Какими электродами лучше варить: Как выбрать сварочные электроды, нужна помощь, какими электродами лучше варить?
alexxlab | 26.07.2023 | 0 | Разное
Электроды для тонкого металла: особенности сварки инвертором
При помощи дуговой сварки между собой скрепляются металлические поверхности толщиной 0,2-4 мм. Наиболее же востребована сварка поверхностей толщиной 1 мм. Именно такие показатели у кузовов автомобилей, труб с небольшим диаметром, ёмкостей, предназначенных для жидких веществ, и т.д. Электроды для тонкого металла принципиально отличаются от тех, что используются при сваривании толстых деталей. Эту разницу необходимо учитывать, чтобы получить надёжный, устойчивый к коррозии и износу шов.
Содержание
Какими электродами лучше варить тонкий металл
Для качественной сварки необходимо обеспечить непрерывное горение электрической дуги. Электроды толщиной 4-5 мм дугу гасят, так как сваривание тонких поверхностей ведется с использованием пониженных токов (10-75 А). Поэтому для сварки тонких металлов должны использоваться электроды диаметром 0,5 – 2 мм (если металл не толще 1 мм) или, например, 2 – 2,5 мм (при толщине поверхностей 1,5 – 2 мм). Сварщики со стажем выбирают электроды для сварки тонкого металла, имеющие диаметр 2-3 мм.
Сварщики со стажем выбирают электроды для сварки тонкого металла, имеющие диаметр 2-3 мм.
Кроме толщины основного металла, стоит учитывать его разновидность при выборе электродов. В процессе сварки деталей из низкоуглеродистой и слабораскисленной стали могут применяться расходные материалы с любой обмазкой: основной, кислой, целлюлозной, рутиловой. Работа с полуспокойными сталями предполагает основное либо рутиловое покрытие электродов, а вот для спокойных сталей нужна основная обмазка.
Чтобы обеспечить устойчивое горение дуги, нужно помнить, что для определенного типа тока предназначен соответствующий электрод. Исключительно постоянный ток необходим для эксплуатации электродов с основной обмазкой. И постоянный, и переменный ток подойдет для расходных материалов, имеющих рутиловое, целлюлозное и кислое покрытие.
Перед осуществлением окончательного выбора внимательно ознакомьтесь с информацией, для какого положения сварки предназначены электроды. Оно может быть горизонтальное, вертикальное, нижнее, потолочное, нижнее тавровое, потолочное тавровое. Маркировка при этом может быть следующая:
Оно может быть горизонтальное, вертикальное, нижнее, потолочное, нижнее тавровое, потолочное тавровое. Маркировка при этом может быть следующая:
- Может использоваться при работе во всех положениях,
- Соединение металлов во всех положениях, за исключением вертикального сверху вниз,
- Сварка деталей во всех положениях, кроме потолочного и вертикального,
- Для сваривания поверхностей нижнего положения, а также нижнего «в лодочку».
Марки электродов для инверторной сварки
Тем, кто задается вопросом, каким электродом варить тонкий листовой металл, стоит обратить внимание на следующие марки:
- ОМА-2. Расходный материал позволяет сваривать даже окисленные поверхности и имеет минимальную проплавляющую способность. Сварочный шов может располагаться в пространстве произвольно.
- МТ-2. При сваривании деталей толщиной менее 1 мм необходимо использовать постоянный ток, если же толщина составляет более 1 мм-то переменный. Сварка должна осуществляться по траектории «сверху вниз».

- OK 63.30 ESAB. Гарантирует устойчивость шва к коррозии, может применяться при сваривании вертикальных конструкций.
В зависимости от типа основного материала, специалисты в области сварки рекомендуют:
Технология сваривания тонких поверхностей электродом
Самый тонкий электрод для сварки гарантирует аккуратный шов при наличии у мастера опыта. Если у вас его пока нет, то стоит прислушаться к полезным рекомендациям.
Чтобы не допустить прожогов поверхностей, электрод нужно держать под углом 45 градусов, и ни в коем случае под 90 градусов. Осуществлять соединение лучше всего углом вперед. Не стоит излишне отдалять электрод от свариваемых деталей, так как это препятствует образованию сварочного валика.
Если накладывать швы в шахматном порядке, можно избежать деформации листового металла при нагревании. При отсутствии такой возможности электрод проводится один раз вдоль шва, скорость должна быть равномерной, а значение рабочего тока — минимальное. Желательно, чтобы инверторный сварочный аппарат имел выходную мощность с плавной регулировкой. При напряжении холостого хода от 70 В и выше можно избежать многих проблем с запалом дуги.
Желательно, чтобы инверторный сварочный аппарат имел выходную мощность с плавной регулировкой. При напряжении холостого хода от 70 В и выше можно избежать многих проблем с запалом дуги.
Подготовительные работы включают в себя зачистку поверхностей от ржавчины, выравнивание заготовок в случае необходимости и их надежную фиксацию. Затем детали прихватываются через каждые 7-10 см и свариваются окончательно. Если листы металла нужно соединить внахлест, то используется больший ток; при этом снижается вероятность прожига деталей и их деформации.
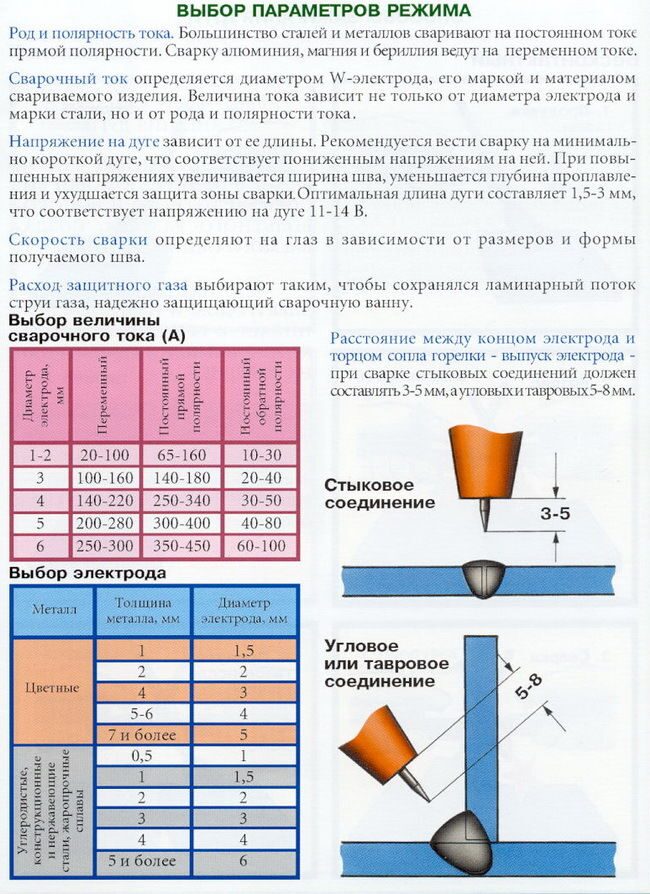
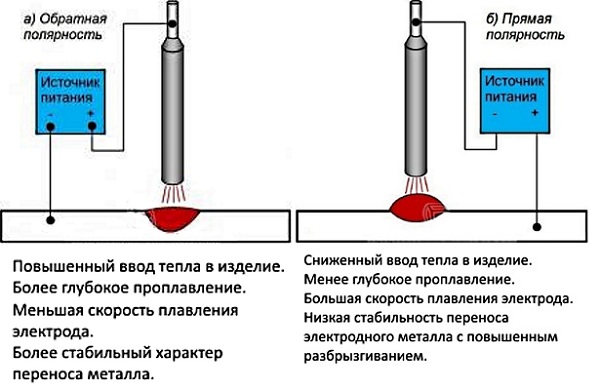
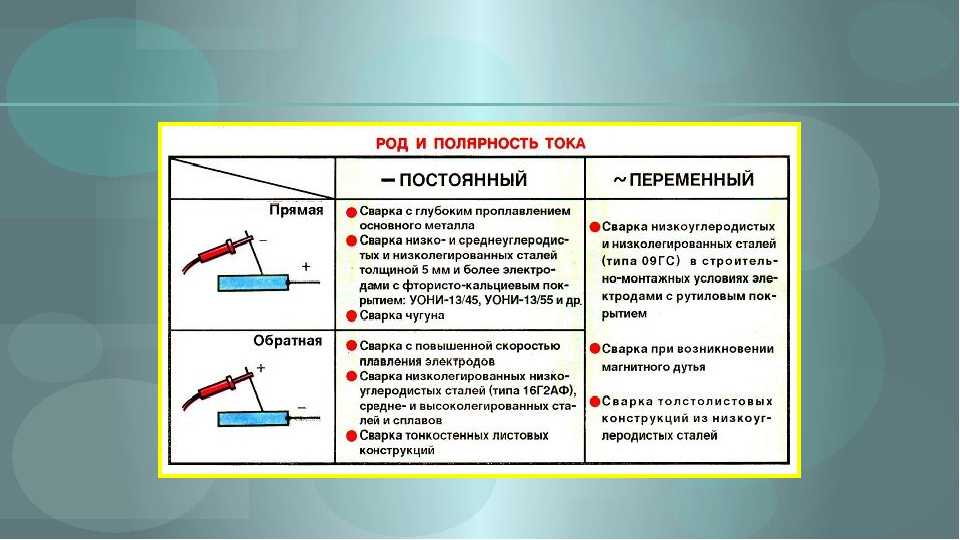
При сварке тонкого металла инвертором применяется обратная полярность. Это значит, что “-“ будет подключен к основной поверхности, “+” – к держателю электродов. В таком случае расходный материал приобретает гораздо большую температуру, чем основной, и можно избежать изменения формы деталей и их прожига.
