Катет шва определение: Катет сварного шва: определение, расчет, контроль
alexxlab | 14.06.1988 | 0 | Разное
Катет шва при сварке: определение и способы расчета
В строительной отрасли при сварке массивных металлических сооружений в стыках возникают серьезные нагрузки, что при несоблюдении технологии несет риски обрушения конструкции. Это актуально в корабельной отрасли и машиностроении (при устройстве крупногабаритных автоматов), при возведении массивных строений. Качественное соединение должно быть изначально просчитано, чтобы избежать возможных будущих деформаций. Самый простой способ проверить правильность сварной линии — узнать катет шва.
Катетом сварного шва называют катет условного треугольника, который вписывается в поперечное сечение. Единой цифры, которая бы стала показателем надежного и качественного шва при определении его катета, нет. Чем больший размер равнобедренного треугольника можно вписать вместо шва, тем большие нагрузки он сможет выдержать. Часто эта характеристика зависит от вида металла и предела напряжения, которому он сможет противостоять. Увеличение катета дает противоположный эффект — деталь деформируется и не сможет работать в нужном режиме.
Как определить величину катета?
Для определения оптимального сварного соединения нужно произвести расчет шва, а также определить катет шва при сварке. При этом учитываются следующие факторы:
- толщина металлозаготовок;
- положение деталей относительно друг друга;
- вид шва, используемого при соединении.
Для каждого изделия катет подбирается индивидуально, но здесь речь идет лишь о работе с большими нагрузками. Для частного использования сварки не нужны тонкие расчеты, но все же профессионалы учитывают свойства металла и стараются сделать шов прочным и при этом не навредить деталям. Задают катет шва по кромке в том случае, если две детали имеют одинаковую толщину. Если же разную, то катет определяют по более тонкому металлу. Важно правильно выбрать и рассчитать его размер. Ведь от этого зависит максимальная мощность, которой сможет сопротивляться деталь. Катет сварного шва определяется системой стандартизации ГОСТ 5264-80.
Катет шва при сварке равен толщине листов при нахлесточном соединении, но при этом она не должна превышать 4 мм. Если этот параметр больше, то следует брать 40 % от величины толщины металла и прибавить 2 мм. Так можно определить максимальное значение катета шва.
Если этот параметр больше, то следует брать 40 % от величины толщины металла и прибавить 2 мм. Так можно определить максимальное значение катета шва.
Как выбрать катет?
Определяется катет шва при сварке арматуры так же, как и при соединении любых других элементов металлических конструкций. Размер зависит от нескольких параметров, в их числе положение заготовок, их длина и толщина. Профессионалы пользуются шаблонами, которые уже наработали до них сварщики. Главным параметром выступает длина сварного шва, ведь именно она влияет на прочность будущей конструкции. Расход материала и вероятность деформации — основные опасности при шве большой длины. Многое зависит от типа шва, которым будут соединяться детали.
Сварной стыковой шов
Сварной стыковой шов предполагает следующую технологию — соединить два элемента сварки встык (т. е. расположить детали торцами поверхностей в одной или разных плоскостях). Разновидностей стыковых соединений более 30, все они предусмотрены ГОСТом. При этом проводится зависимость от толщины свариваемых элементов, оборудования и технологии сварки. Если конструкция будет подвергаться напряжению переменного характера, то такой способ стыка самый надежный. Стыковать и сваривать можно различные детали. Это могут быть не только листы металла, но и трубы, уголки, швеллеры. Чтобы сварить два листа, их не нужно даже соприкасать друг с другом, — сварка проводится при минимальном расстоянии двух заготовок.
При этом проводится зависимость от толщины свариваемых элементов, оборудования и технологии сварки. Если конструкция будет подвергаться напряжению переменного характера, то такой способ стыка самый надежный. Стыковать и сваривать можно различные детали. Это могут быть не только листы металла, но и трубы, уголки, швеллеры. Чтобы сварить два листа, их не нужно даже соприкасать друг с другом, — сварка проводится при минимальном расстоянии двух заготовок.
Соединение внахлест
Соединение внахлест – это метод сварки, когда детали расположены параллельно и их кромки перекрывают друг друга. В отличие от сварного шва, существует всего две разновидности соединений внахлест. Торцы изделий могут привариваться с двух сторон или же с одной. Также есть соединение с помощью дополнительной накладки, которая приваривается к двум деталям, соединяя их под нужным углом. Внахлест сваривают детали, используя два вида швов — торцевой и лобовой. Режим сварки при данном соединении может быть более высоким, так как опасность прожога поверхностей отсутствует.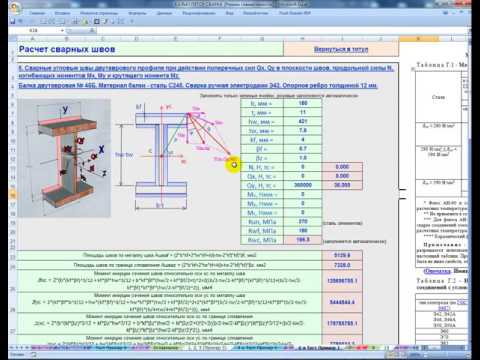
Угловое соединение
Сварка двух деталей, кромки которых располагаются под углом относительно друг друга, происходит методом углового соединения. Стандарт различает до 10 видов таких стыков. Иногда для прочности и надежности сварного шва используют специальную металлическую подкладку, которая позволяет лучше стыковать элементы и делает конструкции надежнее. В силовых конструкциях редко можно увидеть такой тип соединения, поэтому расчетов для таких швов не производят. Тем не менее при необходимости такого типа сварки расчеты производятся по аналогии с тавровым соединением и обязательным учетом типа шва.
Тавровое сварное соединение
Часто возникает необходимость соединить элементы, которые расположены в разных плоскостях. Наилучшее решение в этом случае — тавровое соединение, где торец одной заготовки примыкает под прямым или иным углом к другой. Типы подобных соединений различаются в пределах 9 видов, предусмотренных ГОСТом. Тавровое соединение требует глубокого проплавления в месте стыка, шов обычно делают автоматической сваркой или же заранее подготавливают кромки, например, угловым швом, который можно сделать вручную, или стыковым. Вид шва, которым было произведено соединение, влияет на его расчет. Здесь во внимание принимается тот факт, что место сварки, предварительно обработанное, будет намного прочнее основного металла.
Вид шва, которым было произведено соединение, влияет на его расчет. Здесь во внимание принимается тот факт, что место сварки, предварительно обработанное, будет намного прочнее основного металла.
Контроль качества шва
В любом из швов следует не забывать о катете шва при сварке, формула которого не является сложной и состоит в определении толщины металла. Если она составляет менее 4 мм, то катет берется равным ей, если же больше, то в диапазон 40 %- 45 % от толщины с прибавкой 2 мм. Формула для расчета катета: T = S cos 45º, здесь T – искомый катет, а S – гипотенуза или ширина валика шва.
Провести контроль за соединением заготовок несложно, при этом используют визуальные и инструментальные методы (с помощью приборов). Разработан инструмент, определяющий катет шва при сварке. Как измерить им интересующий шов? Для этого нужно приложить прибор к двум частям заготовки, а середину направить на шов, после чего записать показатели и провести несложный расчет. Обычно шов получается выпуклый, но это самый ненадежный вариант.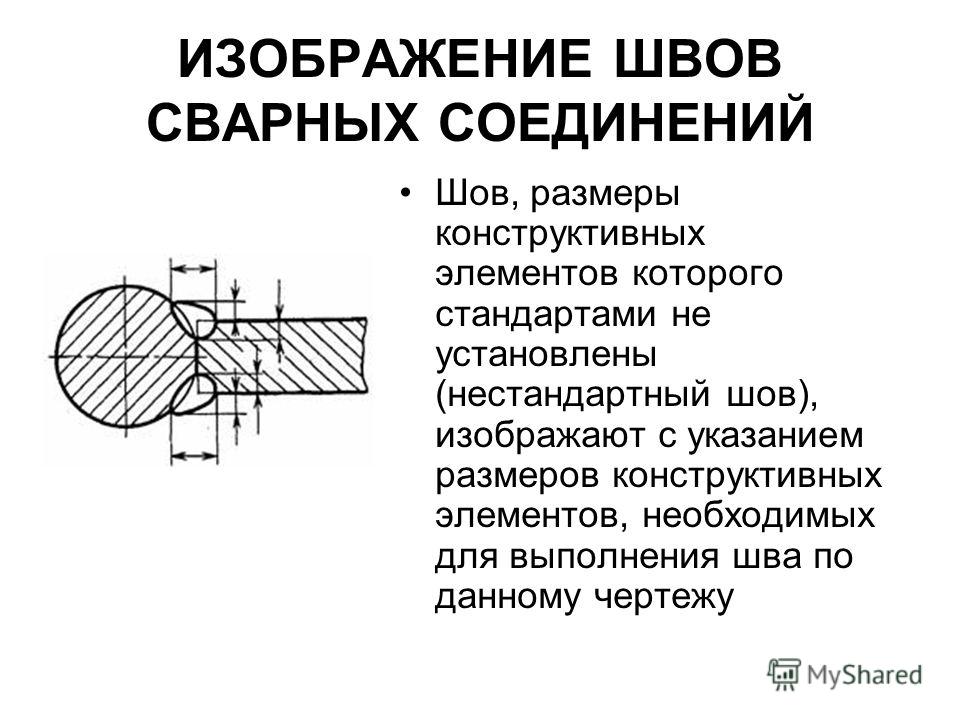 Ведь именно в такой форме концентрируется напряжение.
Ведь именно в такой форме концентрируется напряжение.
Идеальным вариантом является вогнутый шов, получить который достаточно сложно. Здесь нужно соблюдать скорость сварки, а также добиться правильной работы сварочного аппарата. Опытные мастера смогут сделать такой шов. Но чаще его получают механическим путем, просто срезая ненужную часть шва.
Катет шва определение. Катет шва при сварке: определение и методы расчета
ГлавнаяРазноеКатет шва определение
Что такое катет шва при сварке | Что
» Что
Расчет катета сварочного шва #8211 что это такое?
Начинающих сварщиков интересует следующий вопрос: катет сварочного шва #8211 что это такое?
Схема определения катета сварного шва.
В настоящий момент инженерами разработано более 150 способов осуществления сваривания при помощи дуговой электросварки. Исследователи в этой области техники утверждают, что это количество способов сваривания металлов не является конечным, и в данный период времени ведутся исследования и эксперименты по проведению сваривания металлов новыми методами.
Основные типы сварных швов
Швом в сварке принято называть участок соединения, который сформирован за счет прохождения процесса кристаллизации расплавленного металла. Швы, получаемые в процессе проведения сварных работ, делятся на два типа:
Виды сварных швов.
Стыковые швы применяются для получения стыковых соединений. Чаще всего такой тип швов выполняется непрерывным. Отличительная особенность этого типа швов #8211 форма разделки кромок соединяемых заготовок. Разделка позволяет обеспечить подготовку места проведения сварки, помимо этого, за счет разделки кромки достигается высокое качество соединения деталей в месте их сваривания. Для улучшения качества сварного соединения применяют одно- и двухстороннюю разделку сварных кромок. Разделка кромок осуществляется прямыми линиями или в виде буквы U.
Угловые швы применяются при необходимости получения тавровых, крестовых и угловых соединений. Этот вид швов различается по форме подготовки кромки и по сплошности стыка.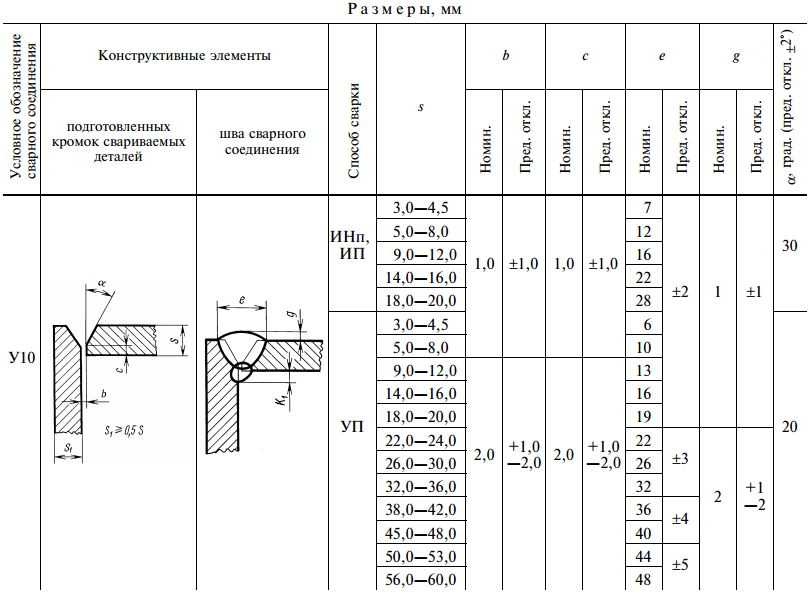
Вернуться к оглавлению
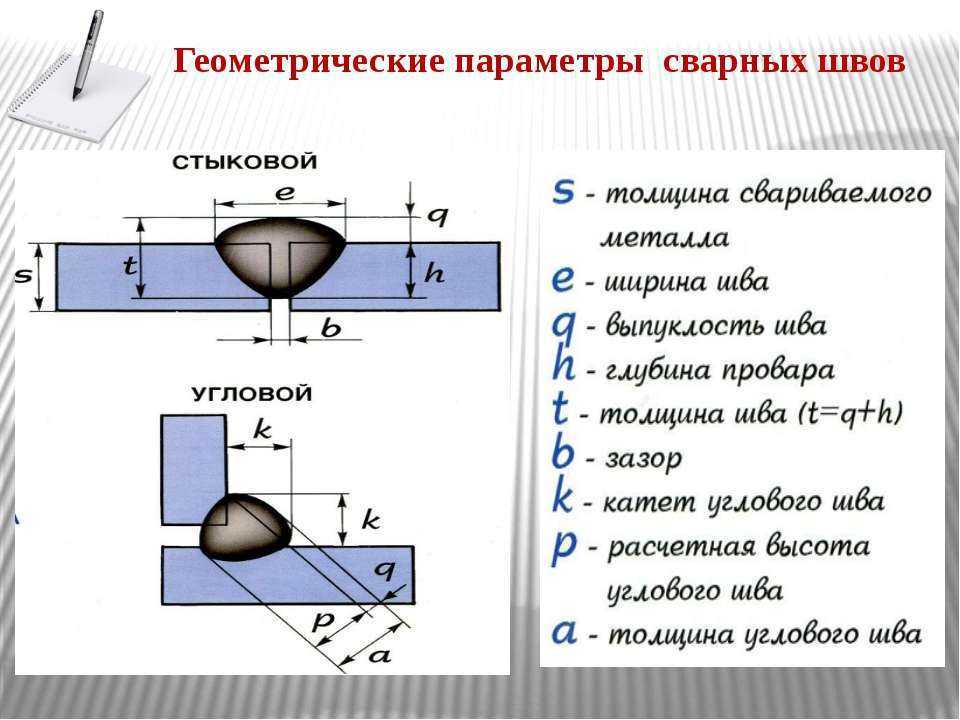
Параметры сварного соединения, влияющие на его качество
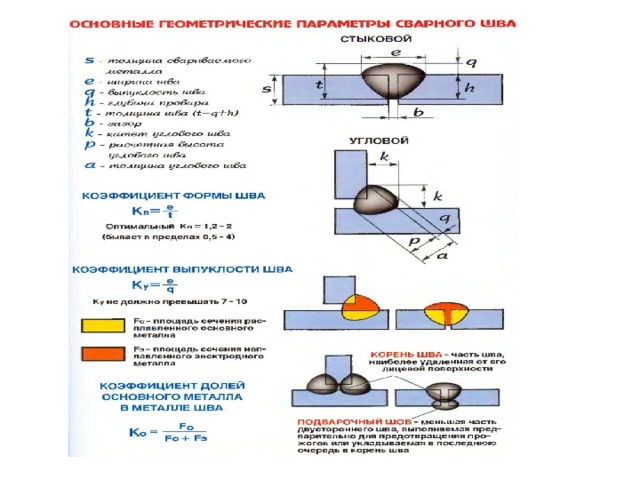
Характеристику стыка определяет большое количество различных параметров, основными геометрическими параметрами, определяющими характеристики стыка, являются следующие:
- ширина
- вогнутость
- выпуклость
- катет сварного шва
- корень шва.
