Какой нужен провод для сварки: Как выбрать сварочный кабель? Советы по подбору кабеля для сварки
alexxlab | 04.05.2023 | 0 | Разное
Как выбрать сварочный кабель? Советы по подбору кабеля для сварки
Содержание
- Требования к силовым кабелям
- Основные виды силовых кабелей, используемых при сварке
- Как правильно выбрать сечение и длину кабеля
- Сетевой кабель для сварочника
- Рекомендации по эксплуатации
Сварочные аппараты не всегда укомплектованы всем, что нужно для работы. Заводских кабелей в сборе с электрододержателем и зажимом может не быть вообще или их стандартной длины не достаточно, поэтому её нужно увеличить.
Поговорим о том, какой кабель выбрать для сварочного аппарата, чтобы работать было не только удобно, но и безопасно.
Требования к силовым кабелям
Требования к сварочному кабелю диктуют правила электробезопасности и особенности эксплуатации. Работать часто приходится в мастерских и гаражах, где возможны контакты с маслами и риск повреждения изоляции, в труднодоступных местах. Для удобства переносят и хранят кабель в смотанном состоянии.
Это значит, что при выборе сварочного кабеля учитывают:
- Материал оболочки и изоляции. Кабель должен не бояться агрессивных сред и случайных повреждений — автомобильных масел, растворителей, бензина, влаги, порезов, ударов и абразивного износа.
- Температуру эксплуатации. Покупать кабель в холодостойком исполнении нет смысла в регионах, где температура зимой не доходит даже до -300С, или если работы на морозе не планируются.
- Гибкость. Кабель должен легко изгибаться, чтобы не затруднять сварку в любом положении, и, несмотря на многократную смотку, сохранять целостность жил и изоляции. Сечение кабеля определяют, исходя из характеристик сварочного аппарата и токовой нагрузки. И именно этому параметру отдают приоритет при выборе.
Основные виды силовых кабелей, используемых при сварке
Как правило, для сварочных аппаратов используют проверенный временем одножильный гибкий медный кабель КГ в оболочке из вулканизированной резины.
Маркировка указывает на число жил, номинальное сечение и может нести дополнительную информацию об исполнении:
- КОГ и КПГ — отличаются особой или повышенной гибкостью, удобны при сварке в сложных положениях и труднодоступных местах;
- КГН — имеет оболочку из резины, устойчивой к воздействию масел и не распространяющей горение, и особенно подходит для работы в гараже и автомастерской;
- КГ-ХЛ — сохраняет гибкость на морозе, благодаря холодостойкому исполнению и может использоваться при температуре ниже -400С, поэтому рекомендован для сварки на улице в жестких условиях.
Обратите внимание, что аппараты зарубежного производства могут комплектоваться кабелями с другими обозначениями, например H01N2-D или H01N2-E. Их российский аналог — та же марка КГ.
Как правильно выбрать сечение и длину кабеля
Выбор сечения сварочного кабеля зависит от тока — не потребляемого инвертором, а сварочного.
Длительно-допустимые токовые нагрузки для медного силового кабеля в резиновой изоляции:
Сечение жилы, мм2 (одножильный кабель) | Допустимый длительный ток, А |
16 | 100 |
25 | 140 |
35 | 170 |
50 | 215 |
70 | 270 |
95 | 325 |
120 | 385 |
150 | 440 |
185 | 510 |
В таблице указаны параметры, установленные в ПУЭ. При покупке кабеля лучше выбирайте тот, который произведен по ГОСТ, а не ТУ. В последнем случае цена может быть ниже, а вот реальное сечение не соответствует заявленному. А, значит, и нагрузку кабель выдерживает меньшую.
При покупке кабеля лучше выбирайте тот, который произведен по ГОСТ, а не ТУ. В последнем случае цена может быть ниже, а вот реальное сечение не соответствует заявленному. А, значит, и нагрузку кабель выдерживает меньшую.
Длина — предмет частных споров сварщиков. Оптимальным считают использование кабелей на 3-5 м. Зажим массы устанавливают как можно ближе к месту сварки. Поэтому длина этого кабеля, как правило, меньше длины рабочего на электродержатель.
При необходимости длину можно увеличить до 30-70 м. При этом нужно помнить о том, что и увеличивать нужно и сечение кабеля, чтобы уменьшить падение напряжения и риск перегрева.