Электроды для сварки инвертором тонкого металла обладают множеством преимуществ. Например, риск повредить тонкие поверхности при сваривании минимален, скорость сваривания немного выше. Иные физические свойства этих вспомогательных материалов ничем не хуже, чем у более толстых аналогов, а стоимость приемлемая. К тому же подготовка тонких электродов к работе не занимает много времени.
Иные физические свойства этих вспомогательных материалов ничем не хуже, чем у более толстых аналогов, а стоимость приемлемая. К тому же подготовка тонких электродов к работе не занимает много времени.
К недостаткам можно отнести быстрый расход материала, необходимость использовать особую технику сваривания и относительно ненадежную защиту сварочной ванны (так как толщина обмазки невелика). Не все марки выпускают электроды в мелком варианте, поэтому в некоторых случаях придется искать аналоги.
Как оформить сварной шов
Варить металл толщиной 1 мм самыми тонкими электродами можно, используя следующие виды сварных швов:
- внахлест. Способ, при котором гарантировано аккуратное соединение поверхностей.
- встык с использованием проволоки. Проволока диаметром 2,5-3,5 мм располагается между листами металла, не выступая над поверхностью. Дуга сварки проходит непосредственно по проволоке, и она прогревает соединяемые детали периферийными токами. После удаления проволоки ее присутствие в процессе сварки определить почти невозможно.
сварка инвертором
- встык с использованием теплоотводящих подкладок. Их роль играют пластины меди, которые благодаря своей высокой теплопроводности не допускают перегрева свариваемых металлов.
Отметим, что в скосе кромок тонкого металла нет необходимости.
Проблемы в процессе сварки: как их избежать
Сварка тонкого металла может осложняться рядом факторов:
Прокаливание электродов для тонкого металла
Электроды для инверторной сварки перед использованием рекомендуется прокалить, чтобы избавиться от влаги. Если пренебречь этой рекомендацией, то высока вероятность прилипания расходных материалов и дефектов шва. При увеличенном проценте воды ухудшается зажигание, во время работы появляется треск, на шве образуются поры, а в околошовной зоне – множество капелек.
Варить тонкий металл стоит расходниками из герметичной упаковки, которую лучше всего израсходовать за один сеанс. Если у вас нет специального оборудования для прокаливания (сушка на батарее не поможет решить проблему), а пачка расходного материала израсходована не вся, хранить остатки нужно в сухом отапливаемом помещении. Если вам необходимо сваривать ответственные конструкции, то вполне целесообразным будет приобретение пенала-термоса, который надежно защищает расходный материал от воздействия атмосферного воздуха.
Если вам необходимо сваривать ответственные конструкции, то вполне целесообразным будет приобретение пенала-термоса, который надежно защищает расходный материал от воздействия атмосферного воздуха.
В заключение
Таким образом, качественно сварить тонкий металл инвертором не составит труда, если ответственно подойти к выбору расходного материала и учесть некоторые нюансы. Прежде всего, толщина электрода не должна превышать 2-3 мм, материал обмазки должен соответствовать типу основного металла, а разновидность тока – покрытию электрода. Расходный материал должен быть хорошо просушен перед использованием. Учтите также положение сварки. При правильно подобранных электродах сварочная дуга устойчива, и в итоге получается качественный провар с нешироким аккуратным швом.
Как вам статья?
Электроды для сварки труб | Статьи о сварке от МЭЗ
28. 01
01
При прокладке трубопроводов используются электроды разных марок. Выбор оптимальной зависит от характера рабочей среды и ее параметров (температура и т. д.), материала изделия и ряда других факторов. Расскажем о том, какие электроды для сварки труб используются в конкретных случаях.
Какими электродами варить трубы отопления
Для ручной дуговой сварки труб теплосети широко применяются такие марки электродов.
- ЦЛ-9 – низководородные электроды с основным покрытием для труб из углеродистых, легированных и нержавеющих сталей. Позволяют варить в любом пространственном положении постоянным током обратной полярности.
- УОНИ–13/45 – их применяют для соединения труб из углеродистых и низколегированных сталей. Наиболее часто используются стержни диаметром 3 мм. Сварка также выполняется инвертором.
- ЦЛ-20 – ими выполняется инверторная ММА сварка труб из теплоустойчивых и жаропрочных сталей (температура рабочей среды – до 565 °С).

Также широко применяются электроды МР-3. Они позволяют варить трубы паро- и трубопроводов с горячей водой не только постоянным, но и переменным током. Благодаря рутиловому покрытию на поверхности металла допустимо наличие влаги или окислов.
Какими электродами варить оцинкованные трубы
Для сварки труб с оцинковкой применяются электроды с основным и рутиловым покрытием. При этом первые рекомендуется использовать при работе с изделиями из низкоуглеродистой стали, а вторые – с низколегированными. Это марки:
- МР-3, АНО-4, ОЭС-4 – с рутиловой обмазкой;
- УОНИ-13/55, УОНИ-13/45, ДСК-50 – с основным покрытием.
Как сварить трубу электродом при работе с оцинкованной поверхностью? Сварной шов накладывается возвратно-поступательными движениями электрода. Сварка выполняется по увеличенным зазорам при повышенных на 10–50А (в зависимости от толщины стенки) токах, при этом – с более медленным наложением валика (скорость уменьшается примерно на 20%).
Поскольку цинк выделяет опасные для здоровья и экологии испарения, используется защитная среда в виде флюса и, конечно, защитная экипировка. При работе с толстостенными изделиями слой цинка в месте соединения труб удаляется.
Какими электродами варить профильную трубу
Профильные трубы изготавливаются, как правило, из углеродистых конструкционных (1ПС, 2ПС, 3СП, Ст.09г2с) или низкоуглеродистых сталей. Они обладают высоким коэффициентом удлинения (18%) и сопротивлением разрыву (45 кгс/мм). Варить можно как инвертором, так и трансформатором, сила тока – до 60А, дуга – предельно короткая. Для работ применяются следующие электроды:
- АНО-4 – универсальные электроды с рутиловым покрытием;
- УОНИ-13/35 – подходят для сварки опытным сварщиком толстостенных труб;
- МР-3 – варить ими можно без предварительной зачистки кромок;
- МР-3С – позволяют получить шов с повышенными требованиями к качеству металла;
- ОЗС-12 – позволяют варить и на удлиненной дуге, на поверхности кромок должны полностью отсутствовать следы влаги.

Заварить трубу электродом при соединении встык можно следующим способом. Вначале ставятся прихватки по углам труб, далее варится само стыковое соединение. При работе с тонкостенными (до 2 мм) трубами шов накладывается одним слоем, с толстостенными – в несколько проходов. Для стенок толщиной 1 мм подходят электроды d 1,6 мм, толщиной 2–3 мм – 2-2,5 мм, при толщине 3–6 мм – соответственно, 3–4 мм.
Сварка труб из нержавеющих (хромоникелевых) аустенитных сталей
Трубы из такого сплава широко используются на предприятиях нефтепереработки (теплообменники), газопереработки (установки для получения серы), в холодильном оборудовании, в установках гидроочистки и т. д. В таких сплавах содержится до 18% Ni и до 10% Cr. Самые распространенные марки сталей – 12Х18Н10Т, 08Х18Н10, 08Х18Н10Т. Ручная дуговая сварка может выполняться при температуре не ниже -10 °С без предварительного прогрева зоны соединения. Для сварки применяются электроды:
- МЭЗЦТ-15;
- МЭЗЦЛ-11;
- ЗИО-8;
- ЭА-400/10У и некоторые другие.
Сварка выполняется на предельно короткой дуге. Количество заполняющих сварной шов слоев зависит от толщины стенки трубы, оно увеличивается в следующем алгоритме: при увеличении толщины на 2–2,5 добавляется еще один слой. Так, если при толщине 4–6 мм будет достаточно двух слоев, то при 12–14 мм их будет четыре. По ширине получаемый шов должен быть больше ширины разделки на 2–3 мм по обе ее стороны.
Электроды для газопроводов
Трубы магистральных и сетевых газопроводов варят с помощью следующих марок электродов:
- МЭЗ МК-46.00 (аналог ОК.46) – универсальные электроды с рутиловым покрытием, позволяют варить широкие зазоры;
- УОНИ-13/55;
- МТГ-01К – хорошо подходят для газопроводных магистралей.
Также возможно использование электродов марки МЭЗ ЛБ-52У – они отлично справляются с корневыми, облицовочными и заполняющими швами при соединении труб нефте- и газопроводов.
