Какое сверлить отверстие под резьбу м10: Диаметр сверла под резьбу: таблица, условия подбора сверл
alexxlab | 31.03.2023 | 0 | Разное
Проектирование участка обработки детали “корпус червячного редуктора” с годовой программой выпуска 50000 штук, страница 4
Машиностроение \ Технология машиностроения
Позиция 08 Сверлить отверстие диметром 14,43+0,3мм под резьбу М16×1,5-7Н выдержав размеры: 23±0,5 мм и 15±1 мм с одновременным рассверливанием до диаметра 28+0,52мм, и 4 отверстия под резьбу М10-7Н.
Позиция 09 Нарезать резьбу М10-7Н в 12 отверстиях.
Позиция 10 Нарезать резьбу М16×1,5-7Н в одном отверстии и М10-7Н в 4 отверстиях.
Позиция 11 Сверлить 16 отверстий с двух сторон (по 8 с каждой) под резьбу М10-7Н, выдержав размеры диаметр 8,43+0,3 мм, 20±1 мм, диаметр 250±0,1 мм.
Позиция 12 Сверлить 2 отверстия 14,43+0,3мм под резьбу М16×1,5-7Н выдержав размеры: 110±0,5 мм, 60±0,5 мм и 42±0,5 мм с одновременным рассверливанием до диаметра 28+0,52мм.
Позиция 13 Нарезать резьбу М10-7Н в 16 отверстиях.
Позиция 14 Нарезать резьбу М16×1,5-7Н в двух отверстиях.
Позиция 15 Снятие детали с автоматической линии.
На автоматической линии предлагается использовать в основном стандартный инструмент, а также комбинированный (сверло-зенкер), заранее заточенный и установленный на размер при помощи регулируемых втулок, оправок и удлинителей.
Геометрия режущей части инструмента, применяемого на автоматической линии, обычно не отличается от геометрии инструмента, применяемого на станках общего назначения, и устанавливается в соответствии с нормативами. В отношении размерной стойкости, к нему предъявляются повышенные требования. Стойкость режущего инструмента на автоматических линиях не должна быть менее 1 часа.
Для изготовления инструмента предлагается использовать быстрорежущую сталь Р6М5 для сверл, метчиков, а для резцов твердосплавные пластины ВК8.
В качестве вспомогательного инструмента
используются быстросменные патроны. Для настройки используются предельные
калибры. Контроль после обработки осуществляется в контрольном отделении.
1.5 Устройство автоматической линии
Автоматическая линия обработки детали “корпус червячного редуктора” разработана на основе агрегатных станков.
В линии имеется 13 агрегатных двухсторонних станков оснащенных силовыми головками.
Обрабатываемая деталь устанавливается на автоматической линии без приспособления спутника, что позволяет упростить конструкцию автоматической линии. Заготовка базируется по плоскости и двум отверстиям в ней.
Заготовки перемещаются вдоль линии по направляющим. Направляющие – плоские устанавливаются на раме, которая выставлена в уровнях. Перемещение заготовок осуществляется с помощью штанги, закрепленной на штоке гидроцилиндра. При движении заготовки шток заходит в фиксирующее устройство, оснащенное датчиком, по сигналу которого срабатывает электромагнитный фиксатор и входит в отверстие в основании заготовки.
После окончания обработки (по наиболее
продолжительной обработке) силовые головки возвращаются в исходное положение, и
датчик крайнего положения, установленный на силовой головке, дает команду на
пульт управления.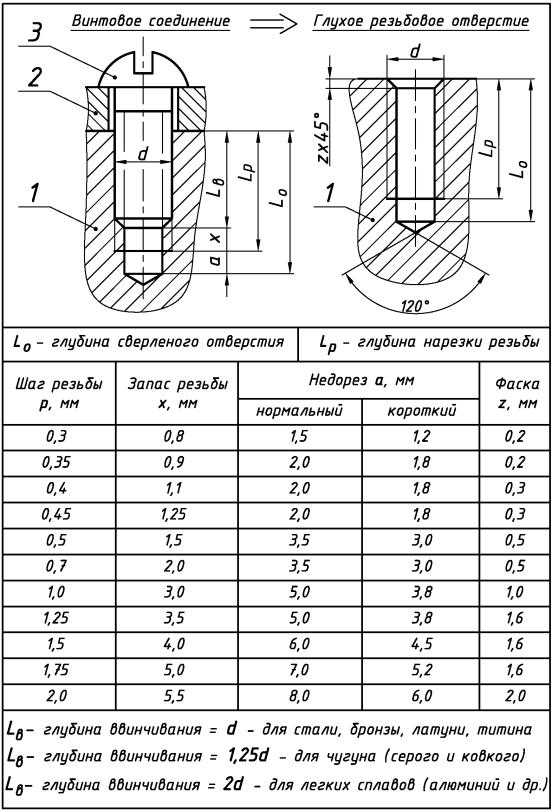 Срабатывает гидроцилиндр, перемещающий заготовки,
обрабатываемая деталь перемещается на следующую позицию.
