Карта технологического процесса – Маршрутная карта технологического процесса: содержание, составление, бланк
alexxlab | 05.12.2019 | 0 | Разное
Маршрутная карта технологического процесса: содержание, составление, бланк
На сегодняшний день можно встретить просто огромное количество различных продуктов, которые производятся путем механической обработки заготовок. За длительный период формирования промышленной деятельности были разработаны различные методы. Они позволяют существенно повысить качество конечного продукта, исключить вероятность допущения ошибок, снизить затраты и достигнуть многие другие результаты.
Своеобразным стандартом можно назвать применение маршрутной карты технологического процесса. Она представлена особым документом, который применяется при непосредственном производстве того или иного изделия.
Маршрутная карта технологического процесса должна составляться и заполняться в соответствии с установленными стандартами. Рассмотрим подробнее все особенности составления маршрутной карты, а также многие другие моменты подробнее.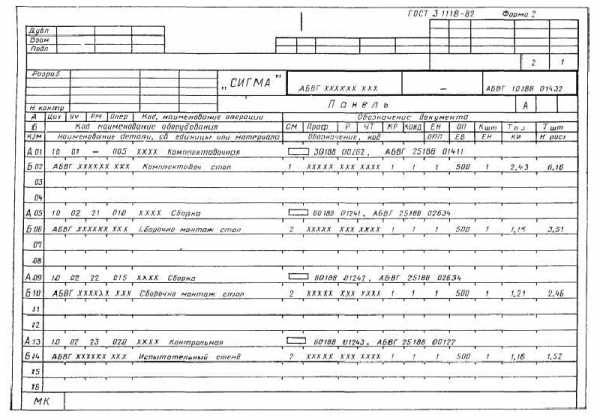
Назначение документа
Применяемая маршрутная технологическая карта несет с собой довольно большое количество разных функций. Указываемые данные во многом описывает техпроцесс, определяя его особенности. Среди особенностей назначения отметим следующие моменты:
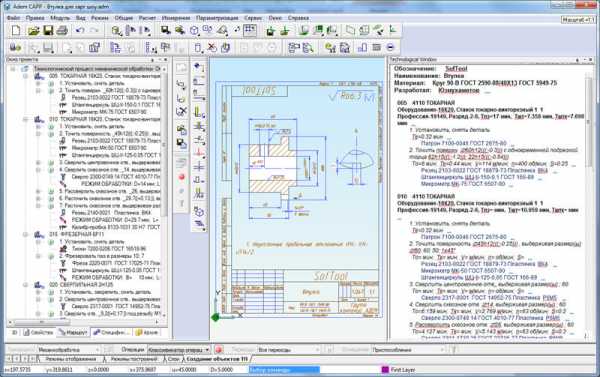
- Указываются основные рекомендации по выбору оборудования и оснастки. На сегодняшний день встречаются станки самого разного типа. Примером можно назвать станки токарные или фрезерные, сверлильные. Есть и ручные инструменты, которые весьма широко распространены. Кроме этого, оснастка также может существенно отличаться, к примеру, резцы или фрезеры. Мастер должен получить полную информацию для того, чтобы провести работу. Маршрутная карта технологического процесса весьма сложная в чтении, тип оборудования и оснастки часто указывается сокращенным кодом.
- Определяются основные параметры проводимой работы. Снятие материала с поверхности может выполняться механическим или другим путем. При этом каждый процесс можно охарактеризовать самыми различными параметрами, к примеру, скоростью резания, величиной подачи и некоторыми другими.
- В некоторых случаях прилагается чертеж. Он позволяет определить форму и основные размеры изделия.
Как правило, разработка маршрутной карты технологического процесса проводится специалистом. Также подобный документ часто составляется на утилизацию оборудования или некоторых других технологических операций, которые не связаны с производством продукта.
Скачать бланк маршрутной карты
Содержание
Во многом область применения карты технологического процесса зависит от содержания. При этом документ составляется с учетом установленных стандартов. Рассматривая содержание отметим несколько моментов:
- Проводится указание номера участка или рабочего цеха. Кроме этого, указывается код и наименование проводимой операции. Эти данные считаются важным, указываются во всех документах.
- Также уделяется внимание наименованию оборудования. Для обработки заготовок могут применяться самые разные станки и ручные инструменты, выбор проводится в зависимости от поставленных задач и некоторых других моментов.
- Информация о комплектации изделия, так как оно может быть представлено сочетанием нескольких составных частей. При этом могут указываться различные данные, все элементы проходят соответствующую нумерацию, по которой проводится сборка.
- Данные о том, какие материалы и заготовка используются в качестве основы при изготовлении детали. На то, каким образом будет выполняться обработка во многом оказывает влияние типа материала, из которого изготовлена заготовка. Примером можно назвать различные характеристики углеродистых, легированных и цветных сплавов, пластика и дерева. Кроме этого, перед непосредственной механической обработкой часто проводится закалка поверхностного слоя, за счет чего повышаются эксплуатационные характеристики, но существенно снижается степень обрабатываемости. Наиболее важным показателем можно назвать твердость поверхностного слоя.
- Содержание операции. Этот раздел расписывается подробно, так как используется в качестве инструкции по выполняемой обработке.
