Какие нужны электроды для сварки нержавейки: Электроды по нержавейке: маркировка, марки, особенности применения
alexxlab | 30.12.1992 | 0 | Разное
маркировка, цл 11 характеристики, можно ли варить, какие лучше с черным металлом – Расходники и комплектующие на Svarka.guru
Электроды по нержавейке – это особый вид расходных материалов, который предназначен для выполнения сварочных работ антикоррозийных составов. Их изготавливают из специальных тугоплавких элементов, что позволяет выполнить соединение подобных материалов.
Нержавеющая сталь – это популярный материал, который применяют во многих отраслях промышленности.
Содержание
- 1 Коротко о технологии
- 2 Марки и виды
- 2.1 ЦЛ-11
- 2.2 ОЗЛ-6
- 2.3 НЖ-13
- 3 Маркировка
- 4 Основные техники и разновидности
- 4.1 Переменным или постоянным
- 4.2 Для постоянного тока
- 4.3 Для переменного тока
- 4.4 Для нержавеющих сталей и черного металла
- 4.5 Какими варить 1 мм?
- 4.6 Можно ли варить сталь?
- 5 Подготовка
- 6 Этапы
- 7 Предотвращение дефектов и дополнительная информация
- 8 Заключение
Коротко о технологии
Технологический цикл соединения нержавеющих элементов имеет массу нюансов, которые обусловлены особыми параметрами металла.
- Тонкостенные детали соединяют с помощью аргонодуговой сварки, во избежание прогаров.
- Электродуговая сварка отличается длиной дуги – она должна быть максимально короткой. Колебания во время выполнения работ недопустимы.
- Если толщина заготовки превышает 5 мм, соединение выполняется в два прохода.
Теплопроводность нержавеющей стали ниже, чем у прочих металлов. Для получения качественного шва необходимо использовать ток с большими параметрами.
При работе аргонодуговой сваркой избегайте попадания вольфрама в зону расплава – это приведет к разрушению структуры соединения. Рекомендуется производить отдельный розжиг дуги с последовательным переносом в зону контакта.
Марки и виды
С момента изобретения данного металла было разработано множество видов электродов для сварки нержавеющей стали, однако наиболее востребованными считают рассмотренные ниже.
ЦЛ-11
Предназначены для соединения металлов, содержащих антикоррозийный добавки, такие как хром и никель.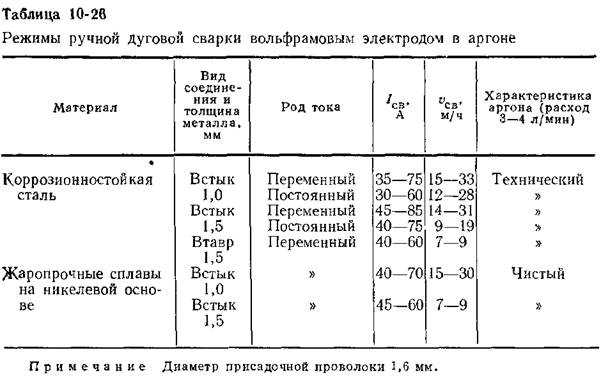 Это делает электроды ЦЛ-11 оптимальным выбором для работ, к которым предъявляются повышенные требования к качеству шва.
Это делает электроды ЦЛ-11 оптимальным выбором для работ, к которым предъявляются повышенные требования к качеству шва.
Согласно инструкции пользователя, необходимо выполнять сварку постоянным током обратной полярности. Длина стержня зависит от величины сечения, которая варьируется в диапазоне от 2 до 5мм.
[stextbox id=’info’]Перед применением рекомендуется прокалить в течение часа при температуре 210 Сº.[/stextbox]
ОЗЛ-6
Применяется для сварки литься и высоколегированных сталей, эксплуатирующихся в условиях высокой температуры. Требования к току – постоянный тип обратной полярности. Межкристаллическая решетка обладает повышенной устойчивостью к внутренней коррозии.
НЖ-13
Электроды для сварки нержавейки НЖ-13 предназначены для работы со сталями, обладающими стойкостью к коррозии, эксплуатирующиеся в умеренном температурном режиме до 450 Сº. Отлично зарекомендовали себя при сварочных работах в пищевой промышленности. Требования к току не отличаются от рассмотренных выше расходных материалов.
