Какие нужны электроды для инверторной сварки: Электроды для инверторной сварки:
alexxlab | 24.03.2023 | 0 | Разное
Электроды для инверторной сварки
Статьи
Категории
Андрей Демидов
13 Июля 2020, Пн
Оглавление
- Выбор электродов в зависимости от свариваемого металла
- Какие электроды выбрать для сварки инвертором новичку для хорошего результата в работе
Электроды – расходный материал, применяемый при работе со сварочным оборудованием. Какие электроды лучше использовать для инверторной сварки и какие из них лучше не приобретать начинающему сварщику? При выборе сварочного электрода, для последующей работы с инвертором, нужно учитывать, что материал из которого они изготовлены (покрытие прутков) также влияет на качество работ с агрегатом, прочность и надежность швов сварки.
Приобрести необходимые расходные материалы, а также бытовые или профессиональные инверторы на сайте «СварМакс» можно по выгодным ценам и с высокой гарантией качества.
При сварке различных материалов, применяют плавящиеся электроды с самым разным покрытием:
- изделия из стали с низким содержанием углерода и с небольшими примесями, сваривают с помощью углеродных электродов;
- конструкции из легированной стали сваривают прутками – УОНИ 13/45, ОЗС-4, АНО-21, МР-3;
- изделия из стали другого типа или для наплавки сваривают прутками ЦЛ-11;
- детали из чугуна варят электродами ОЗЧ-2.
Специалисты создали свой рейтинг сварочных прутков, которые используют для работы с современными инверторами:
- электроды марки АНО, с хорошим воспламенением, не нуждающиеся в прокаливании, подходят как для профессионалов, так и новичков;
- универсальные прутки – это МР-3;
- МР-3С нужны для сварки с высокими требованиями к работе и качеству швов сварки;
- модели для сварки особо ответственных конструкций – это УОНИ-13/55.
Как первая, так и вторая классификация позволяет сделать выбор электродов более простым, не переживая о качестве сварочных работ. Опытные сварщики чаще всего выбирают для сварки УОНИ 13/55. Универсальные и часто используемые – МР-3, МР-3С. Для стали берут – АНО-4, АНО-6, ЦЛ-11, АНО-21, ОЗС-4, УОНИ-12/45, чугуна – ОЗЧ-2.
Опытные сварщики чаще всего выбирают для сварки УОНИ 13/55. Универсальные и часто используемые – МР-3, МР-3С. Для стали берут – АНО-4, АНО-6, ЦЛ-11, АНО-21, ОЗС-4, УОНИ-12/45, чугуна – ОЗЧ-2.
Если вы только собираетесь освоить работу с инвертором, следует особенно внимательно подходить к выбору расходного материала – прутков для сварки. Какими электродами лучше варить инвертором новичку, а какие не стоит брать?
Лучшими электродами для новичков считаются модели с рутиловым покрытием – АНО-21, МР-3, АНО-36, ОКА 46. Они легко поджигаются, хорошо горят, с отрывом (можно точками варить). Повторный поджиг отличный, можно варить тонкий металл. Минус только один – шлак. Для начинающих это лучший выбор. Нельзя выбирать электроды с основным покрытием. Для новичка они не нужны. К примеру, УОНИ. К них есть один плюс – нет шлака. Минусы – тяжело зажечь. Если оторвался, еще тяжелей зажечь. Тонкий металл с ними не варят.
Статьи
Оцените статью:
( 1 ) ( 5. 0 ) 5
0 ) 5
100% гарантия качества
14 дней на возврат товара
Быстрая доставка по Украине
Оплата при получении
Какие электроды лучше использовать для инверторной сварки, как выбрать по диаметру, покрытию, назначению, какие лучше, рекомендации для начинающих
Электросварка с помощью инверторного аппарата прочно вошла в сферу долговечного скрепления металлоконструкций. Однако применение такого оборудования подразумевает использование специальных электродов. Разберем подробно, какие электроды лучше использовать для инверторной сварки, как правильно их выбрать с учетом назначения, типа покрытия, диаметра и других параметров, какие факторы в первую очередь влияют на качество сварного соединения данным способом, как выглядит ТОП лучших электродов, а также что нужно учитывать начинающему сварщику.
Электроды для сварки инвертором Источник gadgetok.ru
Особенности инверторной сварки
Инверторные сварочные аппараты широко распространены и востребованы как в среде профессионалов, так и у кустарщиков, так и у новичков. Все дело в универсальности характеристик выдаваемого тока (постоянного и переменного), компактности и мобильности оборудования. При этом существуют модели, подключаемые и к двум, и к трем фазам.
Все дело в универсальности характеристик выдаваемого тока (постоянного и переменного), компактности и мобильности оборудования. При этом существуют модели, подключаемые и к двум, и к трем фазам.