Электроды для водопроводов
Прокладка водопроводных сетей выполняется с использованием труб из меди, углеродистых, низколегированных сталей, нержавейки или чугуна. Чугунные изделия, как правило, используются на магистральных линиях. Применяются следующие марки:
Чугунные изделия, как правило, используются на магистральных линиях. Применяются следующие марки:
- МНЧ-2;
- ОЗЧ-2;
- ЦЧ-4.
Последние используются только для сварки в нижнем положении, однако у них есть существенный плюс: они подходят для сварки чугуна и стали, позволяя приваривать к трубе фитинги, вентили и другую трубную арматуру. Варить можно как горячим, так их холодным способом, без предварительного подогрева.
- Нержавеющие трубы свариваются с использованием НЖ-13, ЦЛ-11.
- Для медных выбирают МН-5, МНЖ-5.
Для углеродистых и низколегированных сталей часто используется марка МР-3С, ее преимущество – возможность работать на низких токах.
Широкий выбор электродов для сварки труб представлен в каталоге МЭЗ. Значительная часть марок имеет аттестацию НАКС, что позволяет использовать данные материалы для работы с ответственными и особо ответственными конструкциями. Вся продукция сертифицирована.
Возможно, вас заинтересует
УОНИ-13/55 (НАКС, РРР, РС)
Ток – постоянный обратной полярности
Цена с НДС за 1 кг.Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.
УОНИИ-13/55 (НАКС, КСМ, РС)
Ток – постоянный обратной полярности
Цена с НДС за 1 кг.Ø 2.6 (1 кг) Ø 2.6 (4.5 кг) Ø 3.2 (1 кг) Ø 3.2 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг)
МЭЗЛБ-52У (НАКС)
Ток – постоянный обратной полярности; постоянный прямой полярности для корневых швов
Цена с НДС за 1 кг.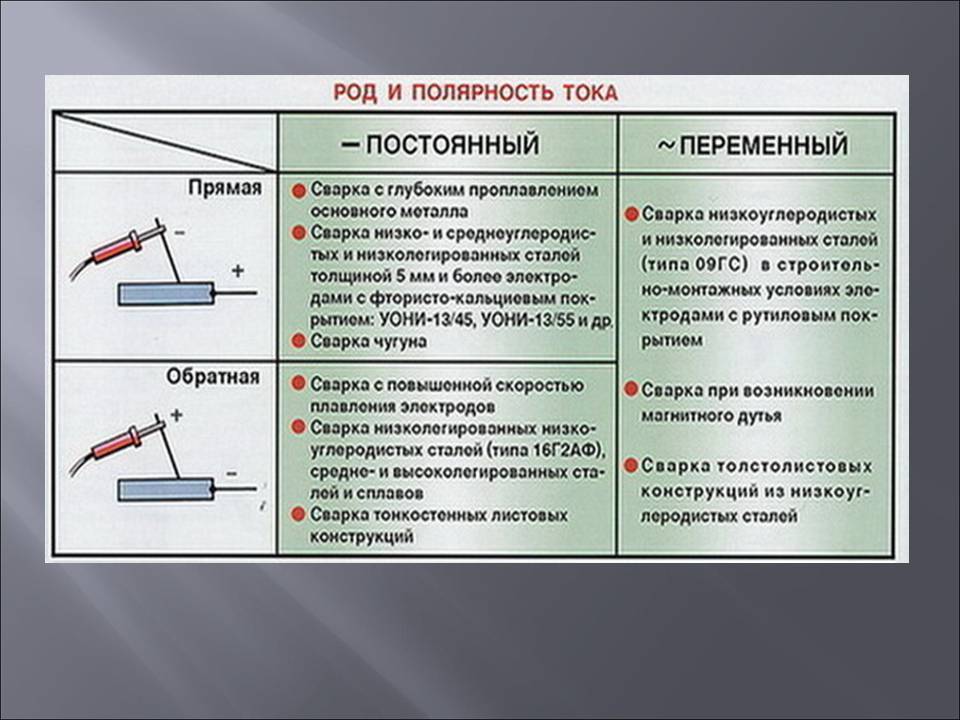
Ø 2.5 (1 кг) Ø 2.5 (4.5 кг)
ЦУ-5
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (2.5 кг) Ø 3 (1 кг) Ø 3 (2.5 кг) Ø 4 (1 кг) Ø 4 (2.5 кг)
МР-3 ЛЮКС
Ток – постоянный обратной полярности, переменный
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
УОНИИ-13/45 (ОСТ 5.9224-75)
Ток – постоянный обратной полярности
Цена с НДС за 1 кг.Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
УОНИИ-13/45А (ОСТ 5.
 9224-75)
9224-75)Ток – постоянный обратной полярности
Цена с НДС за 1 кг.Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
УОНИИ-13/55 (ОСТ 5.9224-75)
Ток – постоянный обратной полярности
Цена с НДС за 1 кг.Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(2.5 кг)
Ø
3
(1 кг)
Ø
3
(2. 5 кг)
Ø
4
(1 кг)
Ø
4
(2.5 кг)
5 кг)
Ø
4
(1 кг)
Ø
4
(2.5 кг)
АНО-21 СТАНДАРТ
Ток – переменный или постоянный любой полярности
Цена с НДС за 1 кг.Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (2.5 кг) Ø 3 (1 кг) Ø 3 (2.5 кг) Ø 4 (1 кг) Ø 4 (2.5 кг)
УЛЬТРА
Ток – переменный или постоянный любой полярности
Цена с НДС за 1 кг.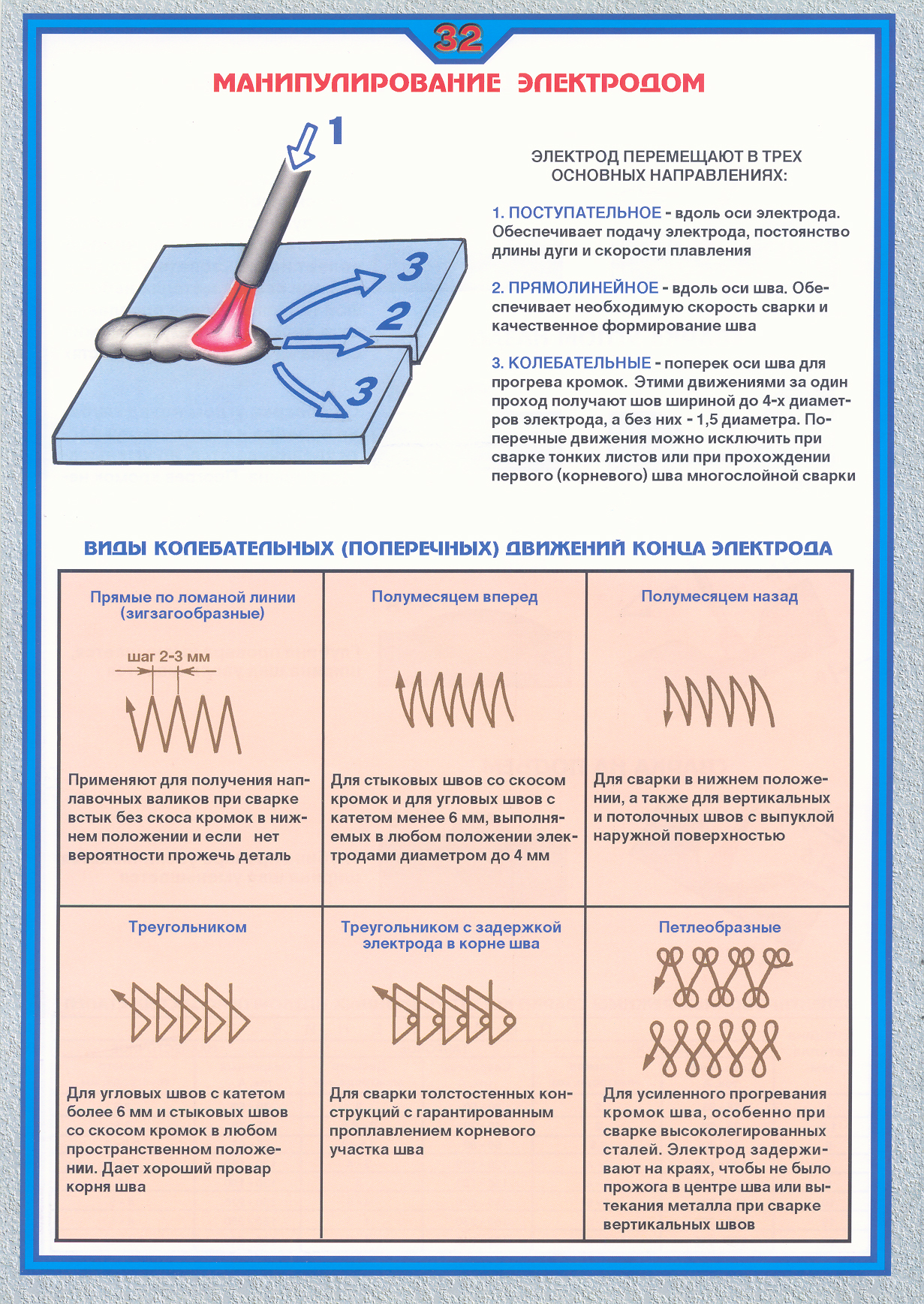
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 5 (6.5 кг) Ø 4 (6.5 кг) Ø 5 (1 кг)
АНО-21 (НАКС)
Ток – переменный или постоянный любой полярности
Цена с НДС за 1 кг.Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2. 5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
МР-3 (НАКС, РРР)
Ток – переменный или постоянный обратной полярности
Цена с НДС за 1 кг.Показать еще
Руководство по покупке электродов для сварки электродами (SMAW)
Одним из наиболее распространенных способов ремонта с помощью сварки в полевых условиях является дуговая сварка в защитном металле (SMAW) или электродуговая сварка. Стержневые электроды самозащитны и сокращают количество необходимого оборудования — нет необходимости тащить газовый баллон, шланг и регулятор. Он также обеспечивает достаточную защиту сварного валика при наружных работах, когда ветер мешает защитным газам. Важно отметить, что сварка флюсовой проволокой (FCAW) также является отличным вариантом для ремонта в полевых условиях, но в этой статье мы сосредоточимся на сварке флюсом, которая более доступна для многих подрядчиков.