Срабатывает гидроцилиндр, перемещающий заготовки,
обрабатываемая деталь перемещается на следующую позицию.
Управление всеми механизмами линии при ее автоматической работе осуществляется командоаппаратом, расположенным на пульте управления. Выполнение заданной программы контролируется путевыми упорами.
В линии также имеются блокировочные устройства, исключающие поломку механизмов. При наладке схема управления позволяет управлять каждой силовой головкой отдельно.
Скачать файл
Выбери свой ВУЗ
- АлтГТУ 419
- АлтГУ 113
- АмПГУ 296
- АГТУ 267
- БИТТУ 794
- БГТУ «Военмех» 1191
- БГМУ 172
- БГТУ 603
- БГУ 155
- БГУИР 391
- БелГУТ 4908
- БГЭУ 963
- БНТУ 1070
- БТЭУ ПК 689
- БрГУ 179
- ВНТУ 120
- ВГУЭС 426
- ВлГУ 645
- ВМедА 611
- ВолгГТУ 235
- ВНУ им.
 Даля 166
Даля 166 - ВЗФЭИ 245
- ВятГГУ 139
- ВятГУ 559
- ГГДСК 171
- ГомГМК 501
- ГГМУ 1966
- ГГТУ им. Сухого 4467
- ГГУ им. Скорины 1590
- ГМА им. Макарова 299
- ДГПУ 159
- ДальГАУ 279
- ДВГГУ 134
- ДВГМУ 408
- ДВГТУ 936
- ДВГУПС 305
- ДВФУ 949
- ДонГТУ 498
- ДИТМ МНТУ 109
- ИвГМА 488
- ИГХТУ 131
- ИжГТУ 145
- КемГППК 171
- КемГУ 508
- КГМТУ 270
- КировАТ 147
- КГКСЭП 407
- КГТА им.
 Дегтярева 174
Дегтярева 174 - КнАГТУ 2910
- КрасГАУ 345
- КрасГМУ 629
- КГПУ им. Астафьева 133
- КГТУ (СФУ) 567
- КГТЭИ (СФУ) 112
- КПК №2 177
- КубГТУ 138
- КубГУ 109
- КузГПА 182
- КузГТУ 789
- МГТУ им. Носова 369
- МГЭК 249
- МГПУ 165
- МАИ 144
- МАДИ 151
- МГИУ 1179
- МГОУ 121
- МГСУ 331
- МГУ 273
- МГУКИ 101
- МГУПИ 225
- МГУПС (МИИТ) 637
- МГУТУ 122
- МТУСИ 179
- ХАИ 656
- ТПУ 455
- НИУ МЭИ 640
- НМСУ «Горный» 1701
- ХПИ 1534
- НТУУ «КПИ» 213
- НУК им.
 Макарова 543
Макарова 543 - НВ 1001
- НГАВТ 362
- НГАУ 411
- НГАСУ 817
- НГМУ 665
- НГПУ 214
- НГТУ 4610
- НГУ 1993
- НГУЭУ 499
- НИИ 201
- ОмГТУ 302
- ОмГУПС 230
- СПбПК №4 115
- ПГУПС 2489
- ПГПУ им. Короленко 296
- ПНТУ им. Кондратюка 120
- РОАТ МИИТ 608
- РТА 245
- РГГМУ 117
- РГПУ им.