От качества сварки швов зависит целостность и качество всей конструкции.
Помимо этого, к параметрам, характеризующим качество, относят расчетную высоту углового стыка, его толщину и глубину провара.
Катетом углового шва называется кратчайшее расстояние от плоскости одной из соединяемых заготовок до границы углового сварного соединения на плоскости второй соединяемой заготовки.
Катетом углового шва называется катет наибольшего равнобедренного треугольника, который возможно вписать в поперечное сечение. При осуществлении сваривания деталей с одинаковой толщиной катет можно задать по кромке. В случае использования заготовок, имеющих различную толщину металла, катет задается исходя из толщины металла более тонкой заготовки. При определении катета требуется делать выбор его размерности таким образом, чтобы он мог обеспечить максимальную прочность соединения заготовок, однако стоит помнить, что слишком сильное его увеличение способно спровоцировать процесс деформации заготовки.
Ширина представляет собой минимальное расстояние между границами осуществления сплавления металла.
Вогнутостью и выпуклостью называется величина расстояния между линией основного металла поверхности заготовки и поверхностью, проходящей по линии максимальной вогнутости или выпуклости. Швы, имеющие выпуклую поверхность, являются усиленными. Такого типа соединения лучше всего работают при оказании на изделие статических нагрузок.
Схема корня шва.
Корнем шва характеризуется часть сварного стыка, которая является максимально удаленной от лицевой поверхности заготовки со стороны проведения сваривания. Корень является обратной стороной шовного соединения.
При использовании двухстороннего сваривания заготовок корень шва перекрывается подварочным швом. Подварочный шов является небольшой частью двухстороннего сварочного соединения, которая выполняется заранее с целью предотвращения образования прожогов при дальнейшем проведении сварных работ по созданию основного шва.
Иногда, при необходимости создания двухстороннего соединения, подварочный шов может укладываться в последнюю очередь в корень основного соединения.
Вернуться к оглавлению
Расчет прочности и катета углового соединения
Прочность углового сварного соединения рассчитывается на основании производной от теоретической толщины соединения и его фактической длины. Катет углового соединения определяет его размер. Размер углового катета измеряется в соответствии с законами геометрии по длине катетов максимально возможного треугольника, который может быть вписан в продольное сечение соединения. Величина катета соединения определяет его толщину.
Катет углового соединения определяет его размер. Размер углового катета измеряется в соответствии с законами геометрии по длине катетов максимально возможного треугольника, который может быть вписан в продольное сечение соединения. Величина катета соединения определяет его толщину.
Катет должен иметь достаточную величину, чтобы соединение, получаемое при сварке, могло выдерживать расчетную нагрузку.
Однако стоит отметить, что слишком большие значения катета сварного соединения могут привести к возникновению сварочных деформаций. Помимо этого, увеличение катета способно привести к увеличению расхода материалов при выполнении работ по свариванию заготовок и, как следствие, увеличению стоимости работ.
В процессе проведения контроля качества угловых соединений при сварке в реальных условиях используются специальные шаблоны нескольких типов. Наиболее распространенным при сварке является определение катета с помощью универсального сварочного шаблона.
Дополнительные характеристики, влияющие на качество сварочных стыков
Формы поверхностей образующихся сварочных стыков находятся в большой зависимости от свойств электродов, используемых при проведении сварных работ. Помимо общих требований, которые предъявляются к изготавливаемым промышленностью электродам, таких как устойчивость горения электродуги, определенный специфический состав металла электродного металлического стержня, минимизирование разбрызгивания и т.д. специалисты предъявляют еще и дополнительные требования.
Помимо общих требований, которые предъявляются к изготавливаемым промышленностью электродам, таких как устойчивость горения электродуги, определенный специфический состав металла электродного металлического стержня, минимизирование разбрызгивания и т.д. специалисты предъявляют еще и дополнительные требования.
Влияние длины дуги на качество сварного шва: короткая, длинная и нормальная дуга.
К таким специфическим требованиям относится свойство, способствующее получению в результате проведения сварочных работ швов, с заранее заданной формой. Так, например, металлические электродные стержни, которые в результате плавления образуют густую и вязкую массу, способствуют быстрому и легкому формированию выпуклого сварного стыка. Если в результате плавления металлического стержня электрода образуется жидкий и растекающийся расплав, то при помощи таких электродов формируется вогнутая поверхность сварочного стыка.
Выбор электродов для работы осуществляется в соответствии с теххарактеристиками, которые указываются на упаковке.
На качество сварного стыка особое влияние оказывает выбранный режим сваривания. При осуществлении увеличения силы тока повышается глубина проваривания при неизменности ширины стыка. В случае постоянства силы тока и изменении напряжения наблюдается резкое изменение в сторону увеличения ширины сварного стыка при одновременном снижении глубины проваривания. При повышении скорости перемещения электрода до значения в 50 м/ч ширина сварочного стыка уменьшается, а глубина проварки значительно увеличивается. Повышать скорость выше 50 м/ч не рекомендуется, так как высока вероятность значительного снижения качества проведения сварочных работ за счет слабого прогрева основного материала.
Контроль качества соединения сварочного стыка осуществляется двумя наиболее распространенными методами -разрушающим и неразрушающим контролем.
Неразрушающий контроль осуществляется при помощи специализированных шаблонов, которые позволяют визуально установить наличие дефектов в стыке.
Определение катета углового сварного шва
- Какие типы стыков необходимы для различных элементов
- Формула, по которой определяют размер стыка
Специалист должен знать, как производится определение катета сварного шва для сооружения с огромной несущей конструкцией, имеющей сложные углы и состоящей из множества соединений. Отметим, что это понятие применяют не только в обычном строительстве, но и в судостроении, и в тяжелом машиностроении. Для правильного сваривания углов, нахлеста, Т-образного типа соединения применяют экономичный (если сравнивать с таким видом, как разделенная кромка) угловой вид, так как его выполнение намного проще, и при этом нет необходимости подготавливать края.
Типы сварных швов и соединений.
Во время проектирования швов учитывают то, что:
- необходимо применить как можно меньшее количество соединений, а их размеры должны быть по возможности минимальны
- применяют высокоэффективные методы сварки
- при работах используют специальные электроды, флюсы, газы и проволоки
- применяют такие размеры швов, для которых нет необходимости производить последующую окантовку изделия
- к соединительным местам должен быть открытый доступ, при котором не нарушается технология наложения шва и применения электродов.
Для определения прочности стыка, нужно вычислить производную не только от расчетной толщины, но и от его величины (фактической). Отметим, что размер такого сварного шва определяют, применив величину катета углового соединения, а поэтому его нетрудно рассчитать. Для его измерения необходимо вычислить размер одной из сторон самого большого прямоугольного треугольника, который вписывают в продольное сечение.
Катет сварного шва (углового) дает возможность определить его расчетную толщину. А для того чтобы он выдерживал определенное давление, стороны, составляющие прямой угол, не должны быть длинными, так как не только отдельные швы, но и вся конструкция может деформироваться, а также возможно, что возрастает стоимость всего сооружения.
А для того чтобы он выдерживал определенное давление, стороны, составляющие прямой угол, не должны быть длинными, так как не только отдельные швы, но и вся конструкция может деформироваться, а также возможно, что возрастает стоимость всего сооружения.
Какие типы стыков необходимы для различных элементов
Положение электрода при сварке таврового соединения в вертикальном положении однопроходным угловым швом.
Например, в двутавровой стойке и центрально-сжатой колонне используют технику одностороннего поясного соединения, а в узлах крепежа балки или связки, а также в зоне, предназначенной для передачи напряжения, используют двухстороннее поясничное соединение, которое выходит за пределы прикрепленного элемента.
Для крепления к балкам ребер жесткости необходимы поясные непрерывные стыки, здесь же допускается применение одностороннего поясного стыка в двутавровому элементу.
Для укрепления фасовок к решетке фермы применяют сварочный шов, позволяющий вывести его на торец элемента (20 мм), при этом не используют технику лобовых стыков. Если имеется пояс из тавр, двутавровый или одиночный, то для сваривания их с полками делают проварку по всей толщине фасонины.
Если имеется пояс из тавр, двутавровый или одиночный, то для сваривания их с полками делают проварку по всей толщине фасонины.
Существуют специальные правила и нормы для выполнения конструкций из стали. Рассмотрим один из них, например, AWS Dl.1, по которому производят вычисления минимальных размеров стороны прямоугольного треугольника (составляющей угол в 90º). Причем при использовании материала с различной толщины катет также изменяется. В стандарте указано, какое максимальное усиление стыков возможно, потому что если заметно увеличить эту величину, то это вызовет процесс разрушения всех сварных соединений.
Вернуться к оглавлению
Формула, по которой определяют размер стыка
Угловые швы.
Для того чтобы правильно определить теоретическую толщину угловых сварных соединений, рассмотрим изображение.
Здесь показано, что с применением формулы:
- T = S cos 45º, где S #8211 сторона прямоугольного треугольника,
- T #8211 ширина соединения,
можно произвести качественный расчет, который поможет определить необходимую величину.
Рассмотрим на примере: S = 3 мм. В данном конкретном случае T = 3 х 0,7 = 2,1 мм. При этом учитывают тот факт, что при толщине материала 12,7 #8211 19 мм, S = 6 мм (по выше приведенному стандарту).
Для контроля качества такого типа соединения на реальном изделии, его размеров, величины, усиления или ослабления, применяют так называемый сварочный шаблон.
На нем показано, как производят замер углового стыка, применив специальный инструмент.
Что такое шаблон сварщика?
Сварочные работы – это целый комплекс мероприятий, который подвергается особому контролю со стороны служб дефектоскопии, целью контроля которого является предотвращение негативных последствий, вызванных некачественной сваркой стыковых соединений на трубопроводах, и других сварных конструкциях.
Существует множество методов неразрушающего контроля за проведением сварочных работ, как на этапе входного контроля, так и на этапе уже готовых сварных соединений и наплавок. Здесь можно выделить:
– рентгенографический метод
– ультразвуковой метод
– магнитографический метод
– метод визуального осмотра.
При этом визуальному осмотру подвергается 100% всех сварных соединений.
Шаблон сварщика – это инструмент, который предназначается для проведения визуального контроля сварных соединений.
Существует много видов шаблонов сварщика, которые отличаются друг от друга, не только констркутивными особенностями, но и выполняемыми функциями. Однако самыми распространенными являются шаблоны УШС-2, УШС-3 и УШС-4, а также УШК-1(шаблон Красовского).
1) Универсальный шаблон сварщика УШС-2. называемый, также, катетомером, предназначается для определения катетов угловых сварочных швов в диапазоне от 4 – до 14мм. УШС-2 изготавливается в соответствие с СТБ 1133-98 «Соединения сварные. Метод контроля внешним осмотром и измерениями. Общие требования». При этом, катеты сварных швов контролируют методом ступенчатого подбора соответствующего угла катета на УШС-2 от максимального до минимального зазора.
Рисунок 1. Универсальный шаблон сварщика УШС-2
Универсальный шаблон сварщика УШС-2
Конструктивно, УШС-2 представляет собой 3 металлические пластины, соединенные между собой при помощи соединительного кольца. Каждая пластинка имеет выемки определенной величины катета, при этом, каждая из таких выемок промаркирована в соответствии с величиной радиуса катета шва. Последовательно подбирая пластинки с выемками относительно поверхностей, соединенных сварным швом производится контроль катета сварного шва. Размер катета определяется в тот момент, когда длинная сторона пластины и перемычка между катетами пластины без видимого зазора прилегают к свариваемым поверхностям, а зазор между дугой пластины и дугой сварного шва является минимальным. В случаях, когда ни одна ступень пластины размеров не совпадает со сварным швом, значение катета определяется эмпирическим путем.
2) Универсальный шаблон сварщика УШС-3 предназначается для контроля измеряемых параметров труб и трубопроводов, контроля состояния стыковых соединений торцов труб и трубопроводов, а также визуального контроля качества сварного шва при проведении сварочных работ. УШС-3 применяют, также, перед проведением сварочных работ: для контроля сварочных электродов и элементов разделки под сварной шов.
УШС-3 применяют, также, перед проведением сварочных работ: для контроля сварочных электродов и элементов разделки под сварной шов.
Рисунок 2. Универсальный шаблон сварщика УШС-3.
