Какой трансформатор нужен для контактной сварки: Трансформатор для контактной сварки
alexxlab | 15.02.2023 | 0 | Разное
Трансформатор для контактной сварки
Главная » Сварка » Сварочное Оборудование
Сварочное Оборудование
Автор admin На чтение 3 мин. Просмотров 2.3k. Опубликовано
Однако качество контактного шва зависит от степени прогрева стыковочной зоны. Ну а достаточный «разогрев» контактируемых кромок возможен только в том случае, если сквозь стык пройдет ток значительной силы (от 1000 до 200 000 Ампер).
Трансформатор контактной сварки – это самый важный узел сварочного аппарата. Ведь характеристик трансформатора зависит не только качество сварочного шва, но и сама возможность формирования неразъемного соединения. Поэтому в данной статье мы расскажем вам о том, как работает этот узел, дополнив эту информацию советами по подбору «правильного» трансформатора.
Устройство сварочного трансформатора для контактной сварки
Для соединения деталей с помощью сварки их кромки нужно разогреть до температуры плавления. После этого нужно заполнить зазор расплавленной присадочной проволокой или попросту сжать детали. При контактной сварке детали сжимаются, что дает возможность сэкономить на присадочном материале и ускорить процесс стыковки.
Поэтому для контактной сварки необходим особый трансформатор, понижающий напряжение до 1-2 Вольт, и увеличивающий силу тока – до 200 кА.
И такую трансформацию может обеспечить только особый прибор, в конструкции которого учтены следующие нюансы:
Кроме того, все контактные трансформаторы следует комплектовать системами воздушного или водяного (масляного) охлаждения. Иначе такой агрегат сгорит за считанные секунды.
Как выбрать «правильный» трансформатор?
Условия эксплуатации «контактных» трансформаторов далеки от щадящих режимов электродуговых агрегатов.
Поэтому, выбирая сварочные трансформаторы для контактной сварки, нужно ориентироваться на следующие характеристики этого узла:
- Механическую прочность. Бронесердечник, медные диски, эпоксидный наполнитель – вот три обязательных составляющих каждого контактного трансформатора. Без этих достаточно тяжелых компонентов он не потянет и пары часов. И если вам нужен действительно надежный прибор, то он должен весить, как минимум, 15-20 килограмм.
- Минимальный отклик управляющих блоков. Чем меньше задержка на прерывателе, тем лучше качество сварки. Если вы планируете работать с аппаратом очень часто – ищите агрегат с миллисекундной «реакцией».
- Возможность подключения к бытовым электросетям. Большинство контактных трансформаторов (около 80 процентов от всех приборов на рынке) питаются именно от бытовой (220 В, 5 А) электросети. Поэтому не торопитесь выбирать «промышленный» инструмент. Ведь такая техника, скорее всего, питается от трехфазной сети.
Ну а если ваш цех (или мастерская) оборудованы такой схемой проводки, то имейте в виду – однофазный вариант, с точки зрения контактных трансформаторов, ни чем не хуже трехфазного тока.

- Высокое прижимное усилие в месте контакта заготовок. Поэтому постарайтесь купить дополнить качественный преобразователь мощными щипцами на гидравлическом или пневматическом приводе. Такое приспособление уменьшит нагрузку на трансформатор.
Трансформатор для контактной сварки своими руками
Среди множества видов сварочных процессов можно выделить точечную. Ее применяют при создании систем вентиляции и кондиционирования, для соединения тонкостенных корпусных деталей и множества других конструкций.
Точечная контактная сварка
Содержание
Виды точечной сварки
К точечной относят один из видов контактной сварки, в ходе выполнения которой детали соединяют по отдельным точкам. Электроды, выполненные из разных материалов, сжимают заготовки и передают через себя электрический ток соответствующих характеристик. Расположение точек контакта, напрямую зависит от того как установлены электроды в машине, используемой для сварки. Опять же в зависимости от конструкции машины и электродов допустимо получение одной или нескольких точек сварки.