На практике это выглядит так:
Сила тока, А | Длина кабеля КГ, м | |||
15 | 20 | 30 | 40 | |
100 | 1*16 | 1*25 | 1*25 | 1*35 |
150 | 1*25 | 1*25 | 1*35 | 1*50 |
200 | 1*35 | 1*35 | 1*50 | 1*75 |
250 | 1*35 | 1*50 | 1*75 | 1*95 |
300 | 1*50 | 1*75 | 1*95 | |
Чем больше сечение и длина, тем выше вес кабеля. Например, КГ 1*16 длиной 40 м весит около 7 кг, а КГ 1*95 аналогичной длины уже 38 кг. Переносить бухту такого кабеля тяжело и неудобно.
Например, КГ 1*16 длиной 40 м весит около 7 кг, а КГ 1*95 аналогичной длины уже 38 кг. Переносить бухту такого кабеля тяжело и неудобно.
Соединять два конца кабеля на массу можно с помощью припоя или медной гильзы для опрессовки. На держак лучше использовать целый отрезок.
Сетевой кабель для сварочника
Потребляемый ток инверторов гораздо ниже, чем сварочный — порядка 15-40 А, в зависимости от модели.
Требования к сетевому кабелю аналогичны. Это надежная изоляция и гибкость, позволяющая сворачивать его в бухту или наматывать на катушку, подходящее под нагрузку сечение и климатическое исполнение.
Для использования в помещении или на улице, но исключительно в теплое время года, подойдет ПВС в ПВХ изоляции. Если сварка будет проходить на морозе, лучше выбрать КГ в резиновой оболочке. Он дороже, но сохраняет гибкость при низких температурах, в отличие от «дубеющего» ПВС.
Токовые нагрузки для КГ в соответствии с ПУЭ:
Сечение жилы, мм2 | Допустимый длительный ток, А | |
трехжильный | четырехжильный | |
2,5 | 25 | 25 |
4 | 35 | 30 |
6 | 42 | 42 |
Исходя из этого, для сварочников с потребляемым током 25 А, рассчитанных на питание от 3-фазной сети, нужен четырехжильный сетевой кабель сечением не менее 4 мм2, а от 1-фазной — трехжильный с сечением 4 мм2, если в розетке есть заземление.
При сварке на удлинителе не забывайте про потери напряжения. Здесь работает то же правило, что и при выборе сварочного кабеля — при большой длине на 50 м и более покупайте кабель с большим сечением.
Рекомендации по эксплуатации
Кабель можно использовать долго и без проблем, если не допускать грубых нарушений:
- не подвергайте его интенсивным механическим нагрузкам и перегрузкам, чтобы не допустить деструкцию изоляции и оболочки:
- выбирайте сварочные и сетевые кабели с запасом по токовой нагрузке и соответствующие условиям эксплуатации;
- не используйте длинный кабель в смотке на высоких токах, это приводит к его перегреву.
Решая, какой кабель выбрать для сварки, отдайте предпочтение ГОСТовским вариантам, а не более дешевой продукции с неподтвержденными характеристиками. Если планируете использовать не новый кабель, сначала оцените его состояние. Потемневшие жилы говорят о том, что он подвергался высоким нагрузкам или перегрузке.
Как выбрать кабель для сварочного аппарата?
Главная → Блог → Как выбрать кабель для сварочного аппарата?
06.03.2022
К выбору провода следует подходить с повышенным вниманием. В данной статье рассмотрим выбор проводника для сварочного аппарата. Дуговая сварка является высокоинтенсивным процессом. Когда посредством протекания тока короткого замыкания возникает дуга в месте соприкосновения электрода и металла, происходит процесс оплавления и материал электрода переносится в место сварки. Правильный выбор провода необходим для обеспечения оборудования питанием и для организации непрерывного процесса сварки.
Интернет-магазин “Икс Кабель” – надежный поставщик кабельно-проводниковой продукции высокого качества. У нас вы сможете выбрать товар согласно требуемому назначению и купить его по выгодным ценам. Менеджеры всегда придут на помощь и окажут квалифицированную консультацию, предоставят необходимую техническую информацию. Доставка в Москву и все регионы страны осуществляется в минимальные сроки.
Выбирая провод для подключения как зажима массы, так и держателя электродов стоит обратить внимание на следующее:
– выдаваемый ток. Аппараты подобного рода бывают бытового значения на токи до 200 А и промышленного, которые могут выдавать ток до 400 А;
– разнообразие задач по сварке. Может быть как относительно не трудный процесс – легкая доступность к местам сварки, так и процесс в котором сварка может быть затруднена положением необходимого участка;
– температура окружающей среды. Наличие как жаркой, так и чрезмерно холодной окружающей среды вокруг места работ оказывает негативное влияние на провод;
– гибкость провода. Перемещают кабель в свернутом состоянии, а значит он должен обладать достаточной гибкостью.