Он также обеспечивает достаточную защиту сварного валика при наружных работах, когда ветер мешает защитным газам. Важно отметить, что сварка флюсовой проволокой (FCAW) также является отличным вариантом для ремонта в полевых условиях, но в этой статье мы сосредоточимся на сварке флюсом, которая более доступна для многих подрядчиков.
Для каждого применения различаются механические свойства, такие как требуемая прочность, пластичность, износостойкость, ударная вязкость и прочность на растяжение. Точное соответствие материала обеспечивает качество сварки и долговечность, а также предотвращает преждевременный отказ и нежелательные простои.
Для электродной сварки обычно используются электроды 6010, 6011, 6013, 7018 и 7024 с наиболее распространенными диаметрами от 1/8 до 5/32 дюйма. Каждый из этих электродов обеспечивает возможность сварки во всех положениях (кроме 7024). Первые две цифры стержневого электрода представляют минимальную прочность на растяжение «после сварки»: например, 6010 обеспечивает прочность на растяжение 60 000 фунтов на квадратный дюйм. Третья цифра обозначает допустимые положения сварки для каждого электрода (1 = все положения, 2 = плоское или только горизонтальное, 3 = плоское, горизонтальное, вертикальное вниз и над головой). Четвертая цифра обозначает тип покрытия и тип сварочного тока (переменный ток (AC)/постоянный ток (DC)), который можно использовать с электродом. Вот краткое описание каждого электрода, обычно используемого в этом приложении (любезно предоставлено Hobart Brothers):
Третья цифра обозначает допустимые положения сварки для каждого электрода (1 = все положения, 2 = плоское или только горизонтальное, 3 = плоское, горизонтальное, вертикальное вниз и над головой). Четвертая цифра обозначает тип покрытия и тип сварочного тока (переменный ток (AC)/постоянный ток (DC)), который можно использовать с электродом. Вот краткое описание каждого электрода, обычно используемого в этом приложении (любезно предоставлено Hobart Brothers):
6010: Всепозиционный электрод подходит только для источников питания постоянного тока. Он обеспечивает глубокое проникновение и способен проникать сквозь ржавчину, масло, краску и грязь. Этот электрод имеет чрезвычайно тугую дугу, что может затруднить работу неопытных сварщиков. Отлично подходит для проникновения в соединения с плотной посадкой. Всепозиционный электрод для использования с источниками переменного и постоянного тока. Он создает глубокую проникающую дугу, которая прорезает корродированные и загрязненные металлы, что идеально подходит для технического обслуживания и ремонта. Отлично подходит для проникновения в соединения с плотной посадкой.
Отлично подходит для проникновения в соединения с плотной посадкой.
6011: Всепозиционный электрод с мягкой дугой и минимальным разбрызгиванием, средним проплавлением и легко удаляемым шлаком. Этот электрод, подходящий для источников питания переменного или постоянного тока, лучше подходит для новых и чистых материалов, более тонких материалов и широких корневых отверстий.
7018: Всепозиционный электрод с густым флюсом и высоким содержанием порошка железа, что делает его одним из самых простых в использовании электродов. Эти электроды обеспечивают ровную, тихую дугу с минимальным разбрызгиванием и средним проплавлением дуги. Обеспечивает прочные сварные швы с высокими ударными характеристиками (даже в холодную погоду) и может использоваться для сварки основных металлов из углеродистой, высокоуглеродистой, низколегированной и высокопрочной стали. Подходит для источников переменного и постоянного тока.
7024: Для плоской или горизонтальной сварки с источником питания переменного или постоянного тока этот электрод содержит большое количество железного порошка, что способствует увеличению скорости наплавки.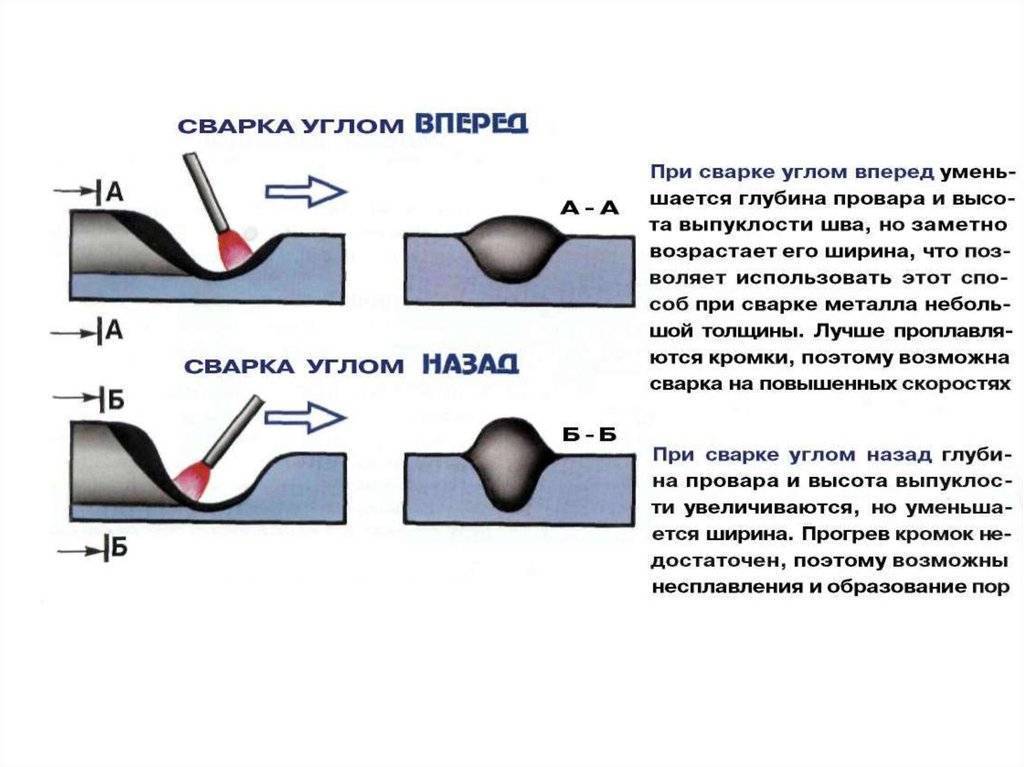 Хорошо работает на стальном листе толщиной не менее ¼ дюйма. толстый и может использоваться на металлах размером более ½ дюйма.
Хорошо работает на стальном листе толщиной не менее ¼ дюйма. толстый и может использоваться на металлах размером более ½ дюйма.
Bobcat™ 250CST™ 280 компании Miller обеспечит достаточную мощность. Многопроцессорные сварочные аппараты, такие как серия Miller XMT®, также предоставляют подрядчикам дополнительные преимущества возможностей MIG, TIG, импульсной сварки MIG, сварки порошковой проволокой и строжки угольной дугой в одном аппарате, хотя сварочные генераторы с приводом от двигателя также предлагают эти процессы, за исключением импульсной сварки. Подрядчики ожидают от сварочных генераторов с приводом от двигателя двойных возможностей сварки и выработки электроэнергии. Эти машины экономят место на грузовиках для технического обслуживания, устраняя необходимость в автономном генераторе, и имеют мощность для работы шлифовальных машин, дрелей, отрезных пил, освещения и воздушных компрессоров. Производители также начинают добавлять в приводы двигателей зарядные устройства/пускатели от внешнего источника, чтобы предоставить полевым механикам еще один инструмент для борьбы с простаивающим оборудованием.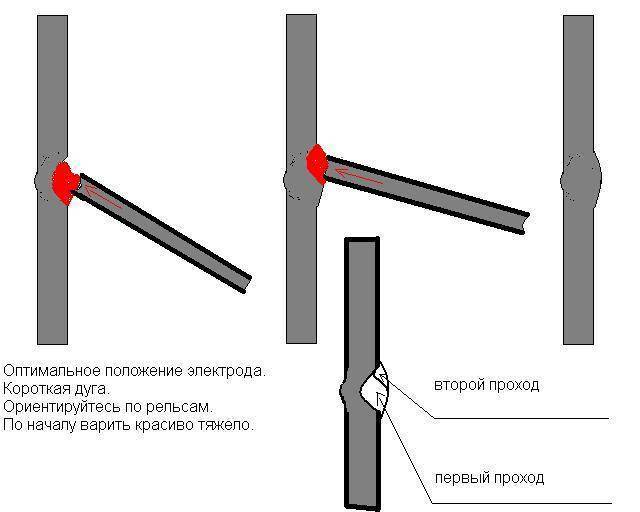
Для выполнения тяжелых ремонтных работ и экономии места на ремонтных машинах руководителям автопарков следует рассмотреть возможность использования комбинированного сварочного аппарата/генератора/воздушного компрессора. Эти машины не только оснащены сварочными аппаратами и генераторами, но также включают в себя автономные винтовые воздушные компрессоры для работы пневматических инструментов и плазменных резаков. Например, Trailblazer 302 Air Pak предлагает 26 кубических футов в минуту воздуха (до 160 фунтов на квадратный дюйм) при 100-процентном рабочем цикле.