Опять же в зависимости от конструкции машины и электродов допустимо получение одной или нескольких точек сварки.
Контактную сварку используют для работы с черными и цветными металлами. Это могут быть детали, обработанные на механическом оборудовании, они могут иметь одинаковую или разную толщину. В качестве заготовок могут быть использованы листы, полученные на прокатных станах или кузнечно — прессовом оборудовании.
Такой вид сварки наиболее эффективен для изготовления деталей в транспортном машиностроении, при производстве различного по классам станочного оборудования и пр.
Особенности и принцип точечной сварки для выбора трансформатора
Метод точечной сварки применяют и на производственных площадках, и в кустарных мастерских. На производстве эту технологию применяют для работы с листовыми заготовками из разных марок металла – черного, цветного, нержавеющего и пр.![]() С помощью точечной сварки обрабатывают детали разной формы и размеров, кроме того, на оборудовании такой сварки изготавливают пересекающиеся стрежни.
С помощью точечной сварки обрабатывают детали разной формы и размеров, кроме того, на оборудовании такой сварки изготавливают пересекающиеся стрежни.
В домашней мастерской такую технологию применяют для выполнения ремонта бытовой техники, в т.ч. автомобильной, электрической, например, для наращивания силового кабеля.
Надо отметить то, что способ точечной сварки включает в себя несколько последовательных операций, причем, эти операции одинаковы и для промышленного, и для бытового оборудования.
На первом этапе заготовки, выполненные из металла, соединяют между собой в заданном пространственном положении. Для их фиксации могут быть использованы обыкновенные строительные струбцины или друга технологическая оснастка.
Затем, соединенные детали помещают в рабочую зону оборудования, в пространстве между электродами. После этого их приводят в движение, начинается сжимание заготовок и подача электрического тока с определенными характеристиками. Подаваемый ток, выполняет нагревание металла до определенной температуры, в результате, этого будет произведена необходимая деформация заготовок.
После этого их приводят в движение, начинается сжимание заготовок и подача электрического тока с определенными характеристиками. Подаваемый ток, выполняет нагревание металла до определенной температуры, в результате, этого будет произведена необходимая деформация заготовок.
В промышленных условиях применяют автоматические установки точечной сварки, в условиях мастерской чаще применяют полуавтоматические сварочные аппараты. Некоторые виды оборудования позволяют получать до 600 сварных контактов в минуту.
Еще один способ точечной сварки — это лазерная. Ее применение обеспечивает высокое качество, получаемых швов.
Смысл сварки этого типа заключается в следующем:
После сильного нагрева заготовок происходит их оплавление и происходит образование однородной структуры (шва).
Главный параметр такого сварочного процесса – это импульсная характеристика тока.
Именно она обеспечивает требуемый нагрев. Кроме того, важную роль играет и сила, с которой заготовки прижимают друг с другом. Именно в результате этого происходит кристаллизация металлической структуры.
Импульсная сварка гарантирует максимальную прочность стыков, при практически полной автоматизации сварочного процесса. Но главный недостаток такой технологии это невозможность обеспечения 100% герметичности заготовок между собой.
Виды трансформаторов для сварки
Технические характеристики трансформаторов должны обеспечивать такие технические свойства, которые позволяют с минимальными потерями произвести нагрев, расплав и соединение обрабатываемых деталей.
Трансформатор, предназначенный для производства сварных работ, имеет простую конструкцию и именно поэтому, многие домашние мастера предпочитают его изготавливать самостоятельно.
В конструкцию входит несколько составных частей:
Сердечник для трансформатора
- Сердечник, состоящий из нескольких пластин, выполненных из стали.
 Для сборки магнитопровода применяют пластины, изготовленные из электротехнической стали. На нем устанавливают одну или несколько обмоток. Настройку напряжения выполняют с помощью винтовой пары, которая проходит через сердечник и обмотку.