Из вышеперечисленного можно говорить о необходимых свойствах провода. Выбираемый проводник должен:
– обладать достаточной устойчивостью к воздействию агрессивных сред, более того должен быть также устойчив к ударам и другим механическим повреждениям;
– обладать достаточной гибкостью, для обеспечения удобства в применении электрода;
– обладать повышенной устойчивостью к перепадам температур;
– обладать достаточным сечением, поскольку при нормальной работе необходимо выдерживать высокие токи при низком напряжении;
– обладать достаточным запасом прочности для компенсации многократных сворачиваний провода в положение для транспортировки.
Самыми распространенными марками для наших целей является кабель типа КГ. Кабель этой марки довольно гибок. Это многопроволочная жила в специальной резиновой оболочке. Кроме него есть марка КОГ, основное отличие – класс гибкости выше чем у КГ. Есть более специализированный кабель марки КС.
Дополнительно в обозначении могут присутствовать буквы, указывающие на исполнение кабеля, например, Т – для тропического климата, КХ и ХЛ – кабель с морозоустойчивой изоляцией. Наличие буквы П обозначает присутствие оболочки из полимерного материала. Цифры в наименовании указывают на количество и сечение жил.
Выбор сечения и длиныНеобходимое сечение кабеля для сварочного аппарата подбирается в зависимости от величины тока.
Очень интересен показатель допустимой длины кабельной линии. С увеличением длины происходит увеличение сопротивления, при неизменном сечении провода. При этом наличие большей длины обеспечит лучшую мобильность сварочного аппарата. С применением короткого кабеля придётся часто перемещать сварочный аппарат.
С применением короткого кабеля придётся часто перемещать сварочный аппарат.
Оптимальная длина кабельной линии для сварочного аппарата будет в пределах 5-10 метров. Правда это распространено для бытовых аппаратов, которые достаточно легки для обеспечения большей мобильности.
Кабель для подключения сварочника к сетиТакже необходим кабель для подключения сварочного аппарата к сети. При этом питающие токи намного меньше сварочных. В зависимости от мощности оборудования они могут быть в пределах 30-50 Ампер. Поэтому для питания необязательно подбирать провод большого сечения, такого как для электродержателя. Этот кабель рассчитывается исходя из типа сети и предполагаемого места проведения работ. Для бытовых сварочных аппаратов питающий кабель может быть до 4 мм2. Кабель содержит две основные жилы, что применимо для систем без возможности заземления, но может быть и трехжильным.
Общая длина кабельной линии обычно составляет от 3-х до 5-ти метров. Если необходимо увеличить длину, используют удлинители, которые могут увеличить рабочую зону еще на 10-20 м. Если необходимая рабочая зона находится дальше 20 метров, используют удлинители с более крупным сечением до 4 мм2. Применяемый на большие расстояния удлинитель обычно поставляется в катушках, удобных для быстрого сворачивания и разворачивания. В свернутом виде кабель при работе устройства быстро нагревается, что способствует его большей деформации и ухудшению свойств.
Если необходимо увеличить длину, используют удлинители, которые могут увеличить рабочую зону еще на 10-20 м. Если необходимая рабочая зона находится дальше 20 метров, используют удлинители с более крупным сечением до 4 мм2. Применяемый на большие расстояния удлинитель обычно поставляется в катушках, удобных для быстрого сворачивания и разворачивания. В свернутом виде кабель при работе устройства быстро нагревается, что способствует его большей деформации и ухудшению свойств.
Основные правила эксплуатации сварочного кабеля:
– подключение осуществлять только через кабельные наконечники, которые подлежат опрессовке;
– для исправления или наращивания кабеля стоит использовать гильзы. Соединение посредством скручивания проводов недопустимо;
– не стоит приобретать слишком длинный провод. Он будет греться и терять в мощности, а также увеличится масса кабеля;
– не стоит превышать длительно допустимые нагрузки кабеля, что приведет к повреждению и дальнейшей замене провода;
– стоит приобрести удлинитель для увеличения зоны монтажных работ.
← Технические характеристики и область применения провода ПВ4 Характеристики бронированного кабеля ВБбШв →
Выбор сварочных кабелей подходящего размера
Мне нужно заказать сварочный кабель для нашего магазина, но я не уверен, что мне нужен нужный размер. Я видел несколько справочных диаграмм, но хотел бы объяснить, как их использовать.