Еще одним фактором, который необходимо учитывать при выборе двигателя, является топливо. Большинство сварочных генераторов доступны с бензиновыми или дизельными двигателями. Газовые двигатели предлагают более низкую стоимость продукта, меньший вес и меньшие размеры. Новые сварочные генераторы с электронным впрыском топлива и газовыми двигателями сокращают расход топлива на 27% и выбросы вредных веществ до 33% по сравнению с карбюраторными моделями, предлагая подрядчикам еще один способ стать экологичнее. Дизельные двигатели обычно потребляют на 20–35% меньше топлива, чем карбюраторные газовые двигатели, имеют более длительный срок службы и требуются на определенных объектах.
Дизельные двигатели обычно потребляют на 20–35% меньше топлива, чем карбюраторные газовые двигатели, имеют более длительный срок службы и требуются на определенных объектах.
Статья любезно предоставлена Miller Electric и Hobart Brothers.
Типы сварочных электродов, какой из них лучше – подробное руководство
Будучи профессиональным сварщиком, вы должны обладать достаточными знаниями обо всех аспектах сварки. Существует широкий спектр электродов, используемых в сварочных работах, каждый из которых имеет уникальные характеристики и предназначение. Чтобы помочь вам узнать больше о сварке, в этой статье вы узнаете все о различных типах сварочных электродов, их использовании и размерах.
Что такое сварочный электрод
Это кусок металлической проволоки с покрытием, который используется для создания электрической дуги и способствует сцеплению основных материалов. Его также называют сварочным электродом, и он состоит из того же свариваемого металла. Сварочный стержень состоит из металлической проволоки и внешнего покрытия. Дуга возникает из-за электрического тока и приводит к плавлению и сплавлению основных металлов.
Сварочный стержень состоит из металлической проволоки и внешнего покрытия. Дуга возникает из-за электрического тока и приводит к плавлению и сплавлению основных металлов.
Таблица сварочных электродов
Таблица для различных типов сварочных электродов,
Различные типы сварочных электродов
Существует два типа сварочных электродов:
- Расходуемый сварочный электрод
- Неплавящийся сварочный электрод
1# Расходуемый электрод сварочные электроды
Как следует из названия, эти электроды растворяются во время сварочных работ. Эти стержни расходуются в процессе сварки, так как стержни действуют как присадочный материал, который плавится вместе с основным материалом. Поэтому эти стержни должны быть химически совместимы со свариваемым металлом. Большинство аппаратов для дуговой сварки с защитным металлом (SMAW), также называемых аппаратами для дуговой сварки (дуговые сварщики), и аппараты для сварки металлов в среде инертного газа используют расходуемые электроды.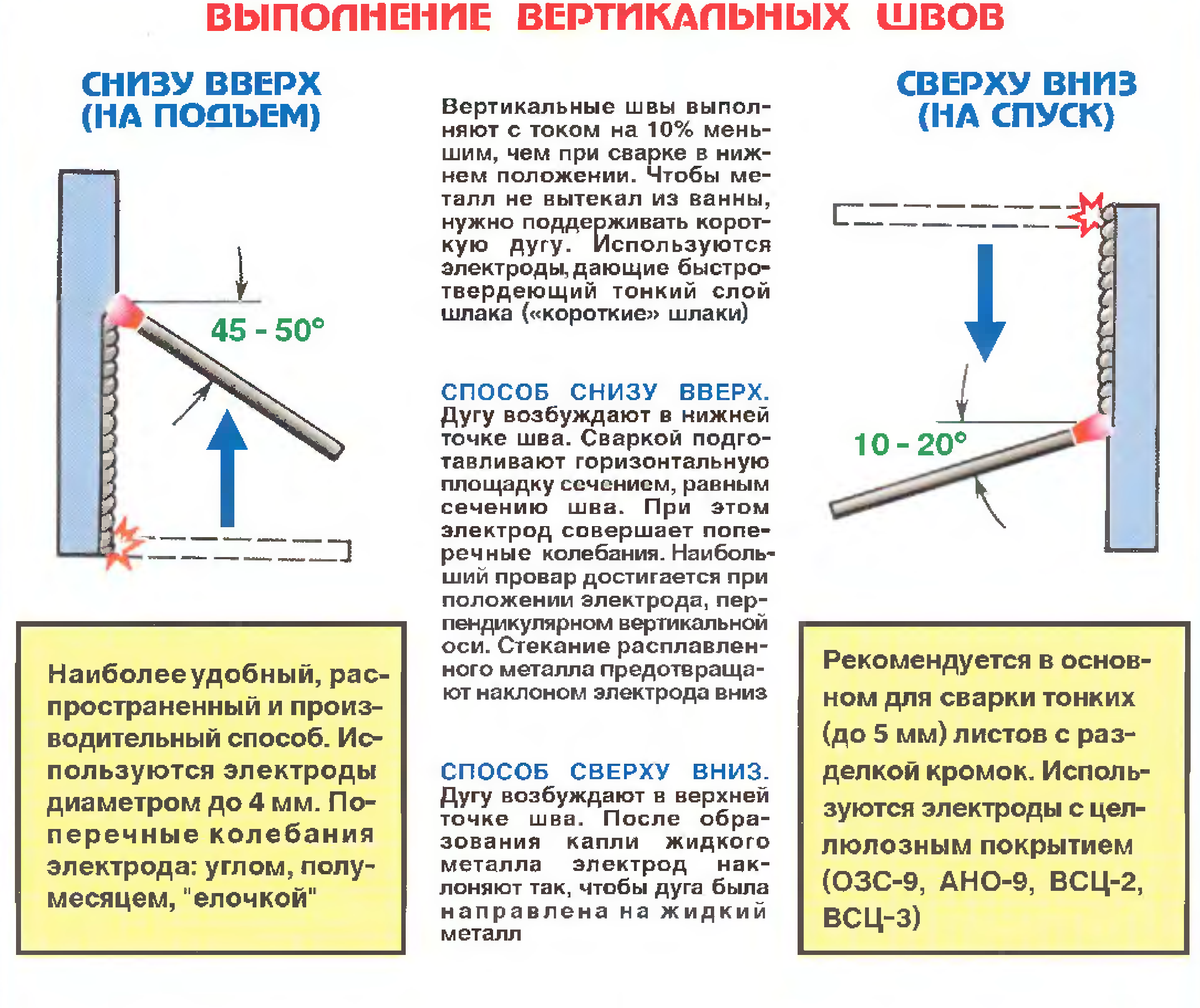
Расходуемые электроды, используемые при дуговой сварке, подразделяются на две группы:
Неизолированные электроды
Это электроды из присадочного металла без какого-либо покрытия для защиты сварочной ванны. Он в основном используется для сварки марганцевой стали.
Электрод с покрытиемКак следует из названия, эти электроды имеют внешнее покрытие для защиты сварочной ванны. Это палки выбора для большинства дуговых сварщиков. Далее он подразделяется на 3 группы.
1. Электрод с легким покрытием
Он имеет тонкое покрытие и производит меньше защитного газа, который используется для уменьшения примесей, таких как оксид, сера и фосфор. Электрод со светлым покрытием дает гладкий сварочный валик, но шлак тонкий. Коэффициент покрытия составляет 1,25. Улучшает стабильность дуги. Но они ненадежны для металлов с высоким содержанием примесей.