Чтобы получить представление о том, какие преимущества дает сварка с данным типом аппарата, прежде всего нужно знать, что такое сварочные электроды для инвертора, как выбрать необходимую их модификацию для конкретного случая применения. Универсальность технологии позволяет использовать любые виды электродов с покрытием. Однако для различных условий требуются определенные типы покрытия, диаметр и характеристики тока.
В целом, новички предпочитают инверторную сварку аналогам с выпрямителями или трансформаторами по причине доступности технологии, понятности и быстроты освоения техники, кустарей – привлекает доступность широкого спектра разнообразных сварочных работ, профессионалы – отдают предпочтение в силу надежности, стабильности и долговечности соединительного шва.
Сварка инверторным аппаратом Источник vyborok.
 com
comПолезная информация! Только на первый взгляд может показаться, что электроды – неприхотливый в хранении расходный материал. В действительности от того, насколько строго соблюдались условия их содержания, будет зависеть качество сварочных работ. Например, согласно требованиям Государственного стандарта, температура окружающей среды в помещении для длительного их хранения не должна опускаться ниже 15оС.
Для чего нужна обмазка
Нанесенное на поверхность стержня покрытие:
- предотвращает насыщение расплава вредными примесями;
- защищает шов от образования трещин при охлаждении;
- нейтрализует окислы и прочие загрязнения, находящиеся на свариваемых деталях;
- улучшает внешний вид шва вне зависимости от пространственной ориентации.
Состав обмазки сварочных электродов
Покрытие наносится в заводских условиях, от толщины слоя зависит стабильность горения дуги. При нагреве обмазка плавится и частично сгорает, образуя защитное облако газов.
 После завершения сварки шов зачищают от застывшей обмазки при помощи молотка или абразивного инструмента. Все варианты защитного покрытия активно впитывают воду, что негативно влияет на характеристики.
После завершения сварки шов зачищают от застывшей обмазки при помощи молотка или абразивного инструмента. Все варианты защитного покрытия активно впитывают воду, что негативно влияет на характеристики.Перед началом сварки влажные электроды необходимо выдержать в электрической печи (продолжительность и режим термической обработки зависят от марки продукции).
Электрод, свойства, назначение
Сварочный электрод – это отрезок металлического стержня, покрытого протекционным слоем. Когда возникает вопрос, как выбрать электроды для сварки, в первую очередь рассматривается его тип, материал сердечника и покрытия. По первому признаку они разделяются на две категории:
- Подверженные расплавлению в ходе сварочных работ. Изготавливаются из специальной проволоки. Применяются для цветных и стальных сплавов от малой до средней глубины шва.
- Не плавящиеся. Это углеродные, графитовые или вольфрамовые электроды. Предназначается для сварки титана, алюминия, магния, меди и др.
 металлов. Применяются в газодуговой технологии.
металлов. Применяются в газодуговой технологии.
Инверторная сварка плавящимся электродом Источник rocta.ru
Современные широкодоступные лучшие электроды для инверторной сварки относятся прежде всего к первой категории. Процесс сварочной технологии характеризуется расплавлением как материала самого сердечника, так и его покрытия под действием высокотемпературной плазменной дуги. Образуемые в результате испарения обмазки газы препятствуют окислению раскаленного металла и способствуют образованию качественного долговечного сварного шва с поверхностной защитной пленкой.
Обратите внимание! Степень увлажненности материала покрытия имеет первостепенное значение для процесса сварки. Сырые электроды будут плохо зажигаться. В результате шов будет неравномерным и некачественным. Не улучшит их состояние даже сушка в специальных условиях. Единственное средство для сохранения их в первоначально сухом состоянии – это надежная герметичная упаковка.

Смотрите также: Каталог компаний, что специализируются на электротехнических работах любой сложности
Как выбрать электроды для сварки инвертором
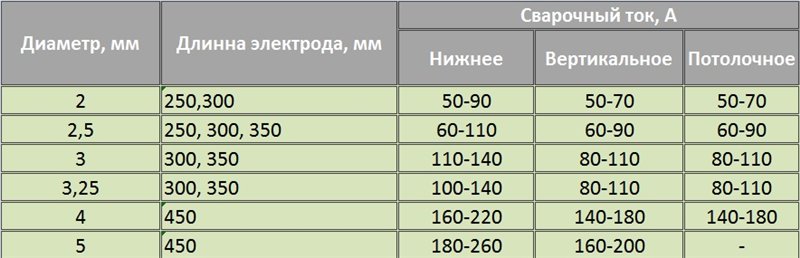
Диаметр и толщина металла
Сравните эти два критерия. Они должна быть примерно одинаковыми. Для инверторного оборудования обычно берут стержни до 2 мм, потому что для более габаритных заказов не подойдут.
Назначение
Существует много тонкостей. Выбор зависит от технологии работы, которую вы будете использовать, сварочного оборудования, исходного материала. Универсальный совет – не гонитесь за дешевыми предложениями. конечно, мастер может качественно выполнить задачу, взяв любые подручные средства, но следует обратить внимание на варианты средней ценовой категории, которые минимизируют ошибки и не ударят по карману.
