Какие транзисторы используются в сварочных инверторах – всё, что вам нужно знать
alexxlab | 06.04.2020 | 0 | Разное
всё, что вам нужно знать
Время чтения: 6 минут
За последние 100 лет технология сварки претерпела значительные изменения. Классические сварочные аппараты были усовершенствованы, а в продаже появились совершенно новые устройства. Наибольший вклад в развитие домашней и любительской сварки внесло изобретение инверторного сварочного аппарата. Его электронная «начинка» позволяет внедрить функции, которые недоступны классическому трансформатору или выпрямителю.
А если в сварочном аппарате применяется электроника, значит, используются и транзисторы. В этой статье мы подробно расскажем, что такое транзистор, какие транзисторы используются в сварочных инверторах и чем отличаются транзисторы IGBT в сварочном аппарате от транзисторов MOSFET.
Содержание статьи
Общая информация
Транзисторы — что это такое? Наверняка каждый, кто хоть раз сталкивался с ремонтом или банальной разборкой радиоэлектроники, слышал этот термин. Говоря простыми словами, транзистор — это электронная деталь с выводами, изготовленная из полупроводникового материала. Основная функция транзистора — это усиление или генерирование электрических сигналов, поступающих извне. Также с помощью транзисторов выполняется коммутация.
На данный момент транзисторы есть в любом электронном приборе и являются один из важнейших компонентов. В середине прошлого века сразу несколько ученых получили Нобелевскую премию за изобретение транзистора. И с тех пор это небольшое приспособление кардинально изменило мир электроники.
Транзисторы очень маленькие и компактные. Они экономичны, их производство стоит недорого. Несмотря на свой скромный размер, транзистор устойчив к механическому воздействию и долговечен. Также транзисторы способны исправно работать при низком напряжении и при высоких значениях тока. Именно благодаря этим достоинствам к концу 20-го века транзисторы стали неотъемлемой частью каждого электронного прибора. В том числе, у инверторных сварочных аппаратов.
Читайте также: Инструкция по эксплуатации сварочного инвертора для новичков
С помощью транзисторов удалось собрать компактную схему и внедрить ее в инвертор. Таким образом, существенно снизились размеры и вес сварочного аппарата. На данный момент производители предлагают инверторы весом до 5 кг, которые можно положить в рюкзак и взять с собой на выездные работы. Также такие аппараты незаменимы при сварке на высоте или в труднодоступных местах.
В сравнении с обычным трансформатором, который использовался раньше для сварки, инверторы намного проще в освоении. А наличие дополнительных функций (например, функции горячего старта или антизалипания) помогает новичкам как можно скорее приступить к работе. И все это заслуга транзисторов.
Транзисторы в инверторах
Транзистор — это один из главных компонентов современного сварочного инвертора. Без него инвертор в принципе не будет так называться. И, поскольку сварочные инверторы уже прочно вошли в нашу жизнь, то нелишним будет узнать немного больше об их электронной «начинке». Эта информация будет полезна не столько мастерам по ремонту сварочных аппаратов, сколько самим сварщикам. Для лучшего понимая сути используемого вами оборудования.
Итак, на данный момент чаще всего в сварочных инверторах применяются транзисторы двух типов: IGBT и MOSFET. Именно благодаря им удается добиться достойного качества работ, внедрения новых функций и уменьшению габаритов аппарата.

Подробнее про IGBT
Мы решили заострить ваше внимание на IGBT транзисторах, поскольку они считаются самыми технологичными. IGBT представляет собой стандартный биполярный транзистор с изолированным затвором. Усиливает и генерирует электрические колебания. Часто применяется в инверторе. От полевого транзистора отличается тем, что генерирует силовой канал, а не управляет им. Представляет собой 2 транзистора на подложке.
Именно благодаря IGBT транзисторам удалось развить производство современных сварочных инверторов. Поскольку именно данный тип транзисторов способен работать при высоком напряжении. Очень скоро производителям стало ясно, что применение IGBT транзисторов способно вывести производство инверторов на новый уровень. Удалось значительно уменьшить размеры аппаратов и увеличить их производительность. Порой стандартный IGBT транзистор способен заменить даже тиристор.
Иногда в IGBT инверторы внедряют специальные микросхемы, которые усиливают управляющий электрический сигнал и ускоряют зарядку затворов. Это необходимо для исправного функционирования мощных переключателей.
IGBT или MOSFET?
Выше мы уже упомянули, что помимо транзисторов типа IGBT существуют еще и транзисторы MOSFET. И многие сварщики любят спорить на форумах, какие транзисторы лучше, а какие хуже. Что мы думаем по этому поводу? Сейчас узнаете.
IGBT — это биполярные транзисторы. А MOSFET — полевые. И отличий у них больше, чем многим кажется на первый взгляд. Основное отличие — максимальная мощность, которую способен выдержать транзистор. У IGBT этот показатель выше, поэтому стоят они дороже, чем MOSFET. А это значит, что управляющая схема тоже стоит дороже.
На практике, сварщик практически не заметит разницы при работе с инверторам на IGBT или MOSFET. В характеристиках разница есть, но на практике она ощущается слабо. К тому же, на IGBt инверторы сложнее найти запчасти и вообще грамотного мастера по ремонту. И расходники стоят дороже.
Если вы используете недорогой инвертор для домашней сварки, то разницу между IGBT и MOSFET вы точно не заметите. Все преимущества IGBT раскрываются только в профессиональном оборудовании, предназначенном для высоковольтного подключения. В таком случае больший диапазон мощностей действительно играет важную роль и стоит предпочесть IGBT инвертор. В остальных же случаях не важно, какие транзисторы установлены. Вы, как любитель, разницу не почувствуете.
Словом, если вы новичок, то приобретайте инвертор на любых транзисторах. Инвертор на MOSFET будет стоить дешевле, вы сможете проще и быстрее его отремонтировать. А если вы выбираете инвертор для профессиональной сварки, то лучше выбрать аппарат на IGBT транзисторах. Они позволят использовать больше мощности. Но и их обслуживание обойдется дороже.
Вместо заключения
Не важно, какие именно силовые транзисторы для сварочных инверторов вы выберите. В любом случае, современный инвертор предоставит вам множество удобных плюсов. Вы сможете брать его с собой, поскольку вес и размеры незначительны. Вы сможете выполнять мелкий ремонт, даже если варите впервые, поскольку дополнительные функции упростят вашу работу. А благодаря технологичным транзисторам электронная схема будет работать еще стабильнее и дольше.
Да, инверторные аппараты куда сложнее по своему строению как раз за счет применения электроники. Вы не сможете починить инвертор «на коленке», как это можно сделать с трансформатором. Но преимуществ слишком много, чтобы отказываться от нововведений. А что вы думаете по этому поводу? Поделитесь своим мнением в комментариях ниже. Желаем удачи в работе!
[Всего голосов: 1 Средний: 4/5]svarkaed.ru
Транзисторы для сварочных инверторов: какие используются?
