Какие сварочные швы бывают: Виды сварочных швов и способы нанесения
alexxlab | 01.05.2023 | 0 | Разное
Какие бывают сварные швы
Участок металлической структуры, в которой объединяются разные детали при эксплуатации сварки, называется сварочным соединением. Сварные швы могут быть различными по прочности. Сварочное соединение может включать в себя один сварной шов. Это место термического воздействия на точку соединения металлов. В результате такого воздействия металл расплавляется, а при остывании кристаллизуется. Во многом на качество шва влияет характеристика металла в точке термического воздействия.
Классификация сварных швов.
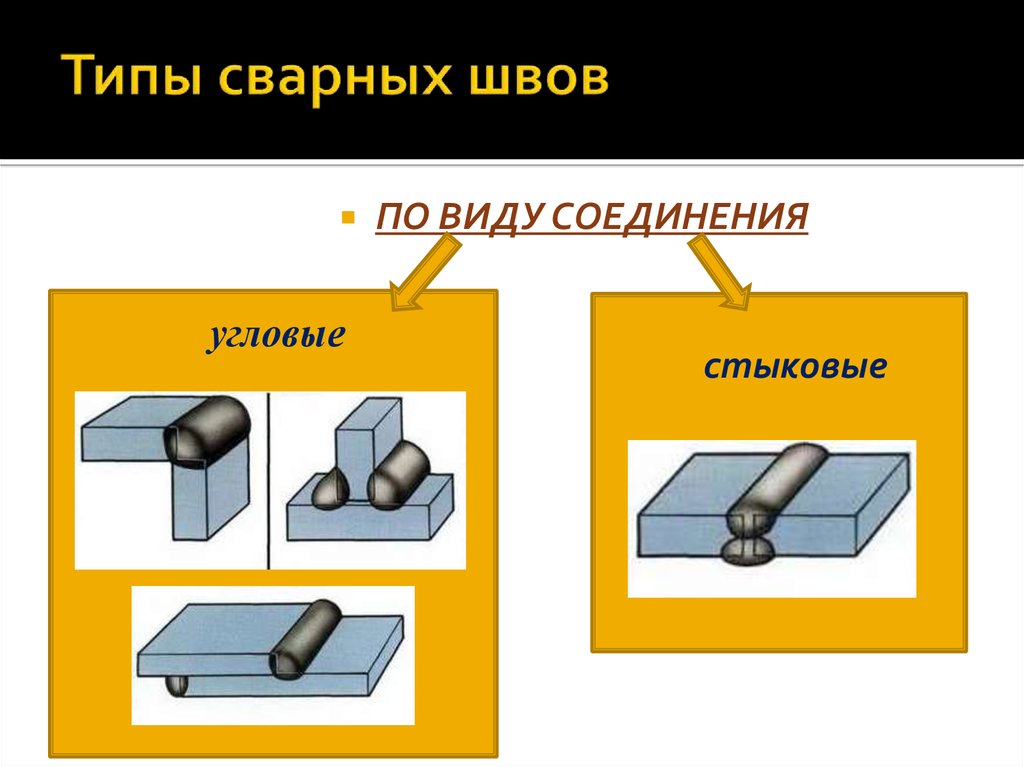
Разновидность сварных точек по типу соединения
Швы стыковые используются в стыковых соединениях. Выполняются они неотрывными. Отличием являются действия по подготовке плоскости в торце сечения и элементов, подготавливаемых к контакту. Благодаря этому открывается полный доступ к месту сварки и обеспечивается максимально эффективное проваривание плоскостей на всю толщину.
Среди стыковых швов можно различить разные виды:
Схема заполнения стыковых швов.
- Односторонние и двухсторонние без распилки краев.
- С односторонней или двухсторонней распилкой одного из краев.
- С односторонней распилкой обоих краев.
- Распилкой V или X-вида.
- Двухсторонней распилкой обоих краев.
Угловой тип соединений применяют, когда нужна сварка угловых швов. В изготовлении таких соединений используются угловые швы. Разделить их можно по беспрерывности и по зазору.
Дополнить вышеуказанные виды можно еще разновидностью, относящейся и к стыковым, и к угловым. Таковыми служат пробочные и прорезные разновидности. Прорезной тип используется, когда нужно верхний пласт, а возможно, и нижележащие, проплавить до основного элемента. В контакте утолщенных пластов прорезные швы и соединения выполняются по изготовленным жерлам. В таком виде они будут называться “пробочными” или в случае дуговой сварки «электрозаклепкой».
Вернуться к оглавлению
Различные виды сварочных швов
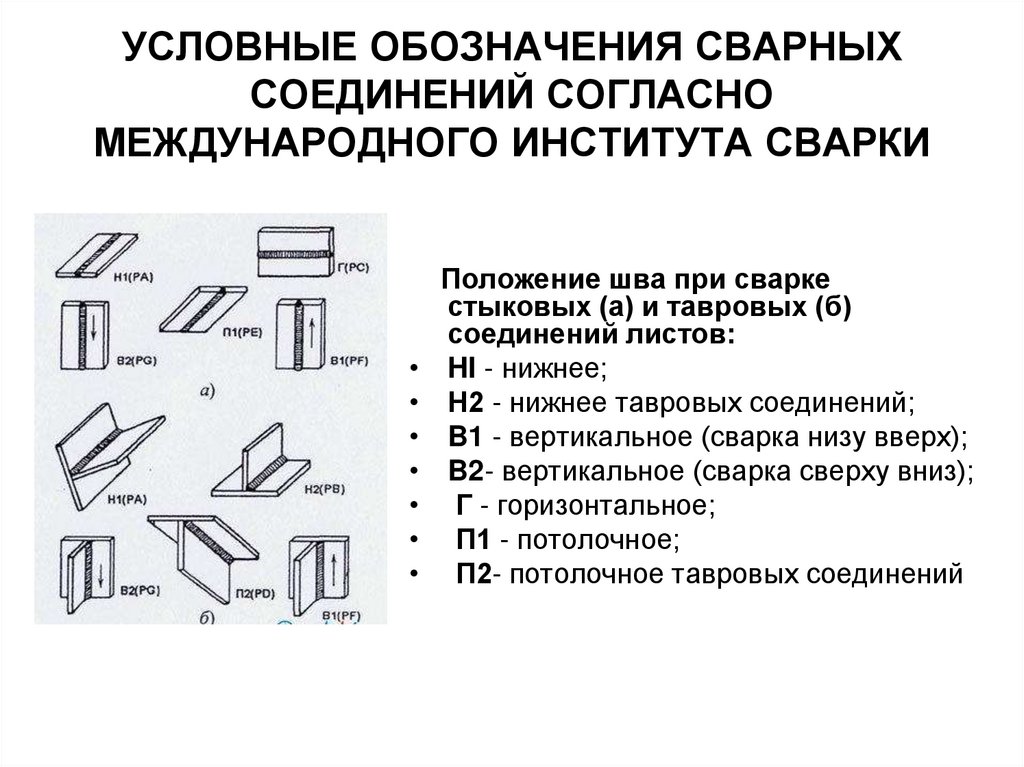
Различия сварки и виды сварочных швов по пребыванию в пространстве:
- сварка горизонтальных швов;
- сварка потолочных швов;
- нижние швы.
Применяется при сварочных работах, находящихся снизу на ровной плоскости. Они технически простейшие по исполнению. Высокая прочность стыков объясняется удобными условиями, в которых растопленный металл под своим весом устремляется в сварную ванну, которая расположена горизонтально. Эта работа самая легкая в исполнении и за ней легко уследить. В нахлесточных структурах угольные в нижней позиции выполняются непрерывными, без производства поперечных колебаний.
Сварка горизонтальных и потолочных швов.
Горизонтальные сварные швы. Ход сваривания горизонтальных точек связан с некоторыми трудностями. В ходе сваривания поперечным швом на вертикальной поверхности расплавленный металл может стекать на нижний край. Как следствие на верхнем краю может появиться подрез. Использование этого способа в сваривании угольных точек, производимых в горизонтальном расположении, довольно простое и не вызывает каких-либо затруднений. Сама работа похожа на сварочные работы в нижнем расположении и зависит от требуемого шва.
Вертикальные сварочные швы. В сварке вертикально стоящих деталей расположенный снизу металл призван удерживать плавящийся металл сверху, но при этом он получается грубым и в виде чешуи. Значительно сложнее получить качественное соединение при работе, направленной вниз. Сварка вертикальных швов в стоячей плоскости возможна лишь в ориентации снизу вверх и наоборот.
Потолочные швы. Сложнейший по исполнению вид сварных работ. В процессе работы затруднено выделение газов и шлаков, а также сложно расплав удерживать от стекания и добиваться прочности точки. Но несмотря на соблюдение всех техник потолочной сварки, швы все равно уступают по надежности сварочным швам, исполненным в остальных позициях.
Классификация особенностей сварных соединений по очертанию:
- сварка продольных швов;
- создание кольцевых швов.
Схема сварки вертикальных швов.
Для выполнения продольного типа сварочных работ требуется провести доскональную подготовку металла в точке предполагаемой сварки. Поверхности деталей должны быть очищены от заусениц, кромок и неровностей. В работе продольной сварки шов возможен только при полной очистке и обезжиривании требуемых поверхностей.
Поверхности деталей должны быть очищены от заусениц, кромок и неровностей. В работе продольной сварки шов возможен только при полной очистке и обезжиривании требуемых поверхностей.
Кольцевые сварные швы. Сварные работы по окружностям требуют большой аккуратности и точности, тут же необходима калибровка сварочных токов, особенно при работе с малыми диаметрами.
Сварка кольцевых швов различается по очертанию. Они бывают:
- выпуклые;
- вогнутые;
- плоские.
Вернуться к оглавлению
Геометрия сварочных швов
Основными геометрическими параметрами являются: ширина, изогнутость, выпуклость и корень стыка.