Критерии выбора электрода
Подробное рассмотрение основных технических характеристик, позволяет решить вопрос о том, как выбрать электроды для сварки инвертором. Это прежде всего следующий ряд важных параметров:
- Вид свариваемого материала.

- Разновидность поверхностного нанесения.
- Диаметр.
Разберем их более детально.
Специальные электроды для инвертора Источник pnevmoteh.by
Разновидность металла
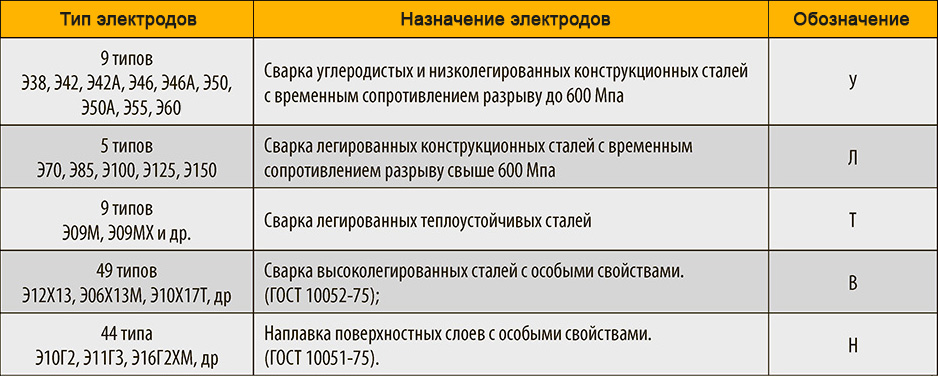
Первое, с чем сталкивается сварщик при подборе расходных материалов, это решение вопроса о том, какие лучше всего подходят электроды для инвертора – как выбрать их, исходя из типа металла, который необходимо заварить. Согласно номенклатуре Государственного стандарта, по данной характеристике они делятся на следующие категории:
- Стальные сплавы с высоким содержанием углерода и низколегированные.
- Теплоустойчивая легированная сталь.
- Сталь, высоколегированная со специфическими свойствами.
- Создание поверхностного слоя путем электродуговой наплавки.
- Чугун (сварные и наплавные работы).
- Медь, алюминий и их сплавы.
- Универсальные – для обработки сплавов неопределенного состава.
Рекомендация! Подбор электрода по применению, то есть типу свариваемого материала, позволяет избежать грубых ошибок.
К примеру, если выполнить сварку деталей из нержавейки с помощью варианта для черных металлов, впоследствии шов будет разрушаться под действием коррозионных процессов.
Электроды инверторные для алюминия Источник svarkaspec.ru
Какие электроды нужны для резки металла
Резка представляет собой технологический процесс, целью которого является разделение металлов на заготовки необходимой формы и размера.
Виды электродов, предназначенные для осуществления резки:
Электроды ОЗР и РОТЕКС Р предназначены для резки, строжки и прошивки отверстий, удаления дефективных участков, разделки кромок и корня шва. Кроме этого, данные марки используются при изготовлении, ремонте и монтаже разнообразных конструкций из разных металлов и сплавов.
Факторы, определяющие качество соединения
Для создания качественного сварного соединения недостаточно знать, чем различаются электроды для сварки инвертором, какие лучше выбрать для конкретных условий применения. Необходимо также иметь представление о том, что влияет на результат сварных работ. Это в первую очередь следующий ряд факторов:
Необходимо также иметь представление о том, что влияет на результат сварных работ. Это в первую очередь следующий ряд факторов:
- Профессионализм сварщика.
- Техническое состояние расходников.
- Исправность аппарата.
Сваривание металла инвертором Источник svarkaspec.ru
Первый фактор является основным и определяющим. Так как неумелый и неопытный специалист не сможет сделать качественного соединения даже при соблюдении всех правил подбора условий, подготовки материалов и расходников. Профессиональный сварщик должен иметь достаточный опыт работы с разными электродами, материалами, типами швов, чтобы выполнить по-настоящему качественное соединение.
Сами применяемые электроды должны находиться в исправном состоянии – без сколов покрытия и не увлажненными. По умолчанию, они должны быть правильно подобраны по диаметру, виду обмазки и материалу свариваемых заготовок. Кроме того, оборудование должно быть полностью исправным. В противном случае если аппарат не будет работать стабильно, качество созданного шва будет оставлять желать лучше, и ход работы не будет отвечать технологическим требованиям из-за постоянного залипания.
Профессиональная инверторная сварка Источник zuzako.com
Как зарекомендовали себя зарубежные стержни
Иностранные производители поставляют большое количество сварочных элементов для сварки инвертором. Хорошо зарекомендовали себя европейские компании.
