Катет сварного шва как измерить: Катет сварного шва: определение, расчет, контроль
alexxlab | 31.01.1988 | 0 | Разное
| модель | фото | описание | ||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Универсальный измеритель для сварных соединений WG 01 | Измеряет: смещение, угол разделки кромки, величину зазора, угол раскрытия Х-шва, высоту шва, размеры углового шва, ширину шва, глубину подреза и пр.
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Универсальный измеритель для сварных соединений WG 1 | Позволяет измерять: смещение, угол разделки кромки, величину зазора, угол раскрытия Х-шва, высоту шва, размеры углового шва, ширину шва, глубину подреза и пр.
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Универсальный измеритель для сварных соединений WG 2 | Позволяет измерять: смещение, угол разделки кромки, величину зазора, угол раскрытия Х-шва, высоту шва, размеры углового шва, ширину шва, глубину подреза и пр.
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Измеритель для сварных соединений WG3, «ласточка» (Универсальный шаблон УШЕРОВА-МАРШАКА) | Предназначен для измерения выпуклости сварного шва, угла разделки кромок соединяемых частей угловым и стыковым сварными швами, скоса кромок при подготовке свариваемых соединений деталей, измерения высоты катета углового шва, измерения высоты валика усиления, измерения зазора в соединении при подготовке
деталей к сварке. диапазон измерения – 0-20 мм цена деления – 0,01 мм размеры углов – 60 / 70 / 80 / 90 C Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Цифровой измеритель WG3 Digital (цифровой шаблон Ушерова-Маршака) | Предназначен для измерения выпуклости сварного шва, угла разделки кромок соединяемых частей угловым и стыковым сварными швами, скоса кромок при подготовке свариваемых соединений деталей, измерения высоты катета углового шва, измерения высоты валика усиления, измерения зазора в соединении при подготовке
деталей к сварке. диапазон измерения – 0-20 мм цена деления – 0,01 мм питание – одна батарея типа SR 44 (1,55 В) габаритные размеры – 100х64х14 мм размеры углов – 60 / 70 / 80 / 90 C Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Измеритель для сварных соединений HI-LO (WG4) | предназначен для измерений: – внутренней несоосности – зазора при сборке – угла разделки кромок – высоты короны – катета углового шва Отсчет результатов измерения в миллиметрах и дюймах по соответствующим шкалам на противоположных сторонах измерителя.  Имеет шаблон угла 37½°. Имеет шаблон угла 37½°.
| |||||||||||||||||||||||||||||||||||||||||||||||||||
Приспособление контроля качества сварки Hi-Lo economy (Q. C. WG) C. WG) (Шаблон сварщика) | Приспособление используется для измерения относительного положения поверхностей, промежутка между трубами и разными поверхностями. Приспособление состоит из корпуса, 2-х внутренних подвижных зубцов и 2-х подвижных ног, на тонкой ноге нанесена шкала с шагом 1 мм, стопорного винта. Диапазон измерений 0 – 30 мм с шагом 1 мм (риска 1 соответствует 0 мм, риска 4 – 3 мм) Погрешность ±0,15 мм Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Измеритель для сварных соединений WG5 (аналог УШС-2) | Набор шаблонов для контроля катетов угловых сварных соединений, а так же для измерения выпуклости и вогнутости шва. Диапазон измерений – 3,2 – 25,4 мм Погрешность: ± 0,1 мм / ± 0,005” Кол-во шаблонов – 7 штук Материал – нержавеющая сталь Каждый из шаблонов имеет точно выполненные выточки определенного катета. Для удобства контроля рядом с каждой выточкой выбит размер соответствующего радиусу катета шва. Контроль катета сварного шва производиться путем последовательного соприкосновения (подбора) лепестков с соединенными сваркой деталями. Размер считается установленным, если длинная сторона лепестка и перемычка между катетами лепестка прилегают к деталям без видимого зазора, а зазор между дугами лепестка и шва является минимальным. | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Универсальный измеритель для сварных соединений WG 6 | Позволяет измерять: смещение, угол разделки кромки, величину зазора, угол раскрытия Х-шва, высоту шва, размеры углового шва, ширину шва, глубину подреза и пр.