Шириной называется зазор между обозримо различными гранями сплавления металлов. Изогнутость – это зазор промеж площади, протекающей по обозримым граням точки сварки и определенного металла в точке предельной вогнутости.
Для измерения выпуклости определяется зазор относительно уровней, протекающий по обозримым граням шва и основного металла в точке предельной выпуклости. Корень – это предельно отдаленная от профильного уровня грань, которая фактически является его обратной стороной.
Корень – это предельно отдаленная от профильного уровня грань, которая фактически является его обратной стороной.
Можно разделить такие швы по размерным нормам:
- катет;
- толщина;
- расчетная высота.
Схема выполнения угловых швов.
В угловом сварном шве для угловой сварки длина от уровня первой свариваемой детали до края шва на следующей детали и есть катет угольного шва. Катет относится к важным характеристикам, которые необходимо соблюдать в ходе сварных работ. При простых угольных соединениях с единым размером катет шва задается размером его краев. В сваривании тавровых конструкций катет имеет фиксированную величину, при этом используют единую размерность материалов. А при применении в сварных работах тавровых конструкций разной размерности он приравнивается к толщине более тонкого металла. Катет должен иметь правильные размеры для достижения максимальной крепости соединения, если пользоваться слишком большим катетом, то возможны сварные дефекты.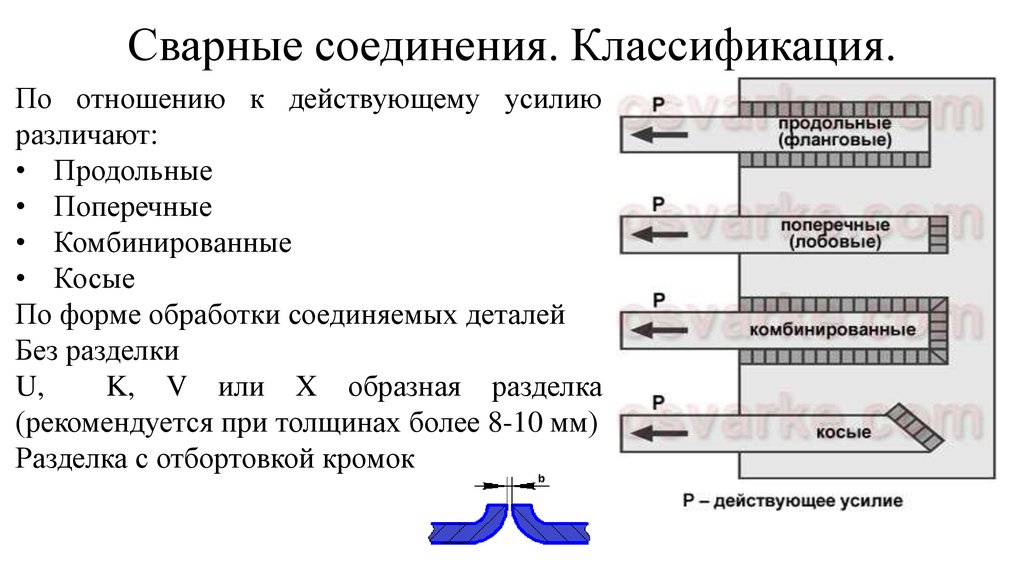
Начинающим можно упростить работу с деталями, расположив их для сварки «в лодочку». При сварке “в лодочку” сокращается вероятность появления подрезов, и замок получится прочнее.
Толщина угольного шва – это предельное удаление от его уровня до контакта предельного проплавления основного металла.
Что нужно помнить при сварке угловых соединений? Для угловых швов благоприятной считается вогнутая форма уровня с плавным переходом к основе. Это связано с проблематичностью проварки в угольных швах корня на всю толщину. В большинстве вариантов катет и толщину замеряют определенными лекалами.
Чтобы получить максимально прочное соединение, нужно ссылаться на множество факторов. Их учитывают при определении типа соединения в зависимости от необходимых характеристик свариваемых изделий.
Вернуться к оглавлению
Нормы использования сварки на величину шва
К главным нормам электросварки следует отнести:
- величину, плотность, полярность и род сварного напряжения;
- напряжение тока электродуги;
- темп сваривания;
- сечение торца проволоки.
Вспомогательными условиями являются:
- содержание и количество электродного нанесения;
- выход электрода, сварной проволоки;
- направленность электрода в ходе сваривания;
- количество и содержание используемого флюса.
Форма, величина и компонентное содержание шва во многом отличается, в зависимости от того, соблюдены ли требуемые условия; но не менее значимой является и правильность выполнения сварных работ.
С увеличением сварного тока растет углубленность провара без смены размера шва. Но в момент усиления дуги его ширина сильно увеличивается и уменьшается углубленность провара. Еще на ширину шва влияет вид инструмента, который используют при производстве таких работ. На “постоянке” ширина шва будет шире, чем при сваривании на “переменке”.
Также его ширина может меняться в зависимости от скорости соединения. Чем быстрее процесс, тем меньше и глубже стяжка. При сокращении размера сечения проволоки усиливается кучность тока в проводе, это приводит к углублению провара и выпуклости шва, при этом он уменьшается.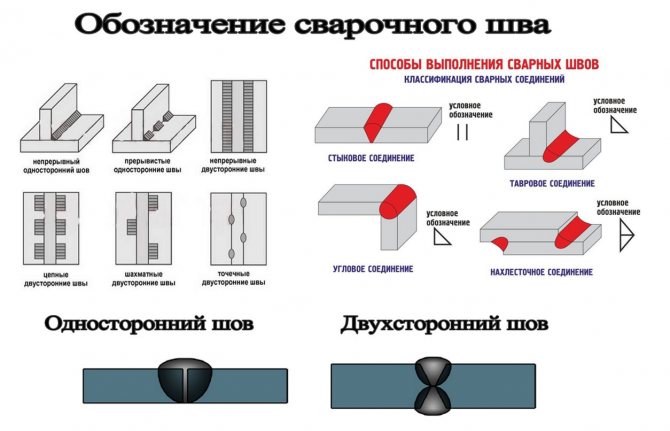
Основные дефекты сварочных швов – разбор причин возникновения
Выделяют 3 основные причины возникновения дефектов:
- Некачественное оборудование.
- Нарушения условий хранения, транспортировки материалов.
- Квалификация сварщика.
Какие действия приводят к ошибкам и что сделать для их устранения? Расскажут специалисты.
Типичные ошибки сварщиков
1. Неправильное зажигание дуги. Эта проблема характерна для начинающих. Возникает при чрезмерном оголении торца электрода на этапе производства. Залипание, удлинение искры приводят к непровару, образованию пор. В таком случае нужно прекратить сварку и зачистить торец зубилом.
2. Неподходящий режим. К главным параметрам относятся: диаметр электрода, сила тока, полярность, напряжение.
К главным параметрам относятся: диаметр электрода, сила тока, полярность, напряжение.
3. Сварка разных марок сталей. Соединение материалов с различным коэффициентом плавления приводит к трещинам.
4. Электроды не обжигались перед применением. Покрытие разрушится от влаги.
5. При работе не учитывается воздействие магнитного поля, которое приводит к отклонению дуги. Для поддержания стабильного пламени, необходимо направлять нижнюю часть электрода в сторону магнитного действия (“сдувания”).
Последствия ошибок
Ошибки при выполнении сварочных швов выражаются в наружных и внутренних дефектах. Первые выявляются после визуального осмотра. Вторые требуют дефектоскопии.
Выпуклость шва
Выпуклые валики на стыковых или угловых соединениях приводят к зашлаковке и непровару между впадинами. Этому способствуют малая скорость сварки, большой ток, манипулирование “дугой назад” при вертикальном положении. Устранить брак можно двигая горелку методом “лестница”. Сварщик должен поддерживать геометрию шва с помощью наклона электрода. Чтобы предотвратить скапливание металла в середине, нужно соблюдать задержку на кромках.
Сварщик должен поддерживать геометрию шва с помощью наклона электрода. Чтобы предотвратить скапливание металла в середине, нужно соблюдать задержку на кромках.
Подрез
Дефект угловых соединений проявляется в виде канавки вдоль шва. Особенно опасно при работе с нержавеющей сталью. К этому приводит неправильное напряжение на дуге, малое расстояние от металла или слишком острый угол. Исправляется ошибка проваркой канавки на малом токе.
Прожог
Причиной свища являются неподходящий диаметр электрода, медленная скорость, зазор между кромками. В результате сварочная ванна утекает образуя перфорацию. Чаще всего подобные дефекты встречаются при сварке алюминия, который обладает низкой температурой плавления.
Усадочная впадина
Возникает при сварке толстых металлов, аустенитных сталей. Сопровождается продольной трещиной. Чтобы предотвратить появление раковин, рекомендуются следующие способы сварки:
- обратноступенчатый;
- с перехватом дуги;
- дуга в дугу.
Поры
Причинами служат некачественная подготовка кромок, влага, масло, сквозняки, несоответствие присадочного материала, сварка длинной дугой, окисления, коррозия. Поры отличаются по размеру и расположению внутри шва. Выявляются радиографическим путем.
Трещины
Бывают горячими и холодными. Первые возникают на этапе затвердевания, вторые – после остывания. Проходят вдоль или поперек шва. Ошибки при сварке труб вызывают растрескивание от использования неправильной присадки (превышение углерода, кремния). Устраняются только полной переделкой, начиная с подготовки кромок.
Попадание шлака в сварочную ванну
Является допустимым при изготовлении неответственных элементов. Неочищенный шлак снижает прочность соединения. Удаляется с помощью обрубочного молотка или проволочной щетки. Перед началом работ сварщик должен убедиться в достаточном зазоре сварочной канавки.
Качество сварочных работ зависит от выбора оборудования, опыта и соблюдения технологии.