УШС-3 основной измерительный инструмент, используемый для обучения будущих специалистов в сварочных учебных центрах, он входит в список обязательного оборудования для визуального контроля, и может быть использован на любых предприятиях и организациях, на которых проводятся сварочные работы.
Используя УШС-3 можно производить следующие контрольные измерения:
– Контроль и измерение размеров сварного шва (Рисунок 3), таких, как высота и ширина шва, глубина подреза, величина западаний между валиками шва и др.
Рисунок 3. Измерения при помощи УШС-3: а – измерение высоты сварного шва и глубины подреза б – измерение ширины сварного шва в – измерение западаний между валиками сварных швов.
– Измерение смещения (скосов) наружных кромок деталей (Рисунок 4.)
Рисунок 4. Измерение смещения наружных кромок деталей
– Измерение зазоров в соединениях (Рисунок 5.)
Рисунок 5. Измерение зазоров в соединениях.
– Контроль углов скоса разделки (Рисунок 6.)
Рисунок 6. Контроль угла скоса разделки.
– Опеределение диаметров проволоки и сварочных электродов (используя технологические пазы на верхней стороне инструмента).
Универсальные шаблоны сварщика УШС-3 применяются как в помещениях, так и на открытом пространстве. После использования, шаблон необходимо промыть в бензине и протереть мягкой тканью. Хранение шаблона должно осуществляться в чистом, сухом помещении, при температуре от -45 до +45 o C. Если шаблон не использовался в течение года, его необходимо заново законсервировать в соответствие с требованиями ГОСТ 9.014-78. При этом, транспортировка шаблонов допускается всеми видами открытого транспорта.
3) Универсальный шаблон сварщика УШС-4 – наиболее универсальный инструмент, который предназначается для визуального контроля элементов разделки под сварной шов, электродов, углов скоса кромок, высоты валика усиления и катета углового шва, выпуклости корня шва стыкового сварного соединения, а также величины зазора между свариваемыми деталями (Рисунок 7.).
Рисунок 7. Универсальный шаблон сварщика УШС-4.
Так же как и УШС-3, УШС-4 может использоваться на любых предприятиях, на которых производятся работы со сваркой.
Принципы измерений УШС-4 схожи с УШС-3, однако, в отличие от третьей модели, в серии УШС-4 реализованы некоторые дополнительные конструктивные возможности. УШС-4, благодаря встроенному шаблону Ушерова-Маршака, внешний вид которого представлен на рисунке 8, может производить некоторые виды измерений гораздо быстрее и удобнее (Рисунок 9.).
Рисунок 8. Шаблон Ушерова-Маршака.
Рисунок 9. Измерения с использованием шаблона Ушерова-Маршака.
4) Универсальный шаблон Красовского УШК-1 – узко специализированный инструмент, который предназначается для осуществления визуального и измерительного контроля стыковых, тавровых и нахлесточных сварных соединений, а также измерения зазора между кромками свариваемых деталей.
Общий вид универсального шаблона Красовского представлен на рисунке 10.
Рисунок 10. Универсальный шаблон Красвоского УШК-1.
Порядок измерений представлен на рисунках 11 и 12.
Рисунок 12. Измерение стыковых швов и зазоров.
Шаблон УШК-1 изготавливается по ГОСТ 15150-69 в исполнении V категории I.
Таким образом, можно сделать вывод о том, что визуальный контроль при проведении сварочных работ, помимо других способов неразрушающего контроля, это неотъемлемая часть всего комплекса работ по обеспечению безопасной эксплуатации сварных конструкций, труб и трубопроводов.
Источники: http://expertsvarki.ru/tehnologii/katet-svarochnogo-shva-chto-eto-takoe.html, http://moiinstrumenty. ru/svarochnyj/opredelenie-kateta-svarnogo-shva.html, http://www.xn--80aggyh4a5bzb.xn--p1ai/info/articles/Chto-tekoe-shablon-svarshika.htm
ru/svarochnyj/opredelenie-kateta-svarnogo-shva.html, http://www.xn--80aggyh4a5bzb.xn--p1ai/info/articles/Chto-tekoe-shablon-svarshika.htm
Комментариев пока нет!
restart24.ru
Катет шва при сварке: определение и методы расчета
В строительной отрасли при сварке массивных металлических сооружений в стыках возникают серьезные нагрузки, что при несоблюдении технологии несет риски обрушения конструкции. Это актуально в корабельной отрасли и машиностроении (при устройстве крупногабаритных автоматов), при возведении массивных строений. Качественное соединение должно быть изначально просчитано, чтобы избежать возможных будущих деформаций. Самый простой способ проверить правильность сварной линии — узнать катет шва.
Катетом сварного шва называют катет условного треугольника, который вписывается в поперечное сечение. Единой цифры, которая бы стала показателем надежного и качественного шва при определении его катета, нет. Чем больший размер равнобедренного треугольника можно вписать вместо шва, тем большие нагрузки он сможет выдержать. Часто эта характеристика зависит от вида металла и предела напряжения, которому он сможет противостоять. Увеличение катета дает противоположный эффект — деталь деформируется и не сможет работать в нужном режиме.
Часто эта характеристика зависит от вида металла и предела напряжения, которому он сможет противостоять. Увеличение катета дает противоположный эффект — деталь деформируется и не сможет работать в нужном режиме.
Как определить величину катета?
Для определения оптимального сварного соединения нужно произвести расчет шва, а также определить катет шва при сварке. При этом учитываются следующие факторы:
- толщина металлозаготовок;
- положение деталей относительно друг друга;
- вид шва, используемого при соединении.
Для каждого изделия катет подбирается индивидуально, но здесь речь идет лишь о работе с большими нагрузками. Для частного использования сварки не нужны тонкие расчеты, но все же профессионалы учитывают свойства металла и стараются сделать шов прочным и при этом не навредить деталям. Задают катет шва по кромке в том случае, если две детали имеют одинаковую толщину. Если же разную, то катет определяют по более тонкому металлу. Важно правильно выбрать и рассчитать его размер.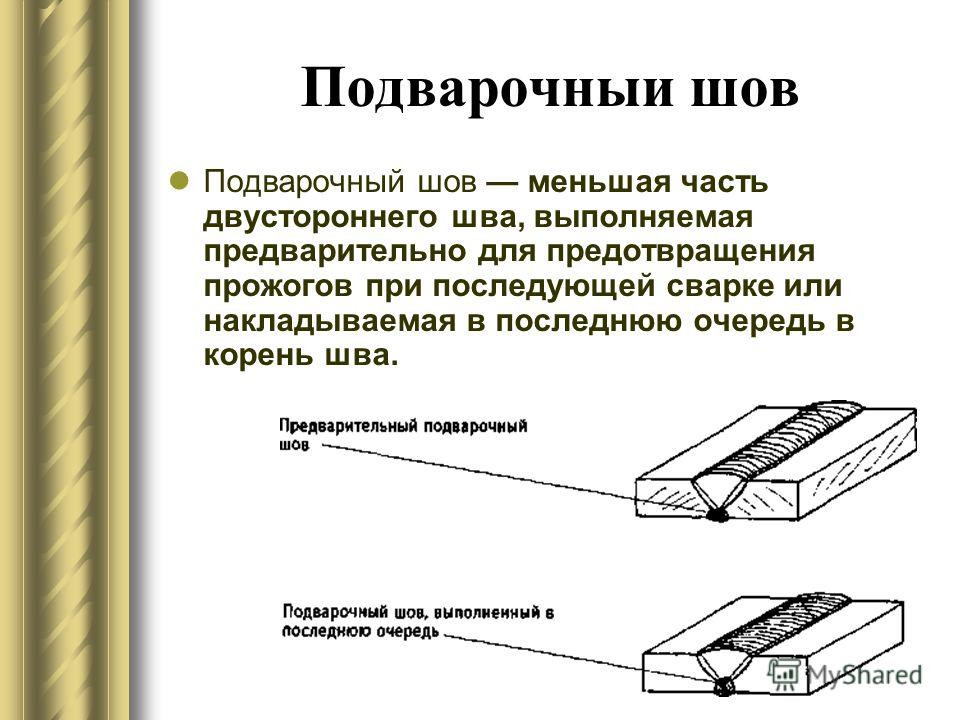 Ведь от этого зависит максимальная мощность, которой сможет сопротивляться деталь. Катет сварного шва определяется системой стандартизации ГОСТ 5264-80.
Ведь от этого зависит максимальная мощность, которой сможет сопротивляться деталь. Катет сварного шва определяется системой стандартизации ГОСТ 5264-80.
Катет шва при сварке равен толщине листов при нахлесточном соединении, но при этом она не должна превышать 4 мм. Если этот параметр больше, то следует брать 40 % от величины толщины металла и прибавить 2 мм. Так можно определить максимальное значение катета шва.
Как выбрать катет?
Определяется катет шва при сварке арматуры так же, как и при соединении любых других элементов металлических конструкций. Размер зависит от нескольких параметров, в их числе положение заготовок, их длина и толщина. Профессионалы пользуются шаблонами, которые уже наработали до них сварщики. Главным параметром выступает длина сварного шва, ведь именно она влияет на прочность будущей конструкции. Расход материала и вероятность деформации — основные опасности при шве большой длины. Многое зависит от типа шва, которым будут соединяться детали.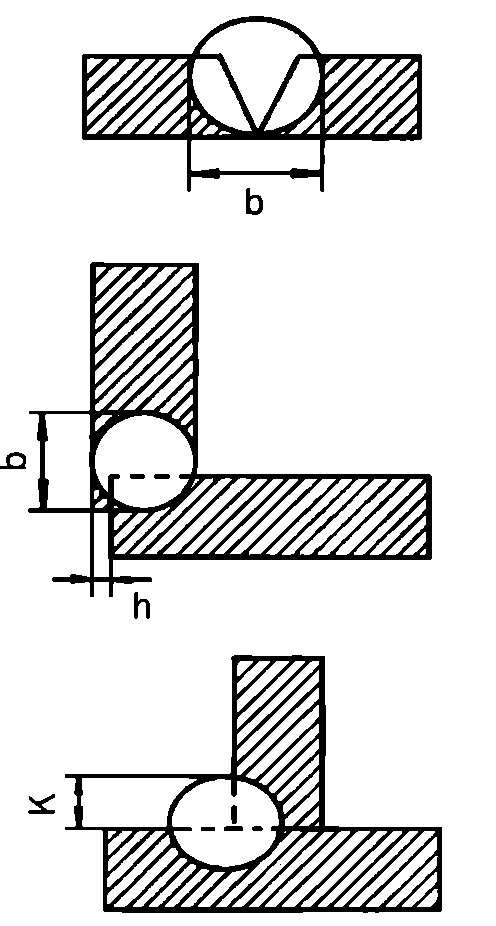
Сварной стыковой шов
Сварной стыковой шов предполагает следующую технологию — соединить два элемента сварки встык (т. е. расположить детали торцами поверхностей в одной или разных плоскостях). Разновидностей стыковых соединений более 30, все они предусмотрены ГОСТом. При этом проводится зависимость от толщины свариваемых элементов, оборудования и технологии сварки. Если конструкция будет подвергаться напряжению переменного характера, то такой способ стыка самый надежный. Стыковать и сваривать можно различные детали. Это могут быть не только листы металла, но и трубы, уголки, швеллеры. Чтобы сварить два листа, их не нужно даже соприкасать друг с другом, — сварка проводится при минимальном расстоянии двух заготовок.
Соединение внахлест
Соединение внахлест – это метод сварки, когда детали расположены параллельно и их кромки перекрывают друг друга. В отличие от сварного шва, существует всего две разновидности соединений внахлест. Торцы изделий могут привариваться с двух сторон или же с одной. Также есть соединение с помощью дополнительной накладки, которая приваривается к двум деталям, соединяя их под нужным углом. Внахлест сваривают детали, используя два вида швов — торцевой и лобовой. Режим сварки при данном соединении может быть более высоким, так как опасность прожога поверхностей отсутствует.
Также есть соединение с помощью дополнительной накладки, которая приваривается к двум деталям, соединяя их под нужным углом. Внахлест сваривают детали, используя два вида швов — торцевой и лобовой. Режим сварки при данном соединении может быть более высоким, так как опасность прожога поверхностей отсутствует.
Угловое соединение
Сварка двух деталей, кромки которых располагаются под углом относительно друг друга, происходит методом углового соединения. Стандарт различает до 10 видов таких стыков. Иногда для прочности и надежности сварного шва используют специальную металлическую подкладку, которая позволяет лучше стыковать элементы и делает конструкции надежнее. В силовых конструкциях редко можно увидеть такой тип соединения, поэтому расчетов для таких швов не производят. Тем не менее при необходимости такого типа сварки расчеты производятся по аналогии с тавровым соединением и обязательным учетом типа шва.
Тавровое сварное соединение
Часто возникает необходимость соединить элементы, которые расположены в разных плоскостях. Наилучшее решение в этом случае — тавровое соединение, где торец одной заготовки примыкает под прямым или иным углом к другой. Типы подобных соединений различаются в пределах 9 видов, предусмотренных ГОСТом. Тавровое соединение требует глубокого проплавления в месте стыка, шов обычно делают автоматической сваркой или же заранее подготавливают кромки, например, угловым швом, который можно сделать вручную, или стыковым. Вид шва, которым было произведено соединение, влияет на его расчет. Здесь во внимание принимается тот факт, что место сварки, предварительно обработанное, будет намного прочнее основного металла.
Наилучшее решение в этом случае — тавровое соединение, где торец одной заготовки примыкает под прямым или иным углом к другой. Типы подобных соединений различаются в пределах 9 видов, предусмотренных ГОСТом. Тавровое соединение требует глубокого проплавления в месте стыка, шов обычно делают автоматической сваркой или же заранее подготавливают кромки, например, угловым швом, который можно сделать вручную, или стыковым. Вид шва, которым было произведено соединение, влияет на его расчет. Здесь во внимание принимается тот факт, что место сварки, предварительно обработанное, будет намного прочнее основного металла.
Контроль качества шва
В любом из швов следует не забывать о катете шва при сварке, формула которого не является сложной и состоит в определении толщины металла. Если она составляет менее 4 мм, то катет берется равным ей, если же больше, то в диапазон 40 %- 45 % от толщины с прибавкой 2 мм. Формула для расчета катета: T = S cos 45º, здесь T – искомый катет, а S – гипотенуза или ширина валика шва.