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Универсальный измеритель размеров сварного шва WG7 | Измеритель состоит из двух компонентов: основной пластины и подвижного указателя. Используется для измерения высоты углового шва, высоты стыкового шва, толщины выпуклого и вогнутого углового шва, имеет 4 шкалы: Используется для измерения высоты углового шва, высоты стыкового шва, толщины выпуклого и вогнутого углового шва, имеет 4 шкалы:MAX-MIN (высота стыкового шва) – 0-3 мм MAX CONCAVITY(макс. вогнутость) – 0-20 мм MAX CONVEXITY(макс. выпуклость) – 0-20 мм LEG LENGTH (катет углового шва) – 0-20 мм Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Измеритель Bridge Cam (“CAM TYPE”) | Предназначен для измерений : – вогнутости углового шва – выпуклости шва – катета углового шва – глубины подреза – несоосности/смещения – глубины точечной коррозии, а также для использования как линейки до 60 мм / 2” и измерения угла разделки кромок 0 °- 60 °.
Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
G. A.L. Измеритель параметров углового шва WG8 A.L. Измеритель параметров углового шва WG8 | G.A.L. Измеритель параметров углового шва WG8 имеет 3 шкалы: 2 подвижные, одна стационарная. Размер 87х57 мм Вес 43 гр.
Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Универсальный калибр для сварных швов со считывающим окном WG 9 | Предназначен для измерений углового шва: высоты шва, катета углового шва Измеритель изготовлен из нержавеющей стали, состоит из двух деталей: подвижная пластина с тремя нелинейными шкалами и схемами измерений, пластина с окном для считывания.  Три нелинейные шкалы: А.В.С. Цена деления 0,1 мм
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Шаблон для измерения ямок труб WG10 | Шаблон состоит из: основной пластины с измерительной шкалой в дюймах с формулами и таблицами, подвижного индикатора с острием. Диапазон измерения глубины – 0-12,7 мм (1/2’’) Цена деления – 1,59 мм (1/16’’) Габаритные размеры – 68,3х133,3х4,8 мм Вес – 227 гр | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Универсальный измеритель WG11 | Универсальный многофункциональный измеритель WG11 изготовлен из нержавеющей стали и предназначен для измерений высоты заклепок, сварных швов на сосудах высокого давления и трубах, угла кромки, смещения края, вогнутости, выпуклости и кривизны поверхности, глубины ямок. – Габаритный размер: 320x170x15 мм – Сфера применения: используется на поверхностях с криволинейностью радиусом φ400-φ1800, другие параметры не лимитируются: – Основной принцип: длина и высота основного отклонения внутреннего или внешнего диаметра цилиндра является функцией его диаметра. Формула: H=f (φ) Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Измеритель отклонений сварного шва WG12 | Предназначен для измерения: – угла вертикального участка – острой стороны шва – тупой стороны шва Поставляется с калькулятором – сборником математических формул для легкого вычисления значений угла сварного шва, отклонений сварного шва и т.  д. д. Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Шаблон конусный для контроля отверстий WG13 | Шаблон конусный для контроля отверстий WG13 состоит из одной конусной детали, изготовленной из нержавеющей стали. На одной стороне нанесена метрическая шкала, на обратной стороне – дюймовая шкала. Диапазон измеряемых отверстий – 0-15 мм Погрешность – ± 0,1 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Шаблон сварщика “V-WAC” | Применяется для визуальной проверки качества сварных швов. Шаблон имеет: Шкала 0 – 24 мм, для измерения линейных размеров, погрешность 0,2 мм Шкала 0 ± 6 мм, для измерения углублений и высоты шва, погрешность 0,2 мм Отверстия 1,5 мм и 3,0 мм, для измерений раковин, погрешность 0,3 мм Подробнее | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Шаблон “Mini Sub ” | Применяется для измерения горла сварного шва | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Карманный измеритель Bridge Cam | Предназначен для измерений : – угол подготовки – избыток наплавленного металла – глубину подреза – глубину коррозии – размер разделки шва – некоаксиальность
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| Измеритель углов WG14 | Измеритель углов до 180°, указатель уровня. | |||||||||||||||||||||||||||||||||||||||||||||||||||
| Шаблон сварщика УШС-3 | Применяется для визуальной проверки качества сварных швов. Шаблон имеет: Шкала 0 – 24 мм, для измерения линейных размеров, погрешность 0,2 мм Шкала 0 ± 6 мм, для измерения углублений и высоты шва, погрешность 0,2 мм Отверстия 1,5 мм и 3,0 мм, для измерений раковин, погрешность 0,3 мм Подробнее |
 5
5Сколько должен шириной быть сварочный шов. Что такое катет сварного шва
Прочность сварного шва определяется несколькими факторами. Первый важный показатель – это режим сваривания двух металлических конструкций между собой. Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции – это точные размеры катетов сварного шва.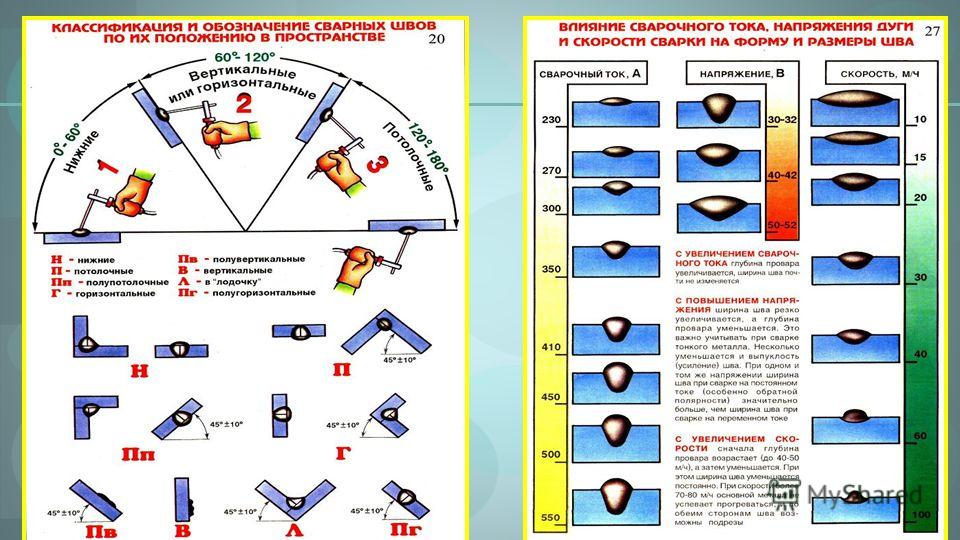
Что такое катет
Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали. По своей сути катет и будет являться катетом такого равнобедренного треугольника, отсюда и название.
Итак, что такое катет, теперь ясно. Важно понимать, что от значения углового соединения будет сильно зависеть прочность соединения. Однако здесь важно не заблуждаться. То, что катет сварного шва отвечает за его прочность, это вовсе не значит, что чем он толще, тем прочнее будет само соединение. В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения. К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
Геометрия стыка
По тем причинам, что были описаны выше, очень важно учитывать геометрию стыка. Основным параметром при соединении двух металлических конструкций станет то, что катет сварного шва должен иметь большие параметры продольного сечения.
Основным параметром при соединении двух металлических конструкций станет то, что катет сварного шва должен иметь большие параметры продольного сечения.
К примеру, при осуществлении сварки двух металлических элементов, имеющих разную толщину, размеры катета шва должны определяться по той детали, которая обладает меньшей толщиной. Чаще всего размеры катета сварного шва определяются и измеряются по заранее подготовленным шаблонам. На сегодняшний день сварщики используют наиболее универсальный инструмент для измерения катета. Такие приборы получили название “катетомеры сварщика”.