Сварочный кабель — это проводник сварочного тока. Он состоит из ряда тонких медных нитей, обернутых в непроводящую прочную оболочку (обычно из синтетического или натурального каучука разных цветов). Тонкие медные жилы придают сварочному кабелю большую гибкость, чем другие типы электрических проводников, а изоляционная оболочка предназначена для того, чтобы выдерживать повторяющиеся движения по шероховатым поверхностям. По мере увеличения уровня тока (измеряемого в силе тока или амперах) необходимо увеличивать диаметр сварочного кабеля и результирующую площадь поперечного сечения медной жилы.
«Точность» сварочного кабеля, также известная как допустимая токовая нагрузка или номинальная сила тока, относится к максимальной величине электрического тока, которую кабель может безопасно проводить. Помимо площади поперечного сечения, другими факторами, влияющими на допустимую нагрузку сварочного кабеля, являются его длина, номинальное сопротивление (т. е. номинальное сопротивление), температурные характеристики изоляционного материала и температура окружающей среды. Более короткие кабели могут нести больший ток, чем более длинные кабели того же диаметра. Сварочный кабель часто рассчитан на температуру проводника 75°C (167°F), 90°C (194⁰F) или 105°C (221°F). В то время как медный провод сам по себе может выдерживать высокие температуры, создаваемые более высокими токами, прежде чем получить повреждение, защищающая их изоляция расплавится.
Обратите внимание, что, хотя медь является отличным проводником электричества, она все же обладает определенным сопротивлением потоку электронов через нее. Следовательно, в кабеле будет происходить некоторый резистивный нагрев. Сварочный кабель правильного размера может быть теплым на ощупь после продолжительной сварки. Однако, если диаметр кабеля слишком мал для уровня тока, протекающего по нему, кабель будет перегреваться. Это может привести к потенциальной опасности возгорания, а также к повреждению самого кабеля (и, в конечном счете, к обрыву и выходу кабеля из строя). Пробой изоляционной оболочки также может привести к поражению электрическим током. И наоборот, кабель, размер которого превышает допустимый для данного уровня силы тока, проводит ток не более эффективно, чем кабель надлежащего размера. Однако кабель большего диаметра обычно стоит больше за фут или метр, чем кабель меньшего диаметра, из-за увеличенного количества медных жил. Таким образом, кабели большого сечения могут оказаться нерентабельными.
И наоборот, кабель, размер которого превышает допустимый для данного уровня силы тока, проводит ток не более эффективно, чем кабель надлежащего размера. Однако кабель большего диаметра обычно стоит больше за фут или метр, чем кабель меньшего диаметра, из-за увеличенного количества медных жил. Таким образом, кабели большого сечения могут оказаться нерентабельными.
Электрический кабель обычно классифицируется по размеру AWG (American Wire Gauge), где кабель меньшего диаметра имеет больший номер. Рисунок 1. перечислены размеры AWG. Размер манометра (или манометра), превышающий единицу, равен нулю, также выражается как 1/0 (произносится как «один ауток»), два нуля, выражается как 2/0 (произносится как «два аута»), 3/0 и 4/0. Размеры кабеля от № 4 до № 4/0 обычно используются для сварочного кабеля.
Рис. 1: Примеры калибров проволоки
В метрической системе размер сварочного кабеля обычно выражается в квадратных миллиметрах (мм2), представляющих собой площадь поперечного сечения кабеля. На рис. 2 показано сравнение сварочных кабелей размеров AWG и метрических размеров.
На рис. 2 показано сравнение сварочных кабелей размеров AWG и метрических размеров.
Рис. 2. Сравнение размеров кабелей по стандарту AWG и метрических единиц
В метрической системе размер сварочного кабеля обычно выражается в квадратных миллиметрах (мм2), представляющих собой площадь поперечного сечения кабеля. На рис. 2 показано сравнение сварочных кабелей размеров AWG и метрических размеров.
