Какое отверстие под резьбу м10: Диаметр сверла под резьбу: таблица, условия подбора сверл
alexxlab | 01.03.2023 | 0 | Разное
Начинающему автомеханику. Нарезаем резьбу | «РАСТО»
Мы намерены опубликовать несколько небольших статей для начинающих автомехаников. Точнее, мехатроников, поскольку в современных автомобилях механика и электроника неотделимы друг от друга
Мы не станем переписывать инструкции и руководства, их и так издано предостаточно. Наша цель – дать элементарные (установочные) знания, рассказать о некоторых «изюминках», а дальше уж сами, уважаемые мехатроники.
Есть классические, если хотите – хрестоматийные операции, которыми специалист-мехатроник должен владеть в совершенстве. Одна из таких – нарезание резьбы.
Итак, объявляем тему. «При нарезании резьбы необходимо использовать метчики и плашки. Сколько этапов включает в себя полный цикл нарезания резьбы?»
Вооружаемся чертежом и инструментом – каким именно, будет ясно по ходу дела.
Начнем с внутренней резьбы, которая нарезается метчиками. Прежде всего, надо просверлить отверстие. Какого диаметра должно быть сверло? Конечно, меньшего, чем диаметр болта или шпильки.
Опытный мастер сразу возьмет нужное сверло, начинающему полезно свериться со специальной таблицей. Так для метрической резьбы диаметром 10 мм (она обозначается М10) необходимо сверло диаметром 8,5 мм. Дальнейшие примеры приводить не будем, в таблицах все сказано.
Сверлить, разумеется, надо на сверлильном станке. Деталь закрепляется в кондукторе, сверло подается строго вертикально.
Если у вас только дрель, это плохо. Во-первых, трудно обеспечить правильное положение сверла, ось может «уйти». Во-вторых, можно легко «разбить» диаметр отверстия, поскольку руки не обеспечат необходимой жесткости. Но если уж приходится использовать дрель, возьмите сверло чуть меньшего диаметра – например, не 8,5, а 8 мм. Это компенсирует возможную «разбивку» отверстия.
Перед сверлением берем керн, приставляем к размеченной детали и ударяем по нему молотком – накерниваем место вхождения сверла. И начинаем сверлить, не забывая о смазке – операции обработки металла резанием требуют ее в обязательном порядке.
Если отверстие глубокое и тем более глухое, периодически поднимаем сверло и удаляем стружку.
Метчик для нарезания внутренней резьбы. На первый взгляд простой, а на деле весьма «хитрый» инструментА потом приступаем собственно к нарезанию резьбы. Берем вороток и метчики. Если диаметр отверстия большой (тут опять же таблицы в помощь), последовательно применяем два или три метчика – грубый и чистовые. При малом диаметре обходятся одним универсальным метчиком.
Но в любом случае надо точно, без перекосов, направить метчик в отверстие и сделать половину оборота – «схватить» метал. А потом плавно и не торопясь поворачивать вороток.
Сделали два-три оборота и отыграли назад, потом опять два три оборота – и снова назад. При этом вы не только снимете нежелательные напряжения в свежей резьбе, но и научитесь чувствовать металл – как он ведет себя под режущими кромками. И не забывайте о смазке – здесь она тоже обязательна!