Сварочная технология прочно и уверенно вошла в нашу жизнь, и без качественного соединения поверхности металлических изделий невозможно представить себе нашу жизнь. Обилие сварочных технологий позволяет на первое место выдвинуть инверторную технологию, где можно добиться высокого качества сварных швов и соединений. Силовые транзисторы для сварочных инверторов по праву называют сердцем прибора. Правильный выбор устройства зависит от эффективного расчёта мощности и прочих технических характеристик сварочного прибора.
Что такое инвертор, и правильный выбор основных узлов и компонентов
Чтобы понять, какие транзисторы используются в сварочных инверторах, необходимо знать строение и принцип работы инверторного оборудования. Инвертор в широком понимании, это универсальный источник постоянного тока, который обеспечивает процесс зажигания дуги и поддержания оптимального режима работы. Сварка осуществляется при помощи подачи значительной силы тока на прибор, за счёт внедрённого в конструкции высокочастотного трансформатора. В данном случае можно использовать уменьшенный вариант трансформатора, и увеличить стабильность и эффективный режим регулировки силы тока, который обеспечивается за счёт внедрения IGBT транзистора для сварочного инвертора.
IGBT транзисторы для сварочного инвертора
На сегодняшний день, рынок сварочного оборудования представлен различными вариантами техники, которые имеют уникальные свойства и принцип работы, который определяет в конечном итоге, почему горят транзисторы в сварочном инверторе. В настоящее время варианты сварочного инвертора представлены следующими агрегатами:
- Сварка ручного типа с плавящимися электродами, серийный ряд manual metal arc, ММА. Ручная сварочная аппаратура, работающая в среде защитных газов tungsten inert gas, TIG. Полуавтоматическая технология сварки с использованием инертных газов, типовое исполнение- metal inertgas, MIG. Сварочные приборы на основе работы активных газов типа metal active gas, MAG.
- Сварочные агрегаты с инверторным принципом функционирования — трансформаторные приборы, а также полностью инверторное оборудование.
- Агрегаты с постоянным режимом выходного тока подачи, например для сварки металлов стали, а также с переменным режимом работы, например для пайки алюминия, или чугуна.
Как видно, для каждого типа оборудования предъявляются свои условия эксплуатации и, следовательно, необходимо выбирать импортные и отечественные марки транзисторов для сварочных инверторов, и иногда в соответствующей комбинации.
«Обратите внимание!Чаще всего в работе используются инверторные установки, которые работают по принципу ММА.»
Такие типы устройства неприхотливы и отлично зарекомендовали себя как в частном домашнем хозяйстве, так и на производственном участке.
Технические компоненты
Общая структура работы такого устройства простая, и включает в себя основной источник тока, опциональный элемент выпрямителя для выходного тока, общий блок управления.
Качественный источник тока может быть полностью реализован на базе трансформаторной технологии или исключительно на базе инверторной системы, где силовые транзисторы для сварочных инверторов играют важную роль качественной работоспособности устройства.
Для трансформаторных установок допускается самостоятельное ручное регулирование работы прибора, но среди недостатков выделяется грубый режим регулировки, низкий уровень качества сварного шва. Инверторные установки, наоборот, имея самый простой сварочный инвертор на одном транзисторе обеспечивают высокое качество образования шва, которые сочетаются с силовыми полупроводниковыми элементами.
Транзисторы для инверторов
Основными техническими компонентами, обеспечивающие высокое качество сварочных работ, является наличие IGBT-транзисторов, а также универсальных быстродействующих диодов. В этом случае возникает резонный вопрос, как проверить IGBT транзистор сварочного инвертора. Укажем основные данные транзисторных компонентов для сварки версии IGBT
Тип | Характеристика |
V | Сверхнизкая энергия осуществления выключения, работа до 600 В, частота до 1200 кГц |
НВ | Малое напряжение насыщенного принципа воздействия. Низкая энергия выключения. Напряжение до 650 Вольт, частота до 50 кГц |
Н | Низкий эффект режима выключения. Напряжение подачи — до 1200 вольт, частота до 35 кГц. |
М | Низкое напряжение режима насыщения, напряжение сети до 1200 Вольт, частотный параметр — до 20 кГц |
W | Режим малого прямого падения напряжения, и минимальный режим эффекта восстановления работоспособности. |
Особенности работы транзисторных узлов
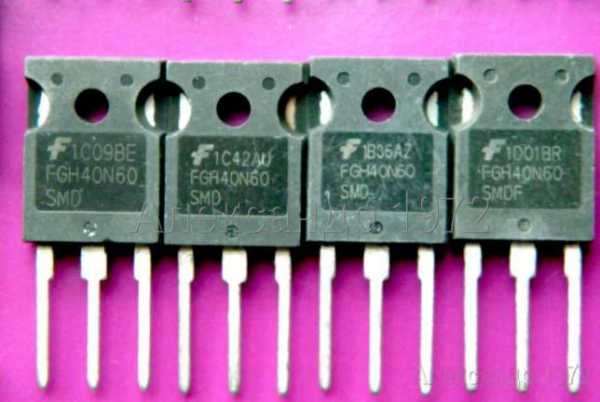
Наиболее частая схема применения внутри инверторов используется по технологии push-pull, мостовой принцип функционирования, полумостовой вариант рабочего инвертора, полумостовой комплексный несимметричный вариант исполнения инверторного прибора или косой полумост. Несмотря на достаточное обилие топологий, замена транзистора FGh50N60 в сварочном инверторе по общим требованиям является стандартным, куда включается следующее:
- Высокий режим напряжения. Для эффективной замены транзисторов в сварочных инверторах, общие данные сети напряжения должны быть выше 600 Вольт.
- Большие параметры коммутационных токов. Среднее значение показателя должен быть не менее десятков ампер, а максимальные параметры могут показывать отметку за сотни Амперов.
- Режим высокой частоты переключения. В зависимости от габаритов трансформатора внутри прибора, можно увеличить частоту прибора, а также индуктивность для модели выходного фильтра.
- Для режима минимизации потерь на включение и выключение агрегата, можно узнать, как проверить транзисторы сварочного инвертора, при помощи малого значения подачи энергии на режим включения (Евкл), а также на режим выключения (Евыкл). В данном случае будут минимизированы все потери.
- Для минимизации возможных потерь, используем низкое значение для напряжения режима насыщения, или Uкэ нас.
- Жесткий эффект коммутации, должен быть стойкий для транзисторов для сварочных инверторов Ресанта. Инверторное оборудование в данном случае работает только с индуктивным режимом нагрузки.
- Параметры короткого замыкания. Аппарат должен иметь режим стойкости для данного параметра, эти сведения являются исключительно критичными для мостовых и полумостовых вариантов инверторной техники.
Как рассчитать потерю мощности на IGBT?
Рекомендуем для детального расчёта правильного выбора транзисторных систем использовать ниже приведённую схему.
| Параметры | Значения |
| Суммарные потери | Pd = Pконд + Pперекл |
| Кондуктивные потери | Pконд = Uкэ нас (rms) × Iк × D, где D – коэффициент заполнения |
| Потери на переключение | Pперекл = Eперекл × f, где f – частота переключений, Eперекл = (Eвкл + Eвыкл) — суммарные потери на переключения (приводится в параметрах IGBT) |
| Максимальная мощность, ограничиваемая перегревом кристалла | Pd = (Tj – Tc)/Rth-jc, где Tc – температура корпуса, Tj – температура кристалла, Rth-jc – тепловое сопротивление «кристалл-корпус» (приводится в параметрах IGBT) |
Все эти данные помогут вам правильно рассчитать нужный тип транзистора для инверторного сварочного аппарата. При выборе транзистора учитываем обязательно параметр для высокого порога возможного напряжения работы устройства.