Рис. 3: Пример сварочного контура
Теперь при выборе надлежащего сечения кабеля для сварочного оборудования лучше всего выбрать кабель, способный выдержать максимальную мощность сварочного аппарата. Для этого нужно определить три фактора. К ним относятся:
• Общая длина сварочного контура
• Номинальная мощность источника сварочного тока
• Рабочий цикл источника сварочного тока
Сварочный контур представляет собой общий путь, по которому проходит электричество. Он включает в себя источник питания, электродный кабель, электрододержатель (или горелку TIG, или устройство подачи проволоки и пистолет), электрическую дугу, рабочий кабель и рабочий зажим. На рис. 3 показана схема сварки. Для определения правильного размера сварочного кабеля необходимо сложить полные длины кабеля электрода и рабочего кабеля. Кабель электрода подключается либо к электрододержателю, либо к горелке TIG, либо к механизму подачи проволоки. Рабочий трос крепится к рабочему зажиму. Обратите внимание, что последние два элемента часто ошибочно называют «заземляющим кабелем» и «заземляющим зажимом». Однако это неправильная терминология, поскольку «заземляющий» провод применяется только к первичной стороне сварочной цепи (т. е. к входному кабелю питания).
На рис. 3 показана схема сварки. Для определения правильного размера сварочного кабеля необходимо сложить полные длины кабеля электрода и рабочего кабеля. Кабель электрода подключается либо к электрододержателю, либо к горелке TIG, либо к механизму подачи проволоки. Рабочий трос крепится к рабочему зажиму. Обратите внимание, что последние два элемента часто ошибочно называют «заземляющим кабелем» и «заземляющим зажимом». Однако это неправильная терминология, поскольку «заземляющий» провод применяется только к первичной стороне сварочной цепи (т. е. к входному кабелю питания).
Рис. 4: Однофазные и трехфазные источники питания
Обратите внимание, что полярность сварки не влияет на размер необходимого кабеля. Не имеет значения, в каком направлении протекает ток через сварочную цепь, будь то постоянный положительный ток (DC+), постоянный отрицательный ток (DC-) или переменный ток (AC). Полярность и направление тока влияют только на характеристики сварки и выбор электрода.
Номинальная выходная мощность источника питания — это просто максимальный уровень тока или силы тока, при котором машина предназначена для использования (обратите внимание, что некоторые источники питания могут производить более высокие токи, чем их номинальная мощность, в течение коротких периодов времени). Этот номинальный выходной уровень обычно указывается в названии машины. Примеры включают «Idealarc® 250» (номинальная мощность 250 А), Power Wave® S350 (номинальная мощность 350 А), Flextec™ 650 (номинальная мощность 650 А) и т. д.
Рабочий цикл — номинальная мощность источника сварочного тока, выраженная в процентах (%). Это процент десятиминутного периода, в течение которого источник питания может работать при заданном уровне выходного тока, прежде чем превысит свой тепловой предел (т. е. обмотки станут слишком горячими) и отключится, если он имеет защиту от тепловой перегрузки. Как правило, по мере снижения уровня выходного сигнала рабочий цикл увеличивается (до 100 % или непрерывного выходного сигнала). И наоборот, по мере увеличения выходных уровней (до достижения максимальной выходной мощности) рабочий цикл уменьшается. Номинальные значения рабочего цикла указаны на паспортной табличке источника питания и/или в руководстве по эксплуатации. Номинальный рабочий цикл источника сварочного тока обычно зависит от сварочных процессов, в которых он будет использоваться, его предполагаемого использования и от того, работает ли он от однофазного или трехфазного питания. На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
И наоборот, по мере увеличения выходных уровней (до достижения максимальной выходной мощности) рабочий цикл уменьшается. Номинальные значения рабочего цикла указаны на паспортной табличке источника питания и/или в руководстве по эксплуатации. Номинальный рабочий цикл источника сварочного тока обычно зависит от сварочных процессов, в которых он будет использоваться, его предполагаемого использования и от того, работает ли он от однофазного или трехфазного питания. На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
Рисунок 5: Выбор правильного размера сварочного кабеля
На рисунке 5 приведен пример таблицы для выбора правильного размера сварочного кабеля. Другие таблицы можно получить у производителей кабелей и в справочниках по сварке. В качестве примера предположим, что у вас есть источник питания на 400 ампер с рабочим циклом 60%, и вам требуется общая общая длина электрода и рабочих кабелей 100 футов.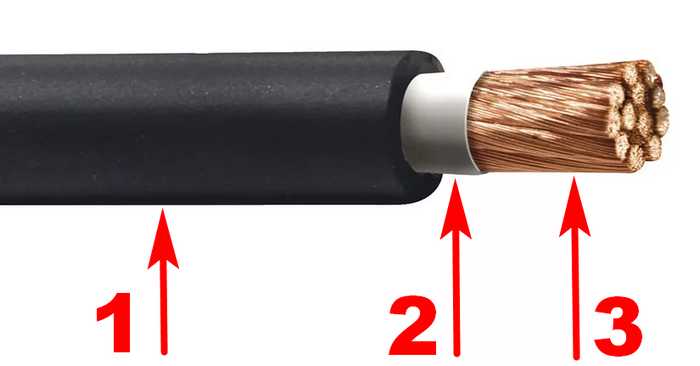 Судя по таблице, правильный размер кабеля для выбора будет кабелем #2/0. Размеры кабелей увеличиваются для большей длины в первую очередь с целью сведения к минимуму падения кабеля. Для более высоких уровней тока часто рекомендуются два или более кабеля, которые должны быть подключены параллельно или вместе, чтобы разделить текущую нагрузку.