Их продукция подходит для любой сварки: для тугоплавких, углеродистых металлов, для варки трубопроводов, работы с цветными металлами.
Мастера, работающие на заказ или сваривая трудные элементы, выбирают зарубежные модификации. Они качественнее отечественных, потому что проходят жесткий контроль.
Рекомендации сварщикам-новичкам
Для того чтобы стать профессиональным сварщиком, а также чтобы провести подсобно-сварные работы в быту, недостаточно просто знать, какие электроды выбрать для начинающих. Нужно также иметь общее представление о данной сфере и действующих в ней следующих правилах:
- Начинать осваивать сварочные работы необходимо с рутиловых электродов. Они не выделяют вредных газов при работе, идеально легко зажигаются, хорошо функционируют при дуге средней интенсивности и предоставляют возможность беспрепятственно контролировать и наблюдать за сварочной ванной.

- Правильно задавать электропараметры аппарата – прежде всего полярность и значение силы тока. Например, при постоянном токе и прямой полярности заготовка должна подключаться к плюсовой клемме, электрод – к отрицательной. При обратно направленной полярности – наоборот. Сила тока должна соответствовать требованиям производителя.
Настройка сварочного инвертора Источник ytimg.com
- Пред началом проведения основных работ необходимо потратить время и набить руку в тренировке на ненужных отрезках из металла, аналогичного по типу заготовке.
- Лучший способ улучшить качество работ – регулярно повышать опыт с разными расходниками и материалами, проходить профессиональные курсы и проч.
Совет! Электросварочные мероприятия несут потенциальную угрозу как самому сварщику, так и окружающим. Поэтому проводить их необходимо с соблюдением техники безопасности и в защитной спецодежде.
Дополнительные характеристики
Многие другие особенности проводимой сварки определяют требования, предъявляемые к электродам.
 Примером можно назвать полярность и род тока. Применяемые сварочные инверторы в большинстве случае подают постоянный ток, который может подаваться в зону сварки по двум схемам:
Примером можно назвать полярность и род тока. Применяемые сварочные инверторы в большинстве случае подают постоянный ток, который может подаваться в зону сварки по двум схемам:- Обратная полярность подразумевает соединение плюса с массой, а минуса с электродом.
- Прямая полярность. В этом случае плюс соединяют с массой, минус со сварочным электродом.
Обратная полярность выбирается в нижеприведенных случаях:
- Для того чтобы защитить металл от прожога, выбирается именно обратная полярность подключения. Она позволяет работать с деталями, которые имеют небольшую толщину.
- Высоколегированные стали характеризуются высокой восприимчивостью к нагреву. Именно поэтому при работе с подобным материалом выбирается метод подключения обратной полярности.
ТОП лучших электродов
Оптимальное решение вопроса о том, какие электроды лучше для инвертора – Ресанта 220 В модели МР-3. Благодаря рутиловому покрытию обеспечивается стабильность дуги, легкий розжиг, минимальное разбрызгивание, прочность и не подверженность шва разрушению микропорами и трещинами. Как правило, такой расходник применяется для обычных сталей толщиной 3-4 мм.
Как правило, такой расходник применяется для обычных сталей толщиной 3-4 мм.
В категории самых широко востребованных электродов с основным покрытием лидируют следующие экземпляры:
- ESAB УОНИИ 13/55. Применяются для сварки стальных деталей из низколегированных и низкоуглеродистых сплавов. Поперечник сердечника варьируется от 2 до 5 мм, что позволяет соединять заготовки до 8 мм толщиной.
- Lincoln Electric УОНИ 13/55. Электроды с максимальной эксплуатационной нагрузкой. Диаметр 4 мм. Способны сваривать при низкой температуре – до -40 град. и высокой влажности воздуха. Предназначены для легированных, углеродистых и арматурных сталей.
- PlasmaTec Monolith ЦЧ-4. Применяется преимущественно для тонколистового материала, например, для различных емкостей и трубопроводов. При диаметре сердечника 3 мм обеспечивает качественный аккуратный шов.
Классификация по типу покрытия
Выделяют 4 варианта:
Основное или фтористо-кальциевое
Идентифицируется буквой «Б». Оно состоит из карбонатов кальция и магния. В его составе может быть мрамор, магнезит, доломит. Эти элементы обладают малой окислительной способностью, за счет чего процесс удаления из расплавленного металла кислорода идет быстрее. Второе название появилось благодаря тому, что разбавителем шлака служит природный фторид кальция – флюорит. Преимущество фтористо-кальциевых электродов в низком содержании водорода. Этот фактор позволяет получить прочный шов, без газов и примесей, а также свести к минимуму риск возникновения горячих трещин. Расходники с основным защитным слоем прекрасно подходят для трубопроводов, по которым проходят сероводородные соединения, поскольку хорошо сопротивляются растрескиванию. Но есть и нюанс. Все должно проходить при постоянном токе обратной полярности, поскольку фторид кальция тормозит работу комплектующих с переменным напряжением и сварочная дуга может гореть нестабильно. Выбирайте электроды с этим типом покрытия, если планируете работать со сталью с высоким содержанием серы или материалом, который должен выдерживать большие нагрузки или будет регулярно подвергаться воздействию значительных температур.