 Герцена 123
Герцена 123 - РГППУ 142
- РГСУ 162
- «МАТИ» — РГТУ 121
- РГУНиГ 260
- РЭУ им. Плеханова 123
- РГАТУ им. Соловьёва 219
- РязГМУ 125
- РГРТУ 666
- СамГТУ 131
- СПбГАСУ 315
- ИНЖЭКОН 328
- СПбГИПСР 136
- СПбГЛТУ им. Кирова 227
- СПбГМТУ 143
- СПбГПМУ 146
- СПбГПУ 1599
- СПбГТИ (ТУ) 293
- СПбГТУРП 236
- СПбГУ 578
- ГУАП 524
- СПбГУНиПТ 291
- СПбГУПТД 438
- СПбГУСЭ 226
- СПбГУТ 194
- СПГУТД 151
- СПбГУЭФ 145
- СПбГЭТУ «ЛЭТИ» 379
- ПИМаш 247
- НИУ ИТМО 531
- СГТУ им.
 Гагарина 114
Гагарина 114 - СахГУ 278
- СЗТУ 484
- СибАГС 249
- СибГАУ 462
- СибГИУ 1654
- СГУПС 1473
- СибГУТИ 2083
- СибУПК 377
- СФУ 2424
- СНАУ 567
- СумГУ 768
- ТРТУ 149
- ТОГУ 551
- ТГЭУ 325
- ТГУ (Томск) 276
- ТГПУ 181
- ТулГУ 553
- УкрГАЖТ 234
- УлГТУ 536
- УИПКПРО 123
- УрГПУ 195
- УГТУ-УПИ 758
- УГНТУ 570
- УГТУ 134
- ХГАЭП 138
- ХГАФК 110
- ХНАГХ 407
- ХНУВД 512
- ХНУ им.
 Каразина 305
Каразина 305 - ХНУРЭ 325
- ХНЭУ 495
- ЦПУ 157
- ЧитГУ 220
- ЮУрГУ 309
|
Навигация: Главная Случайная страница Обратная связь ТОП Интересно знать Избранные Топ: Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает… Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы… Техника безопасности при работе на пароконвектомате: К обслуживанию пароконвектомата допускаются лица, прошедшие технический минимум по эксплуатации оборудования. Интересное: Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья… Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным… Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории… Дисциплины: Автоматизация Антропология Археология Архитектура Аудит Биология Бухгалтерия Военная наука Генетика География Геология Демография Журналистика Зоология Иностранные языки Информатика Искусство История Кинематография Компьютеризация Кораблестроение Кулинария Культура Лексикология Лингвистика Литература Логика Маркетинг Математика Машиностроение Медицина Менеджмент Металлургия Метрология Механика Музыкология Науковедение Образование Охрана Труда Педагогика Политология Правоотношение Предпринимательство Приборостроение Программирование Производство Промышленность Психология Радиосвязь Религия Риторика Социология Спорт Стандартизация Статистика Строительство Теология Технологии Торговля Транспорт Фармакология Физика Физиология Философия Финансы Химия Хозяйство Черчение Экология Экономика Электроника Энергетика Юриспруденция |
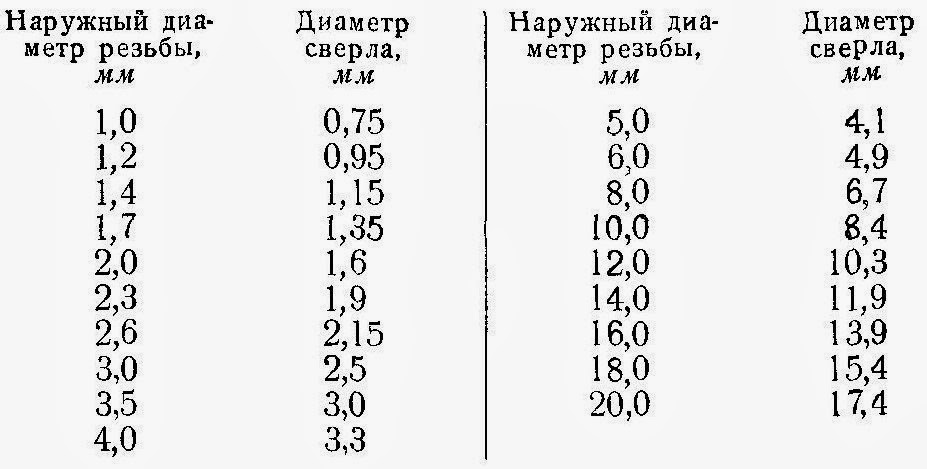
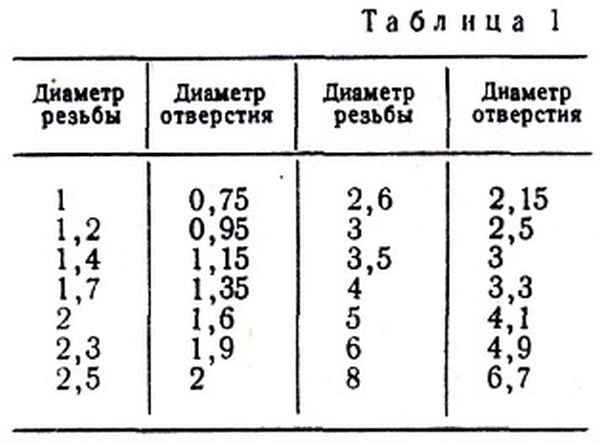
