Какие шлифовальные круги бывают – Шлифовальные круги – как выбрать нужное вам изделие + Видео
alexxlab | 02.09.2019 | 0 | Разное
Виды и особенности шлифовальных кругов. Цена абразивного круга.
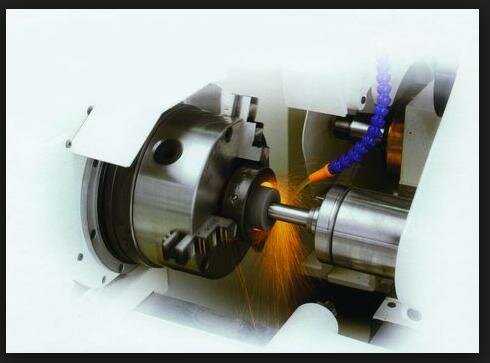
Заточка режущего инструмента и поддержание его в рабочем состоянии является необходимым условием для качественной обработки различных деталей. Производительность данной операции во многом зависит от правильности выбора подходящих шлифовальных кругов. Подбирать подобные изделия необходимо с учетом материала, применяемого для его изготовления, структуры и химического состава обрабатываемой заготовки. Кроме того, следует обращать внимание на степень шероховатости поверхности, а также назначение и конструкцию заточного станка.
Цена шлифовального круга
К примеру, цена на шлифовальный круг в компании «Эскада» зависит от таких факторов, как:
- Режим заточки;
- Степень твердости;
- Размер и форма;
- Тип связки;
- Класс точности;
- Зернистость используемого абразивного материала.
Чем больше диаметр шлифовального круга, тем выше производительность осуществляемых с его помощью операций. Такие режущие инструменты часто применяются при полировании и шлифовании поверхностей заготовок, изготовленных из металла, камня, фарфора, стекла или дерева. В последнее время они широко используются ювелирами для производства, огранки и финишной обработки всевозможных украшений и драгоценностей.
Применение шлифовальных кругов делает деталь более гладкой и привлекательной. Без такого режущего инструмента практически невозможно реализовать задачу сглаживания неровностей и очистке металлических заготовок от ржавчины. При помощи специальных съемных насадок можно создавать выемки и пазы разных размеров и формы.
Виды абразивных кругов
 Шлифовальные круги с кольцевым или прямым профилем часто используются в быту, при проведении обдирочных работ, а также в малых станках для шлифовки металлов. Наиболее распространены конические модели таких инструментов, отличающиеся универсальностью, что позволяет применять их для обработки любых поверхностей. Рабочая часть изделия может быть выполнен из электрокорунда, карбида кремния, керамики, оксида алюминия, эльбора или иметь особое алмазное покрытие.
Шлифовальные круги с кольцевым или прямым профилем часто используются в быту, при проведении обдирочных работ, а также в малых станках для шлифовки металлов. Наиболее распространены конические модели таких инструментов, отличающиеся универсальностью, что позволяет применять их для обработки любых поверхностей. Рабочая часть изделия может быть выполнен из электрокорунда, карбида кремния, керамики, оксида алюминия, эльбора или иметь особое алмазное покрытие.
В настоящее время выделяют шлифовальные круги на бакелитовой или вулканитовой связке. В первом случае изделие изготавливается с использованием специального связующего компонента – искусственной смолы, придающей инструменту эластичность и упругость. Однако, за счет улучшения этих характеристик значительно снижается уровень износостойкости по причине слабого закрепления абразивных зерен.
Для производства шлифовальных кругов на вулканитовой основе применяется термообработанный синтетический каучук. Их стоимость превышает цену других моделей, но это объясняется устойчивостью к износу и более высоким качеством абразивной обработки.
Выбор диаметра изделия зависит от количества оборотов шпинделя на используемом заточном станке, а также от его способности обеспечить необходимую скорость резания. Некоторые шлифовальные круги обладают свойством самозатачиваемости, что позволяет восстанавливать или удалять затупившиеся зерна.
www.ltbstroy.ru
Какие бывают отрезные и шлифовальные круги?