Оно состоит из карбонатов кальция и магния. В его составе может быть мрамор, магнезит, доломит. Эти элементы обладают малой окислительной способностью, за счет чего процесс удаления из расплавленного металла кислорода идет быстрее. Второе название появилось благодаря тому, что разбавителем шлака служит природный фторид кальция – флюорит. Преимущество фтористо-кальциевых электродов в низком содержании водорода. Этот фактор позволяет получить прочный шов, без газов и примесей, а также свести к минимуму риск возникновения горячих трещин. Расходники с основным защитным слоем прекрасно подходят для трубопроводов, по которым проходят сероводородные соединения, поскольку хорошо сопротивляются растрескиванию. Но есть и нюанс. Все должно проходить при постоянном токе обратной полярности, поскольку фторид кальция тормозит работу комплектующих с переменным напряжением и сварочная дуга может гореть нестабильно. Выбирайте электроды с этим типом покрытия, если планируете работать со сталью с высоким содержанием серы или материалом, который должен выдерживать большие нагрузки или будет регулярно подвергаться воздействию значительных температур. Они также подходят для сварки жестких конструкций.
Они также подходят для сварки жестких конструкций.
Рутиловое
Несмотря на то, что «основным» назван другой вид, именно этот вариант используется в 95% работ. Газ, который выделяется во время горения, не токсичен, поэтому это самое безопасное для здоровья мастера решение. Металлический шов, выполненный с помощью концентрата, устойчив к трещинам, не сгибается и не ломается, поскольку материал расходника увеличивает вязкость. Такое покрытие идеально, если сварщик работает коротким швом, потому что дуга горит хорошо, даже если в сети скачет напряжение. Для людей, которые еще не набили руку и не могут удерживать ее на протяжении всего рабочего процесса, это лучший вариант. Кроме того, с ним можно действовать в любой пространственной плоскости.
Кислое
Подходит, если сварочные работы требуется ускорить за счет форсирования или удлинения дугового разряда. Это наиболее токсичный тип. Из-за повышенного уровня разбрызгиваемости с ним можно взаимодействовать только в нижнем положении.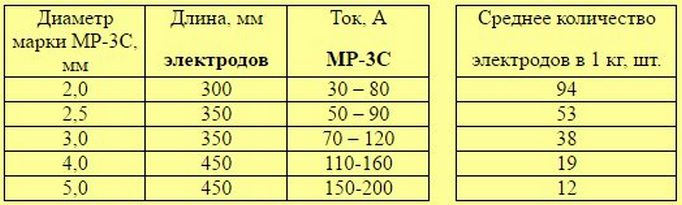 Не стоит применять его при высокотемпературной прокалке. Начинающим не рекомендуется.
Не стоит применять его при высокотемпературной прокалке. Начинающим не рекомендуется.
С целлюлозным видом обмазки
Наполовину состоит из органических соединений – муки, крахмала, целлюлозы, наполовину из природных и синтетических силикатов. Это очень тонкие расходники, поэтому использовать их можно в любой плоскости. Шов с их помощью создается очень легко, что увеличивает скорость выполнения задачи в несколько раз, но поверхность шва неровная, требует шлифовки. Выбирайте целлюлозное покрытие, если придется работать углеродистыми и низколегированными сталями. Оно также подойдет для труднодоступных конструкций, поскольку диаметр таких элементов минимален.
| тип(обозначение в маркировке) | марки |
| основное (б) | уони-13/45, уони-13/45а, уонии-13/45, уонии-13/45а, уони-13/45р, тму-46, уони-13/55, уони-13/55к, уони-13/55с, уони-13/55у, уонии-13/55р, уони-13/65, озс-22р, 55-у, фно-т, фно-тм, фно-тм/н, итс-4, итс-4с, озс-18 и др. |
| кислое (а) | омм-5, см-5, мэз-4 и др. |
| рутиловое (р) | ано-21, ано-21м, ано-36, озс-4, озс-12, озс-30, озс-32 и др. |
| целлюлозное (ц) | всц-4, всц-4м, ома-2, всц-4а и др. |
| смешанные: карбонатно-рутиловое (рб) | озс-28,ано-3, ано-4 и др. |
| рутилово-карбонатно-фтористое | озл-9а и др. |
| ильменитовое | озс-41, мр-3у, мр-3р и др. |
| рутилово-целлюлозное (рц) | ано-13, фно-29м и др. |
| кисло-рутиловое (ар) | ано-6, ано-6м, ано-17, озс-23, ано-24 и др. |
| рутилово-ильменитовое | мр-3м и др. |
| с железным порошком (ж): рутиловое с порошковым наполнителем (рж) | озс-6, ано-1, ано-27, уони-13/55тж и др. |
| прочие (п) | для чугуна, цветных сплавов, солевые. |
Видео описание
Смотрите на видео тестирование электродов для инвертора:
В категории рутиловых электродов в списке лидеров выделяются:
- Wester МР-3.