⇐ ПредыдущаяСтр 16 из 24Следующая ⇒ Тема: «Сверление отверстий под резьбу М10» ПМ. специальность 21.02.03 Сооружение и эксплуатация газонефтепроводов и газонефтехранилищ Выполнил: студент гр. ДНГ Фамилия И.О. Цель: Научиться применять слесарный инструмент и производить сверление отверстий под резьбу М10 Время: 2 часа. Оборудование и материалы. 1. Отверстия для рассверливания ,сверлильный станок, свёрла. 3. Учебная литература. Задание. 1.Рассчитать диаметр сверла и произвести сверление отверстий на сверлильном станке под резьбу М10. 2. Ответить на контрольные вопросы. Нарезание внутренней резьбы предваряется сверлением отверстия и его зенкованием, и очень важно правильно выбрать сверло нужного диаметра. Его приближенно можно определить по формуле d c в = D – P , где d св – необходимый диаметр сверла, мм; D – наружный диаметр резьбы, мм; P – шаг нитей резьбы, мм. Если диаметр сверла выбран неправильно, то не избежать дефектов: · при диаметре отверстия больше требуемого, резьба не будет иметь полного профиля; · при меньшем размере отверстия будет затруднен вход в него метчика, что приведет либо к срыву резьбы, либо к заклиниванию и поломке метчика. Порядок нарезания внутренней резьбы такой: · разметить заготовку и установить ее либо на верстаке, либо закрепить в тисках; · просверлить отверстие (сквозное или на нужную глубину) и зенковать его приблизительно на 1мм зенковкой 90 или 120º; · очистить отверстие от стружки; · подобрать черновой метчик нужного диаметра с нужным шагом и видом резьбы, смазать его рабочую часть маслом и установить его заборной частью в отверстие, проверить его положение относительно оси отверстия с помощью угольника, надеть на квадрат хвостовика вороток и медленно, без рывков вращать метчик по часовой стрелке до врезания его в металл заготовки на несколько ниток; · дальнейшее вращение метчика должно быть таким: один-два оборота по часовой стрелке, затем ½ оборота против часовой стрелки (для дробления стружки). · нарезание резьбы производить до полного входа рабочей части метчика в отверстие; · вывернуть черновой метчик из отверстия и продолжить нарезание резьбы средним, а затем чистовым метчиком (чистовой метчик вворачивать в отверстие нужно без воротка. Вороток надевается на его хвостовик уже тогда, когда метчик правильно пройдет по резьбе). Порядок нарезания резьбы в глухих отверстиях имеет некоторые особенности: · во-первых, глубину отверстия под глухую резьбу нужно сверлить больше на 5-6 ниток резьбы, чем это предусмотрено по чертежу; · во-вторых, после серии двух-трех рабочих и обратных оборотов, метчик следует выворачивать их отверстия и очищать полость отверстия от стружки.