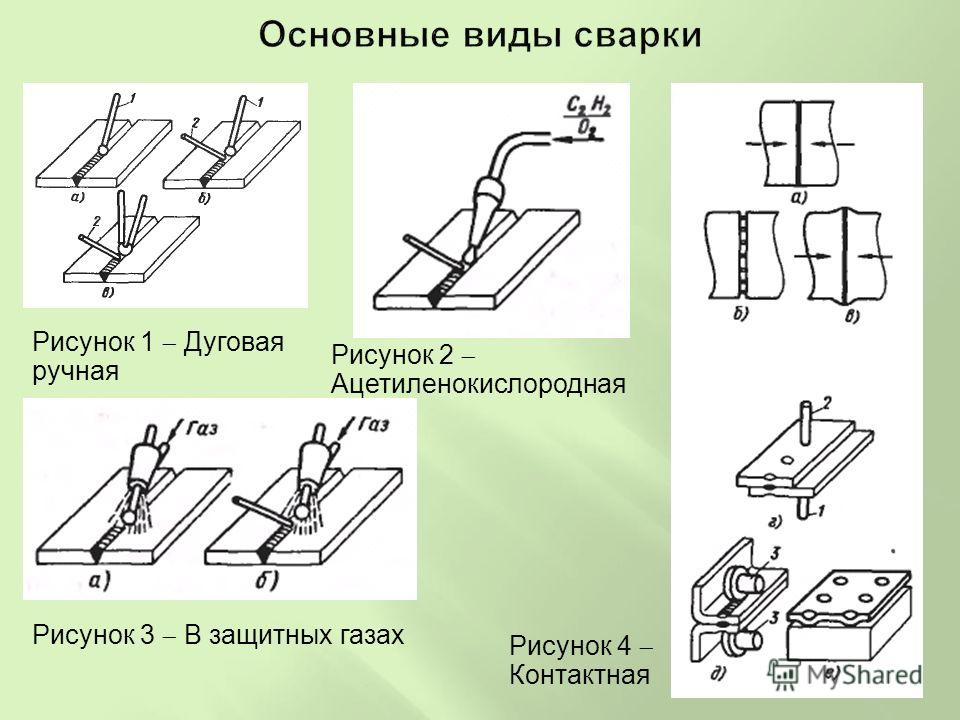
Что такое сварка? Процесс и типы
Сварка – это процесс соединения деталей из металла или сплава путем расплавления участка и наложения его поверх второго куска. Существует несколько различных типов сварных швов, но все они основаны на одном принципе: соединение двух деталей вместе сделает их прочнее, чем если бы они были соединены только за счет адгезии.
Основы сварки
Сварка означает использование тепла для сплавления материалов. Сварочный аппарат необходим, поскольку он передает тепло свариваемым компонентам. Тремя основными частями сварочных аппаратов являются источник энергии, источник питания и сварочный механизм, обеспечивающий их подачу таким образом, чтобы максимизировать производительность при минимальных затратах.
Ключевыми элементами являются температура и время. Чем выше вы поднимаете эти две переменные, тем меньше вам нужно беспокоиться о концентрации или технике как факторах навыков, которые могут помешать слиянию или проникновению. Вы правильно настраиваете свою машину и позволяете ей выполнять свою работу, пока вы готовитесь к своей.
Вы правильно настраиваете свою машину и позволяете ей выполнять свою работу, пока вы готовитесь к своей.
Выбор правильной техники сварки
Помните, что цель — это сплавление. Вы хотите полного проникновения с минимумом суеты. Таким образом, вы будете искать наиболее эффективный способ добраться туда. Точечная сварка, например, является очень распространенным промышленным методом соединения деталей, поскольку она занимает относительно мало времени и может выполняться неквалифицированным рабочим с использованием относительно простого сварочного оборудования. Но его недостаток в том, что он работает только с небольшими компонентами, расположенными близко друг к другу; вы не можете сварить звено цепи с помощью оборудования для точечной сварки, но вы можете сварить его звенья.
Механизмы сварки
Компоненты можно соединять разными способами. Но вам нужно знать разницу между двумя наиболее распространенными типами, электродуговой сваркой и газовой дуговой сваркой.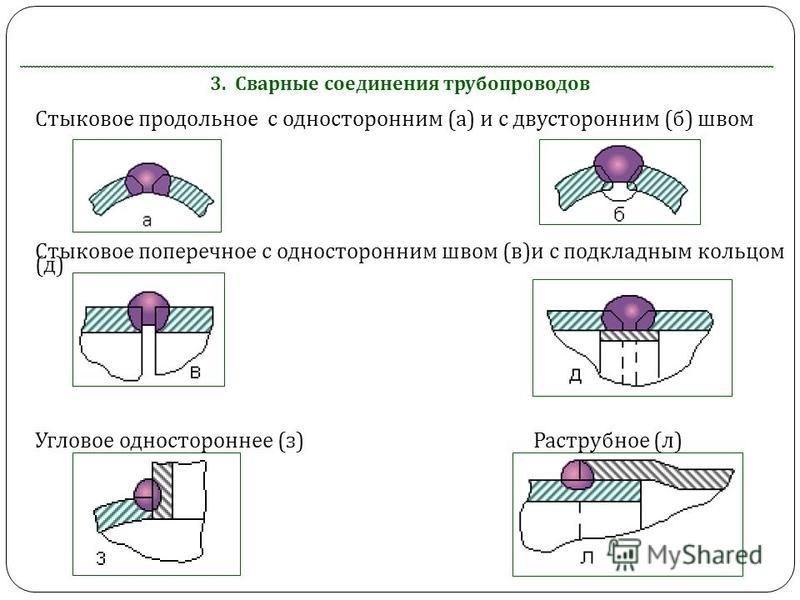 Оба являются дуговыми процессами, поэтому изучение каждого из них в отдельности поможет вам судить и выбирать между ними.
Оба являются дуговыми процессами, поэтому изучение каждого из них в отдельности поможет вам судить и выбирать между ними.
Преимущества сварки:
- Сварка — быстрый и эффективный процесс
- Сварка позволяет изготовить любую металлическую конструкцию
- Экономичный вариант по сравнению с другими методами изготовления
- Его можно легко проверить в целях обеспечения качества
- Более прочный, чем традиционные соединения
- Позволяет использовать различные методы изготовления
- Может использоваться в различных приложениях
Как работает сварка?
Сварка — это осторожное использование тепла для соединения двух разных материалов. Сварка — это процесс, при котором два металла нагреваются вместе, чтобы получить новый металл, который затем используется для соединения двух частей вместе.
Электрическая дуга или газовое пламя используются при сварке для расплавления присадочного металла, соединяемого материала. Если вы хотите сварить, вы должны быть в состоянии удержать пламя от того, чтобы оно не стало слишком большим и не прожигало материал. Точечная сварка осуществляется путем сохранения постоянного расстояния между наконечником сварщика и основным металлом. Вам нужно очень точно контролировать свое пламя и перемещать его по основному материалу.
Если вы хотите сварить, вы должны быть в состоянии удержать пламя от того, чтобы оно не стало слишком большим и не прожигало материал. Точечная сварка осуществляется путем сохранения постоянного расстояния между наконечником сварщика и основным металлом. Вам нужно очень точно контролировать свое пламя и перемещать его по основному материалу.
Типы и процессы сварки
Сварка — это способ соединения двух металлических частей. Сварка — это метод соединения двух деталей путем плавления материала в месте их соединения. Все методы сварки предполагают использование тепла для соединения двух разных материалов.
Некоторые важные и часто используемые процессы и методы сварки включают:
- Сварка в среде инертного газа (MIG) или в среде активного металла (MAG)
- Дуговая сварка защитным металлом (SMAW)
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
- Дуговая сварка металлическим электродом в среде инертного газа (IGMAW)
- Электросварочный аппарат сопротивления (ERW)
- Дуговая сварка с присоединением (AAW)
- Газовая дуговая сварка металлическим электродом (GMAW)
- Дуговая сварка порошковой проволокой (FCAW)
- Дуговая сварка порошковой проволокой (FCAW)
- Дуговая сварка постоянным током (DCAW)
- Газометаллический сварочный аппарат для дуговой сварки вольфрамовым электродом (GMAW)
Сварка MIG — это процесс сварки, в котором используется зональная сварка с газовым обогревом для разрезания металла сварным швом MIG.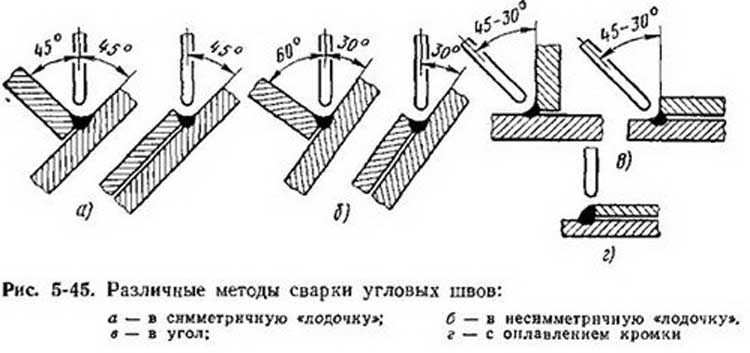 Этот тип сварки часто используется в аэрокосмической и автомобильной промышленности. Это дешевле и эффективнее, чем другие виды сварки, что делает его хорошим выбором для изделий, требующих высокого качества.
Этот тип сварки часто используется в аэрокосмической и автомобильной промышленности. Это дешевле и эффективнее, чем другие виды сварки, что делает его хорошим выбором для изделий, требующих высокого качества.
Один из самых распространенных способов соединения вещей. В этом методе электрический ток проходит через электрод, который нагревается сильнее, чем подложка. Затем электрод прижимается к поверхности, чтобы создать крошечную связь. Как только начинается передача тепла, основной металл быстро плавится и образует лужицу жидкости вокруг проволоки.