Для сборки магнитопровода применяют пластины, изготовленные из электротехнической стали. На нем устанавливают одну или несколько обмоток. Настройку напряжения выполняют с помощью винтовой пары, которая проходит через сердечник и обмотку. - Металлический корпус предназначен для защиты устройства от каких-либо повреждений. Кроме того, в состав трансформатора входят устройства вентиляции, рукояти и колеса для транспортировки.
 Для сборки магнитопровода применяют пластины, изготовленные из электротехнической стали. На нем устанавливают одну или несколько обмоток. Настройку напряжения выполняют с помощью винтовой пары, которая проходит через сердечник и обмотку.
Для сборки магнитопровода применяют пластины, изготовленные из электротехнической стали. На нем устанавливают одну или несколько обмоток. Настройку напряжения выполняют с помощью винтовой пары, которая проходит через сердечник и обмотку.Номинальное рабочее напряжение составляет 220 или 380 вольт и это позволяет их использовать и на промышленных объектах, и домашнем хозяйстве. Технические характеристики трансформатора допускают производить работы с металлическими заготовками разной формы и размеров.
Трансформатор для контактной сварки, состоит из тех же узлов, что и для традиционной. Это оборудование работает в режиме коротких, но часто повторяющихся нагрузок. Это приводит к тому, что обмотки испытывают серьезные динамические нагрузки. Для их компенсации в трансформаторах для точечной сварки применяют сердечник броневого типа и дисковые обмотки.
Это приводит к тому, что обмотки испытывают серьезные динамические нагрузки. Для их компенсации в трансформаторах для точечной сварки применяют сердечник броневого типа и дисковые обмотки.
Трансформатор для контактной сварки ТВК-75
Трансформатор для контактной сварки ТВК-75 предназначается для работы в составе электросварного оборудования для точечной сварки, которые эксплуатируются в закрытых помещениях при соблюдении ряда условий. Магнитопровод в этом трансформаторе имеет ленточную конструкцию, и стянут в раму с помощью шпилек. Обмотки этого трансформатора дисковые. Для изготовления первой обмотки применяют теплостойкий кабель ПСД.
Трансформатор для контактной сварки ТВК-75
Вторая обмотка собрана из отдельных дисков и с помощью металлических деталей, выполненных из меди, они собраны в параллельную схему.
Для охлаждения вторичной обмотки используют проточную воду, которая перемещается по специально проложенным трубам. Обмотки залиты эпоксидной смолой.
Напряжение регулируется с помощью переключателей, которые установлены на сварочной машине. К основным параметрам трансформатора этой марки можно отнести следующее:
К основным параметрам трансформатора этой марки можно отнести следующее:
Охлаждение водой, аппарат изготовлен по классу изоляции F. За счет использования технологии Unicore трансформатор несет минимальные потери в магнитопроводе. Производитель выпускает трансформатор в климатическом исполнении УХЛ4.
Трансформатор для контактной сварки ТКС — 4500 Каскад
Трансформатор для контактной сварки ТКС — 4500 Каскад используют для сварки деталей из малоуглеродистых сталей совокупной толщиной до 4 мм.
Расчет трансформатора для сварки
Магнитопровод и обмотки отвечают за создание рабочих параметров устройства. То есть, зная, какие характеристики должны быть у трансформатора можно просчитать параметры обмоток, сердечника и сечения всех проводов.
Для выполнения расчетов необходимо взять следующие данные:
Сварочный трансформатор своими руками
- Напряжение на первой обмотке.
- Напряжение на второй обмотке.
- Сила тока на второй обмотке. Размер этого параметра определяется типом электродов и размерами заготовки.
- Площадь сердечника. Этот параметр определяет надежность трансформатора в целом. Оптимальным размером можно считать от 45 до 55 кв. см.
- Размер площади окна сердечника. Оптимальным считают размер от 80 до 110 кв. см.