Качество нарезанной резьбы проверяется визуально: чтобы не было задиров, сорванных ниток, а точность резьбы можно проверить с помощью резьбовых калибров-пробок для сквозных отверстий и контрольного болта – для глухих. Основные размеры метрической резьбы, мм
Контрольные вопросы: 1. Какой инструмент применяется для местного увеличения размеров отверстия, обработки площадок? 2. От чего зависит скорость резания при обработке отверстия? 3. В какой последовательности нарезается внутренняя резьба вручную? 4. В каких случаях применяют комплекты из двух и трех метчиков? 5. Что является причиной срыва резьбы при нарезании резьбы? 6. 7. Какие виды брака возможны при работе затупленными инструментами? 8. Какие правила техники безопасности необходимо соблюдать при обработке резьбовых отверстий?
Практическое занятие№ 14 Тема: «Нарезание внутренней резьбы М10» ПМ.04 Выполнение работ по профессии Слесарь-ремонтник специальность 21.02.03 Сооружение и эксплуатация газонефтепроводов и газонефтехранилищ Выполнил: студент гр. ДНГ Фамилия И.О. Цель: Научиться применять слесарный инструмент и производить Нарезание внутренней резьбы Время: 2 часа. Оборудование и материалы. 1. Заготовки для нарезания внутренней метрической резьбы, метчики, воротки, маслёнки 3. Учебная литература. Задание. 1. 2. Нарезать внутреннюю метрическую резьбу М10 и произвести оценку качества резьбы 3. Ответить на контрольные вопросы.
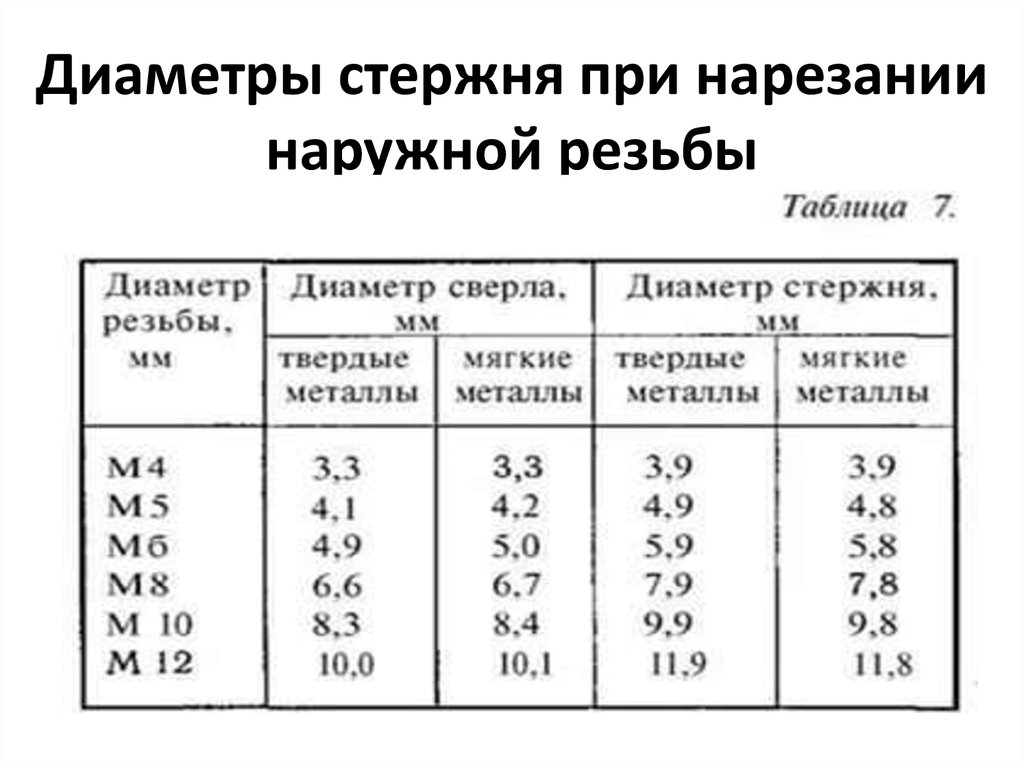
Сведения из теории Метрическая резьба имеет профиль равностороннего треугольника с углом при вершине 60º, вершины выступов винта и гайки срезают во избежание заедания резьбы при свинчивании. Метрические резьбы бывают с крупным и мелким шагом, выраженным в миллиметрах. Резьбы с крупным шагом М20 (число – диаметр винта), с мелким шагом М20×1,5 (число – номинальный диаметр резьбы и ее шаг). Их применяют как крепежные: с крупным шагом – при значительных нагрузках и для крепежных деталей (гаек, болтов), с мелким шагом – при малых нагрузках тонких регулировках. Нарезание внутренней резьбы Внутреннюю резьбу ручным способом нарезают метчиками, которые вставляют в вороток. Для перехода от неполной к полной метрической или дюймовой крепежной резьбе используют комплект метчиков – три метчика с разной глубиной резьбы. Для того чтобы различить метчики одного комплекта, на их хвостовую часть помимо обозначения размера резьбы наносят круговые риски: одну для чернового метчика, две – для среднего и три – для чистового. Заборная часть инструмента для черновой обработки имеет 6-8 витков, для промежуточной – 3-4, а чистовой – всего 1,5 -2 витка. Величина срезаемого слоя металла распределяется между метчиками комплекта следующим образом: первый метчик снимает 50% припуска; второй – 30%, а третий калибрует резьбу,окончательно удаляя 20% припуска. Для нарезания резьбы метчиком деталь с просверленным отверстием или гайку прочно зажимают в тисках, чтобы ось отверстия была вертикальна. Для вывода стружки и образования режущих кромок в метчиках имеются четыре продольные канавки. Метчиком надо работать плавно, без рывков. На каждый оборот метчика в рабочую сторону делать ¼ оборота в обратную сторону, чтобы ломалась стружка. Для получения чистой и полной резьбы диаметр отверстия должен строго соответствовать размеру резьбы. Если диаметр отверстия больше требуемого, резьба получится неполной, если меньше, метчик будет вращаться туго и может сломаться.