Видео: подбор сварочных транзисторов для инвертора
svarkaipayka.ru
Транзисторы для сварочных инверторов

Сварка представляет собой наиболее популярный способ соединения, который может существовать в нескольких вариантах. Самой востребованной технологией считают сварку инверторным методом. Несмотря на высокое качество сварочного инвертора, бывает, что вследствие тех или иных причин, он приходит в неисправное состояние. Это может потребовать от его хозяина проведения ремонтных мероприятий.
Краткая информация об инверторах для сварки
Инвертор служит источником постоянного тока, который способствует зажиганию и поддержке электрической дуги, обеспечивающей сварочный процесс.
Процесс сварки осуществляется благодаря сварочному току значительной силы, возникающему вследствие работы трансформатора высокой частоты.
Этот факт дает возможность уменьшить размер самого трансформатора, повышает стабильность и точную регулировку выходного тока.
Сварочные мероприятия производят при наличии тока необходимой величины, который получают в несколько этапов:
• Осуществляют трансформацию первичного тока постоянной величины в высокочастотный ток;
• Повышают силу тока и в то же время уменьшают показатель напряжения в самом трансформаторе;
• Вторично выпрямляют ток выходной величины.

Выпрямление тока происходит благодаря диодным мостам заданной мощности. Специальные транзисторы помогают правильно изменять частоту тока, обеспечивая высокочастотные трансформаторы необходимой силой тока на выходе.
Строение
Инверторы для проведения сварочных мероприятий представляют несколько блоков. Непосредственно блок питания отвечает за стабильность сигнала на выходе.
Многообмоточный дроссель, управление, производимое благодаря транзисторам, а также, концентрация энергии в самом конденсаторе являются основополагающими факторами в схеме управления блоком. Как правило, в управлении дросселем участвуют диоды. Отдельным элементом стоит блок питания, разделенный с другими комплектующими металлической перегородкой.
Основной элемент в сварочном инверторном оборудовании представляет силовой блок. Он преобразует первичный ток, поступающий из блока питания, в выходной ток, который непосредственно используют для сварки.
Электрический ток величиной не больше 40А поступает на диодный мост, который служит первичным выпрямителем. При этом напряжение колеблется в пределах 200-250В и заданной частотой в 50 Гц.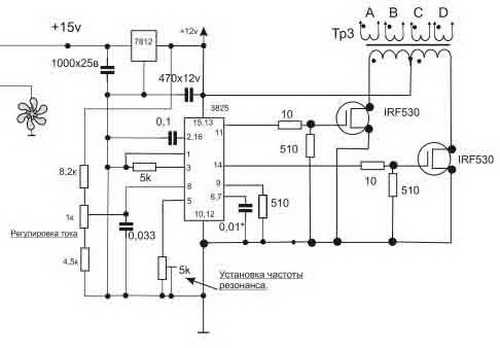
Сам инверторный преобразователь имеет вид силового транзистора с мощностью меньше 8 кВт, при этом напряжение составляет 400 В. Сам же сигнал, который получается на выходе из преобразователя имеет частоту 100 кГц.
Увеличение показателей силы тока до показателей в 200-250А происходит за счет ленточных обмоток, которыми оснащен трансформатор высокой частоты. При вторичной обмотке показатели напряжения не более 40В.
Вторичный выпрямитель составляется из диодов с силой тока выше 250А. Его охлаждение происходит за счет наличия определенных элементов, а именно:
• Вентиляторов;
• нескольких радиаторов.
Для обеспечения стабильного сигнала на выходе дроссель монтируется на выходной плате.
Блоки управления
Как правило, основа самого блока управления представлена задающим генератором (иначе, широкоимпульсным модулятором). При наличии схемы на основе самого генератора, может использоваться микросхема.
На плато также сконцентрированы 6-10 штук конденсаторов и рабочий резонансный дроссель. Благодаря трансформатору осуществляется каскадный тип управления.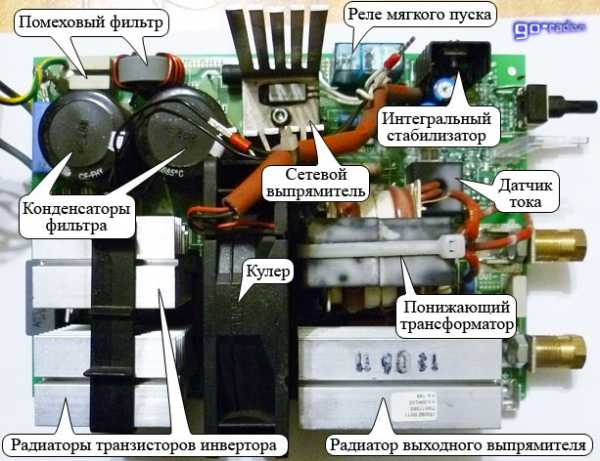
Большая часть инверторов имеет схему защиты, которую располагают на плато в силовом блоке. Отличную защиту от излишних перегрузок обеспечивает схема, которая основана на базе непосредственно микросхемы типа 561 ЛА 7.
Резисторы и заданные конденсаторы К78-2 служат основой для снабберов, которые используют в защитной системе преобразователей и выпрямителей. Наличие термовыключателя обеспечивает качественную защиту всех составляющих в силовом блоке.
Этиология поломок инверторов для сварки
Продолжительная эксплуатация даже качественного инвертора может привести к неисправностям. Поломки могут возникнуть вследствие разнообразных причин. Например, ввиду коротких замыканий в электросхемах, возникающих вследствие попадания влаги.
Иногда к неисправностям могут привести попытки сварщика произвести работы, недопустимые на данном оборудовании.
Неисправности и их варианты
 Перегорание самих предохранителей может привести к ситуации, когда выходного тока на инверторе нет, в то время как на входе имеется должное напряжение. К поломке может привести и нарушение общей целостности электроцепи, которое может образоваться в любом участке инвертора.
Перегорание самих предохранителей может привести к ситуации, когда выходного тока на инверторе нет, в то время как на входе имеется должное напряжение. К поломке может привести и нарушение общей целостности электроцепи, которое может образоваться в любом участке инвертора.
Еще один вариант неисправностей представляют маленькие показатели сварочного тока, несмотря на самые высокие установки. Такая ситуация может возникнуть из-за недостаточной величины напряжения на входе или вследствие потерь в самих контактных зажимах.
Частые самостоятельные выключения сварочного инвертора могут свидетельствовать о коротком замыкании в электросети.
К такому же эффекту может привести перегревание составляющих силового блока. В этой ситуации может срабатывать система защиты, которая приводит к аварийному отключению.