- Плотность тока внутри обмотки. Этот параметр отвечает за потери в обмотке. Для аппаратов, выполненных своими руками, эта характеристика составляет 2,5 – 3 А.
 Размер этого параметра определяется типом электродов и размерами заготовки.
Размер этого параметра определяется типом электродов и размерами заготовки.Самодельный аппарат из микроволновой печи
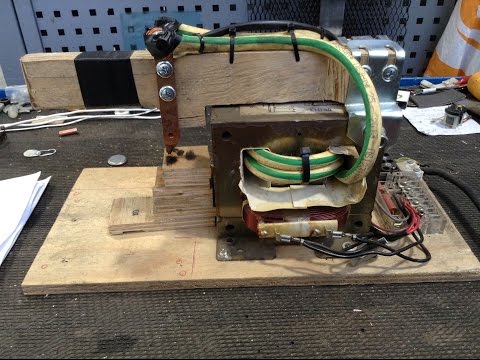
Для установки в домашней мастерской высокопроизводительного сварочного оборудования нет необходимости в приобретении дорогостоящего оборудования. Для этого достаточно использовать старую микроволновую печь. Точнее, ее трансформатор. Он в состоянии обеспечить напряжение необходимо для выполнения точечной сварки.
При извлечении трансформатора из корпуса микроволновой печи необходимо соблюдать аккуратность. Сначала надо снять все крепежные детали, и удалить вторичную обмотку. Кроме этого необходимо удалить шунты, встроенные в ограничители тока. Точечная сварка, изготовленная из микроволновой печи, обеспечивает мощность в 700 – 800 Вт и это позволяет выполнять сварку стальных листов толщиной до 1 мм.
Сначала надо снять все крепежные детали, и удалить вторичную обмотку. Кроме этого необходимо удалить шунты, встроенные в ограничители тока. Точечная сварка, изготовленная из микроволновой печи, обеспечивает мощность в 700 – 800 Вт и это позволяет выполнять сварку стальных листов толщиной до 1 мм.
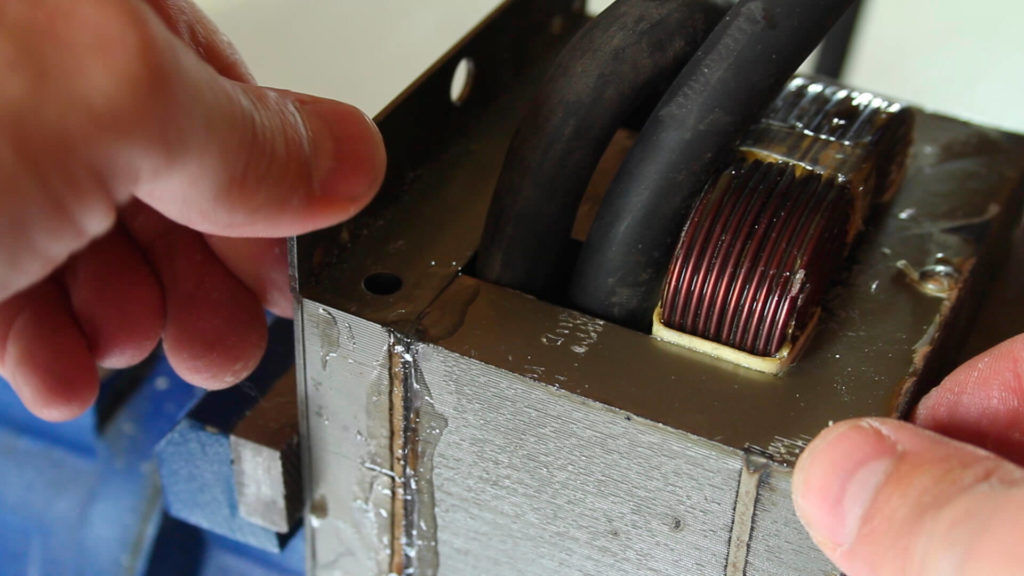
Строение трансформатора
Как и для любого другого сварочного устройства для его работы потребуется электрод.
