Какие виды сварок бывают: Какие виды сварки бывают (описание и преимущества) — Postroyka-Dom.com
alexxlab | 29.03.1987 | 0 | Разное
Какие виды сварки бывают (описание и преимущества) — Postroyka-Dom.com
Оглавление:
- Инверторная сварка
- Аргоновая сварка
- Аргонно дуговая сварка
- Сварочный полуавтомат без газа
Итак, инверторная сварка,- что это? По сути, инверторная сварка является процессом, в котором используется схема, система или некий прибор, задача которого заключается в создании переменного напряжения при использовании источника постоянного тока.
Инверторная сварка
В общую схему такого сварочного аппарата включается сетевой фильтр, сетевой выпрямитель, частотный преобразователь, высокочастотный трансформатор, силовой выпрямитель и управляющая система.
Естественно, чтобы осуществлять сварку металлических конструкций, не достаточно только сварочного аппарата, потребуется пользоваться еще различными аксессуарами – маской, держателями и, естественно, электродами. Осуществление сварки без электродов просто невозможно. В процессе инверторной сварки пользуются тремя типами электродов – углеродистыми, легированными и высоколегированными.
Основные достоинства сварочных работ с использованием инверторного аппарата таковы:
- розжиг осуществляется легко и быстро, дуга горит устойчиво и обладает хорошей эластичностью;
- высокое качество сварного шва;
- невысокие энергетические затраты при работе;
- достаточно хороший КПД;
- перепады напряжения питания не сказываются на качественных параметрах сварочных соединений;
- данные аппараты легкие и мобильные.
Естественно, как и у любого процесса, у инверторной сварки имеются и свои минусы: сварочные аппараты инверторного типа, как и любые сложные электронные приборы, сильно подвержены влиянию воды, пыли и морозов. По этой причине, аппараты такого типа должны храниться в помещении, обеспечивающем требуемые параметры сухости и теплоты.
Еще одним важным моментом является уход за сварочным аппаратом, периодически будет требоваться открытие корпуса и продувка компонентов прибора при помощи сжатого воздуха.
Аргоновая сварка
Аргоновая сварка является одним из видов сварочных работ, позволяющих производить сваривание сложных и тугоплавких металлов. При помощи этого метода сварки, часто варят алюминий и другие металлы, у которых происходит процесс окисления взаимодействия с воздухом.
Аргоновую сварку чаще всего применяют в такой отрасли как автомобильная промышленность, во время ремонта различных узлов автомобиля, сделанных из алюминия. Кроме этого, аргоновую сварку используют в металлургической отрасли, к примеру, чтобы осуществлять горячую обработку титана, тантала, ниобия, бериллия, циркония, гафния, вольфрама, урана, тория и чтобы обрабатывать щелочные металлы.
Применение аргона как газа – достаточно распространенная практика, к примеру, электрические лампочки тоже его содержат.
Аргоновая сварка — это достаточно сложный процесс, для осуществления которого требуется высокая квалификация и современное оборудование. Однако, и результат данного процесса на уровне – швы получаются ровными, бывает, что почти незаметные, и в то время очень прочные.
Однако, и результат данного процесса на уровне – швы получаются ровными, бывает, что почти незаметные, и в то время очень прочные.
Аргонно-дуговую сварку осуществляют, применяя для этого вольфрамовые электроды и керамическое сопло. Именно по этому соплу на место сварки и поставляется аргон, которые не дает металлу вступить в контакт с атмосферой. А это в свою очередь препятствует окислению металла и обеспечивает выполнение прочного сварного шва.
Аргоновую сварку можно разделить на два вида: на ручную сварку и автоматическую.
Так чем же хороша аргонно-дуговая резка и сварка металлических конструкций? Для начала, стоит отметить, что в связи с тем, что при данном процессе используется современное оборудование, время работы значительно уменьшается. Помимо этого, аргоновая струя в процессе сварочных работ кроме защиты металла от влияния воздуха еще и сдувает все лишнее и не нужное.
Ну и последнее, но самое главное, данный вид сварочных работ является очень экономичным. Это связано с тем, что при помощи аргона электрическая дуга сжимается и концентрируется в узкой области. По этой причине, имея сравнительно небольшие затраты электроэнергии, можно добить температуры зоны резки порядка 4000…6000°C.
Это связано с тем, что при помощи аргона электрическая дуга сжимается и концентрируется в узкой области. По этой причине, имея сравнительно небольшие затраты электроэнергии, можно добить температуры зоны резки порядка 4000…6000°C.
Аргонно-дуговая сварка
Если вам потребовалось сварить стальную конструкцию, то вы, недолго думая, возьмете в руки сварочный аппарат и без труда справитесь с этой задачей. Но что делать, если сварочные работы требуется произвести, к примеру, для алюминиевой конструкции? Тут-то вам и поможет аргонно-дуговая сварка.
Аргонодуговая сварка является сваркой при помощи электрической дуги в инертной аргоновой среде. Для данной сварки могут использовать плавящиеся или неплавящиеся электроды. Как неплавящимся электродом, чаще всего пользуются вольфрамовым электродом.
Горение дуги происходит от свариваемого изделия до неплавящегося электрода (как уже говорилось, скорее всего, вольфрамового). Крепеж электрода производиться к горелке, по соплу которой производиться подача защитного газа. Подача присадочного материала производиться к зоне дуги из вне, в электрической цепи не включается.
Подача присадочного материала производиться к зоне дуги из вне, в электрической цепи не включается.
Аргоновый сварку могут производить в ручном режиме, когда управление горелкой и присадочным прутком производит сварщик, и в автоматическом режиме, когда перемещение горелки и присадочной проволоки производиться без помощи рабочего.
При сварке неплавящимся электродом, в отличие от сваривания при помощи плавящегося электрода, во время розжига дуги электрод не прикасается к изделию по таким причинам. Для начала, у аргона имеется высокий потенциал ионизации, по этой причине ионизация дугового промежутка при помощи искры от электрода к изделию – это достаточно сложная задача.
Для случая с аргоновой сваркой при помощи плавящегося электрода после касания проволокой детали, зона дуги насыщается парами металла, которые обладают потенциалом ионизации почти в три раза ниже, чем имеет аргон, в результате чего разжигается дуга.
Кроме этого, если произойдет касание детали и вольфрамового электрода, будут происходить такие вещи как загрязнение и интенсивное оплавление. По этой причине во время аргоновой сварки с использованием неплавящегося электрода, чтобы разжечь дугу к сети источника питания параллельно подключают прибор, который называется «осциллятором».
По этой причине во время аргоновой сварки с использованием неплавящегося электрода, чтобы разжечь дугу к сети источника питания параллельно подключают прибор, который называется «осциллятором».
При помощи осциллятора, чтобы зажечь дугу к электроду производиться подача высокочастотных высоковольтных импульсов, ионизирующих дуговое пространство и обеспечивающих розжиг дуги, когда включается сварочный ток. Если аргоновую сварку производят с переменным током, когда дуга разожжена, осциллятор начинает работать как стабилизатор, подающий импульсы к дуге, когда сменяется полярность.
Это нужно для предотвращения деионизации дугового пространства и обеспечения устойчивого горения дуги.
Во время сварки с постоянным током, анод и катод выделяют разное тепло. Когда токи меньше 300 А, анод выделяет больше тепла чем катод, 70 на 30 в процентном соотношении, по этой причине обычно используют прямую полярность, для обеспечения максимального проплавления детали и минимального разогрева электрода.
При сварке всех сталей, титана и других материалов, кроме алюминия, используется прямая полярность. При сварке алюминия используется переменный ток, чтобы улучшить разрушение оксидной пленки.
Аргон иногда смешивают с 3–5% кислорода, для уменьшения пористости. Это становиться причиной более активной защиты металла. Аргон в чистом виде производит защиту металла от таких явлений как влага или другие включения, попавшие в сварочную зону. А при помощи кислорода осуществляется выгорание вредных примесей, или их выделение наружу. А это помогает бороться с пористостью.
Сварочный полуавтомат без газа
Если вы решили купить сварочный полуавтомат без газа, то, скорее всего вы уже столкнулись с огромным множеством различных вариантов, представленных на рынке. Давайте же попробуем разобраться в том, как должен выглядеть этот прибор в общем виде.
Давайте же попробуем разобраться в том, как должен выглядеть этот прибор в общем виде.
Сварочный аппарат должен быть недорогим и мощным. Лучше всего чтобы он работал полуавтоматически, от постоянного тока с использование плавящейся проволоки. Желательно, чтобы в автомате, кроме режима работы без газа на флюсовой проволоке, была еще реализована возможность работы на газу (на углекислом газе и на аргоне).
Немаловажный фактором является и выбор компании производителя. Изготовитель выбранного вами аппарата должен находиться в числе лидеров в таких сферах как промышленное и бытовое производство оборудования для сварочных работ. Данная компания должна быть официально представлена на рынке вашей страны, и обладать всеми сертификатами качества и безопасности, а так же иметь сервисные центы обслуживания.
Подача проволоки должна регулироваться плавно. Должна быть возможность реализовать ступенчатую регулировку мощности сварочных токов от 50 до 140 А. В аппарат должна помещаться даже 5-тикилограмовая катушка проволоки. Устройство должно быть снабжено тепловой защитой и принудительным воздушным охлаждением. В автомате должна быть реализована возможность работы с питанием от слабых сетей.
Устройство должно быть снабжено тепловой защитой и принудительным воздушным охлаждением. В автомате должна быть реализована возможность работы с питанием от слабых сетей.
Обмотка в трансформаторе аппарата должна быть выполнена из меди. Устройство должно быть многофункциональным, кроме использования в быту, аппарат должен осилить и производственные потребности (к примеру, ремонтная мастерская и СТО). Хорошо, если аппарат будет снабжаться колесиками, для удобства транспортировки.
Ну и последнее, и самое главное, при выборе сварочного полуавтомата без газа, зайдите в интернет и внимательно изучите отзывы о данном аппарате людей, которые им пользовались, и которым есть с чем сравнивать.
Основные виды сварки
Наиболее распространенными являются следующие виды сварки.
Механическая сварка.
Она же сварка взрывом. Выделение тепла происходит за счет трения между соединяемыми материалами. Трение происходит за счет взрыва, который сжимает соприкасающиеся поверхности деталей. Данный метод применяется для плакирования металлов инородным материалом. Например, сталь плакируется алюминием.
Данный метод применяется для плакирования металлов инородным материалом. Например, сталь плакируется алюминием.
Термическая сварка.
Данный тип сварки включает в себя несколько разновидностей, которые мы сейчас и рассмотрим.
Электродуговая сварка.
Данный вид сварки наиболее часто используемый. Расплавление свариваемых материалов и/или деталей происходит за счет выделяемой электрической дугой теплоты. После застывания свариваемые поверхности образуют единое сварное соединение. Для данного типа сварки необходим сильноточный источник питания низкого напряжения. К его зажиму присоединяется сварочный электрод, к которому, в свою очередь, прикасается свариваемая деталь.
Основными «подвидами» электродуговой сварки являются: ручная дуговая сварка, сварка неплавящимся электродом, сварка плавящимся электродом, сварка под флюсом, электрошлаковая сварка.
Ручная дуговая сварка.
Является универсальным технологическим процессом. С её помощью можно производить сварочные работы в любом пространственном положении, из различных марок сталей, даже при отсутствии необходимого оборудования. Используется специальный покрытый флюсом электрод. Покрытие используется для защиты шва металла от внешних воздействий. Сварка проводится на постоянном токе прямой или обратной полярности и на переменном токе. Данный вид сварки применяется для выполнения коротких и криволинейных швов в труднодоступных местах, а также при монтажных работах.
С её помощью можно производить сварочные работы в любом пространственном положении, из различных марок сталей, даже при отсутствии необходимого оборудования. Используется специальный покрытый флюсом электрод. Покрытие используется для защиты шва металла от внешних воздействий. Сварка проводится на постоянном токе прямой или обратной полярности и на переменном токе. Данный вид сварки применяется для выполнения коротких и криволинейных швов в труднодоступных местах, а также при монтажных работах.
Сварка неплавящимся электродом.
В качестве электрода используется стержень из графита или вольфрама. Температура плавления данных материалов выше температуры, при которой протекает сварочный процесс. Сварка чаще всего проводится в среде защитного газа (аргон, гелий, азот и их смесях) для защиты шва и электрода от влияния атмосферы. Сварку может проводить как без присадочного материала, так и с ним. В качестве присадочного материала используются металлические прутки, проволока, полосы.
Сварка плавящимся электродом.
В качестве электрода используется проволока (стальная, медная или алюминиевая), к которой через токопроводящий наконечник подводится ток. Электрическая дуга расплавляет проволоку, и для обеспечения её постоянной длины проволока подаётся автоматически механизмом подачи. Для защиты от атмосферы применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки вместе с электродной проволокой.
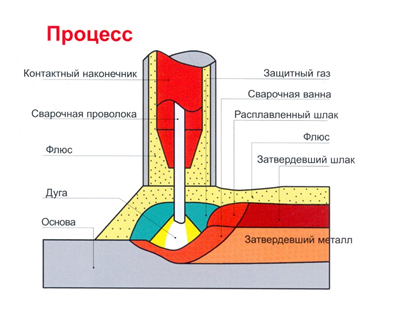
Сварка под флюсом.
В этом виде сварки конец электрода также представлен в виде металлической проволоки или стержня, на конец которой (-го) подается слой флюса. В качестве флюсов применяют прокаленную буру, борную кислоту, кремниевую кислоту и др. Флюсы используются в виде порошков, паст, водных растворов. Горение дуги происходит в газовом пузыре, находящемся между металлом и слоем флюса. Сама дуга при этом не видна. Благодаря этой технологии усиливается защита металла от вредного воздействия атмосферы и улучшается глубина проплавления металла.
Электрошлаковая сварка.
При электрошлаковой сварке в качестве электродов служат: электродная проволока, стержни, пластины. Источником теплоты является расплавленный шлак, через который протекает электрический ток. При этом теплота, выделяемая флюсом, расплавляет кромки свариваемых деталей и присадочную проволоку. Способ находит своё применение при сварке вертикальных швов толстостенных изделий. Электрошлаковую сварку используют в машиностроении для изготовления ковано-сварных и лито-сварных конструкций.
Плазменная сварка.
Источником теплоты является плазменная струя, получаемая при нагреве электрическим током электрода. Струя плазмы сжимается и ускоряется под действием электромагнитных сил, оказывая на свариваемое изделие как тепловое, так и газодинамическое воздействие. Теплом струи расплавляется основной металл около дуги, а также присадочный металл. Помимо сварки этот способ часто используется для наплавки, напыления и резки.
Электронно-лучевая сварка.
Источником теплоты является электронный луч. Луч получается за счёт термоэлектронной эмиссии с катода электронно-лучевой пушки. Данный вид сварки применяется в промышленных условиях в вакуумных камерах. Известна также технология сварки электронным лучом в атмосфере нормального давления, когда электронный луч покидает область вакуума непосредственно перед свариваемыми деталями. Кстати, подробный обзор этого типа сварки читайте тут.
Лазерная сварка.
Источником теплоты служит сфокусированный лазерный луч. Применяют твердотельные, газовые, жидкостные и полупроводниковые лазерные установки. Лазерный луч также используется для резки различных материалов. Основными достоинствами лазерной сварки являются: возможность вести процесс на больших скоростях, практически отсутствие деформаций изделия и узкий шов.
Газопламенная сварка.
Источником теплоты является газовый факел, образующийся при сгорании смеси кислорода и горючего газа. В качестве горючего газа могут быть использованы ацетилен, водород, пропан, бутан и их смеси. Тепло, выделяющееся при горении смеси кислорода и горючего газа, оплавляет свариваемые поверхности и присадочный материал с образованием сварочной ванны. Пламя может быть «окислительным» или «восстановительным», это регулируется количеством кислорода.
В качестве горючего газа могут быть использованы ацетилен, водород, пропан, бутан и их смеси. Тепло, выделяющееся при горении смеси кислорода и горючего газа, оплавляет свариваемые поверхности и присадочный материал с образованием сварочной ванны. Пламя может быть «окислительным» или «восстановительным», это регулируется количеством кислорода.
Термомеханическая сварка
Сварка происходит за счет нагревания свариваемых поверхностей. У этого вида сварки тоже имеются свои разновидности.
Контактная сварка.
При данном типе сварки изделия нагреваются и происходит их деформация, что обеспечивает их взаимное проникновение. Свариваемые детали зажимаются в сварочных клещах, и по электродам пускают ток высокого напряжения, который плавит детали. Затем ток отключают и сильно сжимают клещи, из-за чего металл кристаллизируется, образуя сварной шов.
Диффузионная сварка.
При диффузионной сварке соединяемые поверхности сдавливают и нагревают. Обычно этот процесс происходит в вакууме. В результате этого действия образуется сварочный шов. Данная технология весьма дорогостоящая и поэтому находит свое применение в основном в авиакосмической, электронной и инструментальной промышленности.
Обычно этот процесс происходит в вакууме. В результате этого действия образуется сварочный шов. Данная технология весьма дорогостоящая и поэтому находит свое применение в основном в авиакосмической, электронной и инструментальной промышленности.
Кузнечная сварка.
Сваривание поверхностей происходит за счет ударов кованым молотом по раскаленным деталям. Данный тип сварки не надежен, малопроизводителен и пригоден для ограниченного числа сплавов. Кузнечная сварка на сегодняшний день практически нигде не используется.
Сварка высокочастотными токами.
Свариваемые изделия располагают вплотную друг к другу и разогревают за счет пропускания тока высокой частоты, затем детали сжимают. После этого полученному изделию необходимо остыть, и оно готово. Метод применяется в основном для изготовления труб и фасонных изделий из сортовой стали.
какие основные типы и классификация сварочных технологий
Содержание:
- Классификация способов сваривания
- Термический класс
- Термомеханический класс сварки
- Механический класс
- Особенности выбора подходящего вида и техники сварки
- Интересное видео
Сварка – высокопроизводительный, экономически выгодный технологический процесс стыковки металлов, применяемый практически во всех сферах жизнедеятельности.
Классификация способов сваривания
С помощью сварки создают самые разные по сложности металлоконструкции посредством соединения однородных и разнородных металлических сплавов между собой, а также с некоторыми видами неметаллических материалов, например, графитом, керамикой, стеклом, пластмассой.
