Какую сталь какими электродами варить: Какой металл каким электродом варить?
alexxlab | 08.06.2021 | 0 | Разное
Какой металл каким электродом варить?
Автор admin На чтение 4 мин. Просмотров 785 Опубликовано
Казалось бы: выбрал диаметр электрода, выставил значение сварочного тока и «вари» себе на здоровье. Но нет – сварка это очень капризная технология и только лишь подбором диаметра дело не обойдется. И в этой статье мы расскажем вам, какой металл, каким электродом варить и какие при этом использовать режимы сварки.
Основные типы электродов
Сортамент всех сварочных электродов можно разбить на две условные группы. В первую войдут неметаллические электроды, а во вторую – изделия из металла. И далее по тексту мы рассмотрим обе группы.
Неметаллические электроды
Причем представители первой группы – угольные или графитовые электроды – встречаются на сварочных площадках очень редко. Хотя такими электродами можно «варить» и толстый и тонколистовой металл любого типа.
Причем в последнем случае, при толщине металла менее 1,5 миллиметров, угольный электрод может сплавить кромки даже без введения в зону стыка присадочного материала. При большей толщине кромок в раскрой вводится присадочная проволока.
Определяя, каким электродом варить металл, в данном случае, обращают внимание на диаметр изделия. Сорт металл для угольного/графитового электрода не важен. Ведь с помощью него можно поднять температуру в зоне сварочной ванны до 3500 градусов. Поэтому с помощью таких электродов можно «варить» даже тугоплавкие сплавы.
Диаметр угольного/графитового электрода подбирают по толщине свариваемых кромок, сварочный ток – исходя из диаметра присадочной проволоки и диаметра неплавкого электрода. Словом – все стандартно, но с поправкой на природу материала электрода. Конкретные значения диаметров и токов можно узнать из справочников.
В качестве флюса при сварке угольными электродами используется заранее нанесенное покрытие или газовая ванна.
Металлические электроды
Представители второй группы – металлические электроды – используются в процессе сварки цветных и черных металлов, а равно и их сплавов. Причем у этой группы есть своя внутренняя классификация, которая основана на принадлежности электродов к плавкой или неплавкой подгруппе.
Неплавкие металлические электроды
Эти изделия используются в процессе аргонодуговой или углекислотной сварки. В качестве флюса, в данном случае, выступает углекислый газ. Диаметр неплавкого электрода подбираются исходя из глубины стыка.
Причем, выбирая какими электродами варить тонкий металл, следует обратить внимание на необходимость отбортовки кромок на стыках. Ведь минимальный диаметр большинства неплавких электродов равен 1,6 миллиметра и слишком тонкие кромки придется отбортовать (загнуть края стыка, увеличив толщину металла в два раза).
Кроме того, очень важна и форма наконечника неплавкого электрода, а равно и его химический состав. Эти параметры следует подбирать в справочниках исходя из типа металла. Ведь от состава и формы наконечника зависит качество сварочного шва. Кроме того, у электродов для выпрямителя и переменного сварочного аппарата форма наконечника будет разной.
Поэтому визуально неплавкие электроды отличаются друг от друга цветовой маркировкой на хвостовике прутка. Например, «зеленые» электроды (WP серия) используются для сварки алюминия и магния. А «синие» прутки (WL серия) – для сварки высоколегированных сталей. А универсальные электроды из чистого вольфрама маркированы белым цветом.
Плавкие металлические электроды
Плавкие электроды классифицируются исходя из диаметра, типа присадочной проволоки и типа покрытия. По первому признаку электроды разделяются на несколько разновидностей сортамента, диаметры которых лежат в пределах от 1 до 12 миллиметров. Конкретный диаметр подбирается по справочнику, исходя из типа покрытия, сорта свариваемого металла и типа сварочного тока (переменный или постоянный).
Типы присадочной проволоки – низкоуглеродистый, высокоуглеродистый, низколегированный, высоколегированный – определяют исходя из сорта свариваемого металла.
Причем высокоуглеродистым прутком можно варить и одноименные и низколегированные стали. Подробные схемы подбора ищите в справочнике.
Тип покрытия (флюса) определяется составом материала, нанесенного на пруток. Причем в три электрода из четырех покрыты рутилом – универсальным, многокомпонентным покрытием на основе оксида титана. Кроме того, в качестве покрытия может быть задействована даже обычная целлюлоза.
К прочим разновидностям покрытий можно отнести смеси из «кислой» группы, составленные на основе оксидов марганца и ферросплавов и смеси из «фтористой» группы, составленные на основе карбидов кальция и магния, усиленных ферросплавами.
Рекомендации по подбору покрытия можно найти в справочнике по сварочным работам или в спецификации к приобретаемым электродам.
Каким электродом варить 2 мм металл? Что нужно знать для выбора нужного электрода?
Любой сварщик, будь он новичок или профессионал, сталкивался с тонколистовым металлом. Тонколистовой (или просто тонкий) — это металл толщиной до 2 мм. Он используется повсеместно. Чаще всего с ним можно столкнуться, работая с профилированными трубами.
Чтобы проварить тонколистовой металл, вам не понадобится мощный сварочный аппарат и электроды большого диаметра. По этой причине работать с тонкими металлами не так уж сложно. Тем не менее, есть ряд особенностей, которые нужно учитывать, выполняя такую работу. И если их не учесть, то скорее всего швы будут дефектными.
В этой статье мы подробно расскажем, как и чем варить тонкие металлы, какие сварочные технологии лучше использовать, какие марки электродов подойдут и как работать с тонколистовой оцинкованной сталью.
Содержание статьи
Сложности при соединении тонких металлов
- В чем главная сложность соединения тонкого металла, так это в том, что при сильном нагревании он прогорает и в нем образуются дыры.
 Работать с тонким металлом нужно по принципу: «Чем быстрее, тем лучше».
Работать с тонким металлом нужно по принципу: «Чем быстрее, тем лучше». - Сила тока должна быть небольшой, то есть и дуга должна быть короткой. Короткая дуга легко гаснет даже при небольшом отрыве, поэтому рекомендуется использовать при сварке аппараты с хорошими вольт-амперными показателями.
- При воздействии высокой температуры на металлические листы, они могут изменять свою форму: они волнообразно выгибаются. С этим минусом распрощаться очень сложно. Единственный выход – постараться не допускать перегрева или отводить тепло.
Тонкий металл, как правило, сваривается методом ручной дуговой сварки. Металл 1 мм-1,5 мм толщиной рекомендуется варить 2 мм электродами. Выбор электродов для сварки металлов нужно осуществлять, в том числе, с учетом типа металлического изделия. Соединение тонкого металла выполняется непрерывно на протяжении всей длины сварного шва. Средний показатель сварного тока – около 40-60 А.
Главная цель при соединении тонкого металла – это не допустить прожига.
Другие дефекты при работе с тонкими металлами встречаются редко.
Виды соединения тонкого металла при ручной дуговой сварке.
- С помощью непрерывной сварочной дуги. В данном случае электрод нужно направлять со средней скоростью. Если будете вести электрод слишком быстро, то проварится не весь шов, а только его верхняя часть. Если вести электрод медленно, то можно прожечь металл.
- С прекращением дуги. Этот способ самый популярный для соединения тонкого металла.
- Точечная сварка.
Как и при при ручной дуговой сварке , так и при сварке металла инвертором, тонкий металл нужно варить очень быстро, чтобы не допустить его остывания.
Как выбрать нужный электрод? Каким электродом варить металл? От чего зависит выбор диаметра?
Одним из режимов сварки дугой является диаметр сварочных электродов. На выбор сварочных электродов определенного диаметра влияет не только положение шва, но и толщины материала.
Выбор диаметра электрода в зависимости от толщины свариваемого металла показан в таблице ниже.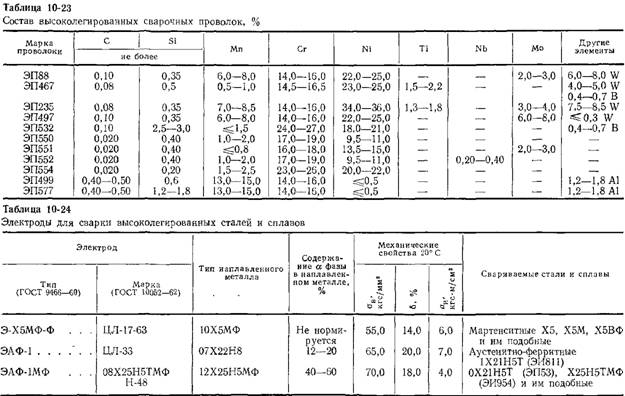
Таблица: диаметр электрода в зависимости от толщины соединяемого металла.
| Толщина металла, мм | 1-2 | 3-5 | 6-11 | 12-24 | 25 и более |
| Диаметр электрода, мм | 1,6-2 | 2,5-3 мм | 4-5 | 5-6 | 6 и более |
Диаметр электрода и их самые популярные модели.
Среди огромного разнообразия электродов, многие из них имеют схожие технические характеристики.
Диаметры электродов для сварки LB-52U
| Диаметр, мм | 2.6 | 3.2 | 4 | 5 | |
| Длина, м | 0,35 | 0,35 | 0,4 | 0,4 | 0,4 |
Диаметры электродов для сварки АНО-21
| Диаметр, мм | 1.6 | 2 | 2,5 | 3 | 4 |
| Длина электрода, м | 0,25 | 0,25 | 0,3 | 0,3 | 0,35 |
ОЗС-12
| Диаметр стержня, мм | Длина стержня, м |
|---|---|
| 2 | 0. 3 3 |
| 2.5 | 0.35 |
| 3 | 0.35 |
| 4 | 0.45 |
| 5 | 0.45 |
Для сварки углеродистых и низколегированных сталей используются МТГ электроды 01к или мтг 03. Их еще называют электроды лэз мр.
Чем отличаются электроды помимо диаметра? Выбор сварочных электродов зависит также и от материала свариваемых поверхностей. Это необходимо в том числе для того, чтобы совпадала температура плавления электрода и используемого материала.
В данном случае работают элементарные законы физики: чем больше металла требуется расплавить, тем более высокая требуется температура. Следовательно, для повышения температуры, необходима более высокая сила тока.
| Толщина металла, мм | Толщина электрода, мм | Ток, А |
|---|---|---|
| 1-2 | 1,6 | 25-50 |
| 2-3 | 2,0 | 40-80 |
| 2-3 | 2,5 | 60-100 |
| 3 и 4 | 3 | 80-160 |
| 4-6 | 4 | 120-200 |
| 6-8 | 5 | 180-250 |
| 10-24 | 5-6 | 220-320 |
| 30-60 | 6-8 | 300-400 |
Особенность электрода марки МР-3С в том, что он справится со сваркой даже металла, который плохо очищен от окислов или иных загрязнений, со ржавчиной или когда поверхности влажные. Подбор именно этих электродов незаменим при монтажных работах, при сварке неповоротных стыков труб. Однако, все же существует разница между сваркой подготовленного металла от плохо подготовленного либо неподготовленного вовсе.
Подбор именно этих электродов незаменим при монтажных работах, при сварке неповоротных стыков труб. Однако, все же существует разница между сваркой подготовленного металла от плохо подготовленного либо неподготовленного вовсе.
| Производительность наплавки, г/мин | Относительный выход наплавленного металла, % | Расход материала на 5кг наплавленного шва, кг |
| 23,5 | 90 | 8,5 |
Подготовка металла и его соединение
- Перед стыковой сваркой тонких металлических листов их необходимо зачистить и обработать. Оставлять ржавчину или грязь нежелательно. Чем лучше подготовишь металл, тем качественнее получится шов. Удалите с помощью растворителя следы краски, масла, грязи. С помощью болгарки, наждачки или напильника зачистите поверхность до блеска.
- Листы нужно расположить друг к другу без наличия зазоров.
- Зафиксируйте их с помощью струбцин. Можно использовать любые типы струбцины, в том числе магнитные.

- С использованием коротких швов прихватывайте элементы с интервалом 7-10 см. Это делается для того, чтобы детали не сместились, и чтобы уменьшить вероятность возникновения изгибов.
Соединение тонкого металла инвертором
Инвертор как нельзя кстати при работе с тонкими металлами. При опытном применении с его помощью можно добиться отличных результатов. Важно правильно настроить аппарат, чтобы избежать ошибок.
Положительная особенность инверторов выражается, прежде всего, в том, что можно варить, используя обратную полярность. То есть, электрод будет нагреваться больше, а металл – меньше.
При сварке инвертором нужно использовать размеры электродов от 1,5 до 2 мм с высоким коэффициентом расплавления, тогда шов будет качественным. Сила тока устанавливается небольшая: примерно 30-45 ампер для 1,5 мм электрода и 40-60 ампер для 2 мм.
Для того, чтобы минимизировать степень нагрева тонкого материала, детали нужно поставить вертикально и варить сверху вниз. Угол наклона примерно 30-40 градусов.
Угол наклона примерно 30-40 градусов.
Техники и методы соединения тонких металлических листов
В каждом конкретном случае важно определить, какой техникой нужно руководствоваться при соединении тонкостенного материала.
электроды для тонкостенного материалаМетод отбортовки подразумевает отгибание кромок листа на необходимый угол и скрепление его поперечными швами через каждые 5-10 см. Потом нужно проложить непрерывный шов сверху вниз.
Однако, не всегда получается варить непрерывный шов без прожигания материала. В таком случае, можно пробовать оторвать буквально на несколько мгновений дугу и опустить электрод обратно в то же самое место, продвигая его на пару миллиметров. Это делается для того, чтобы металл успевал остывать во время отрыва дуги. Самое главное правило при осуществлении таких действий – не дать остыть металлу слишком сильно.
Стыковая сварка тонкого железа сложно осуществима. Лучше осуществлять ее внахлест.
При стыковой сварке между листами можно разместить проволоку. В таком случае дугу необходимо вести по ней. Она принимает на себя всю термо-нагрузку, в то время как сами листы не перегреваются.
В таком случае дугу необходимо вести по ней. Она принимает на себя всю термо-нагрузку, в то время как сами листы не перегреваются.
Между листами вместо проволоки можно разместить медные пластины. Медь имеет хорошую теплопроводность, примерно в 7 раз выше чем у стали. Пластины укладывают под место сварки, и она «забирает» тепло себе, не допуская перегрева металла.
Соединение оцинковки
Оцинковка, то есть оцинкованная сталь, это обычная сталь, чаще всего в листах, только покрытая цинком. При работе с оцинковкой у многих мастеров возникают трудности, из-за которых не удается сформировать качественный шов.
Толщина покрытия электрода цинком может быть различной. Если вам нужно ее сварить, весь цинк нужно удалить с кромок. Это можно сделать следующими способами:
- Удалить механически с помощью болгарки, шлифовальной машинки, наждачки или металлической щетки
- Выжечь с помощью сварки. Правда, в процессе этого испаряется цинк, пары которого ядовиты. Поэтому, подобные работы нужно осуществлять на улице или в помещении, где имеется исправно функционирующая вытяжка.

Таким образом, соединение тонких пластин металлических изделий требует наличия у специалиста определенных знаний и практики. Правильно с первого раза осуществить такой процесс очень сложно. Сделать правильный выбор электродов для сварки можно руководствуясь таблицами выше. Важно помнить, что диаметр электрода в зависимости от толщины свариваемого металла следует подбирать с умом. Таким образом, нужно понимать, из каких условий выбирают и какими показателями нужно руководствоваться, чтобы соединить тонкостенный металл качественно.
Заключение
В этой статье мы рассказали все, что вам нужно знать о сварке тонкостенного металла. Тонкие металлы используются повсеместно, и рано или поздно вы столкнетесь с ними в своей практике. Используйте таблицы электродов для сварки из этой статьи, чтобы подобрать электроды, и не забывайте подготавливать металл перед сваркой.
В представленных ниже видео показано, как именно осуществлять сварку металлических пластин, какой электрод, технику и метод сварки выбрать.
Электроды для сварки углеродистых и низколегированных сталей.
Сварочные электроды типа Э50А и Э60 предназаченных для сварки магистральных нефтегазопроводов.
Электроды для сварки высоколегированных жаропрочных сталей
Электроды для сварки высоколегированных нержавеющих (коррозионностойких) сталей.
Электроды для сплавов на никелевой основе.
Электроды для сварки разнородных и высоколегированных сталей.
Электроды для сварки теплоустойчивых и легированных сталей.
Электроды для наплавки.
Электроды для сварки и наплавки чугуна.
Электроды для сварки и наплавки меди а так же цветных металлов.
Электроды для резки металлов.
Электроды для сварки алюминия и его сплавов.
|
 Расход электродов на 1 килограмм наплавленного металла нужно использовать 1,7 килограмма электродов МР-3C.
Расход электродов на 1 килограмм наплавленного металла нужно использовать 1,7 килограмма электродов МР-3C.

 Электроды АНО-21 славятся низким разбрызгиванием металла.Покрытие электродов АНО-21 рутиловое и благодаря этому покрытию гарантируется высокое качество сварного соединения и шва.