Этот инструмент имеет вид двух тонких пластин, концы которого имеют форму выемки, предназначенную для определения разных параметров катета. Специалист по очереди прикладывает к шву разные по размерам катетомеры. Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
Форма шва
После проведения сварочных работ чаще всего образуется всего два вида шва.
Первый вид – это обычный сварочный шов, который выглядит как валик с выпуклой поверхностью. Однако здесь важно отметить, что этот вид шва, по словам специалистов, не является оптимальным. У такого утверждения существует две причины. Во-первых, внутри такого шва будет сильно увеличиваться напряжение на конструкцию, а во-вторых, расход материалов на создание такого шва сильно увеличивается.
Второй вид шва считается идеальным. Выглядит он как валик с вогнутой поверхностью, однако добиться такого исполнения при сваривании двух конструкций очень и очень сложно. Для того чтобы добиться такого типа шва, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую скорость расхода электрода. Для того чтобы выполнить оба условия, нужен специалист, обладающий большим количеством опыта в таких работах. Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
Размеры углового соединения
Если говорить о размерах катета углового сварного шва, то, как упоминалось выше, решающим фактором станет толщина деталей, подвергающихся сварке. К примеру, если имеются детали с толщиной 4-5 мм, то размер катета будет равен 4 мм. Если толщина увеличивается, то и катет должен будет расти.
К примеру, если имеются детали с толщиной 4-5 мм, то размер катета будет равен 4 мм. Если толщина увеличивается, то и катет должен будет расти.
Очень важный фактор, который влияет на вогнутость или выпуклость сварного валика – это то, каким электродом проводились работы. Имеется в виду химический состав расходуемого элемента. Допустим, если использовать электрод, который при использовании будет становиться густым и вязким, то в итоге получится поверхность валика выпуклой. Если же при расплавлении валика металл будет жидким и растекающимся, то поверхность его окажется вогнутой.
Скорость и режим проведения сварки
Для того чтобы при проведении работ получить оптимальный катет сварного шва, а также обеспечить прочное соединение, необходимо учитывать несколько пунктов.
- Основными параметрами выбранного режима работы будут являться сила тока, а также напряжение. Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, то сварной шов окажется глубже и будет иметь меньшую толщину.
 Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться. - Второй фактор – это скорость. Если не превышать этот параметр более чем на 50 м/час, то глубина проварки стыка будет расти, а толщина уменьшаться.
- Если же сделать все наоборот, то есть увеличить скорость, то уменьшится не только глубина сварки, но и толщина катета шва. Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.
Как определить катет сварного шва
Стоит сказать о том, что сделать это не очень трудно. Основанием этому утверждению служит то, что в сечении данный шов является равнобедренным треугольником, а вычисление катета такой фигуры – довольно простая операция. Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Т – это величина катета сварного шва, а S – это ширина полученного валика, или гипотенуза треугольника.
Для того чтобы определить катет шва, важно узнать толщину самого шва целиком. Эта операция довольно проста, плюс к этому в таком случае cos 45º будет равен 0,7. После этого можно подставить все имеющиеся значения в формулу и с высокой точностью получить значение катета. Расчет катета сварного шва по этой формуле – одна из простейших операций.
Виды швов
На сегодняшний день различают два основных вида сварного шва. Здесь важно понимать, что шов и сварочное соединение – это разные вещи.
- Сварные стыковые швы. Этот тип используется при соединении деталей встык, то есть торцами. Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.

- Есть также угловые швы. На самом деле здесь стоит выделить три типа – угловые, тавровые, нахлесточные. Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
Конфигурация сварных швов
Сварные швы также отличаются по своей конфигурации. Тут можно выделить несколько видов: продольные прямолинейные и криволинейные, кольцевые.
Если будет осуществляться сварка продольных швов, то очень важно провести тщательную подготовку поверхности металла, особенно если работы будут проходить с большой протяженностью шва. При создании такого типа шва важно, чтобы поверхность не была волнистой, а все заусеницы кромок необходимо очистить. Также важной деталью будет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности до начала сварки.
