Какие выбрать электроды для сварки: Как новичку выбрать электроды для РДС сварки
alexxlab | 06.03.2023 | 0 | Разное
Как выбрать электрод для сварки [полезные статьи] — Производитель сварочных электродов ТАНТАЛ ЛТД
Выбор сварочного электрода, для молодого сварщика может стать трудной задачей.
К примеру, какой поперечник электрода необходим под определенную толщину
металла, или же какой
сварочный ток выставить для получения крепкого шва?
Попробуем ответить на эти вопросы.
Для начала разберёмся, собственно что это электрод и
для чего необходима обмазка.
Электрод является железным сердечником с особенным покрытием,
которое именуется обмазкой. В
процессе сварки сердечник плавится, а обмазка при сгорании формирует газовую
защиту шва от вредоносного влияния воздуха. Например же в процессе
сварки складывается защитный
шлаковый слой сварочной ванны.
Выбирая электрод идет нужно смотреть на
состав сердечника, который обязан быть идентичен со
свариваемым металлом. Например, есть особые электроды для
углеродистых, легированных, высоколегированных сталей, электроды для работы с
нержавейкой, жаростойкими сталями, для работы с алюминием или же чугуном.
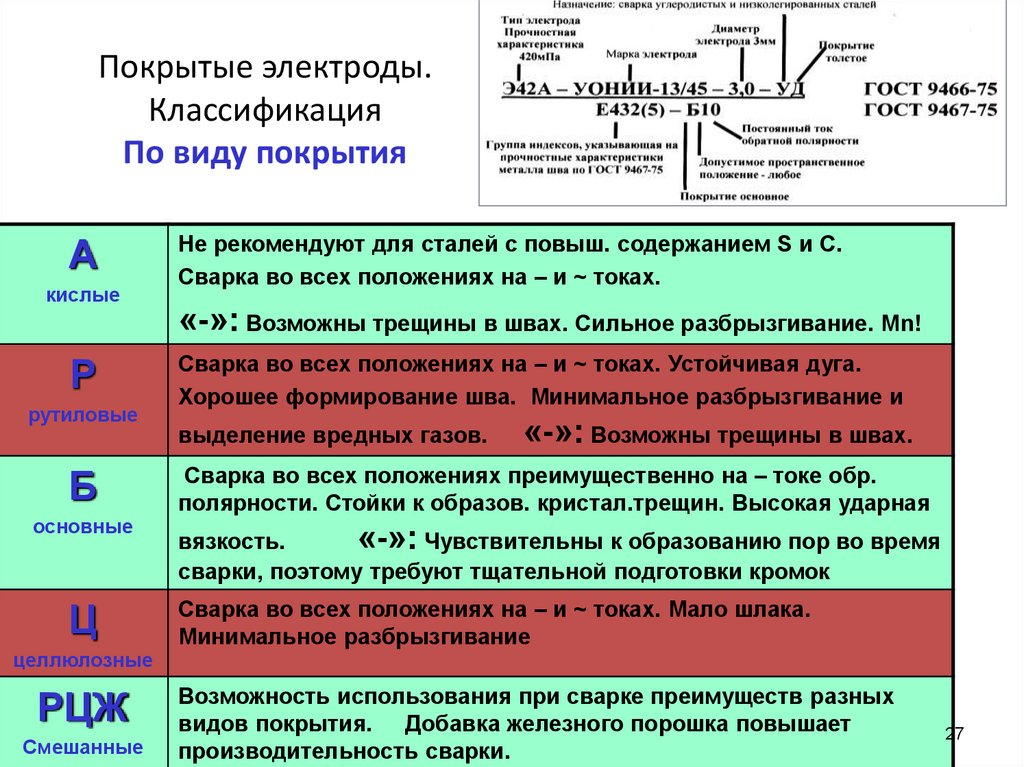
Есть огромное количество металлов и их сплавов, говорить о всех мы не станем, а сконцентрируемся на тех электродах, которые имеют все шансы потребоваться чаще остальных. Обычно применяется конструкционная сталь маленькой толщины. Вот для неё мы и попытаемся выбрать электроды. Но до этого некоторое количество информации об обмазке электродов. Различают 4 типа покрытий: основной, рутиловый, кислый и целлюлозный. Любой из них используется для выполнения конкретных задач.
Основное и целлюлозное покрытия применяются для сварки исключительно на постоянном токе. Данные электроды возможно применить при монтаже серьезных систем, где потребуется предельная крепкость наплавленного металла.