Создание электродов
Сварочное оборудование позволяет выполнять большое количество работ по неразъемному соединению деталей, выполненных из металла. Для выполнения этой операции применяют электроды. Те, которые применяют для точечной сварки, называют сварочные клещи. Их можно купить и в специализированном магазине, а можно изготовить своими силами.
Электрод для контактной сварки
Сварочные клещи состоят из:
- захвата, который несет токонесущие части;
- собственно электроды;
- сварочные кабели;
- механизм управления.
Для качественного сварного соединения необходимо, чтобы на выходе из аппарата было устойчивое пониженное напряжение и повышенная сила тока. Часто, для достижения необходимых параметров применяют аппараты с усиленной второй обмоткой.
Часто, для достижения необходимых параметров применяют аппараты с усиленной второй обмоткой.
Напряжение с обмотки поступает на сварочные клещи, в которые вставляют заготовки, подлежащие сварке.
Когда заготовки собраны между собой и помещены в рабочее пространство электроды сжимают. Это можно выполнить в ручном, а можно и в автоматическом режимах. Одновременно с этим на электроды подается ток надлежащей мощности. Он вызывает нагрев металла, его расплав и перемешивание. Так, выполняется контактная сварка. Диаметр пятна контакта определяет размер силы тока и время выдержки деталей между электродами.
Сварка цветных металлов точечной сваркой
В промышленности широко применяют точечную сварку цветных металлов. В качестве примера можно рассмотреть сварку алюминия. Важным моментом в точечной сварке является удаление с поверхности заготовок оксидной пленки. Как правило, ее удаляют с применением стальной щетки или абразивной шкурки нулевого размера. Другой, не менее распространенный способ удаления оксидной пленки – это химический.
Как правило, ее удаляют с применением стальной щетки или абразивной шкурки нулевого размера. Другой, не менее распространенный способ удаления оксидной пленки – это химический.
Для того применяют серную или хромовую кислоту. Но, такой способ применяют в условиях серийного производства.
Для сварки цветных металлов, в частности, алюминия необходимо использовать машины большой мощности. Так, для сварки двух листов дюраля толщиной в 0,5 мм потребует ток в 12 000 А.
Технология конденсаторной сварки
Одна из разновидностей контактной сварки – конденсаторная. Такой метод сварки известен с первой половины прошлого века. Сварка происходит за счет расплавления заготовок в тех местах, где происходит короткое замыкание тока, которое получают из энергии разряда конденсаторов. Время процесса сварки составляет от 1 до 3 миллисекунд.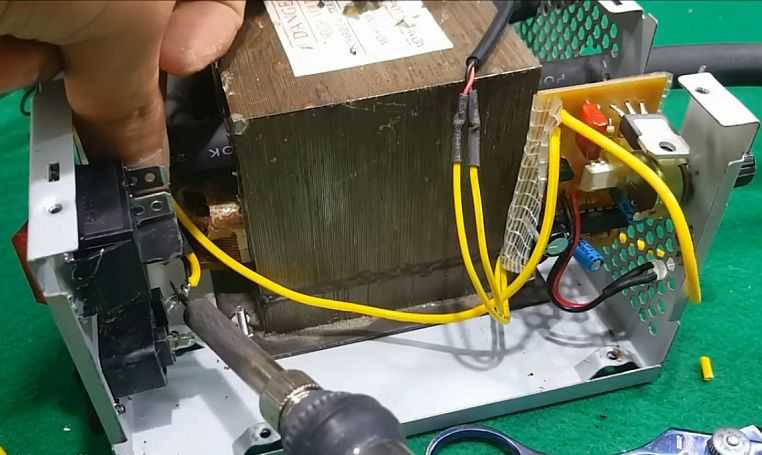
Технология конденсаторной сварки
В основе такого сварочного аппарата находится конденсаторная емкость, заряжаемая от источника постоянного напряжения.