Какие диски нужны для болгарки? Уверенны, Вас, как и многих других покупателей волнует этот вопрос. В среде профессионалов до сих пор нет единого мнения насчет целесообразности применения того или иного инструмента и насадки при работе с деревом, камнем, металлом и бетоном. Достаточно знать кардинальные отличия в конструкции и рекомендации производителя, которые помогут выбрать нужный зачистной или отрезной диск. Отталкиваясь от них, мы расскажем Вам, какие виды шлифовальных дисков лучше подойдут для конкретного вида работ.
КАКИЕ ДИСКИ НА БОЛГАРКУ ВСТРЕЧАЮТСЯ В ПРОДАЖЕ?
Современный рынок расходных материалов ломится от обилия как самих угловых шлифмашинок (УШМ), так и насадок для них.
ПКФ «Комплект» официально представляет компанию KLINGSPOR на юге Украины. Данная организация стояла у истоков серийного производства абразивных материалов, способствовала развитию их производства и стандартизации. KLINGSPOR были инициатором создания OSA – Организации по безопасности абразивных материалов. Деятельность OSA направлена на объединение опыта производителей с целью улучшения качества продукции и совершенствования абразивного инструмента в плане безопасности и эффективности работы. Продукция KLINGSPOR стандартизирована по системе ГОСТ и EN, которые определяют типоразмеры шлифовальных кругов, состав вяжущего вещества, зернистость абразивных включений и т.п.
ДИСКИ ОТРЕЗНЫЕ
АБРАЗИВНЫЕ ОТРЕЗНЫЕ ДИСКИ

Круги данного типа сформированы из как минимум двух слоев стекловолоконной сетки, поверх которой нанесена масса из абразивных материалов. Бывают плоскими и вогнутыми.
Такие диски пригодны для работы практически до полного стачивания диска. Применяются для резки черных и цветных металлов, а также их сплавов. Могут использоваться в качестве насадки для болгарки по дереву и резать брус небольшой толщины, но малопригодны для этого, так как вязнут в нем из-за смолы. Абразивные диски совершенно непригодны для резки твердых металлов и камня, из строительных материалов вполне могут разрезать хрупкие известковые породы.
АЛМАЗНЫЕ ДИСКИ

Данные отрезные диски на болгарку изготавливаются из металла. Материалом основы служит высокоуглеродистая сталь с добавлением легирующих компонентов. Металл имеет малый коэффициент температурного расширения, чтобы разогретый от трения инструмент не клинило при резке.
Режущая часть содержит абразивные включения. В алмазных дисках кромка формируется методом порошкового напыления абразива. Круги для работы по дереву имеют напыление из карбидного порошка.
Предназначены для резки заготовок и изделий из пластика, металла, камня и кремния. Имеют ряд характерных особенностей:
- это диски с обоюдоострой заточкой;
- кромка выполняется сплошной, сегментированной или с «турбо-сегментом» (универсальны для сухой и влажной резки).
Куда какой устанавливать?
Отрезной круг для ручной УШМ подбирается с диаметром в пределах от 115 до 250 мм. Более крупные диски устанавливаются только на стационарные турборезы, которыми рассекают бетон, асфальт, натуральный камень и керамику.
Различают сухую и влажную резку. Первый вариант подходит для более грубой работы. На сухую разрезают кирпич, бетон, камень, дерево, черные и цветные металлы. Для сухой резки берут сегментированные круги.
Влажная резка рекомендована при прохождении твердых, но хрупких материалов: минералов на основе оксида кремния, керамики, стекла, керамогранита. Подача воды в область реза позволяет одновременно шлифовать кромку, получать аккуратные грани без сколов. Когда выполняется раскрой элементов декора из стекла и керамики влажная резка всегда предпочтительнее. Для неё походят сплошные алмазные круги.
Диск с «турбо-сегментом» универсален для сухой и влажной резки. Также он стоит дешевле, чем сплошной, но не стоит считать его равноценной заменой. Форма разреза при его применении все равно отличается и приспособлен он для более долгой непрерывной резки. Поэтому подойдет скорее алмазный диск по бетону (для штробления).