Сущность процесса сваривания состоит в том, что вследствие воздействия электрической дуги расплавляется электрод, образуя при этом сварочную ванну. Расплавленный металл электрода смешивается с основным материалом, при этом на поверхность всплывают шлаки, выступая в качестве защитной пленки. После затвердевания металла образуются сварные соединения.
Учитывая сколько видов сварки существует, очень важно правильно выбрать способ, поскольку от этого зависит не только аккуратность и качество сварного соединения, но также стоимость работы.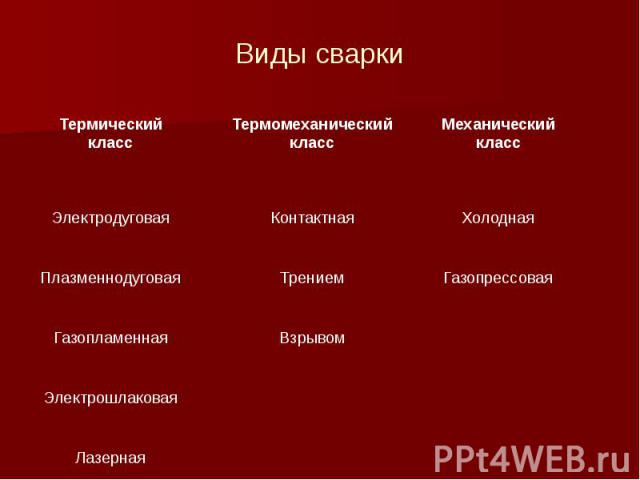
Все виды сварки разделяются на три больших класса: термический, термомеханический, механический. В каждый из классов входят разные типы сварки, проводимые с помощью разного оборудования и образующие надежные и прочные стыки.
Термический класс
Сварочные работы этого класса выполняются посредством плавления кромок свариваемых друг с другом элементов. Сперва в месте стыковки возникает сварочная ванна и после ее отвода выполняется шовное соединение.
Виды термической сварки разделяются на несколько подклассов: газовая, термитная, электронно-лучевая, лазерная, плазменная, электрическая дуговая стыковка материалов.
Последняя разновидность считается самой распространенной. Она не требует применения специальных приспособлений и инструментария.
Дуговая сварка
Принцип электродугового метода основан на воздействии тепловой энергии, образуемой электрической дугой. Прежде чем приступать к свариванию необходимо тщательно очистить стыкуемые кромки от пыли, следов масла, ржавчины и других загрязнений.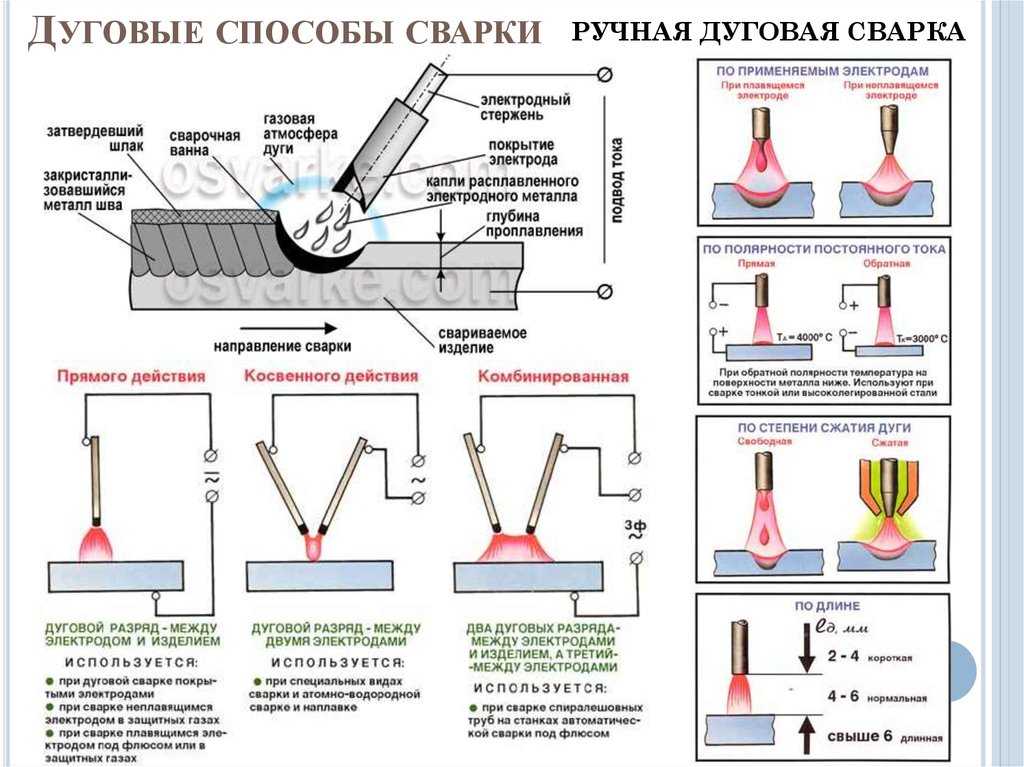
Дуговой технологический процесс считается наиболее простой и универсальной методикой. Она востребована при необходимости создать небольшие швы, а также при проведении монтажных работ, в том числе и в труднодоступных местах.
Существуют следующие виды сварки дуговым способом:
- ручная;
- электродная;
- в среде защитного газа;
- автоматическая под флюсом.
Для создания швов применяют плавящиеся и неплавящиеся электроды, переменный и постоянный ток. Для каждого металла технология подбирается индивидуально.
Газовая сварка
Это электродуговой способ, подразумевающий сваривание в защитной газовой активной или инертной среде. Различают две разновидности сварки: МИГ и МАГ, отличающиеся механическими характеристиками используемых материалов.
Свариванию материалов в газовой среде характерны следующие преимущества:
- отменное качество сварных соединений;
- возможность стыковки в разных пространственных положениях;
- легкость процесса за счет автоматизации и возможность наблюдать за образованием стыка.

В числе минусов отмечают необходимость использовать защитные меры, противостоящие тепловой и световой радиации дуги, а также вероятность нарушения газовой защиты в случаях сдувания струи.
Лучевой способ
Сварочный процесс происходит в вакууме, благодаря чему можно достичь безупречного качества соединительного шва. К заготовке передается мощный поток энергии, электроды вступают в реакцию с компонентами материала ускоряя процесс разогрева до температуры плавления.
Используются лучевые виды сварок в работе с микроэлементами, потому что здесь без осложнений можно отрегулировать луч до размеров микрона в диаметре.
Термитный способ
Уже из названия можно понять, что процесс сваривания осуществляется с применением термита – специального порошкообразного материала, основными составляющими которого являются соединения алюминия или магния, железной окалины.
Методика образует прочные швы и пользуется популярностью для стыковки рельсов, труб и для наплавки массивных деталей.
Электрошлаковая техника
В осуществлении сварочных работ относительно новый метод. Свариваемые элементы обволакиваются шлаком, предварительно разогретым до температуры, превышающей плавление проволоки и самого материала.
С помощью технологии в один проход можно заполнять большие разрывы. Образующаяся защитная ванна обеспечивает безупречное качество шва путем выдвигания на поверхность самых нестандартных металлических соединений.
Электрошлаковая методика подходит для выполнения самых сложных швов и создания крупногабаритных высокоточных деталей благодаря отсутствию трещин и пустот в соединениях.
Термомеханический класс сварки
Это комбинированные виды сварки металла, выполняемые с применением повышенной температуры и механических усилий. Как правило применяется способ для соединения малогабаритных деталей, которые стыковать обычными классическими методами невозможно.
Рабочий процесс выполняется с помощью электродов-губок, в которых одновременно крепится две части изделия.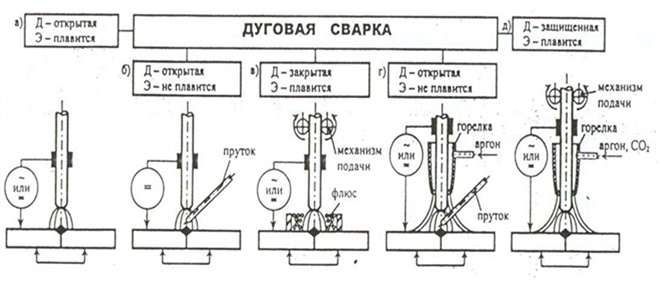 Основные виды сварки термомеханического класса – кузнечная, контактная и диффузионная.
Основные виды сварки термомеханического класса – кузнечная, контактная и диффузионная.
Кузнечная техника
Выполняется с помощью ручных инструментов. Металл вначале раскаляется, потом дна на другую нахлестываются детали и сверху молотком наносятся удары.
Чтобы достичь максимально качественных соединений предварительно необходимо тщательно очистить заготовки от налетов и образовавшихся на поверхности окислений.
Данный способ подходит не для всех металлов. Весомым недостатком считается низкая производительность. Поэтому кузнечное дело активно вытесняют другие более современные и технологичные типы сварок.
Контактная сварка
Процесс сваривания выполняется следующим образом. Нагрев поверхности достигается за счет прилегания к изделию поверхности иглы. Металл подготавливается методом механического осадочного воздействия или сдавливания. Потом через инструмент с необходимым диаметром подается электрический ток.
Благодаря химическому воздействию атомов металла даже самые мелкие элементы можно сваривать с максимальной надежностью и прочностью.
Виды сварок металла контактной техникой разделяют на стыковые, роликовые и точечные. Такие способы активно применяются в машиностроении и других промышленных направлениях.
Диффузионный способ
Применяется для материалов с плохими контактирующими свойствами. Основан метод на процессе диффузии атомов при повышенном уровне вакуума. Верхний слой свариваемой поверхности нагревается до аналогичной плавлению температуры. Посредством усиленного механического воздействия осуществляется контакт и стыковка, при этом 20 Мпа должна составлять минимальная мощность сжатия.
Процесс стыковки происходит в специальной камере. Помещаемые в нее детали длительное время выдерживаются под воздействием электрического тока.
Механический класс
Классификация способов сварки включает еще одну разновидность – механическую состыковку материалов, выполняемую путем физического воздействия на них. В данном случае нет необходимости применять температуру плавления. Нагревание происходит при переходе механической энергии в кинетическую и при достижении момента плавления изделия соединяются прочными швами.
Механические классы сварки подразумевают применение нескольких эффективных технологий.
Способ трения
В большинстве случаев сваривание трением используется для стержневых конструкций и труб с небольшим диаметром. Процесс автоматизированный и происходит в специальных установках в шпиндель которых фиксируются рабочие заготовки. Движущуюся деталь машина перемещает к неподвижной, в результате элементы нагреваются и происходит оплавление.
Техника позволяет варить состоящие из разных сплавов металлы, быстро выполняет нужные задачи и отличается экономичностью.
Холодная сварка
Механическая сварка холодным видом востребована при необходимости состыковать трубы, проволоки или шины. Соединяются заготовки вследствие деформирования пластических материалов при воздействии давления от 1 до 3 Гпа. При этом температура может быть даже минусовой.
Свариваемые поверхности нужно хорошо очистить от загрязнений и ржавчины. Поскольку происходит стыковка на межатомном уровне, то соответственно поверхности элементов должны быть безупречно обработанными и идеально ровными.
Сварка взрывом
Соединение деталей этим способом происходит посредством пластической синхронной их деформации. К надежно закрепленной мишени параллельно прикладывается подвижная часть изделия. Далее выполняется максимально контролируемый взрыв.
Методика подходит для соединения разнородных металлов. В качестве взрывных веществ используются смеси аммонита, гранулотола и гексогена.
Ультразвуковая методика
Перечисляя входящие в механическую группу виды сварок металла следует также уделить внимание УЗ-технологии. В данном случае задействованы источники энергии, которые на выходе образуют ультразвуковые колебания.
Актуален способ при создании точечных и шовных соединений под механическим воздействием. Вследствие сухого трения оксидные пленки разрушаются, далее осуществляется сваривание в процессе чистого трения.
Важным плюсом здесь является то, что отпадает необходимость предварительно очищать поверхности, а это обеспечивает экономию временных затрат. К недостаткам относят высокую стоимость оборудования, а также мизерный диапазон толщины соединяемых материалов.
К недостаткам относят высокую стоимость оборудования, а также мизерный диапазон толщины соединяемых материалов.
Особенности выбора подходящего вида и техники сварки
Классификация видов сварки настолько широка, что довольно часто специалисты (особенно начинающие) задаются вопросом – какие виды сварки существуют, с помощью которых даже непрофессионал смог бы осуществлять сваривание и получать при этом стыки безупречного качества.
Если перечислить все виды сварок не составит особых затруднений, то однозначно ответить какой из них самый лучший невозможно. Дело в том, что каждый среди тех какие виды сварки есть отличается техникой исполнения и используемым оборудованием. Также рассматривать необходимо и то, какими достоинствами и недостатками обладают конкретные виды сварок и их применение имеет четкое ограничение.
Аргоновая сварка
Сущность методики состоит в применении неплавящихся электродов. Преимуществами являются:
- идеальная фиксация тонких элементов;
- возможность контролировать глубину прогрева металла;
- намного меньше брызги от искр если сравнивать другие виды сварок, какие бывают и активно применяются;
- ровный, равномерный, красивый внешне шов, что особенно важно в случаях, где большое значение отводится эстетическим показателям готового изделия.

Недостатки:
- при ручном сваривании весьма низкая производительность;
- автоматическое соединение противопоказано для стыков с разной направленностью или слишком коротких;
- дорогостоящее оборудование.
Применяется сваривание аргоном при изготовлении металлоконструкций из алюминия, меди, титана, нержавеющей и легированной стали, сплавов цветных металлов.
Дуговая сварка
Достаточно распространенная классификация сварки, обладающая рядом положительных особенностей:
- возможность соединять детали в любых пространственных положениях;
- универсальность применения в местах с ограниченным доступом;
- рабочий процесс доступен на переменном и постоянном токе;
- невысокая стоимость.
Продолжением преимуществ выступают также и минусы:
- швы не отличаются желаемым качеством, на них присутствуют непровары и бугорки;
- весьма низкий КПД из-за высокого количества отходов;
- не подходит для состыковки тонких заготовок;
- низкие показатели производительности.
Применяют дуговую технику для изготовления лестниц, навесов, ограждений, стыковки труб, монтажа магистральных трубопроводов. Высокими эстетическими свойствами шов не отличается, но если выбирать какие виды сварки существуют для создания изделий из толстого металла, то одним из лучших способов считается дуговой.
Газопламенная техника
Сопоставляя современные виды сварки, которые подойдут для сваривания изготавливаемых из труб узлов и соединений, а также для монтажа трубопроводов среднего и малого диаметров, то здесь стоит отдать предпочтение газовому способу.
Очевидные преимущества:
- полная независимость от электропитания;
- удобность транспортировки оборудования из одного места в другое;
- отсутствие перегрева и прожогов металла;
- возможность создавать внутренние швы в трубах маленького диаметра.
Но есть у методики и некоторые недостатки. Это повышенные требования к профессионализму сварщика, достаточно большая площадь нагрева, низкие коэффициенты производительности.
Сваривание полуавтоматом
Технология аналогична дуговой, но здесь подача электрода происходит автоматически. В числе плюсов следует отметить:
- легкость и безопасность рабочего процесса;
- экономичность;
- отменная точность и хорошая производительность;
- ровность швов;
- возможность соединять детали от 2 до 30 мм толщиной.
Отрицательные моменты полуавтоматического способа:
- невозможность скорректировать стык во время рабочего процесса, поскольку увидеть его нельзя;
- если ток больше 200А, то расплавленный металл сильно разбрызгивается и необходимо удалять все окалины;
- применять полуавтомат можно только внутри помещений.
Что касается применения, то данная техника подходит для создания и монтажа металлических ограждений, лестниц, ворот, гаражей и других конструкций.
Чтобы выбрать наиболее подходящий для конкретных целей способ состыковки элементов необходимо знать какие бывают виды сварки, проводить аналогию каждого из них и только после тщательного анализа отдавать предпочтение конкретной технологии.
Интересное видео
Виды сварки. Классификация основных видос сварки металлов
Содержание
- Понятие процесса сварки
- Физические признаки сварки
- Технологичность – главное свойство сварных работ
- Важность технологических свойств
- Термическая сварка
- Электродуговая контактная сварка
- ММА – ручная дуговая сварка
- Аргоновая сварка TIG
- MIG/MAG – сварка полуавтоматом
- Сварка под флюсом
- Газоплазменная сварка
- Плазменная
- Термомеханическая сварка
- Кузнечная сварка
- Контактная сварка
- Диффузионная сварка
- Механическая сварка
- Сварка трением
- Холодная сварка
- Сварка взрывом
- Ультразвуковая сварка
Под сваркой подразумевается создание несъемных соединений между металлическими конструкциями.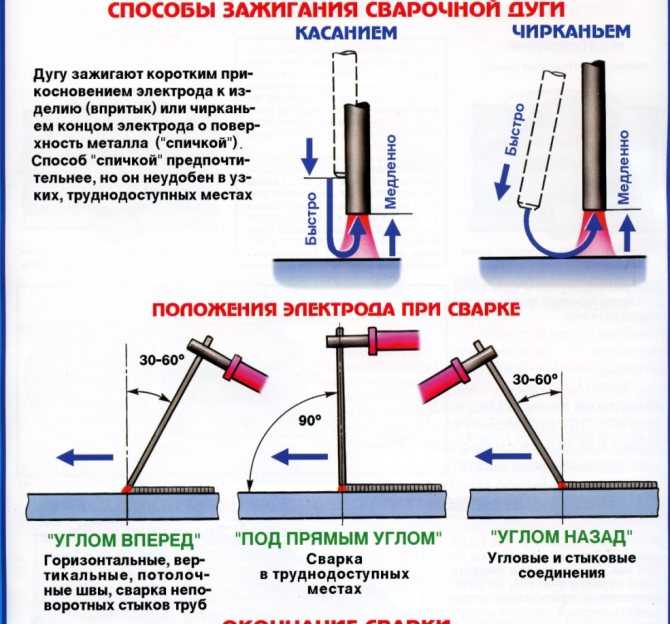 В XXI веке существует больше десятка разновидностей сварных работ, каждая из которых имеет свои особенности, преимущества и недостатки. Мы рассмотрим все виды контактной, механической, термомеханической сварки по металлу, а также уделим внимание самому понятию и физическим признакам данного явления. В статье будут рассмотрены как бытовые, так и профессиональные способы сварки.
