Каким электродом варить металл 3 мм: Як вибрати електроди для інверторного зварювання
alexxlab | 05.05.2023 | 0 | Разное
Настройка сварочного тока, чтобы не прилипали электроды
Содержание статьи:
Настройка сварочного тока, чтобы не прилипали электродыЧтобы получить качественное соединение и добиться успеха в сварке необходимо уметь настраивать сварочный ток. Если ток сварочного аппарата подобран правильно, то при сварке будет минимальное количество дефектов, а сам шов получится надежным и долговечным.
Именно от сварочного тока зависит, каким будет провар металла, ширина и высота сварного соединения. Если же в процессе настроек аппарата допустить ошибки, то электрод начнёт прилипать к металлу, разбрызгивание которого увеличится в разы.
Для начинающих сварщиков настройка сварочного тока может быть осложнена тем, что далеко не все знают, как подобрать ток под диаметр электрода, что нужно учитывать при этом. Из данной статьи вы сможете узнать о главных нюансах в подборе сварочного тока, а также, на какой полярности лучше варить.
Настройка сварочного тока
Сегодня в интернете не сложно найти специальные таблицы по подбору сварочного тока для разных диаметров электрода и по толщине металла. Однако недостаток у всех таких таблиц один — они рассчитаны на достаточно большой разбег. Простыми словами настроить сварочный ток по ним точно, никак не получится.
Однако недостаток у всех таких таблиц один — они рассчитаны на достаточно большой разбег. Простыми словами настроить сварочный ток по ним точно, никак не получится.
И в первую очередь, что необходимо усвоить, так это то, что для каждой толщины металла рекомендуется использовать электроды подходящего диаметра. То есть, не стоит все варить только лишь электродами 3 мм, как наиболее подходящими и универсальными в своём роде. Чем тоньше варится металл, тем меньше диаметр электрода должен быть.
Благо сейчас нет никакого дефицита и можно найти в продаже электроды толщиной 2 мм и даже меньше, 1,6 мм и т.д. Поэтому определившись с толщиной свариваемого металла, остается лишь правильно подобрать диаметр электрода для его сварки, ну а затем уже настроить ток.
Для наглядности рекомендуется ориентироваться на следующие значения:
- Электродами 2 мм и тоньше — следует варить тонкий металл, толщина которого составляет от 1,5 до 2 мм;
- Электродами 2,5 мм — варится металл, толщиной от 2 до 3 мм;
- Электродами 3 мм — варится металл толщиной 3-5 мм.
Таким образом подобрать точно сварочный ток по данным значениям не составит особого труда. При всем этом существует один немаловажный нюанс, варить тонкий металл, толщина которого до 3 мм, лучше всего на обратной полярности.
Что нужно знать про полярность в сварке
Если для сварки используется инвертор, то есть, сварка постоянным током, то, подключая электрододержатель к плюсу и минусу инвертора, можно менять полярность. Чтобы варить на обратной полярности и не прожигать тонкий металл, рекомендуется электрододержатель подсоединять к плюсовой клемме.