- Информация, касающаяся типа применяемой оснастки при проведении операций. Оснастка может существенно отличаться по области применения и тому, какого результата можно достигнуть. Большая часть предназначается для фиксации заготовки, больше всего трудностей возникает в случае цилиндрической и другой формы. Оснастка должна обеспечить надежную фиксацию разных изделий, так как даже их незначительное смещение относительно базовой поверхности становится причиной появления дефектов.
- Данные о конкретных режимах обработки. При применении определенного оборудования могут задаваться самые различные режимы резания. Наиболее важными параметрами можно назвать скорость, глубину врезания инструмента и некоторые другие. Отсутствие подобной информации не позволяет провести создание качественного изделия.

Технологический процесс может составляться самым различным образом. Последовательность записывающейся информации следующая:
- Указывается приспособление. В эту категорию относят станки, а также другие приспособления. Примером можно назвать станки: токарные, фрезеровальные, универсальные и многие другие. На сегодняшний день в производственных помещениях устанавливается просто огромное количество различных моделей, все они характеризуются определенными свойствами.
- Отмечается вспомогательный инструмент. Он требуется для нанесения разметок, а также фиксации заготовки или для достижения других целей. Примером можно назвать струбцины.
- Указывается режущий инструмент. Он может быть самым разным, к примеру, для токарного оборудования выбирается подходящий резец. Встречается просто огромное количество различных вариантов исполнения резцов, все они характеризуются определенными особенностями. К примеру, для отрезки части заготовки используется отрезной. Все разновидности стандартизированы, каждому типу присваивается определенный номер.
- Отмечается слесарно-монтажный. Он также отвечает за базирование заготовки, а также ее надежную фиксацию. Слесарно-монтажная группа весьма распространена на сегодняшний день при проведении ручной и механизированной обработки.
- Уделяется внимание тому, какие могут применяться измерительные приборы. Практически все производственные процессы предусматривают определение основных размеров. Для этого применяются разные приборы, большое распространение получили штангенциркули и микрометры.
В целом можно сказать, что есть довольно большое количество информации, которая указывается в маршрутной карте разрабатываемого технологического процесса. Для того чтобы обеспечить хорошую читаемость всех данных она должна заполняться в зависимости от установленных рекомендаций.
Правила оформления
Маршрутная карта является обязательным документом, который должен составляться для технологического процесса. Заполнение должно проводиться по разработанной схеме, регламентируемая в ГОСТ 3.1118-82. Основными моментами можно назвать следующее:
- Каждая строка создаваемой таблицы мысленно делится на две части, запись информации проводится в нижней. За счет этого обеспечиваются условия для внесения различных корректировок в верхней части.
- Некоторые графы отмечены утолщенным видом. При их заполнении учитываются особые правила. Основная информация представлена кодами, которые выбираются в зависимости от классификаций и стандартов. В некоторых случаях данные вводятся в расшифрованном виде. Также встречается комбинированный вариант исполнения внесения информации.
- Уделяется также внимание тому, каким шрифтом проводится указание данных в маршрутной карте технологического процесса. Не стоит забывать о том, что все внесенное в таблицу должно читаться хорошо.
- Допускается внесение некоторых изменений. Подобная ситуация встречается крайне часто, так как некоторые параметры могут корректироваться в зависимости от конкретного случая обработки.
- Технологический процесс может существенно отличаться, от этого зависит и то, каким образом проводится заполнение маршрутной карты. Не стоит забывать о том, что выполняется распечатывание ранее уже готовых таблиц с полями, в которые проводится внесение основной информации. Первый или титульный лист отличается от других, также есть специальные варианты исполнения, которые предназначены для указания некоторой другой информации. За счет их применения существенно упрощается поставленная задача по составлению технической документации.
Скачать ГОСТ 3.1118-82
В интернете можно встретить пример оформления маршрутной карты, который используется в качестве образца. Кроме этого, не стоит забывать о том, что встречается довольно большое количество различных таблиц, которые применяются в качестве стандартов.
Часто встречается ситуация, когда основные данные указываются в сокращенном виде. Это связано с тем, что некоторые графы имеют небольшой размер. Стандарты по применению сокращений указываются в специальной технической документации. В некоторых случаях применяются специальные символы.
Встречается просто огромное количество служебных символов, которые позволяют указывать в сокращенном виде наиболее важную информацию. Они встречаются в специальной технической документации.
Как правило, оформление маршрутной карты проводится специалистом, который занимается непосредственной разработкой технологии обработки.
При этом в качестве основы применяется пример заполнения.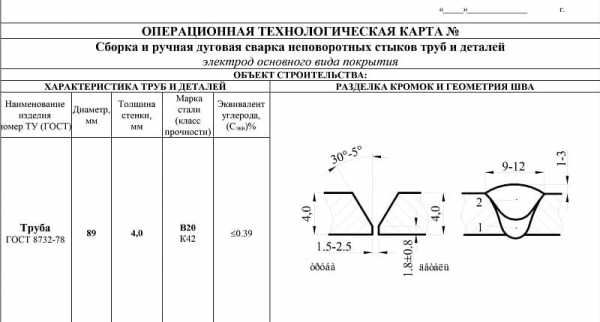
Правильно составленная маршрутная карта технологического процесса обеспечивает требуемые условия для выполнения качественной обработки. Недостаточное количество данных может привести к ошибкам, которые станут причиной допущения ошибок.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Карта технологического процесса – Технология свободной ковки
Карта технологического процесса (технологическая карта) представляет собой документ, в котором даются указания о том, что надлежит делать, какой взять для этого материал, где и чем его обрабатывать, в какой последовательности и как выполнять операции и переходы, для того, чтобы обеспечить постоянство процесса и получение продукции стабильного качества.
