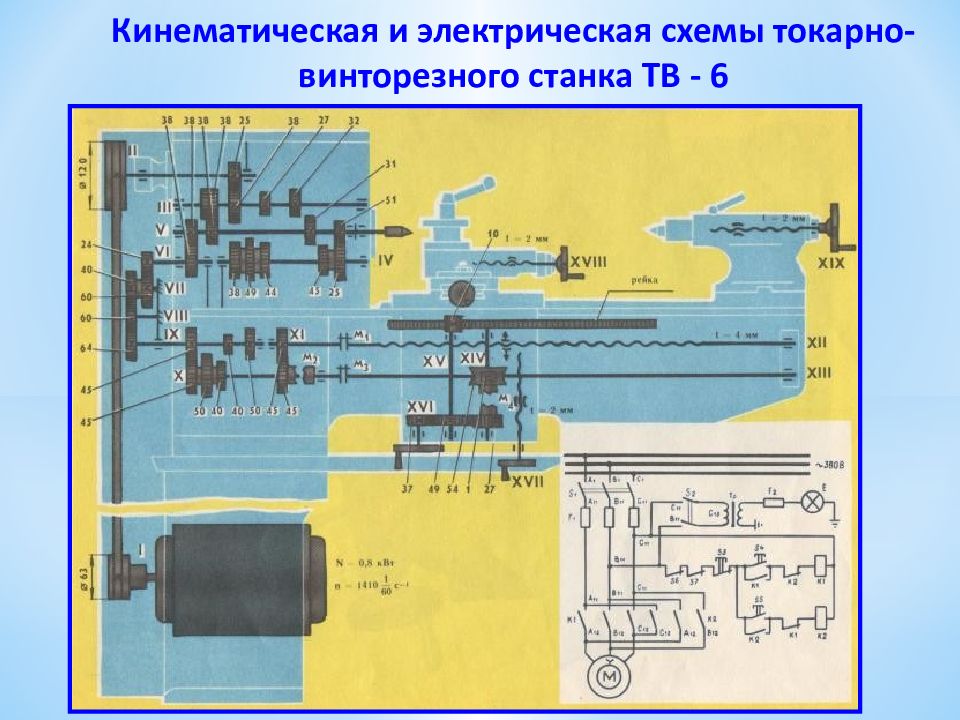
3. Взаимосвязанные движения
В некоторых случаях механической обработки получение заданной формы и конфигурации поверхностей детали достигается введением дополнительных движений, имеющих определенную строгую кинематическую связь с основными движениями станка — движением резания и движением подачи. Эти движения требуют особой настройки и поэтому в общем случае их следует называть взаимосвязанными. В зависимости от характера и назначения взаимосвязанные движения могут быть подразделены на пять видов.
Движение обкатки или огибания используется в специализированных станках для нарезания всех видов зубчатых колес, червяков, шлицевых валов и других аналогичных деталей. Движение обкатки иногда имеет кинематическую связь только с движением резания (нарезание прямозубых цилиндрических колес на зубофрезерном станке), иногда только с движением подачи (нарезание прямозубых колес на зубодолбежном станке), а в отдельных случаях (нарезание косозубых колес на зубофрезерном станке) имеет связь и с движением резания и с движением подачи.
Движение образования винтовой поверхности применяется при нарезании резьбы резцом на токарно-вннторезных станках и при фрезеровании резьбы и винтовых канавок на резьбофрезерных или универсально-фрезерных станках. При нарезании резьбы резцом на токарном станке движение образования винтовой поверхности кинематически связано с движением резания, а при фрезеровании резьбы — с круговой подачей обрабатываемой детали.
Движение образования архимедовой спирали необходимо при нарезании торцовых резьб на токарных станках. Оно связано с движением резания.
Движение образования сложных поверхностей используется при обработке конусов на токарных станках моделей 163 и 1К620 и для всех видов копировальных работ.
Движение деления может иметь особую связь с основными движениями, обеспечивая делительные повороты обрабатываемой детали на необходимый угол в определенные периоды работы станка. В некоторых случаях движение деления имеет связь не с основными, а со вспомогательными движениями.
Рубикон ООО
5. Видеоролики на тему: Движения в станках
Полезные ссылки по теме – Дополнительная информация
Движения и привод в резьбонарезных станках
- Механические передачи
- Гидравлические передачи
Для образования на детали винтовых поверхностей различного профиля инструменту и заготовке сообщаются необходимые движения: основные и вспомогательные. К основным движениям относят главное движение и движение подачи.