 Поперечник 3 мм. Применяется для стали с низким включением в составе углерода. Варит даже на грязной и ржавой поверхности.
Поперечник 3 мм. Применяется для стали с низким включением в составе углерода. Варит даже на грязной и ржавой поверхности. - Quattro Elementi 770-414. Вольфрамовый стержень поперечником 2 мм. Предназначается для сварки тонкого металла, например, для ремонта автокузовов.
- СВЭЛ МР-3C. Сердечник диаметром 3 мм. Предназначается для сварки деталей толщиной до 4 мм в плохо доступных областях.
Совет! Подключать «+» и «-» можно по-разному – тот и другой к детали или электроду. Различие в том, что направление потока электронов всегда идет от минусового края к плюсовому. Поэтому тот, который подсоединен к положительному полюсу, будет нагреваться. Это правило актуально, когда массивность заготовки и электрода сильно разнится. Например, если лист толщиной 2 мм сваривается 4 мм электродом, то он может просто прогореть. Поэтому «+» лучше подключать к инструменту. С другой стороны, если толщина заготовки будет 5 мм и больше, то наоборот.
Так как прогрев массы детали усилится и шов получится более глубоким и прочным.
Коротко о главном
Инверторная сварка отличается стабильностью, надежностью и легкостью в освоении технологии. Поэтому она востребована как у начинающих, так и у профессионалов. В решении же вопроса о том, какой электрод выбрать для сварки инвертором, в первую очередь учитываются его технические характеристики:
- Разновидность свариваемого металла.
- Вид покрытия.
- Диаметр.
По типу поверхности электроды бывают основными, рутиловыми, целлюлозными, кислыми и смешанными. Чаще всего применяются первые две разновидности. По диаметру электроды должны быть тем больше, чем больше в толщину свариваемые заготовки. Качество шва зависит не только от правильности подбора по условиям и параметрам расходников и материалов, но также от профессионализма сварщика.
Что такое прямая и обратная полярность
Параметр определяет способ подключения контактов при использовании оборудования постоянного тока:
- Прямая полярность подразумевает подачу на заготовки положительного сигнала.
 Поскольку повышается температурная нагрузка на металл, то сварщику необходимо точно подобрать ток в цепи. В случае неправильной регулировки можно прожечь листы. Зона расплава имеет небольшую ширину при повышенной глубине.
Поскольку повышается температурная нагрузка на металл, то сварщику необходимо точно подобрать ток в цепи. В случае неправильной регулировки можно прожечь листы. Зона расплава имеет небольшую ширину при повышенной глубине. - Обратная полярность требует подсоединения к заготовкам отрицательного провода. Технология обеспечивает нагрев наконечника электрода, что позволяет варить тонкие стальные листы без риска коробления или прожига. Методика предпочтительна при соединении деталей из нержавейки, но следует учесть повышенный расход металлического стержня. Технология обеспечивает катодную очистку поверхности свариваемых заготовок.
Полярность подразумевает подачу сигнала на заготовки.
E6010 E6011 E6013 E7014 E7018 и т. д. – Amico Electric
ARC-180, 180-амперная комбинированная дуговая и подъемная TIG-сварка, широкое напряжение 100–250 В, рабочий цикл 80%, совместим со всеми электродами: E6010 E6011 E6013 E7014 E7018 и т. д. – Амико Электрик Перейти к содержанию189,00 $
ARC-180 — это профессиональный сварочный аппарат Stick Arc с технологией Lift-TIG, использующий передовую инверторную технологию. Источник сварочного тока может обеспечить более сильную, более концентрированную и более стабильную дугу. Когда палка и заготовка становятся короче, реакция будет быстрее. Это означает, что его легче спроектировать как сварочный аппарат с различными динамическими характеристиками, и его даже можно настроить по мере необходимости, чтобы сделать дугу более мягкой или жесткой.
Источник сварочного тока может обеспечить более сильную, более концентрированную и более стабильную дугу. Когда палка и заготовка становятся короче, реакция будет быстрее. Это означает, что его легче спроектировать как сварочный аппарат с различными динамическими характеристиками, и его даже можно настроить по мере необходимости, чтобы сделать дугу более мягкой или жесткой.