Маршрутная ведомость, укрупненная карта — технологическая схема ковки и карта технологического процесса являются основными цеховыми документами.
При осуществлении сложных технологических процессов на выполнение отдельных операций составляется операционная карта, в которой подробно описаны переходы, приемы и способы, даны эскизы, относящиеся к выполнению данной конкретной операции. Операционная карта является руководящим документом на данном рабочем месте.
Единых стандартных форм или бланков для технологической карты не существует. Это объясняется тем, что на каждом заводе условия работы, состав оборудования, типы поковок, объемы производства и ряд других факторов различны.
Однако карта технологического процесса, составленная для кузнечного цеха любого завода, должна дать полное и ясное представление о порядке и последовательности выполнения операций и переходов ковки.
Кроме того, карта технологического процесса содержит данные, по которым можно судить о том, экономичен ли процесс, рационально ли используется оборудование, материалы, рабочая сила, правильно ли организована работа на участке.
«Свободная ковка», Я.С. Вишневецкий
Поковки среднего и тяжелого веса не могут быть изготовлены ручной ковкой, их получают ковкой на молотах и прессах (машинная свободная ковка). Поковку получить можно разными приемами из заготовок разного сечения и на различном оборудовании. После выбора рациональной схемы ковки, с учетом имеющегося в цехе оборудования, средств механизации основных и вспомогательных операций разрабатывают такую технологию, которая…
Разработка технологического процесса изготовления поковок методом свободной ковки заключается в рациональном разделении процесса на отдельные операции и переходы и в выборе приемов их выполнения. Технологический процесс ковки разделяют обычно по основным кузнечным операциям. Последовательность выполнения операций и переходов в технологическом процессе ковки определяется формой и размерами поковки, маркой стали заготовки, ее сечением и размерами, технологическими…
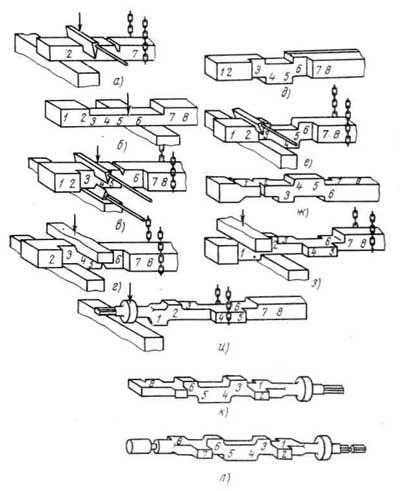
Схема переходов, принятая при ковке восьмиколенчатого вала с использованием процесса передачи металла. Кованую пластину (из слитка) подвергают пережиму между вторым и седьмым коленами и протягивают со смещением металла для образования колен 3, 4, 5 и 6. После кантовки осуществляют пережим для получения колен и передачу металла для образования колена 3. После передачи металла для образования…
После передачи металла для получения колена осуществляют пережим для образования внешней шейки и приступают к завершающему переходу: протягивают и скругляют оставшуюся часть заготовки, расположенную слева от колена 8, оформляя внешнюю шейку и пробу (придаток для контрольных образцов) и таким образом получают поковку. В большинстве случаев ковка производится чередованием осадки и протяжки с преобладанием одной из…
Количество заказанных поковок, или размер партий, оказывает решающее влияние на выбор способа изготовления. Если требуется изготовить небольшое количество поковок и повторного заказа на них не предвидится, выбирают наиболее простой технологический процесс. Формоизменение заготовки в этом случае ведется на плоских бойках ковочного молота с применением универсального кузнечного инструмента. Если размер партии поковок достаточно большой и возможно…
www.ktovdome.ru
Карта – технологический процесс – Большая Энциклопедия Нефти и Газа, статья, страница 1
Карта – технологический процесс
Cтраница 1
Карта технологического процесса снабжается штампом в соответствии с требованиями ГОСТ 2.104 ( или в соответствии с принятом на данном предприятии), который ставится в конце первой страницы и в котором указываются наименование предприятия, фамилии и должности лиц, составивших и утвердивших карту, и их подписи, а также дата составления карты. [1]
Карта технологического процесса составляется технологом термического цеха. При необходимости ее должен уметь составить термист. [2]
Карта технологического процесса ( КТП) – это технологический документ, содержащий описание техпроцесса изготовления или ремонта изделия ( включая контроль и перемещения) по всем операциям одного вида работ, выполняемых в одном цехе в технологической последовательности с указанием данных об оборудовании, оснастке, материальных и трудовых нормативов. [3]
Карта технологического процесса ( КТП) содер – жит описание технологического процесса изготовления или ремонта изделия по всем операциям одного вида работ, выполняемым в одном цехе в технологической последовательности с указанием данных о средствах технологического оснащения, материальных и трудовых нормативах. [4]
Карта технологического процесса ( КТП) – технологический документ, содержащий описание техпроцесса изготовления или ремонта изделия ( включая контроль или перемещения) по всем операциям одного вида работ, выполняемых в одном цехе в технологической последовательности с указанием данных об оборудовании, оснастке, материальных и трудовых нормативах. [5]