В XXI веке существует больше десятка разновидностей сварных работ, каждая из которых имеет свои особенности, преимущества и недостатки. Мы рассмотрим все виды контактной, механической, термомеханической сварки по металлу, а также уделим внимание самому понятию и физическим признакам данного явления. В статье будут рассмотрены как бытовые, так и профессиональные способы сварки.
Понятие процесса сварки
Основной принцип сварки заключается в том, что металлические поверхности соединяются посредством оплавления вещества под воздействием высокой температуры. Достижение нужных показателей обеспечивается за счет инверторного аппарата, через который энергия проходит от электросети к сварочному электроду. Когда последний оплавляется, на месте соединения металла образуется сварочная ванна. В ней металлические конструкции оплавляются вместе с электродом, а в то же время, шлаковая оболочка защищает от внешнего воздействия. Когда сварочные работы оканчиваются и соединения остывают, место нагрева кристаллизуется.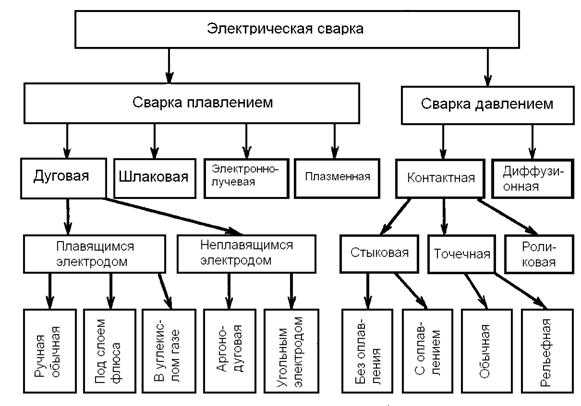
Изучая виды аппаратов для сварки металла, можно выделить следующие по типу тока:
- Переменные (AC). Недорогие аппараты, которые используются зачастую в бытовых целях. Работают в условиях постоянно меняющегося напряжения дуги (сотню раз за секунду), из-за чего состояние сварной ванны тоже крайне нестабильно. Это приводит к ряду негативных последствий: разбрызгиванию металла, уходу сварного шва от намеченной траектории, нестабильному провару конструкции. Тем не менее, в некоторых случаях использование переменного тока необходимо. Он применяется, чтобы сваривать намагниченные поверхности, ведь постоянный в этом случае бесполезен. Также им часто сваривают толстолистовые заготовки.
- Постоянные (DC). Чтобы получить постоянный сварочный ток, используются трансформаторы с силовым выпрямителем, задействованным в линии, или, что гораздо более вероятно, инверторы.
 Последние повсеместно применяются как домашними мастерами, так и профессионалами. Хоть постоянный ток и не подходит для некоторых условий, он позволяет добиться значительно более высокого качества шва при минимальных затратах сил и времени.
Последние повсеместно применяются как домашними мастерами, так и профессионалами. Хоть постоянный ток и не подходит для некоторых условий, он позволяет добиться значительно более высокого качества шва при минимальных затратах сил и времени.
Также следует уделить внимание рабочей оснастки – электродам. От того, какой вид вы используете, зависят условия сварных работ, так что о них необходимо знать. Они подразделяются на:
- Плавящиеся. Под воздействием высокой температуры они оплавляются, за счет чего и используются, чтобы образовывать сварочный шов. Пока горит головка, высвобождается газ. Его функция заключается в том, чтобы препятствовать процессу окисления. За счет газового сгустка поддерживается сварная ванна. Плавящиеся электроды хороши тем, что при их использовании не требуется отдельно подавать присадочную проволоку – скрепление происходит без нее.
- Неплавящиеся. Такие электроды выполнены из неметаллов – вольфрама, угля, графита.
 Они создают дугу, достаточно устойчивую даже при нестабильном токе. Также их использование позволяет дополнительно контролировать марку проволоки и скорость, с которой она подается в сварную ванну. Использование неплавящихся электродов позволяет делать надежные швы высокого качества, однако ими сложно работать на улице и в проветриваемых условиях.
Они создают дугу, достаточно устойчивую даже при нестабильном токе. Также их использование позволяет дополнительно контролировать марку проволоки и скорость, с которой она подается в сварную ванну. Использование неплавящихся электродов позволяет делать надежные швы высокого качества, однако ими сложно работать на улице и в проветриваемых условиях.
Физические признаки сварки
Ввиду своей структуры металлические поверхности не взаимодействуют между собой, поэтому для осуществления сварки требуется воздействие на межатомном уровне. Последнее возможно при включении электронных соединений или реализации при сдавливании под большим давлением.
В целом виды сварочных работы по металлу классифицируются по следующим признакам:
- Воздействие температуры. Происходит без внешнего механического влияния, исключительно за счет повышения температуры в сварочной ванне до необходимых параметров. В зависимости от разновидности сварных работ возможно несколько способов достижения температурного уровня – сварными дужками или газом.

- Работы под давлением. Из-за сильного сжатия происходит деформация металлических заготовок, за счет чего возможна текучесть мест стыковки.
- Стыковка. Осуществляется за счет того, что металлические пласты наплывают друг на друга.
Вне зависимости от того, какие виды швов сварки электродами вы используете, наличие грязи негативно сказывается на финальном результате. Загрязнения представлены, как правило, жировыми пятнами и окисью.
Технологичность – главное свойство сварных работ
Ни одну разновидность сварочных работ по металлу нельзя назвать полностью заменяющей все остальные, потому как в каждом типе имеются свои ограничения и технологические трудности. В то же время, существующие способы сварки разделяются по обрабатываемому металлу и используемым инструментам. Мы разберем подробнее, как классифицируют все существующие виды и способы сварки:
- электрошлаковая сварка (ЭШС),
- электрическая дуговая сварка (электросварка, ЭДС),
- сварка плазмой,
- электронно-лучевая сварка,
- сварка при помощи света и газа,
- сварка с применением ультразвука,
- термомеханические разновидности сварных работ (контактные, холодные, печные).
Важность технологических свойств
Важным аспектом сварочных работ по металлу является защищенность сварной ванны от воздействия внешней среды. Именно благодаря ей удается добиться одинаковости провара и стабильности дуги. Существует несколько способов защиты нагретого металла в процессе сварных работ. Приводим классификацию типов сварки металла по виду защищенности шва. Она осуществляется при помощи:
- вакуума,
- воздуха,
- флюса,
- пены,
- защитно-газовой среды.
При этом то, насколько автоматизирован сварочный процесс, создает вариативность: существуют процессы и оборудование, обеспечивающие работы вручную, механизацию и полную автоматизацию. Сварщик также может регулировать, какой газ использовать – выделяются вещества с разной степенью активности.
Термическая сварка
Данный вид сварки выполняется с применением таких компонентов, как:
- плазменный поток,
- огонь горелки с газом,
- электродуга.

Сам процесс осуществляется следующим образом: металлические заготовки стыкуются друг с другом, после чего места контакта оплавляются из-за влияния высоких температур. Когда сварочные соединения начинают остывать, происходит кристаллизация. Это создает несъемное соединение с прочностью исходного металла.
Электродуговая контактная сварка
Эта разновидность сварочных работ по металлу заслуживает особого внимания, потому как применяется в большинстве сфер – причем как в домашних условиях, так на производстве и в строительстве.
Для осуществления сварки электродугового типа используются сварочные аппараты, чаще всего в качестве них выступают инверторы. Они предназначены для генерации и поддержания электродуги, представляющей собой результат взаимодействия катода и анода.
- Анод – это электрод, на котором происходит окисление.
- Катод – это электрод, на котором происходит восстановление.

Между ними происходит процесс, результатом которого служит выработка большого объема тепловой энергии, достаточного для плавки металлов. Под воздействием высоких температур создается сварная ванна, которая и способствует скреплению нужных заготовок. Когда температура падает, провар кристаллизуется, что окончательно упрочняет металлический шов.
Мы рассмотрим, какая бывает контактная сварка электрической дугой – виды сварных работ по металлу.
ММА – ручная дуговая сварка
Сильной стороной ручной дуговой сварки является ее доступность: MMA – самый распространенный тип, причем это касается как легкости освоения, так цены оборудования и расходного снаряжения. Используя ручную дуговую сварку, можно в домашних условиях произвести ремонт бытового оборудования или автомобиля, собрать несложную конструкцию, починить каркас из металла. А сколько мангалов было сварено таким образом?..
Перечисляя самые распространенные виды сварки в профессиональной сфере, ручную дуговую также не получится обделить вниманием. MMA позволяет создавать сварочные соединения, применимые в строительстве, машиностроении, тяжелой промышленности; найдет применение как в небольших СТО и мастерских, так и на крупных полномасштабных производствах.
MMA позволяет создавать сварочные соединения, применимые в строительстве, машиностроении, тяжелой промышленности; найдет применение как в небольших СТО и мастерских, так и на крупных полномасштабных производствах.
В качестве оборудования применяются сварочные аппараты или инверторы, которые необходимы для создания тока с переменным или постоянным напряжением (как мы выяснили раньше, последний вариант является оптимальным для большинства ситуаций).
В качестве расходников представлены электроды – стержни из металла, имеющие обмазку из определенного состава. В процессе сварки создается высокая температура, из-за которой электроды постепенно оплавляются. Нагретая до состояния плавления проволока упрочняет соединение, когда оболочка электрода выделяет в сварочную ванну газовый состав. Последний выполняет особые функции:
- Предотвращает преждевременное окисление сварной ванны.
- Поддерживает стабильность электродуги.

- Позитивно сказывается на свойствах сварного шва.
Перейдем к преимуществам ручной дуговой сварки:
- Компактность. Электрододержатели достаточно компактны, чтобы предоставить сварщику возможность создавать соединения в труднодоступных местах. Ручная дуговая сварка позволит делать провары в различных позициях.
- Универсальность. При правильном выборе электродов вы сможете эффективно сваривать разные типы металлических конструкций.
- Простота освоения. Начать использовать сварочный инвертор для MMA можно с минимальными компетенциями, при этом вам практически не встретятся какие-либо виды наружных дефектов сварки.
Аргоновая сварка TIG
Данная разновидность сварки применяется, когда требуется создавать ответственные сварочные соединения, рассчитанные на высокую нагрузку. В отличие от ручной дуговой, она требует от сварщика обладания значительно большими компетенциями. В то же время, производительность сварных работ остается заметно ниже даже при высокой квалификации специалиста.
В то же время, производительность сварных работ остается заметно ниже даже при высокой квалификации специалиста.
Без аргоновой сварки не обойтись, когда требуется обеспечить герметичность соединений: к примеру, на нефте- или газоперерабатывающей промышленности, на производстве продуктов питания, при создании технически сложных товаров. Применяя TIG-сварку, удастся наиболее качественно скреплять металлические заготовки с тонкими стенками. Широкая сфера эксплуатации позволит работать с многими разновидностями металлов:
- нержавейкой,
- углеродистой,
- легированной,
- магниевыми, титановыми, медными заготовками.
Рассматривая все виды электрической сварки металлов, можно сделать вывод, что аргоновая позволит добиться наиболее эстетичного результата – финальный шов не только отличается высокой прочностью, но и выглядит крайне аккуратно. Из-за качества TIG-сварки получившаяся конструкция сможет выдерживать ощутимые нагрузки.
При реализации аргоновой сварки в качестве расходных материалов применяются неплавящиеся электроды, состоящие из угля, графита или вольфрама. Помимо них, используется подаваемая отдельно проволока – она должна иметь состав, идентичный тому, из которого сделаны свариваемые заготовки. Оболочка электродов образует инертный газ, который предотвращает попадание в сварную ванну кислорода из атмосферы.
MIG/MAG – сварка полуавтоматом
MIG/MAG сварка – разновидность сварки характерна тем, что не использует плавящиеся или неплавящиеся электроды – вместо них оборудование отдельно подает проволоку и газ. Присадочный материал поступает через горелку в автоматическом режиме, что позволит минимально отвлекаться от сварных работ.
На горелку также поступает газ, состав которого отличается в зависимости от обрабатываемого материала. К примеру, если газ имеет повышенную активность, в процессе создания провара металл брызгается, из-за чего сварочные соединения выглядят неэстетично. Но есть области применения различных видов сварки, в которых это не так важно, как высокая производительность.
Но есть области применения различных видов сварки, в которых это не так важно, как высокая производительность.
Особенность полуавтоматической сварки заключается в том, что ее получится осуществлять только с постоянным током. Несмотря на это, она популярна не только среди профессиональных мастеров, но и некоторых энтузиастов. Разберем преимущества MIG/MAG:
- Работа со стальными, чугунными, марганцевыми, медными, алюминиевыми, никелевыми заготовками.
- Автоматизация подачи присадочного материала.
- Тонкая настройка рабочего процесса за счет электроники.
- Создание соединений высокой сложности.
Сварка под флюсом
Следующий вид применяется исключительно в промышленных условиях. Флюсовые сварные работы позволяют добиться высочайшего качества шва: он будет способен выдерживать давление, экстремально низкие и высокие температуры, механические удары. При помощи данного метода производятся мореходные судна, космические спутники и шаттлы, поезда и другие технически сложные конструкции, рассчитанные на суровые условиях эксплуатации.
Флюс – это порошок, который при повышенной температуре выделяет газ, защищающий сварную ванну от окислений. Также с его помощью электродуга горит стабильно, а сварочные соединения упрочняются. Состав флюсового порошка зависит от типа металла. Сварные работы под флюсом нельзя выполнить в бытовых условиях: они создаются с помощью запрограммированных устройств, подающих расходник и сваривающих автономно.
Газоплазменная сварка
Рассматривая, какие есть виды профессиональной сварки по металлу, ранее мы упоминали только зависимые от электроэнергии. Они наиболее распространены и позволяют добиться высокого качества сварочных соединений, но неприменимы «в поле». Газопламенная сварка хороша именно тем, что подходит для выездных работ, где нет доступа к стабильному источнику электричества.
Принцип данной разновидности заключается в том, что сварная ванна образуется под высокой температурой от открытого огня. Он, в свою очередь, является следствием воспламенения кислородного потока и горючих газов – водородных, пропановых, бутановых, ацетиленовых, МАФ. Последний хорош тем, что позволяет добиться температурных условий почти в 3 000 °C. В то же время, данное вещество менее токсично и взрывоопасно, чем аналоги с более высокой теплоотдачей.
Он, в свою очередь, является следствием воспламенения кислородного потока и горючих газов – водородных, пропановых, бутановых, ацетиленовых, МАФ. Последний хорош тем, что позволяет добиться температурных условий почти в 3 000 °C. В то же время, данное вещество менее токсично и взрывоопасно, чем аналоги с более высокой теплоотдачей.
Газоплазменная сварка хорошо показывает себя в условиях отсутствия источников энергии. Открытое пламя позволяет повышать температуру металлических листов, что способствует эффективности. В то же время, в промышленных условиях сварка данным методом невозможна – всю работу придется выполнять вручную, и это будет медленнее по сравнению с аналогичными решениями. Освоить газоплазменные работы весьма непросто.
Плазменная
Еще один метод сварки, который возможен исключительно в производственных условиях. Обработка металла осуществляется за счет плазменного потока, создаваемого специальным устройством – плазмотроном. Как и в случае со сваркой под флюсом, работы сильно автоматизированы, что позволяет добиться высокого класса точности.
Как и в случае со сваркой под флюсом, работы сильно автоматизированы, что позволяет добиться высокого класса точности.
Сфера эксплуатации плазмотронов для сварных работ широка, потому как они наилучшим образом показывают себя с любыми металлическими заготовками. Сварочные соединения имеют глубокие провары, благодаря чему финальные конструкции обладают высокой степенью прочности.
Разновидность подходит как для деталей с малой толщиной стенок, так и для толстостенных промышленных изделий.
Термомеханическая сварка
Классификация различных видов сварки термомеханического типа представлена как методами, имеющими скорее историческую ценность, так и применимыми в современной промышленности.
Кузнечная сварка
Метод скрепления металлических конструкций, который применялся до стандартных для нашего времени способов сварки. Сильной стороной является энергонезависимость: используя кузнечный метод, вы не будете нуждаться в электричестве, газе или бензине.
Главным минусом можно назвать зависимость от навыков исполнителя: кузнечному делу обучаются годами, и качество сварочных соединений новичка разительно отличается от работы профессионала. Но это еще не всё, ведь в кузнях получится использовать только ограниченное число металлов – они должны обладать высокой гибкостью.
Вкратце рассмотрим, как работают кузнецы: для начала детали изделия нагреваются докрасна в раскаленной печи. Далее они соединяются; по частям бьют молотом для наилучшей стыковки. Данный метод является прародителем сварки, а сейчас используется для создания декоративных изделий. В промышленных и даже бытовых условиях он не востребован из-за высокой сложности и низкой производительности.
Контактная сварка
Вид сварки, который получил широкое распространение на крупных фабриках, работающих по конвейерному принципу. Сильной стороной является то, что ее легко автоматизировать – запрограммированные механизмы сваривают заготовки почти без участия человека.
Принцип заключается в следующем: две металлические заготовки плотно соединяются в потенциальной сварной плоскости, после чего при помощи сварочного трансформатора нагреваются до температуры плавления и прижимаются.
Диффузионная сварка
Принцип сварочных работ такого рода заключается в том, что при очень высокой силе сжатия атомные частицы даже твердых материалов будут смешиваться. Чтобы реализовать данный вид, используется специальная установка диффузионной сварки. В ней создается вакуум либо среда инертного газа. Заготовки сдавливают друг с другом с силой более 20 мегапаскалей.
Чтобы повысить эффективность, металл подогревается электрической энергией почти до состояния плавки. Для повышения качества установка продолжает работать какое-то время даже после окончания скрепления.
Механическая сварка
Следующая классификация видов сварки металла собрала виды, направленные на достижение температуры плавления путем механических воздействий.
Сварка трением
Общий принцип данного способа соединения металлов заключается в следующем: первая заготовка фиксируется в недвижимом состоянии, пока вторая, будучи прижатой вплотную, крутится с высокой скоростью. Трение образует сварочные соединения металлических конструкций.
Существуют следующие разновидности сварки трением:
- Между элементами трубопровода, расположенными статично, помещается подвижное кольцо.
- Метод закупоривания повреждений подразумевает, что вместо деформированного участка просверливается отверстие, а уже в него помещается крутящийся штифт. Важно, чтобы его материал соответствовал материалу конструкции.
- Линейная механическая сварка осуществляется путем трения двух изделий до температуры плавления стенок стыковки. Когда необходимый нагрев достигнут, элементы конструкции прижимаются друг к другу.
- Движение изделий методом предварительной раскрутки маховика.