Главным движением в станке является то движение, которое определяет скорость резания, т. е. скорость снятия стружки с заготовки. Главное движение может быть вращательным или прямолинейным. В резьбонарезных станках его совершает либо инструмент, либо заготовка.
Движение подачи, совершаемое заготовкой или инструментом, или тем и другим вместе, — это такое движение в станке, которое обеспечивает подвод к инструменту все новых и новых участков заготовки для снятия с них стружки.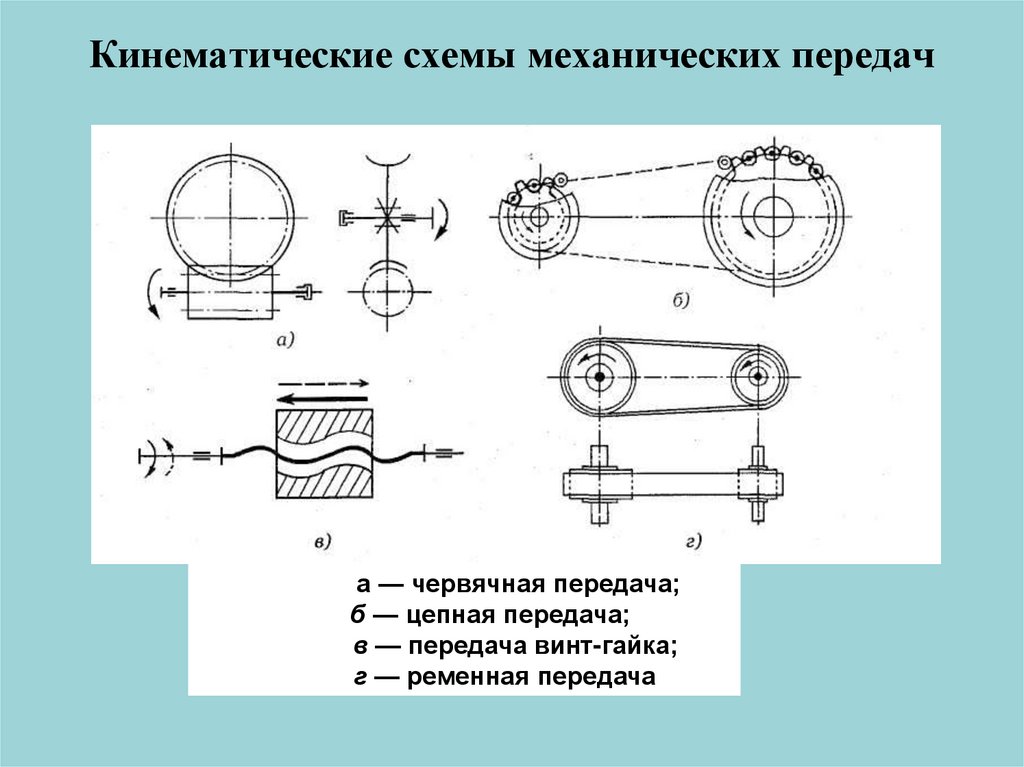 Движение подачи так же, как и главное движение, может быть вращательным или прямолинейным. При этом движений подач в станке может быть несколько и среди них может быть, например, продольная, поперечная, круговая, тангенциальная подача.
Движение подачи так же, как и главное движение, может быть вращательным или прямолинейным. При этом движений подач в станке может быть несколько и среди них может быть, например, продольная, поперечная, круговая, тангенциальная подача.
Главное движение и движение подачи осуществляются путем перемещения соответствующих исполнительных звеньев станка, несущих инструмент и заготовку. Перемещения исполнительных звеньев связаны между собой (часто жесткой кинематической цепью).
Вспомогательные движения в станках не связаны непосредственно с процессом резания, но обеспечивают подготовку к его осуществлению. К вспомогательным относятся движения, связанные с установкой, закреплением, освобождением и снятием заготовки и инструмента со станка, подводом и отводом инструмента, управлением станком, ускоренными перемещениями узлов станка, перемещением приборов, контролирующих обрабатываемые размеры и др.
Главное движение и движение подачи связаны с перемещением соответствующих исполнительных звеньев станка. Скорость перемещения этих звеньев задают исходя из условий, в которых происходит резьбонарезание. Обработку детали на станке необходимо вести с оптимальной скоростью резания, при которой достигается наибольшая производительность, обеспечивается выполнение технологических требований к качеству обработанной поверхности, наилучшим образом используются инструмент и станок. Оптимальная скорость резания определяется многими факторами: материалом заготовки и инструмента, геометрией режущих кромок инструмента, его стойкостью, требованиями к точности и шероховатости обработанной поверхности, величиной подачи и глубиной резания и др.
Скорость перемещения этих звеньев задают исходя из условий, в которых происходит резьбонарезание. Обработку детали на станке необходимо вести с оптимальной скоростью резания, при которой достигается наибольшая производительность, обеспечивается выполнение технологических требований к качеству обработанной поверхности, наилучшим образом используются инструмент и станок. Оптимальная скорость резания определяется многими факторами: материалом заготовки и инструмента, геометрией режущих кромок инструмента, его стойкостью, требованиями к точности и шероховатости обработанной поверхности, величиной подачи и глубиной резания и др.
В каждом конкретном случае сочетания перечисленных факторов получается вполне определенная скорость резания. Для того чтобы на станке можно было всегда установить оптимальную скорость резания, в нем, очевидно, должен быть механизм для плавного (бесступенчатого) изменения скорости главного движения. Однако по ряду причин механизмы главного движения, особенно когда они вращательные, чаще выполняют со ступенчатым регулированием скоростей. В результате приходится считаться со следующим фактом. Дело в том, что для оптимальной расчетной скорости резания на станке со ступенчатым регулированием скорости главного движения, как правило, не найдется требуемой частоты вращения (или числа двойных ходов) исполнительного звена. Поэтому исходя из необходимости сохранения стойкости инструмента приходится устанавливать на станке ближайшую к оптимальной, но меньшую частоту вращения. В результате потеря скорости резания приводит к потере производительности процесса резания. При произвольном ступенчатом регулировании частот вращения исполнительного звена механизма главного движения потеря производительности процесса резания на разных ступенях регулирования будет различной, что нерационально при эксплуатации. Для того чтобы наибольшая потеря производительности процесса резания на любом участке ступенчатого регулирования скорости резания не превышала одной и той же величины (например, 10%), необходимо ступенчатый ряд частот вращения исполнительного звена строить по геометрической прогрессии со знаменателем ряда φ:
В результате приходится считаться со следующим фактом. Дело в том, что для оптимальной расчетной скорости резания на станке со ступенчатым регулированием скорости главного движения, как правило, не найдется требуемой частоты вращения (или числа двойных ходов) исполнительного звена. Поэтому исходя из необходимости сохранения стойкости инструмента приходится устанавливать на станке ближайшую к оптимальной, но меньшую частоту вращения. В результате потеря скорости резания приводит к потере производительности процесса резания. При произвольном ступенчатом регулировании частот вращения исполнительного звена механизма главного движения потеря производительности процесса резания на разных ступенях регулирования будет различной, что нерационально при эксплуатации. Для того чтобы наибольшая потеря производительности процесса резания на любом участке ступенчатого регулирования скорости резания не превышала одной и той же величины (например, 10%), необходимо ступенчатый ряд частот вращения исполнительного звена строить по геометрической прогрессии со знаменателем ряда φ:
где ni и ni+1— соответственно предыдущая и последующая в ряду частоты вращения исполнительного звена.

Из формулы следует, что n2=n1φ, n3=n2φ, n4=n3φ и т. д., где n1, n2, n3, n4 — частоты вращения исполнительного звена.
Подачи в станке тоже могут быть расположены по геометрической прогрессии, но нередко их регулируют бесступенчато, а в резьбонарезных станках, особенно в цепи, обеспечивающей получение требуемого шага резьбы, ступени подач могут быть расположены по арифметической прогрессии или другой какой-либо закономерности.
Ступенчатое регулирование скоростей и подач в металлорежущих станках осуществляют с помощью сменных шкивов или сменных зубчатых колес, шестеренных коробок скоростей и сочетанием коробок скоростей со сменными зубчатыми колесами, с помощью многоскоростных электродвигателей, храповых механизмов и др.
Регулирование частоты вращения и скорости перемещения исполнительных звеньев главного движения и движения подачи осуществляют механизмами главного движения и движения подачи. В зависимости от назначения и конструкции станка механизмы главного движения и подачи выполняют различно. Однако любой сложный механизм состоит из отдельных элементов, которые обеспечивают исполнительным звеньям станка необходимые движения. Передача этих движений исполнительным звеньям от источника движения (электродвигателя) происходит в резьбонарезных станках в основном с помощью механических и гидравлических передач.
В зависимости от назначения и конструкции станка механизмы главного движения и подачи выполняют различно. Однако любой сложный механизм состоит из отдельных элементов, которые обеспечивают исполнительным звеньям станка необходимые движения. Передача этих движений исполнительным звеньям от источника движения (электродвигателя) происходит в резьбонарезных станках в основном с помощью механических и гидравлических передач.
Сравнение механизмов подачи швейных машин
Артикул № X-HT-300383
Каждая швейная машина имеет форму подачи, которая позволяет перемещать материалы для создания стежка. Из-за этого полезно понимать различия между этими механизмами подачи, чтобы вы могли выбрать тот, который лучше всего подходит для вашего следующего проекта. В этом удобном блоге мы расскажем об основных отличиях, использовании и недостатках нескольких популярных механизмов подачи: капельная подача, шагающая лапка, составная шагающая лапка и система подачи пуллера.
Что такое система капельной подачи?
Наиболее распространенным типом механизма подачи в домашних швейных машинах (и некоторых промышленных машинах) является капельная подача, также известная как система обычной подачи. В этом методе используются зубчатые рейки под лапкой для продвижения ткани через машину. Управляя подачей материала через машину, вы можете контролировать направление стежка и длину стежка. В системе капельной подачи движение происходит, когда игла находится вне ткани. Когда игла погружается в ткань, она создает стежок, а когда игла поднята, гребенки нижнего транспортера захватывают ткань и продвигают ее через машину.
Пристальный взгляд на систему подачи капель.
Применение: Более тонкие материалы или материалы с несколькими слоями, например, для квилтинга и модных проектов.
Недостатки: Поскольку ткань захватывается только нижними зубьями транспортера, изделия с несколькими слоями могут смещаться, поскольку не каждый слой подается последовательно. Механизмы капельной подачи не могут легко переключаться между толщинами ткани. Также трудно поддерживать постоянную длину стежка в толстых материалах, потому что вам приходится проталкивать ткань через машину.
Механизмы капельной подачи не могут легко переключаться между толщинами ткани. Также трудно поддерживать постоянную длину стежка в толстых материалах, потому что вам приходится проталкивать ткань через машину.
Что такое шагающая нога?
В этой системе четко очерченные зубья шагающей лапки и зубчатой рейки одновременно захватывают и отпускают ткань сверху и снизу, пока игла находится вне ткани. Этот метод устраняет неравномерную подачу сверху и снизу и уменьшает образование складок, поскольку все слои ткани последовательно подаются через машину одним плавным движением. Думайте об этом как о гребле на лодке, когда оба весла одновременно движутся вперед, а затем вместе тянут назад.
Поскольку механизм шагающей лапки будет захватывать и подавать все слои вашей сборки равномерно, вам не придется беспокоиться о смещении изделия или неправильном сшивании некоторых слоев, даже если они состоят из разных материалов. Уникальное движение шагающей лапки поднимается выше, чем у других механизмов подачи, что позволяет ей с легкостью подниматься по нескольким слоям ткани.
Пристальный взгляд на шагающую ногу.
Применение: Шагающая лапка — отличный выбор для сборок с различными слоями, например, проектов с резким скачком толщины, например, от ткани к тесьме. Многие домашние мастера выбирают швейные машины с шагающей лапкой для работы с тяжелым холстом, обивочными тканями, стегаными материалами, материалом для штор, поролоном, винилом, мягкой кожей или скользкими тканями, такими как те, которые используются в парусном деле.
Недостатки: При шитье очень легких тканей, таких как шелк, система шагающей лапки может повредить поверхность деликатного материала. Часто это можно исправить, купив дополнительные специальные ножки и гребенки, что увеличивает стоимость машины.
Что такое составная прогулочная стопа?
Часто называемая комбинированной подачей, иглой или тройной подачей, это двухкомпонентная система, в которой игла движется в тандеме с внутренней прижимной лапкой, протягивая ткань через машину. При использовании составной шагающей лапки внутренняя прижимная лапка и игла перемещаются вверх, вперед, вниз и назад для последовательной подачи и сшивания узла.
При использовании составной шагающей лапки внутренняя прижимная лапка и игла перемещаются вверх, вперед, вниз и назад для последовательной подачи и сшивания узла.
Внешняя прижимная лапка перемещается вверх и вниз, оказывая равномерное давление на узел, предотвращая его смещение при извлечении иглы из ткани. Когда внутренняя прижимная лапка опускается на ткань и игла протыкает ткань, внешняя прижимная лапка на мгновение поднимается из узла. Это позволяет тянуть узел за иглу и внутреннюю лапку, гарантируя равномерные стежки и нулевое смещение даже при работе с толстыми тканями.
Пристальный взгляд на составную шагающую ногу. 9№ 0003
Применение: Лапка для комбинированной шагающей лапки подходит как для толстых, так и для тонких материалов, но исключительно хорошо подходит для проектов с одинаковой толщиной и длинными швами. Он легко обрабатывает материалы для обивки, парусины, автомобильной, морской и кожаной промышленности. Составная шагающая лапка особенно удобна для кожаных изделий одинаковой толщины, таких как кошельки, ремни, кобуры и сумки.
Недостатки: Эта система может выполнять только прямые стежки. Составная стопа для ходьбы не так хорошо справляется с переходами по неровностям и изменениям толщины, как стандартная стопа для ходьбы.
Что такое съемник?
Эта система, в основном используемая в парусных лофтах, является модификацией системы капельной подачи. Единственное отличие состоит в том, что в системе подачи съемника вы заметите опорные ролики, которые одновременно тянут и прижимают материал вниз, помогая протаскивать его через машину. Когда вы шьете с системой подачи пуллера, ткань подается через машину как капельная подача, но дополнительный ролик за прижимной лапкой тянет с той же скоростью, что и зубчатая рейка.
Механизм подачи съемника на промышленном станке.
Применение: Этот тип механизма подачи подходит для длинных прямых участков или кривых большого радиуса.
Недостатки: Машины такого типа могут быть дорогими. Кроме того, некоторые работают только в одном направлении, что может немного усложнить реверсирование, и они не подходят для сложных шитьев или крутых поворотов. Они лучше всего подходят для производственных операций сшивания, где они могут помочь сделать ряды стежков очень прямыми и последовательными. Наконец, пулер может быть отключен для выполнения сложных стежков, но механизм по-прежнему громоздкий и находится за прижимной лапкой, где обычно не нужны большие препятствия при шитье фигурных изделий (например, мешка с круглым дном).
Кроме того, некоторые работают только в одном направлении, что может немного усложнить реверсирование, и они не подходят для сложных шитьев или крутых поворотов. Они лучше всего подходят для производственных операций сшивания, где они могут помочь сделать ряды стежков очень прямыми и последовательными. Наконец, пулер может быть отключен для выполнения сложных стежков, но механизм по-прежнему громоздкий и находится за прижимной лапкой, где обычно не нужны большие препятствия при шитье фигурных изделий (например, мешка с круглым дном).
Последние замечания
Надеемся, мы помогли пролить свет на различия между механизмами подачи швейных машин. Если вам интересно узнать больше о системах шагающих и комбинированных шагающих ног, обязательно ознакомьтесь с нашими подробными блогами о Ultrafeed (300330XHT) и Fabricator (300358XHT), в которых эти функции лучше описаны в том виде, в каком они представлены на нашем сайте. швейные машинки.
Какие механизмы подачи швейных машин вы использовали в прошлом? У вас есть предпочтения? Мы будем рады услышать от вас в разделе комментариев ниже!
Дополнительные полезные советы
Какая швейная машина мне подходит? #X-HT-300132
Почему стоит выбрать Ultrafeed? #X-HT-300330
Почему стоит выбрать промышленную швейную машину Fabricator? #X-HT-300358
Рекомендуемые продукты
Комплект швейной машины Sailrite Standard Fabricator (110 В) #400500
Комплект швейной машины Sailrite Deluxe Fabricator (110 В) #400600
) #220603
Швейная машина Sailrite Ultrafeed LS-1 PREMIUM (220–240 В) #220503
Комплект швейной машины Sailrite для кожевенных изделий (110 В) #300800
Дополнительные полезные инструкции
Стандартный комплект Fabricator10 Sailrite Machine ) #400500
Комплект швейной машины Sailrite Deluxe Fabricator (110 В) #400600
Швейная машина Sailrite Ultrafeed LSZ-1 PREMIUM (220–240 В) #220603
Швейная машина Sailrite Ultrafeed LS-3 (110 В) PREMIUM
Комплект для швейной машины Sailrite Leatherwork (110 В) #300800
eTool : Защита машины – Прессы – Определения прессов
Регулируемое ограждение барьера означает барьер, требующий регулировки для каждой работы или настройки штампа.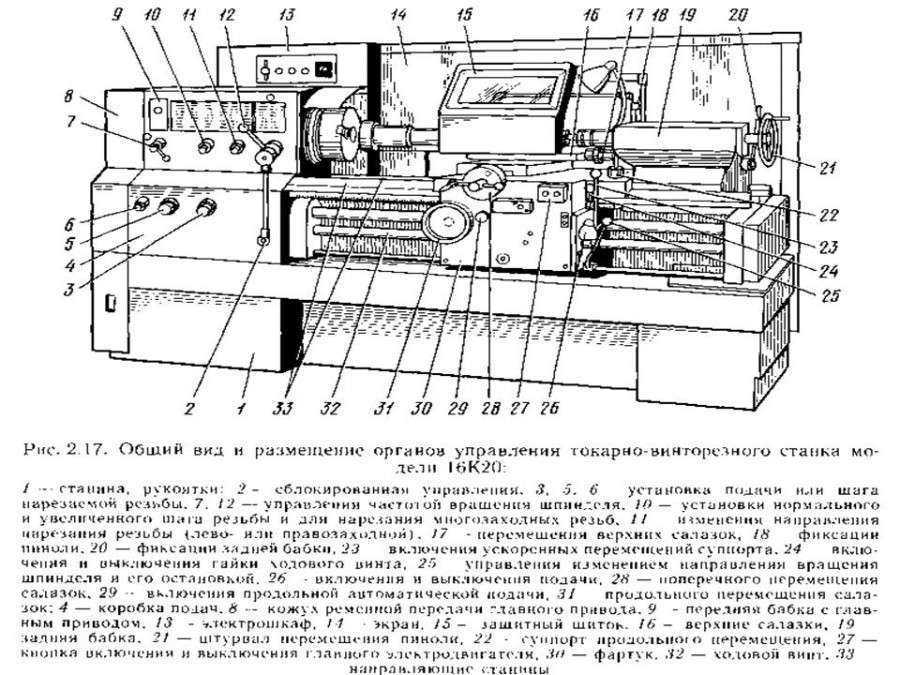
Antirepeat означает часть системы управления сцеплением/тормозом, предназначенную для ограничения пресса одним ходом, если отключающие средства удерживаются включенными. Антиповтор требует выключения всех механизмов срабатывания, прежде чем можно будет инициировать следующий ход. Антиповтор также называется однократным сбросом или схемой сброса.
Автоматическая подача означает подачу, при которой обрабатываемый материал или деталь помещается в рабочую точку или удаляется из нее с помощью метода или средств, не требующих действий оператора при каждом ходе пресса.
Вспомогательная пластина означает пластину, прикрепленную к верхней части станины пресса, имеющую просверленные отверстия или Т-образные пазы для крепления нижней матрицы или башмака матрицы.
Тормоз означает механизм, используемый на механическом силовом прессе для остановки и/или удержания коленчатого вала либо напрямую, либо через зубчатую передачу, когда сцепление выключено.
Устройство контроля тормозов означает датчик, разработанный, сконструированный и установленный для контроля эффективности системы гибочного торможения.
Муфта означает соединительный механизм, используемый на механическом силовом прессе для соединения маховика с коленчатым валом напрямую или через зубчатую передачу.
Параллельный означает действие совместно и используется для описания ситуации, когда два или более элемента управления находятся в рабочем состоянии одновременно.
Непрерывный означает непрерывные многократные ходы ползуна без промежуточных остановок (или других управляющих действий сцепления) в конце отдельных ходов.
Система управления означает датчики, элементы ручного ввода и выбора режима, схемы блокировки и принятия решений, а также элементы вывода для привода пресса.
Противовес означает механизм, который используется для уравновешивания или поддержки веса шатунов, ползуна и приспособлений для ползуна.