Карта технологического процесса – это технологический документ, содержащий описание процессов изготовления или ремонта изделия по всем операциям одного вида работ, выполняемых в одном цехе в технологической последовательности с указанием данных об оборудовании, оснастке, материальных и трудовых нормативах. В случае, если технологический процесс полностью охватывает весь маршрут изготовления изделия, КТП полностью заменяет МК, которая в этом случае не разрабатывается. В состав технологической документации входят также технологические инструкции, различные ведомости, операционные карты и другие документы. [6]
Карта технологического процесса содержит описание технологического процесса изготовления и контроля изделия по всем операциям отдельного вида работ, выполняемых в одном цехе в технологической последовательности, с указанием данных по оборудованию, оснастке, материальным и трудовым нормативам. [8]
Карта технологического процесса ( КТП) – технологический документ, содержащий описание технологического процесса изготовления или ремонта изделия по всем операциям одного вида работ, выполняемым в одном цехе, в технологической последовательности с указанием данных о средствах технологического оснащения, материальных, трудовых нормативах и технологических режимах. Если технологический процесс полностью охватывает весь маршрут изготовления или ремонта данного изделия, то в этом случае КТП полностью заменяет МК и МК не разрабатывается. [9]
Карта технологического процесса ( КТП) – технологический документ, содержащий описание технологического процесса изготовления или ремонта изделия, включая контроль и перемещения, по всем операциям одного вида работ, выполняемым в одном цехе в технологической последовательности с указанием данных о средствах технологического оснащения, материальных и трудовых нормативах. Для отдельных видов работ ( например, обработки резанием, холодной штамповки), связанных технологическим маршрутом изготовления изделия с другими видами работ ( термообработкой, обезжириванием) допускается соответствующую карту технологического процесса разрабатывать с указани – ем всех видов работ, выполняемых в разных цехах. [10]
Карта технологического процесса содержит описание технологического процесса изготовления изделия ( включая контроль и перемещения) по всем операциям одного вида работ, выполняемых в одном цехе в технологической последовательности, с указанием данных о средствах технологического оснащения, материальных и трудовых нормативах. [11]
Карта технологического процесса ( КТП) содержит описание процесса изготовления или ремонта изделия ( включая контроль и перемещение) по всем операциям одного вида работ ( изготовление отливок, раскрой и нарезание заготовок, ковка и штамповка и др.), выполняемых в одном цехе в технологической последовательности с указанием данных о средствах технологического оснащения, материальных и трудовых нормативах. [12]
Карта технологического процесса ( технологическая карта) представляет собой документ, в котором даются указания о том, что надлежит делать, какой взять для этого материал, где и чем его обрабатывать, в какой последовательности и как выполнять операции и переходы для того, чтобы обеспечить постоянство процесса и получение продукции стабильного качества. [13]Карта технологического процесса ( КТП) содержит описание процесса изготовления или ремонта изделия ( включая контроль и перемещение) по всем операциям одного вида работ ( изготовление отливок, раскрой и нарезание заготовок, ковка и штамповка и др.), выполняемых в одном цехе в технологической последовательности с указанием данных о технологической оснастке, материальных и трудовых нормативах. [14]
Карта технологического процесса ремонта ( КТПР) предназначена для разработки технологического процесса ремонта изделия, сборочной единицы и детали по операциям с учетом имеющихся дефектов. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Маршрутная карта – технологический процесс
Маршрутная карта – технологический процесс
Cтраница 1
Маршрутная карта технологического процесса содержит описание процесса изготовления средств технического оснащения в технологической последовательности. Она может составляться на формах 1 ( с. Формы 1 и 2 являются заглавными листами или лицевыми сторонами маршрутной карты и отличаются тем, что в форме 1 предусмотрено место для эскиза детали, а в форме 2 эскиз не предусмотрен. Форма 1а является последующим листом или оборотной стороной маршрутной карты и не имеет первых десяти граф, характеризующих деталь, материал и вид заготовки. [1]
По топологии и маршрутной карте технологического процесса изготовления полупроводниковой ИМС определяют число диффузий Л диф для изготовления структурных элементов каждого типа. [2]