ARC-180, комбинированный сварочный аппарат Stick Arc & Lift-TIG на 180 А, широкое напряжение 100–250 В, рабочий цикл 80%, совместим со всеми электродами: E6010 E6011 E6013 E7014 E7018 и т. д. количество
Добавить в список желаний
Сравнить
Артикул: ARC-180 Категория: Ручной сварочный аппарат
- Описание
- Дополнительная информация
- Отзывы (0)
Описание
ARC-180 — это профессиональный сварочный аппарат Stick Arc с технологией Lift-TIG, использующий передовую инверторную технологию. Источник сварочного тока может обеспечить более сильную, более концентрированную и более стабильную дугу. Когда палка и заготовка становятся короче, реакция будет быстрее. Это означает, что его легче спроектировать как сварочный аппарат с различными динамическими характеристиками, и его даже можно настроить по мере необходимости, чтобы сделать дугу более мягкой или жесткой.
Источник сварочного тока может обеспечить более сильную, более концентрированную и более стабильную дугу. Когда палка и заготовка становятся короче, реакция будет быстрее. Это означает, что его легче спроектировать как сварочный аппарат с различными динамическими характеристиками, и его даже можно настроить по мере необходимости, чтобы сделать дугу более мягкой или жесткой.
- ARC-180 — это профессиональный аппарат для комбинированной сварки Stick Arc and Lift-TIG промышленного уровня. Он совместим со всеми электродами: E6010, E6011, E6013, E7014, E7018 и т. д. Аппарат имеет отличную функцию дуговой сварки Lift-TIG; 5-180А удобно сваривает тонкую нержавеющую сталь и другие различные металлы.
- Функция автоматического выбора автоматически определяет входное напряжение, позволяя легко переключаться между входной мощностью 100–250 В/50–60 Гц. Можно использовать почти все напряжения и частоты. Регулируемые настройки силы дуги позволяют удовлетворить ваши индивидуальные потребности в сварке.

- Включает передовую инверторную технологию IGBT с превосходными характеристиками дуги и превосходной стабильностью дуги. Рабочий цикл 80 % при токе 180 ампер обеспечивает продолжительную сварку, и машина может нормально работать с удлинённым кабелем питания до 700 футов. Шнур питания может противостоять колебаниям мощности и затуханию кабеля любой длины.
- ARC-180 имеет очень мощные функции, облегчающие запуск и использование. Машина имеет встроенную функцию горячего старта, функцию защиты от заедания, функцию регулировки тяги, функцию контроля силы тока и автоматическую компенсацию колебаний напряжения: защита от перенапряжения, защита от пониженного напряжения, защита от перегрузки по току и перегрузки. -защита от нагрузки.
- ARC-180 Stick Arc с технологией Lift-TIG позволяет получить идеальный сварной шов. Это сварочный аппарат высочайшего уровня; Прочность его компонентов делает его надежным рабочим инструментом как для профессионалов, так и для частных лиц.
 В комплект поставки входят шнур питания длиной 7 футов, узел держателя электрода на 300 ампер (10 футов), узел зажима заземления на 300 ампер (10 футов) и адаптер питания от 230 В до 115 В.
В комплект поставки входят шнур питания длиной 7 футов, узел держателя электрода на 300 ампер (10 футов), узел зажима заземления на 300 ампер (10 футов) и адаптер питания от 230 В до 115 В.
Технические характеристики:
- Модель: ARC-180
- Номинальное входное напряжение: 100–250 В переменного тока
- Частота: 50 Гц и 60 Гц
- Номинальная входная мощность: 230 В/7,4 кВА/32 А и 115 В/5,2 кВА/45 А
- Диапазон тока: 230 В/5–180 А и 115 В/5–140 А
- Принудительный ток: 0–50 А и 0–10 А
- Номинальный рабочий цикл: 230 В/80 % при 180 А и 115 В/80 % при 140 А
- Номинальное напряжение холостого хода постоянного тока: 85 В
- Используемый электрод: 230 В/1/16~ 3/16 дюйма и 115 В/1/16~ 5/32 дюйма
- Коэффициент мощности: 0,93
- Размеры: 14,1 x 6,2 x 11,3 дюйма
- Масса нетто: 14,0 фунтов.
- Размер упаковки: 17,9 x 9,5 x 12,4 дюйма
- Вес упаковки: 19,0 фунтов.

Упаковочный лист:
- ARC-180 Pro. Аппарат дуговой сварки.
- 8-футовый шнур питания и вилка 6-50P (на машине).
- Адаптер питания от 230 В до 115 В.
- Держатель электрода 250 А, кабель длиной 10 футов, соединение 35–50 мм.
- Рабочий зажим 250 А, кабель 10 футов, соединение 35–50 мм.
- 2 шт. Электрод 3/32 дюйма
- 2 шт. Электрод 1/8 дюйма
- Руководство пользователя.
Дополнительная информация
| Вес | 20 фунтов |
|---|
Только зарегистрированные клиенты, которые приобрели этот продукт, могут оставить отзыв.