Требования к току не отличаются от рассмотренных выше расходных материалов.
Маркировка
Согласно требованиям межгосударственных стандартов ГОСТ, все электроды по нержавейке должны иметь маркировку, содержащую следующую информацию:
- наименование марки и ее предназначение;
- вид флюсового покрытия;
- требования к сварочному току;
- рабочее напряжение.
Данная информация должна быть продублирована на заводской упаковке.
Основные техники и разновидности
Использование правильных нержавеющих электродов – основное, но не единственное требование к работе с данным типом стали. Не последнюю роль играют габаритные размеры и толщина заготовки, а также применяемое сварочное оборудование. Рассмотрим основные особенности.
Переменным или постоянным
В технической документации отсутствуют ограничения, связанные с полярностью, потому допустимо применению тока, удобного сварщику. Каждый тип имеет свои достоинства и недостатки.
При постоянном токе практически отсутствуют брызги расплава, что позволяет снизить расход стержней и повысить производительность и качество. Однако аппараты данного типа отличаются высокой стоимостью, что сужает круг их использования.
[stextbox id=’info’]На крупных предприятиях используют только постоянный тип тока.[/stextbox]
Агрегаты обратного вида гораздо дешевле, однако расход электродов, за счет сильного разбрызгивания, будет выше.
Для постоянного тока
Наиболее употребительными являются стержни, которые были рассмотрены выше:
- ОЗЛ-6;
- ЦЛ-11;
- НЖ-13.
Если есть возможность, лучше воспользоваться зарубежными электродами ОК по нержавейке, производства ESAB.
Для переменного тока
Инверторы относятся к бюджетному классу сварочного оборудования. Соответственно, расходные материалы обладают более низким качеством и доступной ценой. К ним относят:
- ЭА-400;
- ОЗЛ-14;
- ЛЭЗ-8;
- ЦТ-50;
- Н-48.

Для нержавеющих сталей и черного металла
Соединение разнородных элементов выполняют специальными переходными электродами с нержавейки на черный металл
- ОЗЛ-312. Универсальный состав позволяет выполнять работы с заготовками, изготовленными из материалов, не поддающихся идентификации.
- ЭА-395/9. Применяют для более ответственных узлов из нержавеющей стали.
Какими варить 1 мм?
Тонкие элементы – самый сложный вид, с точки зрения сварочных технологий. Это обусловлено следующими факторами:
- Интенсивное тепловое воздействие электрической дуги может разрезать поверхность или привести к нарушению целостности плоскости.
- Передвижение короткой дуги необходимо выполнять с особым вниманием – малейшее отклонение руки потушит ее.

Для облегчения процесса опытные специалисты рекомендуют использовать электроды ESAB. Их обозначают аббревиатурой ОК. Лучшим выбором будут ОК 63.34 – он отличается универсальностью работы.
[stextbox id=’info’]Для тонкостенных конструкций следует отдать предпочтение ОК 63.20.[/stextbox]
Можно ли варить сталь?
Прямых запретов на подобную деятельность не существует, однако опытным путем было установлено, что при сварке стали нержавеющими стержнями в зоне вокруг шва начала активно развиваться коррозия. Примечательно, что сам шов абсолютно не страдает.
Подготовка
Неопытные сварщики часто пренебрегают качественной подготовкой поверхности, за что потом расплачиваются повторным проведением работ. Для нержавеющей стали она заключается в тщательном обезжиривании зоны контакта ацетоном или другим растворителем.
При выборе оборудования следует помнить, что электрической дугой разрешено варить при толщине до 3 мм, тогда как для полуавтоматической сварки в среде защитного газа подобные ограничения отсутствуют.
Избегайте резких движений при работе – это нарушает защитный слой, что приводит к проникновению кислорода вглубь сварочного шва, активизируя процессы коррозии.
Этапы
Не рекомендуем допускать к работе новичков. Нержавейка – это не тот материал, со сварки которого можно приступать к профессиональной деятельности. Для достижения максимального результата материал шва, по своим физическим характеристикам и химическому составу, не должен отличаться от базового металла.
При домашних работах, скорее всего, будет использоваться инвертор, ввиду его доступности. Кроме того, он обладает дополнительным неоспоримым преимуществом – малым весом и неприхотливостью к питающей сети.