ШЛИФОВАЛЬНЫЕ И ЗАТОЧНЫЕ КРУГИ
Применяется для шлифовки торцов, граней и сглаживания ребер. Рабочая поверхность параллельна продольной оси шлифмашинки, плоская или слегка выпуклая.
КРУГИ САМОЗАЦЕПЛЯЕМЫЕ

По сути это разновидность шлифшкурки в форме круга. Основой служит бумага с напылением из микрофибр, а в качестве абразива применяется электрокорунд (огнеупорный и хим.стойкий сверхтвёрдый материал). Наждачное плотно крепится на специальную насадку плоской либо выгнутой формы. Кроме электрической УШМ в качестве инструмента для шлифовки дерева часто используют пневматическую.
Во втором случае идет речь о шлифовальных наждачных кругах с перфорацией. Такие применяются для шлифовки дерева, натурального и искусственного камня, гипса, очистки металла от ржавчины. В первом пластина имеет концентрические прорези в центре. Такой диск зацепляется на выгнутую подставку из пластика, армированного стекловолокном.
АЛМАЗНЫЕ ДИСКИ (ДЛЯ ЗАТОЧКИ)

Эти диски применяются главным образом в сборочных и ремонтных мастерских, машиностроительных цехах. Используются для обработки всех видов стали, а также легированных сплавов. Встречаются алмазные заточные диски с прямоугольным, трапециевидным, тарельчатым и чашеобразным сечением. Тело диска выполнено из твердой стали, напыление режущего абразива есть только на периферии.
ЛЕПЕСТКОВЫЕ КРУГИ

Лепестковые (торцевые) круги необходимы для торцовки концов и сторон изделия, зачистки канавок и выточек. Диск имеет прямоугольную или чуть изогнутую форму при виде сбоку. Торцевые насадки широко распространены как зачистные круги по металлу. Они встречаются в автомастерских (кузовной ремонт), строительстве, металлообработке, изготовлении ванн, бассейнов и искусственных водоемов.
У диска бакелитовая основа. Поверх неё крепятся лепестки из жесткого войлока либо армированной х/б ткани. Лепестки уложены внахлест и под углом, как крыльчатка колеса турбины. Такая конструкция снижает трение и способствует более интенсивному снятию материала. Приятно радует то, что такой диск будет служить вплоть до полного износа лепестков.
ЗАМЕЧАНИЯ И РЕКОМЕНДАЦИИ ПО ПОВОДУ ИСПОЛЬЗОВАНИЯ УШМ И РАЗЛИЧНЫХ ТИПОВ НАСАДОК
Вот несколько ответов на часто возникающие у потребителя вопросы:
В каком направлении должна крутиться болгарка? Есть ли модели с направлением вращения от человека?
– Шпиндель болгарки всегда вращается в одну сторону. Диск вращается от резчика, если тыльная сторона инструмента смотрит вправо. Можно переставить накручивающуюся ручку на другую сторону УШМ и тогда направление вращения поменяется, шлифовальный круг будет «накатываться» на рабочего. Безопасным принято считать первый вариант, при этом диск нужно вести от себя.
Какой стороной ставить диск на болгарку?
– Прямоугольные шлифовальные и отрезные пластины ставятся этикеткой наружу. Тарельчатые диски ставятся широкой стороной наружу.
Каким диском резать металл болгаркой?
– Черные и легированные стали разрезаются бакелитовыми кругами. Для работы с молибденовыми, титановыми и вольфрамовыми сплавами рекомендуем брать алмазные диски.
Чем отшлифовать пол?
– Шлифовку деревянного настила из досок, ОСБ, ДВП и МДФ делают самозацепляемыми кругами. Бетонные полы – лепестковыми.
Дополнительную консультацию по выбору шлифовальных дисков Вам представят консультанты интернет-магазина «Комплект». Обращайтесь в отделы продаж, если у Вас возникли еще вопросы, мы с радостью Вам поможем.
www.komplekt.ua
инженер поможет – Шлифовальный круг для круглошлифовального станка
Если у вас на шлифовальном круге написано 1A1 250x40x34 24А F30 L 5 V 35 Б 3, то думаю после прочтения сами сможете с легкостью расшифровать
Формы шлифовально круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Для круглого шлифования круг должен иметь профиль А1А или 1V1. На советских кругах было обозначение ПП или 1.