По достижении потребного количества энергии в емкости, электроды смыкают в месте сварки. Ток, протекающий между заготовками, вызывает необходимый нагрев поверхности и в результате металл плавится и образуется шов высокого качества.
К достоинствам конденсаторной сварки можно отнести:
Скорость, применение автоматизированного оборудования позволяет получать до 600 точек сварки в минуту. Точность позиционирования и соединения заготовок. Малое выделение тепла, отсутствие расходных материалов – проволоки или электродов.
На практике применяют два вида аппаратов такого типа сварки. Первые обеспечивают разряд из накопителей энергии на поверхности деталей, вторые получают разряд от второй обмотки трансформатора. Первый метод применяют при проведении ударно-конденсаторной сварки, второй применяют тогда, когда речь идет о необходимости получения качественного шва.
Такая сварка отличается экономичностью и поэтому ее часто применяют в условиях домашней мастерской. На рынке можно встретить устройства с мощностью в 100 – 400 Вт, которые часто применяют для работы в небольших мастерских по ремонту автомобильных кузовов.
Продолжительность нагрева и сила давления
Режимы сварки определяют следующими характеристиками – силой тока, длительностью нагрева, силой сжатия, размерами рабочего конца электрода.
Особенности выбора и использования электродов
Электроды для такой сварки должны иметь форму и размер, которые обеспечат его доступ к рабочему месту. Кроме того, электроды должны быть приспособлены для простой и надежной установки в сварочной машине и иметь высокую стойкость к износу. Самая простая конструкция электрода для точечной сварки – прямая. Их производят в соответствии с требованиями ГОСТ 14111-69. Для их производства применяют различные сплавы на основе меди.
Для их производства применяют различные сплавы на основе меди.
Электрод для конденсаторной сварки
Например, при сварке разных металлов электроды должны обладать низкой электропроводностью. Но если, из металла такого типа изготовить весь электрод, то он будет достаточно быстро нагреваться. В таком случае его необходимо выполнять из двух частей. Одну из меди, а другую из материала, который приспособлен для выполнения необходимой операции.
Roman Трансформаторы – Принадлежности для контактной сварки
Тип приспособления
Трансформаторы с водяным охлаждением типа приспособления идеально подходят для приспособлений для многоточечной сварки. Спроектирован со смещенными вторичными наконечниками промышленного стандарта RWMA, шпильками 3/8–16 для подключения первичного напряжения, несколькими вариантами выбора частоты и вторичного напряжения, с первичным доступом с пяти сторон, термовыключателем перегрева и водяными соединениями 1/4–18 NPT. Размеры и возможности наших блоков Fixture Transformer могут быть разработаны в соответствии с требованиями вашего приложения. Характеристики наших стандартных трансформаторов типа Fixture:
Характеристики наших стандартных трансформаторов типа Fixture:
- Диапазон кВА: 25–200 кВА (при рабочем цикле 50 %)
- Первичные напряжения:
- 400 В, 50 Гц
- 480 В, 60 Гц
- 575 В, 60 Гц
- Полностью герметизирован для обеспечения длительного срока службы
- Дополнительные аксессуары:
- Комплект вспомогательных параллельных стержней
- Комплект стержней вторичной серии
- Заземляющие реакторы
- Доступно дистанционное распределительное устройство/переключатель ответвлений
- Термовыключатели защиты от перегрева
Стандартные модели, обычно имеющиеся на складе, перечислены ниже. Свяжитесь с отделом производства для получения подробной информации о моделях/напряжениях, не указанных в списке.