В условиях крупносерийного машиностроения маршрутная карта технологического процесса используется в двух случаях: при техническом проектировании – для разработки маршрутной технологии и при рабочем проектировании – для составления сводных карт, прилагаемых к операционной технологии. [3]
Принятую технологию окраски отражают в маршрутных картах технологических процессов, которые разрабатываются для отдельных видов изделий. В картах указываются все стадии процесса окраски, применяемые материалы, расходные нормы этих материалов и режимы сушки. [4]
Принятую технологию окрашивания отражают в маршрутных картах технологических процессов, которые разрабатывают для отдельных видов изделий. В картах указывают все стадии процесса окрашивания, применяемые материалы, расходные нормы этих материалов, режимы сушки и некоторые другие показатели. [5]
В состав технологической документации входят: маршрутная карта технологического процесса, операционная карта, технологические инструкции. [6]
Основные из этих документов – конструкторская спецификация, маршрутная карта технологического процесса, справочники-ценники материалов, покупных изделий и изделий, поставляемых по кооперации, справочники групповой номенклатуры материалов и покупных изделий. [7]
Выполнение регулировочно-настроечных операций при производстве и ремонте РЭА осуществляют по маршрутным картам технологического процесса, которые являются основным документом для нормирования и определения требуемого контрольно-измерительного оборудования, инструмента и материалов. [8]
Единым и обязательным технологическим документом для различных видов и этапов производства установлена маршрутная карта технологического процесса. Технологические операционные карты должны применяться только в ходе обработки наиболее ответственных и трудоемких деталей. Для выполнения ответственных операций обработки деталей и сборки изделий обусловлено обязательное оформление специальных эскизов обработки. Также обязательно выполнять эскизы для контроля важнейших операций. [9]
Настройку и регулировку выпрямителей в условиях опытного и мелкосерийного производства осуществляют по маршрутным картам технологического процесса. Внешним осмотром проверяют качество сборочно-монтажных работ. С помощью омметра и карты сопротивлений, до включения выпрямителя в сеть питания, осуществляют контроль монтажных работ. Необходимо также убедиться в том, что положение переключателя напряжения сети соответствует подводимому напряжению, а номиналы предохранителей – потребляемому току. [10]
Этим стандартом устанавливаются следующие технологические документы, разрабатываемые и применяемые в инструментальных цехах: маршрутная карта технологического процесса; маршрутная карта типового технологического процесса; ведомость деталей ( сборочных единиц) к типовому технологическому процессу. [11]
Данные технического нормирования проставляются в соответствующих картах технологического процесса. В маршрутных картах технологического процесса механической обработки, например, проставляется штучное время и подготовительно-заключительное время на операцию. В операционной карте на основании расчетных данных проставляются режимы обработки и нормы времени по каждому переходу. [12]
Технологическая документация должна оформляться согласно требованиям ЕСТД и ЕСТПП. В соответствии с типом и характером производства ГОСТ 3.160 1 – 74 установлены следующие технологические документы, разрабатываемые при изготовлении штампов и пресс-форм: маршрутная карта технологического процесса, маршрутная карта типового технологического процесса и ведомость деталей ( сборочных единиц) к типовому технологическому процессу. [13]
Разборка машины на агрегаты, узлы и детали производится в строгой последовательности, предусмотренной технологическим процессом с применением необходимого оборудования, приспособлений и инструментов. Для этого составляют технологические карты разборочных работ, в которых устанавливают порядок операций и переходов для проведения правильной, последовательности разборки. В карте указывают оборудование, приспособления и инструменты, применяемые при каждой операции. Форма маршрутной карты технологического процесса разборки ( сборки) должна соответствовать государственному стандарту. [14]
Страницы: 1
www.ngpedia.ru
Карта технологического процесса
Таблица 10 – Карта технологического процесса ремонта полюсов тягового двигателя
Наименование операции | Технические условия или требования | Технологич. оснастка, инструмент | Профессия исполни-теля | Разряд работы | Норма време-ни, мин. | Кол-во рабочих |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
Произвести осмотр сопротивления изоляции кронштейнов щеткодержателей | Измеренное мегаомметром, должно быть не менее 100 Мом.(пониженное сопротивление изоляции, просущить до получения сопротивления указанной величины)Кронштейны с пробегом изоляции, ослабленными пальцами, а также с трещинами, излом корпуса или повреждением резьбовых отверстий отремонтировать или заменить. | Переносная лампа | Слесарь | 4 | 15 | 1 |