Провести контроль за соединением заготовок несложно, при этом используют визуальные и инструментальные методы (с помощью приборов). Разработан инструмент, определяющий катет шва при сварке. Как измерить им интересующий шов? Для этого нужно приложить прибор к двум частям заготовки, а середину направить на шов, после чего записать показатели и провести несложный расчет. Обычно шов получается выпуклый, но это самый ненадежный вариант. Ведь именно в такой форме концентрируется напряжение.
Идеальным вариантом является вогнутый шов, получить который достаточно сложно. Здесь нужно соблюдать скорость сварки, а также добиться правильной работы сварочного аппарата. Опытные мастера смогут сделать такой шов. Но чаще его получают механическим путем, просто срезая ненужную часть шва.
загрузка…
bisbroker.ru
Катет шва при сварке: определение и методы расчета
В строительной отрасли при сварке массивных металлических сооружений в стыках возникают серьезные нагрузки, что при несоблюдении технологии несет риски обрушения конструкции. Это актуально в корабельной отрасли и машиностроении (при устройстве крупногабаритных автоматов), при возведении массивных строений. Качественное соединение должно быть изначально просчитано, чтобы избежать возможных будущих деформаций. Самый простой способ проверить правильность сварной линии — узнать катет шва.
Это актуально в корабельной отрасли и машиностроении (при устройстве крупногабаритных автоматов), при возведении массивных строений. Качественное соединение должно быть изначально просчитано, чтобы избежать возможных будущих деформаций. Самый простой способ проверить правильность сварной линии — узнать катет шва.
Катетом сварного шва называют катет условного треугольника, который вписывается в поперечное сечение. Единой цифры, которая бы стала показателем надежного и качественного шва при определении его катета, нет. Чем больший размер равнобедренного треугольника можно вписать вместо шва, тем большие нагрузки он сможет выдержать. Часто эта характеристика зависит от вида металла и предела напряжения, которому он сможет противостоять. Увеличение катета дает противоположный эффект — деталь деформируется и не сможет работать в нужном режиме.
Как определить величину катета?
Для определения оптимального сварного соединения нужно произвести расчет шва, а также определить катет шва при сварке. При этом учитываются следующие факторы:
При этом учитываются следующие факторы:
- толщина металлозаготовок;
- положение деталей относительно друг друга;
- вид шва, используемого при соединении.
Для каждого изделия катет подбирается индивидуально, но здесь речь идет лишь о работе с большими нагрузками. Для частного использования сварки не нужны тонкие расчеты, но все же профессионалы учитывают свойства металла и стараются сделать шов прочным и при этом не навредить деталям. Задают катет шва по кромке в том случае, если две детали имеют одинаковую толщину. Если же разную, то катет определяют по более тонкому металлу. Важно правильно выбрать и рассчитать его размер. Ведь от этого зависит максимальная мощность, которой сможет сопротивляться деталь. Катет сварного шва определяется системой стандартизации ГОСТ 5264-80.
Катет шва при сварке равен толщине листов при нахлесточном соединении, но при этом она не должна превышать 4 мм. Если этот параметр больше, то следует брать 40 % от величины толщины металла и прибавить 2 мм. Так можно определить максимальное значение катета шва.
Так можно определить максимальное значение катета шва.
Как выбрать катет?
Определяется катет шва при сварке арматуры так же, как и при соединении любых других элементов металлических конструкций. Размер зависит от нескольких параметров, в их числе положение заготовок, их длина и толщина. Профессионалы пользуются шаблонами, которые уже наработали до них сварщики. Главным параметром выступает длина сварного шва, ведь именно она влияет на прочность будущей конструкции. Расход материала и вероятность деформации — основные опасности при шве большой длины. Многое зависит от типа шва, которым будут соединяться детали.
Сварной стыковой шов
Сварной стыковой шов предполагает следующую технологию — соединить два элемента сварки встык (т. е. расположить детали торцами поверхностей в одной или разных плоскостях). Разновидностей стыковых соединений более 30, все они предусмотрены ГОСТом. При этом проводится зависимость от толщины свариваемых элементов, оборудования и технологии сварки.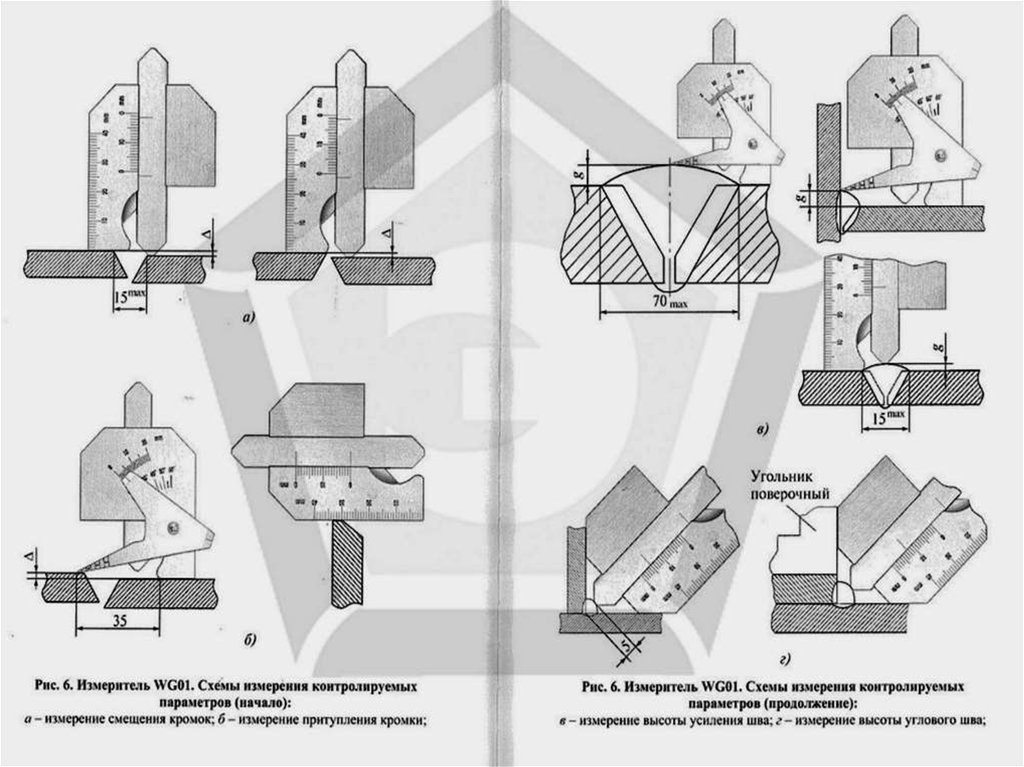 Если конструкция будет подвергаться напряжению переменного характера, то такой способ стыка самый надежный. Стыковать и сваривать можно различные детали. Это могут быть не только листы металла, но и трубы, уголки, швеллеры. Чтобы сварить два листа, их не нужно даже соприкасать друг с другом, — сварка проводится при минимальном расстоянии двух заготовок.
Если конструкция будет подвергаться напряжению переменного характера, то такой способ стыка самый надежный. Стыковать и сваривать можно различные детали. Это могут быть не только листы металла, но и трубы, уголки, швеллеры. Чтобы сварить два листа, их не нужно даже соприкасать друг с другом, — сварка проводится при минимальном расстоянии двух заготовок.
Соединение внахлест
Соединение внахлест – это метод сварки, когда детали расположены параллельно и их кромки перекрывают друг друга. В отличие от сварного шва, существует всего две разновидности соединений внахлест. Торцы изделий могут привариваться с двух сторон или же с одной. Также есть соединение с помощью дополнительной накладки, которая приваривается к двум деталям, соединяя их под нужным углом. Внахлест сваривают детали, используя два вида швов — торцевой и лобовой. Режим сварки при данном соединении может быть более высоким, так как опасность прожога поверхностей отсутствует.
Угловое соединение
Сварка двух деталей, кромки которых располагаются под углом относительно друг друга, происходит методом углового соединения.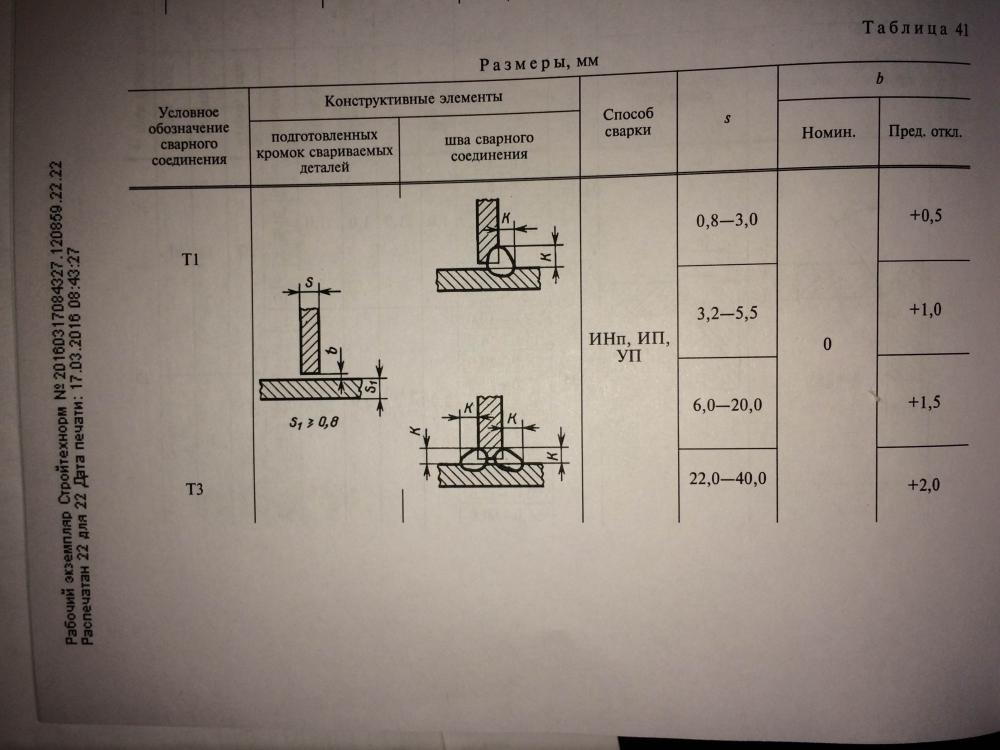 Стандарт различает до 10 видов таких стыков. Иногда для прочности и надежности сварного шва используют специальную металлическую подкладку, которая позволяет лучше стыковать элементы и делает конструкции надежнее. В силовых конструкциях редко можно увидеть такой тип соединения, поэтому расчетов для таких швов не производят. Тем не менее при необходимости такого типа сварки расчеты производятся по аналогии с тавровым соединением и обязательным учетом типа шва.
Стандарт различает до 10 видов таких стыков. Иногда для прочности и надежности сварного шва используют специальную металлическую подкладку, которая позволяет лучше стыковать элементы и делает конструкции надежнее. В силовых конструкциях редко можно увидеть такой тип соединения, поэтому расчетов для таких швов не производят. Тем не менее при необходимости такого типа сварки расчеты производятся по аналогии с тавровым соединением и обязательным учетом типа шва.
Тавровое сварное соединение
Часто возникает необходимость соединить элементы, которые расположены в разных плоскостях. Наилучшее решение в этом случае — тавровое соединение, где торец одной заготовки примыкает под прямым или иным углом к другой. Типы подобных соединений различаются в пределах 9 видов, предусмотренных ГОСТом. Тавровое соединение требует глубокого проплавления в месте стыка, шов обычно делают автоматической сваркой или же заранее подготавливают кромки, например, угловым швом, который можно сделать вручную, или стыковым. Вид шва, которым было произведено соединение, влияет на его расчет. Здесь во внимание принимается тот факт, что место сварки, предварительно обработанное, будет намного прочнее основного металла.
Вид шва, которым было произведено соединение, влияет на его расчет. Здесь во внимание принимается тот факт, что место сварки, предварительно обработанное, будет намного прочнее основного металла.
Контроль качества шва
В любом из швов следует не забывать о катете шва при сварке, формула которого не является сложной и состоит в определении толщины металла. Если она составляет менее 4 мм, то катет берется равным ей, если же больше, то в диапазон 40 %- 45 % от толщины с прибавкой 2 мм. Формула для расчета катета: T = S cos 45º, здесь T – искомый катет, а S – гипотенуза или ширина валика шва.
Провести контроль за соединением заготовок несложно, при этом используют визуальные и инструментальные методы (с помощью приборов). Разработан инструмент, определяющий катет шва при сварке. Как измерить им интересующий шов? Для этого нужно приложить прибор к двум частям заготовки, а середину направить на шов, после чего записать показатели и провести несложный расчет. Обычно шов получается выпуклый, но это самый ненадежный вариант.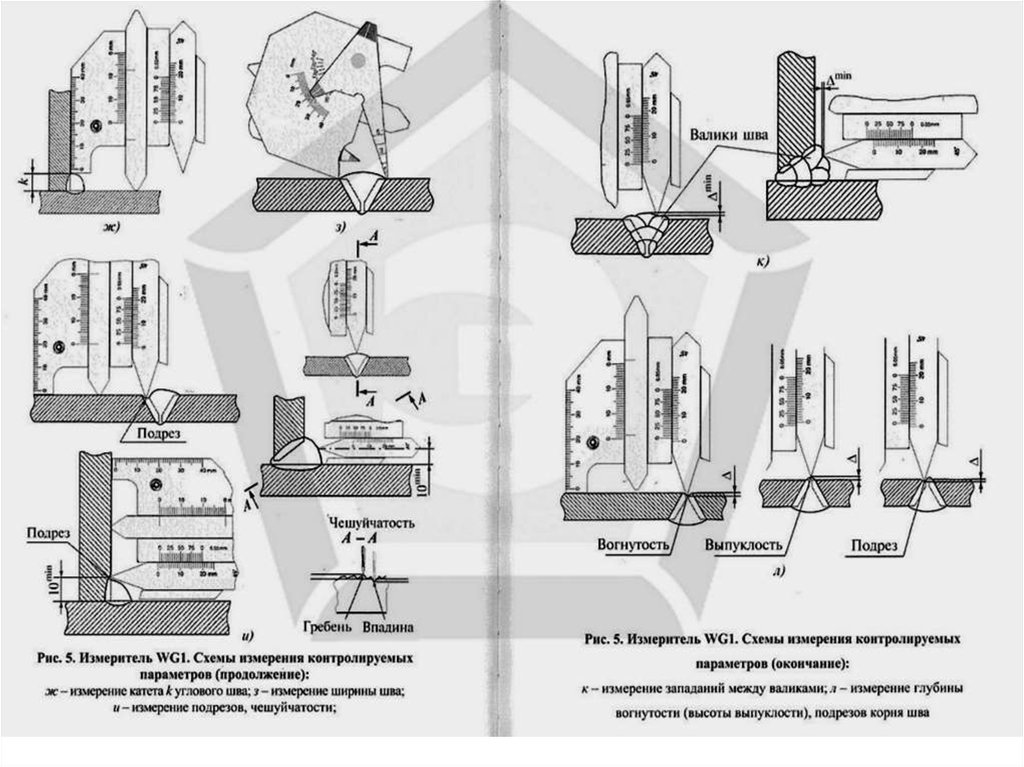 Ведь именно в такой форме концентрируется напряжение.