Дуговая сварка металлическим газом:Этот способ сварки стал нормой в современном мире. В частности, он оснащен механизмом подачи проволоки, обеспечивающим постоянный поток присадочной проволоки. В этом методе прямо в сварочную ванну помещается проволочный электрод из алюминия, который плавится и вызывает затвердевание металла.
Дуговая сварка с флюсовой проволокой: Во время этой сварки в сварочную ванну добавляется флюс, который охлаждает расплавленный металл. В этом процессе, который осуществляется в контролируемой среде, используются механизмы подачи проволоки с флюсовым покрытием. Расплавленный металл затекает в пространство между присадочной проволокой и трубой, образуя прочный сварной шов.
В этом процессе, который осуществляется в контролируемой среде, используются механизмы подачи проволоки с флюсовым покрытием. Расплавленный металл затекает в пространство между присадочной проволокой и трубой, образуя прочный сварной шов.
В этом методе катушка с присадочной проволокой постоянно продевается через электрод, который не используется. Подача неплавящейся электродной проволоки в сварочную ванну расплавляет металл в ванне, который затем проходит через отверстие горелки в готовое изделие.
Дуговая сварка под флюсом:Электрический ток используется для создания дуги постоянного тока между электродом и основным материалом, который затем сваривается вместе. С помощью электрической дуги материал плавится в ванну с расплавленным металлом, который затем используется для соединения деталей.
Плазменная дуговая сварка: Заряд электричества придает этой сварке мощность. Сварка осуществляется путем создания дуги между пламенем или электродом и соединяемым материалом. Из-за электрического заряда два материала соединятся вместе, образуя прочное соединение. Вы можете сделать это, даже если вы находитесь под водой.
Сварка осуществляется путем создания дуги между пламенем или электродом и соединяемым материалом. Из-за электрического заряда два материала соединятся вместе, образуя прочное соединение. Вы можете сделать это, даже если вы находитесь под водой.
Этот метод сварки широко используется в секторе производства подводных лодок. Во время работы сварщик носит специальный шлем, закрывающий лицо, что позволяет ему оставаться под водой. В дополнение к оборудованию для плазменной дуговой сварки сварщик должен носить защитную сварочную одежду для работы в условиях высокого давления.
Сварочное оборудование Для разных видов сварки требуется разное оборудование. Вам нужен один набор инструментов для сварки стали со сталью, но для сварки алюминия со сталью; вам нужен совсем другой набор. Существует много различного сварочного оборудования, подходящего для широкого спектра материалов, процессов и предпочтений пользователей.
- Расходные материалы (в зависимости от типа сварки)
- Горелки и сварочные электроды
- Сварщик (для рабочих нужд)
- Сварочный аппарат и тележка для цилиндров
- Плазменные резаки
- Сварочные столы
- Коплей Норстар
- Газовые баллоны
- Сварочные пистолеты
- Сварочная проволока
- Регуляторы
- Вольфрам и многое другое.
Сварщики должны использовать на рабочем месте следующее оборудование для обеспечения безопасности:
- Сварочные маски
- Сварочные экраны
- Лицевые щитки
- Сварочные куртки и перчатки.
Другое защитное оборудование потребуется для выполнения различных сварочных работ.
Детали сварных соединений
Сварные соединения являются важной частью любого сварочного процесса и составляют большую часть общего времени сварки. Исходя из различных видов конфигурации соединений, существуют различные виды сварных соединений, в том числе
- Стыковое соединение
- Угловое соединение
- Краевое соединение
- Соединение внахлестку
- Тройник
- Плоский шарнир
- Джип-соединение
- Тройник
- Круговой шарнир
Стыковое соединение представляет собой сварное соединение, в котором концы двух материалов располагаются рядом друг с другом с небольшим или небольшим промежутком между ними. Листы, стержни и трубы могут быть сварены вместе с использованием одной и той же технологии. Особую осторожность следует соблюдать при сварке больших труб с таким соединением.
Листы, стержни и трубы могут быть сварены вместе с использованием одной и той же технологии. Особую осторожность следует соблюдать при сварке больших труб с таким соединением.
В угловом соединении две детали соединяются вместе так, что их углы находятся на одном уровне. Угловые соединения используются при сварке больших участков металла, которые никогда не соприкасаются. Угловые соединения также могут быть сварены под углом 90 градусов, как в случае Т-образного соединения.
Кромочное соединениеКраевое соединение представляет собой сварку, используемую между двумя металлическими частями с сварным швом на их краях (отсюда и название). Он менее распространен, чем другие типы соединений, и может быть установлен, когда детали удерживаются вместе зажимами или клиньями.
Соединение внахлестку Соединение внахлест в основном используется для соединения толстых плоских пластин. Этот тип сварки прочнее, чем стыковое соединение, поскольку детали не нужно приваривать к концам.
В тройнике один кусок металла проходит между двумя другими частями. Этот тип сварки подходит для соединения двух параллельных деталей (часто называемых тавровыми балками), толщина которых превышает длину меньших деталей.
Плоский шарнирПоворачивая две детали друг относительно друга в процессе сварки, сварщики могут создать плоское соединение, что-то вроде стыкового шва. Несмотря на то, что этот сварной шов идеально подходит для соединения тонких пластин, он не так долго прослужит, как другие соединения, потому что тепло, выделяемое трением, ослабляет его.
Координатная сварка Координатная сварка — это тип стыковой сварки, при котором один кусок металла помещается между двумя другими, скрепленными зажимами или клиньями, а затем детали скрепляются сварочными прутьями. Более длинные части обычно обращены друг к другу в этом соединении, но короткие части могут быть наклонены внутрь к центральной оси, чтобы выдержать их вес.
Т-образное соединение в основном используется для соединения труб, в котором одна часть вращается вокруг другой, образуя U-образную форму. Две части остаются на месте во время процесса сварки и не могут вращаться во время процесса сварки.
Круговой шовКруговой шов — это сварной шов, который соединяет куски металла под углом так, чтобы их концы соприкасались. Этот тип сварки создает крошечное пятно, которое следует тщательно осмотреть перед сваркой.
Как стать сварщиком
Сварка является необходимым навыком для выполнения многих задач в нашей повседневной жизни. Это может быть отличным способом повысить ценность вашей жизни и улучшить качество вашей работы. Чтобы стать сварщиком, необходимы базовые знания и навыки. Есть несколько способов стать сварщиком. Доступные варианты можно разделить на разные категории. Первая категория – это профессионалы в области сварки, а вторая – профессиональные курсы по сварке. Третья категория – самообучение или домашнее обучение.
Третья категория – самообучение или домашнее обучение.
Часто задаваемые вопросы о сварке
Почему мы свариваем?
Основная причина, по которой мы свариваем, заключается в том, что люди хотят создавать вещи и ремонтировать их. Люди также хотят строить и делать вещи сами, так как они могут быть экономичными и решать проблемы. Если человек что-то сваривает (электрическую или электронную проводку), то его работа выполнена, потому что человек построил что-то, что должно было быть временным; однако, если человек приваривает сам металл, что произойдет, если сварка выйдет из строя? Это означает, что у человека снова возникнут проблемы с работой, потому что человек не может решить проблему, которую нельзя увидеть.
Как быстро сварщик может сваривать?
Сварщик может сварить до 400 дюймов дюйма за одну минуту. Однако это зависит от того, на каком расстоянии сварщик выполняет сварку. Если сварщик стоит рядом со своим куском металла, он может сварить 200 дюймов на дюйм за одну минуту.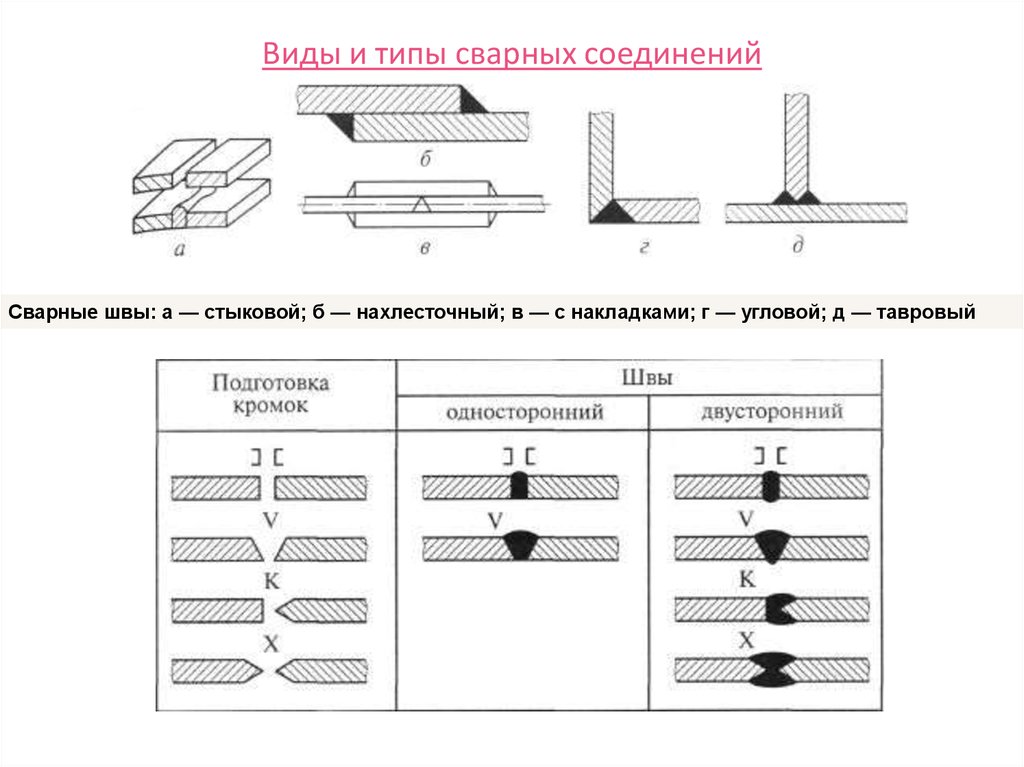 Однако, если сварщик не находится достаточно близко к своей работе, он сможет сваривать только 100 дюймов в минуту.