Рутиловые электроды подходят для работы на постоянном или же переменном токе. Они выделяются лёгким поджигом и мелким разбрызгиванием металла. Электроды имеют все шансы работать с аппаратами владеющими низким значением напряжения холостого хода.
При применении электродов с
кислым покрытием – возможно достичь лёгкого отделения шлака, впрочем воспользоваться похожими электродами в закрытом месте не рекомендовано — они довольно вредоносны для самочувствия сварщика.
Еще один момент — электроды с рутиловым и кислым покрытием рекомендовано применять при сварке аппаратами с напряжением холостого хода 50 (+/- 5) вольт.
Более обширно всераспространены электроды с основным и рутиловым покрытием. Для новенького сварщика знакомства с ними станет абсолютно спокойным.
Наиболее распространёнными электродами с основным покрытием считаются УОНИ 13/55. Данные электроды предусмотрены для углеродистых и низколегированных сталей. Как написано в описании данных электродов, они рекомендованны для сварки серьезных систем, швы, сваренные с поддержкой УОНИ 13/55 выделяются пластичностью и стойкостью к ударным нагрузкам. Изделия, сваренные УОНИ 13/55 имеют все шансы эксплуатироваться в критериях низких температур.
К дефектам данных
электродов стоит отнести требовательность к чистоте кромок болванок. В случае если кромки болванок перед сваркой
не обработать и на них попадёт
масло, вода, или же ржавчина, велика возможность возникновения сварочных пор.
УОНИ 13/55 – предусмотрены для сварки лишь только переменным током на обратной полярности – о которой мы поведаем чуток позднее.
Наиболее распространённым представителем рутиловых электродов возможно именовать электроды марки МР-3. Они предусмотрены для работы с углеродистыми и низколегированными сталями.
К сильным сторонам данных электродов стоит отнести вероятность сварки как на постоянном, так и переменном токах, маленькое разбрызгивание металла, прочность дуги во всех пространственных положениях.
Не считая 2-ух самых распространённых марок электродов для дел с конструкционной сталью, новеньким можно посоветовать электроды русского изготовления ОЗС-12 и АНО-4. А для сварки нержавейки электроды иностранных изготовителей ОК 63.34, ОК 61.30 или же российские электроды ЦЛ-11. Подобные электроды, так же могут понадобиться домашнему мастеру.
Большая часть инверторов
для ручной дуговой сварки работает с постоянным током. На постоянном токе
существует 2 варианта подключения полярности: прямая и обратная.
При сварке на плюсовом контакте выделяется больше тепла, а это означает, что на оборатной полярности лучше сваривать мощные конструкции.
Поперечник электрода выбирают, ориентируясь на толщину металла болванок. Для сварки металлов шириной до 1.5 мм сварка электродами используется изредка, для этих толщин лучше применить полуавтоматы или же аргонодуговую сварку.
Приблизительное соответствие толщины болванок и поперечников электродов вы сможете узнать из таблицы:
Следующий значительный момент – какой ток нужно выставить для электрода определенного поперечника. Эту информацию возможно узнать на упаковке электродов, или же взглянув надлежащую таблицу:
Так же начинающему сварщику, лучше знать, собственно, что сварочный ток можно подобрать из расчёта 20-30А на 1 мм поперечника электрода. Т.е. для электрода поперечником 3мм, ток обязан быть в приделах 80-110А, в зависимости от пространственного положения, толщины металла и числа проходов.
Четких и конкретных опций тока не существует – любой сварщик видит процесс со своей точки зрения, и в зависимости
от личных ощущений выставляет нужные характеристики тока.
Чем выше сварщик выставляет характеристики тока, тем более водянистой и наименее «управляемой» выходит ванна. Цель сварщика – настроить установка таким образом, дабы работа была комфортабельной, а сварочная ванна необходимой для провара и управления краями ванны.
Сварочные электроды – выбираем подходящий тип для конкретного вида работ
Когда стоит задача купить электроды, конечно, лучше разобраться в этом вопросе основательно: какие бывают типы металла, чем они отличаются, для каких металлов предназначены, а также какие бывают виды и марки электродов.
Сейчас же для того чтобы максимально быстро начать практиковаться в выполнении швов, будет рассмотрен более простой путь выбора.
Что касается выбора магазина, то предпочтительней покупать в специализированном магазине, где продаются сварочное оборудование и расходные материалы, а не в обычном хозяйственном, потому что в специализированном магазине, скорее всего, продавцы разбираются в этой теме и смогут что-то подсказать.
Там же, где продается все подряд, скорее всего, продавцы не обладают должной компетенцией в вопросе подбора сварочных электродов.