Электроды АНО-21 славятся низким разбрызгиванием металла.Покрытие электродов АНО-21 рутиловое и благодаря этому покрытию гарантируется высокое качество сварного соединения и шва.
 Сварку можно производить во всех положениях в пространстве на постоянном токе обратной полярности.
Сварку можно производить во всех положениях в пространстве на постоянном токе обратной полярности.
 Временное сопротивление разрыву 590 мега паскаль.
Временное сопротивление разрыву 590 мега паскаль.

Какими электродами варить тонкий металл
Прежде всего, стоит отметить, что тонким металлом считается металл толщиной 2 или менее миллиметров. В наше время такой металл находит все более широкое применение, потому что для изготовления деталей для сваривания такой толщины не нужно использовать большое количество металла, и, как следствие, Вы можете приобрести такие детали по более выгодным ценам.
Чаще всего со свариванием тонкого металла можно столкнуться при работе с профильными трубами. В большинстве своем толщина металла профильных труб не превышает 2 миллиметров, поэтому производить сваривание таких конструкций можете показаться весьма сложным.
Чаще всего многие производят сваривание тонкого металла ручной дуговой сваркой. К примеру, если Вы производите сваривание, метала толщиной 1,5 миллиметра, то Вам лучше всего воспользоваться электродами толщиной 2 миллиметра. Подбирать сварочный электрод для сваривания тонкого металла Вам нужно исходя из Ваших ожиданий от конструкции и типа металла.
Для сваривания тонкого металла многие используют непрерывную сварку по длине всего шва. Значение сварочного тока равняется 40 – 60 Амперам, а, может быть, больше или меньше, потому что такие параметры зависят от типа сварочного аппарата.
Главное, что Вам нужно достичь при сваривании тонкого металла это проваривание, но не прожиг металла. При проведении сваривания тонкого металла непрерывистой дугой Вам нужно вести электрод со средней скоростью, потому, что превысив ее, Вы проварите только верх шва, понизив – прожжете металл.
Вторым способом сваривания тонкого металла является сваривание с прекращением дуги. В основном при сваривании тонкого металла используется данный способ сваривания. Если же металл при сваривании слишком тонкий или Вы используете слишком большой сварочный ток, то Вам можно использовать точечное сваривание, позволяющее производить сваривание точками, при этом, не прожигая металл.
Происходить сварочный процесс должен достаточно быстро, чтобы металл не успевал остывать. Даже при сваривании точечным способом Вам нужно быть предельно внимательными, что не прожечь металл или сделать поверхностный шов, который не будет способен выполнять свою работу.
А теперь переходим к свариванию тонкого металла полуавтоматом. Да, действительно, производить сваривание полуавтоматической сваркой намного проще, нежели другими способами сваривания. Примечательно, что данный сварочный аппарат может производить сваривание на маленьком токе. При сваривании полуавтоматической сваркой можно производить сваривание непрерывно и точками.
Производить сваривание разным способами с использованием полуавтоматического сварочного аппарата не имеет значения, потому что для успешного сварочного процесса Вам нужно просто в определенные моменты вовремя нажимать на кнопку. Все дело не в сварочных аппаратах, а в опыте сварщика и его желании учиться и использовать современные качественные электроды и технологии сваривания.
Какими электродами варить чугун, какие марки, как выбрать
Чугун представляет собой сплав железа и углерода с добавлением примесей и легирующих добавок. Данный материал имеет широкое распространение во многих сферах. Сварка чугуна характеризуется несколькими особенностями, которые необходимо учитывать при проведении работ. В зависимости от структуры сплава выделяют белые и серые чугуны. Какие нужны электроды для сварки различных разновидностей чугуна, мы рассмотрим далее.
Подготовка чугуна к сварке
Основополагающим этапом для успешного проведения сварки является подготовка. Сваривать чугун необходимо после выполнения следующих операций:
- Трещины следует разделать, для этого используются механические и термические способы. Разделка способствует достаточной проварке дефекта.
- При работе с толстостенными деталями грамотная разделка кромок предотвратит перекалку изделия и гарантирует равномерный нагрев. Угол скоса должен составлять 45 градусов.
- Сваривание тонкого металла требует применение графитовых теплоотводящих подкладок, которые предотвратят прожиг и помогут сохранить первоначальную форму изделия.
- Заготовки перед осуществлением сварочного процесса нужно очистить от различного вида загрязнений: пыль, мусор, ржавчина.
- Массивные и тяжелые изделия необходимо зафиксировать с помощью прихваток, удерживающих всю конструкцию.
- В зависимости от выбранного способа сварки, изделие следует прогреть до необходимой температуры. Горячая сварка подразумевает предварительный нагрев заготовки до 600-650°С; полугорячая – до 400-450°С, холодная сварка не требует прогрева детали.
Какой нужен электрод, в зависимости от выбранной технологии, давайте рассмотрим далее.
Какие электроды используют для сварки чугуна
В данном разделе рассмотрим какими электродами можно заварить чугун. В зависимости от поставленных задач и типа свариваемых конструкций следует использовать различные расходники. Итак, какими марками электродов варят чугун.
1. Для выполнения работ по свариванию ответственных конструкций следует применять специальные электроды по чугуну. Для предотвращения образования трещин нужно осуществлять соединение горячим методом. Следует выделить наиболее популярные марки, которые применяются для сварки чугуна:
Электроды сварочные МНЧ-2.
Некоторые марки являются универсальным (МНЧ-2), другие предназначены для определенных видов работ и материалов.
Варить ковкий чугун рекомендуется с помощью ОЗЧ-2, ОЗЧ-6, ЦЧ-4, МНЧ-2.
Варить литой чугун нужно электродами ОЗЧ-3, ОЗЖН-1 и ОЗЖН-2.
Также у сварщиков часто возникает вопрос: какие марки электродов подходят для сварки серого чугуна? Для работ подобного вида подойдут ОЗЧ-2, ОЗЧ-4, ОЗЧ-6, ОЗЖН, а также МНЧ-2.
Среди прутков иностранного производства следует выделить ОК 92.18, ZELLER 855. Первая марка предназначена для высокопрочного, серого и ковкого чугунов. Вторая используется для всех видов, сварка может выполняться в любом пространственном положении.
[ads-pc-3][ads-mob-3]
Каким электродом лучше варить чугун каждый сварщик сможет ответить самостоятельно после практического применения или теоретического сравнения.
Как выглядят электроды по чугуну можно ознакомиться в соответствующем разделе нашего справочника, переходя в нем на страницы отдельных марок.
2. Можно варить чугун и обычными электродами, которые также называют стальными или материалами общего назначения. Наиболее распространенными стержнями подобного типа являются марки АНО, УОНИ и другие. Обычные расходники применяются при выполнении неответственных работ, при сваривании рядовых конструкций и в тех случаях, когда к металлу шва не предъявляются особые требования. Обусловлено это невысоким качеством металла шва. Использование стальных электродов позволяет исполнителю значительно сэкономить на материалах.
Внимание! Мы не советуем использовать не предназначенные для чугуна электроды, ввиду низкого качества сварного шва. Информацию предоставляем для ознакомления с темой со всех сторон.
3. Для исправления дефектов в литых изделиях применяются чугунные электроды. Данные материалы представляют собой литые стержни с покрытием: МНЧ-1, ОЗБ-2М, ОЗЧ-1. Сварка с помощью перечисленных прутков может осуществляться холодным и полугорячим методами.
4. Неплавящиеся электроды: вольфрамовые, графитовые и угольные – используются достаточно редко. Их стоимость выше всех перечисленных расходников. Применение прутков подобных типов подразумевает наличие особых условий. Рабочий процесс характеризуется повышенным уровнем затрат: трудовых и финансовых. Кроме этого, во время сварки могут возникнуть определенные сложности. Наиболее распространенным способом сваривания с помощью неплавящихся электродов является AC TIG.
Другие полезные сведения представлены в статье “Сварка чугуна электродами”.
Начинающим исполнителям довольно сложно ответить на вопрос как определить электроды по чугуну? На практике данное затруднение встречается редко, так как каждая пачка “оснащена” всей необходимой информацией. Также предназначение стержней указывается на сайтах продавцов и производителей.
Опытные исполнители, в свою очередь, без особых проблем могут визуально отличить электрод по чугуну от обычного. Чтобы не пришлось задумываться над тем, как отличить электроды по чугуну от расходников других видов, следует хранить материалы в упаковке. Это не только исключит возникновение вопросов, но и позволит сохранить электроды в целости и сохранности.
Как сварить чугун в домашних условиях
Следует также отметить какие электроды нужны для чугуна при проведении сварки в бытовых условиях. Выбор расходных материалов при проведении работ дома зависит от нескольких факторов:
- опыт и знания исполнителя;
- финансовые возможности;
- наличие или отсутствие оборудования.
Наличие обширных практических и теоретических навыков позволяет производить соединение любым типом перечисленных выше стержней.
Для экономии средств допускается применять обычные прутки, если качество соединения не будет нести угрозу жизни и здоровью.
Чаще всего в распоряжении домашних мастеров имеется аппарат инверторного типа, обладающий большим спектром достоинств. В таком случае, также возможно применение расходников практически любого вида: специальные, чугунные или стальные. Какие лучше для чугуна, сварщик сможет решить ознакомившись со всем спектром электродов.
Другие важные моменты представлены в статье “Сварка чугуна электродом в домашних условиях”. Данная информация сможет помочь определить как нужно варить чугун и как делать это правильно.
Какими электродами варить чугун со сталью
Потребность в соединении изделий из чугуна и стали возникает достаточно часто. Поэтому важно знать с помощью каких электродов следует проводить сваривание данных материалов различных по структуре. Варить сталь и чугун рекомендуется следующими марками:
ЦЧ-4 применяется при холодной, полугорячей и горячей технологиях. Предназначена для устранения дефектов и наплавки. Данная марка может применяться для наложения первого слоя, чтобы для наплавления последующих слоев можно было применить обычные прутки.
Ficast NiFe K и ZELLER 855 обеспечивают получение металла шва со схожими характеристиками: прочность; без трещин; легкая обрабатываемость.
Преимущества ОК NIFE-CL-A (ОК 92.58): возможность выполнения сварки в любом положении; подходит для выполнения большого спектра работ.
Данная статья поможет профессиональным и начинающим сварщикам узнать какие есть электроды по чугуну.
Какими электродами варить лучше | Выбор под задачу
Сварочный электрод представляет собой стержень относительно небольшого размера, который изготавливается из различных металлов и обладает электропроводными свойствами. Его основное назначение – подача тока во время сваривания. То, насколько качественным будет шов, во многом зависит от выбранного электрода. Учитывая, что существует достаточно большое количество разновидностей, возникает вопрос «какие электроды лучше для решения определенной задачи?»
Ключевые критерии выбора
Выбирая, каким электродом варить металл, нужно учитывать такие параметры:
-
Диаметр стержня. Подбирается в зависимости от толщины свариваемой конструкции. Самые тонкие стержни имеют диаметр 1,6 мм. Они предназначаются для соединения листов не толще 2 мм, тогда как стержни диаметром 5-6 мм позволяют сваривать листы толщиной до 13 мм.
- Сила сварочного тока. Данный параметр рассчитывается таким образом, чтобы на каждый миллиметр стержня приходилось порядка 30-40 Ампер тока. Если сваривание производится в вертикальном положении, сила тока уменьшается на 15%.
-
Марка металла. Каждая из них имеет свой уникальный химический состав и физические свойства. Так, например, для работы с жароустойчивыми сталями нужно использовать электроды, обеспечивающие температуру порядка 1100°С.
Следует учесть, что сила сварочного тока не должна быть слишком низкой, поскольку это приведет к залипанию наконечника. Если же значения будут чрезмерно высокими, дуга будет хорошо гореть, однако таким образом поверхность материала можно прожечь. В таком режиме стержни, имеющие небольшой диаметр, сгорают очень быстро, не справляясь со своей задачей.
Важно и то, из каких компонентов состоит обмазка стержня. Как правило, их 6-12. При этом каждый компонент отвечает за создание среды, необходимой для образования прочных швов со стабильными характеристиками.
Основные из них:- слой целлюлозы – создает облако газа с восстанавливающим агентом;
- фторид кальция – делает оксиды железа более плавкими, а выделяемый газ стабилизирует процесс горения;
- карбонаты – отвечают за образование шлаков;
- ферроматериалы (Mg и Si) – раскисляют шов после сваривания;
- диоксид титана – позволяет шлаку затвердевать, что улучшает текучесть расплава;
- камедь с элементами глины – делает покрытие более прочным;
- железный порошок – улучшает качество шва путем выравнивания температуры.
Необходимо, чтобы материал электродов и тип свариваемых металлов совпадали по своим характеристикам.
Сварка углеродистых и низколегированных сталей
В данном случае основную роль играет материал покрытия электрода. Так, для сваривания кипящих марок стали (имеет низкое содержание углеродов и слабораскисленная) подходит любая обмазка. Чтобы сваривать полуспокойные стали, которые имеют большую толщину листов, требуется основное или рутиловое покрытие. При сваривании конструкций из спокойной стали при низких температурах или при динамических нагрузках, также используются электроды с основным покрытием.
Нестабильное горение дуги может ухудшить качество шва и не позволит нормально сваривать металлоконструкции с помощью переменного тока. Лучше всего дуга горит при наличии целлюлозного, кислого и рутилового покрытия. В таком случае можно пользоваться сварочными трансформаторами. Кроме того, нужно тщательно очистить свариваемые кромки от ржавчины, масла и грязи, дабы избежать образования пара.
Чем проводится сварка и наплавка чугуна
Процедура позволяет устранить дефекты в чугунных отливках, а также восстановить поврежденные и израсходовавшие эксплуатационный ресурс детали. В результате получается сталь, различные сплавы, в основе которых – медь, никель и т. д. Лучше всего с вышеописанной задачей справляются модели марок ЦЧ-4, ОЗЧ-2, ОЗЧ-6 и похожие. В отдельных случаях, например во время ремонта чугунных тюбингов при сильном загрязнении и высокой влажности целесообразно использовать марки ОЗЛ-25Б, ОЗЛ-27 и ОЗЛ-28.
Сварка цветных металлов
Каждый из этих металлов имеет свой порог плавления и физико-химические свойства. Так, например, интенсивная окисляемость не позволяет проводить сварку титана и его сплавов. В случае с алюминием, процесс усложняет окисная пленка, которая плавится при температуре 2060°С, а для того чтобы расплавить сам алюминий достаточно 660°С. Образовавшаяся из-за окиси пленка, может привести к нарушению целостности швов и снижению их прочности. Убирается она благодаря добавлению хлористых и фтористых солей щелочных и щелочно-земельных металлов.
Медь также имеет свои проблемы при сваривании – в шве под воздействием пузырьков газа (в особенности кислорода и водорода) образовываются поры. Во избежание этого медь должна быть хорошо раскисленной, а до начала сварки следует хорошо зачистить кромки. В свою очередь, бронза отличается высокой хрупкостью, а никель и его сплавы чувствительны к растворенным в сварочной ванне газам – азоту, кислороду и водороду. В результате этого процесса в металлоконструкции возникают горячие трещины и поры.
Резка металла
Резка металлоконструкций дугой применяется для установки и ремонта различных конструкций из металла. Она не отличается эффективностью, от нее не стоит ждать «красивого» шва, как и точного реза.
Тем не менее, такой способ резки не требует дополнительного оборудования и высококвалифицированных работников. Он легко осваивается новичком. Резка электродуговой сваркой часто применяют при обучении, в частности осваивании принципов работы с инвертором. Нередко подобный метод используют домашние мастера для недорогой резки металлов.
Сварка легированных сталей с повышенной теплоустойчивостью
Легированные теплоустойчивые стали свариваются специальными электродами, обеспечивающими определенную жаропрочность сварных соединений. Полученная конструкция должна выдерживать значительные механические нагрузки и высокие температуры.
Также минимизируется вероятность образования трещин при температурных перепадах. Так, при температурах до 475°С, используются модели из молибдена наподобие Э-09М, а при температурах до 540°С – модели с высоким содержанием хрома и молибдена (Э-09МХ, Э-09Х1М, Э-09Х2М1 и Э-05Х2М). В Э-10Х5МФ высокое содержание хрома, благодаря чему ими можно сваривать конструкции из стали с соответствующим химическим составом.
Какими электродами варить высоколегированную сталь
Такие стали, содержат 13% хрома и обладают антикоррозийными свойствами. В данном случае металлический шов должен быть устойчив к воздействию атмосферных осадков в слабо агрессивных средах, жаростойким (максимальная температура 650°С) и жаропрочным (максимальная температура 550°С).
Такими свойствами обладают модели типа Э-12Х13 марок ЛМЗ-1, АНВ-1 и т. п. Если же в стали пониженное содержание углерода и имеется легирование никелем предпочтение лучше отдать изделиям под индексом Э-06Х13Н. Если же нужно сварить листы стали, содержащие 25% хрома, лучше всего подойдут варианты типа Э-08Х24Н6ТАФМ, делающие готовый шов пластичным, ударопрочным и коррозиестойким.