Однако, если сварщик не находится достаточно близко к своей работе, он сможет сваривать только 100 дюймов в минуту.
Какие работы выполняют сварщики?
Сварщики выполняют множество сварочных работ, например, проектировщики конструкций и трубопроводов, кузнечные рабочие, производители стальных конструкций, монтажники, производители котлов и техники электростанций.
Сколько зарабатывает сварщик в час?
Средняя зарплата сварщика составляет 40 долларов в час. Однако некоторые компании платят сварщикам больше.
Где можно научиться сварке?
Лучший способ стать сварщиком — это поступить в школу сварщиков и пройти профессиональные курсы. В школах сварщиков есть много разных курсов в области сварки, включая резчиков, сварщиков, слесарей-трубопроводчиков и так далее. Многие курсы не связаны со сваркой, например, профессиональная красота лица, компьютерные игры и т. д. Убедитесь, что вы выбрали правильный курс, потому что, если вы этого не сделаете, вы не сможете научиться сварке максимально быстро и эффективно.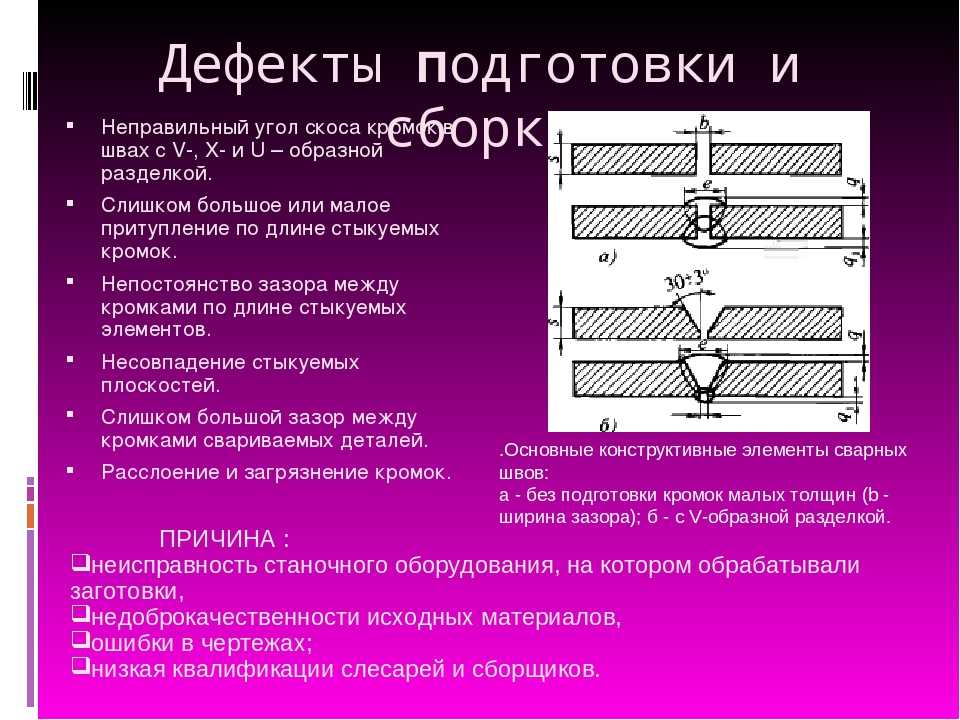
Какие сварочные работы оплачиваются более 100 тысяч в год?
Вакансии сварщиков с оплатой более 100 тысяч долларов в год:
- Мастера по сварке
- Менеджеры по продажам/маркетингу
- Менеджеры по строительству
- Инженеры и руководители проектов
- Инженеры-электрики и электронщики
- Специалисты по бизнес-операциям и другие лица
Какой газ используется при сварке?
При сварке используются различные газы, в зависимости от типа сварного шва и свариваемого материала. Используемый сварочный газ называется ацетилен. Ацетилен является наиболее распространенным газом, используемым при сварке. Существуют различные формы ацетилена, водорода, азота, аргона и кислорода.
Какие работы может выполнять сварщик?
Сварщики могут работать в строительстве, на верфях или даже в компаниях по производству стали. Сварщик должен убедиться, что он может выполнять все виды сварки, которые могут потребоваться в его работе.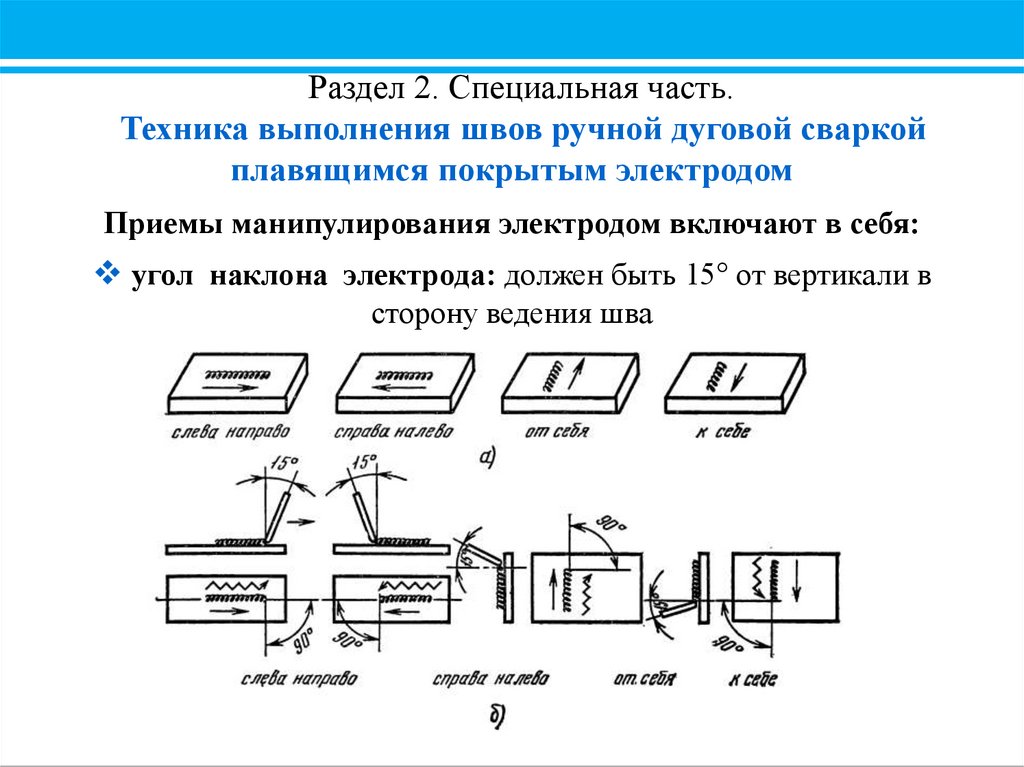 Это означает, что сварщику придется освоить несколько видов сварки, таких как MIG/TIG, электродуговая, трением и газовая (оксиацетиленовая).
Это означает, что сварщику придется освоить несколько видов сварки, таких как MIG/TIG, электродуговая, трением и газовая (оксиацетиленовая).
Поданный в: сварщик тиг дк ак, алюминий к стали, дуговая сварка, Преимущества сварки, Стыковое соединение, Круговой сустав, Угловое соединение, различные виды сварки, Краевой шов, электродуговая сварка, сварочный шлем эсаб, Плоский сустав, Сварка порошковой проволокой, Основы сварки, газовое пламя, дуговая сварка металлическим газом, Как работает сварка, Как стать сварщиком, как научиться сваривать, Джиг сустав, Соединение внахлестку, научиться сваривать, Механизмы сварки, способ соединения, плазменная дуговая сварка, защитная одежда, Правильная техника сварки, спасательное оборудование, Точечная сварка, палочная сварка, тройник, Тройник, Виды сварки, подводная сварка, наконечник сварщика, сварочные зажимы, Сварочное оборудование, сварочный пистолет, сварочные работы, Сварочные швы, вьюрки руководства заварки, сварочный аппарат, Сварочный процесс, сварочные рубашки, сварочные цеха, Что такое сварка, Какой газ используется при сварке
10 типов сварочных процессов с их преимуществами и ограничениями
Сварка построила мир, в котором мы живем, — наши дома, здания, автомобили, мосты и даже космические корабли. Вы интересуетесь сваркой и хотите узнать о ней больше? Хотите узнать о различных процессах сварки? Или что означают сварочные аббревиатуры GMAW, GTAW, SMAW? Вы попали в нужное место.
Вы интересуетесь сваркой и хотите узнать о ней больше? Хотите узнать о различных процессах сварки? Или что означают сварочные аббревиатуры GMAW, GTAW, SMAW? Вы попали в нужное место.
В этой статье давайте обсудим:
(Нажмите на название, чтобы перейти к разделу!)
- Что такое сварка?
- Каковы 4 основных типа сварки?
- Дуговая сварка металлическим газом (GMAW или MIG)
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW или TIG)
- Дуговая сварка в защитном металле
- Дуговая сварка порошковой проволокой
- Какие существуют другие типы сварочных процессов
- Электронно-лучевая и лазерная сварка
- Атомно-водородная сварка
- Термитная сварка
- Дуговая сварка под флюсом (SAW)
- Плазменно-дуговая сварка (PAW)
- Газовая сварка/оксиацетиленовая сварка
- Хотите узнать больше о сварке?
Что такое сварка?