Проведение ремонтных мероприятий и их порядок
При обнаружении любой поломки, прежде всего, следует приступать к внешнему осмотру оборудования, при котором профессионал может обнаружить различные повреждения или же прожоги вследствие короткого замыкания. Затем проверяют надежность закрепления электрокабелей в клеммах.
Независимо от результатов осмотра необходимо подтянуть зажимы кабеля, для чего пользуются ключом или отверткой. Желательно проверить целостность абсолютно всех предохранителей с помощью специального тестера.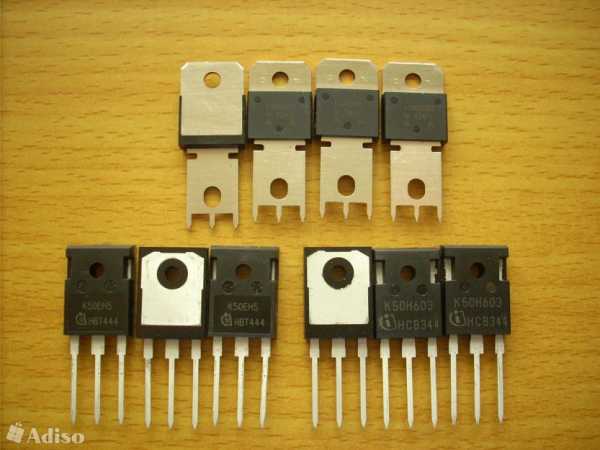
При отсутствии эффекта от предыдущих действий нужно снять крышку от корпуса инвертора и осмотреть внутреннее содержание оборудования в поисках возможного обрыва электроцепей или следов короткого замыкания.
Для ускорения выявления причины поломки следует измерить показатели напряжения на выходе и силу входного тока с помощью мультиметра или тестера.
При отсутствии визуального повреждения оборудования следует выполнить поблочный контроль целостности электроцепи. Первым в такой ситуации осматривают блок питания, а затем, другие блоки.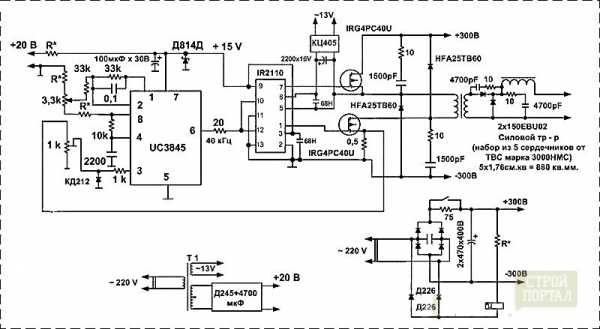
Силовой блок и его ремонт
• Паяльников 40В;
• Ножей;
• Плоскогубцев;
• Кусачек;
• Амперметров на 50 и 250А;
• Осциллографа;
• Вольтметров на 50В и 250В;
• Паяльников 40В;
• Гаечного и торцового ключей.
При тестировании блока управления и силового блока следует уделить особое внимание их элементам. Типичной поломкой силового блока является поломка силового транзистора, а значит, поиски проблем целесообразно начинать с его осмотра.
Технология рабочего процесса
Наличие механических повреждений на поверхности транзистора может свидетельствовать о возможных его повреждениях. Отсутствие таковых ведет за собой тестирование с помощью мультиметра. Неисправность транзистора устраняется путем его замены на новый прибор. Для чего применяется термопаста КПТ-8, которая нужна для установки его на плато.
В случае выхода из рабочего состояния транзистора, причину нужно искать в поломке драйвера. Оценивают работу данных транзисторов управления, используя омметр. При обнаружении нерабочих деталей их отпаивают и заменяют новыми.
Наиболее надежными в устройстве сварочных инверторов считаются диодные мосты выпрямителей, однако, полностью исключить такую ситуацию невозможно.
При поиске неисправностей в диодном мосте его необходимо снять с плато и протестировать его работоспособность, присоединив все диоды между собой. Если показатели сопротивления близки к нулю, то нужно искать определенный неисправный диод. Его обнаружение ведет за собой замену на новый элемент.
При выявлении поломок в блоке управления необходимо проконтролировать параметры деталей, выдающие различные сложные сигналы. В данном случае могут возникнуть проблемы в диагностике с помощью осциллографа, что потребует участия опытного специалиста.
Причина отсутствия автоматического отключения инвертора при сильном перегреве деталей в силовом блоке может заключаться в неисправности термовыключателей. Для устранения проблем, прежде всего, следует проверить качество их прикрепления к деталям, на которых они осуществляют контроль температуры. В случае неработоспособности одного из термовыключателей его нужно заменить на новый.
Сварочные инверторы служат основным оборудованием у профессиональных сварщиков. Однако, выйти из строя может даже ультрасовременное оборудование, которое будет нуждаться в качественно проведенном ремонте.
Самостоятельное устранение небольших неполадок возможно при наличии элементарных знаний об электротехнике и наличии необходимого инструментария, которое нужно для правильного обнаружения поломок. Точная диагностика причин неисправностей поможет сократить время на их устранение до минимума.
svarkagid.com
схема и преимущество использования в сварке
Применение высоковольтных мощных полупроводников позволило создавать компактные производительные сварочные инверторы. Последним словом в этой области после MOSFET инверторов стали сварочные аппараты на IGBT транзисторах.
Полевые полупроводники
Используемые в инверторах полупроводники по MOSFET технологии – это полевые силовые транзисторы с изолированным затвором. Управление полупроводником осуществляется напряжением, в отличие от биполярных транзисторов, управляемых током. Канал ключа имеет высокую проводимость 1 мОм. В закрытом виде у них огромное входное сопротивление.

Изначально полевые полупроводники использовались и до сих пор применяются как ключи. В схемах импульсных источников питания применяются полевики с индуцированным затвором. В таком исполнении при нулевом напряжении на затвор-исток канал закрыт.
Для открытия ключа требуется подать потенциал определенной полярности. Для управления ключом не требуется силовых источников. Данные полупроводники часто используются в источниках питания и инверторах.
Биполярный прибор
IGBT – это биполярный транзистор с изолированным затвором, применяемый в инверторе. Фактически он состоит из двух транзисторов на одной подложке. Биполярный прибор образует силовой канал, а полевой является каналом управления.
Соединение полупроводников двух видов позволяет совместить в одном устройстве преимущества полевых и биполярных приборов. Комбинированный прибор может, как биполярный, работать с высокими потенциалами, проводимость канала обратно пропорциональна току, а не его квадрату, как в полевом транзисторе.
При этом IGBT транзистор имеет экономичное управление полевого прибора. Силовые электроды называются, как в биполярном, а управляющий получил название затвора, как в МОП приборе.
IGBT транзисторы для сварочных инверторов и силовых приводов, где приходится работать при высоких напряжениях, стали использовать, как только отладили технологию их производства. Они сократили габариты, увеличили производительность и мощность инверторов. Иногда они заменяют даже тиристоры.
В IGBT инверторе для обеспечения работы мощных переключателей применяются драйверы – микросхемы, усиливающие управляющий сигнал и ускоряющие быструю зарядку затвора.