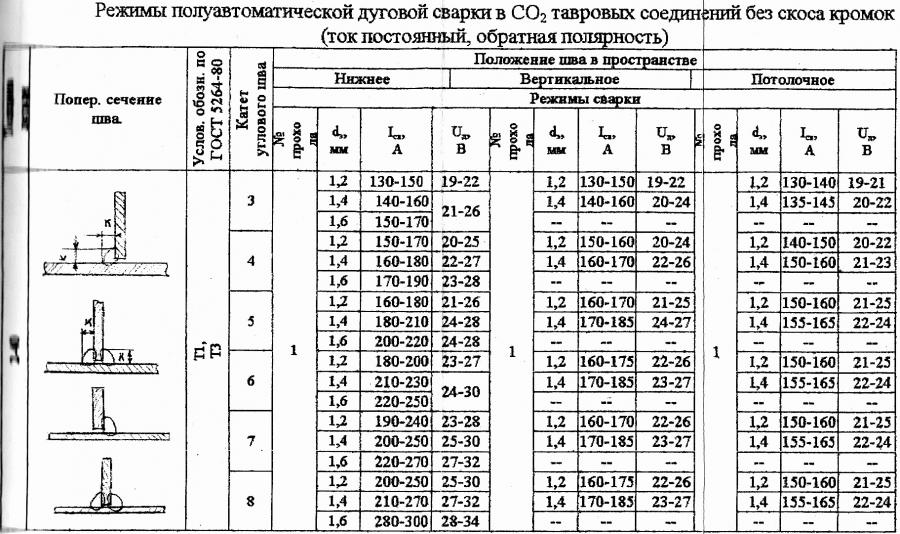
Следует знать, что больше всего сварочного тока требуется при сварке угловых соединений. При сварке вертикальных или потолочных соединений, сварочный ток следует убавить. В таком случае жидкий металл не будет сильно стекать вниз, хотя к этому также нужно привыкнуть.
Поделиться в соцсетях
Электроды для нузкоуглеродистой стали ( постоянный ток)
Электроды для сварки низкоуглеродистых сталей AV-61 2.
 0 мм, вес 1 уп = 0,8 кг
0 мм, вес 1 уп = 0,8 кг| Классификация: |
|
||||||||||||||||||||||||||||
| Описание: |
Электроды предназначены для сварки отвественных конструкций из углеродистых и низколегированных сталей. |
||||||||||||||||||||||||||||
| Одобрения: | Germanischer Lloyd, DNV, РС (Российский морской регистр судоходства), Сертификат Национальной Системы Сертификации Республики Беларусь (СтБ). Сертифiкат Вiдповiдностi УкрСЕПРО |
||||||||||||||||||||||||||||
| Вид покрытия: | Основное с железным порошком. | ||||||||||||||||||||||||||||
| Пространственные положения сварки: | Все, кроме “вертикальной вниз”. | ||||||||||||||||||||||||||||
| Род тока и полярность: | Постоянный ток обратной полярности. | ||||||||||||||||||||||||||||
| Сварочный ток: |
|
||||||||||||||||||||||||||||
| Химический состав наплавленного металла (%): |
|
||||||||||||||||||||||||||||
| Механические свойства металла шва: |
|
||||||||||||||||||||||||||||
| Сварочно-технологические свойства: | Легкое зажигание и повторное зажигание, спокойная и стабильная дуга, легкая отделяемость шлака.  |
||||||||||||||||||||||||||||
| Повторное прокаливание перед употреблением: | (300-350)˚С/2 ч. | ||||||||||||||||||||||||||||
| Упаковка: |
|
||||||||||||||||||||||||||||
| Металлы: | Сталь 16ГС, сталь 17ГС, сталь 09Г2С, сталь 17Г1С, сталь 10Г2С1 (ГОСТ 19282), S235-S355, P235-P355, E-295 (EN 10025, EN 10027-1, EN 10028-2, EN 10028-3). |
||||||||||||||||||||||||||||
| Установки: | Котлы горячей воды и паровые котлы, xранилища нефтепродуктов, напорные сосуды, cтроительные конструкции, корпусные части кораблей, cельскохозяйственное оборудование.  |
 00
00Электроды для сварки низкоуглеродистых сталей AV-61 3.0 мм, вес 1 уп = 2,5 кг
| Классификация: |
|
||||||||||||||||||||||||||||
| Описание: |
Электроды предназначены для сварки отвественных конструкций из углеродистых и низколегированных сталей. |
||||||||||||||||||||||||||||
| Одобрения: | Germanischer Lloyd, DNV, РС (Российский морской регистр судоходства), Сертификат Национальной Системы Сертификации Республики Беларусь (СтБ). Сертифiкат Вiдповiдностi УкрСЕПРО |