Сварка в своей основной форме представляет собой соединение двух металлов под действием тепла или давления.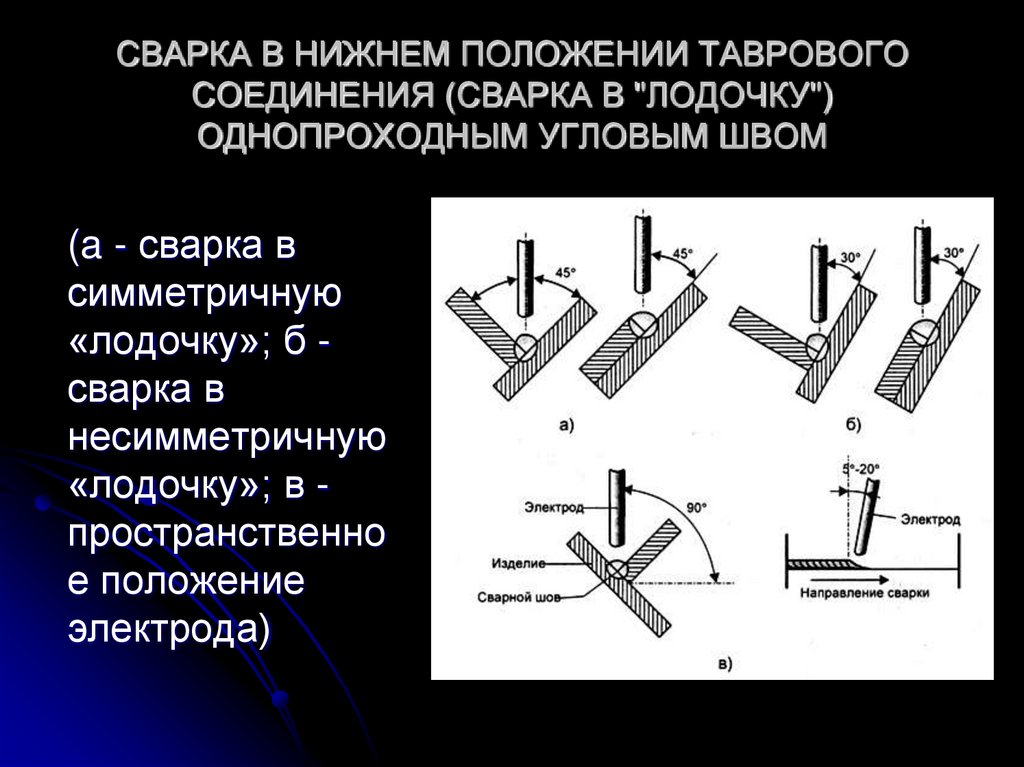 Это древний процесс, восходящий к железному веку. В то время наши предки сковали два металла, используя тепло. Все сварочное оборудование и методы, которые мы видим сегодня, появились во время промышленной революции. С тех пор процесс сварки давно продвинулся вперед. В настоящее время используются различные типы сварочных процессов в зависимости от других факторов. Эти факторы могут принимать форму:
Это древний процесс, восходящий к железному веку. В то время наши предки сковали два металла, используя тепло. Все сварочное оборудование и методы, которые мы видим сегодня, появились во время промышленной революции. С тех пор процесс сварки давно продвинулся вперед. В настоящее время используются различные типы сварочных процессов в зависимости от других факторов. Эти факторы могут принимать форму:
- Тип свариваемого металла – алюминий, медь, сталь и т.д.
- Толщина металла
- Среда сварки (внутри, снаружи, под водой и т. д.)
- Где будет использоваться конечный продукт – больница, автомобильная промышленность, аэрокосмическая промышленность и т. д.
Сварочная промышленность стала еще более захватывающей благодаря переходу на автоматизацию, но это тема для другой статьи.
Каковы 4 основных типа сварки?
Существует много типов сварки в зависимости от того, как вы хотите ее использовать. Но из них четыре широко используются в сварочной промышленности. Это:
Но из них четыре широко используются в сварочной промышленности. Это:
- Дуговая сварка металлическим газом (GMAW или MIG)
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW или TIG)
- Дуговая сварка в защитном металле
- Дуговая сварка порошковой проволокой
Эти виды сварки соединяют две металлические детали с помощью электрической дуги. Эта электрическая дуга образуется между металлической деталью и электродом на пистолете.
Дуговая сварка металлическим газом (GMAW или MIG)
Дуговая сварка металлическим газом (GMAW) также широко известна среди сварщиков как сварка металлическим электродом в среде инертного газа (MIG).
В этом процессе сварки электрод также действует как присадочный металл для создания сварного шва. Он постоянно подается через сварочный пистолет по мере плавления. MIG также использует защитный газ в виде двуокиси углерода, кислорода, гелия или аргона.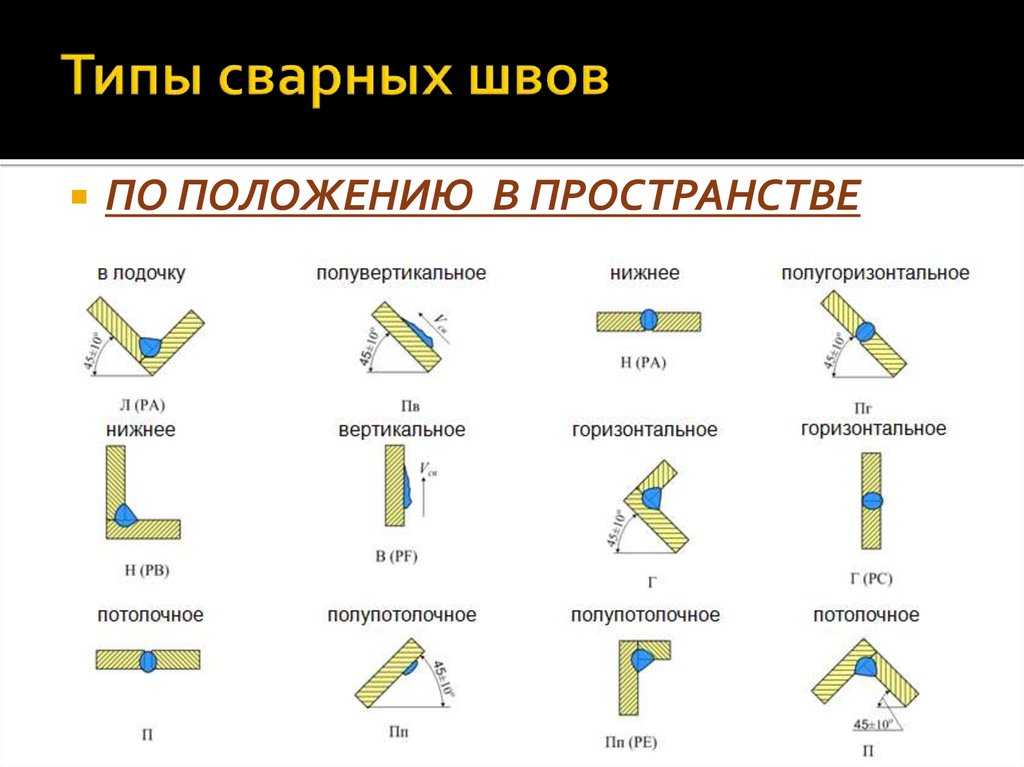 Этот газ, проходящий через сварочную горелку, необходим. Этот газ помогает защитить ванну расплавленного металла от загрязнителей окружающей среды, которые могут повлиять на качество сварного шва.
Этот газ, проходящий через сварочную горелку, необходим. Этот газ помогает защитить ванну расплавленного металла от загрязнителей окружающей среды, которые могут повлиять на качество сварного шва.
GMAW — наиболее доступный для освоения вид сварки. И он часто используется для сварки нержавеющей стали, меди, никеля, углеродистой стали и алюминия. Этот тип сварки также лучше всего подходит для небольших объемов работ, которые обычно используются в средних сварочных предприятиях.
Преимущества дуговой сварки металлическим газом
GMAW популярен и может соединять металлы различной толщины. Это легко узнать и освоить. А компоненты, необходимые для того, чтобы начать сварку, легко доступны на рынке. Кроме того, он используется в средах с низким, средним и большим объемом из-за одной из лучших доступных скоростей осаждения.
Кроме того, дуговая сварка металлическим газом может быть легко автоматизирована с помощью коботов, таких как Cobot Welder от Hirebotics. Сварщик Cobot представляет собой роботизированную руку со сварочной горелкой на конце руки, предназначенную для работы вместе со сварщиками. Его можно развернуть в производственных цехах, чтобы автоматизировать монотонные операции сварки. Это также самый простой для программирования кобот на рынке — вы можете обучить его с помощью приложения для телефона или планшета!
Сварщик Cobot представляет собой роботизированную руку со сварочной горелкой на конце руки, предназначенную для работы вместе со сварщиками. Его можно развернуть в производственных цехах, чтобы автоматизировать монотонные операции сварки. Это также самый простой для программирования кобот на рынке — вы можете обучить его с помощью приложения для телефона или планшета!
Узнайте больше о том, почему коллаборативные роботы меняют сварочную отрасль здесь!
Ограничения дуговой сварки металлическим газом
При использовании GMAW вам всегда понадобится баллон с газом для защиты. И в зависимости от того, какой газ вы используете, это может быть дорого. Позиции, которые вы можете сваривать с помощью стандартного GMAW, также ограничены. Однако различные типы переноса, короткая дуга, распыление, шаровидная дуга и скрытая дуга теперь делают его более универсальным. Кроме того, вы не можете использовать процесс GMAW на открытом воздухе, потому что на него могут отрицательно повлиять стихийные факторы, такие как ветер.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW или TIG)
Из всех методов сварки дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) является наиболее универсальной. В сварочной отрасли этот тип сварки также называют сваркой вольфрамовым электродом в среде инертного газа (TIG)
. Как видно из названия, в этом типе сварки используется вольфрамовый электрод. Этот электрод дает ток сварочной дуге. Как и GMAW, дуговая сварка вольфрамовым электродом использует газовую защиту. Он обычно используется для сварки алюминия и магния. Кроме того, его также можно использовать для сварки металлов, таких как медь, медные сплавы и нержавеющая сталь.