Судя по таблице, правильный размер кабеля для выбора будет кабелем #2/0. Размеры кабелей увеличиваются для большей длины в первую очередь с целью сведения к минимуму падения кабеля. Для более высоких уровней тока часто рекомендуются два или более кабеля, которые должны быть подключены параллельно или вместе, чтобы разделить текущую нагрузку.
Рис. 6: Примеры изношенного и поврежденного сварочного кабеля
Следует также отметить, что в дополнение к правильному выбору размера кабеля очень важно поддерживать сварочный кабель и кабельные соединения в хорошем состоянии. Любые трещины, порезы, места износа и т. д. в сварочном кабеле могут снизить его токонесущую способность и привести к возникновению точек перегрева. Кроме того, изношенные или изношенные кабельные соединения с рабочим зажимом, наконечниками или разъемами с поворотным замком также могут снижать способность проводить ток и создавать точки перегрева (см. примеры на рис. 6). Все изношенные, изношенные и поврежденные секции должны быть немедленно отремонтированы для правильной работы и минимизации любых потенциальных угроз безопасности.
— какой лучше? (с таблицей)
Выбор сварочного кабеля неправильного размера может быть опасным. Провода могут перегреваться и прогорать изоляционный слой, что приводит к поражению электрическим током и пожарам.
Правильный размер обеспечивает безопасную и эффективную сварку. Но определить размер кабеля не так просто.
Итак, мы подготовили это руководство, чтобы помочь сориентироваться в нюансах и терминологии, которые могут запутать даже опытных сварщиков.
Мы также создали полезную таблицу, позволяющую быстро найти нужный размер кабеля в зависимости от параметров сварочной установки.
Что такое сварочный кабель?
Сварочные кабели, также называемые сварочными кабелями, соединяют зажим заземления и электрододержатель с источником питания (т. е. со сварочным аппаратом).
Прочность и гибкость являются ключевыми аспектами сварочных кабелей. Они должны быть устойчивы к порезам, износу и повреждению изоляции, а также легко изгибаться и гнуться. Вам нужно легко манипулировать сварочным электродом и иметь доступ к каждой части сварного соединения. Представьте, насколько сложной была бы сварка, если бы кабели были слишком жесткими.
Вам нужно легко манипулировать сварочным электродом и иметь доступ к каждой части сварного соединения. Представьте, насколько сложной была бы сварка, если бы кабели были слишком жесткими.
Сердечник кабеля – медь или алюминий
Сотни тонко скрученных проводников образуют сердечник кабеля. Чем выше количество прядей кабеля, тем выше его гибкость.
Медь является лучшим проводником, чем алюминий. Таким образом, сварочные провода с алюминиевым сердечником требуют кабеля большего диаметра, чем провода с медным сердечником. Но алюминий легче и дешевле меди.
Изоляция кабеля – EPDM, неопрен или ПВХ
EPDM и неопрен являются предпочтительными изоляторами для сварочных кабелей из-за их гибкости и прочности. Эти материалы устойчивы к истиранию, влаге и пыли и хорошо предотвращают порезы и разрывы изоляции.
Тем не менее, ПВХ лучше всего подходит для защиты от разрывов и порезов. Но он менее гибкий. Если вы свариваете в типичных условиях, придерживайтесь EPDM и неопрена. Но если вы планируете работать на особенно шероховатых поверхностях или в суровых условиях, изолирующая оболочка из ПВХ предпочтительнее.
Но если вы планируете работать на особенно шероховатых поверхностях или в суровых условиях, изолирующая оболочка из ПВХ предпочтительнее.
Какой размер сварочного кабеля мне нужен?
Размер сварочного кабеля зависит от максимальной выходной силы тока сварочного аппарата, номинального выходного рабочего цикла и общей длины сварочного контура. Но тип тока (переменный или постоянный) НЕ влияет на размер сварочного кабеля.
Возможно, вы слышали, что длина кабеля определяет размер кабеля, но это правда только наполовину. Необходимо учитывать всю сварочную цепь. Сюда входят оба сварочных провода, зажим заземления и электрододержатель.