Холодная сварка
При данном методе механической сварки задействованы пуансоны – элементы, применяющиеся в процессе прессования материалов. Метод прост: два изделия стыкуются между собой, после чего прессуются на месте шва. Если сварка требуется в одной точке, применяются стержни; если нужно создание шва, используются ролики.
За счет большого усилия происходит связь между атомами двух заготовок, скрепляющая их. При этом чем больше усилие и чем лучше подготовлены места соединения, тем качественнее получится результат сварочной работы.
Рассмотрим, заготовки из каких видов металлов бывают применимы для холодной сварки:
- алюминиевые,
- медные,
- цинковые,
- серебряные.
Сварка взрывом
Самый специфический вид сварочных работ, который, тем не менее, получил распространение в промышленных условиях, когда требуется состыковать две заготовки из разных типов металла. При помощи сварки взрывом производят конструкции из биметалла, в том числе имеющие крупные габариты.
При помощи сварки взрывом производят конструкции из биметалла, в том числе имеющие крупные габариты.
Разберем, как работает данный вид сварных работ:
- На устойчивую поверхность помещается статичная пластина.
- Над ней располагается второй элемент конструкции, который разворачивается под углом 3°.
- Поверх второго элемента конструкции равномерно помещается взрывчатое вещество вместе с детонирующим механизмом.
- Когда подвижный элемент подрывается, он с большим усилием соприкасается со статичной пластиной.
- В точке, где элементы касаются друг друга, появляется высокое давление. Из-за него обе детали конструкции подвергаются деформации, образуя связи на межатомном уровне.
Метод хорош тем, что не требует предварительно зачищать место стыковки. Кроме того, он сравнительно быстр в реализации. Недостатком является то, что из-за скорости реакции соединение получается не слишком глубоким.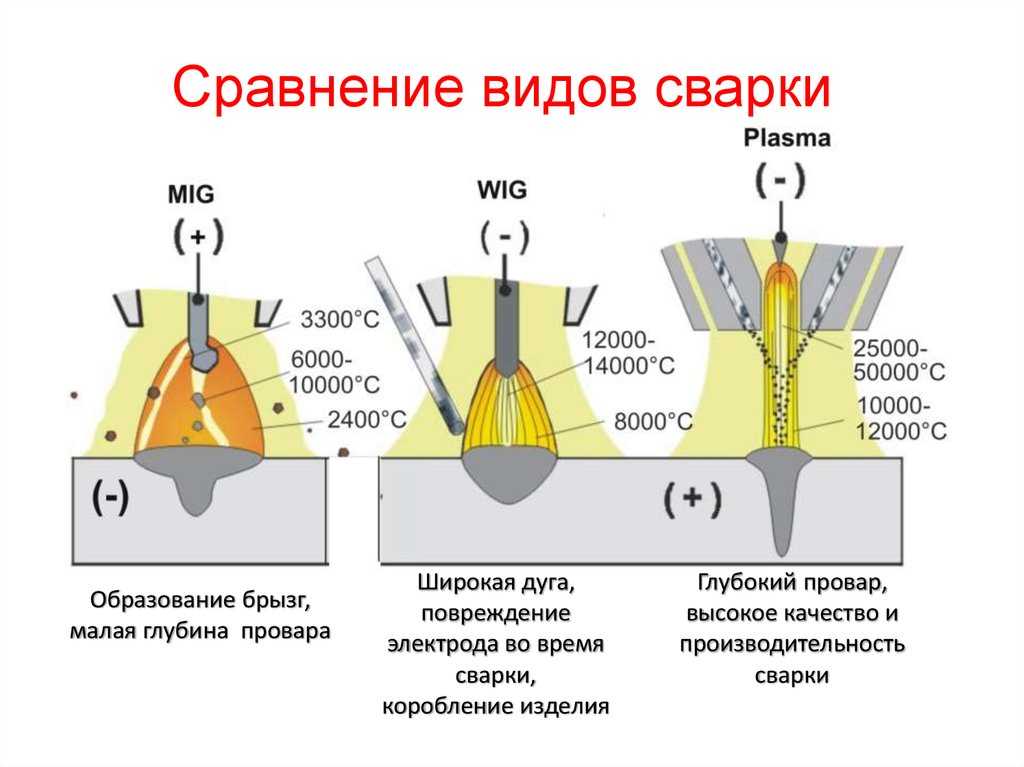
Ультразвуковая сварка
Способ сварки, позволяющий скреплять металлические, пластиковые, кожаные, тканевые, стеклянные, керамические заготовки при помощи механических колебаний. Если долго воздействовать на материал, сначала пропадет оксидное покрытие – сильной стороной метода является то, что металл не нужно зачищать в месте потенциальных сварочных соединений. Возможно использование с небольшим подогревом – это повысит скорость обработки.
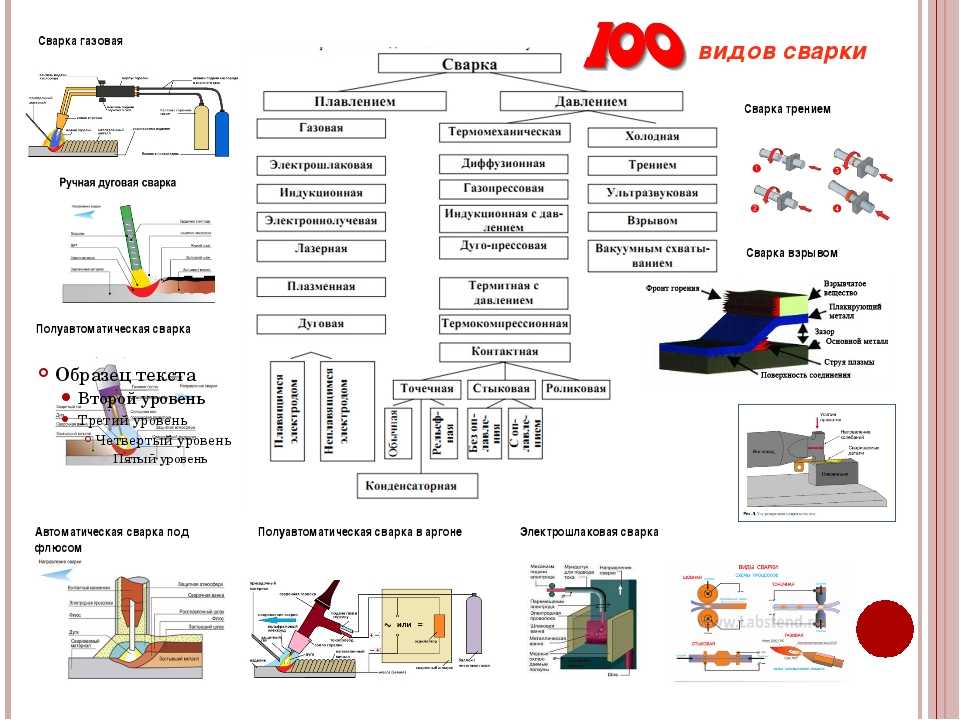
Виды сварок
Автоматическая сварка под слоем флюса
Плазменная WIG (сварка неплавящимся электродом в среде аргона), MAG (импульсно-дуговая сварка)
Электро дуговая сварка метала
Электро дуговая сварка латуни
Приварка отвода электродом электродуговой сваркой
Монтаж тепло распределителного пункта
Квалификация сварщиков компании Азмен позволяет выполнять любые виды сварочных работ: оконных решеток, калиток, гаражей, цестерн, кузовной ремонт автомобилей и т. д.
д.
Резка трубы газом
Сварочные работы по металлу – один из самых надежных способов соединения деталей и конструкций. Как технологический процесс сварка известна практически со времен, когда человек научился выплавлять металлы из руды и соединять части самородков драгоценных металлов. Если сделать краткий экскурс в историю, то виды сварки по хронологии будет размещены так:
• соединение способом промежуточного литья;
• кузнечно-горновая сварка;
• контактная (стыковая) сварка – 1856 г., лорд Кельвин;
• ручная электродуговая сварка – 1882 г., российский изобретатель Н.Бернардос;
• электрическая дуговая сварка – 1890 г., российский ученый Н. Славянов;
• сварка флюсом – 1929 г. советский ученый Д.Дульчевский;
• остальные современные способы: порошковыми материалами, электрошлаковая, контактная, плазменная, сварка под водой – почти все были изобретены и внедрены в Институте электросварки им. Е.О.Патона.
Самые востребованные виды сварки
Компания Азмен специализируется на предоставлении услуг по обработке металла – все виды сварки на заказ.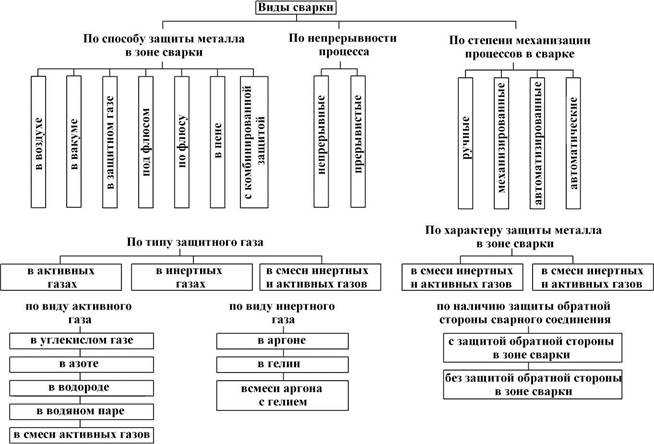 Наша компания располагает всем необходимым современным оборудованием и специалистами самой высокой квалификации в этой области. В зависимости от требований, которые выдвигаются параметрами сварочных швов и типа материалов для соединения, мы выбираем наиболее эффективный из существующих видов сварки.
Наша компания располагает всем необходимым современным оборудованием и специалистами самой высокой квалификации в этой области. В зависимости от требований, которые выдвигаются параметрами сварочных швов и типа материалов для соединения, мы выбираем наиболее эффективный из существующих видов сварки.
Сварка электрической дугой
Это самый распространенный способ соединения металлов и применяется в двух видах: ручной режим и на сварочных автоматах. Принцип действия основан на свойствах электрической дуги с очень высокой температурой, которая возникает при прохождении электрического тока через электроды и свариваемую поверхность вследствие существующей разности потенциалов. Электрическая дуга сильно нагревает поверхность металла и соединяет его сварочным швом. При этом образуется окалина, которую и последствии обивают, а шов шлифуют.
Заказать сварку электрической дугой Вы можете в нашей компании по доступной цене.
Сферы применения: выполнение коротких и криволинейных швов различной сложности, в труднодоступных местах, например, при изготовлении металлоконструкций и каркасов для строительства и промышленности, соединение закладных деталей, сварка трубопроводов и пр.
Газовая сварка
Выполняется с использованием обогащенной кислородной смеси в среде горючих газов (ацетилен – чаще всего, водород, метан, пропан). Этот способ больше подходит для сварки деталей из цветных металлов, тонкостенных деталей и легкоплавких марок стали, так как газовая сварка позволяет легко регулировать температуру горения, а значит, и нагрева свариваемых поверхностей.
Сферы применения: чаще всего этот тип сварки применяют в бытовых нуждах, для ремонта автомобилей, резервуаров и инженерных сетей из цветных металлов и стали толщиной до 3 мм.
Электрошлаковая сварка
По сути, это один из видов электродуговой сварки, но в процессе работы металлы соединяются в образующейся сварной ванне. Это дает более широкое поле для соединения и позволяется проваривать даже толстые заготовки и детали.
Сфера применения: целесообразно применять для заготовок толщиной больше 40 мм. Этот способ – самый эффективный для деталей свыше 100 мм толщиной. Кстати, рекордная толщина свариваемых электрошлаковой сваркой изделий – 2600 мм.
Сварка под флюсом
Усовершенствованной разновидностью электрошлакового способа является сварка под флюсом, то есть, когда расплавление конца электрода и свариваемых поверхностей происходит под слоем гранулированного флюса, который от нагревания дугой образует газовый пузырь, в котором образуется сварной шов. По мере остывания флюс образует сварную корку, которая легко отделяется от шва. Сварка под флюсом бывает автоматической и полуавтоматической. В сравнении с обычной электродуговой сваркой этот вариант имеет намного большую производительность – в 5-10 раз, а благодаря повышенным температурам в области сваривания резко увеличивается глубина проплавления металла. Еще одним огромным плюсом можно назвать высокую экономичность – потери материалов уменьшаются на 5-15% (за счет полного отсутствия разбрызгивания), а экономия электроэнергии – до 30-40%.
Сфера применения: в виду того, что этот способ возможно выполнять только в цеховых условиях, его применяют в массовых производствах для соединения деталей с прямолинейными и кольцевыми швами большой длины на деталях с достаточной толщиной. Пример – сваривание труб большого диаметра, изготовление балок для кранов, в кораблестроении.
Контактная сварка
Еще ее называют точечной сваркой, осуществляется путем нагревания током металла до размягчения и далее под действием усилия осуществляется соединение частей точками. Скорость этого процесса очень высокая – до 600 точек в минуту.
Сфера применения. Используется для сваривания очень тонких деталей (от 0,01 мкм), а также, для листов стали толщиной не больше 20 мм. Находит применение в изготовлении электроники, авиационной промышленности и судостроении, машиностроении.
Сварка неплавящимся электродом
Суть этого способа соединения в том, что процесс сваривания осуществляется в среде инертного газа, который защищает неплавящийся электрод и металл от кислорода в воздухе. Инертный газ подается через специальное сопло, а его вид выбирается в зависимости от материала электрода:
• для вольфрамового электрода применяется аргон, гелий, или их смесь;
• для медных электродов и со вставками гафния или циркония берут азот;
• для графитовых электродов со вставками тугоплавких металлов также применяют аргон.
Сфера применения. Этим способом можно отлично соединять все виды стали, цветные металлы, а также, разнородные сплавы металлов. Неплавящимся электродом лучше всех других способов сваривать тонколистовой металл – швы практически незаметны.
Плазменная сварка
Такой способ – это проведение работ в среде ионизированного газа, а специальная методика сжатия электрической дуги в плазмотроне позволяет достигать очень высоких температур – до 30 тысяч градусов (против 5-7 тысяч в парах аргона, например). Благодаря этому происходит более глубокое проплавление металла. А шов получается очень тонкий и аккуратный.
Сфера применения. Соединение деталей из самых различных сплавов, в том числе очень тугоплавких, в изготовлении толстостенных деталей, габаритный конструкций.
Мы предлагаем сварочные работы всех видов на заказ в Москве.
Сохранить
Поделитесь информацией
Основные виды сварки металлов. Сварочные работы своими руками
Содержание
- Виды сварочных работ
- Основные виды сварки
- Дуговая сварка
- Газовая сварка
- Полуавтоматическая сварка
- Автоматическая сварка
- ТИГ сварка
- Электрошлаковая сварка
- Электронно-лучевая сварка
- Диффузионная сварка
- Контактная сварка
- Электродуговая сварка
- Ручная дуговая сварка
- Сварка неплавящимся электродом (TIG)
- Сварка в защитных газах
- Сварка под флюсом
- Гипербарическая сварка
- Термитная
- Тлеющим разрядом
- Световая
- Индукционная
- Использование лазера
- Литейный способ
- Что представляет сварка под флюсом
- Механический класс сварки
- Трением
- Холодная
- Взрывом
- Ультразвуковая
- Процесс сварки
- Формирование контакта
- Образование химической и металлической связи
- Создание и типы прочного соединения
- Термомеханический класс сварки
- Кузнечная
- Контактная
- Диффузионная
- Технология сварочных работ
- Технология нанесения шва
- Сварочный техпроцесс
- Интересное видео
Виды сварочных работ
У каждого порядочного хозяина сварка должна быть под рукой совсем не для того, чтобы показывать чудеса профессионализма. Обычные бытовые вопросы иногда требуют только сварки, поэтому освоить базовые принципы владения технологией нужно.
Сварка — это прочное соединение металлов на уровне атомных связей, которое достигается путем повышения температуры. Правильно сваренные детали ничем не отличаются по прочности от монолитной конструкции. В принципе, сварочные работы можно разделить на механическую сварку, термическую и термомеханическую. Подвидов и технологий существует уйма, но из доступных остаются несколько видов термической сварки:
- Электродуговая сварка. Этим способом свариваются между собой разные по структуре и по марке стальные детали. Процесс происходит благодаря электрической дуге, часто используется в ремонтных или монтажных работах. Электродуговая сворка может позволить соединять детали в труднодоступных местах.
- Сварка электрошлаком. Используется только в машиностроении и для строительства толстостенных конструкций. Сварка происходит в среде расплавленного шлака.

- Плазменная сварка. Технологичный вид сварки, который использует плотную плазму. При помощи этого метода можно проводить не только соединение металлов, но и резку, плавку, напыление, наплавку и формирование деталей и поверхностей.
- Газоплазменная сварка. Универсальный вид сварки, использующий газовую плазму. Может применяться для ремонта, восстановления поверхностей, термической правки, пайки, наплавления и термообработки.
Также сварки термомеханической подгруппы представлены контактной сваркой с нагревом от электричества или давления, а также диффузионной сваркой, где соединение происходит в условиях вакуума. Механические сварки могут быть ультразвуковыми, при работе с полимерными материалами, и взрывной технологией для крупных объектов. В гаражах и дома мы используем чаще всего электродуговую сварку, инверторную и газовую сварку.
Основные виды сварки
Имеются различные способы сварки. Способы сварки и виды сварных соединений необходимо знать, чтобы выбирать правильное оборудование, расходные материалы и устанавливать нужные режимы. Виды сварки и их краткая характеристика должны быть тем знанием, которое позволит в результате получить качественный, красивый и прочный шов. Каждый способ обладает своими нюансами, преимуществами и недостатками.
В сварке могут использоваться нагревание или давление, а также их сочетание. В соответствии с этим виды сварки и их характеристики разделяются на две большие группы — плавлением и давлением.
Технология сварки заключается в образовании межатомной связи между металлическими изделиями и получению в результате прочного неразъемного соединения. Первая стадия процесса заключается в максимально близком приближении свариваемых элементов друг к другу.
Однако на этом этапе достаточного взаимного проникновения атомов невозможно. Это объясняется тем, что при обычной температуре не помогут даже значительные прилагаемые усилия. Этому помешает твердость материала, а также то, что даже при самой хорошей обработке контакт между деталями будет происходить не по всей поверхности, а только по нескольким точкам. К тому же прочному соединению будут препятствовать остатки на поверхностях грязи, окисел, жировых пленок.