Газовая вольфрамовая дуговая сварка обеспечивает точные и аккуратные сварные швы. Этот процесс сварки нашел применение в таких отраслях, как электроника, аэрокосмическая промышленность, автомобилестроение, ремонт и даже искусство.
Преимущества дуговой сварки вольфрамовым электродом
Сварные швы, выполненные дуговой сваркой вольфрамовым электродом, очень точны и имеют аккуратный внешний вид. Сварные швы имеют превосходный внешний вид по сравнению с другими сварными швами. Вот почему люди, сваривающие видимые сварные швы на продуктах, обращаются к GTAW, потому что это выглядит эстетично. Сварные швы также прочные и качественные. Газовая вольфрамовая дуговая сварка может использоваться для сварки самых разных металлов, что делает этот процесс универсальным.
Сварные швы имеют превосходный внешний вид по сравнению с другими сварными швами. Вот почему люди, сваривающие видимые сварные швы на продуктах, обращаются к GTAW, потому что это выглядит эстетично. Сварные швы также прочные и качественные. Газовая вольфрамовая дуговая сварка может использоваться для сварки самых разных металлов, что делает этот процесс универсальным.
Ограничения дуговой сварки вольфрамовым электродом
Дуговая сварка вольфрамовым электродом представляет собой сложный процесс, требующий большого опыта. Сварщики, использующие этот процесс сварки, используют обе руки. Одной рукой они держат горелку, а другой — присадочный металл.
В большинстве случаев только опытные и образованные сварщики могут справиться с этим типом сварки в производственных условиях. И хотя он обеспечивает прочные сварные швы, вы должны быть уверены, что работаете с чистыми металлами, так как примеси могут привести к более слабым сварным швам. В GTAW вы должны проявлять особую осторожность, чтобы вольфрамовый материал не попадал в расплавленный шов, иначе он может загрязнить сварочную ванну.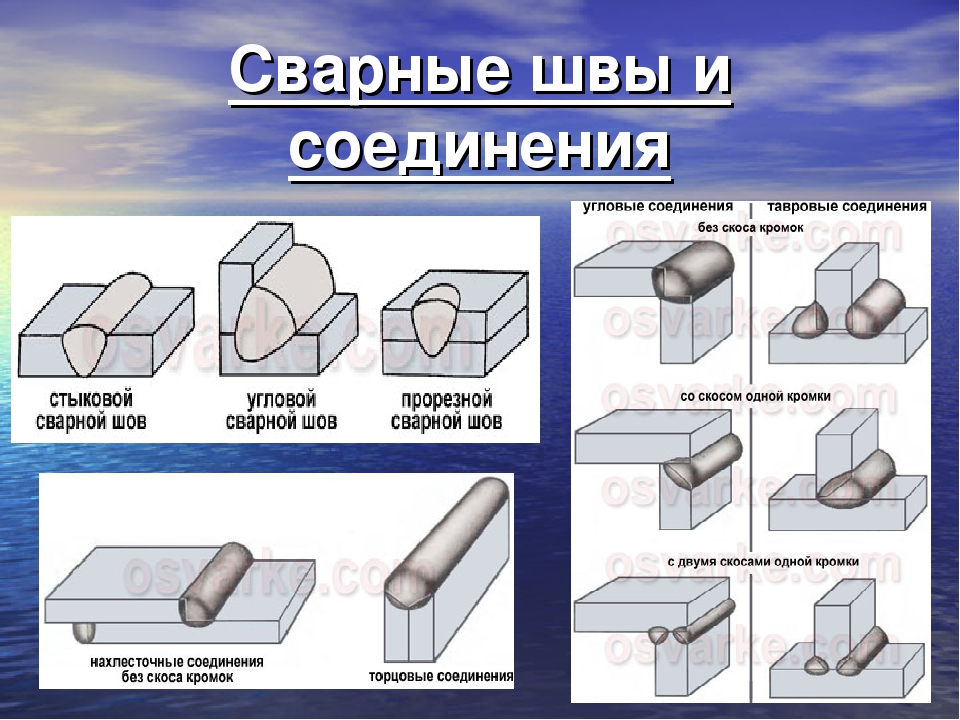
Дуговая сварка в защитном металле (SMAW)
Дуговая сварка в защитном металле (SMAW) также называется дуговой сваркой. Это один из самых ранних разработанных методов сварки, а также один из самых распространенных. В этом типе сварки вы будете использовать защищенный и расходуемый электрод (стержень). Этот стержень плавится в дуге и становится присадочным металлом для соединения двух металлических частей. Когда палочка плавится, она также выделяет газ, который защищает место сварки. Строительство, подводные трубопроводы и промышленное производство используют этот тип сварки. Вы можете использовать этот тип сварки для соединения стали, литья, ковкого чугуна, никеля или меди. Однако он редко используется на алюминии.
Преимущества дуговой сварки в среде защитного газа
В отличие от GMAW и GTAW, этот тип сварки не требует газовой защиты. Он также портативный, так что вы можете сваривать в любом месте. SMAW не требует, чтобы металл был свободен от примесей. Таким образом, вы можете использовать этот тип сварки даже на ржавых материалах. Вы также можете легко заменить стержни, чтобы приспособиться к различным металлам.
Таким образом, вы можете использовать этот тип сварки даже на ржавых материалах. Вы также можете легко заменить стержни, чтобы приспособиться к различным металлам.
Ограничения дуговой сварки защищенным металлом
Этот тип сварки является передовым и требует квалифицированных сварщиков. Он также производит много отходов из используемых материалов, в основном из шлака. Шлак представляет собой остаточный материал, образующийся в верхней части свариваемого металла. Это также медленнее, потому что вам нужно удалять шлак каждый раз, когда стержень готов.
Дуговая сварка порошковой проволокой (FCAW)
Дуговая сварка порошковой проволокой (FCAW) аналогична дуговой сварке металлическим электродом в среде защитного газа, но может выполняться без защитного газа. Отличие заключается в материале электродов. FCAW использует электрод с флюсовой сердцевиной в качестве присадочного материала для сварного шва. Флюс представляет собой смесь силикатного и карбонатного материала.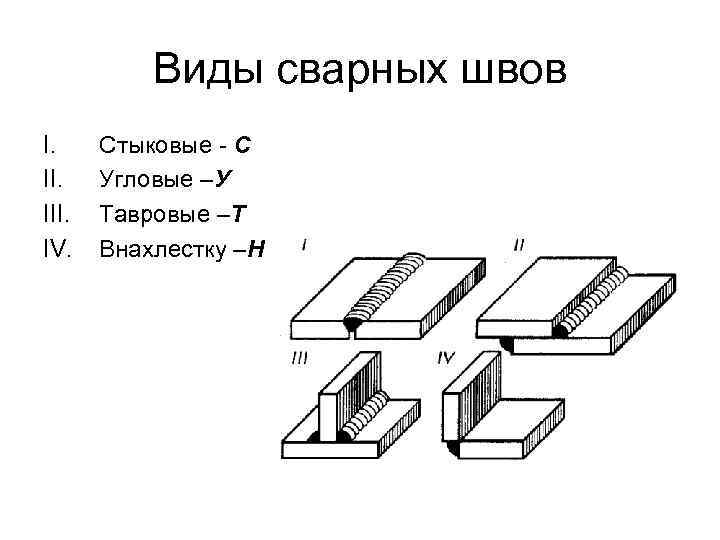 Так как его плотность легче свариваемого материала, он всплывает на поверхность. Флюс защищает свариваемый металл от загрязнений из атмосферы. FCAW обычно используется при строительстве мостов, судостроении и ремонте тяжелого оборудования.
Так как его плотность легче свариваемого материала, он всплывает на поверхность. Флюс защищает свариваемый металл от загрязнений из атмосферы. FCAW обычно используется при строительстве мостов, судостроении и ремонте тяжелого оборудования.
Преимущества дуговой сварки порошковой проволокой
Дуговая сварка порошковой проволокой имеет высокую скорость наплавки. В зависимости от используемого электрода сварщик может наплавить от 3 до 20 фунтов (9 кг) металла. Он также имеет более стабильную дугу по сравнению с другими типами сварочных процессов. В отличие от GMAW, дуговую сварку порошковой проволокой можно использовать на открытом воздухе без газовой защиты. Кроме того, металл не нуждается в предварительной очистке. Вы также можете сваривать в любом положении с помощью этого типа сварки.
Ограничения дуговой сварки порошковой проволокой
FCAW производит больше дыма, чем другие методы сварки. Иногда дым даже канцерогенен. Поэтому, если вы хотите выполнять FCAW в помещении, убедитесь, что помещение хорошо проветривается.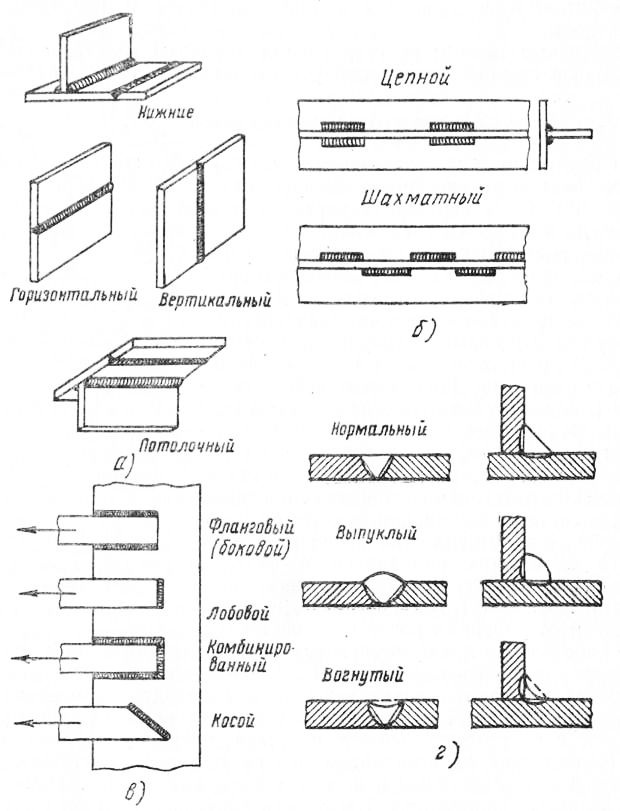 Используемый электрод также дороже. Кроме того, металлы, которые он может сваривать, ограничены углеродистой и нержавеющей сталью, чугуном и сплавами с твердой наплавкой.