Сварки разнородных сталей и сплавов
Речь идет о сталях и сплавах, которые имеют уникальные физико-механические качества, химический состав, а также способность к свариваемости. Такие стали могут быть углеродистыми и легированными, высокопрочными, теплоустойчивыми, а также высоколегированными.
Сваривание сталей и сплавов с разнородной структурой также имеет ряд характерных особенностей. Чтобы избежать образования трещин, участков с неоднородной структурной в месте оплавления, а также чрезмерного роста остаточных напряжений используются модели наподобие АНЖР-1, ОЗЛ-27, НИАТ-5, ЭА-395/9, ОЗЛ-25Б, ИМЕТ-10 и ЦТ-28, обладающие специальными свойствами.
Совместимость со сварочным аппаратом
Выбирая, какими электродами варить сталь, необходимо учитывать не только тип материала, для которого они предназначены, но и особенности сварочного аппарата.
Помимо этого, у сварочных аппаратов есть ограничение по силе тока. Этот диапазон накладывает собственные рамки на использование электродов по диаметру. Как определить подходят ли расходные материалы? Достаточно взглянуть на таблицу ниже:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Как начать работать электросваркой для чайников – Ручная дуговая сварка – ММA
Последнее время много варю, и стало получаться так, что самому нравится.
В итоге решил собрать все те вопросы на которых спотыкался и не мог найти ответы в интернете, и свои ответы на них в одну подборку. Дабы облегчить жизнь тем, кто так же начнет с ноля. Заодно и проговорить свои мысли, чтобы их упорядочить. Разумеется на истину не претендую. Далее речь идет о ручной дуговой сварке. И для чайников. Основная задача этого опуса – быстрый старт для начинающего. Прошу сильно не пинать. Я не настоящий сварщик. :hi:
Итак
1. Чтобы начать варить вам нужны электроды и источник сварочного тока.
Источники сварочного тока бывают трансформаторные (большой тяжелый трансформатор) и инверторные (небольшая коробка с ручкой сверху). Трансформаторные были раньше, но видимо скоро их не будет, они отмирают. Трансформаторный источник тока отличается тем, что очень тяжел, надежен и вынослив, но при этом он очень сильно просаживает электрическую сеть, что в быту приводит к большим проблемам. Вы переругаетесь с соседями или ещё хуже, сожжете проводку или электрическую аппаратуру. Оно вам надо? Оно вам не надо.
Инверторные источники тока не просаживают сеть так сильно и имеют кучу удобств, которые оказываются важны для начинающего. В случае прилипания электрода сварочный трансформатор просаживает питающую сеть что может привести к большим проблемам, инвертор же просто выключает сварочный ток. В начальный момент сварки, когда дуга только зажигается, на трансформаторном сварочном источнике происходит бросок тока, который приводит к броску тока в питающей сети и сгоранию соседской аппаратуры, инвертор же имеет накопительные конденсаторы и разжигает дугу энергией, запасённой в этих конденсаторах, без бросков в питающей сети.
Инверторные источники различаются по максимальному выдаваемому току и периоду нагрузки.
Выдаваемый ток источника прямо зависит от диаметра электродов. Чем толще электрод тем больше должен быть ток источника. Для каждого диаметра электрода есть нижний предел, ниже которого уменьшать ток нельзя. Если уменьшить ток ниже этого предела то сварочного шва вы не получите. Вместо шва будет смесь прожилок металла с прожилками шлака, обмазки с электродов.
Например
Для электрода 2.5 мм диаметром минимальный ток около 80 ампер.
Для электрода 3 мм диаметром минимальный ток 110 ампер.
Так, попытка варить электродами 3мм диаметром на токе 70 ампер сразу и однозначно обречена на провал. Шва не будет. Однако же электрод 2.5 мм на токе 110 ампер и даже выше, варить будет, и шов будет, правда электрод будет очень быстро сгорать и будет неудобно работать.
Большая точность при выставлении сварочного тока не требуется. Требуется подняться выше нижнего предела. Косвенным признаком правильного тока является то, что дуга начнет гореть с сухим треском, без бульканья и гуденья.
Казалось бы, поднимай ток как можно выше, бери электрод потолще и всё будет замечательно. Однако же не будет. Стандартное напряжение сварочной дуги – 25 вольт. При токе например 110 ампер потребляемая мощность будет минимум 2.7 квт. В реальности больше, ибо КПД источника тока не 100%. В большинстве квартир и в обычной бытовой электрической сети стоят предохранительные автоматы на 16 ампер, на 3.5 квт.
Таким образом, если мы вдруг решим варить током 140 ампер, что составит 3.5 квт чистой потребляемой мощности, то у нас уже ничего не выйдет. Автоматы отключат электричество.
Таким образом про электрод диаметром 4 мм в бытовой сети можно забыть. Соответственно верхний предел диаметра электродов для начинающего сварщика – 3.2 мм диаметр. Верхний предел тока – 120 ампер. Этого например достаточно чтобы сварить два уголка 60х60мм. Но этого уже недостаточно для приваривания массивных петель для гаражных ворот. Это предел и вы ничего не сможете с этим поделать. Электрод 3 мм диаметром толстое массивное железо не прогреет, металл электрода будет собираться соплями на поверхности свариваемого металла, не проплавляя его. Сварки не будет.
Таким образом, толщина свариваемого металла определяет толщину сварочного электрода.
Толщина сварочного электрода определяет сварочный ток. Если ваш источник и ваша электрическая сеть этот ток выдать не могут, то нормальную сварку вы не сделаете и лучше ищите другие пути решения.
Таким образом, сварочный инвертор с максимальным током 140 ампер достаточен для бытовых нужд в бытовой электрической сети (часто выбором является инвертор на 160 ампер, но это уже скорее из соображений запаса по мощности и надежности). Ограничением будет электрическая сеть. Инвертор с максимальным током 200 ампер будет потреблять от сети 5 кВт мощности. Что приведет или к отключению автоматов или к сгоранию проводки.
Однако, следует понимать, что если на инверторе с максимальным током 200 ампер выставлен ток 100 ампер то и потреблять от сети при сварке он будет 2.5 квт.
Период нагрузки (ПВ) источника тока это величина, показывающая, отношение времени сварки к времени холостого хода источника. Бытовые источники не могут работать непрерывно. Они так спроектированы, что должны периодически остывать. Это плата за дешевизну. Период нагрузки очень важен и покупать источник не зная этот параметр нельзя. Если вы купите источник с ПВ 15%, то после каждых 1.5 минут сварки вам придётся 8.5 минут стоять и ждать, пока источник будет остывать. При попытке варить непрерывно он в лучшем случае выключится, сработает защита, в худшем случае сгорит. Минимальным ПВ, пригодным для бытовой работы можно считать 50-60%. Источник с меньшим ПВ покупать просто не надо. Это пустая трата денег, работать им невозможно. Хотя они и стоят во всех магазинах, но покупать их не надо.
2. Перед сваркой.
При сварке постоянным током (бытовой инвертор) имеется плюс и минус источника. Полярность, какой провод куда подключать, определяется исходя из используемых электродов. Если же электроды одинаково хорошо работают при любой полярности, то следует понимать следующее -электроны, как известно, отрицательно заряженные частицы и двигаются с минуса на плюс. А сварочная дуга это поток электронов. Соответственно, если плюс источника сварочного тока присоединён к детали, то нагреваться больше будет деталь, ибо в неё ударяет поток электронов. Если плюс источника присоединен к электроду, то и нагреваться (и сгорать соответственно) быстрее будет электрод. Типовой является обратная полярность, при которой больше греется электрод. В принципе это объяснимо тем, что тонкими электродами варится тонкое железо и его легко можно прожечь.
3. Сварка.
Все многостраничные описания того, как двигать и как держать электрод, практически никак не влияют на качество шва. Возможно влияют на форму шва, но тут уже каждый себе сам хозяин. В быту, где нет больших нагрузок на сварные конструкции простой прямой качественный шов гораздо лучше, чем все зигзаги с дырами непроварами. От вас только требуется взять электрод так, чтобы было видно место сварки.
Соответственно:
Делай раз: Электрод в руку, Угол наклона градусов 30 от перпендикуляра к детали. чиркнул о деталь, зажглась дуга.
Делай два: Электрод максимально близко к детали, Обмазка электрода уперлась в деталь. Дуга горит.
Делай три: Стоим и ждем, электрод не шевелим, только не забываем его приближать к детали по мере его сгорания. Электрод так и должен постоянно упираться обмазкой в деталь. Стоим и ждем, пока не начнет появляться красное пятно. Это красное пятно – это расплавившаяся обмазка с электрода, это флюс, это ещё не металл. Металл там потихоньку под слоем флюса собирается в каплю, которая по научному называется сварочная ванна. По простому это капля расплавленного металла. Наша задача сначала эту каплю получить, а потом её перемещать по поверхности детали. Понятно, что в каждый момент в этой капле будет разный металл, в том месте, откуда электрод убрали металл быстро, в течение секунды двух, застывает, а в том месте, куда электрод переместили металл расплавляется. Но капля, ванна остаётся.
Делай четыре: В какой то момент времени, через две три секунды, в центре красного пятна, начнет появляться более яркое, оранжевое, пятнышко с постоянно дрожащей поверхностью с мелкой рябью. Прямо как желто оранжевая водичка. Нам эта поверхность и нужна, это расплавленный металл собрался в каплю, и эта капля дрожит под действием электрического тока и температуры. Официально эта капля называется сварочная ванна. Это хорошо, это то место, где металл плавится и будет нормальный шов.
Делай пять: Как перемещать ванну? Если примитивно то метод такой – зажгли дугу, стоим ждем на месте, пока не появится ванна, сдвигаем электрод на миллиметр два три в ту сторону, куда нам нужен сварочный шов, опять стоим ждем пока не появится оранжевая поверхность с рябью. Индикатором того, что можно двигаться дальше, является появление ванны, оранжевого пятна с дрожащей поверхностью с мелкой рябью, в том месте, где электрод находится сейчас. Пока этого оранжевого пятнышка, ванны, нет, двигаться никуда нельзя. Надо создать эту ванну и только потом сдвигаться в сторону.
Следует помнить, что ванна получается из расплавленного металла, а расплавленный металл берётся из электрода. Соответственно надо очень и очень себя приучить к автоматическому движению рукой приближения электрода к детали. Именно приближение электрода к детали наполняет ванну. Если вы забыли приблизить электрод к детали, то металла в том месте, где горит дуга, нет. И ванне формироваться не из чего. И шва в этом месте не будет. Расстояние от кончика электрода до детали должно быть всегда минимальным. Грубо говоря, надо постоянно почти макать электрод в то место, где горит дуга. Если макать совсем, то в инверторе сработает защита от короткого замыкания и он выключится. А нам надо макать почти. За ориентир можно принять расстояние, когда электрод стоит на детали, упираясь в неё краем обмазки.
Сварка в итоге выглядит так
1. Первые две три секунды формируем первую сварочную ванну. Появилась дрожащее оранжевое пятнышко с мелкой рябью – сдвигаемся в сторону на 1-2 миллиметра.
2. Стоим и ждем пока появится оранжевое дрожащее пятнышко. Если все нормально, то но должно появиться где то за секунду или меньше.
3. Сдвигаемся на 1-2 миллиметра по шву, возвращаемся к пункту 2. И так столько раз, сколько надо.
Если при таком режиме металл проплавляется насквозь, значит надо или взять электрод потоньше, а вместе с электродом уменьшить и сварочный ток и следовательно и количество тепла, или надо периодически останавливаться и ждать, пока металл схватится. То есть сделав два три шага сварки остановиться, прервать дугу, и стоять ждать, пока металл из оранжевого не станет темно красным. Потом опять два три шага сварки и опять ждать.
Несколько замечаний:
Если вы прожгли дыру – не бросайтесь тут же её заваривать, ничего не выйдет, в этом месте металл горячий и при попытке заварить он снова расплавится. Перейдите дальше по шву на сантиметр два и начните варить там. К дыре вернитесь потом, когда металл застынет и можно будет сколотить шлак. Сколотив шлак, на холодную, уже заваривайте дырку.
Если после сварки шлак скалывается большими плоскими чешуйками – значит сварочный ток нормальный и сварка видимо тоже. Если шлак не скалывается чешуйками – сварочного тока не хватает и шва не будет.
Электроды бывают разные. Бывают китайские МР3. От них очень очень много шлака. Эти электроды дешевые и это единственное их преимущество. Для начинающего они категорически противопоказаны. От них вы только устанете.
Электроды бывают OK.46 фирмы esab. Эти электроды лучше всего для совсем начинающего. От этих электродов шлака мало и весь процесс сварки отлично виден. Шлак от них тонкий и скалывается чешуйками в сантиметр шириной и несколько сантиметров длиной. Бывает, что шлак отстаёт от металла сам. Ещё одно огромное преимущество для начинающего (и удобство при постоянной работе) этих электродов в том, что они зажигаются поверх шлака. То есть ими не надо долбить электродом чтобы зажечь дугу. Их можно просто прикоснуть к детали и дуга загорится. Даже с необбитым шлаком. Что по хорошему говоря – плохо. Шлак надо оббивать. При условии нормально проваренного шва шлак оббивается легко.
Электроды бывают LB52u. Эти электроды дают белый как полированный шов и глазурованный слой шлака сверху. У них практически идеальный шов. Главный их недостаток в том, что если вы прервали дугу, то снова вам её уже не зажечь, ибо шлак как стекло. Придется остановиться, дождаться пока металл остынет, оббить блестящую корку шлака, и только потом снова зажечь дугу. Если варить не останавливаясь (толстое железо), то эти электроды наилучшие. Правда и самые дорогие.
Изменено пользователем ПаниковскийSMAW, основы электродов для наплавки
Вам понадобится книга, в которой будут содержаться все важные знания, касающиеся электродов для дуговой сварки в экранированном металле (SMAW) и наплавки. Одно можно сказать наверняка: эти расходные материалы не подходят всем под одну гребенку. Они имеют различные покрытия из материала, относятся к разным категориям, служат разным целям и даже требуют специального хранения и ухода. Понимание этих основ работы с электродами SMAW и наплавкой имеет огромное значение для вашего конечного результата.
Покрытия электродов из углеродистой стали
Стальные электроды делятся на три категории в зависимости от состава покрытия: целлюлозные, рутиловые и основные.
Целлюлозные электроды, такие как E6010 и E6011, в основном состоят из древесной массы (целлюлозы), которая генерирует водород для создания дуговой дуги с глубоким проникновением. Ведущая дуга привлекает внимание при ремонте сельскохозяйственного оборудования и других применениях с загрязненными поверхностями, а также с V-образными канавками, связанными с соединениями труб с открытым корнем.Чтобы контролировать сварочную ванну с помощью копающей / ведущей дуги, используйте технику «взбивания и паузы» с электродами E6010.
Рутиловый электрод, такой как E6013 и E7014, имеет покрытие, состоящее из диоксида титана (TiO2), диоксида кремния (SiO2), порошка железа и карбоната кальция (CaCO3). Электроды E7014 имеют повышенный уровень железа, поэтому они могут работать при более высоких токах и обеспечивать более высокую скорость наплавки. Рутиловые электроды запускаются легко, не требуют особых манипуляций и создают мягкую дугу с легким проникновением.Говорят, что они привлекательны для сварщиков, но при этом производят больше брызг.
Основные электроды имеют покрытие, состоящее из CaCO3, плавикового шпата (CaF2), ферромарганца и порошка железа. Слово основной относится к pH покрытия. E7018 – самый популярный основной электрод, обеспечивающий дугу со средней глубиной выемки / напора и средним проплавлением. Базовые покрытия также имеют низкие уровни поглощения водорода и влаги, которые необходимы для критических сварных швов, поскольку молекулы водорода могут проникать в металл сварного шва и вызывать растрескивание, когда они расширяются и пытаются выйти.В результате эту категорию электродов обычно называют с низким содержанием водорода.
Электроды с низким содержанием водорода также могут иметь дополнительные обозначения, при этом E7018 h5R становится все более распространенным. H5 указывает менее 4 мл диффундирующего водорода на 100 г наплавленного сварного шва, когда электроды испытывают в состоянии поставки, как правило, в герметично закрытых упаковках из фольги или канистрах. R указывает на влагостойкость. Электроды h5R будут поглощать менее 0,4 процента влаги после девяти часов воздействия при температуре от 80 до 85 градусов F и относительной влажности от 80 до 85 процентов.
Чтобы обозначение h5R сохранялось дольше девяти часов, обязательно храните открытые контейнеры при температуре от 225 до 300 градусов по Фаренгейту. При необходимости восстановите их, выпекая в течение одного часа при 700 градусах F. Кроме того, храните и запекайте электроды с низким содержанием водорода отдельно.
Не только смешивание электродов в стержневой печи может вызвать загрязнение, но и различные типы покрытий несут и требуют разного содержания влаги для надлежащей работы. Например, целлюлозным электродам требуется определенное количество влаги для создания расчетной силы дуги; поэтому смешивание основного и целлюлозного электродов в печи будет вредным для обоих.