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого… Папиллярные узоры пальцев рук – маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни… Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)… Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ – конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой. | |||
 ..
..
 04 Выполнение работ по профессии Слесарь-ремонтник
04 Выполнение работ по профессии Слесарь-ремонтник
 При этом по часовой стрелке метчик вращаем с нажимом вниз, а против – свободно;
При этом по часовой стрелке метчик вращаем с нажимом вниз, а против – свободно;
 Какие могут встретится дефекты и как их устранить при обработке резьбовых поверхностей?
Какие могут встретится дефекты и как их устранить при обработке резьбовых поверхностей? Рассчитать диаметр сверла и произвести сверление отверстий на сверлильном станке под резьбу М10.
Рассчитать диаметр сверла и произвести сверление отверстий на сверлильном станке под резьбу М10. Сначала первым метчиком намечают в отверстии резьбу, снимая небольшой слой металла, а затем нарезают полную резьбу, применяя второй и третий метчики.
Сначала первым метчиком намечают в отверстии резьбу, снимая небольшой слой металла, а затем нарезают полную резьбу, применяя второй и третий метчики.
 ..
..Что такое глухие отверстия в машиностроении и обработке?
Глухое отверстие относится к отверстию, которое не проходит полностью через деталь, т. е. оно только просверливается, расширяется или фрезеруется на глубину, которая составляет часть общей толщины детали. Глубина глухого отверстия обычно определяется требованиями к резьбе крепежного изделия, используемого для конкретного применения.
В этой статье описывается, что такое глухие отверстия, как их сверлить и нарезать резьбу, а также какие обозначения использовать для обозначения глухих отверстий на чертеже. Другие типы отверстий перечислены здесь для сравнения.
Как просверлить глухое отверстие
Глубина отверстия должна определяться оптимальным зацеплением резьбы используемого крепежа плюс дополнительная глубина, позволяющая метчику нарезать резьбу на правильную глубину. Глухое отверстие можно просверлить разными способами. Можно использовать ручную дрель, однако просверлить ручным сверлом перпендикулярное отверстие затруднительно, а также затруднительно просверлить на точную глубину. Кусок ленты, обернутый вокруг сверла, может служить индикатором глубины. В качестве альтернативы, некоторые ручные дрели имеют индикатор глубины, который выступает из передней части дрели, чтобы физически не дать дрели уйти слишком глубоко.
Кусок ленты, обернутый вокруг сверла, может служить индикатором глубины. В качестве альтернативы, некоторые ручные дрели имеют индикатор глубины, который выступает из передней части дрели, чтобы физически не дать дрели уйти слишком глубоко.