Сверлить отверстие и нарезать в нем резьбу можно и на токарном станке – например, если вы изготавливаете гайку.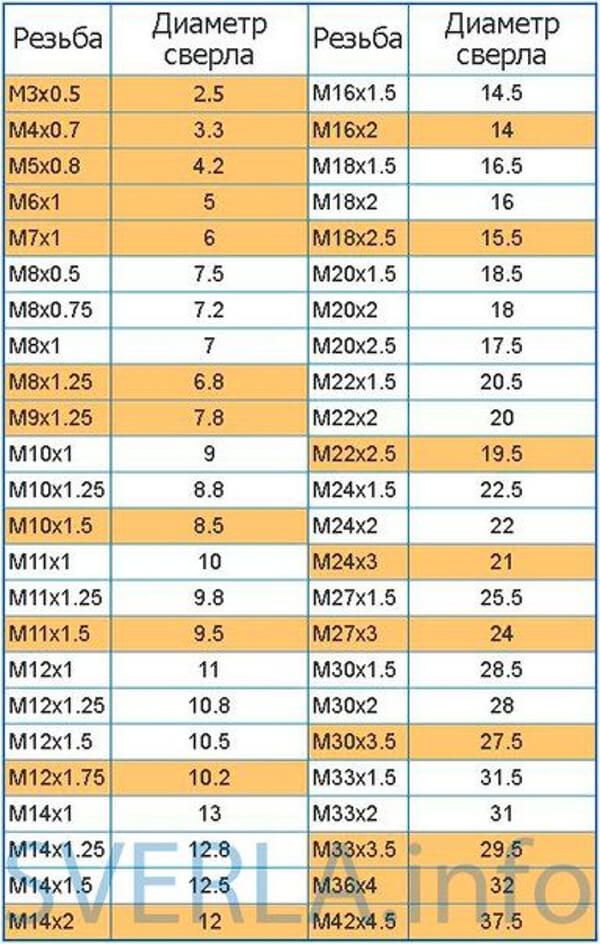 В этом случае шестигранный пруток зажимается в шпинделе и вращается. А инструмент (сначала сверло, а потом метчик) устанавливается в задней бабке и подается по оси станка.
В этом случае шестигранный пруток зажимается в шпинделе и вращается. А инструмент (сначала сверло, а потом метчик) устанавливается в задней бабке и подается по оси станка.
Только не разжимайте кулачки шпинделя после сверления – потеряете ось гайки! Просверлили, нарезали резьбу, подвели резец, сняли фаску, подвели отрезной резец, отрезали готовую гайку.
Теперь о резьбе наружной. Как правило, стальной пруток уже имеет требуемый наружный диаметр – 10 мм, 12 мм и так далее. Но иногда может потребоваться и токарная обработка. Например, вам необходимо изготовить шпильку под резьбу М11, а на складе прутки только бОльшего диаметра. Ну что же, берем, что дают, протачиваем. Токарный станок понадобится и при изготовлении болта из шестигранника – но это отдельная тема.
Плашка для нарезания внешней резьбы. Как и метчики, плашки имеют маркировку. Перед нами инструмент для нарезания метрической резьбы с внешним диаметром 11 мм и шагом 1,5 ммВернемся к плашкам. Операций здесь меньше – не надо ни сверлить, ни кернить. Берем вороток, вставляем плашку (их тоже бывает несколько в зависимости от диаметра – черновые и чистовые), наживляем и не торопясь нарезаем резьбу.
Берем вороток, вставляем плашку (их тоже бывает несколько в зависимости от диаметра – черновые и чистовые), наживляем и не торопясь нарезаем резьбу.
Как и в предыдущем случае, пользуемся смазкой, работаем «с возвратом» — нарезали несколько витков, отыграли назад, нарезали – отыграли. И аккуратно удаляем стружку. И вот изделие готово – болт или шпилька.
Полученную резьбу – будь то внутренняя или внешняя – надо проверить. Для этого в арсенале мастера должны быть резьбомер, штангенциркуль, а в некоторых особо ответственных случаях и микрометр.
Вот мы только что сделали шпильку. С ней вообще все интересно. Резьба у нее, как правило, бывает с разным шагом.
Например, шпилька для крепления головки блока цилиндров может иметь с одного конца резьбу М11 с шагом 1,5, а с другого – М11 с шагом 1. Почему так? Никакого секрета: резьба с более крупным шагом вворачивается в чугунный или алюминиевый блок. Нарезание резьбы с мелким шагом в теле блока может вызвать выкрашивание витков – особенно в хрупком чугуне. А резьба с мелким шагом предназначена для крепежной гайки. Мелкий шаг позволяет точнее ловить момент затяжки при работе с динамометрическим ключом.