Электрод E7018 также может иметь обозначение -1, что означает, что он обеспечивает обещанные ударные свойства с V-образным надрезом по Шарпи при -50 ° F по сравнению с -20 ° F для электродов без -1. Эти электроды обеспечивают исключительную вязкость при низких температурах. Примечание. Электрод E7018-1 можно использовать вместо электрода E7018, но обратное неверно.
Покрытия электродов из нержавеющей стали
Покрытия электродов из нержавеющей стали также подразделяются на три категории: EXXX-15, EXXX-16 и EXXX-17.-15 после основного сплава указывает на известковое основное покрытие, которое содержит значительное количество известняка и плавикового шпата, образуя быстро замерзающий шлак, который облегчает сварку в вертикальном и верхнем положениях. Бусинка умеренно волнистая, слегка выпуклая; Последнее свойство может обеспечить необходимый запас прочности в сильно нагруженных суставах.
Известковые базовые покрытия обеспечивают оптимальные механические свойства. Эти электроды обычно предназначены для сварки материалов супераустенитных и очень высоконикелевых марок в криогенных применениях, таких как резервуары для СПГ и системы сжатого газа.
К сожалению, электроды на основе извести имеют худшую свариваемость из-за шаровидного переноса металла, что затрудняет управление лужей. Использование легкой техники взбивания – возможно, шага вперед на 1/8 дюйма и паузы – поможет создать лужу. Известковые основы также требуют удаления шлака – всегда требующего измельчения – и могут работать только на положительном электроде постоянного тока (DCEP).
A -16 указывает на основное покрытие рутилового типа, которое содержит преобладающее количество рутила, среднее количество известняка и ограниченное количество плавикового шпата.Имея возможность выбора, большинство операторов предпочитают использовать электрод -16. Он обеспечивает стабильную, плавную дугу с переносом струи и выпуклый плоский профиль валика с мелкой рябью и хорошим сплавлением боковых стенок. Он также производит небольшое количество мелких брызг и шлака, который обычно самовыпускается.
Электроды -17 содержат больше кремния, чем электроды -16, что дает более плавную сварочную ванну, которая лучше всего подходит для сварки в плоском положении. Возможна вертикальная сварка и сварка над головой, но они требуют большего мастерства оператора, чем электрод с известковой основой, потому что шлак не замерзает так быстро.Эти электроды работают на DCEP или переменном токе (AC).
Электроды из нержавеющей стали обычно не проявляют водородного растрескивания, но могут возникнуть пористость, избыточное разбрызгивание и плохое отделение шлака, если покрытие впитывает влагу. Обязательно храните электроды из нержавеющей стали при температуре 300 градусов по Фаренгейту. Если вы не используете их слишком долго, вы можете восстановить электроды, запекая их при температуре от 600 до 800 градусов по Фаренгейту в течение от одного до шести часов.
Неопровержимые факты о наплавке
Не путайте наплавку с процессом соединения.Наплавка – это процесс нанесения на основной материал более твердого или более твердого металла. Электроды для наплавки делятся на три категории: на основе железа, никеля и кобальта, которые затем легируют карбидообразующими элементами, такими как хром, вольфрам, молибден и другими элементами. Как правило, они не имеют специальной классификации AWS, за исключением стандартного диапазона 1, 6, 12 и 21 кобальтового сплава.
В отличие от соединительных электродов, электроды для наплавки представляют собой набор запатентованных составов сплавов, предназначенных для удовлетворения конкретных потребностей.Их производят тремя способами: трубчатый стержень, заполненный смесью сплава и затем погруженный в покрытие, или на него нанесено покрытие; стержень из углеродистой стали, покрытый смесью сплавов и раскислителей; или литой кобальтовый стержень с нанесенным на него покрытием.
Электроды для наплавки, особенно трубчатой конструкции, не предназначены для прокалывания. Для них требуются более низкие параметры для меньшего разбавления и большей эффективности наплавки. Одна из распространенных ошибок трубчатых электродов – это вдавливание электрода в заготовку, что приводит к ее перегреву.Помните, что электроды для наплавки работают иначе, чем электрод E7018 SMAW. Они имеют более шаровидный перенос и требуют большей длины дуги.
Электроды для твердосплавной наплавки при нанесении их с использованием стрингера или переплетения валика образуют рисунок перекрестного растрескивания (перекрестного контроля) из-за карбидов, которые образуются в матрице сварочной ванны во время затвердевания. Это нормально. Исключение составляют случаи, когда электрод разработан специально для отложений без трещин.
Халинсон Кампос – руководитель проекта по присадочным металлам в ESAB Welding & Cutting Products; Мартин Дено (Martin Denault) – разработчик приложений и CWI в Exaton, бренде ESAB; Ричард Кук – старший менеджер по продукции Stoody Co., бренд ESAB, 2800 Airport Road, Denton, TX 76207, 800-372-2123.
Факторы для выбора правильного стержневого электрода
Выбор сварочного стержня
Электродыдоступны в широком диапазоне типов, каждый из которых обеспечивает различные механические свойства и работает с определенным типом источника сварочного тока. При выборе сварочного стержня следует учитывать несколько факторов:
- Свойства основного металла
- Прочность на разрыв
- Сварочный ток
- Толщина основного металла, форма и подгонка стыков
- Положение при сварке
- Технические условия и условия эксплуатации
- Экологические условия труда
Прежде чем включить машину и забрать электрододержатель, узнайте больше о каждом из этих факторов.
Свойства основного металла
Первым шагом при выборе электрода является определение состава основного металла. Ваша цель – подобрать (или точно сопоставить) состав электрода с типом основного металла, что поможет обеспечить прочный сварной шов. Если вы сомневаетесь в составе основного металла, задайте себе следующие вопросы:
- Как выглядит металл? Если вы работаете с сломанной деталью или компонентом, проверьте наличие крупной и зернистой внутренней поверхности, что обычно означает, что основным материалом является литой металл.
- Металл магнитный? Если основной металл является магнитным, велика вероятность, что основным металлом является углеродистая или легированная сталь. Если основной металл немагнитен, материалом может быть марганцевая сталь, аустенитная нержавеющая сталь серии 300 или сплав цветных металлов, такой как алюминий, латунь, медь или титан.
- Какие искры испускает металл при прикосновении к шлифовальной машине? Как показывает практика, большее количество вспышек в искрах указывает на более высокое содержание углерода, например, в стали марки A-36.
- Долото «вгрызается» в основной металл или отскакивает? Долото вгрызается в более мягкий металл, такой как низкоуглеродистую сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хромомолибден или чугун.
Предел прочности
Чтобы предотвратить растрескивание или другие нарушения сплошности сварного шва, подберите минимальный предел прочности электрода на разрыв с пределом прочности основного металла. Прочность на разрыв стержневого электрода можно определить по первым двум цифрам классификации AWS, напечатанной на боковой стороне электрода.Например, число «60» на электроде E6011 указывает на то, что присадочный металл образует сварной шов с минимальным пределом прочности на разрыв 60 000 фунтов на квадратный дюйм и, как результат, будет хорошо работать со сталью с аналогичным пределом прочности.
Сварочный ток
Некоторые электроды могут использоваться только с источниками питания переменного или постоянного тока, тогда как другие электроды совместимы с обоими источниками. Чтобы определить правильный тип тока для конкретного электрода, обратитесь к четвертой цифре классификации AWS, которая представляет тип покрытия и тип совместимого сварочного тока (см. Рисунок 1).
| См. Четвертую цифру классификации AWS для определения совместимого сварочного тока. |
Тип используемого тока также влияет на профиль проплавления получаемого сварного шва. Например, электрод, совместимый с DCEP, такой как E6010, обеспечивает глубокое проплавление и создает чрезвычайно плотную дугу. Он также обладает способностью «прокапывать» ржавчину, масло, краску и грязь.Электрод, совместимый с DCEN, такой как E6012, обеспечивает мягкое проплавление и хорошо работает при соединении двух стыков или при сварке высокоскоростных сильноточных угловых швов в горизонтальном положении.
Электрод, совместимый с переменным током, например E6013, дает мягкую дугу со средним проваром и должен использоваться для сварки чистого нового листового металла.
Толщина основного металла, форма и подгонка стыков
Для толстых материалов требуется электрод с максимальной пластичностью и низким содержанием водорода для предотвращения растрескивания сварного шва.Электроды с классификационными номерами AWS, оканчивающимися на 15, 16 или 18, обладают превосходными характеристиками с низким содержанием водорода и хорошей ударной вязкостью (высокими значениями ударной вязкости), позволяющими выдерживать остаточное напряжение.
Для тонких материалов вам понадобится электрод, создающий мягкую дугу, например электрод 6013. Кроме того, электроды меньшего диаметра обеспечат неглубокое проникновение, чтобы предотвратить прожог на более тонких материалах.
Вы также захотите оценить дизайн и подгонку стыка. Если вы работаете над стыком с плотной посадкой или стыком без фаски, используйте электрод, обеспечивающий дугу копания, чтобы обеспечить достаточное проникновение, например E6010 или E6011.Для материалов с широкими корневыми отверстиями выберите электрод, например E6012, который создает вогнутую поверхность шва, подходящую для перекрытия зазоров и выполнения швов с разделкой кромок.
Положение при сварке
Чтобы определить, для какой позиции (позиций) подходит конкретный электрод, обратитесь к третьей цифре в классификации AWS. Вот как можно определить квалифицированное положение электрода:
1 = плоский, горизонтальный, вертикальный и потолочный
2 = только плоский и горизонтальный
Например, электрод 7018 можно использовать в плоском, горизонтальном, вертикальном и потолочном положениях.
Технические характеристики и условия эксплуатации
Обязательно оцените условия, в которых сварная деталь будет находиться в течение всего срока службы. Если он будет использоваться в высокотемпературных или низкотемпературных средах, подверженных повторяющимся ударным нагрузкам, электрод с низким содержанием водорода и более высокой пластичностью снизит вероятность растрескивания сварного шва. Кроме того, не забудьте проверить характеристики сварки, если вы работаете с критически важными объектами, такими как изготовление сосудов высокого давления или котлов. В большинстве случаев эти технические требования к сварке потребуют от вас использования электродов определенного типа.
Экологические условия труда
Для достижения наилучших результатов всегда следует удалять излишки прокатной окалины, ржавчину, влагу, краску и жир. Чистые неблагородные металлы помогают предотвратить пористость и увеличить скорость движения. Если очистка основного металла невозможна, электроды E6010 или E6011 создают глубокую проникающую дугу, которая может прорезать загрязнения.
Выбор сварочного стержня
Учет вышеперечисленных факторов поможет вам решить проблемы выбора правильного стержневого электрода для вашего конкретного применения.Однако, учитывая широкий спектр доступных электродов, для одного применения может существовать несколько решений. Если вам нужна дополнительная помощь в выборе электрода, ваш местный дистрибьютор сварочного оборудования или представитель компании известного производителя присадочного металла может стать отличным помощником.
Предоставлено братьями Хобарт
Электроды для хранения и сушки
Электроды для дуговой сварки защищенного металла (SMAW) или стержневые электроды должны храниться надлежащим образом, чтобы обеспечить качественные сварные швы.Когда стержневые электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить их способность наносить качественные сварные швы. Электроды с слишком большой влажностью могут привести к растрескиванию или пористости. Это также может повлиять на эксплуатационные характеристики. Если у вас возникли необъяснимые проблемы с растрескиванием сварных швов или ухудшились характеристики дуги стержневого электрода, это может быть связано с вашими методами хранения или процедурами повторной сушки.Следуйте этим простым методам хранения, экспонирования и повторной сушки, чтобы обеспечить высочайшее качество сварных швов, а также наилучшие эксплуатационные характеристики ваших стержневых электродов.
Хранение стержневых электродов с низким содержанием водорода
Для надлежащего функционирования стержневые электроды с низким содержанием водорода должны быть сухими. Закрытые герметичные контейнеры Lincoln обеспечивают отличную защиту при хороших условиях хранения. Открытые банки следует хранить в шкафу при температуре от 250 до 300 ° F (от 120 до 150 ° C)
Покрытия стержневых электродов с низким содержанием водорода, которые впитали влагу, могут привести к образованию водородных трещин, особенно в сталях с пределом текучести 80000 фунтов на квадратный дюйм (550 МПа) и выше.
Влагостойкие электроды с суффиксом «R» в их классификации AWS обладают высокой устойчивостью к влагозаборному покрытию и при правильном хранении будут менее подвержены этой проблеме, независимо от предела текучести свариваемой стали. Конкретные требования кодов могут указывать пределы воздействия, отличные от этих рекомендаций.
Все стержневые электроды с низким содержанием водорода должны храниться надлежащим образом, даже те, которые имеют индекс «R». Стандартные электроды EXX18 должны поставляться сварщикам два раза в смену.Влагостойкие типы могут подвергаться воздействию до 9 часов.
Когда контейнеры прокалываются или открываются, электроды с низким содержанием водорода могут собирать влагу. В зависимости от количества влаги это может привести к ухудшению качества сварного шва следующим образом:
1. Повышенное содержание влаги в электродах с низким содержанием водорода может вызвать пористость. Обнаружение этого состояния требует рентгенологического исследования или разрушающего контроля. Если предел текучести основного металла или металла шва превышает 80000 фунтов на квадратный дюйм (550 МПа), эта влага может способствовать растрескиванию под валиком или сварному шву.
2. Относительно высокое количество влаги в электродах с низким содержанием водорода вызывает видимую внешнюю пористость в дополнение к внутренней пористости. Это также может вызвать чрезмерную текучесть шлака, шероховатую поверхность сварного шва, затруднение удаления шлака и растрескивание.
3. Сильное поглощение влаги может вызвать трещины сварных швов в дополнение к растрескиванию под валиком, сильной пористости, плохому внешнему виду и проблемам со шлаком.
Повторная сушка стержневых электродов с низким содержанием водорода
Повторная сушка, если она выполнена правильно, восстанавливает способность электродов к нанесению качественных сварных швов.Правильная температура повторной сушки зависит от типа электрода и его состояния.
Один час при указанной конечной температуре является удовлетворительным. ЗАПРЕЩАЕТСЯ сушить электроды при более высоких температурах. Несколько часов при более низких температурах не эквивалентны указанным требованиям.
Электродам класса прочности E8018 и более высоких следует давать не более трех одночасовых повторных высыханий в диапазоне от 700 до 800 ° F (от 370 до 430 ° C). Это сводит к минимуму возможность окисления сплавов в покрытии, что приводит к более низким, чем обычно, свойствам при растяжении или ударе.
Любой электрод с низким содержанием водорода следует утилизировать, если из-за чрезмерной повторной сушки покрытие становится хрупким и отслаивается или отслаивается во время сварки, или если имеется заметная разница в обращении или характеристиках дуги, например недостаточная сила дуги.
Электроды, подлежащие повторной сушке, следует вынуть из банки и разложить в духовке, так как каждый электрод должен достичь температуры сушки.
Условия повторной сушки – стержневые электроды с низким содержанием водорода
| Температура окончательной сушки | ||
Состояние |
Температура предварительной сушки (1) | E7018, E7028 | E8018, E9018, E10018, E11018 |
Электроды, находящиеся на воздухе менее одной недели; нет прямого контакта с водой. | НЕТ | от 650 до 750 ° F (от 340 до 400 ° C) | От 370 до 430 ° C (от 700 до 800 ° F) |
| Электроды, которые контактировали с водой или подвергались воздействию высокой влажности. | от 180 до 220 ° F (от 80 до 105 ° C) | От 650 до 750 ° F (от 340 до 400 ° C) | От 370 до 430 ° C (от 700 до 800 ° F) |
Хранение и повторная сушка электродов с низким содержанием водорода
Электроды в закрытых банках Lincoln или картонных коробках сохраняют надлежащее содержание влаги в течение неопределенного времени при хранении в хорошем состоянии.
При длительном воздействии влажного воздуха электроды из открытых контейнеров могут собирать достаточно влаги, что повлияет на рабочие характеристики или качество сварки.Если влага кажется проблемой, храните электроды из открытых контейнеров в отапливаемых шкафах при температуре от 100 до 120 ° F (от 40 до 50 ° C). ЗАПРЕЩАЕТСЯ использовать более высокие температуры, особенно для электродов из группы «Fast Freeze».
Некоторые электроды из влажных контейнеров или длительного воздействия высокой влажности можно повторно высушить. Придерживайтесь процедур, приведенных в следующей таблице для каждого типа.