Некоторые модели IGBT транзисторов работают с напряжением от 100 В до 10 кВ и токами от 20 до 1200 А. Поэтому их больше применяют в силовых электроприводах, сварочных аппаратах.
Полевые транзисторы больше применяют в импульсных источниках и однофазных сварочных инверторах. При токовых параметрах 400-500 В и 30-40 А они имеют лучшие рабочие характеристики. Но так как IGBT приборы могут применяться в более тяжелых условиях, их все чаще применяют в сварочных инверторах.
Применение в сварке
 Простой сварочный инвертор представляет собой импульсный источник питания. В однофазном инверторном источнике питания переменный ток напряжением 220 В и частотой 50 или 60 Гц выпрямляется с помощью мощных диодов, схема включения мостовая.
Простой сварочный инвертор представляет собой импульсный источник питания. В однофазном инверторном источнике питания переменный ток напряжением 220 В и частотой 50 или 60 Гц выпрямляется с помощью мощных диодов, схема включения мостовая.
Затем инвертор преобразует постоянное напряжение в переменное, но уже высокой частоты (от 30 кГц до 120 кГц). Проходя через понижающий высокочастотный трансформатор (преобразователь), напряжение понижается до нескольких десятков вольт. Потом этот ток преобразуется обратно в постоянный.
Все преобразования необходимы для уменьшения габаритов сварочного аппарата. Традиционная схема сварочного инвертора получалась надежной, но имела очень большие габариты и вес. Кроме этого, характеристики сварочного тока с традиционным источником питания были значительно хуже, чем у инвертора.
Передача электроэнергии на высокой частоте позволяет использовать малогабаритные трансформаторы. Для получения высокой частоты постоянный ток преобразуется с помощью высоковольтных, мощных силовых транзисторов в переменный частотой 50-80 кГц.
Для работы мощных транзисторов напряжение 220 В выпрямляется, проходя через мостовую схему и фильтр из конденсаторов, который уменьшает пульсации. На управляющий электрод полупроводника подается переменный сигнал с генератора прямоугольных импульсов, который открывает/закрывает электронные ключи.
Выходы силовых транзисторов подключаются к первичной обмотке понижающего трансформатора. Благодаря тому, что они работают на большой частоте, их габариты уменьшаются в несколько раз.
Силовой инверторный блок
Переменное напряжение 220 В – это некоторое усредненное значение, которое показывает, что оно имеет такую же энергию, как и постоянный ток в 220 В. Фактически амплитуда равна 310 В. Из-за этого в фильтрах используются емкости на 400 В.
Мостовая выпрямительная сборка монтируется на радиатор. Требуется охлаждение диодов, поскольку через них протекают большие токи. Для защиты диодов от перегрева на радиаторе имеется предохранитель, при достижении критической температуры он отключает мост от сети.
В качестве фильтра используются электролитические конденсаторы, емкостью от 470 мкФ и рабочим напряжением 400 В. После фильтра напряжение поступает на инвертор.
Во время переключения ключей происходят броски импульсного тока вызывающие высокочастотные помехи. Чтобы они не проникали в сеть и не портили ее качество, сеть защищают фильтром электромагнитной совместимости. Он представляет собой набор конденсаторов и дросселя.
Сам инвертор собирается по мостовой схеме. В качестве ключевых элементов применяются IGBT транзисторы на напряжения от 600 В и токи соответствующие данному инвертору.
Они тоже с помощью специальной термопасты монтируются на радиаторы. При переключениях этих транзисторов возникают броски напряжения. Чтобы их погасить применяются RC фильтры.
Полученный на выходе электронных ключей переменный ток поступает на первичную обмотку высокочастотного понижающего трансформатора. На выходе вторичной обмотки получается переменный ток напряжением 50-60 В.
Под нагрузкой, когда идет сварка, он может выдавать ток до нескольких сотен ампер. Вторичная обмотка обычно выполняется ленточным проводом для уменьшения габаритов.
На выходе трансформатора стоит еще один мощный диодный мост. С него уже снимается необходимый сварочный ток. Здесь используются быстродействующие силовые диоды, другие использовать нельзя, потому что они сильно греются и выходят из строя. Для защиты от импульсных бросков напряжения используются дополнительные RC цепи.
Мягкий пуск
Для питания блока управления инвертора применяется стабилизатор на микросхеме с радиатором. Напряжение питания поступает с главного выпрямителя через резистивный делитель.
При включении сварочного инвертора конденсаторы начинают заряжаться. Токи достигают таких больших величин, что могут сжечь диоды. Чтобы этого не произошло, используется схема ограничения заряда.
В момент пуска ток проходит через мощный резистор, который ограничивает пусковой ток. После зарядки конденсаторов резистор с помощью реле отключается, шунтируется.
Блок управления и драйвер
Управление инвертором осуществляет микросхема широтно-импульсного модулятора. Она подает высокочастотный сигнал на управляющий электрод биполярного транзистора с изолированным затвором. Для защиты силовых транзисторов от перегрузок дополнительно устанавливаются стабилитроны между затвором и эмиттером.
Для контроля напряжения сети и выходного тока используется операционный усилитель, на нем происходит суммирование значений контролируемых параметров. При превышении или понижении от допустимых значений срабатывает компаратор, который отключает аппарат.
Для ручной регулировки сварочного тока предусмотрен переменный резистор, регулировочная ручка которого выводится на панель управления.
Сварочное оборудование на IGBT транзисторах имеет наилучшие характеристики по надежности. По сравнению с полевыми ключами биполярные транзисторы с изолированными затворами имеют преимущество больше 1000 В и 200 А.
При использовании в бытовых приборах и сварочных инверторах для домашнего пользования первое место до недавнего времени оставалось за сварочным оборудованием с MOSFET полупроводниками. Эта технология давно используется и хорошо отработана. Но у нее нет перспектив роста, в отличие от оборудования на IGBT транзисторах.
Новые модели уже ничем не уступают устройствам с полевыми приборами и на малых напряжениях. Только по цене первенство остается за аппаратами с полевыми транзисторами с индуцированным затвором.
svaring.com
Силовые транзисторы для сварочных инверторов
Транзисторы для сварочных инверторов: техническая оценка состояния и ремонт, советы специалистов
 Самым популярным методом соединения является сварка. Существует несколько её разновидностей. Одним из популярных является сварка инверторным способом. Сварочный инвертор является надёжным оборудованием, но, тем не менее нередко возникают ситуации, когда он выходит из строя.
Самым популярным методом соединения является сварка. Существует несколько её разновидностей. Одним из популярных является сварка инверторным способом. Сварочный инвертор является надёжным оборудованием, но, тем не менее нередко возникают ситуации, когда он выходит из строя.
Причины, по которым это происходит, могут быть самыми разными. Если оборудование, которое используется для сварочных работ, перешло в нерабочее состояние, то перед владельцем возникает задача с его ремонтом.
Общие сведения об инверторах
Под инвертором следует понимать источник постоянного тока, благодаря которому обеспечивается зажигание и поддержание электрической дуги. А, как все знают, именно её посредством выполняется сварка металлов.
В основу работы этого оборудования заложено следующее: сварка производится посредством сварочного тока значительной силы, который возникает посредством высокочастотного трансформатора.