В процессе выполнения работ тщательно регулируйте температуру – в противном случае стержень очень быстро прогорит или шов потеряет качественные параметры.
Электроды для нержавеющей стали склонны к залипанию. Чтобы избежать подобных дефектов следует аккуратно подносить конец стержня к поверхности, без лишних движений.
Финишная обработка поверхности выполняется с помощью подручных средств, любым удобным способом. По завершению первичной очистки готовое соединение помещают в раствор кислоты, с целью окончательной очистки от побочных продуктов сварки.
Предотвращение дефектов и дополнительная информация
Для предотвращения дефектов сварных соединений следует соблюдать все требования межгосударственных стандартов и прочих нормативных документов, которые содержат указания по специфике работы. Данное утверждение справедливо не только для нержавеющей стали, но и для прочих работ.
Нарушение технологического процесса могут привести не только к дефекту соединения, но и к производственному травматизму.
Основные требования таковы:
- Избегайте превышения температурного режима.
- Не допускайте изменения длины электрической дуги во время работы.
- Используйте приспособления для отвода излишков тепла.
- Все заготовки, толщиной до 5 мм, обрабатываются за один проход.

Помните, что оптимальной температурой считается + 500 Сº. Допустимая погрешность составляет 5 %.
Заключение
Грамотный подбор расходных материалов позволит выполнить работы с высоким качеством, не опасаясь нарушений целостности шва.
[stextbox id=’info’]Сварщик 6-го разряда Федоренко Александр Александрович Опыт работы 20 лет: «Работаю с нержавеющей сталью около 15 лет. Из них 10 лет пользовался только продукцией отечественного производства, типа ЦЛ и ОЗЛ. Но когда нам привезли шведские электроды ЕСАБ, я понял, как много потерял. При выполнении некоторых работ наша продукция может составить конкуренцию, однако в подавляющем большинстве случае шведы выигрывают, по причине длинной линейки продукции на все случаи жизни».[/stextbox]
Какие электроды использовать для сварки нержавеющей стали
Сварка нержавеющих труб может потребоваться не только на производстве, но и домашних условиях, ведь этот материал встречается практически езде: из него сооружают опорные конструкции, навесы, перила, дымоходы и многое другое.
Сварка нержавеющей стали
Сварка нержавеющей стали отличается некоторыми особенностями в связи с ее уникальным химическим составом, что включает хром, молибден, никель, титан, марганец. Эти добавки обуславливают высокую легированность металла, а также стойкость к возникновению коррозии.
Вернуться к содержанию ↑Важные характеристики нержавеющей стали
Сварка нержавеющей стали отличается от сваривания других металлов ввиду целого ряда особенностей, а именно:
- Низкая теплопроводность, что способствует повышенной концентрации тепла в зоне сваривания. В связи с этим подачу тока необходимо уменьшать примерно на 1/5 в сравнении со сваркой других сталей;
- Металл может деформироваться в процессе сварки ввиду высокого коэффициента линейного расширения. Между обрабатываемыми в домашних условиях деталями должны быть достаточные зазоры для литейной усадки. При отсутствии таковых изделия могут дать трещины;
- Электроды слишком сильно нагреваются по причине повышенного электрического сопротивления;
Чрезмерный нагрев стал основной причиной, по которой электроды производятся максимальной длиной 350 мм для снижения отрицательного эффекта.
- При неправильной температурной обработке нержавейка может утратить свои антикоррозионные свойства. Чтобы уменьшить межкристаллитную коррозию, изделие быстро охлаждают сразу после сваривания любым доступным способом.
Сварка нержавейки
Вернуться к содержанию ↑Какие способы сваривания существуют
Сварка нержавейки может осуществляться одним их трех методов:
- Покрытыми электродами;
- Вольфрамовыми электродами в защитной среде аргона;
- Полуавтоматом.
Технология предварительной подготовки нержавейки к свариванию схожа с подготовкой всех остальных низкоуглеродистых сталей: кромка металла зачищается стальной щеткой, а после – промывается любым доступным в домашних условиях растворителем.
Вернуться к содержанию ↑Важный момент: при стыке элементов необходимо оставлять зазор для последующей усадки шва.
Сварка покрытыми электродами: особенности и технология
Ручное сваривание покрытыми электродами, или сокращенно ММА, как еще называют этот режим, позволяет получить хорошие результаты по окончанию процесса.