Условия повторной сушки – стержневые электроды без содержания водорода
| Электрод-стержень | Группа электродов | Температура окончательной сушки | Время |
E6010: Fleetweld 5P, 5P + | Fast Freeze – на чрезмерную влажность указывает шумная дуга и большое количество брызг, ржавый сердечник на конце держателя или нежелательные пузыри на покрытии во время сварки. Повторный обжиг этой группы стержневых электродов не рекомендуется. | Не рекомендуется | НЕТ |
E7024: Jetweld 1, 3 | Fast Fill – чрезмерная влажность обозначается шумной или «копающей» дугой, большим разбрызгиванием, плотным шлаком или поднутрением. Предварительно просушите электроды с необычно влажными электродами в течение 30–45 минут при температуре от 200 ° F до 230 ° F (90–110 ° C) перед окончательной сушкой, чтобы минимизировать растрескивание покрытия. | От 200 до 260 ° C (от 400 до 500 ° F) | 30-45 минут |
| E6012: Fleetweld 7 E6013: Fleetweld 37 E7014: Fleetweld 47 E6022: Fleetweld 22 | Fill Freeze – Избыточная влажность указывается шумной или «копающей» дугой, большим разбрызгиванием, плотным шлаком или поднутрением. Предварительно просушите необычно влажные электроды в течение 30 – 45 минут при температуре 90 – 110 ° C (200–230 ° F) перед окончательной сушкой, чтобы минимизировать растрескивание покрытия | От 300 до 350 ° F (от 150 до 180 ° C) | 20-30 минут |
Использование более длительного времени сушки или более высоких температур может легко повредить электроды. Для сушки выньте электроды из контейнера и разложите их в печи, потому что каждый стержневой электрод должен достичь температуры сушки.
ОБЩЕЕ ОПИСАНИЕ И СВАРОЧНОСТЬ ЧЕРНЫХ МЕТАЛЛОВ 7-10.СТАЛЬ С НИЗКИМ УГЛЕРОМа. Общие . К низкоуглеродистым (мягким) сталям относятся стали с содержанием углерода до 0,30 процента (рис. 7-7). В большинстве низкоуглеродистых сталей содержание углерода составляет от 0,10 до 0,25 процента, марганца – от 0,25 до 0,50 процента, фосфора – не более 0,40 процента, а серы – не более 0,50 процента. Стали этого диапазона наиболее широко используются в промышленном производстве и строительстве. Эти низкоуглеродистые стали не сильно затвердевают при сварке, и поэтому не требуют предварительного или последующего нагрева, за исключением особых случаев, например, когда необходимо сваривать тяжелые секции.В целом при сварке низкоуглеродистых сталей трудностей не возникает. Правильно выполненные сварные швы из низкоуглеродистой стали будут равны прочности основного металла или превосходить его. Низкоуглеродистые стали мягкие, пластичные, их можно прокатывать, штамповать, резать и обрабатывать как в горячем, так и в холодном состоянии. Они поддаются механической обработке и легко свариваются. Литая сталь имеет шероховатую темно-серую поверхность, за исключением случаев механической обработки. Прокат имеет мелкие линии на поверхности, идущие в одном направлении. Кованую сталь обычно можно узнать по форме, следам от молотков или ребрам.Цвет излома – ярко-кристаллический серый, а искровой тест дает искры с длинными желто-оранжевыми полосами, которые имеют тенденцию превращаться в белые раздвоенные бенгальские огни. При плавлении сталь выделяет искры и почти мгновенно затвердевает. Низкоуглеродистые стали можно легко сваривать с помощью любых процессов дуговой, газовой и контактной сварки. г. Для сварки низкоуглеродистой стали следует использовать прутки с медным покрытием. Размеры стержней для листов различной толщины следующие:
ПРИМЕЧАНИЕ Стержни от 5/16 до 3/8 дюйма(От 7,9 до 9,5 мм) доступны для тяжелой сварки. Тем не менее, тяжелые сварные швы можно выполнить с помощью стержней 3/16 или 1/4 дюйма (4,8 или 6,4 мм), правильно контролируя лужу и скорость плавления стержня. г. Соединения могут быть подготовлены газовой резкой или механической обработкой. Тип подготовки (рис. 7-8) определяется толщиной листа и положением сварки. г. Пламя должно быть нейтральным. В зависимости от толщины свариваемых пластин можно использовать метод сварки спереди или сзади. e. Расплавленный металл не следует перегревать, так как это вызовет кипение металла и чрезмерное искрение. В результате зернистая структура металла сварного шва будет большой, прочность будет снижена, а сварной шов будет сильно поврежден. ф. Низкоуглеродистые стали не затвердевают в зоне плавления в результате сварки. г. Дуговая сварка металлов . (1) При дуговой сварке низкоуглеродистых сталей можно использовать электроды с экранированной дугой без покрытия, с тонким покрытием или с толстым покрытием.Эти электроды относятся к низкоуглеродистому типу (от 0,10 до 0,14 процента). (2) Листы или листовые материалы с низким содержанием углерода, подвергшиеся воздействию низких температур, перед сваркой следует слегка нагреть до комнатной температуры. (3) При сварке листового металла толщиной до 3,2 мм (1/8 дюйма) может использоваться подготовка кромок для стыкового стыка с гладким квадратным стыком. Когда в этих материалах должны свариваться длинные швы, края должны быть расположены на расстоянии друг от друга, чтобы учесть усадку, поскольку наплавленный металл имеет тенденцию стягивать пластины вместе.Эта усадка менее значительна при дуговой сварке, чем при газовой сварке, и достаточно будет расстояния примерно 1/8 дюйма (3,2 мм). (4) Для коротких швов, которые фиксируются на месте, следует использовать технику сварки обратным шагом или пропуском. Это предотвратит коробление или деформацию и сведет к минимуму остаточные напряжения. (5) Тяжелые пластины должны иметь фаску, чтобы обеспечить угол наклона до 60 градусов, в зависимости от толщины. Детали следует прихватывать с короткими интервалами вдоль шва.Первый или корневой валик должен быть выполнен с помощью электрода достаточно малого диаметра, чтобы обеспечить хорошее проникновение и сплавление в основании соединения. Для этой цели подходит электрод 1/8 или 5/32 дюйма (3,2 или 4,0 мм). Перед нанесением дополнительных слоев наплавленного металла первый валик следует тщательно очистить путем скалывания и чистки проволочной щеткой. Дополнительные проходы присадочного металла следует выполнять с помощью электрода 5/32 или 3/16 дюйма (4,0 или 4,8 мм). Проходы должны выполняться плетением для плоского, горизонтального или вертикального положения.При сварке над головой наилучшие результаты достигаются при использовании струнных валиков по всему сварному шву. (6) При сварке тяжелых профилей, имеющих фаску с обеих сторон, валики плетения следует укладывать попеременно с одной стороны, а затем с другой. Это уменьшит деформацию сварной конструкции. Перед нанесением дополнительного металла каждый валик следует тщательно очистить, чтобы удалить всю окалину, оксиды и шлак. Движение электрода следует контролировать так, чтобы валик был однородным по толщине и не допускал подрезов и перекрытий на краях сварного шва.Все шлаки и оксиды должны быть удалены с поверхности готового сварного шва, чтобы предотвратить ржавление. ч. Углеродно-дуговая сварка . Листы с низким содержанием углерода и листы толщиной до 3/4 дюйма (19,0 мм) можно сваривать с использованием процесса дуговой сварки углеродом. Дуга зажигается по краям пластины, которые подготавливаются аналогично тому, как это требуется для дуговой сварки металла. На стык следует нанести флюс и добавить присадочный металл, как при кислородно-ацетиленовой сварке. Вокруг расплавленного основания должен быть предусмотрен газовый экран.Также следует использовать присадочный металл с помощью сварочного прутка с флюсовым покрытием. Сварку нужно производить без перегрева расплавленного металла. Несоблюдение этих мер предосторожности может привести к поглощению металлом сварного шва чрезмерного количества углерода из электрода, кислорода и азота из воздуха и вызвать хрупкость сварного соединения. 7-11. СРЕДНИЙ УГЛЕРОДАа. Общие . Среднеуглеродистые стали – это нелегированные стали, содержащие от 0 до 0.От 30 до 0,55 процентов углерода. Эти стали могут подвергаться термообработке после изготовления и использоваться для общей механической обработки и ковки деталей, требующих твердости и прочности поверхности. Выпускаются в прутковой форме в холоднокатаном или нормализованном и отожженном состоянии. При сварке термообработанных сталей их следует предварительно нагреть от 300 до 500 ° F (от 149 до 260 ° C) в зависимости от содержания углерода (от 0,25 до 0,45 процента) и толщины стали. Температуру предварительного нагрева можно проверить, приложив полоску припоя 50-50 (точка плавления 450 ° F (232 ° C)) к пластине в месте соединения и отметив, когда припой начинает плавиться.Во время сварки зона сварного шва затвердеет при быстром охлаждении, и после сварки необходимо снять напряжение. Среднеуглеродистые стали можно сваривать любым способом: дуговой, газовой или контактной сваркой. г. При более высоком содержании углерода и марганца следует использовать электроды с низким содержанием водорода, особенно в более толстых секциях. Электроды с низким содержанием углерода, с толстым покрытием, прямой или обратной полярности, аналогичные тем, которые используются для дуговой сварки низкоуглеродистых сталей, подходят для сварки среднеуглеродистых сталей. г. Перед сваркой мелкие детали следует отжечь для придания им мягкости. Детали следует предварительно нагреть в месте стыка и сварить присадочной пруткой, обеспечивающей термообрабатываемые сварные швы. После сварки вся деталь должна быть подвергнута термообработке для восстановления первоначальных свойств. г. Для сварки среднеуглеродистых сталей можно использовать низкоуглеродистый или высокопрочный пруток. Сварочное пламя должно быть настроено на легкое науглероживание, а лужа металла должна быть как можно меньше, чтобы соединение было надежным.Сварка науглероживающим пламенем приводит к быстрому нагреву металла, поскольку тепло выделяется, когда сталь поглощает углерод. Это позволяет выполнять сварку на более высоких скоростях. e. Следует позаботиться о медленном охлаждении деталей после сварки, чтобы предотвратить растрескивание сварного шва. Для снятия напряжений со всей свариваемой детали необходимо нагреть ее до температуры от 1100 до 1250 ° F (от 593 до 677 ° C) в течение одного часа на дюйм (25,4 мм) толщины, а затем медленно охладить. Охлаждение можно осуществить, покрыв детали огнестойким материалом или песком. ф. Среднеуглеродистые стали можно паять с помощью предварительного нагрева от 200 до 400 ° F (от 93 до 204 ° C), хорошего бронзового стержня и припоя. Однако эти стали лучше сваривать дуговой сваркой с использованием электродов, экранированных из низкоуглеродистой стали. г. При сварке низкоуглеродистой стали помните о следующих общих технологиях: (1) Пластины должны быть подготовлены к сварке аналогично тому, как это используется для сварки низкоуглеродистых сталей.При сварке электродами из низкоуглеродистой стали необходимо тщательно контролировать температуру сварки, чтобы избежать перегрева металла шва и чрезмерного проникновения в боковые стенки соединения. Этот контроль достигается путем направления электрода больше к ранее нанесенному присадочному металлу, прилегающему к боковым стенкам, чем непосредственно к боковым стенкам. При использовании этой процедуры металл шва вымывается на сторону стыка и плавится с ним без глубокого или чрезмерного проникновения. (2) Высокая температура сварки приведет к тому, что большие участки основного металла в зоне плавления, прилегающей к сварным швам, станут твердыми и хрупкими. Площадь этих твердых зон в основном металле можно свести к минимуму, выполнив сварку серией небольших нитей или валиков, которые ограничат подвод тепла. Каждый валик или слой наплавленного металла будет измельчать зерно в сварном шве непосредственно под ним, отжигать и уменьшать твердость, полученную в основном металле предыдущим валиком. (3) По возможности, готовое соединение после сварки следует подвергнуть термообработке. Снятие напряжений обычно используется при соединении низкоуглеродистой стали, а высокоуглеродистые сплавы следует отжигать. (4) При сварке среднеуглеродистых сталей электродами из нержавеющей стали металл следует наплавить в виде валиков, чтобы предотвратить растрескивание металла шва в зоне плавления. При наплавке металла шва в верхние слои швов, выполненных на тяжелых участках, плетение электрода не должно превышать трех диаметров электрода. (5) Каждый последующий валик сварного шва должен быть снят, зачищен щеткой и очищен перед укладкой следующего валика. 7-12. ВЫСОКОУГЛЕРОДИСТЫЕ СТАЛИа. Общие . К высокоуглеродистым сталям относятся стали с содержанием углерода более 0,55%. Необработанная поверхность высокоуглеродистой стали темно-серого цвета и похожа на поверхность других сталей. Высокоуглеродистые стали обычно дают очень мелкозернистый излом, более белый, чем низкоуглеродистые стали.Инструментальная сталь тверже и хрупче, чем листовая сталь или другой низкоуглеродистый материал. Высокоуглеродистую сталь можно закалить путем нагревания до хорошего красного цвета и закалки в воде. Низкоуглеродистая сталь, кованое железо и стальные отливки не подлежат закалке. Расплавленная высокоуглеродистая сталь ярче низкоуглеродистой стали, а поверхность плавления имеет ячеистый вид. У нее более легкая искра, чем у низкоуглеродистой (мягкой) стали, и искры более белые. Эти стали используются для производства инструментов, которые после изготовления подвергаются термообработке для создания твердой структуры, необходимой для выдерживания высокого напряжения сдвига и износа.Они производятся в виде стержней, листов и проволоки, а также в отожженном или нормализованном и отожженном состоянии, чтобы быть пригодными для механической обработки перед термообработкой. Высокоуглеродистые стали трудно сваривать из-за закаливающего воздействия тепла на сварное соединение. Из-за высокого содержания углерода и термической обработки, обычно применяемой для этих сталей, их основные свойства ухудшаются при дуговой сварке. г. Тепло сварки изменяет свойства высокоуглеродистой стали в непосредственной близости от сварного шва.Для восстановления первоначальных свойств необходима термическая обработка. г. Перед сваркой высокоуглеродистые стали следует предварительно нагреть от 500 до 800 ° F (от 260 до 427 ° C). Температуру предварительного нагрева можно проверить с помощью сосновой палки, которая при этих температурах обугливается. г. Поскольку высокоуглеродистые стали плавятся при более низких температурах, чем низко- и среднеуглеродистые стали, следует соблюдать осторожность, чтобы не перегреть сварной шов или основной металл. О перегреве свидетельствует чрезмерное искрение расплавленного металла.Сварка должна быть завершена как можно скорее, а количество искры должно использоваться для проверки сварочного тепла. Пламя должно быть настроено на науглероживание. Этот тип пламени способствует образованию прочных сварных швов. e. Для сварки следует использовать сварочный пруток со средним или высоким содержанием углерода. После сварки необходимо снять напряжение со всей детали путем нагрева до температуры от 1200 до 1450 ° F (от 649 до 788 ° C) в течение одного часа на дюйм (25,4 мм) толщины, а затем медленного охлаждения.Если детали можно легко размягчить перед сваркой, для соединения следует использовать сварочный стержень с высоким содержанием углерода. Затем всю деталь следует подвергнуть термообработке для восстановления исходных свойств основного металла. ф. В некоторых случаях мелкий ремонт этих сталей можно произвести пайкой. Для этого процесса не требуются такие высокие температуры, как при сварке, поэтому на свойства основного металла это серьезно не влияет. Пайку следует использовать только в особых случаях, поскольку прочность соединения не такая высокая, как у исходного основного металла. г. Электроды из мягкой или нержавеющей стали могут использоваться с высокоуглеродистой сталью. ч. Дуговая сварка высокоуглеродистой стали требует критического контроля температуры сварного шва. Следует помнить о следующих методах: (1) Теплота сварки должна быть отрегулирована, чтобы обеспечить хорошее плавление боковых стенок и основания стыка без чрезмерного провара. Контроль нагрева сварочного шва может быть осуществлен путем наплавки металла шва небольшими валиками.Следует избегать чрезмерного образования луж на металле, поскольку это может привести к отрыву углерода от основного металла, что, в свою очередь, сделает металл сварного шва твердым и хрупким. Сплав присадочного металла и боковых стенок должен быть ограничен узкой зоной. Используйте процедуру поверхностной сварки, предписанную для среднеуглеродистых сталей (пункты 7-11). (2) Та же процедура подготовки кромок, очистки сварных швов и последовательности сварочных швов, которая предписана для низко- и среднеуглеродистых сталей, также применяется к высокоуглеродистым сталям. (3) Небольшие детали из высокоуглеродистой стали иногда ремонтируют путем наращивания изношенных поверхностей. Когда это будет сделано, изделие следует отжечь или размягчить, нагревая до красного огня и медленно охлаждая. Затем деталь следует сварить или укрепить электродами из среднеуглеродистой или высокопрочной стали и после сварки подвергнуть термообработке для восстановления ее первоначальных свойств. 7-13. ИНСТРУМЕНТАЛЬНАЯ СТАЛЬа. Общие . Стали, используемые для изготовления инструментов, пуансонов и штампов, являются, пожалуй, самыми твердыми, прочными и прочными сталями, используемыми в промышленности.Как правило, инструментальные стали – это стали от среднего до высокоуглеродистого, в которые в различных количествах включены определенные элементы для обеспечения особых характеристик. Искровой тест показывает умеренно большой объем белых искр с множеством мелких повторяющихся вспышек. г. Углерод входит в состав инструментальной стали, чтобы помочь упрочнить сталь для обеспечения устойчивости к резанию и износу. Другие элементы добавляются для обеспечения большей прочности или прочности. В некоторых случаях добавляются элементы, чтобы сохранить размер и форму инструмента во время операции закалки при термообработке или сделать операцию закалки более безопасной и обеспечить красную твердость, чтобы инструмент сохранял свою твердость и прочность, когда он становится очень горячим.Железо является преобладающим элементом в составе инструментальных сталей. Другие добавленные элементы включают хром, кобальт, марганец, молибден, никель, вольфрам и ванадий. Инструментальная или штамповая сталь предназначена для специальных целей в зависимости от ее состава. Некоторые инструментальные стали производятся для изготовления штампов; одни предназначены для изготовления форм, другие – для горячей обработки, а третьи – для высокоскоростной резки. г. Другой способ классификации инструментальных сталей – по типу закалки, необходимой для упрочнения стали.Наиболее жесткой закалкой после нагрева является закалка в воде (водоотверждаемые стали). Менее жесткой закалкой является закалка в масле, получаемая при охлаждении инструментальной стали в масляных ваннах (закаленные в масле стали). Наименее резкая закалка – охлаждение на воздухе (закаленные на воздухе стали). г. Инструментальные стали и штампы также можно классифицировать в соответствии с работой, которую должен выполнять инструмент. Это основано на количестве классов. (1) Стали класса I используются для изготовления инструментов, которые работают с режущими или режущими действиями, таких как отрезные штампы, режущие штампы, вырубные штампы и обрезные штампы. (2) Стали класса II используются для изготовления инструментов, которые создают желаемую форму детали, заставляя обрабатываемый материал, горячий или холодный, течь под действием напряжения. Сюда входят штампы для волочения, формовочные штампы, переходные штампы, штамповочные штампы, пластиковые формы и штампы для литья под давлением. (3) Стали класса III используются для изготовления инструментов, которые воздействуют на обрабатываемый материал, частично или полностью реформируя его без изменения фактических размеров.