Если будет проводиться кольцевая сварка, то тут очень важно откорректировать режим работы сварочного аппарата. Если диаметр изделия небольшой, то для достижения качественного сварочного шва важно понизить силу тока.
Можно добавить, что полученные швы могут быть не только вогнутыми или выпуклыми, но и плоскими. Плоские и вогнутые типы лучше всего подходят для тех конструкций, которые эксплуатируются при динамических нагрузках. Причиной этому стало то, что у такого типа шва отсутствует ощутимый переход от самого соединения к металлу.
ГОСТ катетов сварного шва
ГОСТ 5264-80 – это документ, который устанавливает основные типы, конструктивные элементы, а также размеры всех сварных соединений. Однако важно отметить, что эта бумага не распространяется на те типы швов, которые используются для соединения трубопровода.
Один из пунктов данного ГОСТа говорит о том, что при проведении сварочных работ стыкового типа и разной толщине деталей, их можно соединять так же, как и детали с одинаковой толщиной, если их разница не превышает определенных показателей.
Также в этом документе описано, что допускается смещение свариваемых кромок перед сваркой по отношению друг к другу. Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки.
К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
Тавровые и нахлесточные соединения
Угловые швы характеризуются катетом и формой шва. Различают три типа угловых швов: нормальный, выпуклый (усиленный) и вогнутый (ослабленный). Форма шва выбирается в зависимости от условий эксплуатации изделий. В сварных конструкциях, работающих под действием вибрационных нагрузок, тавровые и нахлесточные соединения стремятся выполнять вогнутыми швами.
Конструктивные элементы и форма угловых швов показаны на рис. 16. За катет К принимают меньший катет вписанного в сечение шва сварного соединения неравнобедренного треугольника (рис. 16, а) и катет вписанного равнобедренного треугольника (рис. 16, б и в). Выпуклость (усиление) шва сварного соединения q допускается: до 1 мм – при катете менее 5 мм, до 2 мм – при катете от 5 до 10 мм, до 3 мм- при катете свыше 10 мм. Вогнутость (ослабление) шва сварного соединения? допускается не более 3 мм. Величина катета шва сварных соединений устанавливается при проектировании. предельные отклонения катетов шва сварных соединений от номинальных размеров, указанных на чертежах, принимают: + 1 мм при катете меньше 6 мм, 12 мм при катете, равном или большем 6 мм.
16, а) и катет вписанного равнобедренного треугольника (рис. 16, б и в). Выпуклость (усиление) шва сварного соединения q допускается: до 1 мм – при катете менее 5 мм, до 2 мм – при катете от 5 до 10 мм, до 3 мм- при катете свыше 10 мм. Вогнутость (ослабление) шва сварного соединения? допускается не более 3 мм. Величина катета шва сварных соединений устанавливается при проектировании. предельные отклонения катетов шва сварных соединений от номинальных размеров, указанных на чертежах, принимают: + 1 мм при катете меньше 6 мм, 12 мм при катете, равном или большем 6 мм.
Автоматическую сварку угловых швов можно выполнять вертикальным электродом при положении изделия для сварки в симметричную или несимметричную “лодочку”, а также наклонным электродом поперек шва при положении соединения не “в лодочку”. При сварке в симметричную “лодочку” создаются наиболее благоприятные условия для формирования шва – жидкий расплавленный металл равномерно смачивает обе кромки свариваемого соединения, шов хорошо формируется, образуя плавный переход к основному металлу. Поэтому во всех случаях, когда позволяет установка изделия, следует применять сварку “в лодочку”. При положении “в лодочку” за один проход можно выполнять швы значительно большего сечения, чем при положении не “в лодочку”. При сварке “в лодочку” в связи с большой возможностью протекания жидкого металла и флюса через зазор к сборке предъявляются более жесткие требования, чем при сварке не “в лодочку”.
Поэтому во всех случаях, когда позволяет установка изделия, следует применять сварку “в лодочку”. При положении “в лодочку” за один проход можно выполнять швы значительно большего сечения, чем при положении не “в лодочку”. При сварке “в лодочку” в связи с большой возможностью протекания жидкого металла и флюса через зазор к сборке предъявляются более жесткие требования, чем при сварке не “в лодочку”.