Сверлильный станок является более подходящим инструментом для сверления глухих отверстий, чем ручная дрель. Он может сверлить перпендикулярные отверстия, тогда как ручная дрель не может из-за ручного управления, что вносит много неточностей. В дополнение к этому его индикатор глубины можно использовать в качестве визуального ориентира, чтобы убедиться, что отверстие просверлено на правильную глубину и что основание сверла перпендикулярно оси сверла.
Наиболее передовым методом сверления глухого отверстия является использование фрезерного станка с ЧПУ, сверла с ЧПУ или токарного станка. Токарные станки позволяют размещать сверло в задней бабке, а вращающийся материал вводится в стационарное сверло. Этот метод позволяет получить наиболее точные отверстия. Если требуются точные отверстия, размер отверстия можно немного уменьшить, а для окончательной обработки отверстия можно использовать развертку.
Если требуются точные отверстия, размер отверстия можно немного уменьшить, а для окончательной обработки отверстия можно использовать развертку.
Независимо от метода сверления глухого отверстия важно обеспечить подачу смазочно-охлаждающей жидкости к сверлу и непрерывный отвод стружки. Обычно это делается путем периодического извлечения сверла из материала, чтобы удалить стружку из отверстия. Несоблюдение этого требования может повредить сверло или даже застрять в отверстии и сломать его.
Выбор правильного метчика для глухого отверстия
Глухие отверстия можно нарезать вручную или на станке с ЧПУ. Для каждого размера резьбы необходимо использовать соответствующий размер сверла. Например, для болта M10 потребуется сверло диаметром 8,8 мм, чтобы нарезать достаточное количество материала для нарезания полной резьбы в отверстии. Для глухих отверстий лучше всего подходят донные метчики с плоским дном. В Интернете доступно множество таблиц сверлильных метчиков, в которых указано отверстие, которое необходимо просверлить для соответствующего размера резьбы.
Как и при сверлении, важно удалять стружку во время нарезания резьбы, так как метчики могут очень легко сломаться, если стружка не будет удалена. Также важно, чтобы метчик точно совпадал с центральной осью отверстия. В качестве альтернативы можно использовать метчик для устранения проблемы с стружкой. Накатные метчики в холодном состоянии формируют резьбу, вдавливая ее в стенки трюма, а не обрезая.
Как очистить глухие отверстия
При сверлении глухих отверстий важно удалить стружку, поскольку она может вызвать ряд проблем, таких как повышенный износ и поломка сверла. Во время сверления можно использовать поток жидкого хладагента или воздуха под высоким давлением для выдувания стружки из отверстия. Канавки сверла не смогут эффективно удалять стружку, если отверстие станет слишком глубоким. После сверления отверстия необходимо снова очистить, чтобы удалить оставшийся мусор. В этом случае можно использовать ручной пневматический пистолет. Для достижения наилучших результатов можно использовать специальный ручной очиститель отверстий, который одновременно вдувает сжатый воздух в отверстие и всасывает выдутый мусор в закрытый контейнер.
Глубина сверления Зазор в глухих отверстиях
При сверлении глухих отверстий для нарезания резьбы важно сверлить до нужной глубины, чтобы у метчика было достаточно места для нарезания или формирования необходимого количества резьб. Это гарантирует, что застежка имеет достаточное зацепление с резьбой для максимальной удерживающей силы, а также достаточный зазор для метчика. Глубина отверстия будет зависеть от типа используемого метчика. Например, коническому метчику потребуется более глубокое отверстие, чем нижнему метчику или метчику со спиральной канавкой для того же количества витков резьбы, поскольку он имеет более длинное острие и заходную часть, прежде чем он сможет нарезать резьбу на полную глубину. также лучше подходит для постукивания вручную. Приведенные ниже формулы можно использовать в качестве общих рекомендаций:
Для отверстий глубиной, в два раза превышающей диаметр крепежа, глубина резьбы должна быть:
Глубина резьбы + (Шаг резьбы * 9)
Для других отверстий глубина резьбы должна быть:
(Глубина резьбы + (1 + Шаг резьбы * 4)) + (Шаг резьбы * 5)
Что такое условное обозначение глухого отверстия?