Сюда входят гибочные штампы, гибочные штампы и штампы для скручивания. (4) Стали класса IV используются для изготовления штампов, работающих под высоким давлением и создающих поток металла или другого материала, придающий им желаемую форму. Сюда входят штампы для обжима, штампы для тиснения, штампы для товарных позиций, штампы для экструзии и штампы для кольцевания. e. Стали из группы инструментальных сталей имеют содержание углерода от 0,83 до 1,55 процента. Их редко сваривают дуговой сваркой из-за чрезмерной твердости в зоне плавления основного металла.Если необходимо выполнить дуговую сварку, можно использовать электроды из низкоуглеродистой или нержавеющей стали. ф. При сварке инструментальных сталей необходимо использовать равномерно высокие температуры предварительного нагрева (до 1000 ° F (583 ° C)). г. Как правило, следует соблюдать те же меры предосторожности, что и при сварке высокоуглеродистых сталей. Сварочный раструб следует отрегулировать на науглероживание, чтобы предотвратить выгорание углерода в металле шва. Сварку нужно производить как можно быстрее, стараясь не перегреть расплавленный металл.После сварки сталь следует подвергнуть термообработке для восстановления первоначальных свойств. ч. Буровые штанги можно использовать в качестве присадочных стержней, поскольку их высокое содержание углерода близко к содержанию инструментальных сталей. я. Флюс, подходящий для сварки чугуна, следует использовать в небольших количествах, чтобы защитить лужу высокоуглеродистой стали и удалить оксиды в металле шва. Дж. Сварочная техника . При сварке инструментальных сталей следует учитывать следующие методы: (1) Если свариваемые детали небольшие, их следует отжечь или размягчить перед сваркой.Затем края следует предварительно нагреть до 1000 ° F (538 ° C), в зависимости от содержания углерода и толщины листа. Сварку следует выполнять либо низкоуглеродистой сталью, либо высокопрочным электродом. (2) Высокоуглеродистые электроды нельзя использовать для сварки инструментальных сталей. Углерод, захваченный присадочным металлом из основного металла, приведет к тому, что сварной шов станет твердым как стекло, тогда как металл сварного шва из мягкой стали может поглощать дополнительный углерод, не становясь чрезмерно твердым. Затем сварную деталь следует подвергнуть термообработке для восстановления ее первоначальных свойств. (3) При сварке электродами из нержавеющей стали край пластины следует предварительно нагреть, чтобы предотвратить образование твердых зон в основном металле. Наплавленный металл следует наносить небольшими валиками, чтобы свести к минимуму тепловложение. В целом процедура нанесения такая же, как и для средне- и высокоуглеродистых сталей. к. Существует четыре типа штамповой стали, ремонтопригодной для сварки. Это штампы для закалки в воде, штампы для закалки в масле, штампы для закалки на воздухе и инструменты для горячей обработки.Также можно отремонтировать быстроходные инструменты. 7-14. ВЫСОКОПРОЧНЫЕ СПЛАВНЫЕ СТАЛИа. Общие . Было разработано большое количество и разнообразие высокопрочных, высокотвердых, коррозионно-стойких сталей, обладающих стойкостью и другими особыми свойствами. Для большинства этих сталей требуется специальный процесс термообработки для достижения желаемых характеристик в готовом состоянии. Легированные стали обладают большей прочностью и долговечностью, чем другие углеродистые стали, а заданная прочность обеспечивается меньшим весом материала. г. К легированным сталям высокой твердости относятся: (1) Стали, легированные хромом . Хром используется в качестве легирующего элемента в углеродистых сталях для повышения прокаливаемости, коррозионной стойкости и ударопрочности, а также обеспечивает высокую прочность с небольшой потерей пластичности. Хром в больших количествах укорачивает искровую струю вдвое по сравнению с той же сталью без хрома, но не влияет на яркость струи. (2) Никелевые легированные стали .Никель увеличивает ударную вязкость, прочность и пластичность сталей и снижает температуру закалки, поэтому для закалки используется закалка в масле, а не в воде. Никелевая искра имеет короткую резко очерченную полосу яркого света прямо перед вилкой. (3) Стали с высоким содержанием хромоникелевых сплавов (нержавеющие) . Эти высоколегированные стали имеют широкий диапазон составов. Их нержавеющие, коррозионные и жаропрочные свойства меняются в зависимости от содержания сплава и обусловлены образованием очень тонкой оксидной пленки, которая образуется на поверхности металла.Искры соломенного цвета возле точильного круга и белые ближе к концу полосы. Имеется средний объем полос с умеренным количеством разветвленных пакетов. (4) Марганцевые легированные стали . Марганец используется в стали для повышения прочности, износостойкости, облегчения горячей прокатки и ковки. Увеличение содержания марганца снижает свариваемость стали. Стали, содержащие марганец, создают искру, похожую на угольную искру. Умеренное увеличение содержания марганца увеличивает объем искровой струи и интенсивность вспышек.Сталь, содержащая более чем нормальное количество марганца, будет давать искру, аналогичную высокоуглеродистой стали с более низким содержанием марганца. (5) Молибденовые легированные стали . Молибден увеличивает прокаливаемость, то есть глубину затвердевания, возможную при термообработке. Усталостные свойства стали при ударе улучшены за счет содержания молибдена до 0,60%. При содержании молибдена более 0,60% ухудшается собственно ударная усталость. Износостойкость улучшается при содержании молибдена выше примерно 0.75 процентов. Иногда молибден объединяют с хромом, вольфрамом или ванадием для получения желаемых свойств. Стали, содержащие этот элемент, дают характерную искру с отделенным наконечником стрелы, похожую на искру из кованого железа, которую можно увидеть даже при довольно сильных выбросах углерода. Стали, легированные молибденом, содержат никель и / или хром. (6) Стали, легированные титаном и колумбием (ниобием) . Эти элементы используются в качестве дополнительных легирующих добавок в коррозионно-стойких сталях с низким содержанием углерода.Они поддерживают стойкость к межкристаллитной коррозии после того, как металл подвергается воздействию высоких температур в течение длительного периода времени. (7) Вольфрамовые легированные стали . Вольфрам, как легирующий элемент в инструментальной стали, имеет тенденцию давать мелкое плотное зерно при использовании в относительно небольших количествах. При использовании в больших количествах, от 17 до 20 процентов, и в сочетании с другими сплавами, вольфрам дает сталь, сохраняющую твердость при высоких температурах.Этот элемент обычно используется в сочетании с хромом или другими легирующими добавками. В искровом испытании вольфрам будет иметь тускло-красный цвет в искровом потоке возле колеса. Это также укорачивает искровой поток и уменьшает размер или полностью исключает выброс углерода. Вольфрамовая сталь, содержащая около 10 процентов вольфрама, вызывает короткие изогнутые оранжевые острия на концах несущих линий. Еще более низкое содержание вольфрама приводит к появлению небольших белых всплесков на конце пети копья.Несущие линии могут быть от тускло-красного до оранжевого, в зависимости от других присутствующих элементов, при условии, что содержание вольфрама не слишком велико. (8) Стали, легированные ванадием . Ванадий используется для контроля размера зерна. Он имеет тенденцию к повышению закаливаемости и вызывает заметную вторичную твердость, но устойчив к отпуску. Его добавляют в сталь во время производства для удаления кислорода. Легированные стали, содержащие ванадий, создают искры с отделенными наконечниками стрелок на конце несущей линии, аналогичные искрам, возникающим в молибденовых сталях. (9) Кремнистые легированные стали . Кремний добавляется в сталь для повышения прокаливаемости и коррозионной стойкости. Его часто используют с марганцем для получения прочной, вязкой стали. (10) Быстрорежущие инструментальные стали . Эти стали обычно представляют собой специальные сплавы, предназначенные для режущих инструментов. Содержание углерода колеблется от 0,70 до 0,80 процента. Их трудно сваривать, кроме как индукционным методом.Искровой тест покажет несколько длинных раздвоенных лопаток, которые имеют красный цвет около колеса и соломенный цвет около конца искрового потока. г. Многие из этих сталей можно сваривать электродом с толстым покрытием типа экранированной дуги, состав которого аналогичен составу основного металла. Электроды с низким содержанием углерода также могут использоваться с некоторыми сталями. Электроды из нержавеющей стали эффективны там, где предварительный нагрев невозможен или нежелателен. По возможности, термообработанные стали следует предварительно нагревать, чтобы свести к минимуму образование твердых зон или слоев в основном металле, прилегающем к сварному шву.Расплавленный металл не должен перегреваться, а температуру сварки следует контролировать, наплавляя металл узкими валиками. Во многих случаях процедуры сварки среднеуглеродистых сталей (параграфы 7-11) и высокоуглеродистых сталей (параграфы 7-12) могут использоваться при сварке легированных сталей. 7-15. КОНСТРУКЦИОННАЯ СТАЛЬ С ВЫСОКОЙ ПРОЧНОСТЬЮ, С НИЗКИМ ЛЕГКИМ ЛЕГКИМа. Общие . Низколегированные конструкционные стали с высоким пределом текучести (конструкционные легированные стали) – это специальные стали, прошедшие отпуск для получения исключительной прочности и долговечности.Специальные сплавы и общий состав этих сталей требуют специальной обработки для получения удовлетворительных сварных швов. Эти стали представляют собой специальные низкоуглеродистые стали, содержащие определенные небольшие количества легирующих элементов. Их закаливают и отпускают для получения предела текучести от 90 000 до 100 000 фунтов на квадратный дюйм (от 620 550 до 689 500 кПа) и прочности на разрыв от 100 000 до 140 000 фунтов на квадратный дюйм (от 689 500 до 965 300 кПа), в зависимости от размера и формы. Конструкционные элементы, изготовленные из этих высокопрочных сталей, могут иметь меньшие площади поперечного сечения, чем обычные конструкционные стали, и при этом иметь равную прочность.Эти стали также более устойчивы к коррозии и истиранию, чем другие стали. В искровом испытании эти сплавы создают искру, очень похожую на искру с низким содержанием углерода. г. Сварочная техника . Надежная сварка низколегированных конструкционных сталей с высоким пределом текучести может выполняться при соблюдении следующих правил: ВНИМАНИЕ Для предотвращения растрескивания под валиком при сварке низколегированных конструкционных сталей с высоким пределом текучести следует использовать только электроды с низким содержанием водорода. (1) Правильные электроды. Водород – враг номер один для прочных сварных швов легированных сталей; поэтому используйте только электроды с низким содержанием водорода (MIL-E-18038 или MIL-E-22200/1), чтобы предотвратить растрескивание под валиком. Растрескивание под валиком возникает из-за того, что водород захватывается покрытием электрода, выделяется в дугу и поглощается расплавленным металлом. (2) Контроль влажности электродов. Если электроды находятся в герметичном контейнере, поместите их сразу после открытия контейнера в вентилируемую печь для выдержки, установленную на 250–300 ° F (121–149 ° C).Если электроды не находятся в герметичном контейнере, поместите их в вентилируемую печь для выпечки и запекайте в течение 1-1 / 4 часа при 800 ° F (427 ° C). Запеченные электроды, пока они еще теплые, должны быть помещены в печь для выдержки до использования. Электроды должны быть сухими, чтобы исключить поглощение водорода. Тестирование на влажность должно проводиться в соответствии со стандартом MIL-E-22200. ПРИМЕЧАНИЕ Стабилизатор влажности NSN 3439-00-400-0090 – идеальная печь для выдержки в полевых условиях (MIL-M-45558). г. Выбор электрода с низким содержанием водорода. Электроды идентифицируются по классификационным номерам, которые всегда указаны на контейнерах с электродами. Для покрытий с низким содержанием водорода два последних числа в классификации должны быть 15, 16 или 18. Чаще всего используются электроды диаметром 5/32 и 1/8 дюйма (4,0 и 3,2 мм), поскольку они больше подходит для всех видов сварки этой стали. В таблице 7-14 перечислены электроды, используемые для сварки низколегированных конструкционных сталей с высоким пределом текучести.Таблица 7-15 представляет собой список электродов, используемых в настоящее время в системе снабжения армии. г. Выбор комбинаций проволока-флюс и проволока-газ . Проволочные электроды для дуговой сварки под флюсом и в среде защитного газа не классифицируются по прочности. Сварочная проволока и комбинации проволока-флюс, используемые для снятия напряжений в сталях, должны содержать не более 0,05 недавнего ванадия. Сваривать металл более 0.05% ванадия может стать хрупким при снятии напряжения. При использовании процессов дуговой сварки под флюсом или газовой дуговой сварки для сварки конструкционных сталей с высоким пределом текучести, низколегированных конструкционных сталей и низколегированных сталей комбинация проволока-флюс и проволока-газ должна быть такой же, как и для низкопрочных сталей. e. Предварительный нагрев . Для сварочных пластин толщиной менее 1,0 дюйма (25,4 мм) температура выше 50 ° F (10 ° C) не требуется, за исключением случаев удаления с поверхности металла влаги. Таблица 7-16 содержит рекомендуемые температуры предварительного нагрева. ф. Тепловая сварка . (1) Общие . Важно избегать чрезмерной концентрации тепла, чтобы область сварного шва быстро остыла. Для определения подводимой теплоты к сварному шву можно использовать номограмму тепловложения или калькулятор тепловложения. (2) Номограмма тепловой мощности . Чтобы использовать номограмму тепловой мощности (рис. 7-9), найдите значение вольта в столбце 1 и проведите линию к значению в амперах в столбце 3.От точки, где эта линия пересекает столбец 2, проведите еще одну линию до значения дюйм / мин в столбце 5. Считайте единицы тепла в точке, где эта вторая линия пересекает столбец 4. Тепловые единицы представляют собой тысячи джоулей на дюйм. Например, при 20 вольт и 300 ампер линия пересекает столбец 2 при значении 6. При 12 дюймах / мин подвод тепла определяется как 30 тепловых единиц или 30 000 джоулей / дюйм. (3) Вычислитель тепловой энергии .Калькулятор тепловложения можно сделать, скопировав рисунок, напечатанный на внутренней стороне задней обложки данного руководства, на пластик, светлый картон или другой подходящий материал и вырезав кусочки. Если подходящего материала нет, калькулятор можно собрать, вырезав выкройку из задней обложки. После того, как две части вырезаны, в центре каждой пробивается отверстие. Затем они собираются с помощью бумажной застежки или другого подобного устройства, которое позволяет деталям вращаться.Чтобы определить погонную энергию при сварке с помощью калькулятора, поворачивайте до тех пор, пока значение на шкале вольт не совпадет со значением на шкале скорости (дюймы / мин). Затем значение шкалы ампер будет выровнено прямо напротив расчетного значения тепловых единиц. Как и в случае с номограммой, тепловые единицы представляют собой тысячи джоулей на дюйм. (4) Максимальное тепловложение . Сравните значение погонной энергии, полученное с помощью номограммы или калькулятора, с максимальными значениями, указанными в таблицах 7-17 и 7-18.Если расчетное значение слишком велико, отрегулируйте ток, скорость движения или температуру предварительного нагрева до тех пор, пока расчетное тепловложение не будет в надлежащем диапазоне. (Таблицы применимы только к процессам с одинарной дугой, дугой в экранированной среде, дугой под флюсом, дугой вольфрамовым электродом, порошковой проволокой и металлической дугой в газовой среде. процессы вертикальной сварки с высоким тепловложением, так как сварные швы, выполненные ими в сталях марки «Т-1», следует подвергать термической обработке закалкой и отпуском.) Для условий сварки, выходящих за пределы диапазона номограммы или калькулятора, тепловложение можно рассчитать по следующей формуле: г. Сварочный процесс . Надежная сварка низколегированной конструкционной стали с высоким пределом текучести может быть выполнена формально, если выбрать электрод с низким содержанием водорода или выбрать правильную комбинацию проволока-флюс или проволока-газ при использовании дуговой сварки под флюсом или процесса металлической дуги.По возможности используйте прямой стрингер. Избегайте использования рисунка плетения; однако, если необходимо, его следует ограничить узором частичного плетения. Наилучшие результаты достигаются при небольшом круговом движении электрода с площадью переплетения, не превышающей двух диаметров электрода. Никогда не используйте полный узор переплетения. Рисунок частичного переплетения не должен превышать двойного диаметра электрода. Пропустите сварку, насколько это возможно. Иногда рекомендуется упрочнение сварного шва для снятия напряжений при охлаждении более крупных деталей.Угловые швы должны быть гладкими и иметь правильный контур. Избегайте трещин на пальцах и подрезов. Электроды, используемые для угловых швов, должны иметь меньшую прочность, чем электроды, используемые для стыковой сварки. Упрочнение угловых швов с помощью пневмоударника может помочь предотвратить образование трещин, особенно если в сварных швах необходимо снять напряжение. Пьедестал из мягкой стальной проволоки может помочь поглотить усадочные усилия. Масляная сварка в области носка перед фактической угловой сваркой укрепляет зону, где может начаться трещина на носке. В области носка накладывается валик, который затем шлифуется перед самой угловой сваркой.Этот валик масляного сварного шва должен располагаться так, чтобы кончик углового шва проходил прямо над ним во время фактической угловой сварки. Из-за того, что при угловой сварке используется дополнительный материал, скорость охлаждения увеличивается, а тепловложение может быть увеличено примерно на 25 процентов. 7-16. ЧУГУНа. Общие . Чугун – это сплав железа, углерода и кремния, в котором количество углерода обычно составляет более 1,7% и менее 4.5 процентов. (1) Серый чугун – наиболее широко используемый тип чугуна. Серый чугун имеет множество составов, но обычно это перлит с множеством рассеянных чешуек графита. (2) Есть также чугуны из сплавов, которые содержат небольшое количество хрома, никеля, молибдена, меди или других элементов, добавленных для придания им особых свойств. (3) Другой легированный чугун – это аустенитный чугун, который модифицирован добавками никеля и других элементов для снижения температуры превращения, так что структура становится аустенитной при комнатной или нормальной температуре.Аустенитные чугуны обладают высокой степенью коррозионной стойкости. (4) В белом чугуне почти весь углерод находится в комбинированной форме. Это обеспечивает более высокую твердость чугуна, что используется для обеспечения устойчивости к истиранию. (5) Ковкий чугун получают путем специальной термической обработки белого чугуна отжигом для изменения структуры углерода в чугуне. Структура меняется на перлитную или ферритную, что увеличивает ее пластичность. (6) Чугун с шаровидным графитом и высокопрочный чугун изготавливаются путем добавления магния или алюминия, которые либо связывают углерод в комбинированном состоянии, либо придают свободному углероду сферическую или узловатую форму, а не обычную чешуйчатую форму серого цвета. чугун. Эта структура обеспечивает большую пластичность или пластичность отливки. (7) Чугуны широко используются в сельхозтехнике; на станках в качестве оснований, кронштейнов и крышек; для трубопроводной арматуры и чугунных труб; и для автомобильных блоков двигателя, головок, коллекторов и водоподготовки.