Это даёт возможность для уменьшения размеров трансформатора, а также позволяет повысить стабильность и улучшить возможность регулировки выходного тока.
Ряд этапов включает процесс получения тока нужной силы для выполнения сварочных работ:
- Первичное выпрямление электрического тока, полученного из сети.
- Осуществление трансформации первичного постоянного тока в электрический высокой частоты.
- Повышение силы тока с одновременным уменьшением величины напряжения в трансформаторе.
- Вторичное выпрямление электрического тока выходной силы.
Процесс выпрямления тока осуществляется посредством диодных мостов определённой мощности. Для изменения частоты используются мощные транзисторы. Высокочастотным трансформатором обеспечивается необходимая сила выходного тока.
Конструкция инверторов
Несколько основных блоков имеет в составе своей конструкции инверторное оборудование, предназначенное для выполнения сварочных работ. Стабилизация выходного сигнала обеспечивается благодаря блоку питания.
На многообмоточном дросселе и наличии управления, осуществляемого при помощи транзисторов, а также накоплении в конденсаторе энергии основана схема управления блоком. Помимо этого, диоды используются в системе управления дросселем. Отдельно от других блоков располагается блок питания. В большинстве моделей сварочных инверторов от других блоков он отделён, как правило, перегородкой из металла.
Если говорить об основном элементе сварочного инверторного оборудования, то таковым является силовой блок. Его посредством обеспечивается процесс преобразования первичного тока, поступающего от блока питания, до выходного сварочного тока, который можно использовать для ведения сварочных работ.
Диодный мост, на который осуществляется подача электрического тока силой не более 40А, представляет собой первичный выпрямитель. Величина подаваемого напряжения варьируется в диапазоне от 200 до 250В с частотой 50 Гц.
Своим видом инверторный преобразователь представляет силовой транзистор, у которого такой показатель, как мощность составляет менее 8 кВт. Рабочее напряжение находится на уровне 400В. С преобразователя выходит сигнал, у которого частота составляет 100 кГц.
В оснащении высокочастотного трансформатора имеются ленточные обмотки, благодаря чему обеспечивается увеличение тока до величины 200–250А, а во вторичной обмотке величина напряжения не превышает 40В.
На базе мощных диодов, у которых рабочая сила тока не менее 250А, собирается вторичный выпрямитель. Рабочее напряжение у него может доходить до 100В. Конструкцией предусматривается наличие элементов, обеспечивающих его обязательное охлаждение:
Чтобы обеспечить стабилизацию выходного сигнала дроссель устанавливается на выходную плату.
Блоки управления
Задающий генератор или широко импульсный модулятор используется в качестве основы для блока управления. Если на основе генератора собрана схема, то в качестве него используется микросхема.
Кроме неё, резонансный дроссель размещается на плато, а помимо них ещё и конденсаторы. Их устанавливают в количестве 6 или 10 штук. Трансформатором обеспечивается схема управления каскадного типа.
В большинство моделей инверторов схема защиты собрана на плато силового блока для обеспечения надёжной защиты соответствующего элемента. Для эффективной защиты от перегрузок при использовании оборудования в нём используется схема на базе микросхемы 561 ЛА 7.
Снабберы применяются в системе защиты выпрямителей и преобразователей на основе резисторов и конденсаторов К78–2. Установка термовыключателя позволяет обеспечить надёжную тепловую защиту элементов силового блока.
Основные причины неисправности сварочных инверторов
Даже самый современный надёжный сварочный инвертор при продолжительной эксплуатации выходит из строя. Причины поломок могут быть самыми разными. Чаще всего это связано с короткими замыканиями в электрических схемах. Они возникают из-за попадания туда влаги.
В некоторых случаях неисправным аппарат становится из-за попыток сварщика производить работы, на которые это оборудование не рассчитано.
Например, некоторые специалисты используют сварочный инвертор небольших габаритов для операций по резке железнодорожного рельса. Решение такой задачи с помощью этого оборудования, конечно же, приведёт к серьёзным перегрузкам и как следствие, к выходу оборудования из строя.
Основные виды неисправностей
 Существует довольно много неисправностей, которые приводят к неработоспособности сварочного инвертора.
Существует довольно много неисправностей, которые приводят к неработоспособности сварочного инвертора.
Прежде всего, это случаи, когда при наличии необходимого входного напряжения электрический ток на выходе инвертора отсутствует. Возникновение такой неисправности связано с перегоранием предохранителей. В некоторых случаях она может возникать по причине нарушения целостности электроцепи, которая может появиться в любой зоне инвертора.
Другим видом неисправности является недостижение сварочным током нужных значений даже при максимальных установках. Основной причиной возникновения такой неисправности сварочного инвертора может быть недостаточная величина входного напряжения. Также причиной подобной неполадки могут быть потери, возникшие в контактных зажимах.
Если при выполнении работ с использованием сварочного инвертора часто происходит самопроизвольное отключение оборудования, то это говорит о наличии короткого замыкания в электрической цепи.
Также это может указывать на сильный перегрев элементов силового блока. При этом в нормальном режиме может работать система защиты, благодаря которой обеспечивается аварийное отключение.
Порядок проведения ремонта сварочного инверторного оборудования
Вне зависимости от неисправности, с которой столкнулся специалист, использующий сварочный инвертор, ремонт необходимо начинать с внешнего осмотра агрегата. Он поможет определить наличие на корпусе механических повреждений или следов от короткого замыкания в виде прожогов или почернения. После этого необходимо проверить, насколько надёжно закреплены в клеммах электрокабели.
Вне зависимости от результатов проведённой проверки следует выполнить подтягивание зажимов кабеля при помощи отвёртки или ключа. Также нелишним будет выполнить проверку целостности предохранителей, используя для этого тестер.
Если после проведённых манипуляций неисправность не устранена, то необходимо снять крышку корпуса инверторного оборудования. После этого нужно тщательно осмотреть внутренности агрегатов с целью выявления обрывов электрических цепей. В процессе осмотра необходимо искать следы воздействия короткого замыкания.
Чтобы быстрее найти причину неисправности, можно выполнить измерение величины выходного напряжения, а также силы входного тока. Для выполнения измерительных работ необходимо использовать тестер или мультиметр.
Если явная неисправн
www.samsvar.ru
Транзисторы для сварочных инверторов
Применение igbt транзисторов в инверторе
Применение высоковольтных мощных полупроводников позволило создавать компактные производительные сварочные инверторы. Последним словом в этой области после MOSFET инверторов стали сварочные аппараты на IGBT транзисторах.
Полевые полупроводники
Используемые в инверторах полупроводники по MOSFET технологии – это полевые силовые транзисторы с изолированным затвором. Управление полупроводником осуществляется напряжением, в отличие от биполярных транзисторов, управляемых током. Канал ключа имеет высокую проводимость 1 мОм. В закрытом виде у них огромное входное сопротивление.

Изначально полевые полупроводники использовались и до сих пор применяются как ключи. В схемах импульсных источников питания применяются полевики с индуцированным затвором. В таком исполнении при нулевом напряжении на затвор-исток канал закрыт. Для открытия ключа требуется подать потенциал определенной полярности. Для управления ключом не требуется силовых источников. Данные полупроводники часто используются в источниках питания и инверторах.