Геометрия шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
250-это диаметр шлифовального круга
40- это толщина шлифовального круга
34-диаметр отверстия в шлифовальном круге
Абразив и зерно шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Все шлифовальные круги состоят из двух основных компонентов – это шлифовальные зерна, которые собственно режут и связка, скрепляющая и удерживающая их в процессе резания. Соотношение зерна к свободному пространству и связки в круге характеризует структуру шлифовального круга.
Идеальный абразив должен оставаться острым имея минимальное число острых кромок, а при затуплении абразив шлифовального круга должен скалыватся, обновляя свежие режущие кромки.
Оксид алюминия – этот абразив используется для шлифования углеродистой стали и сплавов, быстрорежущей стали, отожженного ковкого чугуна, изделий из кованного железа, бронзы. Бывает белый – 22А, 23А,24А, 25А (чем больше число, тем выше качество) и нормальный – 12А,13А, 14А, 15А, 16А; хромистый – 32А, 33А, 34А; титанистый – 37А. У иностранных производителей шлифовальных кругов обозначение следующее
А коричневый оксид алюминия, WA белый оксид алюминия
WAB белый оксид алюминия + голубая связка
WA белый оксид алюминия + специальная связка
WAR белый оксид алюминия + красная связка
WAY белый оксид алюминия + желтая связка
PA розовый оксид алюминия
RA рубиновый оксид алюминия
DA белый и коричневый оксид алюминия
SA полуломкий оксид алюминия
HA монокристаллический оксид алюминия
С черный карбид кремния
Циркониевый оксид алюминия – этот абразив используется для шлифования при черновом шлифовании, обозначается 38А или Z.
Карбид кремния – этот абразив используется для шлифования серого и отбеленного чугуна, мягкой бронзы, латуни и алюминия и неметаллических материалов, обозначается 64С-62С или GC.
Керамический оксид алюминия – этот абразив используется для прецизионного шлифования труднообрабатываемых сталей и сплавов, обозначается AS1-5, чем выше число тем больше содержание оксида алюминия, например 1-это 10%.
Размер зерна – это количество линейно расположенных отверстий на одном дюйме сита, используемого для окончательного рассева зерна. Чем больше размер зерен, тем грубее зерно. Чем меньше размер зерен, тем больше круг подходит для чистового шлифования.
Размер зерна шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Крупное от 8 до 24 (F 180-80)
Среднее от 30 до 60 (F 56-24)
Мелкое от 80 до 180 (F 24-12)
Очень мелкое от 220 до 600 (F 10-4)
Твердость шлифовальных кругов
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Твердость связки измеряется в степени твердости шлифовального круга. Например, связка имеет твердую степень в случае если скрепление связкой абразивных зерен шлифовального круга очень сильное, и она хорошо удерживает зерна от вырывания под действием сил резания при шлифовании. И наоборот, связка имеет мягкую степень если достаточно приложения малой силы для вырывания зерен из круга.
Твердые круги применяются для работ для обработки с небольшой площадью контакта. Мягкие шлифовальные круги используются для быстрого и грубого съема материала, и для обработки твердых материалов.
| Наименование | Обозначение по ГОСТ 19202-80 | Обозначение по ГОСТ Р 52587-2006 |
| Весьма мягкий | ВМ1, ВМ2 | F, G |
| Мягкий | М1, М2, М3 | H, I, J |
| Среднемягкий | СМ1, СМ2 | K, L |
| Средний | С1, С2 | M, N |
| Среднетвердый | СТ1, СТ2, СТ3 | O, P, Q |
| Твердый | Т1, Т2 | R, S |
| Весьма твердый | ВТ | T, U |
| Чрезвычайно твердый | ЧТ | V, W, X, Y, Z |
Структура шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Под структурой инструмента обычно понимается процентное соотношение объема абразивного материала в единице объема инструмента. Чем больше абразивного зерна в единице объема круга, тем плотнее структура инструмента. Структура абразивного инструмента влияет на величину свободного пространства между зернами.
| Структура | Обозначение |
| Плотная | 1, 2, 3, 4 |
| Средняя | 5, 6, 7 |
| Открытая | 8, 9, 10 |
| Высокопористая | 11, 12 |
Связка шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Связка в шлифовальном круге предназначена для удержания абразивных зерен вместе и должна способствовать процессу самозатачивания зерен.