||||||||||||||||||||||||||||
| Вид покрытия: | Основное с железным порошком. | ||||||||||||||||||||||||||||
| Пространственные положения сварки: | Все, кроме “вертикальной вниз”. | ||||||||||||||||||||||||||||
| Род тока и полярность: | Постоянный ток обратной полярности. |
||||||||||||||||||||||||||||
| Сварочный ток: |
|
||||||||||||||||||||||||||||
| Химический состав наплавленного металла (%): |
|
||||||||||||||||||||||||||||
| Механические свойства металла шва: |
|
||||||||||||||||||||||||||||
| Сварочно-технологические свойства: | Легкое зажигание и повторное зажигание, спокойная и стабильная дуга, легкая отделяемость шлака. 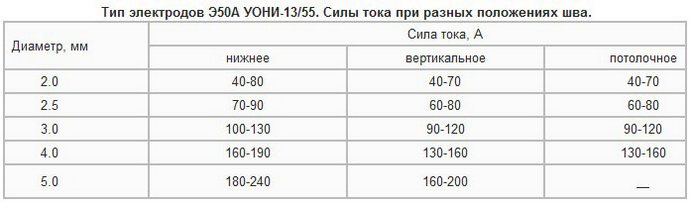 |
||||||||||||||||||||||||||||
| Повторное прокаливание перед употреблением: | (300-350)˚С/2 ч. | ||||||||||||||||||||||||||||
| Упаковка: |
|
||||||||||||||||||||||||||||
| Сталь 16ГС, сталь 17ГС, сталь 09Г2С, сталь 17Г1С, сталь 10Г2С1 (ГОСТ 19282), S235-S355, P235-P355, E-295 (EN 10025, EN 10027-1, EN 10028-2, EN 10028-3). |
|||||||||||||||||||||||||||||
| Установки: | Котлы горячей воды и паровые котлы, xранилища нефтепродуктов, напорные сосуды, cтроительные конструкции, корпусные части кораблей, cельскохозяйственное оборудование.  |
Электроды для сварки низкоуглеродистых сталей AV-61 4.0 мм, вес 1 уп = 5 кг
| Классификация: |
|
||||||||||||||||||||||||||||
| Описание: |
Электроды предназначены для сварки отвественных конструкций из углеродистых и низколегированных сталей. |
||||||||||||||||||||||||||||
| Одобрения: | Germanischer Lloyd, DNV, РС (Российский морской регистр судоходства), Сертификат Национальной Системы Сертификации Республики Беларусь (СтБ). Сертифiкат Вiдповiдностi УкрСЕПРО |
||||||||||||||||||||||||||||
| Вид покрытия: | Основное с железным порошком. | ||||||||||||||||||||||||||||
| Пространственные положения сварки: | Все, кроме “вертикальной вниз”. | ||||||||||||||||||||||||||||
| Род тока и полярность: | Постоянный ток обратной полярности. |
||||||||||||||||||||||||||||
| Сварочный ток: |
|
||||||||||||||||||||||||||||
| Химический состав наплавленного металла (%): |
|
||||||||||||||||||||||||||||
| Механические свойства металла шва: |
|
||||||||||||||||||||||||||||
| Сварочно-технологические свойства: | Легкое зажигание и повторное зажигание, спокойная и стабильная дуга, легкая отделяемость шлака.  |
||||||||||||||||||||||||||||
| Повторное прокаливание перед употреблением: | (300-350)˚С/2 ч. | ||||||||||||||||||||||||||||