Осмотреть гребенки кранштейна | При повреждении не более 20% площади резьбы гребенки кронштейна разрешается гребенку восстанавливать расчисткой впадин. Корпус кронштейна окрасить электроэмалью. | Щетки, электроэмаль | Слесарь | 4 | 20 | 1 |
Осмотреть изоляторы кронштейнов | Изоляторы кронштейнов с трещинами,сколотыми краями, поврежденной глазурью заменить. Разрешается оставлять изоляторы,имеющие точечные повреждения глазури от воздействия брызг расплавленного металла. | Переносная лампа, Щетки | Слесарь | 4 | 15 | 1 |
Продолжение таблицы 10
1 | 2 | 3 | 4 | 5 | 6 | 7 |
Проверить состояние шпилек для крепления щеткодержателей | Шпилька с сорванной и смятой резьбой заменить.Проверить резьбу для крепления перемычек траверс | Набор ключей. | Слесарь | 4 | 10 | 1 |
Осмотреть пальцы кронштейна | Ремонтировать по утвержденной технологии.Пальцы кронштейна из песочного материала АГ-4 очистить шлифовкой, нагреть до 79 градусов и пропитать лаком ГФ-95 или ФЛ-98 с запеканием лаковой пленки в печи при температуре 120-130 градусов С в течении 5 часов | Наждачная бумага, щетки, печь, лаковая пленка, индукционный нагреватель | Слесарь | 5 | 310 | 2 |
Проверить пальцы конштейна после ремонта | Проверку пальцев кронштейна после ремонта испытать на электрическую прочность изоляции напряжение, установленное для проверки отремонтированной электрической машины после капитального ремонта. | Напряжение 250 В, постоянного тока | Слесарь | 5 | 30 | 1 |
Продолжение таблицы 10
1 | 2 | 3 | 4 | 5 | 6 | 7 |
Проверить щеткодержатели | Щеткодержатели разобрать, все детали их очистить от загрязнений и проверить. Корпус щеткодержателя очистить от оплавлений.Детали с трещинами и другими дефектами или изношенные более,чем это допускается нормами допусков и износов восстановить или заменить исправным. | Щетка, наждачная бумага, штангенциркуль, глубиномер, щуп | Слесарь | 4 | 15 | 1 |
Проверить гнёзда для щеток | Имеющие заусенцы, местные износы или непараллельность относительно поверхности гребенки, восстановить опиловкой с последующим доверием размеров до установленных нормами допусков и износов. Разрешается восстанавливать изношенные гнезда гальваническим способом с последующей протяжкой,а так же обжатием на специальном приспособлении по калибру. | Штангенциркуль, глубиномер, щуп, напильник, калибры. | Слесарь | 4 | 20 | 1 |
Проверим оси в местах посадки | Оси в местах посадки в корпус щеткодержателя не должны иметь выработку более 0.5 мм. Диаметр отверстий под шплинты должен соответствовать диаметру отверстий в корпусе. В противном случае ось заменить. | Штангенциркуль, глубиномер, щуп. | Слесарь | 4 | 10 | 1 |
Продолжение таблицы 10
1 | 2 | 3 | 4 | 5 | 6 | 7 |
Проверить состояние шунтов и креплений | Проверяем состояние шунтов и креплений их наконечников к контактным планкам и плоским пружинам. Разрешается оставлять гибкие шунты с обрывом не более 10% жил при отсутствии следов их перегрева. Контактную планку шунта в месте соприкосновения со щеткой запилить. При износе более 10% толщины контактной планки заменить ее. | Штангенциркуль, глубиномер, щуп | Слесарь | 4 | 10 | 1 |
studfiles.net
Карта технологического процесса сварки
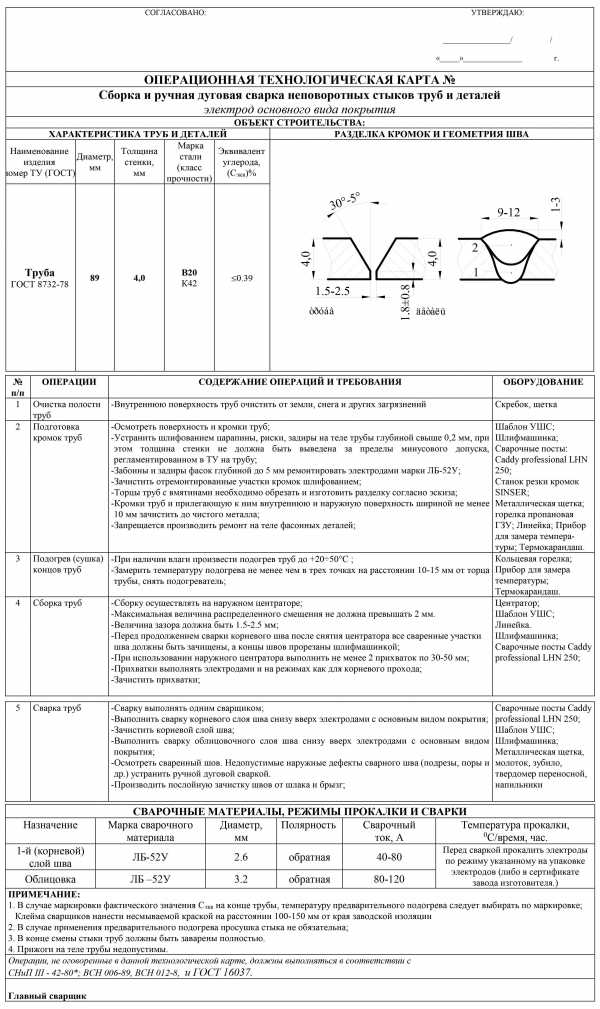
Сварка – сложный процесс, выполнение которого должно производится в строгой последовательностью определенных действий, которые связаны с подготовкой металла, выполнением сварного соединения и последующим контролем. Сварной шов, если не уделить ему должного внимания, является уязвимым местом в любой сварной конструкции. Причиной этому может послужить недостатки в разработке технологии сварки или вообще ее отсутствие, недостаточный контроль, неудачный выбор сварочного оборудования и материалов. Как результат — большое количество брака и убытки понесенные организацией для его устранения. Предотвратить убытки можно корректно разработав инструкцию на выполнение сварочных работ и проконтролировав ее исполнение.
Так что же такое технологическая карта на сварку? Карта технологического процесса сварки или как ее еще называют технологическая карта сварки — это документ, который является результатом разработки технологии сварки конкретного соединения, в котором прописаны самые важные технологические параметры создания сварного соединения, по сути это инструкция по сварке соединений. Технологическая карта сварки была утверждена и введена в активное действие первого января 1984 года, более 30 лет назад. При разработке технологии сварки металлоконструкций каждое сварное соединение должно быть изготовлено в соответствии с разработанной для нее технологической картой сварки.
Технологическая карта по сварке должна содержать следующие данные:
 1. Сведения о основном металле.
1. Сведения о основном металле.