Выбор типа связки шлифовального круга влияет на скорость обработки, ее вид и точность.
Керамическая связка изготавливается из неорганических веществ – глины, кварца, полевого шпата и ряда других путем их измельчения и смешивания в определенных пропорциях. Маркировка шлифовальных кругов с керамической связкой содержит букву (V). Старое обозначение – (К)
Керамическая связка придает абразивному инструменту жесткость, теплостойкость, устойчивость формы, но одновременно и повышенную хрупкость, вследствие чего круги с керамической связкой нежелательно применять при ударной нагрузке, например при обдирочном шлифовании.
Бакелитовая связка в основном состоит из искусственной смолы – бакелита. Маркировка кругов с бакелитом имеет в обозначении латинскую букву (B). Старое обозначение – (Б). В сравнении с керамической, круги с бакелитовая связкой обладают большей упругостью и эластичностью, меньше нагревают обрабатываемый металл, однако имеют меньшую химическую и температурную стойкость.
Бакелитовая связка может быть с упрочняющими элементами (BF, старое обозначение – БУ), с графитовым наполнителем (B4, старое обозначение – Б4).
Вулканитовая связка – это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение – (В)

Класс точности шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Точность размеров и геометрической формы абразивных инструментов обусловливается тремя классами АА, А и Б. Для менее ответственных операций абразивной обработки применяют инструмент класса Б. Более точным и качественным является инструмент класса А. Для работы в автоматических линиях, на высокоточных и многокруговых станках применяется высокоточный инструмент АА. Он отличается более высокой точностью геометрических параметров, однородностью зернового состава, уравновешенностью абразивной массы, изготовляется из лучших сортов шлифовальных материалов.
Зернистость шлифовального круга
Зернистость шлифовального круга влияет на качество получаемой поверхностипри шлифовании поверхности, например чем мельче зерно круга, тем выше класс шероховатости поверхности.
Зернистость шлифовального круга выбирают в зависимости от типа шлифовальной операции: черновой, получистовой или чистовой, а также необходимых требований к чистоте и точности обработки. При операции чернового шлифования используют круги, изготовленные из более крупных зерен, чем при чистовом. Высокие требования к чистоте полученной поверхности и точности обработки в большинстве случаев обеспечиваются путем применения кругов с более мелким зерном. Закаленные детали и твердые сплавы шлифуют более мелкозернистыми кругами, чем незакаленные. Для шлифования деталей из материалов, склонных к большему засаливанию ( латунь, медь и многоие др.), используют круги с более крупным зерном. При больших контактных поверхностях шлифовального круга с обрабатываемой деталью ( например шлифование торцом круга) применяют круги с более крупным зерном.
Зернистость шлифовального круга характеризует размеры зерен круга в поперечнике. От величины зерен зависят чистота поверхности и точность обработки; определяется зернистость просеиванием абразивных зерен через ряд сит с различным числом отверстий.
Зернистость шлифовальных кругов выбирают в зависимости от вида выполняемой работы и требований к шероховатости обрабатываемой поверхности.
Зернистость шлифовального круга оказывает влияние на качество шлифуемой поверхности; чем мельче зерно круга, тем более чистой получается поверхность. Зернистость шлифовальных кругов характеризуется размером его абразивных зерен и обозначается соответствующим номером.
Класс неуравновешенности шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Класс неуравновешенности шлифовального круга характеризует неуравновешенность массы круга, которая зависит от точности геометрической формы, равномерности размешивания абразивной массы, качества прессования и термообработки инструмента в процессе его изготовления. Установлено четыре класса допускаемой неуравновешенности массы кругов (1, 2, 3, 4). Классы неуравновешенности не имеют отношения к точности балансировки кругов в сборе с фланцами перед установкой их на круглошлифовальный станок.
engcrafts.com