| Модель # | KVA | Вольт/ Герц | Вторичные воля | 60 | 480/60 | 3,58 – 5 | 140 |
|---|---|---|---|---|---|---|---|
| F48685B1SELX | 85 | 480/60 | 5,39 – 7,06 | 185 | |||
| F486120J1SELX | 120 | 480/60 | 7,16 – 9,06 | 225 | |||
| F486150D1SELX | 150 | 480/60 | 9,41 – 11,43 | 270 | |||
| F486200DL1SELX | 200 | 480/60 | 12,63 – 15,5 | 385 |
Тип машины
Машинные трансформаторы с водяным охлаждением идеально подходят для прессовой, шовной, коромысловой, поперечной сварки и других видов сварки. Доступны с различными частотами и вторичными напряжениями. Размер и мощность наших машинных трансформаторов могут быть разработаны в соответствии с требованиями вашего приложения. Наши стандартные трансформаторы Machine Type имеют:
Доступны с различными частотами и вторичными напряжениями. Размер и мощность наших машинных трансформаторов могут быть разработаны в соответствии с требованиями вашего приложения. Наши стандартные трансформаторы Machine Type имеют:
- кВА Диапазон: 20 кВА – 500 кВА (при рабочем цикле 50 %)
- Стандартные размеры машинных площадок RWMA и расстояние между отверстиями
- Первичные напряжения:
- 480 В, 60 Гц (только 7 – 1/4″ x 9 – 1/4″ и 7 – 3/4″ x 10 – 1/4″)
- 575 В, 60 Гц
- Полностью герметизирован для обеспечения длительного срока службы
- Дополнительные аксессуары:
- Доступно дистанционное распределительное устройство/переключатель ответвлений
- Термовыключатели перегрева
Стандартные модели, обычно имеющиеся на складе, перечислены ниже. Свяжитесь с отделом производства для получения подробной информации о моделях/напряжениях, не указанных в списке.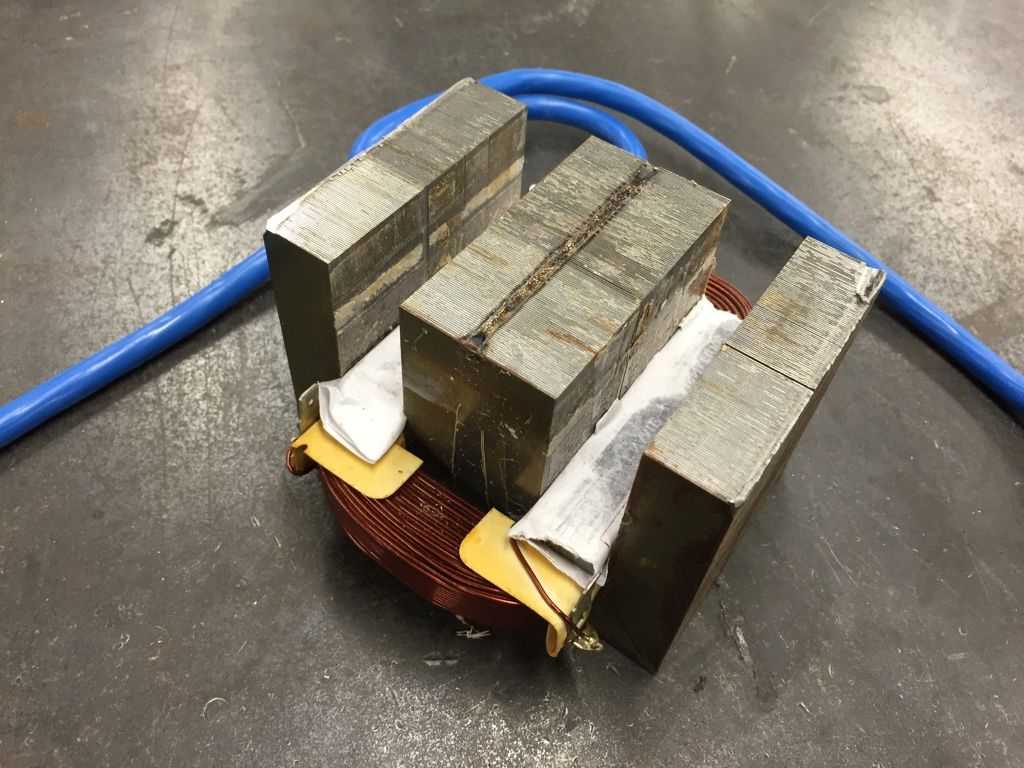
| Model # | KVA | Volts/ Hertz | Secondary Volts (min – max) | Weight (lbs) |
|---|---|---|---|---|
| M44650NB1BNLX | 50 | 440/60 | 4 – 7,9 | 339 |
| М44675НЛ1БНЛС | 75 | 440/60 | 5,7 – 10 | 372 |
| М446100НЛ1БНЛ | 100 | 440/60 | 6,8 – 10 | 389 |
| М446150ПЛ1БНЛС | 150 | 440/60 | 6,4 – 11 | 546 |
| M446200PL1BNLX | 200 | 440/60 | 7,45 – 11,28 | 567 |
| М446200ПА1БНЛ | 200 | 440/60 | 7,8 – 12,9 | 650 |
| М446300ВА1БОЛ | 300 | 440/60 | 8,6 – 15,7 | 1085 |
| М446400У1БПЛ | 400 | 440/60 | 8,8 – 16,9 | 1465 |
MFDC / инверторные блоки питания