Биполярный прибор
IGBT – это биполярный транзистор с изолированным затвором, применяемый в инверторе. Фактически он состоит из двух транзисторов на одной подложке. Биполярный прибор образует силовой канал, а полевой является каналом управления.
Соединение полупроводников двух видов позволяет совместить в одном устройстве преимущества полевых и биполярных приборов. Комбинированный прибор может, как биполярный, работать с высокими потенциалами, проводимость канала обратно пропорциональна току, а не его квадрату, как в полевом транзисторе. При этом IGBT транзистор имеет экономичное управление полевого прибора. Силовые электроды называются, как в биполярном, а управляющий получил название затвора, как в МОП приборе.
IGBT транзисторы для сварочных инверторов и силовых приводов, где приходится работать при высоких напряжениях, стали использовать, как только отладили технологию их производства. Они сократили габариты, увеличили производительность и мощность инверторов. Иногда они заменяют даже тиристоры.
В IGBT инверторе для обеспечения работы мощных переключателей применяются драйверы – микросхемы, усиливающие управляющий сигнал и ускоряющие быструю зарядку затвора.
Некоторые модели IGBT транзисторов работают с напряжением от 100 В до 10 кВ и токами от 20 до 1200 А. Поэтому их больше применяют в силовых электроприводах, сварочных аппаратах. Полевые транзисторы больше применяют в импульсных источниках и однофазных сварочных инверторах. При токовых параметрах 400-500 В и 30-40 А они имеют лучшие рабочие характеристики. Но так как IGBT приборы могут применяться в более тяжелых условиях, их все чаще применяют в сварочных инверторах.
Применение в сварке
 Простой сварочный инвертор представляет собой импульсный источник питания. В однофазном инверторном источнике питания переменный ток напряжением 220 В и частотой 50 или 60 Гц выпрямляется с помощью мощных диодов, схема включения мостовая.
Простой сварочный инвертор представляет собой импульсный источник питания. В однофазном инверторном источнике питания переменный ток напряжением 220 В и частотой 50 или 60 Гц выпрямляется с помощью мощных диодов, схема включения мостовая.
Затем инвертор преобразует постоянное напряжение в переменное, но уже высокой частоты (от 30 кГц до 120 кГц). Проходя через понижающий высокочастотный трансформатор (преобразователь), напряжение понижается до нескольких десятков вольт. Потом этот ток преобразуется обратно в постоянный.
Все преобразования необходимы для уменьшения габаритов сварочного аппарата. Традиционная схема сварочного инвертора получалась надежной, но имела очень большие габариты и вес. Кроме этого, характеристики сварочного тока с традиционным источником питания были значительно хуже, чем у инвертора.
Передача электроэнергии на высокой частоте позволяет использовать малогабаритные трансформаторы. Для получения высокой частоты постоянный ток преобразуется с помощью высоковольтных, мощных силовых транзисторов в переменный частотой 50-80 кГц.
Для работы мощных транзисторов напряжение 220 В выпрямляется, проходя через мостовую схему и фильтр из конденсаторов, который уменьшает пульсации. На управляющий электрод полупроводника подается переменный сигнал с генератора прямоугольных импульсов, который открывает/закрывает электронные ключи. Выходы силовых транзисторов подключаются к первичной обмотке понижающего трансформатора. Благодаря тому, что они работают на большой частоте, их габариты уменьшаются в несколько раз.
Силовой инверторный блок
Переменное напряжение 220 В – это некоторое усредненное значение, которое показывает, что оно имеет такую же энергию, как и постоянный ток в 220 В. Фактически амплитуда равна 310 В. Из-за этого в фильтрах используются емкости на 400 В.
Мостовая выпрямительная сборка монтируется на радиатор. Требуется охлаждение диодов, поскольку через них протекают большие токи. Для защиты диодов от перегрева на радиаторе имеется предохранитель, при достижении критической температуры он отключает мост от сети.
В качестве фильтра используются электролитические конденсаторы, емкостью от 470 мкФ и рабочим напряжением 400 В. После фильтра напряжение поступает на инвертор. Во время переключения ключей происходят броски импульсного тока вызывающие высокочастотные помехи. Чтобы они не проникали в сеть и не портили ее качество, сеть защищают фильтром электромагнитной совместимости. Он представляет собой набор конденсаторов и дросселя.
Сам инвертор собирается по мостовой схеме. В качестве ключевых элементов применяются IGBT транзисторы на напряжения от 600 В и токи соответствующие данному инвертору. Они тоже с помощью специальной термопасты монтируются на радиаторы. При переключениях этих транзисторов возникают броски напряжения. Чтобы их погасить применяются RC фильтры.
Полученный на выходе электронных ключей переменный ток поступает на первичную обмотку высокочастотного понижающего трансформатора. На выходе вторичной обмотки получается переменный ток напряжением 50-60 В. Под нагрузкой, когда идет сварка, он может выдавать ток до нескольких сотен ампер. Вторичная обмотка обычно выполняется ленточным проводом для уменьшения габаритов. На выходе трансформатора стоит еще один мощный диодный мост. С него уже снимается необходимый сварочный ток. Здесь используются быстродействующие силовые диоды, другие использовать нельзя, потому что они сильно греются и выходят из строя. Для защиты от импульсных бросков напряжения используются дополнительные RC цепи.
Мягкий пуск
Для питания блока управления инвертора применяется стабилизатор на микросхеме с радиатором. Напряжение питания поступает с главного выпрямителя через резистивный делитель.
При включении сварочного инвертора конденсаторы начинают заряжаться. Токи достигают таких больших величин, что могут сжечь диоды. Чтобы этого не произошло, используется схема ограничения заряда. В момент пуска ток проходит через мощный резистор, который ограничивает пусковой ток. После зарядки конденсаторов резистор с помощью реле отключается, шунтируется.
Блок управления и драйвер
Управление инвертором осуществляет микросхема широтно-импульсного модулятора. Она подает высокочастотный сигнал на управляющий электрод биполярного транзистора с изолированным затвором. Для защиты силовых транзисторов от перегрузок дополнительно устанавливаются стабилитроны между затвором и эмиттером.
Для контроля напряжения сети и выходного тока используется операционный усилитель, на нем происходит суммирование значений контролируемых параметров. При превышении или понижении о
www.samsvar.ru
Самый простой сварочный инвертор своими руками
Инвертор представляет собой прибор, который служит для сварки и резки чёрных и цветных металлов, а также нержавеющей стали. Основным его преимуществом является работа от постоянного тока, что позволяет сделать более качественный шов, а также обеспечивает быстрое разжигание и удерживание дуги. Простой сварочный инвертор своими руками имеет небольшие размеры в сравнении с трансформаторным аппаратом. Можно использовать старый корпус от нерабочего инвертора, чтобы упростить себе работу по сборке.
Запчасти для сварочных инверторов имеются в свободной продаже. Однако чтобы правильно их подобрать, нужно обладать некоторыми специальными знаниями.