Сила тока кабеля
Сила тока, также называемая пропускной способностью по току, представляет собой максимальную величину тока (силу тока), которую кабель может безопасно проводить без превышения номинальной рабочей температуры. Электрический поток генерирует тепло, и вам нужен кабель, который не будет перегреваться.
В некоторых расчетах емкости кабели оцениваются только на основе длины кабеля и диаметра провода, что не является самым точным способом расчета сечения кабеля. Как мы обсуждали выше, вам необходимо учитывать всю длину цепи.
Как мы обсуждали выше, вам необходимо учитывать всю длину цепи.
Допустимая нагрузка уменьшается по мере увеличения длины кабеля. Это падение происходит потому, что чем длиннее кабель, тем выше сопротивление, что увеличивает рабочую температуру. Если он станет слишком горячим, тепло может повредить изоляцию кабеля.
Но по мере увеличения диаметра сварочного кабеля повышается допустимая нагрузка. Чем больше поперечное сечение кабеля, тем меньше сопротивление протеканию электрического тока. Меньшее сопротивление означает более холодный кабель, что увеличивает номинальную нагрузку.
Рабочий цикл
Каждый сварочный аппарат рассчитан на рабочий цикл. Этот процентный рейтинг указывает на часть 10-минутного интервала, в течение которого сварщик может работать при указанной силе тока, прежде чем отдыхать в течение оставшегося времени.
Например, рабочий цикл 40 % при 200 А означает, что источник питания может выдавать 200 А в течение четырех минут, а затем отдыхает еще шесть минут.
Чем выше рабочий цикл, тем больше требуется кабель. При высоком рабочем цикле кабель имеет более длительный период для нагрева выше безопасной температуры и более короткое время для рассеивания накопленного тепла. Итак, вам нужен более мощный кабель с высокими рабочими циклами.
Таблица размеров сварочного кабеля
Чем больше диаметр кабеля, тем выше допустимая нагрузка. Тонкие и длинные сварочные кабели не могут пропускать большие токи из-за слишком большого сопротивления, что приводит к перегреву кабеля и повреждению его изоляции. Это опасно и может привести к возгоранию, ожогам или поражению электрическим током, особенно потому, что вы, вероятно, вступите в физический контакт с кабелем во время сварки.
Сложные расчеты для выбора размера кабеля включают рабочий цикл машины, максимальную выходную силу тока, длину цепи и диаметр кабеля. К счастью, таблицы размеров кабелей упрощают этот процесс. Но прежде чем мы покажем вам таблицу, охватывающую большинство потребностей в сварке, мы должны обсудить номинальный калибр проволоки.
Кабели обычно классифицируются по размеру американского калибра проводов («AWG»). Рейтинг AWG работает в обратном порядке — чем меньше номер AWG, тем больше диаметр кабеля. Например, кабель AWG 20 имеет гораздо меньший диаметр, чем кабель AWG 5.
Но есть важное правило рейтинга AWG, которое вам необходимо знать. Нулевой размер часто называют «AWG 1/0», а не «AWG 0». Итак, «AWG 1» меньше, чем «AWG 1/0». Кроме того, существует рейтинг с двойным нулем «AWG 2/0», тройным нулем «AWG 3/0» и т. д. Чем больше нулей, тем больше диаметр кабеля.
Будьте осторожны, чтобы избежать классической ошибки новичка. Легко прочитать приведенную ниже таблицу и определить, что вам нужен кабель «AWG 3/0», но по ошибке купить кабель «AWG 3». Это было бы опасной ошибкой.
Кабель AWG 3 на шесть размеров меньше и никогда не сможет справиться с нагрузкой кабеля класса AWG 3/0. Поэтому при заказе обратите особое внимание и дважды проверьте, что у вас правильный кабель с рейтингом AWG.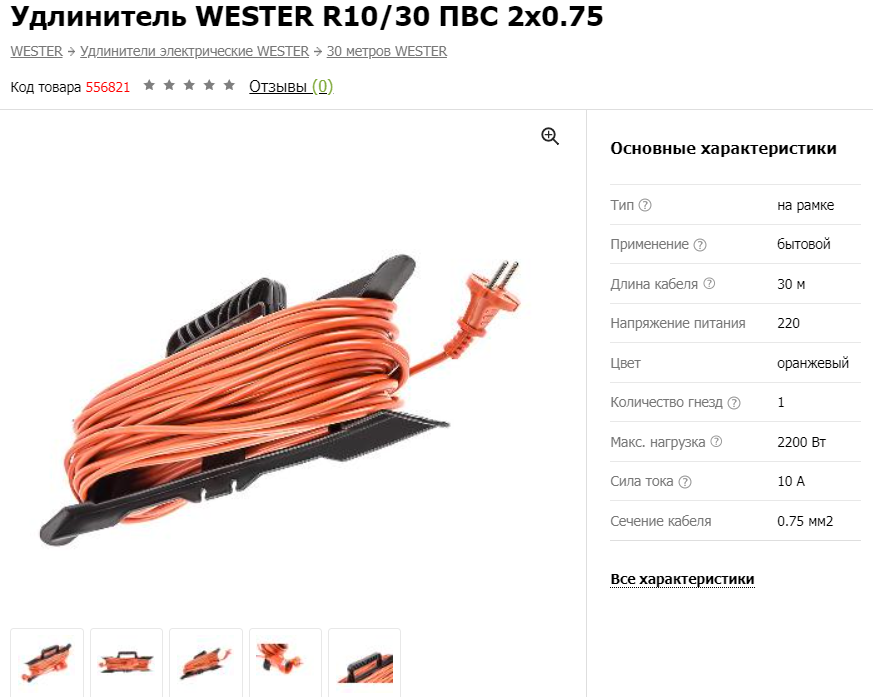
Удлинительные кабели
Удлинительные кабели работают аналогично сварочным кабелям. По сути, вам нужен кабель, который может работать с входной силой тока и напряжением сварочного аппарата для желаемой длины удлинительного кабеля.
Мы написали полное руководство по определению необходимого сечения кабеля AWG, по выбору кабеля для покупки и по сборке удлинителя своими руками.
Где купить кабели
Во многих магазинах инструментов продаются сварочные кабели, но проще всего их купить на Amazon из-за широкого выбора. Ниже приведены ссылки на часто используемые кабели, но вы должны знать, что сварочные провода продаются либо отдельно, либо с держателем электрода, зажимом заземления, наконечниками и штекерами DINSE.
Если вы покупаете кабели в магазинах сварочных материалов, у вас есть преимущество в том, что вы покупаете их пешком. Но если вы покупаете на Amazon и подобных интернет-магазинах, вы обычно получаете фиксированную длину. Тем не менее, удобнее получить кабели онлайн, и вы можете сохранить лишнюю длину для других нужд.
Полный комплект – 100 футов. Провода Tweco
Комплект сварочного кабеля длиной 100 футов
- Сварочный кабель длиной 100 футов — размер 1/0 калибра
- Зажим заземления Tweco, 300 А
- Держатель электрода Tweco 250 A
- Кабельные соединители Tweco 2-MPC-1
- (2 шт.) Наконечники Tweco 2-AF
Этот сварочный кабель длиной 100 футов поставляется с высококачественным зажимом заземления Tweco на 300 А и электродом на 250 А. держатель. Он также включает разъемы DINSE и стандартные наконечники Tweco 2-AF, если ваша машина не использует разъемы DINSE. Кабель калибра AWG 1/0 (ноль AWG, как обсуждалось ранее).
Многим людям не нужна сварочная цепь длиной 100 футов, но этот кабель по-прежнему популярен, поскольку его можно обрезать, а остальную часть сохранить для будущих нужд. Ваши сварочные провода рано или поздно порвутся, поэтому хорошо иметь запасной кабель для замены.
Кабель EWCS 2 AWG длиной 100 футов — сделано в США
100 футов. Кабель EWCS 2 AWG
- Стойкий к солнечному свету
- Водостойкий
- Высокогибкая медная скрутка 30 калибра
- Поставляется в виде бухты
- при сварке с использованием тока 200–250 А при рабочих циклах 30–60 % этот кабель AWG 2 от EWCS является хорошим выбором. Он имеет 100% медный сердечник и обеспечивает отличную изоляцию и проводимость. Плюс кабели EWCS производятся в США и специализируются на производстве кабелей.
Но если вам нужна большая сила тока, тот же бренд также предлагает гибкий и прочный кабель AWG 1/0 длиной 100 футов.
Обмотка
Сварочные кабели должны иметь соответствующий диаметр для конкретной установки. Длина кабеля, сила тока, рабочий цикл машины и класс изоляции кабеля определяют необходимый размер.
Чем больше диаметр (например, чем ниже рейтинг AWG), тем большую силу тока кабель может передавать на большие расстояния и с более высоким рабочим циклом.