Придя в специализированный магазин, достаточно сказать, что нужны электроды для сварки углеродистой стали обыкновенного качества, или обыкновенной углеродистой стали.
У каждого типа электрода может быть несколько марок. Для примера приведена таблица 5 с электродами типа Э46.
| Тип | Марка |
| Э46 | МР3С; АНО-21, АНО-4; ОЗС-4, ОЗС-6, ОЗС-12 и т.д. |
Иногда в маркировке ставится буква «А» — например, Э46А. Это означает повышенную пластичность сварного шва.
Поскольку за пример взят тип Э46, дальнейшее разъяснение принципов подбора будет происходить на примере этого же вида электродов.
Вряд ли в магазине окажется вся «линейка» определенной маркировки. Скорее всего, будет один или два варианта. Имеет смысл купить самую маленькую порцию, которую смогут предложить, и попробовать, какими электродами будут получаться наиболее качественные швы в данной конкретной ситуации.
Имеет смысл также попробовать варить электродами УОНИ 13/55, это тип Э50. Он отличается от типа Э46, в некоторых ситуациях с их помощью можно будет получить более качественный сварной шов.
В любом случае сначала нужно пробовать: покупать маленькую партию, а затем, если получается качественный результат, можно брать необходимое количество для всего объема сварочных работ.
Принцип работы электрода
На рисунке приведена схема процесса ручной дуговой сварки (РДС).
Электрод представляет собой металлический стержень, на который нанесена обмазка или покрытие.
В результате горения дуги 3 и под воздействием ее температуры плавится металлический стержень 5, и металл с этого стержня переносится в сварочную ванну 2. Также от высокой температуры плавится обмазка. В результате ее расплавления образующих защитные газы, которые защищают дугу и сварочную ванну от воздействия кислорода, азота и других газов содержащихся в воздухе. Кроме того, образовавшиеся газы способствуют стабилизации горения дуги.
Также от высокой температуры плавится обмазка. В результате ее расплавления образующих защитные газы, которые защищают дугу и сварочную ванну от воздействия кислорода, азота и других газов содержащихся в воздухе. Кроме того, образовавшиеся газы способствуют стабилизации горения дуги.
В процессе плавления обмазки образуется жидкий шлак, который растекается по поверхности сварочной ванны. При этом жидкий шлак раскисляет металл, избавляя сварочную ванну от кислорода, и, наоборот, добавляет легирующие присадки для повышения качества металла шва и сварного соединения в целом. По мере остывания шва жидкий шлак превращается в шлаковую корку 10, которая впоследствии должна быть удалена.
Видео рекомендация, как выбрать электрод
В этом видео собраны рекомендации начинающим сварщикам.
Рассмотрим такие вопросы:
- Какой диаметр электрода подходит к той или иной толщине металла;
- Какой сварочный ток выставить для получения качественного шва.
- Отличие сварочных режимов на прямой полярности м обратной
Диаметры электродов
Измеряются в миллиметрах, эти величины стандартные и по российскому ГОСТу составляют: 1,6; 2; 2,5; 3; 4; 5; 6 и т.д. У импортных бывают и другие диаметры, например 2,6 вместо 2,5; 3,2 вместо 3.
Диаметры более 4 мм не представляют интереса для бытовых сварочных работ, потому что бытовая электрическая сеть не выдает такой мощности, которая позволила бы использовать электроды диаметром 5-6 мм и более.
Даже диаметром 4 мм зачастую невозможно использовать, так как и сварочные аппараты как правило не выдают нужный сварочный ток, и некоторые электрические сети, особенно за городом, не позволяют варить такими электродами.
Диаметр электрода, указанный в миллиметрах, означает диаметр именно металлического стержня, то есть без учета толщины обмазки. Обычно чем он больше, тем больше его длина.
Дефекты
Обмазка должна быть нанесена на электрод равномерно по всей длине и по всей окружности. Если обмазка неравномерна по толщине, то есть где-то толще, а где-то тоньше, — это брак. Когда обмазка нанесена равномерно по длине, но с одной стороны толще, а с другой тоньше — это тоже брак. В таких случаях труднее получить качественный шов.
Если обмазка неравномерна по толщине, то есть где-то толще, а где-то тоньше, — это брак. Когда обмазка нанесена равномерно по длине, но с одной стороны толще, а с другой тоньше — это тоже брак. В таких случаях труднее получить качественный шов.