Обозначение глухого отверстия показано в правом верхнем углу Рис. 1 ниже:
1 ниже:
Обозначение «M20 x 2,5» указывает на размер крепежа и шаг резьбы. Направленная вниз стрелка (↧) указывает глубину резьбы, а последняя цифра указывает общую глубину отверстия.
Глухое отверстие по сравнению со сквозным отверстием
Сквозное отверстие проходит через всю толщину детали, в отличие от глухого отверстия, которое останавливается до полного проникновения, как показано на рис. 1 выше.
Глухие и сквозные отверстия могут быть с резьбой для крепежа или оставлены без резьбы для установочных штифтов. Глухие отверстия часто нарезают с помощью метчиков для дна, тогда как сквозные отверстия можно просверливать с помощью конических метчиков. Глухие отверстия более склонны к поломке метчика, чем сквозные, поскольку стружка имеет тенденцию накапливаться в отверстии, создавая заедание, которое сломает метчик.
Какие существуют другие типы отверстий в машиностроении и механической обработке?
Для разных применений могут потребоваться разные типы отверстий. Перечисленные ниже отверстия могут быть сквозными или глухими:
Перечисленные ниже отверстия могут быть сквозными или глухими:
- Цековка: Цековка — это обычное отверстие с большим отверстием над ним. Это отверстие имеет плоское дно, чтобы застежка-молния не выступала над поверхностью детали.
- Потайное: Отверстие с потайной головкой похоже на расточенное отверстие, но имеет коническое отверстие над стандартным отверстием. В этих типах отверстий используется винт с плоской головкой.
- Точечная поверхность: Точечное отверстие представляет собой неглубокое расточенное отверстие, используемое для обеспечения плоской сопрягаемой поверхности между нижней стороной крепежа и соединяемым материалом, перпендикулярной центральной оси отверстия.
- Контрсверло: Контрсверло представляет собой комбинацию зенковки и зенковки. Верхняя часть отверстия расточена, а затем переходит в зенкерное отверстие, ведущее к направляющему отверстию. Эти отверстия используются с винтами с потайной головкой.

- Конусность: Коническое отверстие — это отверстие, которое начинается относительно широко и сужается под углом по мере углубления в деталь. Сужение обычно продолжается через материал. Эти отверстия используются не для крепежа, а, например, для конических штифтов.
Для получения дополнительной информации см. наше руководство по типам отверстий в технике.
Резюме
В этой статье представлены глухие отверстия, объяснено, что они собой представляют, и обсуждено, когда они используются в машиностроении и механической обработке. Чтобы узнать больше о глухих отверстиях, свяжитесь с представителем Xometry.
Xometry предоставляет широкий спектр производственных возможностей, включая обработку с ЧПУ и другие дополнительные услуги для всех ваших потребностей в прототипировании и производстве. Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Заявление об отказе от ответственности
Содержание, представленное на этой веб-странице, предназначено только для информационных целей. Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Команда Xometry
Эта статья была написана различными участниками Xometry. Xometry — это ведущий ресурс по производству с помощью станков с ЧПУ, изготовления листового металла, 3D-печати, литья под давлением, литья уретана и многого другого.
Набор коротких машинных метчиков, со сверлами, HSS-G, 3 шт.
50,60 €
Искл. Налог:
€60,21
вкл. Налог:
Налог:
Доступность: В наличии
Срок поставки 2-3 дня
Есть вопросы по этому товару?
Резьбонарезные насадки (набор из 12 шт.), вкл. сверла M 3 – M 10
Подробнее
Тип резьбы метрическая резьба ISO DIN 13 Форма Форма Материал HSS-G Допуск ИСО 2/6Н Упаковка в пластиковом кейсе Размер Диаметр М 3 – 10
В зависимости от вашего выбора, вас могут заинтересовать следующие позиции:
62,00 € Искл.
Зенковки 90° (комплект 6 шт.) 6,3 – 20,5 мм Налог:
€73,78
вкл. Налог:
Налог:
€73,78
вкл. Налог:Зенковки 90° (комплект из 6 шт.) 6,3 – 20,5 мм
30,80 € Искл. Налог: €36,65 вкл. Налог:
Резьбовые насадки (набор из 6 шт.) M 3 – M 10Резьбовые насадки (набор из 6 шт.) M 3 – M 10
50,60 € Искл. Налог: €60,21 вкл.