Используемый электрод также дороже. Кроме того, металлы, которые он может сваривать, ограничены углеродистой и нержавеющей сталью, чугуном и сплавами с твердой наплавкой.
Какие другие типы сварочных процессов
Четыре, которые мы обсуждали выше, являются наиболее распространенными типами сварочных процессов. Но есть и другие сварочные процессы, которые, хотя и не так распространены, также заслуживают знакомства.
- Электронно-лучевая и лазерная сварка
- Сварка атомным водородом
- Термитная сварка
- Дуговая сварка под флюсом (SAW)
- Плазменно-дуговая сварка (PAW)
- Газовая сварка/оксиацетиленовая сварка
Электронно-лучевая и лазерная сварка
Электронно-лучевая и лазерная сварка — это процесс сварки, при котором два металла сплавляются с использованием луча высокоскоростных электронов или лазера.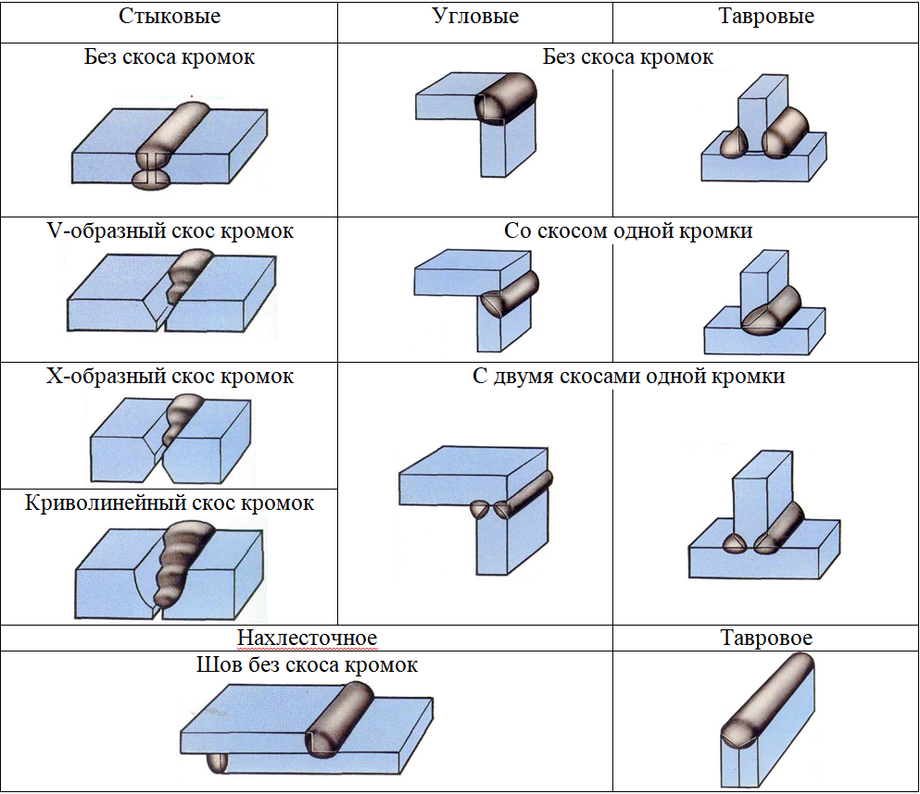 Сварные швы, выполненные этим способом, получаются точными и очень качественными. Однако процесс сварки происходит только в специальной вакуумной атмосфере. Эта вакуумная среда должна гарантировать, что все будет стабильно, чтобы электроны могли выполнять свою работу. Этот тип сварки используется в таких отраслях, как аэрокосмическая промышленность и автомобилестроение.
Сварные швы, выполненные этим способом, получаются точными и очень качественными. Однако процесс сварки происходит только в специальной вакуумной атмосфере. Эта вакуумная среда должна гарантировать, что все будет стабильно, чтобы электроны могли выполнять свою работу. Этот тип сварки используется в таких отраслях, как аэрокосмическая промышленность и автомобилестроение.
Атомно-водородная сварка
Атомно-водородная сварка (AHW) — это тип дуговой сварки. В нем используется дуга между двумя электродами из вольфрама с газообразным водородом. Электрическая дуга между двумя электродами разрушает молекулы водорода. Позже молекулы рекомбинируют и производят очень большое количество тепла. Это тепло облегчает процесс сварки, сплавляя два металла вместе. В настоящее время процесс сварки GMAW заменил AHW.
Термитная сварка
Термитная сварка или экзотермическая сварка — это процесс сварки, в котором используется расплавленный металл для неразъемного соединения свариваемых металлов. В процессе необходим термит — смесь оксида металла и алюминиевой пудры. Процесс представляет собой экзотермическую реакцию термитного состава, которая нагревает металлы и сплавляет их вместе. Чтобы зажечь термит и начать химическую реакцию, необходим внешний источник тепла. Этот тип сварки обычно используется для заварки трещин на железных дорогах и изготовления тяжелых соединений для крупных машин.
В процессе необходим термит — смесь оксида металла и алюминиевой пудры. Процесс представляет собой экзотермическую реакцию термитного состава, которая нагревает металлы и сплавляет их вместе. Чтобы зажечь термит и начать химическую реакцию, необходим внешний источник тепла. Этот тип сварки обычно используется для заварки трещин на железных дорогах и изготовления тяжелых соединений для крупных машин.
Дуговая сварка под флюсом (SAW)
Процесс дуговой сварки под флюсом представляет собой разновидность дуговой сварки. Формирование дуги производится из электрода, выступающего в роли присадочного материала. Термин «под флюсом» в дуговой сварке под флюсом (SAW) связан с тем, что зона сварки полностью покрыта слоем гранулированного флюса. Этот флюс изготовлен из углеродистого и силикатного материала. Флюс создает газовую защиту и облегчает электропроводность в расплавленном состоянии. В процессе сварки флюс непрерывно подается по трубке, прикрепленной к воронке для флюса.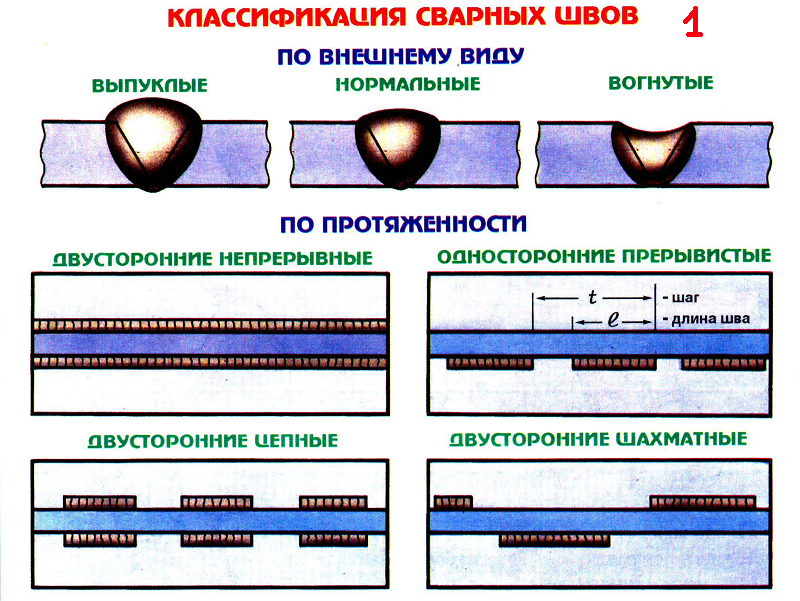
Весь процесс сварки механизирован и скрыт под гранулированным флюсом, поэтому снаружи его не видно.
Этот тип процесса дуговой сварки может иметь высокую скорость наплавки металла до 20 кг/час. Он также имеет возможность сваривать металлы толщиной до 100 мм. Этот тип сварки часто используется в тяжелой промышленности. Этот вид сварки применяют также в авиационной промышленности, судостроении, железных дорогах, мостостроении.
Плазменно-дуговая сварка (PAW)
Плазменная дуговая сварка или PAW — это тип дуговой сварки, аналогичный дуговой сварке вольфрамовым электродом. Сходство заключается в дуге, создаваемой между вольфрамовым электродом и свариваемым объектом. Однако в PAW плазменная дуга изолирована от защитного газа. Изоляция осуществляется путем помещения электрода внутрь корпуса горелки. Дуга также сдерживается плазмой, проталкиваемой через тонкое медное сопло. Электронная промышленность часто использует этот тип сварки. Он также нашел применение в аэрокосмической промышленности.
Газовая сварка/кислородно-ацетиленовая сварка
Газовая сварка также известна как кислородно-ацетиленовая сварка или кислородная сварка для краткости. Этот тип сварочного процесса является формой сварки плавлением на основе растворителя. В этом процессе используется ручная горелка, которая выкачивает ацетилен и кислород, объединяя эти два горения и образуя пламя, которое соединяет поверхность двух металлов, используя кислород в качестве топлива. Пламя, возникающее при сгорании, обжигающее – более 4500 градусов по Фаренгейту. Этого более чем достаточно, чтобы сварить два металла вместе.
Сварщики обычно используют этот метод сварки для соединения более тонких металлов. Эти металлы могут быть черными, цветными металлами, легированной сталью, углеродистой сталью и др. Кроме того, он нашел применение в авиационной и автомобильной промышленности.
Хотите узнать больше о сварке?
Сварка и ее виды – увлекательная тема. Это также может быть прибыльной и захватывающей карьерой.