Прочный физический контакт будет возможен только в результате применения сильного давления или расплавлением краев соединяемых металлических деталей. При этом исчезает зазор между соединяемыми деталями, и они начинают представлять собой единое целое.
Виды классификации способов сварки предполагают сварку плавлением без применения давления, термомеханическую с использованием тепловой энергии и давления и сварку давлением. Распространенный способ — это плавление соединяемых элементов.
Способы сварки металлов:
- Ручная электродуговая.
- Газовая.
- Полуавтоматическая.
- Автоматическая.
- ТИГ сварка.
- Электронно-лучевая.
- Электрошлаковая.
- Плазменная.
- Диффузионная.
- Контактная электрическая.
- Стыковая контактная.
- Шовная контактная.
- Точечная контактная.
- Точечная конденсатная.
- Индукционная.
Применяемые при этом электроды бывают плавящиеся и неплавящиеся. Краткая характеристика основных видов сварки поможет выбрать наиболее подходящий способ для конкретного процесса. Все виды сварочных работ предполагают использование подходящего для них оборудования.
Также имеет свои особенности сварка разных металлов. Так, например, трудность при сваривании углеродистых сталей заключается в закалке зоны около шва, и образовании многочисленных трещин. Поэтому при сваривании изделий из таких материалов рекомендуется предварительно подогревать детали до температуры 100-300 градусов, применять многослойный шов, использовать электроды с покрытием, после окончания процесса проводит отпуск получившегося изделия до температуры 300 градусов.
Трудность при сваривании ферритовых сталей с большим содержанием хрома заключается в том, что при охлаждении существует опасность выпадения зерен карбидов хрома, что понижает стойкость по отношению к образованию коррозии. Для предотвращения этого явления следует устанавливать ток небольшого значения, чтобы можно было обеспечить более значительную скорость охлаждения. Также для выравнивания количества хрома в зернах и на границах можно после окончания сварки осуществлять отжиг.
Сварка чугунных изделий производится чугунными электродами с предварительным подогревом деталей. Диаметр чугунных электродов выбирают в диапазоне 8-25 миллиметров.
Свариваемость меди понижают примеси кислорода, водорода и свинца. Результативным является использование газовой сварки. Если применяется дуговая сварка, то электроды выбирают угольные или металлические. Сварке алюминиевых деталей препятствует наличие оксидов. Их помогает растворять использование флюсов.
Дуговая сварка
Виды сварки плавлением можно начать с ММА, как называют ручную дуговую сварку. Ее заслуженно можно отнести к лидеру народной популярности. Такой процесс сварки металлов можно осуществлять с помощью инвертора или трансформатора. В обоих случаях необходимо использование электродов. Такой способ является простым и недорогим.
Источником появления тепла служит электрическая дуга, образуемая между электродами, один из которых является расходным материалом, а другим являются свариваемые элементы. Такая дуга является мощным разрядом в газовой среде.
Обмазку электрода можно сравнить с «застывшим» газовым облаком. При начале расплавления металла начинает плавиться и обмазка электрода. Высвободившееся облако газа обеспечивает защиту от проникновения на место образования сварного шва кислорода, а для дуги обеспечивает проводящую ионизированную среду. Такое явление существенно снижает риск образования пористости.
Преимущества ММА:
- Универсальность. С помощью этой технологии можно сваривать изделия, изготовленные практически из всех видов металла.
- Сваривать детали этим способом можно при любом пространственном положении изделия. Сюда входят ограниченные пространства, что бывает не под силу другим методам.
- Технология сварки металла методом ММА позволяет это осуществлять при различных неблагоприятных условиях окружающей среды.
- Простота использования и недорогая стоимость позволяют использовать этот метод не только в промышленных, но и в домашних условиях.
К недостаткам можно отнести невысокую производительность, наличие хотя бы небольшого опыта, достаточно сложный процесс разжигания дуги с риском залипания электрода, нанесение вреда здоровью при испарении обмазки некоторых видов электродов.
Избежать залипания электрода поможет использование современного оборудования, имеющего функции против появления такого эффекта. Оборудование для дуговой сварки разделяется на трансформаторы и инверторы, которые имеют неоспоримые преимущества и значительно облегчают процесс электрической сварки.
Трансформаторы, долгое время державшие первенство, сейчас считаются устаревшим оборудованием, тяжелыми и имеющими большие габариты. Сваривать металлические детали с их помощью можно только на переменном токе.
Выходом из положения является применение сварочных выпрямителей. Их функция заключается в преобразовании переменного тока в постоянный. Это дает существенное преимущество, поскольку при использовании постоянного тока швы получаются более качественными, ровными, крепкими и аккуратными. Однако выпрямители также имеют большую массу и крупные габариты, к тому же при их использовании необходимы профессиональные навыки.
Инверторы, являющиеся современным оборудованием, представляют собой самый оптимальный выбор для осуществления процесса. Это можно порекомендовать даже новичкам, поскольку не составляет особого труда разобраться с принципами работы с ними. Выпрямитель тока встроен в устройство инвертора, поэтому дополнительного оборудования не потребуется. Имеющиеся функции помогут избежать залипания электродов и помогут быстрому розжигу дуги. Инверторы имеют настолько небольшой вес и малые габариты, что их с легкостью можно переносить в руках.
Подбирать электроды следует по таким параметрам, как их диаметр и состав металла внутри. Выбор типа металла является важным, поскольку при осуществлении сварного процесса происходит его плавление, и он по капле перетекает в общую массу и сплавляется с ней. Однородность металлов деталей и электрода служит гарантией крепкого соединения и получения однородного шва.
Сделать правильный выбор при покупке электродов нетрудно, поскольку на упаковке обычно указывается, для каких видов металлов подходят данные расходные материалы. При покупке также необходимо определиться с толщиной этих расходняков. Это напрямую зависит от толщины свариваемых изделий.
Важным является приобретение навыков при розжиге дуги. На выбор можно использовать методы касанием или чирканьем. При касании происходит быстрое соприкосновение электрода с поверхностью изделия и затем его отвод на небольшое расстояние. Продолжать делать такие постукивания электродом по поверхности следует до тех пор, пока не появится дуга. Чирканье электродом по поверхности по типу зажигания спички более предпочтительно, но неудобно в труднодоступных местах. Навыки быстрого розжига дуги приходят с опытом.
После розжига дуги важно поддерживать стабильность ее горения. Для этого электрод необходимо держать от поверхности на постоянном расстоянии, равным приблизительно двум миллиметрам. По мере сгорания электрода не следует забывать его опускать. Если держать электрод слишком близко к поверхности изделия, то он может к ней прилипнуть, а если далеко, то возникает опасность того, что зажженная дуга погаснет.
Основы сварки электродом говорят о том, что прогревать металл лучше делать круговыми движениями для того, чтобы успела образоваться так называемая сварочная ванна. Чтобы шов получался ровным, после разогрева электрод следует вести не чересчур медленно, но и не особенно быстро, чтобы избежать появления дефектов.
Газовая сварка
Методы сварки включают в себя такой распространенный способ соединения изделий как газоплавильный. Сущность газовой сварки состоит в том, что кромки деталей в местах их соединения разогреваются до нужной температуры с помощью горелки, входящей в применяемое оборудование.
Знания все о сварке предполагают изучение этого проверенного временем способа соединения металлов. Газовая сварка не является трудной в исполнении, оборудование для не нее не особо дорогое, электрической энергии потребляется немного, что является неоспоримыми преимуществами.
Относительным недостатком можно назвать низкую скорость разогревания металла, которая еще больше понижается, если сваривать приходится толстые детали. Поэтому ее рекомендуется применять, когда происходит сварка металлических листов толщиной не более шести миллиметров. Также может появиться такой неприятный недостаток, как коробление. С помощью газового метода можно сваривать практически все виды металлов.
В отличие от дуговой сварки электроды здесь не применяются. В их роли выступает присадочная проволока, а источником нагрева служит горелка. Переходя в жидкое состояние, металл образует сварочную ванну, которая в дальнейшем будет находиться под защитой газовой среды, вытесняющей воздух. Расплавленный металл медленно остывает и затвердевает.
Высокотемпературное пламя образуется при сгорании смеси ацетилена с кислородом. Такая смесь выполняет функции окислителя. Вместо ацетилена можно использовать его заменители, например, метан или пропан-бутан, но следует учитывать, что это понизит температуру горения, поэтому такую замену в основном проводят при резке металлов или при сваривании металлов, имеющих низкую температуру плавления, таких как медь, латунь, бронза. Наибольшую температуру горения оказывает ацетилен.
Процесс сварки таким способом разделяется на «правую» и «левую» методики.
Наиболее распространен «левый» способ. Им можно пользоваться при соединении металлов, имеющих не слишком большое значение температуры плавления и небольшую толщину. «Правый» способ применяют для соединения металлических изделий толщиной свыше трех миллиметров, обладающих повышенной теплопроводностью. Благодаря лучшей защите металла шов получается более качественным, скорость процесса повышена, а расход газов на 10% меньше.
При «правом» способе направление перемещения горелки слева направо, а присадочную проволоку перемещают вслед за горелкой. Пламя при этом направлено на уже готовый участок шва, а присадочную проволоку передвигают вслед за горелкой. При «правом» способе толстых деталей необходима предварительная разделка кромок деталей.
Мундштуком осуществляют колебания с небольшой амплитудой, за исключением того, когда осуществляют сварку тонкостенных листов. Пламя горелки направляют таким образом, чтобы кромки деталей были расположены в восстановительной зоне и находились на расстоянии 2-6 миллиметров от конца пламени. Мундштук горелки может быть перпендикулярным поверхности или находиться под наклоном к ней.
Техпроцесс на сварку газовым методом предполагает, что перед тем, как приступить к работе, необходимо проверить рабочее состояние горелки:
- Качество присоединения шлангов.
- Наличие разрежения.
- Газонепроницаемость.
Перед тем, как к горелке присоединить шланги от кислорода и ацетилена, их необходимо продуть. Чтобы проверить надежность присоединения шлангов, необходимо выполнить следующие действия:
- шланг для подачи кислорода присоединить к штуцеру горелки;
- произвести проверку горелки на разрежение в канале, где происходит подача ацетилена;
- присоединить шланг для подачи ацетилена;
- проверить надежность крепежа шлангов предназначенными для этого хомутами.
Вместо хомутов можно закреплять шланги проволокой. Также используются накидные гайки с правой или левой резьбой.
Проверку на разрежение или иначе «подсос» следует проводить следующим образом:
- закрепить наконечник с помощью накидной гайки;
- присоединить к ниппелю шланг подачи кислорода;
- следя за показаниями манометра, выставить давление кислорода;
- открыть вентили — вначале ацетилена, а затем кислорода;
- поднести палец к ниппелю ацетилена.
Если палец присосется, то это будет означать, что разрежение имеется. При его отсутствии следует:
- закрыть вентиль кислорода и отсоединить наконечник;
- вывернуть на пол-оборота инжектор из смесительной камеры;
- собрать горелку и осуществить повторную проверку;
- если разрежение по-прежнему отсутствует, то придется снять наконечник, вынуть инжектор и мундштук, и проверить, не засорены ли в них отверстия;
- при необходимости прочистить отверстия мягкой проволокой и продуть воздухом;
- проверить плотность прилегания инжектора к седлу корпуса горелки и при необходимости усилить его.
Затем осуществляется проверка на газонепроницаемость:
- присоединять шланг подачи кислорода попеременно к ниппелям ацетилена и кислорода;
- подать кислород под давлением;
- на несколько мгновений опустить мундштук в воду.
При отсутствии непроницаемости газов на поверхности воды не должны появляться пузырьки. Газовая сварка хорошо показывает себя при сварке стыковым методом. Однако применять ее для образования соединений методом внахлест и тавровым способом не рекомендуется, поскольку для этого необходим сильный нагрев деталей.
Сварочный процесс должен осуществляться при движении горелкой только в одном направлении — вдоль оси шва. Отсутствие колебаний приводит к образованию более узкого шва, чем когда осуществляется сварка покрытыми электродами. Чтобы избегать разбрызгивания, конец проволоки в ванну надо подавать плавно. О степени проплавления можно будет судить по внешнему виду ванны. При нормальном проплавлении она будет вытянута вдоль направления шва, а при плохом форма ванны будет иметь круглую или овальную форму.
Окончание сварки и заваривание кратера осуществляют, уменьшая постепенно силу тока с помощью реостата, включенного в сварочную цепь. Удлинением дуги, отводя горелку, прекращать сварку не рекомендуется, поскольку такой способ ухудшит защиту шва газом. Подачу газа следует прекращать только через несколько секунд после того, как прекратится горение дуги.
Полуавтоматическая сварка
Все виды сварочных работ включают в себя еще один популярный вид — сварку при помощи полуавтомата. Полуавтоматическую сварку можно назвать разновидностью дуговой сварки. Отличие заключается в том, что одновременно осуществляется подача в зону сварки проволоки и воздействие газа, который защищает все материалы от негативного воздействия окружающего воздуха, который способен замедлить процесс или даже полностью его прекратить.
Когда сваривание полуавтоматами происходит в углекислом газе, то такой вид носит название MAG, а если в инертном, то MIG. Сварочные полуавтоматы относятся к несложному виду оборудования. Его основные части состоят из источника постоянного тока, обеспечивающего подачу напряжения, и особого механизма для подачи в зону сварки проволоки, играющей роль электрода. Проволока намотана на специальную бобину. Скорость ее подачи является регулируемой.
К достоинствам этого способа относятся возможность работы в труднодоступных местах, небольшое количество отходов, получение тонкого и прочного шва, быстрота процесса. В полуавтоматах используются алюминиевые или стальные проволоки. Защита получаемого шва возможна следующими способами: флюсом; защитными газами; использованием порошкового вида проволоки. Чаще всего применяются защитные газы. Имеются стационарные аппараты и бытовые, более удобные для домашнего использования.
В корпусе полуавтомата находятся блок управления и источник питания. С помощью кабелей к прибору подсоединяются — механизм подачи проволоки, намотанной на катушку, и сварочная горелка.
Подача проволоки осуществляется одним из трех вариантов:
- Тянущий. Привод расположен на ручке горелки. Происходит вытягивание проволоки с бобины, на которую она намотана.
- Толкающий. Привод осуществляет подталкивание проволоки в сторону горелки.
- Тянуще-толкающая подача является гибридом двух предыдущих способов.
С помощью сварочного рукава на место работы подается газ, проволока и, в некоторых моделях, жидкость для охлаждения. Длина шланга определяет возможность работы в труднодоступных местах. Для подключения сварочного рукава используется унифицированный разъем.
В центре находится большой штуцер, через который осуществляется выход сварочной проволоки. Вверху расположены два контакта для переключения режимов. К разъему подсоединяются провода для подачи тока. К шлангу также подключается горелка. Контактный наконечник является сменной деталью. Он выбирается в зависимости от диаметров используемой проволоки. В свою очередь размер сопла зависит от диаметра наконечника.
Проволока наматывается на катушки. Они имеют различные размеров в зависимости от диаметра проволоки. Устройство подачи проволоки имеет роликовый механизм. Вращение устройства подачи осуществляется с помощью электродвигателя. Регулировка натяжения проволоки производится оператором вручную. Сварочная проволока поступает в зону сварки беспрерывно. Дуга возникает между проволокой и деталями, подлежащими сварке. Сопло служит для формирования облака газа.
Возможна сварка полуавтоматом без применения газа. В этом случае необходимо использование особого вида проволоки, внутри которой находится флюс. Такая проволока носит название порошковой. При сгорании проволоки освобожденный флюс создает защитную среду. Если предстоит сваривание ответственных конструкций, то следует выбирать сварку с газом, что является более надежным. Необходим грамотный выбор сварочной проволоки.
Основной критерий — соответствие состава проволоки материалу свариваемых изделий. Этому поможет маркировка проволок. Выбор диаметра проволоки зависит от толщины изделий. Теория сварки металлов предполагает зависимость выставляемого сварочного тока от толщины материалов и выбранного диаметра электродов.
Необходимостью является установление скорости, с которой будет осуществляться подача проволоки, а также расход газа, устанавливаемый с помощью вентиля на редукторе. Основная особенность использования полуавтомата заключается в том, что вначале проволока подается в сторону места сварки механически, но затем ее перемещение осуществляется вручную.
Автоматическая сварка
Такой вид сварки, имеющий множество достоинств, часто находит применение в промышленном производстве. Ее можно назвать высшей степенью механизации электродуговой сварки, выполняемой под защитой флюсом.
Подача проволоки является полностью механизированной. Сварщику требуется только знать, как настроить применяемое оборудование и запустить его. Получаемый шов получается ровным и красивым засчет того, что во время всего процесса поддерживается ровное горение дуги.
ТИГ сварка
Является одним из современных методов сварки различных изделий. Сутью этого способа является горение электрической дуги в аргоне — газе, обладающем рядом замечательных качеств. Поскольку он тяжелее воздуха, то после проникновения в сварочную ванну аргон приступает к ее защите от других газов, обитающих в атмосфере. Шов в результате получается без оксидной пленки.
При этом способе применяется вольфрамовый электрод, что дает возможность сваривать различные виды стали. За ним необходим постоянный уход, заключающийся в регулярной заточке его кончика. Для розжига необходим осциллятор, вырабатывающий ток высокой частоты, который подсоединяют к инвертору.
Принцип работы автоматической аргонодуговой сварки похож на ручной вариант с тем отличием, что управление происходит автоматически согласно установленной оператором программе. В этом виде сварки используется инвертор. При осуществлении сварки инвертором теория происходящего процесса состоит в том, что такое устройство позволяет преобразовывать постоянный ток в переменный. В дальнейшем инвертор может изменять частоту полученного переменного тока.
Электрошлаковая сварка
Отличается очень высокой производительностью и экономичностью. Электрошлаковая сварка применима на производствах любого масштаба. Сущность ЭШС заключается в том, что соединение элементов происходит в среде расплавленного шлака. В него опускается электрод, через который проходит электрический ток. Тем самым в шлаке начинает генерироваться тепло.
Оборудование для ЭШС состоит из сварочного аппарата и дополнительных приборов для осуществления вспомогательных функций.
Электронно-лучевая сварка
Методы сварки металла включают в себя быстро развивающиеся технологии. К ним относится и электронно-лучевая сварка. Ее суть заключается в том, что нагрев изделий и их дальнейший расплав происходит под воздействием потока высокоскоростных электронов, которые двигаются в вакууме под воздействием электрического поля.