Ведь именно в такой форме концентрируется напряжение.
Идеальным вариантом является вогнутый шов, получить который достаточно сложно. Здесь нужно соблюдать скорость сварки, а также добиться правильной работы сварочного аппарата. Опытные мастера смогут сделать такой шов. Но чаще его получают механическим путем, просто срезая ненужную часть шва.
загрузка…
skv-tv.ru
виды сварных соединений и классификация способов сварки
Что такое сварочный шов
Для начала определимся с понятиями «сварочный шов» и «сварочное соединение», потому что некоторые источники рассматривают их как одно и то же, другие разводят формулировки.
Самое короткое определение: сварочный шов – это неразъемное соединение сваркой.
Второй вариант раскрывает физику процесса сварки как таковой: сварочный шов – это участок, в котором соединены две или несколько деталей в результате кристаллизации или деформации вещества, или одного и другого вместе. Так или иначе, сварочные швы и соединения логичнее принимать за один и тот же процесс.
Один из самых старых и известных среди специалистов стандартов – «ГОСТ 5264 – 80 Ручная дуговая сварка. Соединения сварные». Этот ГОСТ был введен в действие еще в 1981 году, он до сих пор прекрасно справляется со своими задачами: четко и ясно перечислены основные виды сварных швов, их размеры, конструктивные элементы и инструкции, как правильно класть сварочный шов. Отличный пример документа, который не нуждается в корректировках в течение долгого времени.
Виды сварных швов
Основные виды сварных соединений электродуговой и газовой сваркой следующие: стыковые С, угловые У, нахлесточные Н, тавровые Т.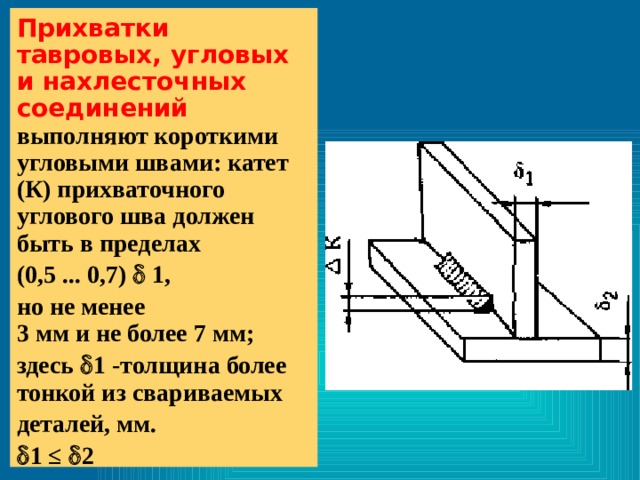 Валиковые угловые швы треугольного профиля делают прямыми, выпуклыми и вогнутыми. Чаще всего применяют прямой (нормальный) шов. Выпуклые швы (условно называемые швами с усилением) склонны к образованию подрезок (непровары на участках соединения шва со стенками деталей) и обладают пониженной циклической прочностью. Наиболее прочны вогнутые швы, но выполнение их труднее и менее производительно
Валиковые угловые швы треугольного профиля делают прямыми, выпуклыми и вогнутыми. Чаще всего применяют прямой (нормальный) шов. Выпуклые швы (условно называемые швами с усилением) склонны к образованию подрезок (непровары на участках соединения шва со стенками деталей) и обладают пониженной циклической прочностью. Наиболее прочны вогнутые швы, но выполнение их труднее и менее производительно
Основной размерной характеристикой угловых швов является расчетный катет К
Катет швов нахлестанных соединений при сварке тонких листов (менее 4 мм) делают равным толщине s листов. Для материалов большей толщины (4 -16 мм) катет шва определяют из соотношения К = 0,4 s + 2 мм (1) При сварке материалов различной толщины катет шва делают равным толщине s более тонкого материала (однако не более, чем указано в соотношении (1). При сварке материалов различной толщины шов рекомендуется делать вогнутым. В угловых соединениях с одинаковой толщиной стенок размер катета задан толщиной кромок. В угловых и тавровых соединениях, где размеры шва могут быть произвольными, катет шва делают равным толщине s свариваемых материалов, но не более приведенных в соотношении (1) величин. При тавровом соединении материалов различной толщины катет шва делают равным толщине s более тонкого материала. Швы рекомендуется делать вогнутыми
В угловых и тавровых соединениях, где размеры шва могут быть произвольными, катет шва делают равным толщине s свариваемых материалов, но не более приведенных в соотношении (1) величин. При тавровом соединении материалов различной толщины катет шва делают равным толщине s более тонкого материала. Швы рекомендуется делать вогнутыми
Среди видов соединений листов наиболее простые и прочные — стыковые.
Недостаток нахлесточных соединений состоит в том, что под действием растягивающих или сжимающих усилий они подвергаются изгибу моментом, приблизительно равным произведению действующей силы на сумму полутолщин свариваемых листов и деформируются. Производительность сварки из-за наличия двух швов и масса нахлесточных соединений больше, чем стыковых. Соединения с накладкой можно усилить подваркой листов. Соединения с двусторонними накладками разгружены от изгиба, но тяжелы и малотехнологичны
Разновидность нахлесточных соединений — прорезные (пробочные) швы, образуемые заплавлением предварительно проделанных одном из соединяемых листов круглых или продолговатых отверстий (эти соединения иногда называют электрозаклепками). Из-за высокой трудоемкости изготовления, низкой прочности и негерметичности шва — это один из худших видов соединения. К нему следует прибегать только в крайних случаях, когда по конструктивным условиям нельзя применить сварку другими более производительными способами
Из-за высокой трудоемкости изготовления, низкой прочности и негерметичности шва — это один из худших видов соединения. К нему следует прибегать только в крайних случаях, когда по конструктивным условиям нельзя применить сварку другими более производительными способами
При толщине одного из свариваемых материалов менее 6 — 8 мм сварку прорезными швами заменяют простой и производительной операцией точечного проплавления более тонкого из соединяемых материалов или шовного проплавления. Кромки свариваемых тонких листов (в среднем
При большей толщине необходима разделка кромок, заключающаяся в снятии фасок; цель — создать сварочную ванну и обеспечить проплавление на полное сечение. Круговые фаски получают точением, прямые — фрезерованием или строганием. При толщине кромок более 15 — 20 мм фаски снимают автоматической газовой резкой. Разделку с криволинейными скосами применяют преимущественно для прямых и круговых швов. Швы, имеющие в плане фигурную форму, разделывают с помощью копирного фрезерования
Условные изображения и обозначения швов сварных соединений см.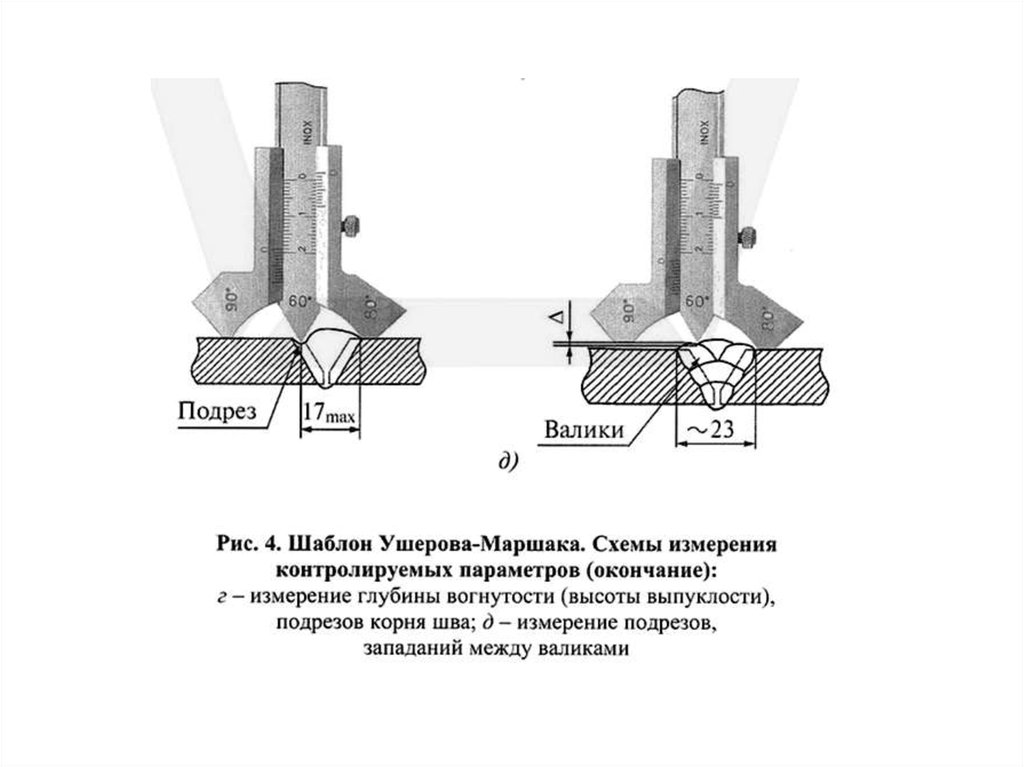 ГОСТ 2.312
ГОСТ 2.312
Виды сварочных швов
Типы сварочных соединений.
Как и методы сварки, виды сварочных швов подпадают под стройную классификацию по разным критериями:
- Способу соединения деталей;
- Положению во время сварки;
- Протяженности шва;
- Расположению к силе, действующей на шов.
Самые популярные и важные виды швов объединены в группу по способу соединения деталей:
- Стыковые.
- Угловые.
- Тавровые.
- Внахлест.
Важно! Какой бы вид шва от сварки вы не выбрали, нужно помнить и соблюдать одно простое правило: никакой ржавчины на металле! Предварительная обработка напильником или наждачной бумагой обязательна, вопрос больше не обсуждается.
Швы встык
Что такое внутренний шов? Как измерить (с картинками)
`;
Внутренний шов — это элемент, соединяющий внутреннюю часть брюк как для мужчин, так и для женщин. В рамках процесса пошива этот шов представляет собой внутреннюю строчку, которая создает уплотнение между участками ткани, образующими переднюю и заднюю части штанины. В большинстве случаев его создают с помощью двойного ряда стежков, обеспечивающего прочное соединение двух участков материала.
В рамках процесса пошива этот шов представляет собой внутреннюю строчку, которая создает уплотнение между участками ткани, образующими переднюю и заднюю части штанины. В большинстве случаев его создают с помощью двойного ряда стежков, обеспечивающего прочное соединение двух участков материала.
При создании пары брюк внутренний шов является одним из важных параметров, которые следует учитывать. Его длина измеряется от низа промежности до места, где край изделия будет касаться нижней части щиколотки. Многие люди используют слегка выступающую кость лодыжки в качестве крайнего конца. По сути, это измерение поможет определить общую длину штанины одежды.
По сути, это измерение поможет определить общую длину штанины одежды.
Портные при перешивке пары брюк или создании нового предмета одежды для клиента начинают с измерения расстояния между промежностью и лодыжкой. После того, как клиент был измерен, портной может сделать необходимые разрезы и изменения в конструкции брюк, чтобы посадка по ноге была удобной и соответствовала требованиям современной моды.
Потребители также обращают особое внимание на длину внутреннего шва при покупке готовых брюк, повседневных брюк, джинсов и любой другой одежды, в которой задействованы ноги.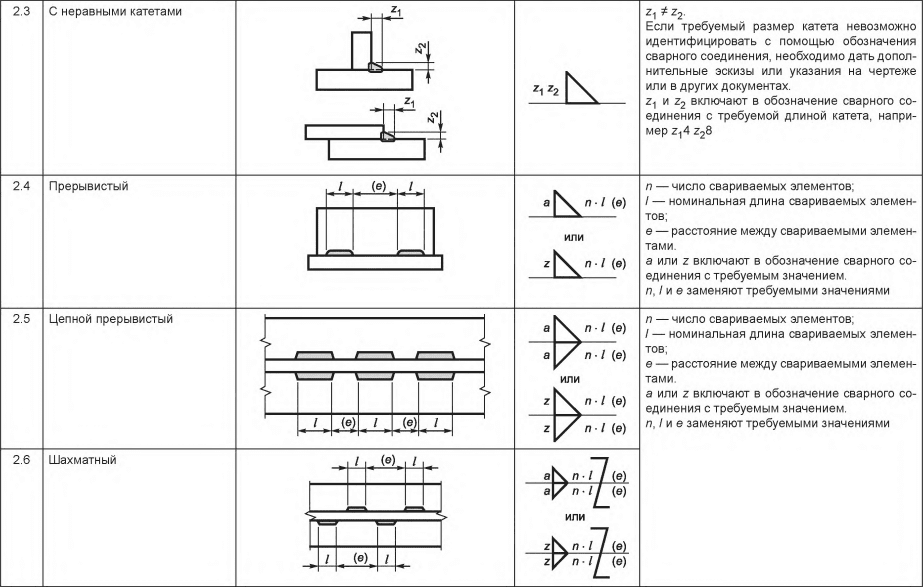 Как правило, одежда массового производства такого типа, особенно если она сделана для мужчин, имеет как размер талии, так и длину внутреннего шва. Люди, которые не уверены в правильной длине, могут легко измерить себя, удерживая один конец рулетки у промежности, а затем опуская другой конец рулетки на пол за ступню. Проверка показаний там, где лента кажется более или менее на одной линии с лодыжкой, даст показания, которые можно использовать в качестве эталона.