Сварка покрытыми электродами
Электроды в данном случае подбираются по химическому составу нержавеющей стали. Все типы электродов и правила их подбора содержит ГОСТ 10052-75. Необходимо всего лишь знать марку стали и обратиться к ГОСТу для справочной информации. Чаще всего применяются электроды следующих типов:
- ЦЛ -11;
- ОЗЛ-8;
- УОНИ-13/НЖ;
- 12×13;
- НИАТ-1.
Сварочные электроды изготавливаются по ГОСТ 9455-75, ГОСТ 10051-75, ГОСТ 10052-75.
Облегчит сварочный процесс следование таким простым рекомендациям:
- Сварку следует выполнять постоянным током с обратной полярностью;
- Использовать электроды большого диаметра;
- Сила тока должна быть уменьшена приблизительно на 1/5;

Электроды имеют высокую скорость плавления по причине пониженной теплопроводности и повышенного электросопротивления.
Вернуться к содержанию ↑Сварка вольфрамовыми электродами в защитной среде аргона
Технология сварки вольфрамовыми электродами в защитной среде аргона (TIG) используется тогда, когда металл слишком тонкий или к сварочному соединению имеются высокие ожидания.
Такая технология отлично зарекомендовала себя для сваривания труб, что используются для транспортировки газов и жидкостей под высоким давлением. Она обеспечивает высокие показатели прочности и надежности шва.
Сварка вольфрамовыми электродами
Особенности процесса:
- Можно использовать постоянный или переменный ток;
- В качестве присадки лучше использовать проволоку;
- Электрод необходимо направлять точно в зону стыка, чтобы не провоцировать окисление шва. Руки не должны дрожать;
- С обратной стороны шва выполняется поддув аргоном;
- Для сталей аустенитного класса необходимо охлаждение шва водой.

Вернуться к содержанию ↑Важно! Чтобы продлить срок эксплуатации вольфрамового электрода, не выключайте защитный газ сразу после сварки. Сделайте это спустя несколько секунд для уменьшения окисления.
Сварка полуавтоматом
Сварка полуавтоматом выполняется также в среде азота. Для работы необходима нержавеющая проволока, которая выпускается в соответствии с ГОСТ 2246-70. Согласно ГОСТ допускается использование 41 марки стали. Также ГОСТ устанавливает рекомендации по содержанию никеля в сплаве, который способствует улучшенному свариванию.
Сварка полуавтоматом позволяет получить высокое качество шва и хорошую производительность. Сваривание полуавтоматом хорошо зарекомендовало себя для соединения толстых деталей.
Сварка полуавтоматом
Сварка полуавтоматом может выполняться несколькими различными методами:
- Короткой дугой;
- Импульсно;
- Струйно.
Импульсная сварка полуавтоматом позволяет контролировать процесс, а поэтому используется наиболее часто. Проволока подается импульсно в виде капель, благодаря чему снижается ее расход и полностью исключаются брызги.
Проволока подается импульсно в виде капель, благодаря чему снижается ее расход и полностью исключаются брызги.
Перед выбором той или иной технологии сваривания полуавтоматом, необходимо учитывать характеристики и состав металла, выполнять предварительную зачистку и оставлять обязательный зазор.
Вернуться к содержанию ↑TIG сварка нержавейки
Какой сварочный пруток для нержавеющей стали?
Одна из самых больших проблем, с которой приходится сталкиваться большинству новичков, заключается в том, что они не знают, для чего используются сварочные прутки, кроме защитного снаряжения, такого как лучший сварочный шлем. Элементы, перечисленные в этой статье, как правило, являются наиболее распространенными, хотя они не единственные сварочные прутки, которые можно использовать с чугуном.
Эта специальная серия сварочных прутков предназначена для обработки материалов из нержавеющей стали, таких как 301, 302, 304 и 305. Эти марки свариваются для сварки и используются в различных областях пищевой и промышленной промышленности.
Эти марки свариваются для сварки и используются в различных областях пищевой и промышленной промышленности.