Обмазка не должна крошиться и отваливаться. Если на конце электрода обмазка отвалилась, зажигать дугу будет значительно сложнее. Кроме случаев производственного брака обмазка также может крошиться, когда электрод старый либо его хранили не должным образом. Так или иначе, работать таким стержнем будет очень трудно, или вовсе невозможно.
Окончания электродов
В данном варианте металлический стержень закрыт шлаком, и при попытке зажечь дугу не будет электрического контакта между металлическим стержнем и металлом детали, и дуга не будет гореть. Необходимо достаточно сильно стукнуть по твердой диэлектрической поверхности, чтобы отбить шлак.
Обмазка электрода закрыта шлаком
Важно: стукнуть электродом можно любую твердую диэлектрическую поверхность. Допустимо стукнуть по свариваемой детали, но в этом случае необходимо убедиться, что на ней нет рабочего напряжения!
Допустимо стукнуть по свариваемой детали, но в этом случае необходимо убедиться, что на ней нет рабочего напряжения!
Если виден металл на окончании электрода, то зажигание дуги не вызовет проблем. На фотографии ниже ситуация противоположная. Обмазка отвалилась. В таком случае зажечь электрод будет трудно по другой причине.
Обмазка выполняет функцию защиты дуги, стабилизирует горение дуги — грубо говоря, «помогает дуге гореть». Если обмазки нет, дуга либо не будет гореть совсем, либо будет гореть очень нестабильно, и хорошей сварки не получится. Решается проблема откусыванием этой части электрода.
Обмазка электрода отвалилась
Есть еще вариант для более опытных сварщиков — «чиркать» электродом, едва касаясь металла и не давая электроду прилипнуть к детали. Для этого нужно прикладывать минимальное усилие в вертикальном направлении и достаточное усилие — в направлении движения электрода параллельно детали, не задерживая электрод на одном месте. Выполнить таким образом нужное количество движений, пока металлический стержень не обгорит.
Остаток электрода
При выполнении сварного шва происходит сгорание электрода и возникает вопрос, до какой минимальной длины его использовать. Другими словами, какой длины должен остаться огарок.
В принципе, оптимальная длина — 3 см, но эта цифра может варьироваться. Например, если осталось 4 см и надо вести следующий относительно длинный шов, то нет никакого смысла этот сантиметр дожигать. Лучше сразу взять новый.
Сжигать стержень до держателя нежелательно, так как в этом случае портится сам электрододержатель. Кроме того, во время выполнения сварного шва при малой длине электрода сварочная ванна загораживается держаком, и визуально контролировать выполнение шва становится невозможно.
Сварка тонкого металла
При сварке тонкого металла, то есть толщиной 0,5- 1 мм, глубина сварочной ванны больше, чем толщина металла. Поэтому, если просто сваривать такой металл без подготовки кромок, он будет прожигаться насквозь. Чтобы такого не происходило, при сварке двух деталей встык делаются отбортовки.
Когда отбортованная кромка расплавляется от тепла дуги, отогнутые части заплавляются внутрь, закрывают весь промежуток между заготовками и вместе с металлом, который поступает с электрода, образуют шов. Таким образом, не происходит проплавление металла на сквозь, а получается полностью заполненный шов. (Опытные и высококвалифицированные сварщики умеют сваривать столь тонкий металл и без отбортовок, но у сварщиков-любителей, как правило, это не получается.)
Электроды для сварки чугуна
Для декоративной заварки поверхностных дефектов используются стальные электроды Св-08.
Для заварки дефектов обрабатываемых нерабочих поверхностей при ремонте неответственных чугунных изделий небольших размеров с малыми объемами наплавления, не требующих после сварки механической обработки, используют электроды ЦЧ-4.
Также при сварке чугунов используются электроды УОНИ-13/45. Сварка ими производится на постоянном токе обратной полярности.
Медные электроды, например ОЗЧ-2 и ОЗЧ-6, используются для сварки малогабаритных изделий с небольшими дефектами, работающих при незначительных статических нагрузках и требующих плотных швов, выполненных из серого или ковкого чугунов.
Для сварки изделий из высокопрочного, серого чугунов, а также для выполнения разнородных соединений чугуна со сталью используются электроды марок ЦЧ-4А.
Горячая сварка осуществляется следующим образом: механическая обработка заготовки; формовка свариваемых деталей; нагрев; сварка и охлаждение сваренных деталей. Нагрев деталей можно осуществить посредством газовой горелки.
Электроды для данного вида сварки выполняются из стержней, однородных основному металлу. Применяются, например, ЭЧ-1, ЭЧ-2, ПЧ-1, ПЧС-1, ПЧС-2.