Как правило, одежда массового производства такого типа, особенно если она сделана для мужчин, имеет как размер талии, так и длину внутреннего шва. Люди, которые не уверены в правильной длине, могут легко измерить себя, удерживая один конец рулетки у промежности, а затем опуская другой конец рулетки на пол за ступню. Проверка показаний там, где лента кажется более или менее на одной линии с лодыжкой, даст показания, которые можно использовать в качестве эталона.
Затем можно посетить магазин и примерить пару брюк с длиной, близкой к этому показателю. Примерив брюки с меркой, которая немного меньше показаний, и вторую пару, которая равна или немного больше показаний, можно определить правильную длину для будущих покупок.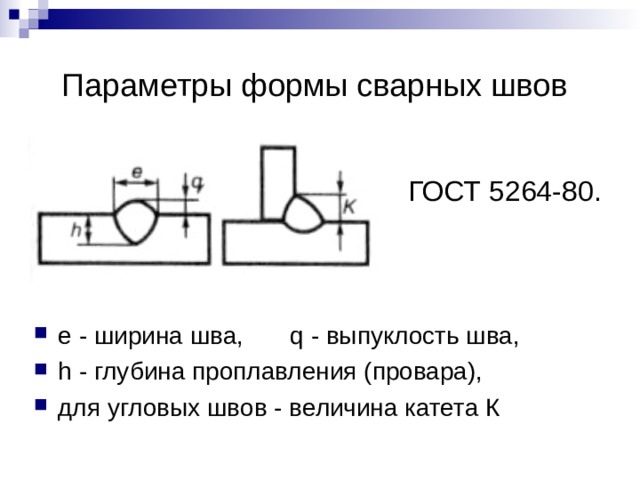
Размер мужских брюк обычно определяется по обхвату талии и внутреннему шву. Измерить талию легко, но как найти внутренний шов? Найти внутренний шов брюк не так сложно, как может показаться. Как только вы поймете, как измерить внутренний шов, вы увидите, что это простой и понятный процесс. Покупка брюк по внутреннему шву — один из единственных надежных способов найти брюки, которые подходят по размеру, так что это навык, которым должен обладать каждый. Если вы хотите узнать, как правильно измерить собственный внутренний шов и найти брюки, которые подходят вам, начните с этого руководства.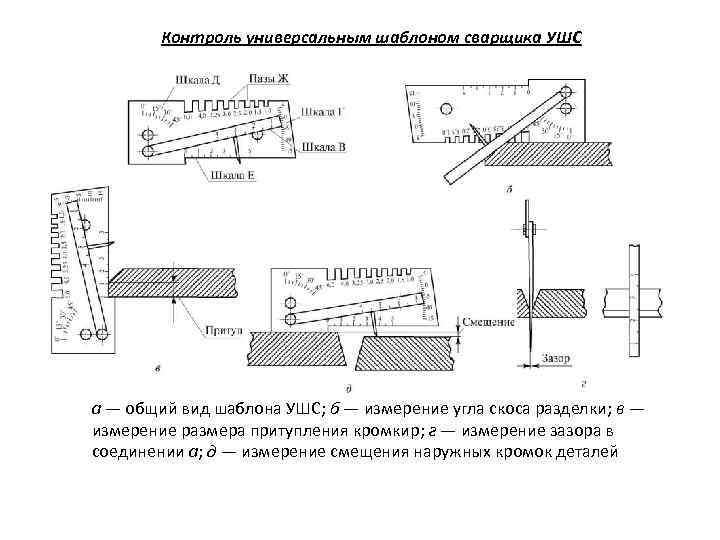
Где внутренний шов?
Где внутренний шов штанов? Это еще один распространенный вопрос, на который многие люди не знают ответа. Внутренний шов брюк находится на внутренней стороне штанины, начиная от шва промежности и заканчивая краем штанины. Это измерение относится к расстоянию между этими двумя точками, и оно важно, потому что оно обычно используется для определения размера мужских брюк, а также некоторых женских брюк. Измерения по внутреннему шву иногда называют измерениями ног, но важно не путать ни один из этих терминов с измерением длины.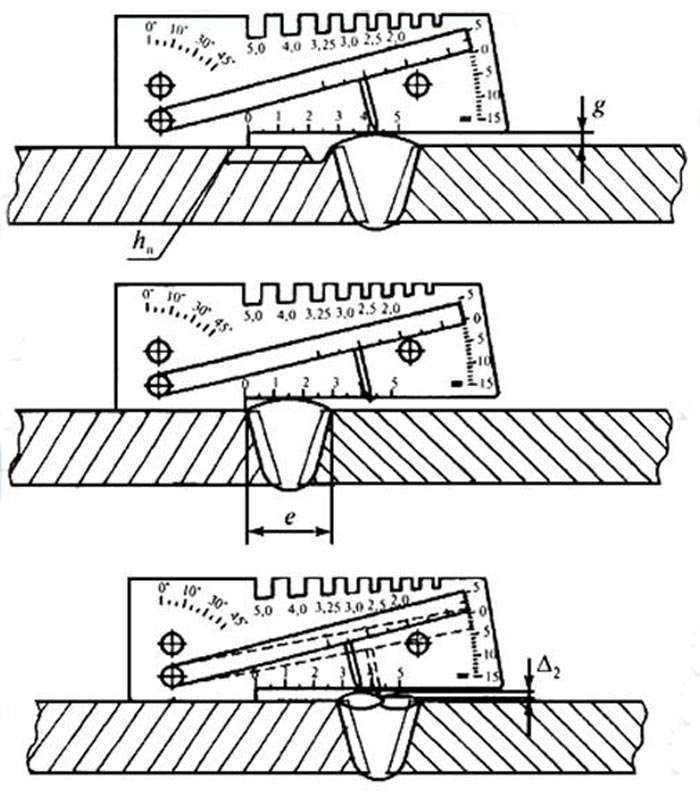
Внутренний шов такой же, как и длина?
Один из наиболее частых вопросов, задаваемых о внутреннем шве, заключается в том, совпадает ли он с длиной брюк или нет. Проще говоря, нет, это не так. Пара брюк будет иметь два разных измерения длины и внутреннего шва. Длина ваших брюк измеряется от верха пояса до низа штанины. Хотя это измерение отличается от внутреннего шва, оно полезно, потому что может помочь вам определить рост ваших брюк. Подъем относится к тому месту, где пояс ваших брюк касается туловища. Чем длиннее ваши штаны, тем выше будет подъем, поэтому, если вы предпочитаете высокую талию, выбирайте штаны большей длины.
Чем длиннее ваши штаны, тем выше будет подъем, поэтому, если вы предпочитаете высокую талию, выбирайте штаны большей длины.
Как измерить внутренний шов
Важно знать длину брюк, но для определения размера брюк чаще всего используют внутренний шов. Знание того, как измерить внутренний шов, является важным жизненным навыком. Для начала вы должны найти пару штанов, которые подходят вам лучше всего, и разложить их на ровной поверхности. Когда штаны станут плоскими, возьмите сантиметровую ленту и измерьте расстояние от шва промежности до низа штанины. Примите во внимание следующие советы, чтобы обеспечить точность:
Примите во внимание следующие советы, чтобы обеспечить точность:
- Убедитесь, что вы измеряете в дюймах, а не в сантиметрах
- Держите рулетку натянутой во время измерения
- Если ваши измерения неточны, округлите их в большую сторону, а не в меньшую
Имейте также в виду, что это измерение должно быть по внутренней стороне штанины, и оно, вероятно, будет где-то между 32 и 38 дюймами, хотя некоторые из них короче, а некоторые длиннее.
Преимущества измерения внутреннего шва
Теперь, когда вы знаете, как измерить внутренний шов, вы все еще можете задаться вопросом, почему это важно? Знание того, как измерить внутренний шов брюк, жизненно важно, потому что это позволяет вам найти наиболее подходящие брюки. Если вы просто угадываете свои размеры и слепо надеетесь, что ваши брюки подойдут, вы рискуете напрасно потратить время и деньги. Когда вы знаете размер своего внутреннего шва, вы можете с уверенностью делать покупки, будучи уверенными, что найдете подходящие брюки с первой попытки.
Если вы просто угадываете свои размеры и слепо надеетесь, что ваши брюки подойдут, вы рискуете напрасно потратить время и деньги. Когда вы знаете размер своего внутреннего шва, вы можете с уверенностью делать покупки, будучи уверенными, что найдете подходящие брюки с первой попытки.
Покупка брюк по внутреннему шву
После того, как вы измерили внутренний шов, вы можете свести к минимуму время, затрачиваемое на походы по магазинам, и уменьшить вероятность того, что вы вернетесь домой с неподходящими брюками. Тем не менее, важно быть внимательным при совершении покупок и следить за тем, чтобы рекламируемый внутренний шов был точным. Некоторые розничные продавцы рекламируют размеры внутреннего шва, которые не соответствуют фактическому внутреннему шву их брюк. Это может произойти по разным причинам, в том числе из-за некачественного производства, усадки или неправильной маркировки, но независимо от причины результат один и тот же — вы можете получить штаны, которые вам не подходят.
Некоторые розничные продавцы рекламируют размеры внутреннего шва, которые не соответствуют фактическому внутреннему шву их брюк. Это может произойти по разным причинам, в том числе из-за некачественного производства, усадки или неправильной маркировки, но независимо от причины результат один и тот же — вы можете получить штаны, которые вам не подходят.
Чтобы этого не произошло, вы должны примерить брюки перед окончательной покупкой или, если вы совершаете покупки в Интернете, перед оформлением заказа ознакомьтесь с политикой возврата компании. Покупать брюки легче после того, как вы измерили внутренний шов, но это все еще не совсем надежно. Обратите внимание на материалы и ярлычок ваших новых брюк, чтобы увидеть, не сядут ли они при стирке. Если это так, у вас могут оказаться слишком маленькие брюки даже после того, как вы их примерили и дважды проверили внутренний шов.
Обратите внимание на материалы и ярлычок ваших новых брюк, чтобы увидеть, не сядут ли они при стирке. Если это так, у вас могут оказаться слишком маленькие брюки даже после того, как вы их примерили и дважды проверили внутренний шов.
После многих лет работы в индустрии телеконференций Майкл решил реализовать свою страсть к
мелочи, исследования и письмо, став внештатным писателем на полную ставку. С тех пор он публиковал статьи в
множество печатных и онлайн-изданий, в том числе HomeQuestionsAnswered, а его работы также появлялись в поэтических сборниках,
религиозные антологии и несколько газет. Другие интересы Малкольма включают коллекционирование виниловых пластинок, мелкие
лига бейсбола и велоспорт.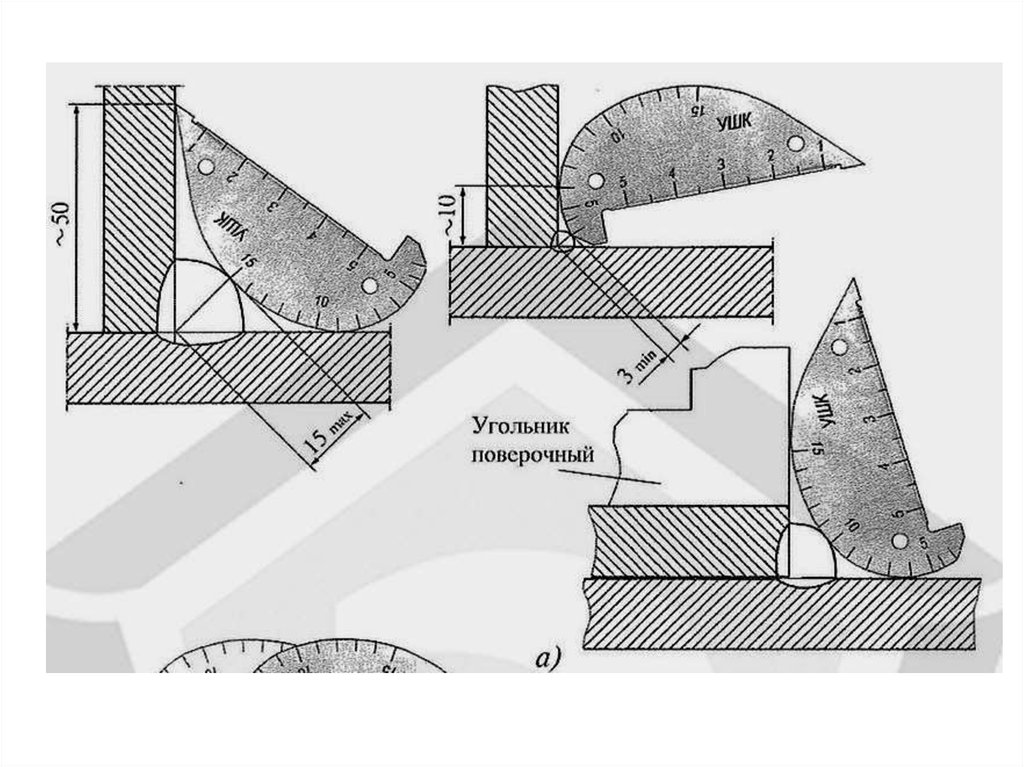
После многих лет работы в индустрии телеконференций Майкл решил реализовать свою страсть к мелочи, исследования и письмо, став внештатным писателем на полную ставку. С тех пор он публиковал статьи в множество печатных и онлайн-изданий, в том числе HomeQuestionsAnswered, а его работы также появлялись в поэтических сборниках, религиозные антологии и несколько газет. Другие интересы Малкольма включают коллекционирование виниловых пластинок, мелкие лига бейсбола и велоспорт.
Рекомендуется
определение внутреннего шва в The Free Dictionary
Также найдено в: Википедия.
Относится к внутреннему шву: измерение внутреннего шва
внутренний шов
(ĭn’sēm′)n.
1. Внутренний шов штанины.
2. Длина или размер такого шва.
Словарь английского языка American Heritage®, пятое издание. Авторские права © 2016, издательство Houghton Mifflin Harcourt Publishing Company. Опубликовано издательством Houghton Mifflin Harcourt Publishing Company. Все права защищены.
внутренний шов
(ˈɪnsiːm)n
(одежда и мода) US (в пошиве) внутренняя сторона штанины от промежности до щиколотки на человеке или на брюках
Collins English Dictionary – Полное и неопроверженное, 12 -е издание 2014 © Harpercollins Publishers 1991, 1994, 1998, 2000, 2003, 2006, 2007, 2009, 2011, 2014
в • Seam
(ˈɪnˌsim)N.