Чугун редко используется в конструкционных работах, за исключением элементов сжатия. Он широко используется в строительной технике для противовесов и в других областях, где требуется вес. г. Серый чугун имеет низкую пластичность и поэтому не будет расширяться или растягиваться в значительной степени перед разрушением или растрескиванием. Из-за этой характеристики при сварке чугуна методом кислородно-ацетиленовой сварки необходим предварительный нагрев. Однако его можно сваривать дуговым методом без предварительного нагрева, если тепло сварки тщательно контролируется.Это может быть достигнуто путем сварки только коротких участков стыка за один раз и охлаждения этих участков. Благодаря этой процедуре тепло сварки ограничивается небольшой площадью и исключается опасность растрескивания отливки. Крупные отливки со сложным сечением, такие как моторные блоки, можно сваривать без демонтажа и предварительного нагрева. Обычно желательны специальные электроды, предназначенные для этой цели. Ковкий чугун, такой как ковкий чугун, высокопрочный чугун и чугун с шаровидным графитом, можно успешно сваривать.Для достижения наилучших результатов эти типы чугунов следует сваривать в отожженном состоянии. г. Сварка используется для восстановления новых чугунных отливок, ремонта отливок, вышедших из строя, а также для соединения отливок друг с другом или со стальными деталями в производственных процессах. В таблице 7-19 показаны сварочные процессы, которые можно использовать для сварки чугуна с шаровидным графитом, ковкого чугуна и чугуна с шаровидным графитом. Выбор процесса сварки и присадочных металлов зависит от типа желаемых свойств сварного шва и ожидаемого срока службы.Например, при использовании процесса дуговой сварки экранированным металлом можно использовать различные типы присадочного металла. Присадочный металл будет влиять на соответствие цвета сварного шва по сравнению с основным материалом. Соответствие цвета может быть определяющим фактором, особенно при утилизации или ремонте отливок, когда разница в цвете недопустима. г. Независимо от того, какой из сварочных процессов выбран, необходимо произвести определенные подготовительные действия.Важно определить точный тип свариваемого чугуна, будь то чугун серый, ковкий или пластичный. Если точная информация неизвестна, лучше всего предположить, что это серый чугун с небольшой пластичностью или без нее. Как правило, не рекомендуется сваривать ремонтные отливки из серого чугуна, которые при нормальной эксплуатации подвергаются нагреву и охлаждению, особенно когда нагрев и охлаждение изменяются в диапазоне температур, превышающих 400 ° F (204 ° C). Если в качестве присадочного материала не используется чугун, металл шва и основной металл могут иметь разные коэффициенты расширения и сжатия.Это будет способствовать возникновению внутренних напряжений, которые не может выдержать серый чугун. Ремонт этих типов отливок может быть произведен, но надежность и срок службы такого ремонта невозможно спрогнозировать с точностью. e. Подготовка к сварке . (1) При подготовке отливки к сварке необходимо удалить все поверхностные материалы, чтобы полностью очистить отливку в области сварного шва. Это означает удаление краски, смазки, масла и других посторонних материалов из зоны сварки.Желательно нагреть зону сварного шва на короткое время, чтобы удалить захваченный газ из зоны сварного шва основного металла. Кожа или поверхность с высоким содержанием кремния также должны быть удалены рядом с зоной сварного шва как на лицевой, так и на корневой стороне. Края стыка должны быть вырезаны или отшлифованы, чтобы получился угол 60 ° или фаска. Там, где есть канавки, следует использовать V-образную канавку под углом 60-90 °. V должен выступать примерно на 3,2 мм (1/8 дюйма) от дна трещины. На каждом конце трещины следует просверлить небольшое отверстие, чтобы она не расширилась.Всегда следует использовать сварные швы с полным проплавлением, поскольку не полностью устраненные трещины или дефекты могут быстро появиться снова в условиях эксплуатации. (2) Предварительный нагрев желателен для сварки чугунов любым сварочным процессом. Его можно уменьшить при использовании очень пластичного присадочного металла. Предварительный нагрев уменьшит температурный градиент между сварным швом и остальной частью чугуна. Температуры предварительного нагрева должны зависеть от процесса сварки, типа присадочного металла, массы и сложности отливки.Предварительный нагрев можно произвести любым из обычных методов. Нагрев горелки обычно используется для относительно небольших отливок весом 30,0 фунтов (13,6 кг) или меньше. Более крупные детали могут быть предварительно нагреты в печи, и в некоторых случаях временные печи строятся вокруг детали, а не в печи. Таким образом, детали могут поддерживаться при высокой температуре промежуточного прохода во временной печи во время сварки. Предварительный нагрев должен быть общим, поскольку он помогает улучшить пластичность материала и распределяет усадочные напряжения по большой площади, чтобы избежать критических напряжений в любой точке.Предварительный нагрев помогает смягчить область, прилегающую к сварному шву; способствует дегазации отливки, что, в свою очередь, снижает возможность образования пористости наплавленного металла шва; и это увеличивает скорость сварки. (3) Медленное охлаждение или последующий нагрев улучшает обрабатываемость зоны термического влияния в чугуне, прилегающей к сварному шву. Последующее охлаждение должно быть как можно медленнее. Это можно сделать, накрыв отливку изоляционным материалом, чтобы не допустить проникновения воздуха или ветров. ф. Сварочная техника . (1) Электроды . (a) Чугун можно сваривать стальным электродом с покрытием, но этот метод следует использовать только в качестве чрезвычайной меры. При использовании стального электрода необходимо учитывать усадку металла сварного шва, углерод, улавливаемый из чугуна металлом сварного шва, и твердость металла сварного шва, вызванную быстрым охлаждением. При переходе из расплавленного в твердое состояние сталь дает усадку больше, чем чугун.При использовании стального электрода эта неравномерная усадка вызывает деформации стыка после сварки. Когда на стык наносится большое количество присадочного металла, чугун может треснуть сразу за линией плавления, если не будут приняты профилактические меры. Чтобы преодолеть эти трудности, подготовленное соединение следует сварить, наплавив металл шва в виде коротких валиков длиной от 0,75 до 1,0 дюйма (от 19,0 до 25,4 мм). Они выполняются периодически, а в некоторых случаях – с помощью процедуры обратного шага и пропуска.Во избежание образования твердых участков дугу следует зажигать в V, а не по поверхности основного металла. Каждый короткий отрезок металла шва, нанесенный на соединение, следует слегка обработать в горячем состоянии небольшим ударным молотком и дать остыть перед нанесением дополнительного металла сварного шва. Упрочнение приводит к ковке металла и уменьшению деформации при охлаждении. (b) Используемые электроды должны иметь диаметр 1/8 дюйма (3,2 мм) для предотвращения чрезмерного нагрева при сварке. Сварку следует производить с обратной полярностью.Плетение электрода должно быть сведено к минимуму. Перед добавлением дополнительного металла каждый наплавленный металл следует тщательно очистить. (c) Чугунные электроды должны использоваться там, где требуется последующая обработка сварного соединения. Электроды из нержавеющей стали используются, когда обработка сварного шва не требуется. Процедура выполнения сварных швов этими электродами такая же, как и для сварки электродами из низкоуглеродистой стали. Электроды из нержавеющей стали обеспечивают отличное сплавление присадочного металла и основного металла.Следует проявлять особую осторожность, чтобы избежать растрескивания сварного шва, которое сокращается примерно на 50 процентов больше, чем из-за того, что нержавеющая сталь расширяется, а низкоуглеродистая сталь расширяется при одинаковых изменениях температуры. (2) Дуговая сварка . (a) Процесс дуговой сварки защищенным металлом может использоваться для сварки чугуна. Можно использовать четыре типа присадочных металлов: электроды с чугунным покрытием; покрытые электроды из сплава на основе меди; покрытые электроды из сплава на основе никеля; и электроды, покрытые мягкой сталью.Существуют причины для использования каждого из различных конкретных типов электродов, которые включают обрабатываемость наплавки, соответствие цвета наплавке, прочность наплавки и пластичность окончательного сварного шва. (b) При дуговой сварке чугунными электродами (ECI) предварительно нагрейте до 250–800 ° F (от 121 до 425 ° C), в зависимости от размера и сложности отливки, а также необходимости обработки наплавки и прилегающих к ней области. Чем выше степень нагрева, тем легче будет обработать наплавленный металл.В общем, лучше всего использовать электроды небольшого размера и относительно низкую настройку тока. Следует использовать дугу средней длины, и, если это возможно, сварку следует выполнять в горизонтальном положении. Следует использовать блуждающую или пропущенную процедуру сварки, а упрочнение поможет снизить напряжения и свести к минимуму деформацию. Рекомендуется медленное охлаждение после сварки. Эти электроды обеспечивают отличное цветовое соответствие серого чугуна. Прочность сварного шва будет равна прочности основного металла. Есть два типа электродов на основе меди: сплав медно-оловянный и медно-алюминиевый.Медно-цинковые сплавы нельзя использовать для электродов для дуговой сварки из-за низкой температуры кипения цинка. Цинк улетучивается в дуге и вызывает пористость металла сварного шва. (c) При использовании электродов с медной основой рекомендуется предварительный нагрев от 250 до 400 ° F (от 121 до 204 ° C). Следует использовать электроды малого диаметра и слабый ток. Дуга должна быть направлена против наплавленного металла или лужи, чтобы избежать проникновения и смешивания основного металла с металлом сварного шва.После сварки рекомендуется медленное охлаждение. Электроды на медной основе не обеспечивают хорошего соответствия цвета. (d) Существует три типа никелевых электродов, используемых для сварки чугуна. Эти электроды можно использовать без предварительного нагрева; однако рекомендуется нагревание до 100 ° F (38 ° C). Эти электроды можно использовать во всех положениях; однако рекомендуется горизонтальное положение. Сварочный шлак следует удалять между проходами. Отложения никеля и никелевого железа чрезвычайно пластичны и не станут хрупкими из-за улавливания углерода.Твердость зоны термического влияния можно минимизировать за счет уменьшения проникновения в основной металл чугуна. Упомянутый выше прием, заключающийся в воспроизведении дуги на лужице, а не на основном металле, поможет свести к минимуму разбавление. Медленное охлаждение и, при необходимости, последующий нагрев улучшают обрабатываемость зоны термического влияния. Электроды на никелевой основе не обеспечивают близкого соответствия цвета. (e) Электроды медно-никелевого типа двух марок. Любой из этих электродов можно использовать так же, как никелевый или железоникелевый электрод, с примерно той же технологией и результатами.Отложения этих электродов не обеспечивают совпадение цвета. (f) Электроды из мягкой стали не рекомендуются для сварки чугуна, если требуется механическая обработка наплавки. Отложения из мягкой стали собирают достаточно углерода для образования высокоуглеродистых отложений, которые невозможно обработать механической обработкой. Кроме того, наплавка из мягкой стали будет иметь пониженный уровень пластичности в результате повышенного содержания углерода. Этот тип электрода следует использовать только для небольшого ремонта и не должен использоваться, когда требуется механическая обработка.Для небольших ремонтных работ возможен минимальный предварительный нагрев. Для минимизации разбавления и во избежание концентрации усадочных напряжений рекомендуется использовать небольшие электроды при слабом токе. Следует использовать короткие сварные швы в произвольной последовательности, а сварной шов следует как можно быстрее после сварки. Наплавленный электрод из низкоуглеродистой стали обеспечивает хорошее соответствие цвета. (3) Углеродно-дуговая сварка чугуна . Отливки из чугуна можно сваривать с помощью угольной дуги, чугунного прутка и сварочного флюса для чугуна.Шов следует предварительно нагреть, перемещая угольные электроды по поверхности. Это предотвращает слишком быстрое охлаждение после сварки. Расплавленную лужу металла можно обрабатывать углеродным электродом так, чтобы перемещать любой образующийся шлак или оксиды на поверхность. Сварные швы, выполненные с помощью угольной дуги, охлаждаются медленнее и не так тверды, как сварные швы с использованием металлической дуги и чугунного электрода. Сварные швы поддаются механической обработке. (4) Газовая сварка на кислородном топливе . Процесс кислородно-топливного газа часто используется для сварки чугуна.Можно использовать большую часть топливных газов. Пламя должно быть нейтральным или слегка уменьшающимся. Следует использовать флюс. Доступны два типа присадочных металлов: чугунные стержни и медно-цинковые стержни. Сварные швы, выполненные подходящим чугунным электродом, будут такими же прочными, как и основной металл. Все эти сварочные покрытия обеспечивают хорошее соответствие цветов. Следует использовать оптимальную процедуру сварки в отношении подготовки стыка, предварительного нагрева и последующего нагрева. Стержни из меди и цинка обеспечивают сварку пайкой. Существует две классификации: марганцевая бронза и бронза с низким содержанием дымовых газов.Осажденная бронза имеет относительно высокую пластичность, но не обеспечивает совпадения цветов. (5) Пайка и сварка припоем . (a) Пайка используется для соединения чугуна с чугуном и сталью. В этих случаях для пайки следует выбирать такую конструкцию соединения, чтобы капиллярное притяжение заставляло присадочный металл течь между близко прилегающими деталями. Обычно используется факельный метод. Кроме того, в качестве источников тепла можно использовать угольную дугу, двойную угольную дугу, газо-вольфрамовую дугу и плазменную дугу.Обычно используются два металлических сплава припоя; оба являются сплавами меди и цинка. Для соединения чугуна также можно использовать пайку. При сварке пайкой присадочный металл не втягивается в соединение за счет капиллярного притяжения. Иногда это называют сваркой бронзы. Следует использовать наполнитель с жидкостью при температуре выше 850 ° F (454 ° C). Сварка пайкой не обеспечивает совпадения цвета. (b) Сварка пайкой может также выполняться с помощью дуговой сварки в защитном металлическом корпусе или с помощью дуговой сварки металлическим электродом в газе.Предварительный нагрев при высоких температурах обычно не требуется для сварки пайкой, если только деталь не является очень тяжелой или сложной по геометрии. Наплавленный бронзовый металл шва имеет чрезвычайно высокую пластичность, которая компенсирует недостаточную пластичность чугуна. Тепла дуги достаточно, чтобы довести поверхность чугуна до температуры, при которой сплав присадочного металла на основе меди будет сцепляться с чугуном. Поскольку перемешивание материалов незначительное или отсутствует, зона, прилегающая к сварному шву в основном металле, не затвердевает в значительной степени.После завершения сварки сварной шов и прилегающий участок можно обработать. Как правило, для большинства применений достаточно предварительного нагрева до 200 ° F (93 ° C). Скорость охлаждения не очень важна, и термообработка для снятия напряжения обычно не требуется. Этот тип сварки обычно используется для ремонтной сварки автомобильных деталей, деталей сельскохозяйственных орудий и даже блоков и головок автомобильных двигателей. Его можно использовать только в том случае, если отсутствие соответствия цветов не вызывает возражений. (6) Газовая дуговая сварка металла .Процесс газовой дуговой сварки может использоваться для сварки ковкого чугуна и углеродистой стали. Можно использовать несколько типов электродной проволоки, в том числе: (a) Мягкая сталь с использованием 75% аргона + 25% CO 2 для защиты. (b) Никель-медь с использованием 100% аргона для защиты. (c) Кремниевая бронза с использованием 50% аргона + 50% гелия для защиты. Во всех случаях следует использовать электродную проволоку малого диаметра при слабом токе.При использовании электродной проволоки из низкоуглеродистой стали смесь защитного газа аргон-CO 2 используется для минимизации проникновения. В случае присадочного металла на основе никеля и присадочного металла на основе меди наплавленный присадочный металл является чрезвычайно пластичным. Низкоуглеродистая сталь обеспечивает хорошее соответствие цвета. Обычно требуется более интенсивный предварительный нагрев, чтобы снизить остаточные напряжения и склонность к растрескиванию. (7) Порошковая сварка . Этот процесс недавно начали использовать для сварки чугунов.Более успешным применением была порошковая проволока на никелевой основе. Эта электродная проволока обычно работает с защитным газом CO 2 , но когда более низкие механические свойства не являются нежелательными, она может работать без внешнего защитного газа. Можно использовать минимальные температуры предварительного нагрева. Этот метод должен минимизировать проникновение в основной металл чугуна. Последующий нагрев обычно не требуется. Подбор цвета не получается. (8) Шпилька .Трещины в крупных отливках иногда заделывают шипами (рис. 7-10). В этом процессе трещина удаляется шлифовкой V-образной канавки. Отверстия просверливаются и нарезаются под углом с каждой стороны канавки, и в эти отверстия ввинчиваются шпильки на расстояние, равное диаметру шпилек, причем верхние концы выступают примерно на 1/4 дюйма (6,4 мм) над канавкой. чугунная поверхность. Шпильки следует герметично приварить на месте с помощью одного или двух валиков вокруг каждой шпильки, а затем связать вместе с помощью приварных металлических валиков.Сварные швы следует выполнять короткими отрезками, каждая из которых подвергается закалке в горячем состоянии, чтобы предотвратить высокие напряжения или растрескивание при охлаждении. Перед нанесением дополнительного металла каждому валику необходимо дать остыть и тщательно очистить. Если метод крепления шипов не может быть применен, края стыка следует вырезать или обработать инструментом с круглым концом, чтобы образовалась U-образная канавка, в которую должен быть наплавлен металл сварного шва. (9) Для чугуна можно использовать другие способы сварки.Термитная сварка использовалась для ремонта определенных типов деталей станков из чугуна. Пайка может использоваться для соединения чугуна и иногда используется для ремонта небольших дефектов в небольших отливках. Сварку оплавлением можно также использовать для сварки чугуна. Доверенность |
Плюсы, минусы и лучшие способы сварки нержавеющей стали
Нержавеющая сталь – популярный строительный материал, давно известный своей долговечностью и значительной устойчивостью к коррозии.Сварка с этим привлекательным металлом создает некоторые уникальные проблемы, которые необходимо учитывать перед запуском проекта с нержавеющей сталью. Давайте подробнее рассмотрим плюсы и минусы работы с этим веществом и рассмотрим лучшие способы сварки нержавеющей стали.