В практике часто бывают затруднения в установке изделия в положение для сварки “в лодочку”. В этих случаях применяют сварку наклонным электродом. Так, при изготовлении балок двутаврового и Н-образного сечения сварка четырех швов “в лодочку” связана с необходимостью трехкратной кантовки. При сварке наклонным электродом при положении изделия не “в лодочку” требуется лишь одна кантовка. Сокращение числа кантовок обеспечивает повышение производительности труда и снижение стоимости продукции.
При сварке наклонным электродом на параметры углового шва (рис. 17): глубину сплавления по линиям примыкания кромок, размеры горизонтального и вертикального катетов, а также на его форму большое влияние оказывает не только значение сварочного тока, но и диаметр электродной проволоки и угол наклона ее поперек шва.
Глубина проплавления в значительной степени зависит от угла наклона электрода. Для обеспечения максимальной глубины проплавления углового соединения и равенства горизонтального и вертикального катетов при односторонней сварке электродную проволоку необходимо наклонять в плоскости поперечного сечения на угол около 40° к плоскости вертикальной стенки. При сварке электродной проволокой диаметром 2 мм конец ее нужно направлять в вершину угла, при сварке проволокой диаметром 3-5 мм конец электрода из вершины угла следует смешать на горизонтальную полку на расстояние, равное примерно половине диаметра электрода.
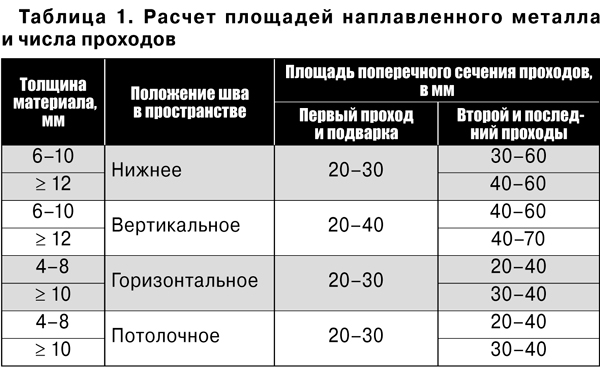
Зависимости размера катета шва от тока при сварке электродной проволокой диаметром 2 и 5 мм со скоростью 30 и 60 м/ч иллюстрируются графиками, приведенными на рис. 18. Из графиков видно, что при сварке электродной проволокой диаметром 2 мм достигается более широкий диапазон калибров шва при применении меньших сварочных токов. Возможность получения угловых швов с катетом 3-4 мм является весьма ценным преимуществом применения электродной проволоки диаметром 2 мм. При этом швы с катетом до 6 мм можно получать с вогнутой поверхностью. Сварку угловых швов с катетом 3-4 мм целесообразно производить на постоянном токе обратной полярности.
При этом швы с катетом до 6 мм можно получать с вогнутой поверхностью. Сварку угловых швов с катетом 3-4 мм целесообразно производить на постоянном токе обратной полярности.
При сварке проволокой диаметром 5 мм швы с катетом меньше 5 мм получать практически невозможно.
При сварке наклонным электродом за один проход получаются угловые швы правильной формы с катетом не более 8 мм. При катетах более 8 мм жидкий металл стекает на горизонтальную полку, образуя наплавы, а на вертикальной стенке – подрезы. Для получения полноценных швов с катетом более 8 мм сварку наклонным электродом необходимо производить за несколько проходов.
При сварке электродной проволокой диаметром 2 мм вследствие более глубокого проплавления по сравнению со сваркой электродной проволокой диаметром 5 мм обеспечивается равнопрочность швов при меньших катетах. Поэтому объем наплавленного металла при сварке электродной проволокой диаметром 2 мм может быть уменьшен на 20-40%.