внутренний или внутренний шов одежды, в частности шов штанины, идущий от промежности до низа штанины.
[1905–10]
Random House Словарь колледжа Кернермана Вебстера, © 2010 K Dictionaries Ltd. Copyright 2005, 1997, 1991, Random House, Inc. Все права защищены.
Переводы
Inseam
[ˈɪnsiːm] прил. ( US ) Измерение Inseam → Medida F DE PerneraКоллинз испанский словарь – полная и не снятая 8 -я EDITION 2005 © WillImans Collins. , 1988 © HarperCollins Publishers 1992, 1993, 1996, 1997, 2000, 2003, 20050065 m размер по внутреннему шву размер по внутреннему шву n → hauteur f d’entre-jambe
Collins English/French Electronic Resource. © HarperCollins Publishers 2005
Упоминается в ?
- бриджи
- бриджи
- размер по внутреннему шву
Ссылки в архиве периодических изданий ?
БРЮКИ HIGHLAND с эксклюзивным абстрактным камуфляжным рисунком Sienna с теплыми оттенками песка и сухой травы и смесью хлопка и спандекса с полиуретановым покрытием, которая выдержит даже самые колючие кусты. обеспечивают индивидуальную подгонку, а грузовые и боковые карманы обеспечивают достаточно места для хранения.
обеспечивают индивидуальную подгонку, а грузовые и боковые карманы обеспечивают достаточно места для хранения.
ДЕВУШКИ С ПУШКАМИ
Джемпер с современным стилем и комфортом имеет укороченные широкие штанины, фигурный низ, боковые стороны выше внутреннего шва, удобные лямки для бюстгальтера, модели без застежек и боковые карманы.
Jams World анонсирует летнюю коллекцию 2018 года с джемпером
Чтобы сделать это самостоятельно, измерьте длину внутреннего и внешнего швов на джинсах, а затем на себе и сложите достаточное количество ткани, чтобы измерения совпадали — и помните, существующая кромка будет частью окончательной длины.
ПРОСТЫЕ МЕТОДЫ ПОШИВКИ ОДЕЖДЫ: Зацепилась ли она за колючую проволоку или просто истончается от регулярной носки, ваша одежда, скорее всего, покажет признаки тяжелой работы. Носите ваши любимые вещи дольше с помощью этих советов по починке собственной одежды
В этом отчете используются длина по внутреннему шву и окружность талии, взятые с пары брюк Эрхарт.
Амелия Эрхарт и кости Никумароро: анализ 1941 года в сравнении с современными количественными методами
Советы по покупке джинсов: Хорошая посадка При покупке джинсов, первый и самый важный совет – обратите внимание на размер талии и длину брюк по внутреннему шву.
Цветные джинсы: выберите правильный стиль
Шан, «Полевые исследования использования нагнетания воды через скважины для дегазации пласта для удаления угольной пыли из лавы во время воздействия упорного давления», International Journal of Surface Mining Reclamation and Environment, об.
Численное исследование сложных тепловых взаимодействий угля и газа при миграции угля и газа
И почему мужчины покупают готовую одежду по длине по внутреннему шву, обхвату талии и обхвату груди, когда им даже не нужно беспокоиться о размере и форме груди?
СВИТЕРЫ, КОТОРЫЕ УПОТРЕБЛЯЮТ И ЛЕГАЮТ: ЧАСТЬ 2: Размеры, силуэт и телосложение
На внутреннем шве его леггинсов небольшая аппликация из бисера.
Мужская оленьая кожа
Брюки доступны в размерах от 4 до 18, с несколькими вариантами внутренних швов для разного роста.
Дизайн женщин: афроамериканские дизайнеры создают отличительные бренды от повседневных до роскошных и носимых технологий
У меня есть талия и длина по внутреннему шву, и я знаю, какой общий класс: низкий, средний или высокий лучше всего описывает меня.
Буквы
Новая конструкция швов передних штанин для минимизации истирания внутренних швов.
Большое прикрытие: мысли о выборе подходящих вейдерсов для холодной воды, для безопасности, для путешествий
Сняли все стандартные мерки – рост, плечи, макушка, бюст, талия, внутренний шов рукава. Но, что интересно, они также измерили мою перчатку aACA, или расстояние между моим запястьем и кончиком среднего и безымянного пальцев.
Пять этапов кастинга «Звездного пути» в Дубае
Браузер словарей ?
- ▲
- Insatisfaction
- Insaturable
- inscape
- inscience
- inscient
- insconce
- Inscribable
- Inscribableness
- inscribe
- inscribed
- inscriber
- Inscriptible
- inscription
- inscriptive
- inscriptively
- inscroll
- inscrutability
- inscrutable
- Inscrutableness
- inscrutably
- insculp
- insculpt
- Insculption
- insculpture
- Insculptured
- inseam
- inseam measurement
- Insearch
- Insecable
- insect
- укус насекомого
- порошок от насекомых
- средство от насекомых
- средство от насекомых
- Insecta
- insectan
- insectarium
- insectary
- Insectation
- Insectator
- Insected
- insecticidal
- insecticidally
- insecticide
- Insecticide sprinkler
- insectiform
- insectifuge
- Insectile
- insection
- Insectivora
- насекомоядные
- ▼
Полный браузер ?
Наружный и внутренний швы: в чем разница?
Если вы когда-либо использовали таблицу размеров для покупки одежды в Интернете, вы знаете, что вам нужно снять мерки, чтобы подобрать одежду нужного размера. Но иногда измерения одежды имеют странные названия, которые могут заставить вас задаться вопросом, какие части вашего тела следует измерять и как. Например, когда вы сравниваете внешний и внутренний швы, в чем разница?
Но иногда измерения одежды имеют странные названия, которые могут заставить вас задаться вопросом, какие части вашего тела следует измерять и как. Например, когда вы сравниваете внешний и внутренний швы, в чем разница?
Внешний шов измеряет длину внешней части ноги от вершины тазовой кости до вершины лодыжки. Внутренний шов измеряет внутреннюю часть ноги от лодыжки до промежности. Эти измерения помогают определить стиль и длину брюк, шорт или джинсов.
В этой статье вы узнаете, как измерить внешний и внутренний швы. Вы обнаружите ключевые различия между этими двумя измерениями. Наконец, вы найдете советы о том, как использовать внешний и внутренний швы, чтобы помочь вам купить брюки нужного размера.
Быстрая навигация
- Что такое внешний шов?
- Что такое внутренний шов?
- Наружный и внутренний швы: в чем разница?
- Насколько внутренний шов длиннее внешнего?
- Можно ли рассчитать внутренний шов по внешнему шву?
- Как рассчитать наружный шов?
- Что такое средний внешний шов?
- Как преобразовать внутренний шов в длину?
- Длина джинсов такая же, как внешний шов?
- Размеры по внутреннему и внешнему шву
- 32 дюйма по внутреннему шву Что такое внешний шов?
- Внешний шов 38 дюймов Что такое внутренний шов
- Внешний шов 39 Что такое внутренний шов
- Внешний шов 20 Что такое внутренний шов
- Что такое внутренний шов?
- Что означает 20-дюймовый внешний шов?
- Какой внутренний шов является внешним швом 41 дюйм?
- Как использовать внутренний и внешний швы для получения нужного размера
- Заключение
Что такое внешний шов?
Внешний шов измеряет расстояние по внешней стороне ноги от вершины бедренной кости до вершины лодыжки. Если вы сделаете замер на паре брюк, он будет тянуться от верхней части пояса вниз по внешнему боковому шву брюк до края.
Если вы сделаете замер на паре брюк, он будет тянуться от верхней части пояса вниз по внешнему боковому шву брюк до края.
Внешний шов обычно имеет гораздо более широкий диапазон длины, чем внутренний шов, поскольку он зависит от покроя пары брюк. Представьте, что у вас есть пара зауженных джинсов, пара обычных брюк и пара узких джинсов. Все три пары брюк сидят на вас идеально, но если вы измерите внешний шов по внешнему боковому шву брюк каждого стиля, вы обнаружите, что они имеют разную длину!
Это потому, что внешний шов говорит вам о форме и стиле брюк, а не только об их длине.
Если вы считаете себя стильным модником, вы, вероятно, уже использовали мерки по внешнему шву, чтобы подобрать идеальный размер брюк. Разрыв описывает место, где подол ваших брюк касается верха обуви. Вы должны правильно измерить внешний шов, чтобы знать, какой разрыв у вас будет.
Когда вы открываете в Интернете таблицу размеров, чтобы помочь вам купить джинсы, брюки или шорты, вы можете заметить, что не все бренды предлагают измерение по внешнему шву. Это связано с тем, что бренды одежды обнаружили, что предложение большого количества переменных размеров требует от них создания слишком большого количества одежды разных форм и размеров. Из-за этого многие бренды теперь позволяют выбирать только размер талии и внутренний шов брюк.
Это связано с тем, что бренды одежды обнаружили, что предложение большого количества переменных размеров требует от них создания слишком большого количества одежды разных форм и размеров. Из-за этого многие бренды теперь позволяют выбирать только размер талии и внутренний шов брюк.
Хорошей новостью является то, что все больше продавцов также начали предлагать опционы по внешнему шву. Внешний шов играет решающую роль в определении того, понравится ли вам стиль брюк.
Что такое внутренний шов?
Внутренний шов измеряет длину внутренней части ноги от верхней части лодыжки до точки, где бедро соединяется с туловищем. На брюках вы измеряете внутренний шов от края, вверх по внутреннему боковому шву и до промежностного шва, где заканчивается боковой шов.
В качестве альтернативы можно измерить расстояние от низа молнии до низа по внутреннему боковому шву. Запомнить, где найти мерку по внутреннему шву, несложно, потому что внутренний шов означает внутренний боковой шов, идущий вверх по внутренней стороне каждой штанины!
Производители одежды используют внутренний шов для описания длины брюк или шорт. Внутренний шов обычно имеет гораздо меньше вариаций, чем внешний шов, что делает его более надежным показателем для измерения длины брюк. Однако производители не используют согласованный стандарт внутренних швов и размеров.
Внутренний шов обычно имеет гораздо меньше вариаций, чем внешний шов, что делает его более надежным показателем для измерения длины брюк. Однако производители не используют согласованный стандарт внутренних швов и размеров.
Например, нет правила, согласно которому длина внутреннего шва 32 дюйма соответствует среднему размеру женских брюк. Для мужских брюк большинство производителей просто указывают внутренний шов в дюймах как часть размера. Пара мужских джинсов может иметь размер 32X32, то есть брюки имеют окружность талии 32 дюйма и длину внутреннего шва 32 дюйма.
Знание внутреннего шва имеет большое значение, когда оно влияет на длину покупаемых вами брюк! Как только вы узнаете свой собственный внутренний шов, вам больше никогда не придется покупать слишком короткие штаны. Например, если вы знаете, что у вас внутренний шов 32 дюйма, вы будете знать, что не стоит покупать джинсы с внутренним швом 30 дюймов!
Конечно, шорты, капри и другие чулочно-носочные изделия будут иметь более короткие внутренние швы, не достигающие щиколотки. В этом случае вам нужно будет измерить расстояние от промежностного шва на шортах до подола у внутреннего бокового шва, чтобы определить их длину.
В этом случае вам нужно будет измерить расстояние от промежностного шва на шортах до подола у внутреннего бокового шва, чтобы определить их длину.
Помните, однако, что внутренний шов не учитывает один важный фактор, когда вы смотрите на длину пары брюк, а именно рост. Каждая пара брюк и шорт имеет подъем спереди и сзади, который описывает расстояние от центра передней и задней части пояса до промежностного шва. По сути, рост говорит вам, где пояс брюк будет располагаться на туловище.
Внутренний шов не дает никакой информации о росте, а просто сообщает длину штанин в брюках или шортах.
Внешний и внутренний швы: в чем разница?
Самая большая разница между внешним и внутренним швом заключается в том, что внешний шов измеряет внешнюю сторону ноги от бедра до лодыжки, а внутренний шов измеряет внутреннюю часть ноги от промежности до лодыжки. Это означает, что эти измерения описывают разные области тела.
Другие ключевые отличия включают тот факт, что длина внешнего шва обычно варьируется больше, чем длина внутреннего шва, и что внутренний шов служит официальной мерой длины брюк или шорт.
Кроме того, каждый бренд, предлагающий размерную сетку брюк, леггинсов, шорт или джинсов, будет включать измерение внутреннего шва. Это не всегда имеет место для измерения внешнего шва. Как правило, бренды одежды высокого класса или производители одежды на заказ просят вас измерить внешний шов.
Наконец, последнее большое различие между наружным и внутренним швом заключается в том, как вы снимаете каждое измерение.
Чтобы измерить внешний шов , выполните следующие действия:
- Наденьте ту обувь, которую вы хотите носить с брюками, чтобы убедиться, что у вас правильная высота каблука.
- Прислонитесь спиной к стене и расслабьте плечи, приняв удобную позу.
- Попросите друга или члена семьи снять мерки с помощью гибкой рулетки. Если вы из кожи вон лезете, чтобы получить цифры самостоятельно, вы исказите результаты.
- Пусть ваш друг держит конец ленты на верхнем изгибе тазовой кости, а затем проводите ленту по внешней стороне ноги до верха ботинка на уровне лодыжки.

- Для классического разрыва на кромке строгих брюк добавьте к этому размеру один дюйм.
Чтобы снять мерки по внутреннему шву , выполните следующие действия:
- Наденьте облегающие леггинсы или шорты и не обувайтесь, когда будете снимать мерки. Кроме того, найдите место с зеркалом в полный рост, чтобы оставаться точным.
- Встаньте прямо, расслабьте плечи и убедитесь, что ваши ноги ровно стоят на полу на расстоянии бедер друг от друга.
- Расположите верхнюю часть мерки в точке, где внутренний боковой шов ваших шорт или леггинсов встречается с изогнутым швом промежности. Слегка придерживайте ленту на месте одной рукой.
- Другой рукой разгладьте ленту по внутренней стороне ноги. Следите за боковым швом брюк или шорт, если это возможно.
 Остановитесь, когда дойдете до лодыжки.
Остановитесь, когда дойдете до лодыжки. - Посмотрите в зеркало, чтобы убедиться, что лента проходит по прямой линии вниз по внутренней стороне ноги.
- Запишите найденные измерения.