2. Сведения о качестве и подготовке соединения под сварку: данные о разделке (величина зазора, величина притупления, угол наклона разделки и т.д.), о количестве и расположении прихваток, данные о предварительной очистке кромок, размеры шва.
3. Данные о фиксации свариваемого изделия и о возможном подогреве. А также последовательность выполнения проходов в сварном шве.
4. Сведения об используемом сварочном оборудовании и сварочных материалах. Подбор сварочных материалов и оборудования основывается на различных сведениях, полученных из литературы, в том числе профессиональной сварочной (журналы, статьи), на собственном опыте, а также на отзывах организаций.
5. Сведения о режиме сварки в зависимости от способа сварки могут включать: сварочный ток, напряжение дуги, скорость сварки, полярность при сварке, расход защитного газа, скорость подачи проволоки и др. Нарушение рекомендованных режимов сварки может привести к охрупчиванию металла шва и околошовной зоны.
6. Сведения о форме сварного соединения, способах и объемах контроля качества сварного соединения.
Разработка карты технологического процесса сварки начинается с анализа свариваемого материала и подбора способа сварки. После этого производится анализ условий, при которых будет работать сварная конструкция и определяется, какими нормативными документами нормируется изготовление и работа этой конструкции. Далее по данным нормативной литературы и по расчетным данным определяется режим сварки, рассчитывается необходимое количество проходов, геометрия сварного соединения и другие параметры.
Каждая технологическая карта по сварке получает свой идентификационный номер, который в дальнейшем используется для указания в технической документации и спецификациях проекта. Визирует карту технологического процесса сварки сам разработчик, он же ставит свою подпись внизу формуляра.
При строительстве объекта на производстве должен находиться комплект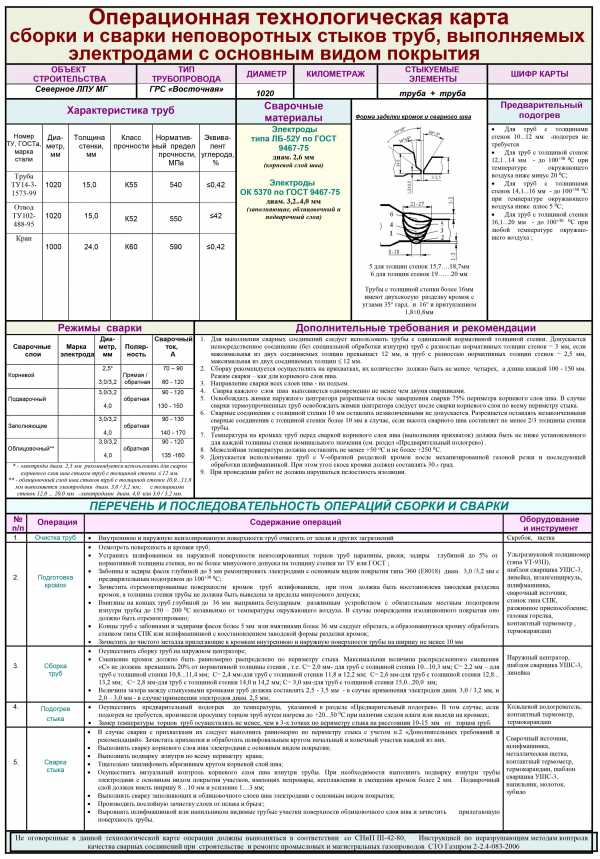 технологических карт всех используемых типов сварных соединений. Полный комплект карт технологического процесса сварки хранится в отделе главного сварщика. Сварщик при выходе на смену получает технологические карты для сварных соединений, которые он выполняет в процессе работы. Осмотр и контроль подготовленных кромок и готового сварного соединения выполняется службой технического контроля в соответствии с разделом контроля качества и испытаний сварных соединений. Таким образом, не происходит никакой путаницы между службами, так как всё необходимое указано в технологической карте сварного соединения.
технологических карт всех используемых типов сварных соединений. Полный комплект карт технологического процесса сварки хранится в отделе главного сварщика. Сварщик при выходе на смену получает технологические карты для сварных соединений, которые он выполняет в процессе работы. Осмотр и контроль подготовленных кромок и готового сварного соединения выполняется службой технического контроля в соответствии с разделом контроля качества и испытаний сварных соединений. Таким образом, не происходит никакой путаницы между службами, так как всё необходимое указано в технологической карте сварного соединения.
На каждом предприятии, при организации сварочного производства обязательно составляются карты технологического процесса сварки, иначе сложно выдержать параметры, предъявляемые к качеству выполняемой работы. Некоторые предприятия не могут позволить себе содержание дорогостоящего инженерного состава сварочного производства. Инженерный центр «Mavego» минимизирует Ваши затраты на содержание инженерно-технических работников и на основании договора и технического задания, в кратчайшие сроки разработает комплект технологических карт сварки, а также подберет оборудование и материалы.