2. Электрод со средним покрытием
Большинство профессиональных сварщиков используют электроды со средним покрытием, поскольку сварку можно выполнять во всех положениях.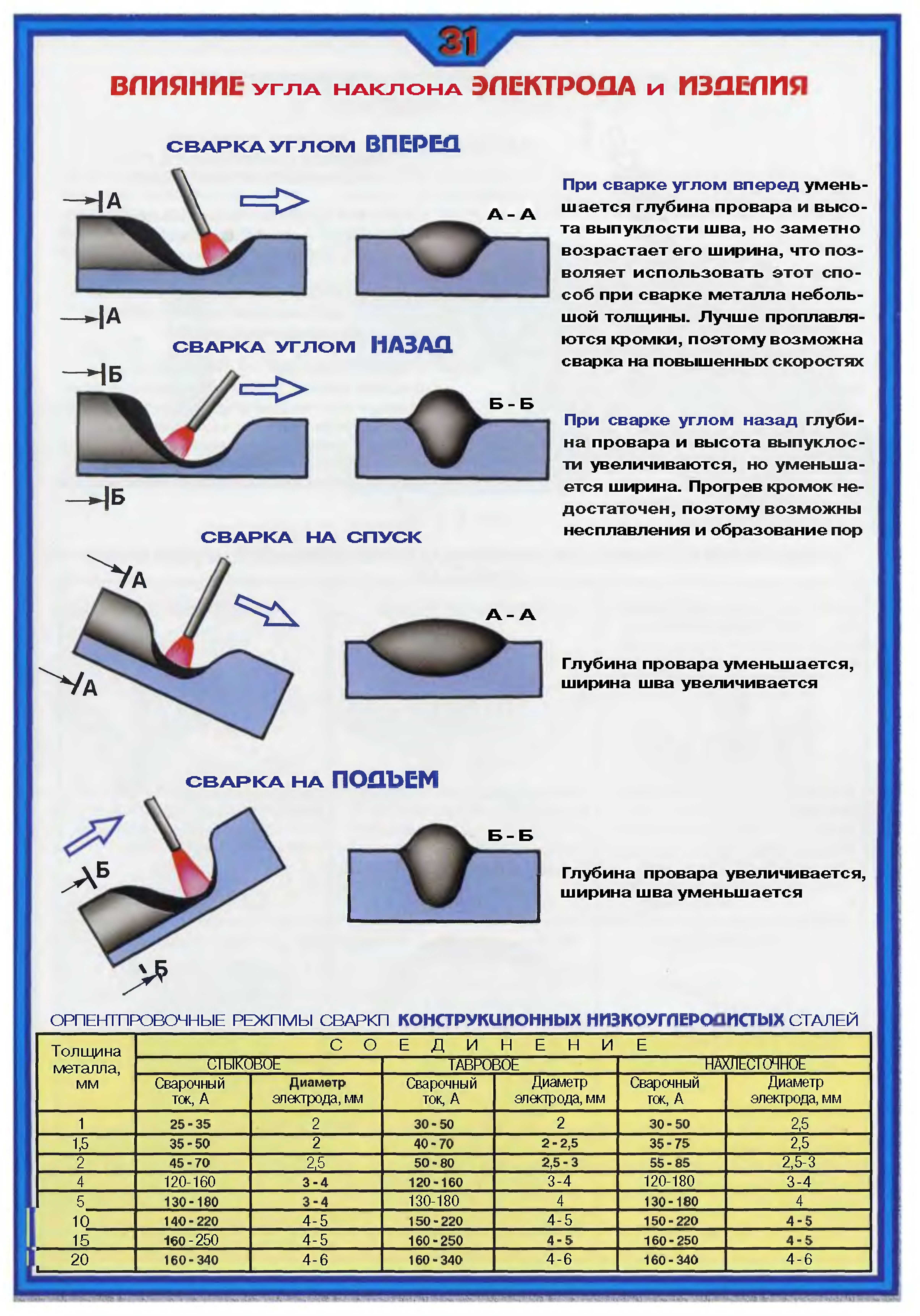 Коэффициент покрытия составляет 1,45, и шлак легко удаляется. Эти электроды в основном используются в сварочных процедурах с высокими требованиями, таких как морское бурение, строительство зданий, строительство мостов и сварка трубопроводов.
Коэффициент покрытия составляет 1,45, и шлак легко удаляется. Эти электроды в основном используются в сварочных процедурах с высокими требованиями, таких как морское бурение, строительство зданий, строительство мостов и сварка трубопроводов.
3. Электрод с толстым покрытием
Эти электроды имеют самый высокий коэффициент покрытия в диапазоне от 1,6 до 2,2. Электроды с толстым покрытием производят эффективный защитный газ, который защищает сварочную ванну от загрязнения.
Эти электроды бывают трех типов в зависимости от их состава:
- Электроды с целлюлозным покрытием
- Электроды с минеральным покрытием
- Электроды с целлюлозным и минеральным покрытием
2# Нерасходуемый электрод
Неплавящиеся электроды изготовлены из материала с высокой температурой плавления, такого как вольфрам с температурой плавления 6150°F. Поэтому эти электроды не расходуются при сварочных работах. Большинство сварщиков TIG использовали неплавящиеся электроды.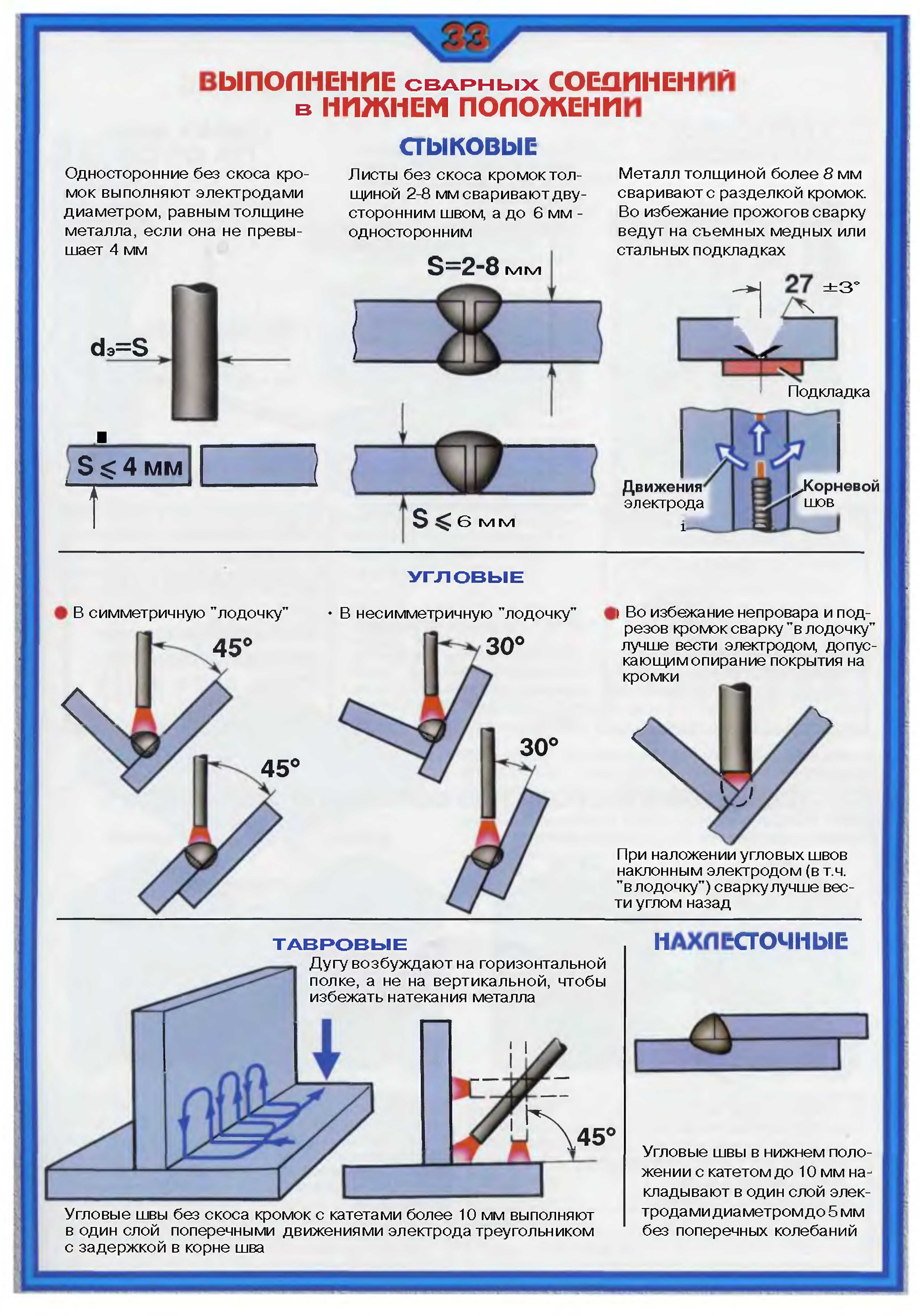
Вольфрамовый электрод
Вольфрамовые электроды обычно используются в качестве неплавящихся электродов и используются для сварки TIG. Они сделаны из чистого вольфрама вместе с торием и цирконием. Есть разные вольфрамовые электроды,
| Электрод | Цвет |
| Чистый вольфрам | Зеленый |
| Желтый | |
| 2% торий | Красный |
| 0,3-0,5% цирконий | Коричневый |
1. Электрод из чистого вольфрама
Электроды из чистого вольфрама используются для сварки тонкого металла при небольших сварочных работах. Эти электроды имеют ограниченное применение из-за меньшей прочности и долговечности.