Как видно из различных вариантов измерения, вы измеряете две совершенно разные части ноги, чтобы получить размеры внешнего и внутреннего швов!
Насколько внутренний шов длиннее внешнего?
Наружный шов на брюках или джинсах всегда длиннее внутреннего шва, хотя длина зависит от одной пары брюк. В некоторых случаях вы можете обнаружить, что внешний шов на 25% длиннее внутреннего шва брюк или джинсов.
Это связано с тем, что внешний шов проходит от верхней части пояса до щиколотки на брюках, а внутренний шов проходит только от промежностного шва до подола.
Конечно, если вы измерите внешний и внутренний швы на шортах, вы не увидите такой большой разницы. Но внешний шов все равно будет иметь большую длину.
Но внешний шов все равно будет иметь большую длину.
Еще одна важная причина, по которой внешний шов часто имеет большую длину, заключается в том, что он измеряет форму штанин. Например, если у вас есть штаны в стиле bootcut, они будут расклешены, и, таким образом, внешний боковой шов будет иметь более длинный размер.
Можете ли вы рассчитать внутренний шов по внешнему шву?
Вы не можете рассчитать внутренний шов брюк по внешнему шву. Каждый стиль брюк имеет свой крой и форму, что меняет внешний шов.
Подумайте об этом так: у вас может быть внутренний шов 30 дюймов как на джинсах скинни, так и на джинсах буткат, но внешний шов джинс скинни будет намного меньше, чем внешний шов джинсов буткат.
Из-за этого не существует простого способа создать таблицу преобразования внутреннего/внешнего шва. Что вы можете сделать вместо этого, так это либо измерить себя, чтобы иметь базовую линию для вашего внутреннего/внешнего шва, либо измерить рассматриваемую пару брюк и найти как внутренний, так и внешний швы для этого предмета одежды.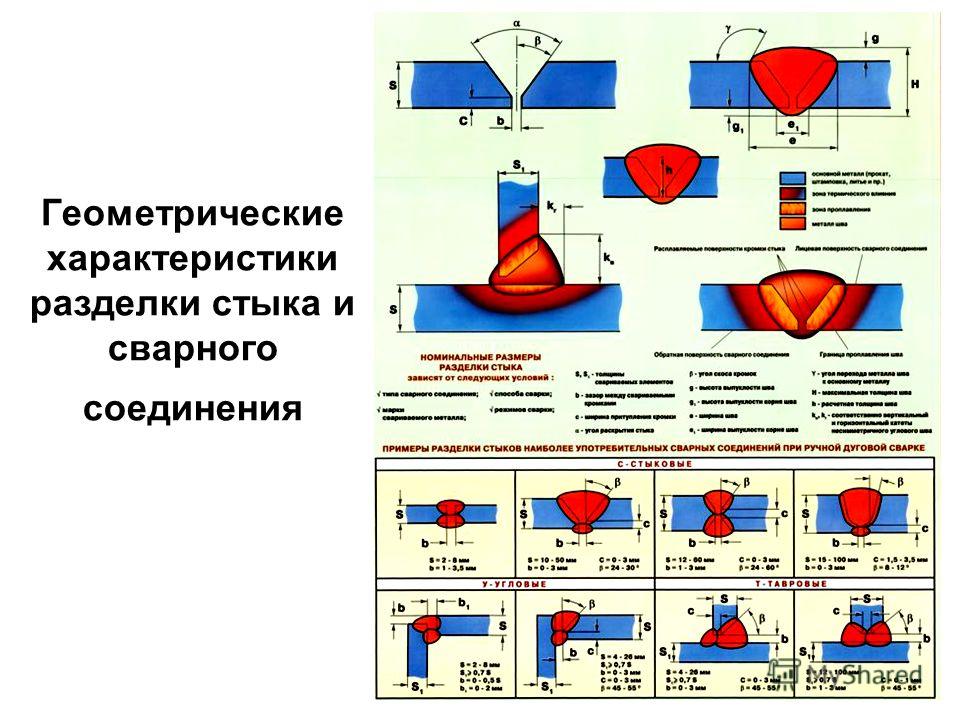
Как рассчитать наружный шов?
Вы можете рассчитать внешний шов, измерив шов на брюках или измерив себя с помощью друга.
Самый простой способ рассчитать внешний шов конкретной пары брюк, джинсов или шорт – это измерить сам предмет одежды.
- Для этого разгладьте штаны на коврике или кровати, чтобы они лежали ровно.
- Найдите боковые швы, которые идут вверх по внешней части штанины с каждой стороны брюк.
- Поместите конец гибкой рулетки на верхний край пояса прямо над этим швом.
- Теперь разгладьте ленту по всей длине шва до края.
- Когда закончите, запишите свои измерения.
Если вы хотите измерить себя, чтобы узнать, какая длина по внешнему шву вашего тела, попросите друга помочь с этим методом:
- Носите носки и пару брюк с талией в том же месте, что и брюки, которые вы хотите купить. Например, если вы хотите купить новые рабочие брюки и вам нравится пояс, который находится чуть выше бедер, наденьте брюки аналогичной посадки, чтобы снять эти мерки.
- Затем повернитесь, чтобы ваш друг мог найти центр задней части пояса ваших штанов. Они поместят верхнюю часть ленты в этой точке.
- Теперь ваш друг бросит остаток ленты на пол. Убедитесь, что лента держит прямую линию при падении и опускании, не скручивается и не запутывается.
- Запишите расстояние, где лента достигает пола.
- Эта мерка обеспечивает правильную длину для полного разрыва классических брюк. Если вы хотите половину разрыва, вычтите дюйм из измерения. Для четверти перерыва вычтите полтора дюйма.
Что такое средний внешний шов?
Для брюк не существует среднего внешнего шва, хотя вы можете найти внешний шов, используемый любой конкретной маркой для каждого размера брюк, используя таблицу размеров.
Наружный шов брюк настолько различается, что невозможно указать среднюю длину внешнего шва даже для одной марки, не говоря уже о брюках и джинсах всех марок!
Это большой контраст с измерениями по внутреннему шву, которые имеют несколько более стандартизированную длину и часто используются для измерения длины мужских брюк и джинсов. Типичные размеры внутреннего шва мужских брюк, например, часто начинаются с 30 дюймов и увеличиваются с шагом в два дюйма, например, 32 дюйма, 34 дюйма и так далее.
Типичные размеры внутреннего шва мужских брюк, например, часто начинаются с 30 дюймов и увеличиваются с шагом в два дюйма, например, 32 дюйма, 34 дюйма и так далее.
Как преобразовать внутренний шов в длину?
Вам не нужно преобразовывать внутренний шов в длину, потому что измерение внутреннего шва описывает длину брюк, шорт и леггинсов.
Иногда в таблице размеров вы видите только букву «L», используемую для обозначения одной из категорий. Это означает длину брюк, и это обеспечит измерение внутреннего шва.
Большинство (хотя и не все) брендов одежды используют несколько стандартизированные размеры внутреннего шва брюк. Все бренды одежды имеют в виду внутренний шов, когда описывают длину брюк или джинсов.
Длина джинсов такая же, как внешний шов?
Длина джинсов не совпадает с внешним швом, хотя внешний шов позволяет измерить длину. Вместо этого производители используют измерение внутреннего шва в качестве показателя длины. Внутренний шов имеет тенденцию варьироваться меньше, чем внешний шов, а также имеет более стандартизированные размеры. Это делает его более подходящим для описания длины брюк.
Это делает его более подходящим для описания длины брюк.
Тем не менее внешний шов джинсов поможет вам найти джинсы, которые вам больше подходят. Кроме того, внешний шов может помочь вам определить общий стиль джинсов, например, посадку и разрез штанин. Внутренний шов просто говорит вам, будет ли подол джинсов соответствовать вашим лодыжкам или нет!
Измерения по внутреннему и внешнему швам
Определение правильных размеров по внутреннему и внешнему швам может показаться трудным, но ключом к успешному использованию этих измерений является сравнение ваших личных мерок с размерными таблицами, предлагаемыми в Интернете большинством брендов одежды. Таким образом, вы можете сочетать свою форму тела и длину ног с парой брюк такой же формы и длины ног!
Теперь, когда вы знаете, как самостоятельно снять мерки по внешнему и внутреннему швам, ознакомьтесь с этими полезными советами, чтобы ответить на распространенные вопросы о наружном и внутреннем швах.
Внутренний шов 32 дюйма Что такое внешний шов?
Невозможно точно узнать, какой размер по внешнему шву будет сочетаться с 32-дюймовым внутренним швом. Вы можете купить джинсы с 30-дюймовой, 32-дюймовой или даже 40-дюймовой талией и 32-дюймовым внутренним швом. Точно так же вы можете купить джинсы с внутренним швом 32 дюйма и внешним швом 40, 41, 42 и более.
Вы можете купить джинсы с 30-дюймовой, 32-дюймовой или даже 40-дюймовой талией и 32-дюймовым внутренним швом. Точно так же вы можете купить джинсы с внутренним швом 32 дюйма и внешним швом 40, 41, 42 и более.
Внешний шов зависит от стиля джинсов, высоты джинсов и ряда других факторов. Например, некоторые брюки имеют закругленный шов на бедре, что делает фигуру более округлой. Эта кривая добавит длину внешнему шву и придаст ему больший размер.
Тем не менее, брюки и джинсы обычного кроя часто имеют внешний шов примерно на десять дюймов больше внутреннего. Из-за этого можно предположить, что у брюк с внутренним швом 32 дюйма внешний шов может быть где-то около 42 дюймов.
Внешний шов 38 дюймов Что такое внутренний шов
Не существует четкого способа узнать, какой внутренний шов подойдет для 38-дюймового внешнего шва, потому что длины внутреннего и внешнего шва не связаны напрямую друг с другом. Однако вы знаете, что внутренний шов будет меньше 38 дюймов, потому что внутренний шов всегда короче внешнего.
Вы также можете предположить, что внутренний шов, вероятно, будет меньше 28 дюймов, потому что внешний шов иногда примерно на десять дюймов больше внутреннего шва. Однако узнать это без измерения брюк невозможно.
39 Внешний шов — это внутренний шов
Вы не можете предсказать размер внутреннего шва, основываясь на измерении внешнего шва, а это означает, что нет идеального способа узнать, каким будет внутренний шов для пары брюк с внешним швом 39 дюймов. Но вы можете предсказать, что брюки с 39-дюймовый внешний шов будет иметь внутренний шов, который на десять или более дюймов меньше 39 дюймов, в результате чего он уменьшится примерно до 29 дюймов.
Вы даже можете пойти дальше, потому что большинство производителей используют длину внутреннего шва с шагом в два дюйма для четных чисел, используя 28 дюймов, 30 дюймов, 32 дюйма и так далее. Вы можете предположить, что длина внутреннего шва может составлять 28 или 30 дюймов, основываясь на этом.
20 Внешний шов Что такое внутренний шов
Для пары брюк или шорт с 20-дюймовым внешним швом вы можете предсказать, что внутренний шов будет меньше 20 дюймов и, возможно, даже всего десять дюймов. Вы не можете знать, какой внутренний шов будет основан на измерении внешнего шва, за исключением того, что внутренний шов будет иметь более короткий размер, чем внешний шов.
Вы не можете знать, какой внутренний шов будет основан на измерении внешнего шва, за исключением того, что внутренний шов будет иметь более короткий размер, чем внешний шов.
На основании этих размеров вы также можете предположить, что это могут быть шорты, а не брюки, или, возможно, плавки или капри. Короткая длина внешнего шва также может указывать на меньший размер в целом, например, брюки для мальчика или девочки.
Какой внутренний шов является внешним швом 19?
Опять же, вы не можете определить внутренний шов одежды, просто зная внешний шов, но вы можете догадаться, что у одежды с 19-дюймовым внешним швом будет довольно короткий внутренний шов, вероятно, десять дюймов или меньше. Это будет означать, что это шорты или детская одежда, а не брюки.
Что означает 20-дюймовый внешний шов?
20-дюймовый внешний шов означает, что размер брюк, шорт или капри составляет 20 дюймов от края пояса до края одежды. Вы можете измерить эту длину, поместив рулетку рядом с начальным боковым швом, идущим по внешней стороне каждой штанины.
Какой внутренний шов является внешним швом 41 дюйм?
Хотя вы не можете точно знать размер внутреннего шва брюк с 41-дюймовым внешним швом, вы можете предположить, что внутренний шов будет значительно меньше 41 дюйма, возможно, около 30 или 32 дюймов.
Лучший способ точно определить внутренний шов – либо прочитать таблицу размеров, предоставленную продавцом, либо самостоятельно измерить внутренний шов брюк с помощью гибкой рулетки.
Как использовать внутренний и внешний швы, чтобы получить правильный размер
Лучший способ использовать внутренний и внешний швы, чтобы получить правильный размер брюк, шорт или джинсов, – это измерить себя, а затем сравнить свои измерения с таблицей размеров. Ознакомьтесь с этими советами, которые помогут вам ориентироваться в мире таблиц размеров!
- Самое главное, что нужно помнить при использовании таблицы размеров, это то, что все мерки должны подходить вам. Предположим, у вас 32-дюймовый внутренний шов, и вы нашли пару брюк, у которых также 32-дюймовый внутренний шов, но штаны имеют 30-дюймовую талию, а у вас 33-дюймовая талия.
 Вы не должны покупать эти штаны, потому что вы никогда не застегнете молнию или пуговицу!
Вы не должны покупать эти штаны, потому что вы никогда не застегнете молнию или пуговицу! - Таблицы размеров иногда предлагают один, два или три различных измерения, например, рост, талия и внутренний шов брюк. Иногда они могут включать и внешний шов. Как правило, тип измерения отображается в верхней части диаграммы по горизонтали, а размер — в левой колонке диаграммы по вертикали. Измерения в дюймах или сантиметрах заполнят таблицу.
- Если вам нужны брюки определенной длины, начните с сопоставления нужных размеров в столбце по внутреннему шву. Затем переместитесь в сторону того же ряда, чтобы увидеть, соответствуют ли размеры талии, внешних швов и подъема вашей фигуре!
Заключение
Основное различие между наружным и внутренним швом заключается в том, что эти измерения измеряют разные области тела. Внутренний шов измеряет длину внутренней части ноги от промежности до лодыжки, а внешний шов измеряет длину внешней части ноги от верхней части бедренной кости до лодыжки.