Для получения качественного результата проделанной работы при производстве сварочных работ, сварщик должен руководствоваться документом, в котором корректно описаны все этапы выполнения сварки на объекте строительства. Несоблюдение рекомендаций приведенных в технологической карте может привести к разрушению сварного соединения при эксплуатации, что может повлечь за собой необратимые последствия.
mavego.ru
Карта – технологический процесс – Большая Энциклопедия Нефти и Газа, статья, страница 2
Карта – технологический процесс
Cтраница 2
Карта технологического процесса изготовления детали ( сборки) с заполненными данными о размере заготовки, об исходном материале, технологическом маршруте и оснастке передается в бюро-материальных нормативов, где на основе данной карты и чертежей составляются следующие нормативные документы: подетальные-нормы расхода материалов; специфицированные нормы расхода-материалов; сводные нормы расхода материалов. [16]
Оформляются карта технологического процесса ( КТП) по ГОСТ 3.110 2 – 81 и ГОСТ 3.111 9 – 83 или два документа – маршрутная карта ( МК) и ведомость операций ( ВОП) при маршрутно-операционном описании процесса. Более целесообразно оформлять один документ – КТП с учетом ГОСТ 3.111 3 – 79 и ГОСТ 1120 – 83, определяющих правила оформления документов, отражения и оформления требований безопасности труда в технологической документации. [17]
Составление карты технологического процесса начинается с составления чертежа поковки и подбора заготовки по чертежу поковки. [18]
В карту технологического процесса транспортно-складских работ вносятся только работы, регламентированные операционными картами, и исключается произвольное вписание нерегламентированных работ. Благодаря операционной карте, в которой можно провести подробное изложение всех элементов ПРТСР с регламентацией норм времени, описание технологического процесса становится более полным. Характерным является и то, что описанная форма технологической документации не только отражает трудоемкость исполнителей работ по принадлежности цехов, служб, участков, что является важным при внедрении, но и дает оценку совершенствования технологического процесса по уровню и степени механизации. [19]
По карте технологического процесса на изготовление боковых панелей шкафных щитов предусматривают следующие операции: ознакомление с чертежом; подачу листа на разметочный стол; разметку листа по чертежу; обрезку листов с двух сторон под размер; подачу листа на пресс; вырубку углов; подачу листа на абкан-пресс; гибку листа; подачу листа на сборочный стенд. [20]
В карте технологического процесса и карте – типового технологического процесса описываются соответственно технологический и типовой технологический процессы изготовления или ремонта изделия по всем операциям ( включая контроль и перемещение) одного вида работ, выполняемого в одном цехе в технологической последовательности с указанием данных о средствах технологического оснащения ( в том числе – И средств защиты) материальных, трудовых нормативах и технологических-режимах. Различие, состоит в том, что при описании типового технологического процесса исходят из единства Содержания и последовательности большинства входящих в него, технологических операций и переходов для группы изделий с-общими конструктивными признаками. [21]
В картах технологического процесса перечисляются все операции по ремонту. [22]
В картах технологического процесса внесены необходимые сведения, указания и условия для изготовления деталей в соответствии с чертежом и указанными на нем техническими условиями. При техническом контроле необходимо пользоваться одновременно рабочим чертежом и картами технологического процесса. [23]
В картах технологических процессов обработки установлены режимы резания и режущие инструменты, последовательность обработки, межоперационные размеры заготовок и др. Эти требования способствуют получению деталей заданного качества, оптимальной производительности и эффективности обработки. Наибольшего эффекта достигают при применении прогрессивных технологических процессов, использовании многоинструментальных наладок и обработке деталей на станках с ЧПУ. Современное высокопроизводительное оборудование позволяет производить механическую обработку с точностью размеров 0 03 мм и выше. [24]
В картах технологического процесса контроля качества продукции рассматривается последовательность контрольных операций с указанием методов и приемов их выполнения и оснастки, необходимой при контроле и обеспечивающей точность и производительность контроля. Технология контроля должна являться неотъемлемой частью всего технологического процесса на изготовление продукции. [25]
В картах технологического процесса контроля качества продукции рассматривается последовательность контрольных операций с указанием методов и приемов их выполнения и оснастки, необходимой при контроле и обеспечивающей точность и производительность контроля. Технология контроля должна являться неотъемлемой частью всего технического процесса на изготовление продукции. В табл. 44 и 45 приведены технологические карты контроля. [26]
При наличии карты технологического процесса изготовления предельно допустимой поковки для каждой группы отпадает необходимость в разработке аналогичных карт для каждой поковки данной группы. При получении нового заказа технолог должен проделать лишь следующее: распределить поковки по классам и группам ( согласно классификатору) и заготовить для каждой из поковок ( или некоторых поковок) специальные трафареты-слепыши. Последние могут быть заранее отпечатаны светокопией или типографским способом. Остальные графы заполняются технологом применительно к заданным характеристикам поковки. [27]
Наряду с картами технологического процесса следует давать схемы размерных цепей, схемы сборки и циклограммы. Все они помогают правильно понять задачу, а равно и принять правильные решения при возникновении каких-либо отклонений от разработанного технологического процесса. [28]
Кроме того, карта технологического процесса содержит данные, по которым можно судить о том, экономичен ли процесс, рационально ли используются оборудование, материалы, рабочая сила, правильно ли организована работа на участках цеха. [29]
Основным документом является карта технологического процесса, в которой наряду с перечнем операций и переходов указываются межпереходные размеры и допуски, необходимые для выполнения технологического процесса оборудование, приспособления, рабочий режущий и измерительный инструмент, режимы работ, потребное для выполнения работы подготовительно-заключительное и штучное время, разряд работы и расценки. [30]
Страницы: 1 2 3 4
www.ngpedia.ru