Легкие инверторные блоки питания с водяным охлаждением идеально подходят для роботизированной сварки. Вторичный ток превышает 500 К ампер, что может помочь в производстве сварных швов с большими выступами. Доступны с различными частотами и вторичными напряжениями. Размер и мощность наших блоков MFDC могут быть разработаны в соответствии с требованиями вашего приложения. Характеристики наших стандартных источников питания MFDC/Inverter:
Вторичный ток превышает 500 К ампер, что может помочь в производстве сварных швов с большими выступами. Доступны с различными частотами и вторичными напряжениями. Размер и мощность наших блоков MFDC могут быть разработаны в соответствии с требованиями вашего приложения. Характеристики наших стандартных источников питания MFDC/Inverter:
- кВА Диапазон: 7 – 1500 кВА
- Первичное напряжение: 325–800 В
- Диапазон частот: 400–2000 Гц
- Типоразмер: мощность выпрямителя от типоразмера 1-48
- Защита термовыключателя
- Полностью герметизирован для обеспечения длительного срока службы
- Дополнительные аксессуары: Вторичная приемная катушка
Стандартные модели, обычно имеющиеся на складе, перечислены ниже. Свяжитесь с отделом производства для получения подробной информации о моделях/напряжениях, не указанных в списке.
| Модель номер | Метрический эквивалент | KVA | Вольт/ Герц | Вторичные вольта (MIN-MAX) | (LBS). | 40 | 340/1200 | 2,23 – 4,47 | 50 | |
|---|---|---|---|---|---|---|---|---|---|---|
| ТДЦ-1042 | ТДЦ-1064 | 100 | 650/1000 | 9 | 70 | |||||
| ТДЦ-5610 | 130 | 650/1000 | 9 | 70 | ||||||
| ТДЦ-1070 | ТДЦ-1078 | 170 | 650/1000 | 13 | 100 | |||||
| ТДЦ-5876 | 320 | 650 / 1000 | 9 – 13 | 190 | ||||||
| ТДЦ-1066 | 340 | 650/1200 | 10,8 | 275 |
Документация
- Часто задаваемые вопросы — Трансформаторы
- Проверка трансформаторов
- Форма для определения размеров трансформатора
Запросить цену
WTC – Процесс контактной точечной сварки
| |
| Главная Продукция компании & Решения Сервис & Поддержка Учебный центр Новости Юридическая информация Свяжитесь с нами Логин | ||||||||||||||||||||
| ||||||||||||||||||||
. | ||||||||||||||||||||
 Напряжение, которое
требуется по всей заготовке для обеспечения этого уровня
ток всего около одного вольта.
Напряжение, которое
требуется по всей заготовке для обеспечения этого уровня
ток всего около одного вольта.