Под воздействием сфокусированного потока электронов происходит расплавление кромок деталей и их соединение. Диапазон ее возможностей весьма обширен — тугоплавкие и химически активные металлы, прочные сплавы.
К особенностям такого вида сварки можно отнести то, что поскольку сварка происходит в вакууме, то поверхности деталей остаются чистыми, а также то, что шов получается быстро и минимальной толщины. Он сохраняет повышенное качество даже в том случае, если свариваются детали разных толщин, имеющих разный состав и температуру плавления. Сварочное оборудование имеет простое управление и не требует продолжительного обучения.
Диффузионная сварка
Современные методы сварки включают в себя и такой вид, как диффузионная сварка. Ее сущность заключается в том, что происходит взаимное проникновение атомов соединяемых деталей при их сильном сдавливании и нагревании до определенной температуры.
Температура нагрева зависит от свойств металла, но не является слишком большой.
Контактная сварка
При контактной сварке неразъемное соединение образуется за счет разогрева деталей проходящим через них электрическим током и применением давления. Областью использования является промышленное производство, массовое и серийное.
Имеются следующие виды контактной сварки:
- точечная;
- стыковая;
- шовная;
- рельефная;
- шовно-стыковая.
Наибольшее распространение получила точечная сварка. Техпроцесс сварки таким способом заключается в соединении деталей в одном или нескольких местах в зависимости от их длины.
До температуры своего плавления металл разогревается не по всей длине, а только в определенных точках. Шов получается надежным и эстетичным. Применение этого метода сокращает время сварочного процесса. Число управляемых параметров незначительно, поэтому особых требований к квалификации сварщика не предъявляется.
Электродуговая сварка
Принцип работы электрической дуговой сварки основан на расплавлении металлов под воздействием электрической дуги. Электрическая дуга образуется за счет увеличения напряжения между двумя электродами, в результате которого происходит электрический пробой. Основа технологического метода электродуговой сварки состоит в коротком замыкании, а если быть точнее, то в насыщении межатомного пространства электрически заряженными частицами. В момент соприкосновения между электродом и изделием протекает ток, возникающая электрическая дуга, температура которой достигает 7000°С, расплавляет металл и образует сварочную ванну.
Ручная дуговая сварка
Аппараты для ручной дуговой сварки широко распространены в быту из-за относительной недороговизмы аппаратов. Так же для этого метода не требуется газ или флюс, так как их функции выполняет электрод. Принцип дуговой сварки сохранен: плавление поверхностей происходит за счет касание электрода к металлическому изделию, которое образует короткое замыкание и происходит зажигание дуги.
Сварка неплавящимся электродом (TIG)
Данная технология схода с газовой сваркой, суть ее заключается в следующем: электрическая дуга зажигается в атмосфере инертного газа между электродом и материалом, таким образом расплавляя металл и присадочный материал. Электрод изготавливают из тугоплавких металлов – вольфрама, циркония, гафния. Данная технология требует высокой квалификации от специалиста.
Сварка в защитных газах
Данный вид сварки может выполняться как плавящимся электродом, так и неплавящимся. Для неплавящихся электродов нужна присадка, а плавящийся электрод сам участвует в процессе создания шва. Инертные газы применяются для обеспечения устойчивости работы дуги. Выбор газа определяет состав свариваемого изделия. Газ подается либо центрально, либо сбоку при повышенных мощностях.
Сварка под флюсом
Применения флюса необходимо для поддержания ровного горения дуги и при формировании сварного шва влияет на его химический состав. Разные составы флюса имеют разные стабилизирующие свойства. Варьируя содержание углерода, серы, марганца и других можно регулировать прочность и устойчивость к холоду.
Гипербарическая сварка
Гипербарическая сварка – это сварка в условиях повышенного давления, например, в воде, либо специально созданной сухой среде. При подводной сварке используется водонепроницаемый электрод который расплавляется и попадает на металл с помощью газового пузыря. Подводная сварка – это один из самых сложных видов работ, которая помимо всего прочего обладает повышенной опасностью поражения электрическим током.
Термитная
Название вызвано использованием при нагреве металла термита. Требуется в «полевых» условиях, при отсутствии постоянного источника электроснабжения и газовых баллонов. Является простым для выполнения вариантом деятельности. Чаще всего используется при наплавке конструкций, а также соединения хрупких и чугунных сплавов в соответствии с требованиями ГОСТ Р 57181-2016. При соединении используются порошковые смеси, в процессе горения которых образуется большое количество энергии под воздействием которого металлы переходят в полужидкое состояние.
Тлеющим разрядом
Сварка тлеющим разрядом осуществляется путем взаимодействия диффузии за счет применения индукционного нагрева. За счет этого соединение происходит на атомарном уровне.
Световая
При проведении соединения используется мощный световой луч. В качестве источника его подачи используется угольная дуга, дуговые газозарядные лампы. Самым перспективными сегодня считаются дуговые ксеоновые лампы, баллоны которых наполнены ксеоном под давлением 4-10 ат (0,4-1 МН/м2). Давление при работе лампы дополнительно возрастает до 10-30 ат (1-3 МН/м2). При этом дуговой разряд сильно сжимается и образует высококонцентрированный источник лучистой энергии достигающий по температуре разряда 12 000 °С. Повышение плотности лучистого потока формируется за счет использования комбинированных полиэлипсоидных систем. Дуговые ксеоновые лампы обеспечивают фокусировку потока.
Индукционная
Сваривание обеспечивает нагрев под воздействием индукционного тока, формирующегося в сварочном аппарате под воздействием индукционного тока. Подобные инновационные виды отличаются повышенной точностью. Индукционная катушка возбуждается за счет использования тока высокой частоты.
Использование лазера
Один из современных типов технологий. Энергетическим источником становится лазер, обеспечивающий особую прочность готовых изделий. Рекомендуется в работе с конструкциями сложной конфигурации. При соединении создается гладкий и эстетичный ровный шов, лишенный малейших искривлений. Применяется для соединения элементов из алюминия, серебра, нержавейки. При плавлении и нагревании используется лазерный луч с монохромным потоком генерируемого лазером светового потока. Контроль потока обеспечивает фокусировка линз и отклонение призм. При работе применяются автоматические, полуавтоматические и роботизированные устройства. Плавление происходит размеренно и точно. Необходимость использования вакуума отсутствует.
Литейный способ
Еще один тип работ, в наши дни применяемый все реже. Он заключается в заливке предварительно подготовленного места работы жидким перегретым металлом. Нагрев может производиться, например, в тигле. Процесс сходен с выполнением отливок. Место сварки требуется заформовывать, просушивать и прокаливать. При подогреве изделия в заформованный стык заливают перегретый расплавленный металл.
В современном производстве методика наиболее применима в работе с драгоценными благородными материалами. Проводится работа с изделиями из бронзы, посудой, украшениями. Именно так в древности выполнялись свинцовые трубы трубопроводов.
Что представляет сварка под флюсом
Проводится с использованием специальных флюсовых порошков, обеспечивающие рабочую область выделяющимся в процессе плавления защитным газом. Флюс поддерживает сохранение расплавочной дуги и обеспечивает защиту расплава. Процесс полностью автоматизирован от подачи флюса до перемещения вдоль стыка. Среди направления использования создание:
- модулей спутников;
- башенных кранов;
- корпусов морских судов;
- иного оборудования где применяются протяженные швы и швы большой толщины.
Формируется шов повышенной прочности, необходимый для создания оборудования, выдерживающие сложные условия эксплуатации. Такие, как огромное давление и экстремальные температуры.
Механический класс сварки
Эти виды сварки выполняют за счет энергии трения, взрыва, давления, ультразвука. При их воздействии выделяется тепло, достаточное для плавления материала.
Трением
Технология входит в список перспективных разработок. Одну из соединяемых заготовок крепят неподвижно, другая, прижатая к ней, вращается. Подробная классификация сварки трением включает следующие подвиды:
- С перемешиванием выполняется на оборудовании, оснащенном инструментом вращения с двумя элементами ― основанием (бурт) и наконечником (пин). Соединение создается методом выдавливания с последующим перемешиванием.
- Радиальной стыкуют трубы, помещая вращающееся кольцо между торцами.
- Штифтовой заделывают небольшие сквозные повреждения. На месте дырки просверливают круглое отверстие, в которое вставляют вращающийся штифт из такого же металла что и основной.
- Линейная выполняется без вращения. Заготовки трут одна о другую пока не начнут плавиться стыкуемые поверхности, затем повышают усилие сдавливания.
- При инерционном виде сварки заготовки двигают за счет энергии предварительно раскрученного маховика.
Метод сварки трением с перемешиванием
Холодная
В основу технологии заложен принцип сжатия деталей пуансонами с усилием 1 — 3 ГПа. Точечную сварку проводят стержнями, шовную роликами. Пуансон вдавливают в заготовку до образования пластической деформации, что способствует появлению межатомных связей и созданию соединения между деталями. Сварку выполняют простым сжатием или со сдвигом деталей после сдавливания. Прочность соединения зависит от качества подготовки места стыка, степени сжатия, характера воздействия (вибрационное либо статичное).
Разновидности холодной сварки металлов
При соединении встык величину деформации ограничивают размером выступающих из зажимов частей заготовок. Чтобы предотвратить коробление листов при соединении внахлест, их закрепляют прижимами. После пластической деформации металл становится тверже, поэтому прочность шва выше, чем у заготовок.
Холодный вид соединения применяют для работы с алюминием, медью, цинком, серебром и другими металлами с низкой температурой плавления.
Взрывом
Для сварки этим способом над стационарной заготовкой под углом 3 — 10⁰ или параллельно с зазором 2 — 10 мм устанавливают подвижную (метаемую) деталь. На верхнюю пластину помещают равномерный слой взрывчатки с детонатором. Чтобы предотвратить боковой разлет металла, площадь подвижной заготовки делают больше чем у нижней.
После подрыва подвижная деталь под действием ударной волны с большой скоростью ударяется о нижнюю пластину. В месте соприкосновения образуется давление, значительно превышающее прочность металлов, при котором материал начинает течь как жидкость. В результате поверхности одновременно деформируются, создавая соединение. Длительность процесса не превышает миллионных долей секунды, поэтому диффузия происходит только в поверхностных слоях.
Несмотря на то, что до сих пор не разработана детальная методика этого вида, сварка взрывом получила широкое применение в промышленности для стыковки разнородных материалов. Таким способом получают биметаллические соединения, детали и заготовки больших размеров, наносят плакирующие слои толщиной до 45 мм.
Ультразвуковая
Такой вид сварки проводится преобразователем ультразвуковых волн в механические колебания в сочетании с небольшим давлением. При воздействии на поверхность сначала за счет сухого трения разрушается оксидная пленка, затем плавится материал. Поэтому нет необходимости в тщательной подготовке стыка. Для повышения прочности шва детали предварительно подогревают.
Помимо металлов, в том числе тугоплавких, этим видом соединяют пластик, кожу, ткани. Также доступно сваривание стекла и керамики с металлом, фольги толщиной 0,001 мм. При необходимости детали можно сваривать с металлической или пластмассовой прослойкой между ними.
В сварочном деле постоянно что-то меняется, улучшается, дорабатывается. Поэтому для повышения мастерства полезно знакомиться с новинками и тестировать на практике. Какие-то из них пригодятся профессиональным сварщикам, другие для домашних работ.
Процесс сварки
Вне зависимости от количества видов сварки существуют 3 основных этапа процесса сварки, присущей всем технологическим разновидностям, это:
- Формирование контакта;
- Образование связи;
- Создание шва.
Формирование контакта
Формирование контакта происходит в результате доведения металла до температуры плавления или кипения, главное не перепутать сварочную ванну с плавкой железа.
Образование химической и металлической связи
Второй, наиболее важный шаг – образование сварочной ванны, она всегда выглядит одинаково вне зависимости от вида сварки. Ванна возникает в результате сплавления металла и вспомогательного материала, к примеру электрода под воздействием, температуры, на вид как белое пятно. От ширины и длины этого пятна зависит качество шва.
Создание и типы прочного соединения
Основными качественными характеристиками швов являются их ширина и высота.
По типу соединения выделяют (самые распространенные):
- стыковые – детали в одной плоскости (сваривают трубы, листы и тд).
- нахлесточные – детали располагаются параллельно, только одна идет внахлест к другой (сваривают листы, толщина которых не более 12 мм).
- торцовые – сваривают 2 торца элементов.
- угловые – элементы располагаются под углом друг к другу.
Термомеханический класс сварки
Комбинированными видами соединяют небольшие детали, если другими способами невозможно создать качественный шов. К термомеханическому классу относят следующие виды сварки:
- кузнечную;
- контактную;
- диффузионную.
Кузнечная
Этим способом соединяли железные заготовки задолго до изобретения современных классов сварки. Заготовки нагревают в горне, кладут одна на другую, скрепляют ударами молота. Механизированный подвид, когда заготовки сдавливаются прессом, называют прессовой сваркой.
Принцип кузнечной сварки
Качество соединения зависит от опытности мастера. Перечень металлов, которые можно сваривать этим методом, ограничен видами с хорошей пластичностью. Из-за малой производительности и низкой надежности соединения кузнечный вид сварки применяется редко.
Контактная
Металл нагревают током, проходящим через место соприкосновения заготовок, затем сжимают или осаживают. Этот вид легко автоматизируется, поэтому широко используется на предприятиях машиностроительной отрасли в составе роботизированных комплексов.
В зависимости от решаемых задач контактный вид сварки выполняют как:
- Точечную, зажимая детали между электродами. После подачи тока в месте сдавливания образуется точечное соединение.
- Стыковую с нагревом всей площади соприкосновения.
- Рельефную с предварительным нанесением выступов (рельефов) на соединяемые плоскости. После подачи тока рельефы деформируются, поверхность выравнивается.
- Шовную, когда детали соединяют внахлест роликовыми электродами.
Диффузионная
Технология основана на взаимном проникновении (диффузии) атомов материалов, если их плотно прижать один к другому. При нагреве скорость обмена частицами увеличивается. Сварку проводят в вакуумной камере или среде инертного газа. Детали сжимают с усилием не меньше 20 МПа, поверхностные слои нагревают электротоком до температуры близкой к точке плавления. Для надежного сцепления заготовки оставляют в этом положении на некоторое время, не отключая ток.
Технология сварочных работ
Для начала работ необходимо иметь минимальный набор оборудования, который включает в себя:
- сварочный аппарат;
- сварочные электроды;
- спецодежда;
- молоток;
- металлическая щетка;
- сварочная маска.
Электрод закрепляется в держателе, провод с зажимом плотно фиксируется к свариваемой детали. Начинать варить нужно только с опущенной маской, особенно, если опыта в сварочных работах мало.
Технология нанесения шва
Электрод подносят к свариваемому участку и держат под углом 45˚ к плоскости. Для начала нужно потренироваться ловить дугу. Это не так просто, как кажется, потому что при слишком маленьком расстоянии к будущему шву электрод будет прилипать к поверхности и цепь будет замыкать, а если держать слишком далеко, то дуга не возникнет. Также варить нужно только сухими и целыми электродами. Когда дуга поймана, просто ведут вдоль шва, оставляя расплавленный электрод на свариваемых поверхностях.
При этом учитывают толщину металла. Если слишком долго держать электрод на одном месте, то металл просто прогорит. Если металл не выдерживает дугу и прогорает, уменьшают силу тока. Если и это не помогает, тогда ставят более тонкий электрод. Электрод не нужно прижимать ко шву. Нужно почувствовать момент, когда он сам притягивается к поверхности. Остается просто укладывать шов разных конфигураций, в зависимости от того, какие поверхности соединяются. Готовый шов оббивают молотком от шлака, зачищают и обрабатывают при необходимости.
Сварочный техпроцесс
В основы сварки входит понятие предварительного составления плана технологического процесса. Это будет являться своеобразным путеводителем по грамотному осуществлению сварочного процесса.
Технологический процесс сварки конкретных изделий поможет учесть все их особенности и нюансы.
Описание технологического процесса сварки излагается в специальном документе, который называется технологической картой. Ее можно причислить к своеобразному нормативному документу, в котором изложена теория сварочных работ. Технологический процесс на сварочном участке, изложенный в карте, является незаменимым помощником сварщика.
Пример техпроцесса сварки:
Руководящий материал в виде технологической карты должен содержать сведения о марках свариваемых деталях и рекомендации по выбору способа их соединения и пространственному расположению. Технологический процесс сварки охватывает требования к параметрам, выставляемым на применяемом оборудовании, диаметру используемых электродов, рекомендации по защите среды, выставлению полярности.
Технологический процесс сварки изделия содержит сведения о последовательности совершаемых действий. В ней также может содержаться расчет прикладных материалов, требуемых для осуществления данного процесса. В технологической карте содержатся небольшие эскизы, что увеличивает наглядность.
Интересное видео
Источники
- https://nashprorab.com/svarochnye-raboty-svoimi-rukami/
- https://osvarka.com/poleznaya-informaciya/svarochnye-tekhnologii
- https://tutsvarka.ru/vidy/vidy-svarki
- https://mrmetall.ru/svarka-metalla-sposoby-tipy-vidy-klassifikacija-i-oblast-primenenija/
- https://svarkaprosto.ru/tehnologii/chto-takoe-svarka-i-kakie-vidy-byvayut
Какие бывают виды сварки?
Какие существуют виды сварки?
Со времен Древнего Египта люди сваривали неблагородный металл одним способом, формой или формой. Сварка не получает того признания, которого она заслуживает, но немногие навыки, созданные людьми, оказали такое большое влияние на повседневную жизнь среднего человека.
Вот основные методы сварки, как они использовались или используются. Продолжайте читать, чтобы узнать, как определить типы сварочных процессов, которые вам нужны для любых проектов, над которыми вы работаете.
Чтобы получить расценки на сварочные услуги, свяжитесь с Glenn Metalcraft сегодня.
Влияние сварки
Куда ни глянь, различные формы сварки влияют на нашу жизнь. Ваш автомобиль, мебель, бытовая техника и даже некоторая электроника имеют ту или иную форму сварки (отличную от пайки). С первых дней кузнечной сварки и до сегодняшних самых компьютеризированных, полуавтоматических и сложных методов сварки сварка помогла нам связывать металл, чтобы создавать вещи, которые действительно улучшают нашу жизнь.
Кузнечная сварка
Кузнечная сварка была самой ранней формой сварки. Это началось с Древнего Египта и породило кузнечное дело. Он включает в себя нагревание двух металлов до расплавленного состояния, а затем их растирание в единый металлический предмет.