А резьба с мелким шагом предназначена для крепежной гайки. Мелкий шаг позволяет точнее ловить момент затяжки при работе с динамометрическим ключом.
Поэтому шаг резьбы на шпильке с разных сторон разный. А наше дело – внимательно смотреть в чертеж и не перепутать плашки.
Да! Крепеж, который мы изготовили, пока «сырой». Его надо подвергнуть термообработке. Но это опять же другая тема.
Надеемся, сегодняшний урок был полезным.
Юрий Буцкий
Что можно почитать по теме:
http://www.stroitelstvo-new.ru/sudostroenie/sborka/narezanie-rezby.shtml
http://met-all.org/obrabotka/prochie/kak-narezat-rezbu-metchikom-tablitsa.html
Самое популярное в разделе
Итоги «круглого стола» по вопросам ТО в Совете Фед…
В Совете Федерации прошёл «круглый стол», участники которого обсудили эффективность реформы технического осмотра транспортных средств. Предварительные итоги и решения.
Предварительные итоги и решения.
Последние публикации на сайте
Восстановление резьбовых отверстий
При повреждении (срыве) резьбы до одной нитки резьбу исправляют прогонкой ручным метчиком М10?1,5Н. Проверяют резьбу резьбовой пробкой М10?1,5 кл. 3 или новым болтом.
При повреждении (срыве) резьбы более одной нитки или при износе резьбы нарезают резьбу ремонтного размера или отверстия заваривают, вновь сверлят и в этих отверстиях нарезают резьбу нормального размера.
Заварку отверстий производят электродом Э42 диаметром 4 мм. Для заварки отверстий вал устанавливают в ванну с водой на подвеске (рис. 49).
Наплавленный слой металла должен быть плотным, без глубоких раковин, пропусков -и трещин.
На обдирочно-точильном станке 332А или ЗМ634 зачищают наплывы на торцах фланца и оставляют наплавленный слой в 0,1—0,5 мм над поверхностью основного металла. После этого на токарно-винторезном станке 1К62 подрезают оставшийся наплавленный слой на торцовых поверхностях фланца заподлицо с основным металлом и до выведения биения торцовой поверхности, прилегающей к распределительной шестерне. Чистота поверхности должна соответствовать 6 классу. Биение торцовой поверхности фланца, прилегающей к распределительной шестерне, допускается не более 0,05 мм.
После этого на токарно-винторезном станке 1К62 подрезают оставшийся наплавленный слой на торцовых поверхностях фланца заподлицо с основным металлом и до выведения биения торцовой поверхности, прилегающей к распределительной шестерне. Чистота поверхности должна соответствовать 6 классу. Биение торцовой поверхности фланца, прилегающей к распределительной шестерне, допускается не более 0,05 мм.
С помощью кондуктора на вертикально-сверлильном станке 2А135 сверлят отверстия диаметром 8,4 мм на проход и машинными метчиками М10Н нарезают в этих отверстиях резьбу М10?1,5 кл. 3 напроход. Режим нарезания резьбы:
При сверлении отверстий применяется быстросъемный сверлильный патрон типа 1 с конусом Морзе № 1, а при нарезании резьбы — реверсивный патрон для метчиков М5-М12.
Резьба должна быть полной и чистой, без сорванных ниток.
На. рис. 50 показаны накладной кондуктор и сменный стол к станку 2А135 для сверления отверстий во фланце распределительного вала двигателей СМД всех модификаций.
Кондуктор (рис. 50, а) — это фланец 1, изготовленный из стали 45 и термообработанный до твердости 40 —45. Отверстием с диаметром 55 мм кондуктор устанавливают на передний конец распределительного вала по плотной посадке второго класса точности. Для центрирования кондуктора во фланце 1 запрессован установочно-центрирующий штифт 2, изготовленный из стали У8 и термообработанный до твердости НRС 56?62, который диаметром 10 мм входит в базовое отверстие во фланце распределительного вала по легкоходовой посадке второго класса точности.