Нержавеющая сталь – это сплав на основе железа, содержащий различное количество хрома, который является элементом, который придает нержавеющей стали репутацию стойкой к ржавчине. Степень содержания хрома может варьироваться от 11% до 30%, причем каждый вариант имеет несколько разные химические свойства, которые влияют на его работу.
Популярность нержавеющей сталипродолжает расти, потому что это прочный материал, устойчивый ко многим типам жидкой, газовой и химической коррозии. Это вещество требует значительных усилий, и оно хорошо работает в различных областях применения. Фактически, поскольку многие марки нержавеющей стали могут выдерживать экстремальные высокие и низкие температуры, это популярный материал для трубной и нефтяной промышленности. Рестораны, крафтовые пивоварни и производители медицинского оборудования полагаются на его устойчивость к росту бактерий, что делает его безопасным выбором для приготовления пищи, медицинских нужд и для транспортировки агрессивных химикатов.
С другой стороны, нержавеющая сталь – дорогой металл – в три-пять раз дороже, чем низкоуглеродистая сталь. Когда дело доходит до сварки этого дорогостоящего материала, выбор может оказаться непростым по нескольким причинам.
Сложно ли сваривать нержавеющую сталь?Нержавеющая сталь очень эффективно сохраняет тепло, что затрудняет сварку, особенно для начинающих сварщиков. При столкновении с чрезмерным нагревом при сварке нержавеющая сталь может деформироваться от высоких температур и даже деформироваться в процессе охлаждения.Он также может быть очень неумолимым с эстетической точки зрения, поскольку отображает все царапины и царапины, которые остались позади. Точно так же, если вы когда-либо занимались сваркой на металлическом столе, вы должны принять меры предосторожности перед тем, как начать, потому что он так легко царапается. Все это говорит о том, что нержавеющая сталь не очень прощает ошибок, когда дело доходит до сокрытия ошибок, и имеет тенденцию отдавать предпочтение более опытным сварщикам.
Какой вид сварки лучше всего подходит для нержавеющей стали?Ответ непростой: все зависит от того, какого результата вы пытаетесь достичь.Нержавеющую сталь можно сваривать дуговой сваркой в защитном металлическом корпусе (MIG), дуговой сваркой вольфрамовым электродом (TIG) и электродной сваркой, и каждый из этих процессов дает несколько разные результаты. Чтобы выбрать лучший процесс сварки для вашего проекта, учитывайте следующие факторы: уровень квалификации сварщика, эстетику готовой детали, включая внешний вид валика, толщину металла, а также затраты и временные факторы проекта. Если мастерство имеет первостепенное значение, тогда тонкость сварки TIG может быть хорошим вариантом, но если скорость и эффективность являются приоритетом, тогда сварка MIG может быть лучшим процессом.
Можно ли сваривать нержавеющую сталь методом TIG? СваркаTIG известна своей точностью, поэтому ее часто используют в проектах, где требуются чистые, контролируемые сварные швы, особенно на менее щадящих материалах, таких как сплавы нержавеющей стали или алюминий. Несмотря на то, что он дает прекрасные сварные швы, это также самый медленный процесс сварки, требующий опытного сварщика с превосходной техникой. Здесь также проще всего контролировать искажения.
СваркаMIG – лучший выбор для работ, которые не связаны с внешним видом или тонкими сварными швами, но требуют, чтобы работа выполнялась эффективно и с минимальными затратами.При сварке MIG нержавеющей стали используется простое оборудование, которое легко транспортировать, поэтому это популярный выбор для технического обслуживания и ремонта. Другие факторы, которые следует учитывать: стоимость и характеристики присадочного металла, степень сложности оборудования и уровень опыта сварщика.
Профессиональный совет по передовой практикеОдин из способов предотвратить коробление при сварке нержавеющей стали – зажать кусок латуни или меди за швом сварного шва. Это будет служить охлаждающим механизмом или «радиатором», поглощая тепло и предотвращая прогорания.Это также может помочь вам непрерывно сварить весь шов.
Ржавеет ли сварная нержавеющая сталь?В нормальных условиях нержавеющая сталь выдерживает все виды коррозии. Однако в экстремальных условиях нержавеющая сталь может ржаветь. Это происходит, когда слой оксида хрома – тот самый элемент, который защищает нержавеющую сталь от ржавчины – разрушается или удаляется. Иногда это может произойти во время сварки, в процессе нагрева или охлаждения.
Даже при сварке TIG ржавчина может быть одной из самых серьезных проблем при сварке нержавеющей стали.Вот почему так важны очистка и подготовка нержавеющей стали перед началом работы. При правильно очищенном и подготовленном куске нержавеющей стали оксид хрома внутри действует как защитное уплотнение от ржавчины во время процесса сварки. Он может помочь нержавеющей стали заживить от обесцвечивания и стойких следов.
Подготовка – это ключ к успехуИмейте отдельный набор инструментов только для подготовки и очистки нержавеющей стали перед сваркой. Почему? Потому что он чрезвычайно чувствителен к любому количеству углеродистой стали.Если на каком-либо из ваших инструментов есть остатки углеродистой стали, а затем они соприкоснутся с нержавеющей сталью, эти следы попадут в состав и вызовут ржавчину вашего конечного продукта. Даже частицы пыли из углеродистой стали могут представлять угрозу коррозии нержавеющей стали и должны храниться в отдельных рабочих зонах.
Сварка нержавеющей сталью – задача, на которую стоит взятьсяСварка нержавеющей стали имеет свои преимущества и проблемы, но если вы учитываете эти ограничения в своем процессе, конечный результат того стоит. NMe} I] N3 * 0LI: ђc.| ot t͆cY1Kbk;! sqq & K.sy⯗R @ ֘ {wͳ {q4Qs A @ ہ V ؘ X
Влияние типов электродов на склонность к растрескиванию при затвердевании сварного металла из аустенитной нержавеющей стали
Влияние типов электродов на склонность к растрескиванию при затвердевании исследован металл шва из аустенитной нержавеющей стали. Для изготовления стыков использовался метод ручной дуговой сварки металлом, в качестве контроля использовалась сварка вольфрамовым электродом в среде защитного газа. Проведены металлографические и химические анализы зон сплавления швов.Результаты показывают, что сварные детали, полученные из электродов E 308-16 (с рутиловым покрытием), E 308-16 (с покрытием из извести-диоксида титана) и сварных соединений TIG, относятся к диапазону и затвердевают в дуплексном режиме, и было обнаружено, что они устойчивы к затвердеванию. растрескивание. Наплавленный металл E 308-16 имел наибольшее сопротивление растрескиванию при затвердевании. Соединения, изготовленные из E 310-16, имели коэффициент <1,5 и затвердевали по аустенитному типу. Было обнаружено, что он подвержен растрескиванию при затвердевании. Е 312-16 производил стыки с соотношением> 1.9 и затвердевает ферритовой модой. Он имел низкую стойкость к растрескиванию при затвердевании.
1. Введение
Нержавеющая сталь – это общее название стальных сплавов, которые состоят из 10,5 или более массовых процентов хрома (Cr) и более 50 массовых процентов железа (Fe). Нержавеющие стали можно разделить по их кристаллической структуре на три основных типа: аустенитная, ферритная и мартенситная нержавеющая сталь. Аустенитная нержавеющая сталь (АСС) содержит максимум 0,15 процента углерода, минимум 16 процентов хрома и достаточное количество никеля и / или марганца для сохранения аустенитной структуры при всех температурах от криогенной температуры до точки плавления сплава.
Аустенитные нержавеющие стали стали наиболее широко используемыми нержавеющими сталями и составляют около 70 процентов всей нержавеющей стали, производимой во всем мире, благодаря своим механическим и металлургическим свойствам и хорошей свариваемости [1]. Превосходные свойства ASS, включая высокую прочность на растяжение, хорошую ударопрочность, отличную пластичность, устойчивость к коррозии и износу, нашли различное применение как в быту, так и во многих машиностроительных отраслях, некоторые из которых включают кухонную утварь, оборудование для пищевой промышленности, оборудование для химическая промышленность, грузовые прицепы, кухонные мойки, внешняя архитектура, котлы и сосуды под давлением, электростанция, работающая на ископаемом топливе, оборудование для десульфуризации топливного газа, трубки испарителя, пароперегреватели и трубки повторного нагрева, паровые коллекторы и трубы, среди прочего [2].
В последнее время был достигнут прогресс в таких процессах соединения, как клеи, механические крепежи, пайка и пайка. Однако сварка остается наиболее важным процессом соединения металлов, даже несмотря на то, что дуговая сварка является наиболее широко используемым процессом сварки плавлением. При изготовлении деталей из аустенитной нержавеющей стали сварка является одним из наиболее часто используемых методов [3, 4]. Несмотря на хорошую свариваемость, которую демонстрирует ASS, горячие трещины являются основной металлургической проблемой, с которой сталкиваются при сварке компонентов из аустенитной нержавеющей стали.Это вызвано образованием легкоплавких эвтектик на границах зерен во время сварки, которые вызывают разрушение под действием усадочных напряжений, связанных с затвердеванием. Растрескивание при затвердевании – это тип горячего растрескивания, который зависит от механического ограничения и металлургической восприимчивости [5]. Он состоит из трещин на междендритных и / или межкристаллитных границах металла сварного шва в процессе затвердевания, во время которого жидкая фаза мягкого расплава обогащается примесями, в основном серой (S) и фосфором (P).Это явление снижает механическую прочность на границах зерен и дендритов, делая их восприимчивыми к растрескиванию и в конечном итоге разрушению [6]. Одним из таких отказов является коррозионное растрескивание трубы из нержавеющей стали марки 304, неправильно сваренной швом и предназначенной для транспортировки раствора глюкозы в Иллинойс, США [7].
В связи с проблемой растрескивания при затвердевании в сварной арматуре АБС было проведено множество работ для объяснения явления растрескивания при затвердевании и способов его предотвращения.Еще в 1941 г. Scherer et al. обнаружили, что трещиностойкость металла сварного шва ASS может быть улучшена путем корректировки состава до 5–35 процентов феррита в готовом сварном шве. Халл [8] подтвердил это, заявив, что когда содержание феррита в готовом сварном шве превышает 35 весовых процентов, металл сварного шва становится восприимчивым к растрескиванию при затвердевании, но механизм, с помощью которого трещиностойкость достигается за счет эффекта остаточного феррита в сварном шве. металл до сих пор полностью не изучен.
Однако были предприняты хорошие попытки объяснить этот эффект. Borland и Younger [9] предположили, что более высокая растворимость примесных элементов в дельта-феррите приводит к меньшей междендритной сегрегации и снижает склонность к растрескиванию. Thier et al. [10] обнаружили, что объемное сжатие, связанное с превращением феррит-аустенит, снижает растягивающие напряжения вблизи вершины трещины, что снижает склонность к растрескиванию. Помимо влияния остаточного дельта-феррита на контроль растрескивания при затвердевании в сварной конструкции ASS, Baldev et al.[5] и Borland [11] предположили, что растрескивание при затвердевании в металле сварного шва ASS может быть сведено к минимуму с помощью различных методов, которые уменьшают механическое закрепление в готовом металле шва. Как можно увидеть в некоторых из упомянутых выше исследовательских работ, растрескивание при затвердевании в сварных деталях из аустенитной нержавеющей стали частично зависит от состава металла сварного шва. Например, хорошо спроектированный продукт может выйти из строя из-за растрескивания, если выбранный сварочный стержень приведет к тому, что зона сварного шва будет иметь более низкое содержание сплава, чем в основном металле.Следовательно, необходимо определить, как тип электрода влияет на склонность к растрескиванию при затвердевании сварных деталей АСС. Таким образом, основной целью данной работы является исследование влияния типов электродов на микроструктурную предрасположенность сварного шва из аустенитной нержавеющей стали к образованию трещин при затвердевании.
2. Материалы и методы
Основным металлом испытательных образцов, использованных в данном исследовании, была аустенитная нержавеющая сталь марки 304H, номинальный химический состав материала показан в таблице 1.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||