| Упаковка: |
|
||||||||||||||||||||||||||||
| Металлы: | Сталь 16ГС, сталь 17ГС, сталь 09Г2С, сталь 17Г1С, сталь 10Г2С1 (ГОСТ 19282), S235-S355, P235-P355, E-295 (EN 10025, EN 10027-1, EN 10028-2, EN 10028-3). |
||||||||||||||||||||||||||||
| Установки: | Котлы горячей воды и паровые котлы, xранилища нефтепродуктов, напорные сосуды, cтроительные конструкции, корпусные части кораблей, cельскохозяйственное оборудование.  |
Электроды для сварки низкоуглеродистых сталей UONI-13/55, 3,0 мм, вес 1 уп = 3 кг
| Классификация: |
|
||||||||||||||||||||||||
| Описание: |
Электроды предназначены для сварки особо ответственных конструкций из низкоуглеродистых и низколегированных сталей, когда к металлу швов предьявляют повышенные требования по пластичности и ударной вязкости, в часности, при работе в условиях пониженных температур. |
||||||||||||||||||||||||
| Одобрения: | TÜV, Сертифiкат Вiдповiдностi УкрСЕПРО, Российский морской регистр судоходства (PC), Сертификат Национальной Системы Сертификации Республики Беларусь (СтБ). | ||||||||||||||||||||||||
| Вид покрытия: | Основное. | ||||||||||||||||||||||||
| Пространственные положения сварки: | Все, кроме “вертикальной вниз”. |
||||||||||||||||||||||||
| Род тока и полярность: | Постоянный ток обратной полярности. | ||||||||||||||||||||||||
| Сварочный ток: |
|
||||||||||||||||||||||||
| Химический состав наплавленного металла (%): |
|
||||||||||||||||||||||||
| Механические свойства металла шва: |
|
||||||||||||||||||||||||
| Сварочно-технологические свойства: | Легкое зажигание и повторное зажигание, спокойная и стабильная дуга, малое разбрызгивание, хорошая отделяемость шлака, переход без нарезки. 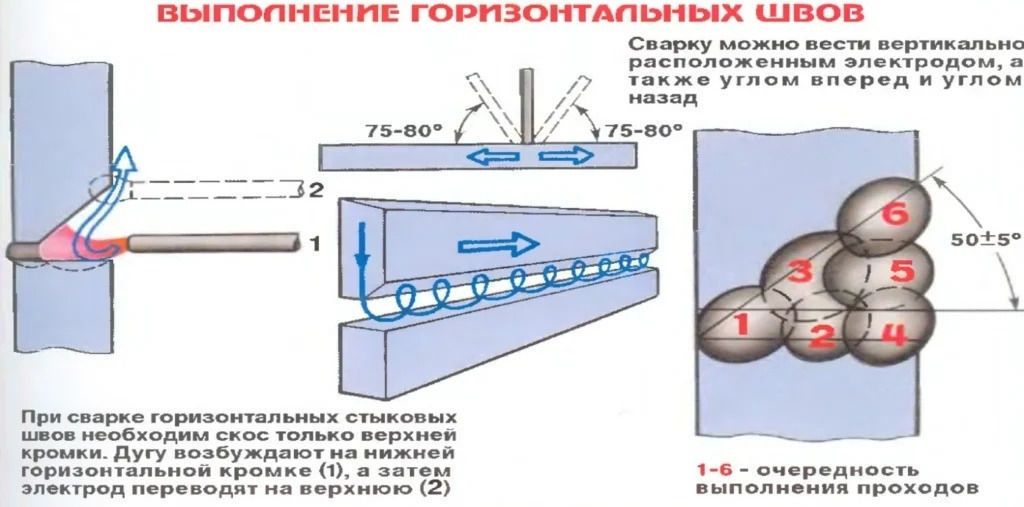 |
||||||||||||||||||||||||
| Повторное прокаливание перед употреблением: | (250-300)˚С/1 ч. | ||||||||||||||||||||||||
| Упаковка: |
|
||||||||||||||||||||||||
| Металлы: | Сталь 10, сталь 15 (ГОСТ 1050), сталь 15К, сталь 16К, сталь 18К, сталь 20К, сталь 22К (ГОСТ 5520), сталь 15Л, сталь 20Л, сталь 25Л (ГОСТ 977), Ст3 (ГОСТ 380), сталь 16ГС, сталь 17ГС, сталь 09Г2С, сталь 17Г1С, сталь 10Г2С1 (ГОСТ 19282), A, B, D, E, A 32/36, D 32/36, E 32/36 и F 32/36, S235-S355, P235-P355, E-295 (EN 10025, EN 10027-1, EN 10028-2, EN 10028-3).  |
||||||||||||||||||||||||
| Установки: | Котлы горячей воды и паровые котлы. Напорные сосуды. Строительные конструкции. Корпусные части кораблей. Cельскохозяйственное оборудование. |
Электроды для сварки низкоуглеродистых сталей UONI-13/55, 4,0 мм, вес 1 уп = 5 кг
| Классификация: |
|
||||||||||||||||||||||||
| Описание: |
Электроды предназначены для сварки особо ответственных конструкций из низкоуглеродистых и низколегированных сталей, когда к металлу швов предьявляют повышенные требования по пластичности и ударной вязкости, в часности, при работе в условиях пониженных температур. |
||||||||||||||||||||||||
| Одобрения: | TÜV, Сертифiкат Вiдповiдностi УкрСЕПРО, Российский морской регистр судоходства (PC), Сертификат Национальной Системы Сертификации Республики Беларусь (СтБ). |
||||||||||||||||||||||||
| Вид покрытия: | Основное. | ||||||||||||||||||||||||
| Пространственные положения сварки: | Все, кроме “вертикальной вниз”. | ||||||||||||||||||||||||
| Род тока и полярность: | Постоянный ток обратной полярности. | ||||||||||||||||||||||||
| Сварочный ток: |
|
||||||||||||||||||||||||
| Химический состав наплавленного металла (%): |
|
||||||||||||||||||||||||
| Механические свойства металла шва: |
|
||||||||||||||||||||||||
| Сварочно-технологические свойства: | Легкое зажигание и повторное зажигание, спокойная и стабильная дуга, малое разбрызгивание, хорошая отделяемость шлака, переход без нарезки.  |
||||||||||||||||||||||||
| Повторное прокаливание перед употреблением: | (250-300)˚С/1 ч. | ||||||||||||||||||||||||
| Упаковка: |
|
||||||||||||||||||||||||
| Металлы: | Сталь 10, сталь 15 (ГОСТ 1050), сталь 15К, сталь 16К, сталь 18К, сталь 20К, сталь 22К (ГОСТ 5520), сталь 15Л, сталь 20Л, сталь 25Л (ГОСТ 977), Ст3 (ГОСТ 380), сталь 16ГС, сталь 17ГС, сталь 09Г2С, сталь 17Г1С, сталь 10Г2С1 (ГОСТ 19282), A, B, D, E, A 32/36, D 32/36, E 32/36 и F 32/36, S235-S355, P235-P355, E-295 (EN 10025, EN 10027-1, EN 10028-2, EN 10028-3).  |
||||||||||||||||||||||||
| Установки: | Котлы горячей воды и паровые котлы. Напорные сосуды. Строительные конструкции. Корпусные части кораблей. Cельскохозяйственное оборудование. |
Руководство по размерам сварочных электродов, силе тока и типам тока (с таблицами)
Существует много типов сварочных электродов разных размеров, и сварщику довольно сложно все запомнить. Тем более, что у большинства из нас есть удилища, которыми мы пользуемся каждый день. Время от времени нам приходится брать в руки удочку, которой мы давно не пользовались. Вот почему я решил создать этот ресурс — В нем должно быть все, что вам может понадобиться, когда вы берете в руки штангу , будь вы новичок или уже опытный сварщик.
Различные диаграммы/таблицы электродов ниже должны дать вам довольно хорошее представление о том, какой стержень использовать, когда и при каких настройках. Имейте в виду, однако, что они являются чисто оценочными. Практически невозможно дать вам прямой ответ, так как параметры сварки зависят от многих переменных, таких как положение, в котором вы свариваете, толщина и тип металла, который вы свариваете, ток, который вы используете, и уровень вашего опыта. .
Практически невозможно дать вам прямой ответ, так как параметры сварки зависят от многих переменных, таких как положение, в котором вы свариваете, толщина и тип металла, который вы свариваете, ток, который вы используете, и уровень вашего опыта. .
Прежде чем продолжить, как правило, помните, что если ваш стержень начинает светиться, когда вы собираетесь закончить работу с электродом, значит, вы слишком сильно нагреваетесь. Наберите немного меньше и попробуйте еще раз. Интуиция для выбора правильных настроек приходит методом проб и ошибок, и если вы не являетесь опытным сварщиком, сделайте несколько пробных прогонов перед тем, как приступить к основному проекту.
Диаграмма размеров сварки размеров и толщины материала (мягкая сталь)
Содержание
| Размер электрода | Толщина базового металла |
| 1/16 «или 1,6 мм | |
| 1/16» или 1,6 М | |
| 1/4“ или 6,4 мм | Больше 3/8“ |
| 1/8“ или 3,2 мм | Больше 1/8“ или 6,2 дюйма | 0
| Более 3/8“ | |
| 3/32 «Или 2,4 мм | Менее 1/4 ″ |
| 5/32« Или 4,0 мм | Более 1/4 ″ |
5/64 »или 2. 0 мм 0 мм | . чем 3/8 |
E6010 и E6011 Таблица размеров и силы тока
6010 и 6011 практически одинаковы. Оба сварочных электрода имеют сильную копающую дугу, они быстро замерзают, стержни в любом положении, шлак тонкий и хлопьевидный, а проплавление глубокое. Единственная разница заключается в полярности, для которой они предназначены. E6010 — это натриевый стержень с высоким содержанием целлюлозы, который можно использовать на DCEP, а 6011 — это калиевый стержень с высоким содержанием целлюлозы, который можно использовать на AC, DCEP, а также DCEN.
Оба удилища отлично подходят для домашнего использования, так как не требуют большой подготовительной работы — легкая ржавчина, краска и оцинкованные поверхности не являются проблемой.
Шарики выглядят шероховатыми, так как являются быстрозамораживаемыми стержнями, но в то же время они производят значительное количество брызг по сравнению с другими стержнями.
| E6010/E6011 | Size | Amperage range |
| 1/4“ or 6.4 mm | 210-315 | |
| 1/8“ or 3.2 mm | 75-125 | |
| 3/16“ or 4.8 mm | 140-210 | |
| 3/32“ or 2.4 mm | 40-85 | |
| 5/32 «Ор. 4,0 мм | 110-165 | |
| 7/32« Или 5,6 мм | 160-250 |
E6012 Таблица размеров и силы тока
E6012 представляет собой электрод с высоким содержанием титана, предназначенный для заполнения зазоров между стыками, поскольку он обладает исключительными шунтирующими свойствами, но его часто упускают из виду из-за образования плотного шлака. Работает от сети переменного и постоянного тока, имеет мягкую и стабильную дугу.
6012 — отличное удилище для дома и хобби. Как и 6013, он не проникает глубоко, образуя красивые однородные валики, что делает его пригодным для обработки листового металла, а также для сварки.
Как и 6013, он не проникает глубоко, образуя красивые однородные валики, что делает его пригодным для обработки листового металла, а также для сварки.
| E6012 | Size | Amperage range | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/16“ or 1.6 mm | 20-40 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/4“ or 6.4 mm | 250-400 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 /8“ or 3.2 mm | 80-140 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3/16“ or 4.8 mm | 140-240 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3/32“ or 2.4 mm | 35-85 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5/32 дюйма или 4,0 мм | 110-190 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5/64 «ИЛИ 2,0 мм | 25-60 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7/32″ или 5,6 мм | 200-320 |
 Он может работать на AC, DCEP и DCEN. Стержень имеет низкое проплавление, плотный шлак, мягкую и стабильную дугу, при этом его можно использовать во всех положениях, для сварки требуется чистый основной металл.
Он может работать на AC, DCEP и DCEN. Стержень имеет низкое проплавление, плотный шлак, мягкую и стабильную дугу, при этом его можно использовать во всех положениях, для сварки требуется чистый основной металл.| E6013 | Size | Amperage range |
| 1/16“ or 1.6 mm | 20-45 | |
| 1/4“ or 6.4 mm | 250-350 | |
| 1/8“ or 3.2 mm | 80-130 | |
| 3/16“ or 4.8 mm | 150-230 | |
| 3/32“ or 2.4 mm | 40-90 | |
| 5/32“ or 4.0 mm | 105-180 | |
5/64“ or 2. 0 mm 0 mm | 35-60 | |
| 7/32“ or 5.6 mm | 210-300 |
Моя рекомендация от Amazon: E6013
E7014 Таблица размеров и силы тока
E7014 представляет собой железный порошок и стержень из титана, который можно использовать при токах переменного, постоянного и постоянного тока. Стержень имеет среднее проплавление, стабильную дугу, может использоваться во всех положениях с получением гладких валиков и толстого, легко удаляемого шлака. Хотя стержень оценивается как «стержень для всех положений», он больше подходит для плоских сварных швов, поскольку 7014 трудно перемещать по вертикали.
E7014 очень похож на 6013, но из-за добавления железного порошка имеет более высокую скорость осаждения. Кроме того, она проникает немного глубже, чем 6013. С точки зрения новичка, удилище 7014 даже проще в управлении, чем 6013. 9Электрод 0005
7014 в основном используется для сварки тяжелого листового металла и каркасов зданий всех видов. Для энтузиаста сварочного искусства это отличный стержень из-за аккуратных бусин, которые вы можете с его помощью уложить.
Для энтузиаста сварочного искусства это отличный стержень из-за аккуратных бусин, которые вы можете с его помощью уложить.
| E7014 | Size | Amperage range |
| 1/4“ or 6.4 mm | 330-415 | |
| 1/8“ or 3.2 mm | 110-165 | |
| 3/16 дюйма или 4,8 мм | 200-275 | |
| 3/32 «Ор. ” или 5,6 мм | 225-340 |
Моя рекомендация от Amazon: E7014
E7018 Таблица размеров и силы тока Он производит жидкий, густой шлак, однородные шарики и имеет среднее проникновение. Из-за жидкого шлака его можно использовать во всех положениях, кроме вертикального вниз
Что отличает электрод 7018 от других распространенных электродов для стержневой сварки на рынке, так это тот факт, что он требует особых условий хранения. Это из-за состава водорода в его потоке.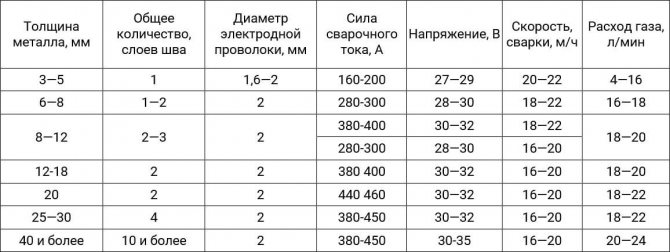 Требования к хранению ограничивают использование стержней 7018 среди домашних воинов, поэтому они в основном используются в строительстве и кораблестроении.
Требования к хранению ограничивают использование стержней 7018 среди домашних воинов, поэтому они в основном используются в строительстве и кораблестроении.
| E7018 | Размер | Диапазон силы тока | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/4 дюйма или 6,4 мм | 320-400 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/8“ or 3.2 mm | 110-165 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3/16“ or 4.8 mm | 200-275 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3/32“ or 2,4 мм | 65-100 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5/32 «Ор. диапазон силы тока Моя рекомендация от Amazon: E7018 E7024 Таблица размеров и силы тока E7024 — это электрод для сварки порошком железа и титана, который может работать со всеми тремя настройками полярности для плоских и горизонтальных швов вниз. Из-за высокого состава железного порошка для стержня требуется более высокая сила тока, чем для стержней аналогичного диаметра, при этом он имеет повышенную скорость осаждения. Пруток часто используется для обработки низкоуглеродистой стали, но также может использоваться для обработки низколегированной и высокоуглеродистой стали. В заводских условиях из-за своей универсальности и прочности этот стержень часто используется для сварки конструкционных сталей и крупных компонентов машин, таких как рамы грузовиков или резервуары для хранения.
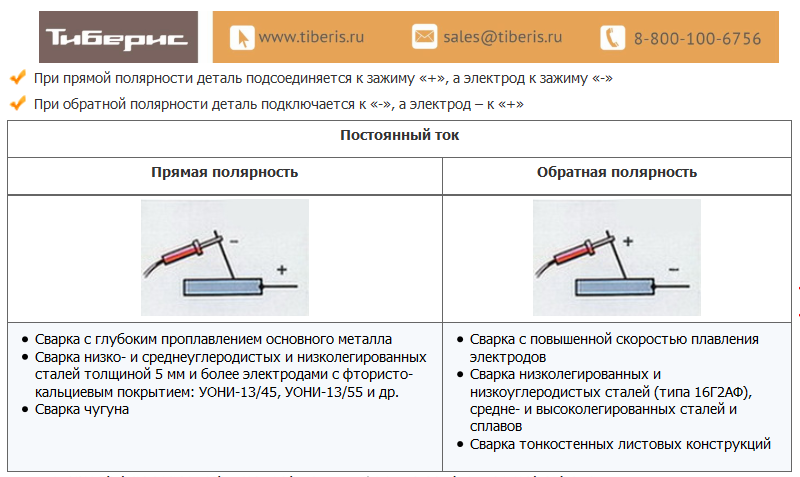
Таблица сварочных электродов для чугуна Ni-CLЕсли вы хотите узнать больше о сварке чугуна с помощью сварочного аппарата, ознакомьтесь также с этим постом.
Composotion & Current. . Четвертый коечке (Четвертая цифра на яшетке на поток с пеленкой на ярко-ячейн «xxxX») представляет собой состав флюсового покрытия, который имеет данный сварочный пруток, что, в свою очередь, определяет тип тока, на котором может использоваться пруток. Например, 6010 — это натриевый стержень с высоким содержанием целлюлозы, который можно использовать только на DCEP/DC+ 9.0005
. и уровень проникновения и уровень проникновенияСледующая таблица помогает понять, как состав флюса влияет на положение, в котором можно использовать данный сварочный пруток. Например, 7018 и 7028. Оба стержня представляют собой стержни с высоким содержанием железного порошка, что ограничивает положение, в котором их можно использовать, и простоту их использования в целом. В случае с номером 7028 третья цифра «xxXx» равна 2, что означает положение, в котором можно использовать стержень. Это также отражает большое количество железного порошка в стержне. Если состав железного порошка превышает 50%, третья цифра преобразуется в XX28.
|

 Четвертый коечке на кожушке на яшетке на яшетке по потоке сплошной поток и тока
Четвертый коечке на кожушке на яшетке на яшетке по потоке сплошной поток и тока

 Pack ER70S3 – Сварочный стержень TIG из малоуглеродистой стали – 1 фунт. Пакет | Arc-Zone [ER70S3]
Pack ER70S3 – Сварочный стержень TIG из малоуглеродистой стали – 1 фунт. Пакет | Arc-Zone [ER70S3]
 Применяются определенные ограничения.
Применяются определенные ограничения.