Во фланце 1 по диаметру 82±0,01 мм расположены кондукторные втулки 4, изготовленные из стали У8 и термообработанные до твердости НRС 60?64. Втулки зажимают винтами 3 размера М5?20, изготовленные из стали 45 и термообработанные до твердости НRС 30?40.
Сменный стол (рис. 50, б) состоит из двух деталей— стола 1, изготовленного из чугуна СЧ-15-32, и прижимной планки 2, изготовленной из стали 45, и двух болтов 3 размером М20?100.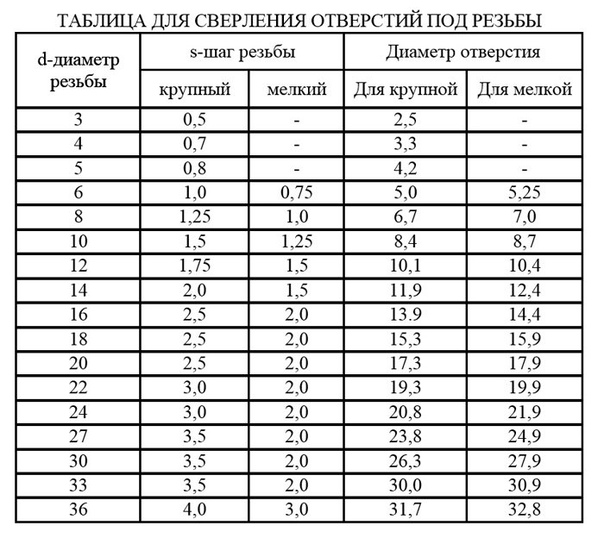 Сменный стол устанавливают на направляющих станка по высоте с таким расчетом, чтобы установленный на этот стол распределительный вал не касался постоянного стола станка.
Сменный стол устанавливают на направляющих станка по высоте с таким расчетом, чтобы установленный на этот стол распределительный вал не касался постоянного стола станка.
27103 | Вставка для ремонта резьбы Recoil, M10 x 1,25, размер сверла 10,4 мм
Посмотреть все Вставки для ремонта резьбы
22 В наличии на складе, доставка в течение 4–6 рабочих дней
tickAdded
Посмотреть корзину
Цена 1 Bag of 0 30 1
Was MYR61. 90
90
You pay
MYR49.52
| Bag(s) | Per Bag | Per Unit* | ||||||||||||||||||||||||||||||||||
| 1 + | MYR49.52 | 4,952 малайзийских ринггитов | ||||||||||||||||||||||||||||||||||
| *цена ориентировочная Часть №: Статус листьев: не применимо
. Технические данные. Технические данные.Законодательство и соответствиеСтатус Leafrohs: не применимо
Подробности продуктаМетрические замены. приложений более длительный срок службы.Каждая вставка распределяет нагрузку по всему болту и отверстию, улучшая удерживание или сопротивление выдергиванию, обеспечивая более равномерное распределение нагрузки и напряжения. Вставки отдачи обычно изготавливаются из проволоки из нержавеющей стали типа 304 (18-8), свернутой в ромбовидное поперечное сечение. Легкая, но надежная конструкция дает превосходную мощность Спецификации
M10 X 1,5 D11 Однозаходный метчик с фаской Вероятно, в вашем браузере отключен JavaScript. M10 X 1,5 D11 Однозаходный метчик с фаскойУвеличить изображение Артикул 416-4545 В наличии В наличии Доставка Ипс Граунд 18,83 $ Сохранить элемент Поделиться Распечатать Подробнее Значки Прожектор Отзывы
Полная информация
Обзор продукта
UPS 2nd Air Service по тарифу UPS на землю , резьбовые фрезы, боры, развертки). | ||||||||||||||||||||||||||||||||||||
 НЕОБХОДИМЫ
НЕОБХОДИМЫ