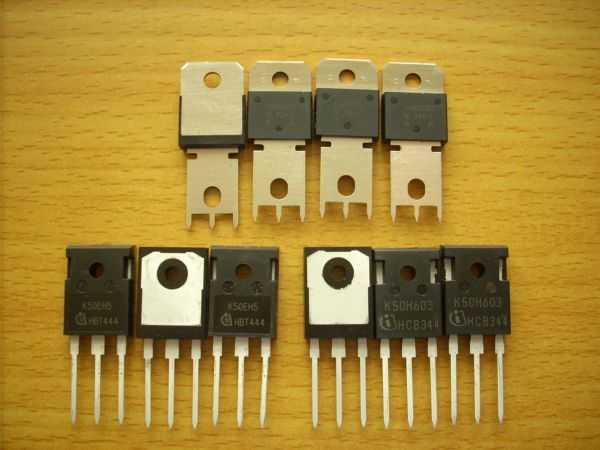
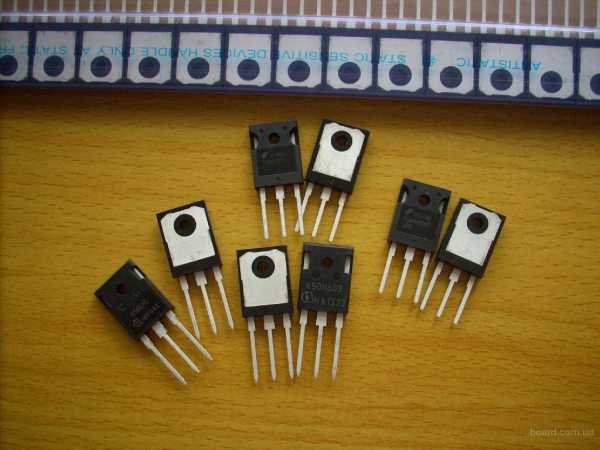
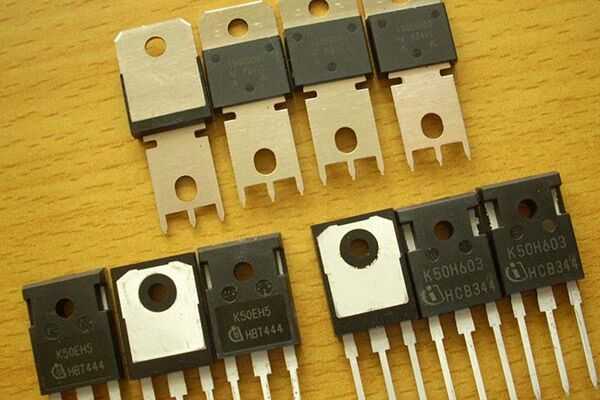
Сначала не лишним будет заметить, что транзисторы для сварочных инверторов чаще, чем другие детали выходят из строя. Поэтому именно их правильный подбор и высокое качество будут обеспечивать долгосрочную работу прибора.
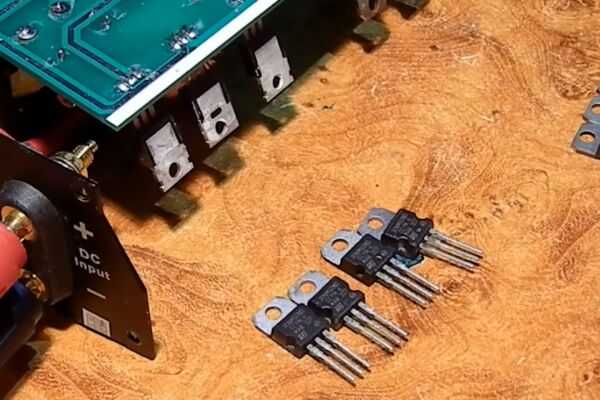
Сделанный инверторный сварочный аппарат своими руками, снабжён четырьмя ключами, которые состоят из четырёх параллельных транзисторов, прикреплённых к обособленным радиаторам.
Транзисторы крепятся с помощью термопасты, которая служит также для отвода тепла от этого элемента.

Принципы выбора транзисторов
- Расчёт мощности
Перед тем, как начать собирать простой сварочный инвертор своими руками, необходимо правильно рассчитать его мощность. Для этого надо умножить необходимую силу тока на напряжение горения электрической дуги.
Например: 160 А х 24 В = 3840 Вт.
Если учесть, что КПД, в среднем, составляет 85%, то перекачиваемая транзисторами мощность будет составлять 4517 Вт.
Теперь, зная данную величину, можно просчитать силу тока, которую транзисторы должны коммутировать во время работы инвертора. Для этого надо найти частное общей мощности и напряжения сети. То есть:
4517 Вт : 220 В = 20 А.
Для того, чтобы поддерживать 220 В при силе тока в 20 А необходимо установить фильтр с ёмкостью не менее 1000 мкФ. Здесь надо заметить, что имеются два параметра максимального тока при разных температурах (при 200С и при 1000С). Когда через транзисторы для сварочных инверторов проходит большой ток, на них образуется тепло, скорость отвода радиатором которого недостаточна. При этом кристалл будет перегреваться и приведёт к разрушению силового ключа. Значит, надо брать транзисторы, рабочий ток которых при 1000С будет составлять 20 ампер или более.
- Выбор рабочего напряжения
Собирая инверторный сварочный аппарат своими руками, следует знать, что напряжение на транзисторах не должно быть больше напряжения питания. Это означает, что надо приобретать транзисторы с напряжением, превышающим 400 В.
- Подбор транзисторов в соответствии с рабочей частотой
Для подобранных выше параметров рабочая частота транзисторов должна быть не менее 100 кГц. Это могут быть IGBT или полевые транзисторы, допустимое напряжение которых составляет 500 вольт. Единственным их неудобством является отсутствие отверстия для крепежа.

- Время паузы
Для того чтобы IGBT транзисторы нормально функционировали нужна пауза между открытием и закрытием, составляющая приблизительно 1,2 микросекунды. Исключение составляют MOSFET транзисторы, в которых время может равняться 0,5 микросекунды.
Учитывая все вышеперечисленные требования к транзисторам, можно собрать качественный простой сварочный инвертор своими руками. Также для этого нужен набор инструментов и приборов, включающий в себя осциллограф, паяльник, мультиметр, вольтметр и набор отвёрток. Перед началом работы следует внимательно изучить схемы прибора и приобрести все необходимые детали.
Многие фирмы предлагают качественные запчасти для сварочных инверторов. Но в данном сегменте рынка выделяется фирма IR. Специалисты данной компании разработали и выпустили транзисторы типа IRG4PH50UD и IRG4PC50UD, а также полевые транзисторы IRFPS40N50, IRFPS37N50A и IRFPS43N50K.
Они подходят к описанным выше параметрам и являются надёжными элементами, которые обеспечат долгую работу сварочного аппарата даже при частом использовании при условии правильной эксплуатации. Нельзя допускать, чтобы в него попадала металлическая стружка, влага, пыль и другие посторонние предметы. Это может привести к короткому замыканию.
Во время сборки сварочного инвертора следует соблюдать правила по технике безопасности при работе с электрическими приборами.

Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru