Каким сверлом просверлить закаленную сталь: Сверление закаленной стали – чем просверлить калёную сталь, какое нужно сверло, как отпустить каленый металл
alexxlab | 08.06.1993 | 0 | Разное
Сверление закаленной стали – чем просверлить калёную сталь, какое нужно сверло, как отпустить каленый металл
Сталь лучше сверлить еще до процесса каления, поскольку это не вызовет никаких затруднений. Если же попалась каленая заготовка (большой толщины), отпустите ее, просверлите отверстия стандартным сверлом и повторно произведите закалку, если того требует ситуация. Однако, не всегда этот вариант возможен. Часто бывают ситуации, когда требуется сделать отверстие в заготовке из стали, но она уже сильно закалена. В производстве и народными умельцами, создано множество вариантов и технологий сверления калёной стали. Исходить нужно из той ситуации, тех материалов, которые есть под рукой. Обязательный фактор – цели, ради которых требуется проделывать данную работу.
Порой, чтобы получить отверстие, достаточно сделать прорезь болгаркой. Через нее пропустить винт, далее закрепить заготовку. Чтобы отверстие вышло меньше, его нужно делать с 2 сторон. Диск при этом используется наименьшего диаметра. Лучше будет практически стертый диск.
Диск при этом используется наименьшего диаметра. Лучше будет практически стертый диск.
Перед работами сталь необходимо обследовать на твердость. Уже отталкиваясь от этого выбирать метод. Если заготовка хорошо гнется, подойдет сверло с победитовыми напайками, т.е. по бетону. Обязательное условие – оно должно быть острое. Заточить его можно алмазным кругом. В противном случае требуется использование специальных инструментов.
Во время работ заготовка сильно прижимается дрелью, и ставятся большие обороты. Место сверления предварительно смазывается. Лучше будет изначально использовать сверло меньшего диаметра, а потом заменить на больший. Так снижается площадь сопротивления, повышается эффективность.
Если используется специальное сверло из углеродистых сталей, требуется работать, учитывая следующие тонкости:
- Дрель сильно не прижимать к заготовке;
- Не включать большие обороты.
Следующий метод займет от 2 часов.
Также отверстие делается обычным сварочным аппаратом. Само место прожигается, либо «отпускается», а далее просто просверливается. Оплавленные края необходимо зашлифовать.
На производстве
Для сверления более толстых каленых заготовок используют специальные станки. В них сверло крепится в специальном сверлильном патроне, который закреплен коническим хвостом в пиноли задней бабки. Работа по сверлению осуществляется благодаря линейной подаче сверла и колеса подачи пиноли. При этом и заготовка, и сверло вращается. Максимальный используемый диаметр сверла составляет 1,5 сантиметра. Сверла больших размеров закрепляются хвостиком с переходными втулками. Они идут стандартных размеров.
Сверла бывают:
- Спиралевидные с цилиндрическими и коническими хвостовиками. Ими можно сверлить не только закаленную сталь, но и чугун, а также другие «крепкие» материалы;
- С пластинами из твердосплавных материалов. Также подходят для толстой закаленной стали;
- Сверла глубокого сверления. Используются в тех случаях, когда проделывается отверстие глубиной в 5 раз больше диаметра сверла.
Перед работами поверхность заготовки обрабатывается. Также делается углубление центровочным сверлом. В противном случае сверло начинает «гулять» перед листом стали, и отверстие смещается от центральной оси вращения.
Глубина отверстия контролируется нанесенными насечками с разметкой на пиноли. Если на ней предусмотрен лимб, то глубина сверления получится с точностью до 0,01 миллиметра. Сверлить необходимо в несколько этапов. Сделав отверстие глубиной в 2 мм, сверло выводится из стали и удаляется стружка (из отверстия и выводных каналов сверла).
Прежде, чем приступать к сверлению, необходимо помнить, что диаметр отверстия получается больше, нежели диаметр сверла. Эта величина называется разбивка. Для сверла диаметром 1 сантиметр разбивка составит 0,15 миллиметра. Разбивка возникает из-за недостаточной точности во время заточки сверла.
Чтобы получить высококачественное отверстие, на первом этапе используется сверло, размер которого составляет 70% диаметра необходимого отверстия. На втором этапе оно меняется и используется необходимого размера. Более точную обработку получают, применяя зенкерование и развертывание.
Применяется для литых обработанных заготовок с предварительно просверленными отверстиями. Зенкеры помогают улучшить чистоту поверхности, повышают точность для дальнейшей развертки. В сравнении со стандартными сверлами они имеют три, либо более, винтовые канавки и короткую режущую часть. При зенкеровании используйте смазочную жидкость. Скорость оборотов шпинделя должна быть ниже, чем при сверлении.
В сравнении со стандартными сверлами они имеют три, либо более, винтовые канавки и короткую режущую часть. При зенкеровании используйте смазочную жидкость. Скорость оборотов шпинделя должна быть ниже, чем при сверлении.
Инструмент, который предварительно и окончательно обрабатывает отверстие с необходимой точностью. Диаметр отверстия, которое подготавливается для развертки, должно быть меньше на пол сантиметра самой развертки. Обороты шпинделя должны быть не большие, 50-200 в минуту. При развертке также используется смазочная жидкость.
РасточкаВо время расточки используются резцы:
- Расточный изогнутый. Обрабатывает сквозное отверстие перед черновой обработкой;
- Расточный подрезной. Обрабатывает глухие отверстия. Подрезает внутренние углы торцов;
- Канавочный. Применяется не часто. По большей части для резьбовых канавок. Изготавливают резцы из твердой стали;
Контроль размера
После получения отверстий проводится контроль размеров. Для замеров используют штангенциркуль. Если проделанное отверстие имеет уступы, либо длины измерительных губок штангенциркуля не достаточно, чтобы замерить размер отверстия, используют калибры (измерительные пробки). Это два измерительных цилиндра. Один из них равен диаметру отверстия, второй больше на 0,3 мм. Во время измерения цилиндр «по размеру» погружается в «глазок», второй же входить туда не должен. При штучном производстве такие калибры можно изготовить самому. На производстве используют приборы с высокой точностью измерения.
Для замеров используют штангенциркуль. Если проделанное отверстие имеет уступы, либо длины измерительных губок штангенциркуля не достаточно, чтобы замерить размер отверстия, используют калибры (измерительные пробки). Это два измерительных цилиндра. Один из них равен диаметру отверстия, второй больше на 0,3 мм. Во время измерения цилиндр «по размеру» погружается в «глазок», второй же входить туда не должен. При штучном производстве такие калибры можно изготовить самому. На производстве используют приборы с высокой точностью измерения.
Как просверлить толстый, каленый металл и отверстие большого диаметра в стали
Сегодня из металла человек может сделать заготовку любой формы и размера. Это материал, который широко используют в различных отраслях промышленности, он незаменим при производстве механизмов и различных деталей.
Сегодня в распоряжении мастеров десятки инструментов, которые позволяют резать, сверлить, менять заготовки. Поэтому, если вы хотите просверлить отверстие в металле, сделать это сможете с лёгкостью.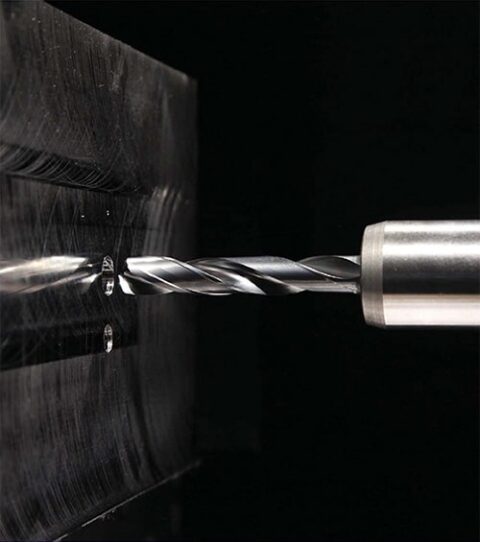
Как просверлить в металле отверстие большого диаметра
Изготовление больших отверстий — занятие кропотливое. Для подобной работы необходимо использовать специальные коронки нужного диаметра или конусные свёрла. Коронки, предназначенные для работы с металлом, похожи на аналогичные устройства для бетона или гипсокартона.
Они могут иметь специальное алмазное напыление для более чёткой, аккуратной и быстрой резки. Для работы часто используют специальные конусные свёрла (могут иметь шестигранные или цилиндрические хвостовики). Режущая кромка может снять заусенцы и стружку, что позволяет сразу получить ровное отверстие.
Как быстро просверлить толстый металл
Если вам необходимо просверлить глубокое отверстие, лучше всего отдать предпочтение не электрическим дрелям, а токарным станкам. Такой аппарат обеспечивает точную и аккуратную обработку материалов любой толщины и прочности. При работе важно обеспечить качественное охлаждение режущего элемента и принудительное удаление стружки.
Как просверлить калёный металл
Калёная сталь — прочный материал, который может выдерживать довольно сильные нагрузки. Именно поэтому работать с ним непросто. Но если вам нужно просверлить калёную сталь в домашних условиях, можете воспользоваться одним из таких методов:
-
работа при помощи сварочного аппарата — используя такой инструмент можно сделать отверстие в изделии, но после этого его придётся обработать режущими инструментами или напильниками. Также, используя сварочный аппарат, можно опустить сталь в зоне воздействия, а после этого воспользоваться сверлом и сделать отверстие необходимого размера;
-
сверление при помощи специальных свёрл для закалённой стали — метод имеет один существенный недостаток. Такие свёрла очень дорогие, изготавливаются они из высокоуглеродистой стали и имеют алмазное напыление. При работе очень важно не допускать перегрева свёрла и сильного нажима — в противном случае велик риск испортить заготовку.

Если вам нужно сделать отверстие в калёной стали, а специального аппарата у вас нет, можно воспользоваться другими методами:
-
травление стали кислотой (борной, азотной, хлорной) — для работы необходимо сделать ограничивающий бортик и налить внутрь кислоту;
-
если материал не очень твёрдый и тонкий, сделать отверстие можно с помощью специального пробойника.
Как просверлить нержавеющую сталь
Главное отличие «нержавейки» — её повышенная вязкость. Это и преимущество, и недостаток. Ведь при обработке нержавеющего металла сверло практически сразу нагревается, а значит, нужно заранее продумать его охлаждение при работе. Обычно сразу применяют специальную смесь, в которую входит машинное масло, сера.
Для обработки нержавеющей стали может использоваться как электрическая дрель, так и сверлильный станок. И в первом, и во втором случае необходимо ставить аппарат на минимальные обороты.
-
при работе с толстым листом материала сначала необходимо просверлить небольшое отверстие тонким инструментом и после этого использовать сверло с необходимым сечением;
-
если вы работаете с листами размером 1-2 мм, используйте стандартные свёрла, при условии, что их режущая кромка заточена на 120 градусов;
-
если толщина меньше 1 мм, обработка должна осуществляться ступенчатыми свёрлами.
Если вы решили просверлить металл своими руками в домашних условиях, воспользуйтесь этими простыми советами.
Как просверлить закаленную сталь
Сэм Морган
Сверление закаленной стали не так просто, как дерево, из-за чрезвычайной прочности материала. Таким образом, наряду с изучением того, как сверлить закаленную сталь, вы должны применять соответствующие инструменты для сверления закаленной стали. Даже измерение безопасности также имеет жизненно важное значение, поскольку проскальзывание, разрушение сверла и стальные частицы могут легко привести к серьезной травме.
Поэтому мы кратко обсудили полезный процесс сверления закаленной стали, который позволит вам эффективно создавать отверстия большего размера. Мы также упоминаем все необходимые инструменты и защитное снаряжение для удобного выполнения задачи.
Руководства по сверлению через закаленную сталь
Инструменты требуются:
- Workbench
- Пластиковые или металлические C -зажимы
- Постоянный маркер или карандаш
- Hammer
- Центр Punch
- ABARLID стальное сверло.
- Дрель
- Сверлильный станок (дополнительно)
- 30 утяжелителей, распылитель с водой или смазочным маслом
- Защитные очки
- Закрытые туфли
- Рубашка с длинными рукавами
- Щетка или тряпка
- Средний или тяжелый металлический рашпиль
Закрепление закаленной стали
Используйте пластиковые или металлические зажимы для затягивания стали. Сначала поместите закалённую сталь на верстак, а затем закрепите её зажимами, чтобы она могла двигаться во время сверления. Если вы не затяните зажимы, сталь будет вращаться и может поранить вас. Но если рабочая деталь из более тяжелой стали, вам не нужно ее закреплять. Несмотря на то, что поверхность стали окрашена, используйте палочки для перемешивания между сталью и зажимом, чтобы предотвратить появление царапин.
Если вы не затяните зажимы, сталь будет вращаться и может поранить вас. Но если рабочая деталь из более тяжелой стали, вам не нужно ее закреплять. Несмотря на то, что поверхность стали окрашена, используйте палочки для перемешивания между сталью и зажимом, чтобы предотвратить появление царапин.
Отметьте точное место
Определите место, где вы хотите создать отверстие в закаленной стали, используя несмываемый маркер или карандаш. Вы также должны учитывать диаметр сверла, отмечая место и определяя центр отверстия, делая точку.
Сделать вмятину
Когда дело доходит до сверления закаленного отверстия, создание вмятины до реального сверления может сделать задачу весьма эффективной. Поэтому используйте молоток и кернер, чтобы сделать углубление в закаленной стали. Во-первых, поместите наконечник кернера в отмеченное место и аккуратно ударьте по кернеру молотком, чтобы создать небольшую вмятину. Эта небольшая вмятина значительно поможет проскальзыванию сверления и обеспечит отверстие в точном месте. Вы также можете применить гвоздь вместо кернера.
Вы также можете применить гвоздь вместо кернера.
Выберите сверло
Если вам нужно просверлить всего несколько отверстий в закаленной стали, приемлемым вариантом будет обычное сверло из быстрорежущей стали. И наоборот, сверло с черным оксидом или кобальтовое сверло предпочтительнее для сверления большого количества отверстий в закаленной стали. Но убедитесь, что сверло, которое вы используете, абсолютно острое. Помните, что сверла обычно бывают разных размеров, и их можно заточить, если они затупились.
Начните с биты меньшего размера
При работе с закаленной сталью лучше использовать сверло половинного диаметра, как на самом деле. Причина в том, что сверла меньшего размера обычно оказывают меньшее усилие на сталь и позволяют впоследствии эффективно создавать отверстия большего размера. Поэтому, если вам нужно создать отверстие диаметром 1/2 дюйма, на первом этапе создайте отверстие диаметром 1/4 дюйма.
Сверлильный станок лучше подходит для более крупного куска закаленной стали
Сверлильный станок — это мощный инструмент для самостоятельного выполнения, который обеспечивает прямолинейное отверстие с повышенной точностью, будь то мягкий или твердый материал. Поскольку закрепить большой кусок закаленной стали на верстаке будет сложно, сверлильный станок значительно облегчит задачу. Вы можете использовать настольный сверлильный станок и напольный сверлильный станок. Первый вариант имеет компактный дизайн, а второй вариант подходит для частого использования.
Поскольку закрепить большой кусок закаленной стали на верстаке будет сложно, сверлильный станок значительно облегчит задачу. Вы можете использовать настольный сверлильный станок и напольный сверлильный станок. Первый вариант имеет компактный дизайн, а второй вариант подходит для частого использования.
Подготовьте смазку
В качестве смазок можно использовать различные предметы, в том числе масло вязкостью 30, распылители с водой и смазочное масло. WD40 в основном используется для удаления воды из ржавых болтов. Вы должны нанести смазку как на конец сверла, так и на рабочую часть для гладкого реза. Кроме того, периодическое распыление смазки на закаленную сталь эффективно снижает трение.
Сделайте пилотное отверстие
Наденьте защитные очки перед тем, как начать сверлить металл для защиты глаз. Ношение обуви с закрытыми носками и рубашки с длинными рукавами также является жизненно важной мерой безопасности. После этого найдите в закаленной стали выемку и вставьте в нее биту. Держите дрель прямо, чтобы не сделать кривое отверстие. Установите настройку скорости дрели на более низкие обороты и прикладывайте постоянное давление вниз через сталь. Не сверлите сталь последовательно и часто останавливайте сверление, чтобы сверло могло остыть.
Держите дрель прямо, чтобы не сделать кривое отверстие. Установите настройку скорости дрели на более низкие обороты и прикладывайте постоянное давление вниз через сталь. Не сверлите сталь последовательно и часто останавливайте сверление, чтобы сверло могло остыть.
Нанесите немного смазки между интервалами сверления. Помните, что сверление стали с более высокой скоростью может повредить как сверло, так и заготовку. Постоянное легкое и постоянное давление жизненно важно, особенно для создания отверстий меньшего размера, чтобы предотвратить поломку сверла.
Импульсное сверление до полного прохождения
Когда вы собираетесь пробить другой конец стали, пульсируйте процесс сверления. По-прежнему сохраняйте сильное сцепление, но немного уменьшите давление, пока сверло полностью не пройдет через другую сторону стали. Закончив сверление, вытащите сверло из отверстия, продолжая вращать его. Будьте осторожны, так как дрель может зацепиться за закаленную сталь и начать вращаться в руке.
Увеличить отверстие
После создания меньшего отверстия пришло время увеличить его с помощью сверла большего размера. Если вам нужно создать довольно большое отверстие, постепенно увеличивайте диаметр сверла. Попробуйте использовать три или четыре разных размера бит, чтобы получить окончательный размер. Просто повторите метод, используя сверло большего размера, чтобы сделать отверстие окончательного размера. Начните с размещения сверла в центре существующего отверстия и постепенного повторного сверления.
Нанесите смазку на сталь и нажмите на сверло, если вы дошли до конца. Если вы заметили дым во время сверления, нанесите больше смазки или уменьшите скорость сверления. Помимо этого, держите отверстие прямо с помощью ручного уровня или, если у вашей дрели есть встроенный уровень, используйте его.
Не снимайте горячее сверло
Из-за сверления закаленной стали поверхность и сверло будут очень горячими на ощупь. Лучше дать бите остыть, прежде чем вытаскивать ее. Так что дайте сверлу минимум пять минут, чтобы остыть.
Так что дайте сверлу минимум пять минут, чтобы остыть.
Удаление излишков смазки
Вытрите остатки смазки щеткой или тряпкой из отверстия. Аккуратно держите осколок и выбросьте его в мусорное ведро. Но не держите его голыми руками, так как острие может поранить вас. Полностью высушите поверхность из закаленной стали и очистите ее от мусора.
Сглаживание края отверстия
При сверлении закаленной стали остается острый край, который может привести к травмам при использовании в других целях. Поэтому сгладьте край отверстия, используя средний или тяжелый металлический рашпиль на поверхности закаленной стали. Убедитесь, что вы не повредили сталь во время подачи и выполняйте легко. Также лучше использовать рашпиль, который входит внутрь отверстия, чтобы вы могли полностью сгладить отверстие.
Часто задаваемые вопросы о сверлении закаленной стали
Какое сверло лучше всего подходит для закаленной стали?
Сверлить закаленную сталь довольно сложно, и для этого требуется более прочное сверло. Кобальтовое сверло идеально подходит для такой сложной задачи. Это сверло из быстрорежущей стали с содержанием кобальта от 5% до 8%, достаточно прочное, чтобы сверлить закаленную сталь.
Кобальтовое сверло идеально подходит для такой сложной задачи. Это сверло из быстрорежущей стали с содержанием кобальта от 5% до 8%, достаточно прочное, чтобы сверлить закаленную сталь.
Как размягчить закаленную сталь для сверления?
Во-первых, поместите закаленную сталь в нагретую печь и постепенно повышайте температуру, чтобы нагреть определенную аустенитную область. Удерживайте закалённую сталь в этом положении не менее 30 минут. Затем медленно снижайте температуру. Наконец, охладите металл, чтобы подготовить его для дальнейших целей.
Может ли карбид вольфрама прорезать закаленную сталь?
Твердосплавные борфрезы с одной канавкой поставляются с правосторонней спиральной канавкой. Таким образом, карбид вольфрама отлично подходит для резки закаленной стали, а также нержавеющей стали, меди, чугуна и других твердых металлов.
Заключительные слова
Сверление металла всегда является сложной задачей, а прочность закаленной стали делает ее чрезвычайно сложной. Надеюсь, теперь вы справитесь с этой задачей, так как уже знаете, как эффективно сверлить закаленную сталь.
Надеюсь, теперь вы справитесь с этой задачей, так как уже знаете, как эффективно сверлить закаленную сталь.
При работе с закаленной сталью следите за каждым шагом, включая вмятину, направляющее отверстие, меньшее отверстие и отверстие требуемого диаметра. Прежде всего, используйте правильное сверло и соблюдайте все меры предосторожности, особенно в защитных очках для безопасного выполнения задачи.
Краткое содержание статьи
- Руководство по сверлению закаленной стали
- Сверлильный станок лучше подходит для больших заготовок из закаленной стали
- Часто задаваемые вопросы о том, как просверливать закаленную сталь
- Заключительные слова
– Как я могу просверлить маленькие тонкие ключи из закаленной стали?
Проверка на реальность: бурение не дает тепла.