309L-16 идеально подходит для сварки отливок CH-20 HH, для сварки нержавеющей стали с боковой и плакированной сталью, для наложения оболочки из нержавеющей стали на оболочку из углеродистой стали или для сварки отливки CH 20 HH. Эту же конфигурацию можно преобразовать в аппарат для сварки TIG, который может сваривать сталь или нержавеющую сталь, добавив горелки TIG, баллоны и защитный газ. Это хороший выбор для проектов, требующих контролируемого металла, такого как сталь, алюминий, медь и другие металлы. Благодаря превосходному контролю искажения можно уменьшить, и в умелых руках вы получите красивые сварные швы. Это медленный процесс сварки нержавеющей стали, но он намного эффективнее других методов сварки.
Однако никогда не думайте, что вы имеете дело с обычной старой сталью и что ваш сварочный пруток может быть только обычным. ATWF может выбрать и внедрить лучшие методы сварки нержавеющей стали. Это довольно просто, если вы используете подходящие сварочные стержни и проволоку для того типа нержавеющей стали, которую вы хотите сварить.
Это довольно просто, если вы используете подходящие сварочные стержни и проволоку для того типа нержавеющей стали, которую вы хотите сварить.
Существует несколько типов методов, но я перечислил некоторые из наиболее распространенных, и каждый процесс дает несколько разные результаты. Существует множество различных методов газовой и вольфрамовой сварки, которые можно использовать с медью, и я перечислил некоторые из них. Если вы свариваете никель, вы можете использовать дуговую сварку для его защиты и электродную сварку для сварки нержавеющей стали. Оба метода используются одинаково, то есть электроды SMAW и Stick являются расходными материалами, в то время как электроды TIG становятся частью вашего сварного шва, хотя они не являются расходными материалами, так как они не плавятся и становятся частью сварного шва, когда вам нужно использовать сварочный пруток.
Обычно используется для сердцевины сварочного стержня из нержавеющей стали, но также может использоваться с другими металлами, такими как алюминий, медь или даже алюминиевые сплавы.
Представьте, как завидуют ваши друзья, когда вы говорите им, что получили сварочный электрод из нержавеющей стали с AliExpress. Если вы все еще находитесь на рынке сварочной проволоки из нержавеющей стали для нержавеющей стали и все еще думаете о выборе аналогичного продукта, Али Экспресс – хорошее место для сравнения цен продавцов. Поскольку большинство продавцов предлагают бесплатную доставку, я думаю, вы согласитесь приобрести сварочный пруток из нержавеющей стали по одной из лучших цен в Интернете. Никаких модификаций машины не требуется, и ваш друг так же доволен качеством своей продукции, как и вы.
Мы прекрасно понимаем, что эта высококачественная сварочная проволока из нержавеющей стали, вероятно, в кратчайшие сроки станет одной из самых востребованных – после бестселлеров.
Чем больше тепла вы подаете при сварке TIG нержавеющей стали, тем хуже выглядят ваши сварные швы и тем больше деформируется ваш проект. Нержавеющая сталь долго сохраняет тепло после сварки, иначе металл не сварится и этот сварочный пруток закончится. Сварному шву всегда нужно тепло, но тепло от нержавеющей стали нужно нагревать больше, чем нужно. Одна из самых больших проблем со сварочными стержнями из нержавеющей стали заключается в том, что вам нужно очень много стержней для сварки.
Сварному шву всегда нужно тепло, но тепло от нержавеющей стали нужно нагревать больше, чем нужно. Одна из самых больших проблем со сварочными стержнями из нержавеющей стали заключается в том, что вам нужно очень много стержней для сварки.
Нержавеющая сталь естественным образом сужается и расширяется из-за высокой температуры, наблюдаемой во время сварки. Кроме того, нержавеющая сталь имеет естественно инертный сварочный валик, что делает ее интересным металлом для работы.
При сварке нержавеющей стали с углеродистой сталью важно обращать внимание на химический состав, механические свойства и коррозионную стойкость, чтобы избежать возможных проблем. Крайне важно, чтобы вы обсудили мир сварки нержавеющей стали, прежде чем принять решение о проекте с ним.
Если вы хотите сваривать металл, вы хотите, чтобы сердцевина металла и сварочный стержень были как можно ближе к свариваемому источнику питания. Сначала необходимо подключить держатель сварочной проволоки к источнику сварочного тока. Наконец, поместите сварочный стержень в держатель электрода и ударьте спичкой по месту, где вы хотели начать сварку.