 Рекомендуемые режимы сварки представлены в таблице.
Рекомендуемые режимы сварки представлены в таблице.| Диаметр электрода, мм | Сила тока, А | |
Нижнее положение | Вертикальное положение | |
| 3,0 | 90-110 | 80-100 |
| 4,0 | 120-140 | 100-120 |
| 5,0 | 160-190 | 150-170 |
| 6,0 | 220-250 | 210-240 |
Сварку необходимо осуществлять небольшими участками длиной 30-60 мм с послойным охлаждением на воздухе до 60°С. Сразу после сварки шов подвергается проковке легкими ударами молотка.
Как выбрать сварочные электроды
Существует несколько типов сварочных электродов на выбор, каждый из которых имеет различные механические свойства и работает с определенным типом источника сварочного тока. При выборе сварочной проволоки необходимо учитывать несколько факторов.
Свойства основного металла
Прочность на растяжение
Сварочный ток
Толщина основного металла, форма и сборка соединения
Положение сварки
Спецификации и условия использования
Окружающие условия труда
Пожалуйста, внимательно ознакомьтесь с этими факторами, прежде чем запускать машину и брать электрододержатель .
Электродержатель
Свойства основного металлаПервым шагом при выборе электрода является определение состава основного металла. Ваша цель — подобрать (или точно подобрать) состав электрода к типу основного материала, что поможет обеспечить прочный сварной шов. Если вы сомневаетесь в составе основного металла, задайте себе следующие вопросы.
Как выглядит металл? Если вы работаете с поврежденной деталью или узлом, проверьте шероховатость и зернистость внутренних поверхностей, что обычно означает, что основным материалом является литой металл.
Является ли металл магнитным? Если основной металл является магнитным, то основным металлом, скорее всего, является углеродистая или легированная сталь. Если основной металл не является магнитным, материалом может быть марганцевая сталь, аустенитная нержавеющая сталь серии 300 или цветной сплав, такой как алюминий, латунь, медь или титан.
Какие искры возникают при прикосновении шлифовального станка к металлу? Как показывает опыт, большее блики в искрах указывают на более высокое содержание углерода, например, в стали марки А-36.
Будет ли долото «вгрызаться» в основной металл или отскакивать? Долото вгрызается в более мягкие металлы, такие как мягкая сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хромомолибден или чугун.
AWS ECI
Прочность на растяжение Во избежание растрескивания или других дефектов сварки минимальный предел прочности электрода на растяжение должен соответствовать пределу прочности основного материала. Вы можете определить предел прочности стержневого электрода на растяжение, обратившись к первым двум цифрам классификации AWS, напечатанным на боковой стороне электрода. Например, число «60» на электроде E6011 указывает на то, что присадочный металл образует сварочный канал с минимальной прочностью на растяжение 60 000 фунтов на квадратный дюйм, поэтому он хорошо работает со сталями с аналогичной прочностью на растяжение.
Вы можете определить предел прочности стержневого электрода на растяжение, обратившись к первым двум цифрам классификации AWS, напечатанным на боковой стороне электрода. Например, число «60» на электроде E6011 указывает на то, что присадочный металл образует сварочный канал с минимальной прочностью на растяжение 60 000 фунтов на квадратный дюйм, поэтому он хорошо работает со сталями с аналогичной прочностью на растяжение.
Сварочный ток
Некоторые электроды можно использовать только с источниками питания переменного или постоянного тока, а другие совместимы с обоими. Чтобы определить правильный тип тока для конкретного электрода, обратитесь к четвертой цифре классификации AWS, которая представляет тип покрытия и тип совместимого сварочного тока.
подходит для конкретного электрода, см. третью цифру в классификации AWS. Вот как вы можете интерпретировать квалифицированные положения электродов.
1 = плоский, горизонтальный, вертикальный и потолочный
2 = только плоский и горизонтальный
Например, электроды 7018 можно использовать в плоском, горизонтальном, вертикальном и потолочном положениях.
AWS A5.11 ENiCrFe-3
Технические характеристики и условия использования
Обязательно оцените условия, в которых свариваемая деталь будет находиться в процессе эксплуатации. Электрод с низким содержанием водорода и высокой пластичностью уменьшит вероятность растрескивания сварного шва, если он используется в высокотемпературной или низкотемпературной среде, подвергаемой повторяющимся ударным нагрузкам. Кроме того, если вы участвуете в критически важных процессах, таких как изготовление сосудов высокого давления или котлов, обязательно ознакомьтесь со спецификациями сварки. В большинстве случаев эти нормы сварки потребуют от вас использования определенного типа электрода.