Сварка пайкой
Этот вид сварки также уходит своими корнями в далекое прошлое. Сварка пайкой была обнаружена в археологических раскопках по всему миру. Он использовался для склеивания бронзы, серебра, золота и стали. Этот тип сварки все еще используется сегодня, в основном при работе с более мягкими металлами, которые плавятся при более низких температурах.
Дуговая сварка
Дуговая сварка является наиболее распространенным видом сварки и была разработана в Англии и Франции в начале 1800-х годов. Он использует электрический импульс, чтобы расплавить металл при чрезвычайно высоких температурах и провести его через соединение с помощью дуги, чтобы заполнить дугу невероятно прочной связью.
Дуговая сварка получила известность во время Первой мировой войны и со временем стала основным методом соединения в современном производстве. Во время войны (и последующих войн) это был жизненно важный инструмент для быстрого ремонта кораблей, чтобы они могли вернуться в бой или быть оснащены новым оборудованием.
Дуговая сварка улучшилась с точки зрения оборудования, безопасности, стоимости и качества сварки и теперь используется в нескольких различных формах для различных целей. Некоторые из наиболее распространенных методов сварки описаны ниже.
Металл Дуговая сварка металлическим электродом в среде инертного газа (MIG)
Сварка MIG исключительно проста, но дает высококачественные сварные швы, и поэтому она является любимой для многих новых сварщиков. Процесс сварки происходит путем подачи присадочного металла на основе электрода в ту часть сварного шва, которая образует дугу, в то время как газ выбрасывается, чтобы защитить его от внешних элементов.
Обычно не используется для сварки металлов снаружи из-за необходимости использования газовой защиты. Тем не менее, его можно использовать для различных толщин, что делает его незаменимым для простых сварных швов. Проволока служит электродом и плавится, когда дуга проходит от кончика проволоки к основному металлу. Это действие создает ванну, которая затвердевает в сварной шов.
Процесс дуги контролируется сварщиком, что позволяет ему работать в своем собственном темпе. После завершения сварка MIG получается гладкой, плотной и очень линейной.
Сварка электродуговой сваркой электродуговой сваркой в среде защитного газа (SMAW)
Сварка электродом является наиболее часто используемым типом сварки для несложных проектов, поскольку она проста в освоении, недорога и проста в совершенствовании. Недостатком сварки электродами является то, что она сильно разбрызгивается, в зависимости от навыков сварщика. Брызги делают последующую очистку почти неизбежной.
Создается дуга от стержня к основному металлу, а стержень служит присадочным металлом. Дуга будет генерировать тепло и поток, покрывать стержень, испаряться и защищать металл от окисления. Его можно использовать на открытом воздухе и в неблагоприятных погодных условиях, включая дождь, лед, снег и ветер. Кроме того, электродуговая сварка работает на ржавых, грязных и окрашенных поверхностях.
Еще одним преимуществом этого метода сварки является то, что существует множество типов электродов, и их легко заменить. Эта гибкость делает электродуговую сварку очень универсальной и позволяет работать с большинством металлов, включая нержавеющую сталь. Поскольку в процессе будет выделяться тепло, это не идеальный метод сварки тонких металлов.
TIG – Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Этот тип сварки использует вольфрамовый электрод и не требует присадочного металла, что означает, что вы можете соединять два металла напрямую. Для этого типа сварки необходим защитный газ, который защищает сварной шов от внешних элементов. Разбрызгивания нет, соединение невероятно точное.
Дуговая сварка флюсовой проволокой (FCAW)
FCAW использует проволоку в качестве электрода, который имеет ядро из флюса, создающего газовую защиту вокруг сварного шва. FCAW лучше всего подходит для более толстых и тяжелых металлов, что делает его предпочтительным для ремонта тяжелого оборудования и компонентов с большими металлическими швами, таких как баржи. Процесс FCAW является чистым, не требует внешнего газа и доступен по цене.
Плазменная дуговая сварка
Меньшая дуга помогает создать высокоточный сварной шов при плазменной дуговой сварке. В этом методе также используется горелка другого типа, которая нагревается намного сильнее, чем традиционная горелка. Горелка настолько горячая, что даже основные металлы могут плавиться, что позволяет проводить плазменную сварку без присадочного металла.
Плазменно-дуговая сварка создает глубокий провар в относительно узких каналах сварки. Плазменно-дуговая сварка позволяет получать привлекательные сварные швы исключительной прочности. Его также можно выполнять на очень высоких скоростях, что делает его идеальным для некоторых видов производства.
Другие виды сварки
Несмотря на то, что методы сварки, описанные выше, являются наиболее популярными, также часто используются несколько других видов сварки. Каждый из этих методов используется в смешанных ситуациях, обычно в той или иной форме производства. Вот некоторые из них:
- Лазерная сварка
- Электронно-лучевая сварка
- Электрошлаковая сварка
- Сварка атомным водородом
Какие существуют виды сварки: Заключительные мысли
(GMAW), используются, потому что они просты, требуют небольшого специализированного оборудования, недороги, а полученный сварной шов превосходен и выглядит великолепно. Они наиболее популярны, потому что любой, от новичка до эксперта, может выполнять их с минимальными затратами времени на обучение.
Для получения дополнительной информации о сварке свяжитесь с Glenn Metalcraft.
Знакомство с прядением металлов
Glenn Metalcraft 25 ноября 2020 г.
Прядение металлов, иногда называемое формованием вращением, существует уже много столетий, и его можно проследить до гробницы египетского фараона. Увлекательно, но что
Подробнее »
Введение в роботизированную сварку
Glenn Metalcraft 1 декабря 2020 г.
Производство играет огромную роль в нашей повседневной жизни. От стульев, на которых мы сидим, до автомобилей, на которых мы ездим, роботизированная сварка коснулась многих из этих предметов.
Подробнее »
Какие существуют виды сварки?
Те, кто не знаком со сваркой, могут подумать, что существует всего один метод завершения любого сварочного проекта, но ветераны отрасли знают, что это предположение глубоко ошибочно. На самом деле существует множество различных сварочных процессов, каждый из которых имеет свои уникальные этапы и области применения.
Чтобы пролить свет на многие сварочные процессы, мы составили краткий список наиболее распространенных типов с подробной информацией о процедурах и использовании.
Различные типы сваркиНесмотря на то, что под эгидой сварки существует множество различных процессов, мы сосредоточимся на некоторых из наиболее часто используемых в современной промышленности, указав их уникальные преимущества, а также их недостатки.
Сварка MIG
Простой метод, обычно используемый начинающими сварщиками, MIG означает металлический инертный газ. В основном, во время сварки MIG присадочный металл (созданный из расходуемой проволоки, выступающей в качестве электрода) подается через трубку, в то время как газ одновременно вытесняется для защиты металла от внешних элементов.
Поскольку проволока, используемая для создания присадочного металла, подается с катушки, сварные швы MIG получаются ровными и однородными, но позволяют сварщику работать с предпочитаемой им скоростью, поэтому этот процесс является фаворитом тех профессионалов, которые только начинают вне. Использование газа для защиты от элементов, очевидно, означает, что сварка MIG не идеальна для наружных работ, но помимо этого предостережения этот тип сварки невероятно универсален и может использоваться для соединения всего, от углеродистой стали и алюминия до меди и кремния. бронза.
Сварка ВИГ
В отличие от упомянутого выше процесса, сварка ВИГ не использует никаких расходных материалов, а электрод изготовлен из вольфрама. Еще одним уникальным аспектом сварки TIG является тот факт, что она не требует присадочного металла (хотя его можно подавать вручную), поэтому она позволяет соединять два металла напрямую, создавая бесшовное готовое изделие.
Подобно сварке MIG, сварка TIG требует непрерывного потока газа для защиты электрода от элементов, а это означает, что этот процесс также больше подходит для применения внутри помещений. Поскольку этот процесс обеспечивает чистые сварные швы без брызг, он идеально подходит для сварки таких вещей, как велосипедные рамы и крылья, которые хорошо видны; его также можно использовать для ряда различных металлов. Важно отметить, что сварка TIG может быть сложной, поэтому этот метод лучше всего подходит для опытных сварщиков.
Сварка STICK
Классический тип сварки, который восходит к 1930-м годам, метод сварки STICK с метким названием постоянно обновлялся с момента его создания, но в нем по-прежнему используется электродный присадочный металл «палка». Этот процесс не требует газа; вместо этого дуга соединяет стержень с основным металлом, который, в свою очередь, плавит стержень и создает сварной шов. STICK-сварка быстрая и довольно простая в освоении (что делает ее еще одним идеальным методом для начинающих), но часто приводит к изрядному количеству брызг.
Невероятно универсальный процесс сварки, единственные типы металлов, для которых сварка STICK не идеальна, — это тонкие металлы; кроме того, этот метод можно использовать в помещении или на открытом воздухе практически на любом основном металле. Часто сварка STICK является популярным выбором для ржавых или окрашенных поверхностей, например при ремонте оборудования.
Дуговая сварка порошковой проволокой
Дуговая сварка порошковой проволокой (FCAW) настолько похожа на сварку MIG, что сварщики, освоившие один из этих методов, без труда освоят другой. В FCAW электрод (проволока из присадочного металла) подается через трубку; этот провод имеет сердечник из флюса, который создает собственный газовый экран, что устраняет необходимость в газе из внешнего источника.
Поскольку FCAW является высокотемпературным методом, он обычно лучше подходит для сварки более толстых металлов, например, при ремонте тяжелого оборудования. Поскольку нет внешнего источника газа, FCAW можно использовать в помещении или на открытом воздухе, и он относительно недорог по сравнению с некоторыми другими методами сварки, хотя для создания идеально аккуратного сварного шва чаще требуется некоторая очистка.
Сварщики-новички часто не понимают, сколько информации им нужно усвоить, чтобы отточить свое мастерство. Несмотря на то, что сегодня в отрасли используется множество различных сварочных процессов, некоторые исследования и обучение имеют большое значение для того, чтобы сделать их более удобоваримыми, а высококачественное оборудование делает любой процесс проще и эффективнее. Чтобы получить помощь в выборе лучших продуктов, независимо от того, какой тип сварки вы решите использовать, свяжитесь с Vern Lewis Welding Supply сегодня.
Похожие сообщения
Сварка переменным и постоянным током: понимание различий
Понимание полярности крайне важно для хорошего сварщика. Будет ли проект иметь качество и прочность хорошего сварного шва, зависит от выбранной полярности. Полярность может быть как AC, так и DC. Переменный ток означает переменный ток, который половину времени течет в одном направлении, а другую половину – в другом. Меняется…
Подробнее Сварка на переменном и постоянном токе: понимание различийПродолжить
На что обратить внимание при покупке сварочного оборудования
Покупка сварочного оборудования требует значительных вложений, и перед покупкой лучше изучить вопрос. Приобретенное вами оборудование прослужит долгие годы, поэтому важно учитывать качество, срок службы, затраты на ремонт и рабочую силу, которые потребуются вашему конкретному сварочному оборудованию. Давайте посмотрим на эти моменты…
Подробнее На что обратить внимание при покупке сварочного оборудованияПродолжить
3 ошибки при сварке, которых следует избегать
Сварка, если она сделана правильно, имеет бесконечный потенциал. Это ремесло, которое полно цели и требует большого мастерства. В области сварки используются различные материалы и оборудование, и крайне важно обеспечить соблюдение правильных шагов. По оценкам, только в Соединенных Штатах насчитывается 404 800 сварщиков,…
Подробнее 3 ошибки при сварке, которых следует избегатьПродолжить
Плюсы и минусы строжки угольной дугой
Существует несколько типов сварки, и строжка угольной дугой (также известная как дуговая сварка или сварка угольной дугой) популярна для тяжелых работ, поскольку требует минимальных сварочных материалов в Финиксе, Аризона. Углеродная дуговая сварка — это термин, описывающий соединение металлических элементов с помощью электричества. В то время как другие методы используют газ для нагрева…
Читать далее Плюсы и минусы строжки угольной дугойПродолжить
Сварка ВИГ: вводное руководство
Сварка вольфрамовым электродом в среде инертного газа, обычно называемая TIG, представляет собой процесс сварки, в котором используется вольфрамовый электрод для нагрева свариваемого металла. Вольфрамовый электрод поддерживает дугу, но не сгорает. Инертный газ, такой как аргон, используется в процессе сварки в качестве экрана для защиты сварного шва от…
Подробнее Сварка TIG: вводное руководствоПродолжить
10 видов профессий сварщика
Хотите знать, подходит ли вам профессия сварщика? Не знаете, какие виды работ доступны для квалифицированных специалистов по сварке? В этом руководстве от Vern Lewis Welding Supply мы рассмотрим несколько различных типов сварочных работ, доступных для тех, кто выполняет…
Подробнее 10 видов работы, которую вы можете получить в качестве сварщикаПродолжить
Виды сварки – технология производства
Сварка – это процесс соединения одинаковых и разнородных металлов или других материалов с применением тепла с приложением давления или без него и с добавлением присадочного материала. Используется в качестве постоянных креплений. Сварка является важным процессом каждой производственной отрасли. На самом деле, будущее любого нового металла может зависеть от того, насколько он поддается сварке.
Свариваемость была определена как способность сварки в неразборные соединения, обладающие определенными свойствами, такими как определенная прочность сварного шва, надлежащая структура. Свариваемость любого металла зависит от пяти основных факторов. Это температура плавления, теплопроводность, тепловое расширение, состояние поверхности и изменение микроструктуры.
Виды сварки:
В основном сварку можно разделить на три типа.
1. Сварка пластика:
В процессе сварки пластмасс или сварки давлением соединяемые куски металла нагреваются до пластического состояния, а затем сжимаются вместе внешним давлением. Эта сварка также известна как процесс сварки жидкость-твердое тело. Эта процедура используется при кузнечной сварке и контактной сварке.
2. Сварка плавлением:
При сварке плавлением или сварке без давления материал в месте соединения нагревается до расплавленного состояния и затвердевает. Эта сварка также известна как процесс сварки в жидком состоянии. К ним относятся газовая сварка, дуговая сварка, термитная сварка и т. д.
3. Холодная сварка:
В этом процессе сварки соединения производятся без применения тепла, а путем приложения давления, что приводит к диффузии или межповерхностному молекулярному сплавлению соединяемых деталей. Он также известен как процесс сварки в твердом состоянии. Этот процесс в основном используется для сварки цветного листового металла, особенно алюминия и его сплавов. К ним относятся ультразвуковая сварка, сварка трением, сварка взрывом и т. д.
4 основных сварочных процесса:
1. Дуговая сварка (сварка плавлением):
В этом типе процесса сварки металл сварного шва расплавляется от соединяемых кромок и позволяет затвердеть из жидкого состояния и, как правило, ниже температуры рекристаллизации без какой-либо прикладной деформации. Дуговая сварка является наиболее распространенным методом соединения металлических деталей плавлением. При этой сварке столб дуги образуется между анодом, который является положительным полюсом источника питания, и катодом, отрицательным полюсом. Когда эти два проводника электрической цепи соединяются и разделяются на небольшое расстояние, так что ток продолжает течь по пути ионизированных частиц, называемых плазмой, образуется электрическая дуга. Этот столб ионизированного газа действует как проводник с высоким сопротивлением, который позволяет большему количеству ионов течь от анода к катоду. При ударе ионов о катод выделяется тепло. Это тепло используется для плавления соединяемого металла или плавления присадочного металла, который в дальнейшем используется в качестве соединительного материала для свариваемого металла. Электрод может быть плавящимся или неплавящимся в соответствии с требованиями сварки. Температура в центре дуги от 6000°C до 7000°C.
2. Газовая сварка:
Газовая сварка осуществляется путем сжигания горючего газа с воздухом или кислородом в концентрированном пламени высокой температуры. Как и в случае других методов сварки, целью пламени является нагрев и расплавление основного металла и присадочного стержня соединения. Он может сваривать самые распространенные материалы
3. Дуговая сварка металлическим газом (MIG):
Эта сварка также известна как сварка металлов в среде инертного газа. При этом виде сварки в качестве одного электрода используется металлический стержень, а в качестве другого электрода используется свариваемая деталь. Это дуговая сварка металлическим электродом в среде защитного газа, в которой используется высокая температура электрической дуги между непрерывно подаваемой расходуемой электродной проволокой и свариваемым материалом. Через защищенную дуговую колонну металл передается на работу.
В этом процессе проволока непрерывно подается с катушки через пистолет на постоянную поверхность, которая передает ток на проволоку. При этой сварке область сварки заполняется газом, который не соединяется с металлом. Скорость потока газа достаточна для того, чтобы кислород воздуха не попадал на поверхность горячего металла во время сварки.
4. Дуговая сварка вольфрамовым электродом в среде защитного газа (TIG):
Эта сварка, также известная как сварка вольфрамовым электродом в среде инертного газа, аналогична сварке MIG в том смысле, что газы используются для защиты. Этот процесс дуговой сварки использует сильное тепло электрической дуги между неплавящимся вольфрамовым электродом и свариваемым материалом. В этом процессе электрод не расходуется во время процесса сварки, а газ используется для защиты зоны сварки от атмосферного воздуха.
Три основных типа сварки
Сварка, процесс соединения металлов с использованием тепла и электричества, требуется во всех видах производства и строительства. Будь то гоночный автомобиль, небоскреб, самолет или металлическая мебель для патио, сварщик необходим для пайки металлических компонентов.
Всегда пользующиеся большим спросом сварщики получают конкурентоспособную заработную плату и гарантии занятости. Это также вариант карьеры, на который стоит обратить внимание большему количеству женщин, поскольку многие сварные швы требуют дотошности маленьких рук. Вот три основных типа сварки и их применение.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
Из всех видов сварки дуговая сварка металлическим электродом в среде защитного газа (также называемая дуговой сваркой) является наиболее распространенной. Часто называемая просто дуговой сваркой, это самая старая и наиболее экономичная форма. «Дуга» — это интенсивный конус тепла, в котором металлы плавятся и соединяются.
Для этого процесса электрод или «стержень» покрывают металлическим покрытием, которое плавится и образует газовую защиту при воздействии тепла. Когда электричество проходит через наконечник электрода с покрытием и касается основного металла, зажигается дуга.
В этот момент металлический электрод плавится в сварочной ванне и становится частью сварного шва, когда металл затвердевает. В ходе этого процесса образуется шлак, стеклообразный побочный продукт, который необходимо отщеплять.