Для стабильности процесса сварки и благоприятного формирования угловых швов при сварке на переменном токе под стекловидным флюсом для проволоки диаметром 2 мм можно рекомендовать применение сварочного тока от 300 до 400 А. При пемзовидном флюсе стабильность горения дуги и формирование шва значительно улучшаются. Поверхность шва получается более ровной и менее выпуклой, чем при сварке под стекловидным флюсом. Для сварки угловых швов с катетом 8 мм под пемзовидным флюсом можно применять ток до 500 А, при этом скорость сварки может быть повышена примерно на 20-25% по сравнению со скоростью сварки под стекловидным флюсом.
При пемзовидном флюсе стабильность горения дуги и формирование шва значительно улучшаются. Поверхность шва получается более ровной и менее выпуклой, чем при сварке под стекловидным флюсом. Для сварки угловых швов с катетом 8 мм под пемзовидным флюсом можно применять ток до 500 А, при этом скорость сварки может быть повышена примерно на 20-25% по сравнению со скоростью сварки под стекловидным флюсом.
В строительной отрасли при сварке массивных металлических сооружений в стыках возникают серьезные нагрузки, что при несоблюдении технологии несет риски обрушения конструкции. Это актуально в корабельной отрасли и машиностроении (при устройстве крупногабаритных автоматов), при возведении массивных строений. Качественное соединение должно быть изначально просчитано, чтобы избежать возможных будущих деформаций. Самый простой способ проверить правильность сварной линии — узнать катет шва.
Катетом сварного шва называют катет условного треугольника, который вписывается в поперечное сечение. Единой цифры, которая бы стала показателем надежного и качественного шва при определении его катета, нет. Чем больший размер равнобедренного треугольника можно вписать вместо шва, тем большие нагрузки он сможет выдержать. Часто эта характеристика зависит от вида металла и предела напряжения, которому он сможет противостоять. Увеличение катета дает противоположный эффект — деталь деформируется и не сможет работать в нужном режиме.
Единой цифры, которая бы стала показателем надежного и качественного шва при определении его катета, нет. Чем больший размер равнобедренного треугольника можно вписать вместо шва, тем большие нагрузки он сможет выдержать. Часто эта характеристика зависит от вида металла и предела напряжения, которому он сможет противостоять. Увеличение катета дает противоположный эффект — деталь деформируется и не сможет работать в нужном режиме.
Как определить величину катета?
Для определения оптимального сварного соединения нужно произвести расчет шва, а также определить катет шва при сварке. При этом учитываются следующие факторы:
- толщина металлозаготовок;
- положение деталей относительно друг друга;
- вид шва, используемого при соединении.
Для каждого изделия катет подбирается индивидуально, но здесь речь идет лишь о работе с большими нагрузками. Для частного использования сварки не нужны тонкие расчеты, но все же профессионалы учитывают свойства металла и стараются сделать шов прочным и при этом не навредить деталям. Задают катет шва по кромке в том случае, если две детали имеют одинаковую толщину. Если же разную, то катет определяют по более тонкому металлу. Важно правильно выбрать и рассчитать его размер. Ведь от этого зависит максимальная мощность, которой сможет сопротивляться деталь. Катет определяется системой стандартизации ГОСТ 5264-80.
Задают катет шва по кромке в том случае, если две детали имеют одинаковую толщину. Если же разную, то катет определяют по более тонкому металлу. Важно правильно выбрать и рассчитать его размер. Ведь от этого зависит максимальная мощность, которой сможет сопротивляться деталь. Катет определяется системой стандартизации ГОСТ 5264-80.
Катет шва при сварке равен толщине листов при нахлесточном соединении, но при этом она не должна превышать 4 мм. Если этот параметр больше, то следует брать 40 % от величины толщины металла и прибавить 2 мм. Так можно определить максимальное значение катета шва.
Как выбрать катет?
Определяется катет шва при так же, как и при соединении любых других элементов металлических конструкций. Размер зависит от нескольких параметров, в их числе положение заготовок, их длина и толщина. Профессионалы пользуются шаблонами, которые уже наработали до них сварщики. Главным параметром выступает длина сварного шва, ведь именно она влияет на прочность будущей конструкции. Расход материала и вероятность деформации — основные опасности при шве большой длины. Многое зависит от типа шва, которым будут соединяться детали.