Окружающие условия труда
Для достижения наилучших результатов всегда следует удалять излишки оксида, ржавчины, влаги, краски и смазки. Чистый основной металл поможет предотвратить пористость и увеличить скорость перемещения. Если невозможно очистить основной металл, электрод E6010 или E6011 обеспечивает глубоко проникающую дугу, способную проникать в загрязнения.
Если невозможно очистить основной металл, электрод E6010 или E6011 обеспечивает глубоко проникающую дугу, способную проникать в загрязнения.
Выбор сварочного электрода
Рассмотрение вышеперечисленных факторов поможет вам решить проблему выбора правильного электрода в виде электрода для конкретного применения. Однако, учитывая широкий спектр доступных электродов, для одного применения может существовать несколько решений. Если вам нужна дополнительная помощь в выборе электрода, обратитесь к местному дистрибьютору сварочных материалов или к представителю компании известного производителя присадочного металла.
Подробное руководство по электродам
Сварка электродом (SMAW) широко считается самым простым процессом дуговой сварки. Проще говоря, стержневой электрод используется для создания электрической дуги, которая соединяется с поверхностью обрабатываемого металла.
Для достижения наилучших результатов важно выбрать правильный сварочный пруток (электрод) для вашего проекта. Вот почему Форни здесь с вашим подробным руководством по электродам .
Вот почему Форни здесь с вашим подробным руководством по электродам .
Стержни из мягкой стали 6010 являются универсальными электродами, используемыми во всех положениях и обеспечивающими глубокое проникновение в углеродистую и оцинкованную сталь. Стержень 6010 предназначен для использования со сварочным аппаратом постоянного тока и работает на DCEP (обратная полярность).
Этот стержень идеально подходит для сварки легких и средних загрязнений, ржавчины или краски. Диапазон силы тока: 35-125. Предлагаемые диаметры: 1/8″
СОВЕТ ДЛЯ ПРОФЕССИОНАЛОВ:
Хотя этот стержень можно использовать для более грязных материалов, качество и прочность сварного шва значительно улучшаются после небольшой подготовительной работы. очистить материал перед сваркой.
6011 электроды из мягкой стали, всепозиционные стержни с высокой силой дуги для глубокого проплавления. Они быстро замерзают и быстро затвердевают, что облегчает сварку в вертикальном и потолочном положениях. Они также производят легкий шлак для быстрой и легкой очистки. Работает на переменном или постоянном обратном токе.
Они быстро замерзают и быстро затвердевают, что облегчает сварку в вертикальном и потолочном положениях. Они также производят легкий шлак для быстрой и легкой очистки. Работает на переменном или постоянном обратном токе.
Эти электроды отлично подходят для ржавой стали из-за высокой силы дуги. Они отлично подходят для широкого спектра применений, включая простые или оцинкованные резервуары, ремонт стального литья, детали машин, строительство, напорные трубы и многое другое.
СОВЕТ ДЛЯ ПРОФЕССИОНАЛОВ:
Стержень 6011 очень похож на 6010, за исключением того, что он может работать на переменном токе и его удобнее использовать для потолочной сварки.
Стержень общего назначения из мягкой стали, всепозиционный. Этот электрод плавно осаждается со средним и неглубоким проникновением. Образует шлак от среднего до тяжелого, который легко удаляется. Работает от полярности переменного или постоянного тока.
Эти электроды превосходно подходят для плохого прилегания к суставу. Небольшие диаметры хорошо приспособлены к низким температурам на тонких металлах. Они отлично подходят для всех типов изготовления и ремонта мягкой стали, где важны простота эксплуатации и хороший внешний вид.
Небольшие диаметры хорошо приспособлены к низким температурам на тонких металлах. Они отлично подходят для всех типов изготовления и ремонта мягкой стали, где важны простота эксплуатации и хороший внешний вид.
СОВЕТ ДЛЯ ПРОФЕССИОНАЛОВ:
Удилище 6013 идеально подходит для начинающих. Мы считаем, что это лучший стержневой электрод для тонких материалов .
Стержень из железного порошка, всепозиционный, с гладкими характеристиками дуги, хорошей стабильностью дуги и малым разбрызгиванием. Хорошо подходит для получения среднего и низкого проникновения. Работает от полярности переменного или постоянного тока.
Этот стержень прост в использовании и подходит для всех типов изготовления мягкой стали. Он особенно эффективен на листовом металле, декоративных металлических изделиях и плохо подогнанных соединениях.