Устройство означает устройство управления прессом или приспособление, которое:
(i) препятствует непреднамеренному проникновению оператора в точку операции; на
(ii) Предотвращает нормальную работу пресса, если руки оператора непреднамеренно находятся в точке операции; или
(iii) Автоматически убирает руки оператора, если руки оператора непреднамеренно находятся в точке операции при закрытии штампов.
Матрица
означает инструмент, используемый в прессе для резки или формовки материала. Верхний и нижний штамп составляют полный комплект.Изготовитель штампов означает любое лицо, которое изготавливает штампы для механических прессов.
Защитный кожух матрицы означает кожух, прикрепленный к башмаку матрицы или съемнику, или тому и другому, в фиксированном положении.
Набор штампов означает держатель инструмента, удерживаемый на одной линии с помощью направляющих стоек и втулок и состоящий из нижней колодки, верхней колодки или держателя пуансона, а также направляющих стоек и втулок.
Установщик штампов означает лицо, которое устанавливает или снимает штампы с механических прессов или из них, и которое в рамках своих обязанностей вносит необходимые коррективы, чтобы обеспечить правильное и безопасное функционирование инструмента.
Установка штампа означает процесс установки или снятия штампов с механического силового пресса, а также процесс регулировки штампов, других инструментов и средств защиты, обеспечивающих их правильное и безопасное функционирование.
Башмак матрицы означает пластину или блок, на котором установлен держатель штампа. Башмак штампа в первую очередь служит основанием для всего узла штампа и при использовании прикрепляется болтами или зажимами к опорной плите или поверхности ползуна.
Прямой привод означает тип привода, в котором сцепление не используется; соединение и разъединение крутящего момента осуществляется включением и выключением двигателя. Несмотря на отсутствие сцепления, прямые приводы соответствуют рабочим характеристикам «сцеплений частичного вращения», поскольку приводная мощность может отключаться во время хода пресса.
Несмотря на отсутствие сцепления, прямые приводы соответствуют рабочим характеристикам «сцеплений частичного вращения», поскольку приводная мощность может отключаться во время хода пресса.
Выталкиватель означает механизм для удаления работы или материала между штампами.
Поверхность ползуна означает нижнюю поверхность ползуна, к которой обычно крепится пуансон или верхняя матрица.
Подача означает процесс размещения или удаления материала в месте операции или из него.
Фиксированное ограждение барьера означает барьер пространства матрицы, прикрепленный к раме пресса.
Ножное управление означает ножной механизм управления, предназначенный для использования со сцеплением или системой управления сцеплением/тормозом.
Ножная педаль означает ножной рычаг, предназначенный для управления механическим рычажным механизмом, отключающим муфту полного оборота.
Полнооборотная муфта означает тип муфты, которая при срабатывании не может быть отключена до тех пор, пока коленчатый вал не совершит полный оборот и пресс не сделает полный ход.
Ворота или подвижные барьеры означают подвижные барьеры, предназначенные для ограждения рабочей точки до того, как можно будет начать ход пресса.
Ограждение означает барьер, который предотвращает проникновение рук или пальцев оператора в точку операции.
Направляющая стойка означает штифт, прикрепленный к верхнему или нижнему башмаку штампа, работающий внутри втулки на противоположном башмаке штампа для поддержания
Ручной инструмент подачи означает любой ручной инструмент, предназначенный для размещения или удаления материала или деталей, подлежащих обработке, в пределах или из рабочей точки.
Удерживающее или ограничивающее устройство означает механизм, включая приспособления для рук оператора, который при закреплении и регулировке предотвращает попадание рук оператора в точку операции.
Дюймовый означает прерывистое движение, сообщаемое ползунку (на станках с использованием неполнооборотных муфт) за счет мгновенного срабатывания «дюймовых» рабочих средств. Работа «дюймового» рабочего средства включает ведущую муфту, так что может происходить небольшая часть одного хода или неопределенный ход, в зависимости от продолжительности времени, в течение которого «дюймовое» рабочее средство удерживается включенным. «Дюйм» — это функция, используемая наладчиком штампов для настройки штампов и оснастки, но она не предназначена для использования оператором во время производственных операций.
Блокируемое защитное ограждение пресса означает барьер, прикрепленный к раме пресса и заблокированный таким образом, что ход пресса не может быть нормально начат, если само защитное ограждение или его шарнирная или подвижная часть не закрывает точку срабатывания.