2. Вольфрамовые ториевые электроды
Вольфрамовые ториевые электроды обычно используются в качестве неплавящихся электродов благодаря их эффективному контролю дуги и длительному действию. Эти электроды также используются для тока высокого напряжения по сравнению с электродами из чистого вольфрама. Эти электроды обладают большей устойчивостью к загрязнению.
Эти электроды также используются для тока высокого напряжения по сравнению с электродами из чистого вольфрама. Эти электроды обладают большей устойчивостью к загрязнению.
3. Вольфрамо-циркониевые электроды
Вольфрамо-циркониевые электроды дают хорошие результаты, но с переменным током. Вы можете использовать электроды для тяжелых металлов, но они менее долговечны, чем электрод из чистого вольфрама.
Углеродные электроды
Углеродная дуговая сварка — одна из старых форм сварки. Эти электроды можно использовать как для резки, так и для сварки. Но военные США все еще используют угольные электроды из-за гигантской дуги. Но большую дугу сложнее контролировать.
Какие бывают размеры сварочных электродов?
Типы сварочных прутков на основе материала
Существуют различные типы сварочных прутков, используемых для сварочных работ.
- Электрод из углеродистой стали с низким содержанием водорода
- Электроды из мягкой стали
- Электроды из нержавеющей стали
- Сварочные стержни из бронзы
- Сварочные стержни из алюминия
1.
 Электрод из углеродистой стали с низким содержанием водорода
Электрод из углеродистой стали с низким содержанием водородатемпература Приложения. Большинство сварщиков используют этот электрод для основного металла средней прочности на растяжение и мелкозернистой углеродистой стали. Эти электроды создают эффективный сварочный шов и хороши для сварки, а также для резки толстых металлов. Кроме того, электрод из углеродистой стали с низким содержанием водорода обеспечивает хорошее сцепление углеродистой стали и низколегированной стали.
2. Электрод из мягкой стали
Электроды из мягкой стали обладают значительной прочностью на растяжение и приспособлены для работы при низком напряжении холостого хода. Эти электроды имеют отложения из углеродистой стали. Электрод из мягкой стали обеспечивает стабильную дугу с длительным эффектом и низким уровнем разбрызгивания, эффективным образованием шлака и мягким валиком сварного шва.
3. Электроды из нержавеющей стали
Электроды из нержавеющей стали сохраняют качество сварки независимо от воздействия условий окружающей среды и применяются для низкоуглеродистой нержавеющей стали. Эти электроды устойчивы к легкому удалению шлака и коррозии. Сварочные работы долговечны, как высококвалифицированное мастерство.
Эти электроды устойчивы к легкому удалению шлака и коррозии. Сварочные работы долговечны, как высококвалифицированное мастерство.
4. Бронзовые сварочные стержни
Бронзовые сварочные стержни можно использовать для ремонта бронзовых материалов и соединения меди с другими металлами. Большинство сварщиков также используют эту пайку стержнями, но с более низкими, чем у основных, металлами, плавящимися, чтобы закрыть зазор между соседними металлами.
5. Алюминиевые сварочные стержни
Алюминиевые сварочные стержни обеспечивают хорошее качество сварного шва без образования трещин. Алюминиевые стержни эффективны для сварки алюминия и его сплавов. Кроме того, эти стержни эффективно работают со всеми цветными материалами. Алюминиевые сварочные стержни имеют плавную работу с низким разбрызгиванием и высокой скоростью сварки.
Сварочные стержни Номер Значение
Например, стержень E 6010. Первые две цифры означают прочность на растяжение 60 000 фунтов на квадратный дюйм. Третья цифра относится к положению сварки, и в данном случае 1 означает, что вы можете сваривать во всех положениях. Последняя цифра относится к покрытию и роду тока.
Третья цифра относится к положению сварки, и в данном случае 1 означает, что вы можете сваривать во всех положениях. Последняя цифра относится к покрытию и роду тока.
Различные типы сварочных электродов на основе номеров
Существуют различные типы электродов, используемых для электродуговой сварки. Но чаще всего используются электроды 6010, 6011, 6012, 6013, 6018, 7018 и 7024 сварочные прутки.
6010 сварочный пруток
Сварочный электрод E6010 очень эффективен для глубокого проплавления, но только с источником питания постоянного тока. Эти электроды имеют плоские валики сварного шва с небольшим образованием шлака. С помощью этого стержня вы также можете загрязнить и подвергнуть коррозии основные металлы. Поэтому он наиболее предпочтителен для ремонтных работ.
Этот электрод неудобно держать в руках из-за очень тугой дуги, что затрудняет обращение и использование. Вы должны научиться управлять сварочным электродом 6010. Большинство сварщиков использовали этот электрод для сварки труб и других применений, таких как полевые работы, стальные резервуары для хранения, водонапорные башни и верфи.
6011 сварочный электрод
Сварочный электрод 6011 содержит плотное покрытие из целлюлозы калия. Этот электрод подходит как для источников питания переменного, так и постоянного тока. Сварочный стержень 6011 обеспечивает глубокое проникновение и выдерживает давление 60 000 фунтов на квадратный дюйм, не ломая его. Он имеет мягкую дугу, низкое разбрызгивание и удаляемый шлак. Вы можете сваривать во всех положениях. Вы можете использовать его для корродированных и грязных основных металлов из-за глубокого проникновения. Следовательно, лучше всего подходит для ремонта сварочных работ. Но он имеет плоский сварной шов, что приводит к образованию ряби и грубой отделке.
6013 Сварочный электрод
6013 Сварочный электрод имеет плотное титано-калиевое покрытие и подходит для всех видов тока. Большинство сварщиков использовали этот электрод в сварочной промышленности со средним проплавлением, мягкой дугой и легко удаляемым шлаком. Благодаря среднему проникновению хорошо подходит для тонких металлов.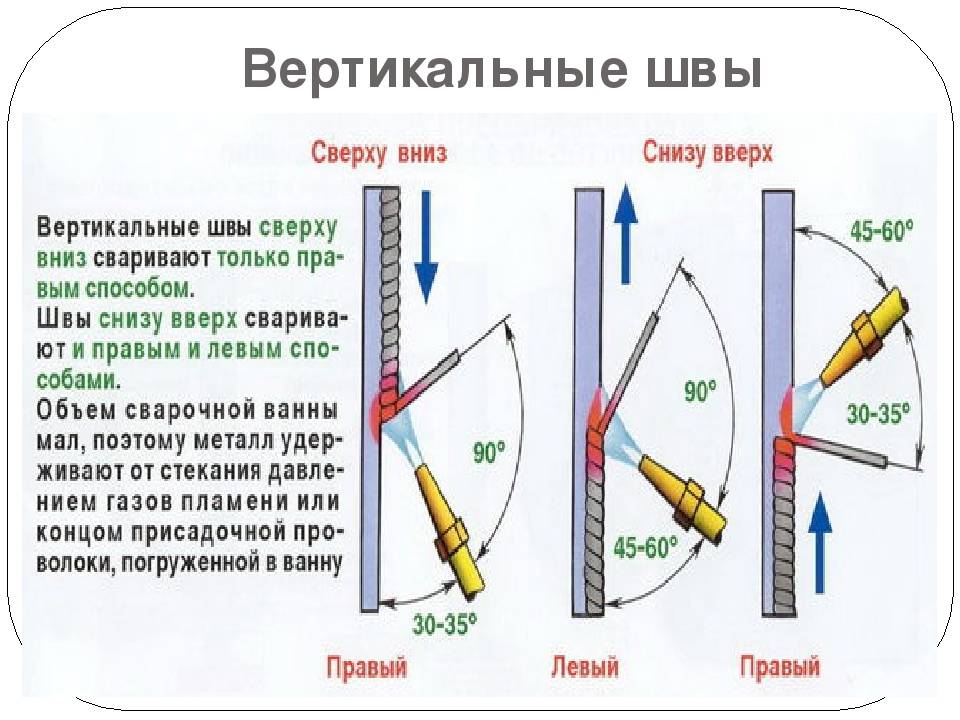 Это наиболее подходящий сварочный пруток для коротких нерегулярных сварочных работ. Будучи новичком, вы можете использовать этот прут, чтобы научиться сваривать. Вы также можете сваривать во всех положениях.
Это наиболее подходящий сварочный пруток для коротких нерегулярных сварочных работ. Будучи новичком, вы можете использовать этот прут, чтобы научиться сваривать. Вы также можете сваривать во всех положениях.
7018 сварочный пруток
Сварочный электрод 7018 покрыт железным порошком. Вы можете использовать его как для источников переменного, так и постоянного тока. Он производит прочный сварной шов, который может выдерживать давление 70 000 фунтов на квадратный дюйм. Этот электрод полезен при сварке конструкций. Электрод 7018 обеспечивает умеренное проплавление и ровную дугу с минимальным разбрызгиванием. Он прост в использовании и применим для углеродистых, высокоуглеродистых, высокопрочных стальных металлов и низколегированных металлов. Вы можете использовать эти стержни на фабриках, электростанциях, мостах и электростанциях.