Сверление НЕ дает тепла! 🙂 если сверло не режет эффективно, оно сидит там и нагревается (и работает, упрочняя металл и притупляя сверло).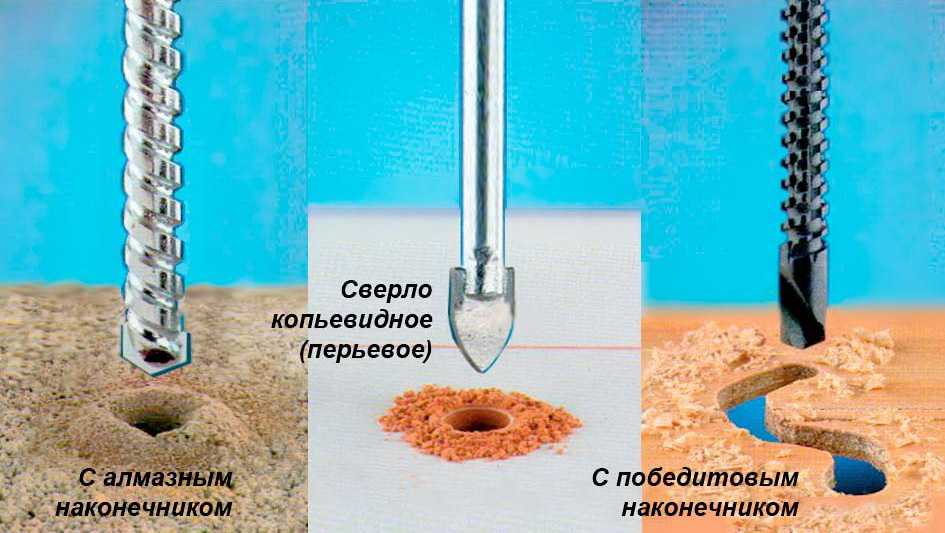
Однажды я сверлил отверстия в мягкой стали на фрезерном станке, работая быстро – сверло, индекс, сверло, индекс, сверло. Я делал хорошие длинные чипсы, которые отрывались как лапша. Сразу после последнего отверстия я взял сверло за канавки, ослабил патрон и вставил туда сверло для снятия фаски с отверстий.
Откуда я знал, что бита будет прохладной на ощупь? По фишкам. В этом материале красивая длинная лапша сказала, что я сверлил, а не нагревал.
И это сработало, потому что у меня были правильные «подачи и скорости»: я получил «скорости», найдя в таблице правильное число оборотов в минуту (само по себе полученное для меня из поверхностных футов в минуту, идеальных для этого материала). Я получал «подачу» на ощупь и на ощупь: когда я получал счастливую стружку, я знал, что скорость подачи была правильной. Это сработало, потому что со скоростями, которые, как известно, были правильными, мне нужно было исследовать только одну переменную.
Сделайте то же самое, и вы начнете с правильной ноги.
И даже если дрель начнет нагреваться, немедленно остановитесь. Вы не бурите, вы в яме, так что перестаньте копать!
Раскаленное докрасна сверло теперь непоправимо повреждено.
Для сверла 1/8 дюйма я ожидаю правильной скорости очень грубо около 3000 об/мин,
Проверка реальности: медленнее
не лучшеМногие новички говорят: «Я просто ошибаюсь в осторожность в отношении подачи и скорости». Неправильно. В этом смысле нет «осторожности» в машинной работе . Подачи и скорости не являются максимальными… это правильные значения, а другие значения неверны.
Конечно, терпимость невелика, но подумайте об этом, как о катании на водных лыжах… или о полете на самолете с неподвижным крылом. Слишком медленно означает, что вы вообще не делаете «дело»!
«Слишком медленно» обычно означает «наклеп», что только затрудняет повторный запуск, притупляя и нагревая сверло.
Реальная проверка: масло не охлаждается
Масло для резки. Вот почему они называют это маслом для резки . Как уже говорилось, охлаждение не помогает сверлить, потому что, если вы производите тепло, вы даже не сверлите. Все, что он сделает, это немного предотвратит разрушение горячей дрели.
Вот почему они называют это маслом для резки . Как уже говорилось, охлаждение не помогает сверлить, потому что, если вы производите тепло, вы даже не сверлите. Все, что он сделает, это немного предотвратит разрушение горячей дрели.
Вода будет кипеть как минимум при температуре 212F и отнимать огромное количество тепла за счет «скрытой теплоты кипения». Масло этого не сделает (если только вы не на грани воспламенения), поэтому его способность отводить тепло очень ограничена, и вам придется использовать очень его количество, чтобы получить заметное охлаждение. Более крупные ручные станки имеют систему сбора смазочно-охлаждающей жидкости на станине, насос и сопло в виде «гибкой змеи», которое можно направить на рабочую зону. Станки с ЧПУ имеют влагонепроницаемый корпус и обрабатывают зону резания несколькими потоками масла/охлаждающей жидкости.
Качество сверл не является решающим фактором
Я вижу, вы тянетесь к сверлам «с верхней полки», думая, что они необходимы.