Инверторный сварочный аппарат Helvi rodMAKER 131 с электродом Ø 2,5 мм
Helvi rodMAKER 131 — портативный сварочный аппарат с инверторной технологией для электродной сварки. С диапазоном регулировки от 10 до 120 ампер , с rodMAKER 131 можно сваривать все имеющиеся в продаже электроды (идеальный диаметр 2,5 мм).
Степень защиты IP22S . Полностью собран в Италии .
Размеры: 28 х 12 х 25 см.
Функциональные характеристики
Горячий старт: упрощенная заливка электрода
Устройство горячего старта , присутствующее на инверторном сварочном аппарате HelviLITE rodMAKER 131 , позволяет даже менее опытным пользователям легко выполнять сварку. Сварочный аппарат для хобби с легким срабатыванием электрода .
Форсаж дуги: повышенный сварочный ток
В случае слишком короткой дуги сварочный аппарат HelviLite rodMAKER 131 оснащен устройством форсирования дуги , который автоматически увеличивает сварочный ток . Для более точной сварки.
Защита от прилипания
Благодаря устройству защиты от прилипания предотвращается прилипание электрода к свариваемой детали. Для чистого сварного шва.
Для чистого сварного шва.
Максимальная безопасность с внутренними системами защиты
На Helvi rodMAKER 131 имеются внутренние системы защиты, защита от перенапряжения и перегрузки по току.
Использование с двигателями-генераторами
Для сварки в любом месте.
Возможные типы сварки с помощью Helvi rodMAKER 131
- ММА : Сварка ММА, сварка электродом с покрытием, безусловно, является наиболее распространенным методом сварки в непрофессиональной среде или в процессах, не требующих особого качества и производительности. . Сварочные аппараты этого типа проще в использовании, даже если сварка ММА дает менее точные результаты с эстетической точки зрения, чем другие виды сварки, из-за шлака, образующегося при отсутствии защитного газа.
Технические характеристики
Диаметры сварных швов
Напряжение холостого хода HelviLite rodMAKER 131 составляет 53В , с диапазоном регулировки 10÷ 120А.
Рабочие циклы при 40 ° C этого сварщика инвертора:
- 120A @ 20%
- 70A @ 50%
- 55A @ 100%
- 42 55A @ 100% . 20°C являются:
- 120A @ 30%
- 85A @ 60%
- 65A @ 60%
-
00135. электроды в блистере Ø 2,5 мм • 20 шт. – 21915003HL -
HELVI сумка Medium 450 x 220 x 270 мм – 21905178K -
Кабель заземления с зажимом 43210236HL 113HL 113HL - 9024 кабель0019
- Электрод -инверторная сварка сварка
- Собранные в Италии
- Weld с All Electrodes
- DECT STRECT
- Однофазный
- Охлаждение с принудительной вентиляцией
- Компенсация сетевого напряжения
- Использование с генератором тока
- Компенсация напряжения линейного напряжения
- Электронный управление
- 50mm² Разъем
- Электрод сварки
- Оптимальное управление током
- Управление горячим запусками
- Избегайте электрода
- Электроды
- Кабель заземления (длина 1,6 м — сечение кабеля 10 мм²)
- Пластиковый кейс
- Martobrush
Совместимые аксессуары
Посмотрите видео
Особенности
Стандартное оборудование
6
. сечение кабеля 10 мм²)
сечение кабеля 10 мм²)Technical data
| Power Supply | 230V |
| at 60% | 18A |
| Power 60% | 2.5 kW |
| No-load voltage | 53 v |
| Рабочий цикл при 40°C | 120 А при 20 % • 70 А при 50 % • 55 А при 100 % при 100% |
| Electrode diameter | Ø 1.6÷3.2 mm |
| Electrode type | 6013 – 7018 |
| Insulation class | h |
| Degree of Protection | IP22S |
| Dimensions | 28x12x25cm |
| Вес | 2,8 кг |
Технические характеристики
| Блок питания | |
| AT 60% | 18A |
| Мощность 60% | 2,5 кВт |
. 70A @ 50% • 55A @ 100% 70A @ 50% • 55A @ 100% | |
| Work cycle at 20°C | 120A @ 30% • 85A @ 60% • 65A @ 100% |
| Electrode diameter | Ø 1.6÷3.2 mm |
| Тип электрода | 6013 – 7018 |
| Insulation class | h |
| Degree of Protection | IP22S |
| Dimensions | 28x12x25cm |
| Weight | 2.8kg |
INDORS is an Authorized Service and Repair Center
Наша мастерская может гарантировать оперативный и профессиональный ремонт: скорость; вмешательства, компетентность и доступность – наши сильные стороны
. Покупая у Indors, вы также приобретаете душевное спокойствие: наша служба помощи и ремонта гарантирует быстрое и своевременное решение любой проблемы благодаря безопасной доступности; запасных частей, ваше оборудование всегда будет работоспособным и доступным в течение нескольких дней по низкой цене.