7024 сварочный пруток
7024 сварочные электроды имеют сильное покрытие из железного порошка, что увеличивает скорость наплавки и облегчает сварку.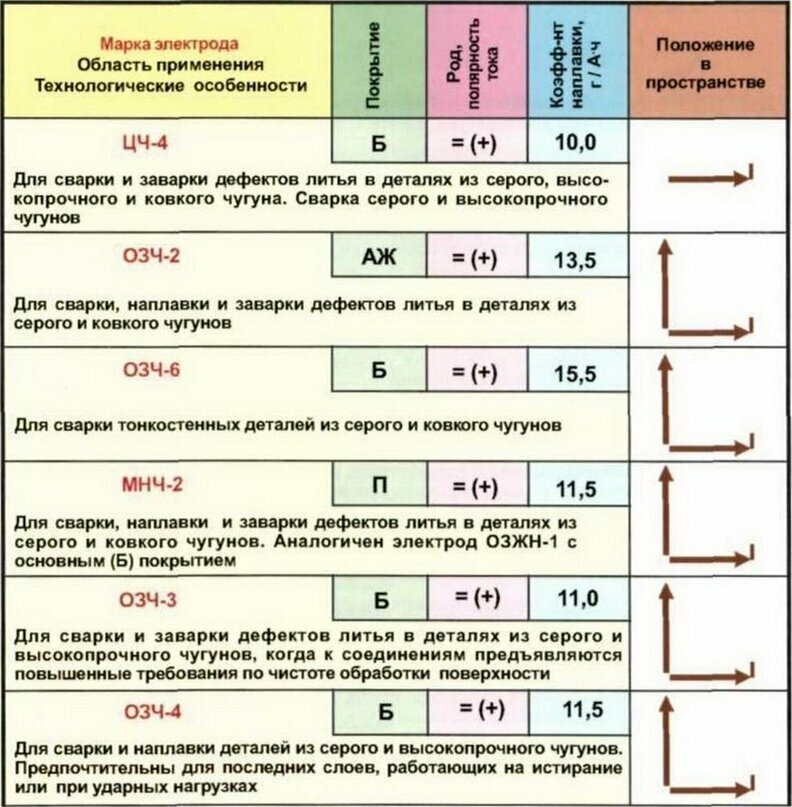 Это подходит для всех типов источников питания. Он предлагает плавную дугу, низкое проникновение и превосходный внешний вид валика. Вы можете использовать его в плоском и горизонтальном положениях сварки. Эти стержни дают лучшие результаты с металлами толщиной ½ дюйма и стальными пластинами толщиной ¼ дюйма.
Это подходит для всех типов источников питания. Он предлагает плавную дугу, низкое проникновение и превосходный внешний вид валика. Вы можете использовать его в плоском и горизонтальном положениях сварки. Эти стержни дают лучшие результаты с металлами толщиной ½ дюйма и стальными пластинами толщиной ¼ дюйма.
Какой тип сварочной проволоки/электрода лучше всего подходит для ваших сварочных работ?
Как вы знаете, сварочные электроды бывают разных типов. Но какой из них лучше всего подходит для вашей работы? Прежде чем выбирать сварочные электроды для сварочных работ, следует учитывать следующие моменты.
Основной металл
Прежде чем выбрать сварочную проволоку для сварочных работ, вы должны знать состав основного материала. Если состав вашей сварной детали и сварочных стержней одинаковый, то больше шансов на прочный и стабильный сварной шов. Если вы не знаете состав вашего основного материала, вам следует учитывать следующие моменты:
Металлический внешний вид
Если вы работаете со сломанным участком основного материала, проверьте его текстуру.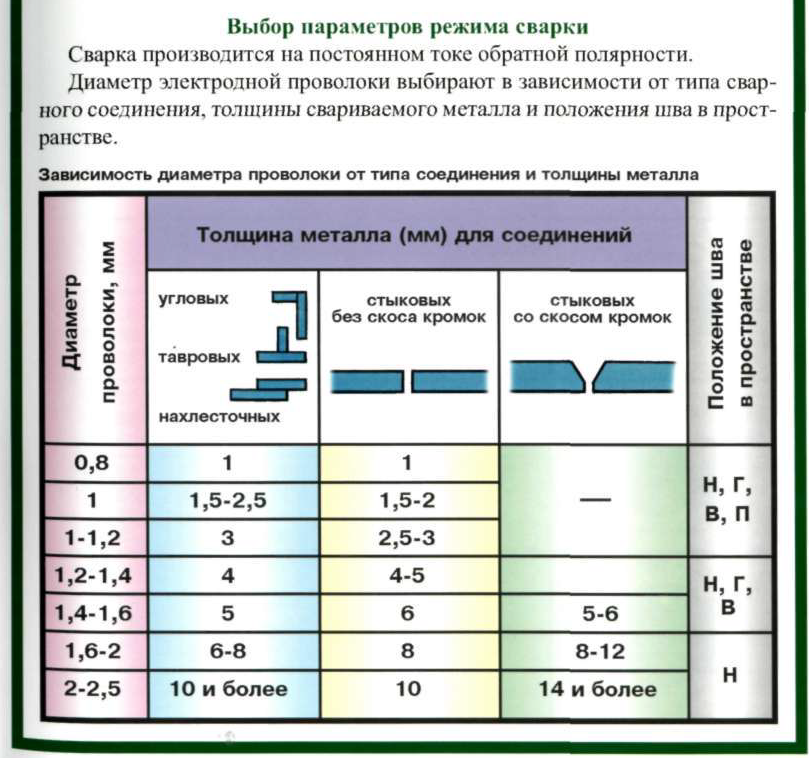 Если его текстура зернистая и шероховатая, он сделан из чугуна.
Если его текстура зернистая и шероховатая, он сделан из чугуна.
Тип искры
Вы также можете определить основной материал, исследуя искру, когда она проходит через кофемолку. Если в искре больше бликов, то содержание углерода в основном материале высокое. Также для этой цели можно использовать стамеску. Разбейте долото по основному металлу, и оно оставит отпечатки на более легких металлах, таких как алюминий. Но он отскакивает от твердых недрагоценных металлов.
Проверка на магнетизм
Если исследуемый материал является магнитным, то основным материалом может быть железо, углеродистая сталь или легированная сталь. Если ваш испытательный материал немагнитный, то основными металлами могут быть нержавеющая сталь или сплавы цветных металлов, такие как медь, алюминий, латунь или титан.
Сварочный ток
Прежде чем выбрать сварочную проволоку для сварочных работ, убедитесь, что сварочная проволока выдерживает ваш сварочный ток. Некоторые стержни поддерживают как постоянный, так и переменный ток, но некоторые стержни совместимы только с переменным или постоянным током.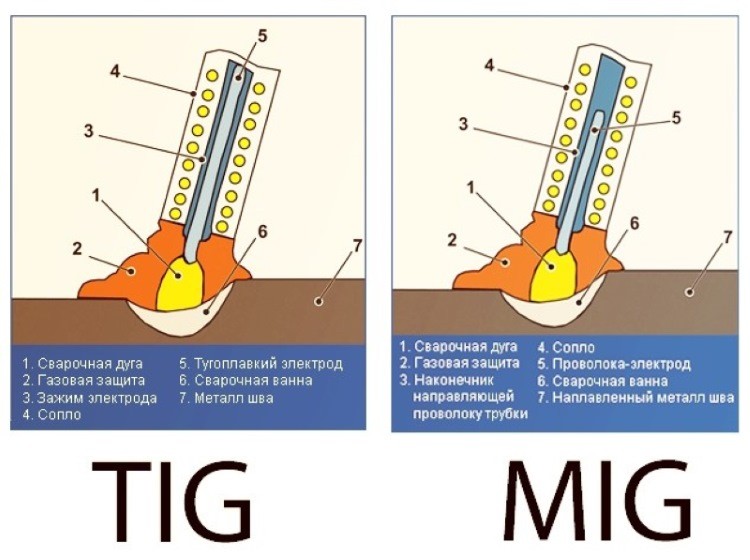 Например, высокий электрический ток, такой как 225 ампер для сварочных электродов 7018, предпочтительнее 125 ампер для сварочных электродов 6010. Четвертая цифра в маркировке электрода определяет род тока.
Например, высокий электрический ток, такой как 225 ампер для сварочных электродов 7018, предпочтительнее 125 ампер для сварочных электродов 6010. Четвертая цифра в маркировке электрода определяет род тока.
Прочность на растяжение
Прежде чем выбрать сварочный электрод для сварочных работ, вы должны согласовать прочность стержней на растяжение с основным материалом. Если не учитывать прочность на растяжение, сварной шов со временем может треснуть. Прочность электрода на растяжение можно проверить, прочитав первые две цифры на электроде. Например, электрод 6011 означает, что он может обеспечивать минимальную прочность на растяжение 60 000 фунтов на квадратный дюйм и может эффективно работать с основным металлом с соответствующей прочностью на растяжение.
Положение при сварке
При выборе сварочного электрода следует учитывать положение при сварке. Вы должны выбрать сварочный электрод в соответствии с требуемым положением сварки. Цифра 3 rd электрода относится к положению сварки.