Сварка электродом лучше всего подходит для более толстых металлов, таких как нержавеющая сталь, высоколегированная сталь, низколегированная сталь, чугун из углеродистой стали и ковкий чугун.
Он используется в производстве конструкционной стали, судостроении, ремонте сельскохозяйственного оборудования, сварке труб, строительстве электростанций и любых сварочных работах с использованием металла толщиной 1/16 дюйма или более. Это не лучший выбор для тонколистового металла.
MIG – Дуговая сварка металлическим электродом в среде защитного газа (GMAW)
При сварке металлом в среде инертного газа используется катушка со сплошной стальной проволокой, которая подается через контактный наконечник горелки MIG. Иногда ее называют полуавтоматической сваркой, потому что сварочная проволока, электричество и защитный газ подаются через «пистолет» MIG, одновременно создавая сварной шов и защищая его от воздуха.
Сварочный аппарат MIG непрерывно заполняет свариваемый шов, и нет необходимости менять электроды между сварками. Он использует комбинацию инертных газов; Аргон, углекислый газ и гелий.
Четыре компонента сварки MIG:
- Источник питания обеспечивает электричество для выработки тепла.
- Система подачи проволоки подает проволоку с катушки на сварной шов.
- Рукоятка с триггером управляет механизмом подачи проволоки.
- Защитный газ защищает сварной шов от воздуха.
Сварка MIG предназначена для обработки листового металла и высокопроизводительного производства. Его можно использовать на алюминии, низкоуглеродистой стали и нержавеющей стали.
Предпочтителен для сварки внутри помещений, где сквозняки не будут смещать газовую защиту, но также может использоваться в полевых условиях с ветрозащитными экранами. Применяется для ремонта автомобилей, металлических ограждений, рельсов, тракторов.
TIG – Дуговая сварка вольфрамовым электродом (GTAW)
При сварке вольфрамовым электродом в среде инертного газа для сварки используется газ аргон. Это один из самых сложных процессов сварки для изучения, но он также очень универсален, когда речь идет о различных типах металлов.
Сварка TIG, требующая использования двух рук, выполняется путем удерживания горелки TIG одной рукой и добавления присадочного металла в свариваемое соединение другой рукой.
Медленный процесс, при правильном выполнении получается высококачественный сварной шов. Сварка TIG используется для критических сварных соединений, где необходимы небольшие точные сварные швы, а также для сварки металлов, отличных от обычной стали.
Поскольку он не выделяет токсичных паров или дыма, он идеально подходит для сварки в ограниченном пространстве. В сварке TIG используется вольфрам, очень твердый и слегка радиоактивный хрупкий металл.
Из него делают электрод, создающий дугу, способную поддерживать температуру до 11 000 градусов по Фаренгейту. Когда два куска металла начинают плавиться в дуге, сварщик заполняет стык вручную, погружая сварочную проволоку в дугу.
Затем создается цельный кусок металла. Сварка TIG используется производителями автомобилей для изготовления крыльев, а также при строительстве космических кораблей и самолетов. Художникам нравится использовать сварку TIG для скульптуры из-за ее превосходного качества.
Другие виды сварки
Благодаря новым инновациям стали популярными другие виды сварки. Ниже перечислены несколько различных типов сварки.
- Дуговая сварка порошковой проволокой. Подобно сварке MIG, дуговая сварка с флюсовой проволокой использует флюсовый сердечник на электроде. Это защищает сварной шов от воздуха, что позволяет выполнять сварку на открытом воздухе.
- Роботизированная дуговая сварка. Благодаря возросшему спросу на производительность и качество, роботизированная сварка стала более популярной и доступной. Как следует из названия, сварка выполняется автоматически машиной. Для настройки оборудования нужен человек.
Все виды сварки связаны с высоким напряжением, которое может быть опасным, если не будут приняты надлежащие меры предосторожности. Надлежащие сварочные материалы должны включать в себя огнеупорные кожаные сварочные перчатки, защитную огнестойкую одежду и обувь, сварочную шапочку, лицевой щиток и надлежащие защитные очки.
Подготовка к карьере сварщика
Пришло время взять свою жизнь под контроль. Если вас интересует сварка как профессия, запишитесь на программу обучения, которая может дать вам образование и подготовку, необходимые для открытия дверей.
Южный институт карьеры предлагает 7-месячную программу по сварке, которая подготовит вас к работе в области дуговой сварки в защитном металле (стержневая сварка), дуговой сварки металлическим электродом в среде защитного газа (GMAW/MIG), дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW/TIG), и дуговая сварка порошковой проволокой (FCAW).
По окончании учебы вы будете готовы работать сварщиком TIG, MIG или комбинированной сваркой, рабочим листового металла, трубомонтажником или изготовителем. Вы можете сразу начать накапливать часы практического опыта, необходимые для прохождения сертификации.
Посетите наш веб-сайт или позвоните нам по номеру сегодня по телефону 1.888.SCI.TEXAS . Позвольте нашей опытной команде приемных комиссий провести вас через процесс, чтобы начать воплощать свои мечты в реальность.
Источники
https://www.bls.gov/ooh/production/welders-cutters-solderers-and-brazers.htm#tab-6
https://www.gowelding.org/
https://www.sciencedirect.com/topics/materials-science/shielded-metal-arc-welding
https://www.twi-global.com/technical- знания/работа-знания/роботизированная-дуговая-сварка-135
Отказ от ответственности в блоге: Информация, представленная в этом блоге, предназначена только для общих информационных целей. SCITexas.edu не предполагает и не гарантирует возможности получения дохода или ожидаемую заработную плату на основе программ, предлагаемых Southern Careers Institute. Информация о карьере и программах, указанная в этом блоге, не гарантирует, что программы и особенности предлагаются в Southern Careers Institute.
Типы сварки, используемые в сосудах под давлением
Сосуды под давлением существуют с самого начала промышленной революции. Их можно использовать для хранения большего объема продуктов, чем это было бы возможно при нормальном атмосферном давлении, а поскольку повышение давления снижает температуру кипения, сосуды под давлением также можно использовать для обработки — приготовления — продуктов быстрее или с меньшими затратами энергии, чем было бы возможно иначе. Они используются в пищевой, фармацевтической и химической промышленности, а также в ядерной энергетике как для выработки электроэнергии, так и для хранения жидкостей и газов.
При таком разнообразии областей применения типы используемых сосудов под давлением и типы сварки, используемые в сосудах под давлением, невероятно разнообразны. Основная общность сосудов под давлением заключается в том, что они хранят большое количество потенциальной энергии. Недостаток или слабое место в сосуде может привести к выходу из строя сосуда и одновременному высвобождению всей его энергии при взрыве. Поэтому важно, чтобы сварные швы сосудов под давлением были надежными и не имели дефектов. Тип сварки, используемый для создания сосуда под давлением, будет определяться назначением этого сосуда под давлением.
При сварке сосудов под давлением основное внимание уделяется удержанию содержимого под давлением. Существует давняя история плохо построенных или плохо обслуживаемых сосудов под давлением, в которых происходит потеря герметичности и, как следствие, взрыв.
Взрывы сосудов высокого давления обычно считаются проблемой раннего индустриального периода, но они все еще происходят регулярно. Наряду с другими катастрофами в 2020 году произошел взрыв на заводе по производству бумаги, а также взрыв со смертельным исходом во время испытаний аппарата для приготовления гуакамоле под высоким давлением. Эти инциденты четко подчеркивают важность качественной сварки.
Судя по упомянутым выше несчастным случаям, производитель гуакамоле, вероятно, был построен в соответствии с более строгими требованиями. Он был спроектирован и построен таким образом, чтобы еда внутри не содержала промышленных загрязнителей, а также выдерживала давление. Это ограничило бы процессы сварки, которые можно было бы использовать, теми процессами, окончательные сварные швы которых могут соответствовать санитарным требованиям для пищевых продуктов. Биофармацевтическая промышленность и полупроводниковая промышленность имеют схожие требования к чистоте, которые ограничивают типы сварки, используемые в сосудах под давлением, предназначенных для этих отраслей.
Типы сварки, используемые в сосудах под давлением Сосуды под давлением почти всегда имеют сферическую или цилиндрическую форму, так как эта форма не имеет углов, которые могли бы образовать точки напряжения в конструкции. Чтобы содержать продукты высокого давления, сосуды под давлением почти всегда изготавливаются из металла толщиной 3 миллиметра (около ⅛ дюйма) или более.
Края пластин, используемых для изготовления сосуда под давлением, обычно обрабатываются для создания угловой фаски, которая позволяет корневому проходу сварного шва полностью проникать через соединение. Когда две составные пластины расположены рядом, они образуют глубокую V-образную или U-образную канавку. Как только корневой проход соединит две пластины, последующие проходы заполнят эту канавку металлом, в результате чего получится гладкое непрерывное пространство из однородного или почти однородного металла. Это во многом тот же процесс сварки, который используется при сварке труб большого диаметра и при сварке узких разделок. Знакомство с этими двумя типами сварки может дать сварщикам и руководителям сварочных работ хорошее представление о том, как сваривать сосуды под давлением.
Следующие типы сварки используются для сварки соединений сосудов под давлением:
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW): В этом процессе сварки используется расходуемый электрод с флюсовым покрытием. Это часто считается формой дуговой сварки по умолчанию. Он очень портативный, а оборудование недорогое и широкодоступное. Однако это требует высокой квалификации, а качество получаемых сварных швов зависит от квалификации сварщика.
- Дуговая сварка с флюсовой сердцевиной (FCAW): В этом методе используется расходуемый проволочный электрод с сердечником из флюса. Он похож на SMAW по формированию сварного шва, но из-за непрерывной подачи проволоки требует меньше навыков для работы.
- Дуговая сварка металлическим газом (GMAW): GMAW включает сварку с использованием электрода с непрерывной подачей проволоки и инертного защитного газа. Это один из самых простых сварочных процессов, который делает сварные швы более чистыми, чем SMAW или FCAW. Однако известно, что он страдает от непредсказуемых ошибок слияния, которые не возникают в описанных выше процессах.
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW): В этом методе используется вольфрамовый электрод и инертный защитный газ. Он производит очень чистые сварные швы с отличным плавлением и проплавлением, но это медленный процесс, и его трудно освоить. Это затрудняет заполнение объема, необходимого для выполнения сварки сосуда под давлением.
- Дуговая сварка под флюсом (SAW): При SAW сварка погружается во флюс для защиты от кислорода и других газов в атмосфере. Это чистый процесс сварки с высокой скоростью наплавки; однако это не портативный, готовый к работе процесс.
Из типов сварки, используемых в сосудах под давлением, один, выбранный для конкретного проекта, должен соответствовать потребностям продукта, который сосуд высокого давления будет хранить или производить, и давлению, при котором продукт будет поддерживаться. В нефтяной промышленности сосуды под давлением поддерживаются при относительно низком давлении, и хотя коррозия может быть проблемой, санитарные соображения — нет. В результате часто используются более быстрые и целесообразные процессы, такие как SMAW и FCAW.
В проектах с более высокими техническими характеристиками и более высоким давлением чаще используются процессы сварки, дающие более стабильные результаты, такие как GMAW или SMAW. В отраслях, где и давление, и санитария являются серьезной проблемой, корневой шов, который будет соприкасаться с продуктом, скорее всего, будет сварен с использованием GTAW, поскольку он обеспечивает гораздо более чистый и гладкий шов, чем любой другой тип сварки. Однако, учитывая объем сварки, который требуется для сосуда под давлением, это может занять довольно много времени, если делать это вручную. Механизированные процессы сварки, такие как орбитальная сварка, могут помочь увеличить скорость сварки GTAW, используемой в сосудах под давлением.
Использование орбитальной сварки для сварки сосудов под давлением Орбитальная сварка была разработана в связи с необходимостью создания высококачественных сварных швов на гидравлических и авиационных трубах для аэрокосмических проектов. Цилиндрическая природа этих сварных швов представляла собой проблему для ручных сварщиков, а изменения давления при изменении высоты самолета приводили к утечкам. Орбитальная GTAW успешно произвела высококачественные сварные швы, которые сохраняли целостность при таких интенсивных изменениях давления. С тех пор он используется для создания одинаково качественных сварных швов в технологических трубопроводах и сосудах под давлением в нефтяной, биофармацевтической, полупроводниковой и других отраслях промышленности.
Орбитальная сварка — это лишь один из многих видов сварки, используемых в сосудах под давлением, но, безусловно, это лучший выбор для сварки сосудов под давлением с высокими требованиями к чистоте и прочности. Биофармацевтическая и полупроводниковая промышленность представляют два примера приложений, которые могут выиграть от согласованности и гигиены орбитальной сварки. Поскольку требования к производству продукции становятся все более жесткими, а государственные и регулирующие органы становятся все менее терпимыми к авариям, значение орбитальной сварки GTAW в строительстве сосудов высокого давления будет только расти.
Arc Machines, Inc. предлагает первоклассные сварочные головки, источники питания и аксессуары для вашего орбитального проекта сосуда высокого давления GTAW. По вопросам, касающимся продуктов, обращайтесь по адресу [email protected]. По вопросам обслуживания обращайтесь по адресу [email protected]. Arc Machines приветствует возможность обсудить ваши конкретные потребности. Свяжитесь с нами по телефону , чтобы договориться о встрече.
Типы сварочных процессов и источников питания
Фото вверху: Процесс сварки MIG
Основной функцией источника сварочного тока является преобразование электрической энергии в тип тока, подходящий для выполняемой сварки. При выборе наилучшего источника питания для ваших сварочных систем необходимо учитывать многое.
Планируете ли вы инвестировать в новые ручные сварочные аппараты или готовы заменить устаревший сварочный аппарат на более современный автоматический сварочный аппарат , мы здесь, чтобы упростить этот процесс. Читайте дальше, чтобы узнать больше об источниках сварочного тока и о том, какие ключевые факторы следует учитывать перед покупкой.
Начало работы
Существует множество источников питания на выбор. Чтобы сделать наилучший выбор, вам необходимо сопоставить тип материала с процессом сварки и наилучшим методом подачи питания на дугу.
Выберите свой сварочный процессКак процесс сварки, так и тип материала играют большую роль при выборе источника питания, поскольку они не всегда совместимы друг с другом.
Дуговая сварка металлическим электродом в среде защитного газа (GMAW) или дуговая сварка с флюсовой сердцевиной (FCAW) Наиболее часто называемая MIG или сварка с флюсовой сердцевиной; этот процесс может использоваться для всех основных коммерческих металлов, широкого диапазона толщин и требует меньше навыков оператора, чем TIG или сварка электродом. Скорость сварки выше из-за непрерывной подачи электрода, отсутствия шлака и более высокой скорости наплавки металла. По возможности в производственных цехах выбирают сварочные процессы GMAW и FCAW.
Это наиболее распространенная форма дуговой сварки. Палочка или электрод помещается на конец держателя, и между кончиком электрода и металлической поверхностью сварки зажигается дуга. Источники питания SMAW, как правило, самые дешевые, но их можно использовать только в ручных операциях.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) При дуговой сварке вольфрамовым электродом в среде защитного газа или сварке TIG дуга возникает между неплавящимся вольфрамовым электродом и основным металлом. Защитный газ защищает вольфрам и расплавленный металл от окисления. GTAW производит качественно сваривает практически на всех металлах и сплавах. Его можно контролировать до очень низких значений силы тока, что делает его идеальным для более тонких материалов. GTAW может выполняться с присадочным материалом или без него, при этом также очень мало брызг и нет шлака. Его самым большим недостатком является скорость — GTAW, безусловно, является самым медленным процессом сварки.
Плазменно-дуговая сварка по существу является расширением GTAW. И GTAW, и PAW используют источники питания постоянного тока и высокочастотный источник для зажигания дуги. Основное отличие состоит в том, что электрод утоплен в сопле для ограничения дуги. PAW, как правило, дороже, чем GTAW, но он более устойчив к смещению швов и может обеспечить лучшее проникновение.
Дуговая сварка под флюсом (SAW) В процессе сварки под флюсом проволока непрерывно подается с гранулированным флюсом для покрытия области сварки. Флюс играет ключевую роль в достижении высокой скорости и качества сварки. Образуется очень мало сварочного дыма, что устраняет необходимость в удалении дыма. Использование гранулированного флюса ограничивает 90 121 позиций сварки 90 122 и требует специальных решений для обращения и восстановления.
Типы источников питания для сварки определяются тем, как они модулируют электрические токи и какой процесс дуговой сварки лучше всего поддерживается этой модуляцией: в одном направлении по цепи. При сварке он создает более стабильную дугу и более плавный выход. Его можно использовать для сварки с отрицательным заземлением, или же поток электронов может быть реверсирован, чтобы течь к положительному заземлению с обратной полярностью.
Переменный ток (AC) Источником питания переменного тока является двунаправленный поток электронов, в котором полярность меняется сто или более раз в секунду с отрицательной на положительную землю. Дуги, как правило, менее стабильны, а сварку труднее контролировать. Однако сварка на переменном токе может предотвратить образование оксидов и обеспечить более чистую сварку в некоторых процессах.
Это форма сварки постоянным током, при которой ток переходит от высокого пикового тока к более низкому фоновому току с частотой, определяемой оператором. Это сужает дугу, обеспечивая большее проникновение и уменьшая воздействие на окружающие материалы. В результате сварка импульсным током является отличным выбором для сварки тонкого металла или выполнения глубоких сварных швов на более толстых материалах.
Импульсное напряжение и нагрев Импульсные источники питания GMAW предназначены для управления импульсным напряжением и нагревом, подаваемым на расходуемый электрод. Управление импульсным напряжением (нагревом) и скоростью подачи проволоки позволяет лучше контролировать плавление проволоки и скорость наплавки. Адаптивная импульсная сварка GMAW тщательно отслеживает обратную связь и автоматически компенсирует дугу, чтобы поддерживать постоянство дуги, несмотря на отклонения сварщика, а также различия в высоте и расположении стыка.
Дополнительные параметры для рассмотрения
После того, как вы определились со сварочным процессом и типом источника питания, вам следует рассмотреть еще несколько ключевых параметров, чтобы определить размер, включая:
Какова ваша входная мощность?Ваш источник питания должен соответствовать типу доступной входной мощности. Количество электроэнергии, необходимой вашей сварочной системе , в конечном итоге будет зависеть от выбранного вами типа источника питания.
- Однофазный : 115, 200 или 230 В переменного тока
- Трехфазный: 230, 460 или 575 В переменного тока
Проще говоря, чем толще материал, тем больше требуется мощности.