Толчок означает прерывистое движение, сообщаемое салазкам кратковременной работой приводного двигателя после включения сцепления при неподвижном маховике.
Нокаут означает механизм для выпуска материала из любой матрицы.
Liftout означает механизм, также известный как выбивной.
Ручная подача означает подачу, при которой обрабатываемый материал или деталь обрабатывается оператором при каждом ходе пресса.
Станция оператора означает полный комплект органов управления, используемых или доступных оператору для данной операции перемещения пресса.
Неполнооборотная муфта означает тип муфты, которая может быть отключена в любой момент до того, как коленчатый вал совершит полный оборот, а пресс-ползун сделает полный ход.
Точка защемления означает любую точку, кроме рабочей точки, в которой часть тела может быть зажата между движущимися частями пресса или вспомогательного оборудования, или между движущимися и неподвижными частями пресса. пресса или вспомогательного оборудования или между материалом и движущейся частью или частями пресса или вспомогательного оборудования.
пресса или вспомогательного оборудования или между материалом и движущейся частью или частями пресса или вспомогательного оборудования.
Рабочая точка означает область пресса, где фактически размещается материал и выполняется работа во время любого процесса, такого как резка, штамповка, формование или сборка.
Устройство обнаружения присутствия означает устройство, спроектированное, сконструированное и устроенное для создания сенсорного поля или области и деактивации управления сцеплением пресса, когда рука оператора или любая другая часть его тела находится в пределах такого поля или области .
Пресс означает машину с механическим приводом, которая разрезает, пробивает, формирует или собирает металл или другой материал с помощью режущих, формовочных или комбинированных штампов, прикрепленных к направляющим. Пресс состоит из стационарной станины или наковальни и ползуна (или ползунков), совершающих управляемое возвратно-поступательное движение к поверхности станины и от нее, при этом ползун направляется по определенной траектории рамой пресса.
Вытягивающее устройство означает механизм, прикрепленный к рукам оператора и соединенный с верхней матрицей или ползунком пресса, который при правильной регулировке предназначен для отвода руки оператора при закрытии матриц, если руки оператора случайно оказались в точке операции.
Повтор означает непреднамеренный или неожиданный последовательный ход пресса в результате неисправности.
Предохранительный блок означает опору, которая, будучи вставленной между верхним и нижним штампами или между опорной плитой и лицевой стороной ползуна, предотвращает падение ползуна под собственным собственным весом.
Полуавтоматическая подача означает подачу, при которой обрабатываемый материал или деталь помещается в рабочую точку или удаляется из нее с помощью вспомогательных средств, управляемых оператором при каждом ходе пресса.
Одиночный ход означает один полный ход затвора, обычно начинающийся из полностью открытого (или верхнего) положения, за которым следует закрытие (или опускание), а затем возврат в полностью открытое положение.
Однотактный механизм означает устройство, используемое на полнооборотной муфте для ограничения хода ползуна одним полным ходом при каждом включении муфты.
Салазки означает основной элемент возвратно-поступательного пресса. Ползунок также называют плунжером, плунжером или валиком.
Управление остановом означает орган управления, предназначенный для немедленного отключения управления сцеплением и включения тормоза для остановки движения скольжения.
Съемник означает механизм или часть штампа для удаления деталей или материала из пуансона.
Селектор хода означает часть управления сцеплением/тормозом, которая определяет тип хода при срабатывании средств управления. Селектор хода обычно включает положения «Выкл.» (Управление сцеплением), «Дюйм», «Одиночный ход» и «Непрерывный» (если установлен «Непрерывный»).
Подметальное устройство означает одинарный или двойной рычаг (стержень), прикрепленный к верхней матрице или ползунам пресса и предназначенный для перемещения рук оператора в безопасное положение при закрытии матриц, если руки оператора случайно оказались внутри точка операции.
Отключение или (отключение) означает включение сцепления для «запуска» пресса.
Поворотный стержень означает стержень, используемый при установке матрицы для ручного поворота коленчатого вала пресса.
Двуручное отключение означает средство приведения в действие сцепления, требующее одновременного использования обеими руками оператора для отключения пресса.
Устройство управления двумя руками означает отключение двумя руками, которое дополнительно требует одновременного давления обеих рук оператора в течение значительной части закрывающей штамп части хода пресса.