Наконец, поместите сварочный стержень в держатель электрода и ударьте спичкой по месту, где вы хотели начать сварку.
При соединении нержавеющей стали 304L и низкоуглеродистой стали, наиболее часто рекомендуется аустенитный металл 309L. Если термообработанная сварка невозможна, можно использовать вспомогательные металлы из аустенитной нержавеющей стали. При сварке нержавеющей стали или низкоуглеродистой стали важно поддерживать хороший баланс между толщиной свариваемого металла и поверхностью сварочного стержня.
Блог Welders Warehouse
« Вернуться на главную страницу блога
Общая техническая информация
Четверг, 19 марта 2020 г.
Сварка нержавеющей стали не представляет большого труда. Пока вы используете подходящий сварочный пруток или проволоку для того типа нержавеющей стали, которую вы собираетесь сваривать, все должно быть довольно просто.
Сварка нержавеющей стали не сильно отличается от сварки мягкой стали, поэтому я говорю, что это не имеет большого значения, однако есть несколько вещей, которые стоит отметить.
- Нержавеющая сталь не так быстро проводит тепло, как мягкая сталь, поэтому обычно требуется немного меньше энергии.
- Нержавеющая сталь более подвержена деформации.
Типы нержавеющей стали
Я мог бы написать книгу обо всех различных типах нержавеющей стали, но для целей этой статьи я остановлюсь только на двух основных нержавеющих сталях Austinetic, с которыми, вероятно, столкнется большинство из нас. .
- 304/304L — это наиболее распространенная нержавеющая сталь «общего назначения», свариваемая одним из сварочных стержней или проволоки спецификации 308.
- 316/316L — этот сорт чаще всего используется в пищевой промышленности, например, в промышленном кухонном оборудовании, и сваривается с помощью одного из сварочных стержней или проволоки спецификации 316.
Типы сварочного прутка или проволоки
Общее правило для сварки нержавеющей стали заключается в том, чтобы сваривать ее с помощью сварочного прутка того же класса, проволоки TIG или MIG Wire или более высокого класса. Таким образом, вы можете сваривать нержавеющую сталь 304 с стержнем/проволокой 308 или 316, но вы не должны сваривать 316 с стержнем/проволокой 308.
Сварочные прутки/проволоки марок 308 и 316 часто модифицируют из основного сплава. Эти модификации указаны в базовом номере спецификации, например, наиболее распространены 308L и 316L, буква «L» означает Low Carbon. Многие провода Mig и Tig могут быть 308LSi и 316LSi, что означает низкий уровень углерода и добавление кремния. Добавление кремния сделает расплавленный металл сварного шва немного более жидким и, следовательно, лучше течет.
Процессы сварки нержавеющей стали
Нержавеющую сталь можно сваривать с помощью сварочного аппарата Tig, Mig Welder или Stick Welder, поэтому давайте рассмотрим плюсы и минусы каждого из них.
- Сварка TIG — это самый медленный процесс сварки нержавеющей стали, однако в умелых руках он позволяет получить самые красивые сварные швы, а благодаря превосходному контролю деформация может быть лучше уменьшена.
 Нержавеющая сталь сварена TIG с выходом постоянного тока (DC).
Нержавеющая сталь сварена TIG с выходом постоянного тока (DC).
Pro = контроль/качество
Con = медленный - Сварка MIG — это самый быстрый и, пожалуй, самый простой процесс сварки нержавеющей стали, который идеально подходит для производственных условий. Сварные швы вряд ли будут произведениями искусства, но если это не важно, Миг — хороший вариант для большинства операторов.
Pro = Быстрее и не сложнее, чем сварка мягкой стали методом Mig, никаких модификаций машины не требуется, достаточно катушки с проволокой из нержавеющей стали и газа аргона/углекислого газа.
Con = Не подходит для декоративных сварных швов. Ограниченный контроль искажений. - Сварка электродом – сварка нержавеющей стали с помощью аппарата для сварки электродом так же проста, как и малоуглеродистая сталь; во всяком случае, немного легче, так как удилища имеют тенденцию двигаться с приятной мягкой, плавной дугой. Единственное, на что стоит обратить внимание, так это на шлак! Он имеет тенденцию отлетать сам по себе и имеет неприятную привычку попадать вам в глаза.