СОВЕТ ДЛЯ ПРОФЕССИОНАЛОВ:
Удилище 7014 также является отличным удилищем для начинающих.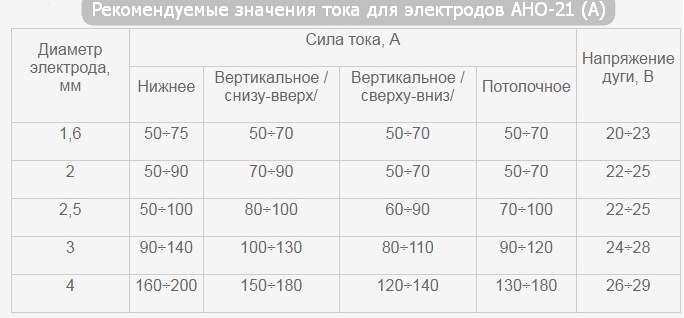 Это очень снисходительно, когда речь идет о длине дуги, а это означает, что если вы приблизите стержень к основному металлу, дуга не погаснет.
Это очень снисходительно, когда речь идет о длине дуги, а это означает, что если вы приблизите стержень к основному металлу, дуга не погаснет.
Низководородный, всепозиционный стержень, позволяющий получать высококачественные рентгеновские сварные швы. Поскольку эти стержни содержат мало водорода, они обеспечивают высокую прочность и ударную вязкость без растрескивания центра сварного шва. Работает от переменного или постоянного тока обратной полярности.
Отлично подходит для сварки закаливаемых сталей без предварительного подогрева и холоднокатаных сталей с чрезмерной пористостью при сварке обычными прутьями.
СОВЕТ EXPERT-TECH PRO:
7018 стержень обычно используется в качестве крышки при многопроходных сварных швах. При хорошей технике получается очень эстетичный шов.
7018 AC Низководородный, высокопрочный, всепозиционный стержень, предназначенный для использования на сварочных аппаратах переменного тока. Эти стержни облегчают зажигание дуги и работают более плавно, чем обычные стержни 7018, которые обычно плохо работают на старых машинах на 180 и 225 ампер. Работает от переменного или постоянного тока обратной полярности.
Эти стержни облегчают зажигание дуги и работают более плавно, чем обычные стержни 7018, которые обычно плохо работают на старых машинах на 180 и 225 ампер. Работает от переменного или постоянного тока обратной полярности.
Отлично подходит для сварки закаливаемых сталей без предварительного подогрева и холоднокатаных сталей с чрезмерной пористостью при сварке обычными прутьями.
СОВЕТ EXPERT-TECH PRO:
Это то же самое, что и обычное удилище 7018, за исключением того, что оно специально предназначено для работы на переменном токе.
НЕРЖАВЕЮЩАЯ СТАЛЬ Easy All-Steel Высокопрочный универсальный стальной электрод, уникальный и превосходный для сварки всех типов стали с замечательной прочностью и удлинением. Этот стержень наносит валики без образования трещин даже на высоколегированную сталь, высокоуглеродистую сталь, марганцевую сталь, нержавеющую сталь и разнородную сталь. Работает от полярности переменного или постоянного тока, но рекомендуется постоянный ток (+).
Работает от полярности переменного или постоянного тока, но рекомендуется постоянный ток (+).
Эти электроды можно использовать на рычагах, лопастях асфальтосмесителей, шнеках, осях, стержнях, подшипниках, лопастях, зубьях кронштейнов, бамперах, цепях, долотах, конвейерах, крановых стрелах, разнородных сталях, бурах, линиях вилочных погрузчиков, бункерах, рабочих колесах, рычаги, косилки, рельсы, валы, снег, пружины, стальные корпуса и корпуса, инструменты, колеса и многое другое!
ЧУГУН NomacastЭлектрод из сплава чугуна, разработанный специально для грязного и промасленного чугуна в дополнение к чугуну с головкой. Идеальное сочетание цвета с серым чугуном. Необрабатываемый. Работает от переменного или постоянного тока, но рекомендуется постоянный (+).
Стержни Nomacast можно использовать на рычагах, корпусах и корпусах, чугунных сельскохозяйственных орудиях, снегоочистителях, головках цилиндров, блоках двигателей, выхлопных коллекторах, маховиках, шестернях, рычагах, основаниях машин, ковком чугуне, механите, пресс-формах, косилках, декоративном железе. работы, шкивы, насосы, клапаны, гидродомкраты и многое другое!
работы, шкивы, насосы, клапаны, гидродомкраты и многое другое!
Непроводящий чугунный электрод с флюсовым покрытием. Электрод высочайшего качества для сварки чугуна всех марок. Соединение отливки со сталью не требует предварительного нагрева. Флюсовое покрытие полностью исключает боковое искрение. Это наиболее поддающиеся механической обработке чугунные электроды. Работает от переменного или постоянного тока, но рекомендуется постоянный (+).
Эти стержни можно использовать на рычагах, корпусах и корпусах, чугунных сельскохозяйственных орудиях, снегоочистителях, головках цилиндров, блоках двигателей, выхлопных коллекторах, маховиках, шестернях, рычагах, основаниях машин, ковком чугуне, механите, пресс-формах, косилках, декоративном железе. работы, шкивы, насосы, клапаны, гидродомкраты и многое другое!
SUPER CAST 55 Универсальный чугунный электрод. Лучший выбор для легированного чугуна.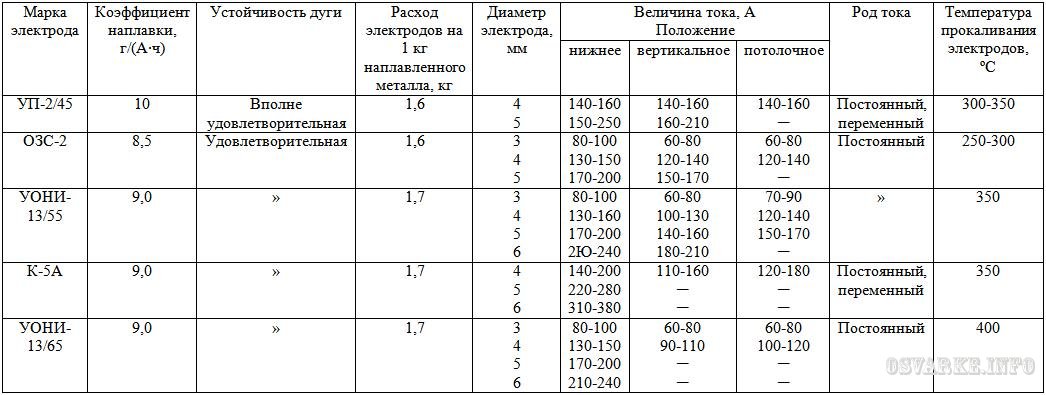 Механитовый шаровидный ковкий чугун, отлично подходит для соединения чугуна со сталью. Высокая обрабатываемость. Работает от переменного или постоянного тока, но рекомендуется постоянный (+).
Механитовый шаровидный ковкий чугун, отлично подходит для соединения чугуна со сталью. Высокая обрабатываемость. Работает от переменного или постоянного тока, но рекомендуется постоянный (+).
Эти стержни можно использовать на рычагах, корпусах и корпусах, чугунных сельскохозяйственных орудиях, снегоочистителях, головках цилиндров, блоках двигателей, выхлопных коллекторах, маховиках, шестернях, рычагах, основаниях машин, ковком чугуне, механите, пресс-формах, косилках, декоративном железе. работы, шкивы, насосы, клапаны, гидродомкраты и многое другое!
ТВЕРДАЯ ПОВЕРХНОСТЬ SUPERCOTEЭлектроды Supercote представляют собой недорогие, всепозиционные электроды с твердым покрытием. Он обеспечивает плавную дугу для легкого применения. Шлак легко удаляется. Работает от переменного или постоянного тока обратной полярности.
Эти стержни используются для наращивания или покрытия участков, чтобы противостоять истиранию и обеспечить низкую защиту от ударов. Может также работать с цилиндрическими стержнями, тяговыми штангами, шнеками и т. д.
Может также работать с цилиндрическими стержнями, тяговыми штангами, шнеками и т. д.
Стержни Superwear — это универсальные электроды для твердосплавной наплавки. Они обладают превосходной ударопрочностью и стойкостью к истиранию. Более того, чрезвычайно высокая скорость наплавки продлевает срок службы новых и изношенных деталей. Работает от переменного или постоянного тока, но рекомендуется постоянный (+).
Эти электроды можно использовать на шнеках, лопастях, ковшах и кромках, желобах цементовозов, футеровке бетоносмесителя, конусах, футеровке конуса, конвейерах, дробленых подбарабаньях, штифтах и звеньях драглайна, концевых наконечниках, звездочках питателя, трубах для промывки гравия, молотках , бункеры, рабочие колеса, щеки, воздушные кольца насосов, экраны, зубья и многое другое.
МЕТАЛЛООБРАБОТКА SUPERBLAST Электрод для металлообработки без воздуха или газа.