Расход материала и вероятность деформации — основные опасности при шве большой длины. Многое зависит от типа шва, которым будут соединяться детали.
Сварной стыковой шов
Сварной стыковой шов предполагает следующую технологию — соединить два элемента сварки встык (т. е. расположить детали торцами поверхностей в одной или разных плоскостях). Разновидностей стыковых соединений более 30, все они предусмотрены ГОСТом. При этом проводится зависимость от толщины свариваемых элементов, оборудования и технологии сварки. Если конструкция будет подвергаться напряжению переменного характера, то такой способ стыка самый надежный. Стыковать и сваривать можно различные детали. Это могут быть не только листы металла, но и трубы, уголки, швеллеры. Чтобы сварить два листа, их не нужно даже соприкасать друг с другом, — сварка проводится при минимальном расстоянии двух заготовок.
Соединение внахлест
Соединение внахлест – это метод сварки, когда детали расположены параллельно и их кромки перекрывают друг друга.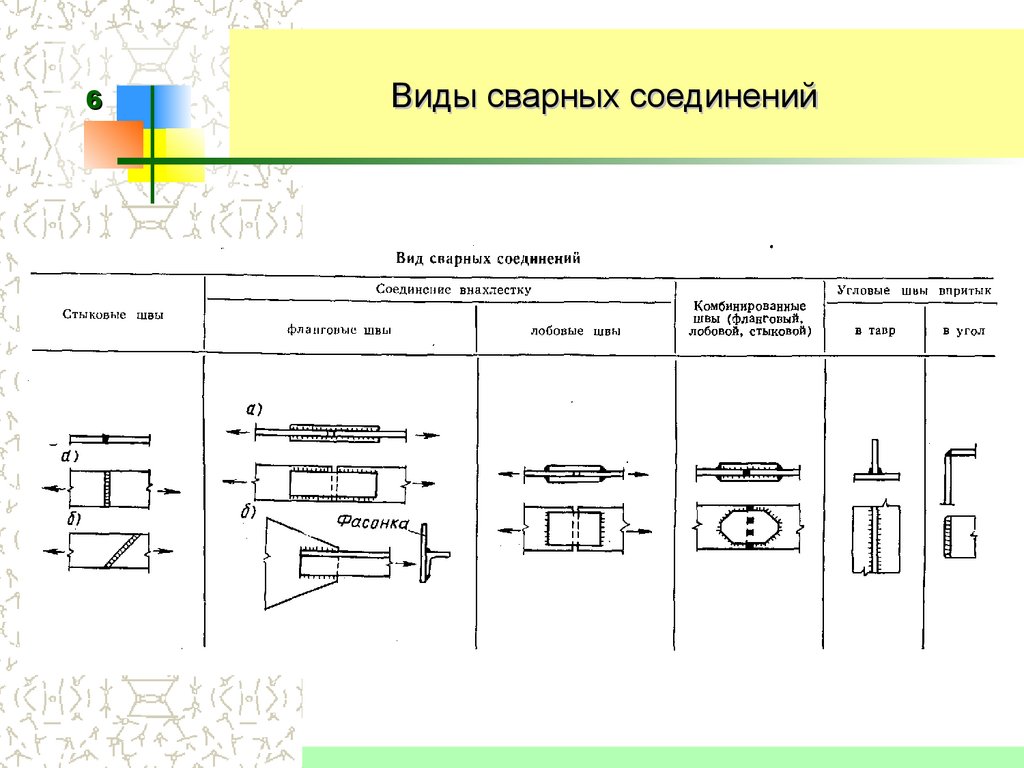 В отличие от сварного шва, существует всего две разновидности соединений внахлест. Торцы изделий могут привариваться с двух сторон или же с одной. Также есть соединение с помощью дополнительной накладки, которая приваривается к двум деталям, соединяя их под нужным углом. Внахлест сваривают детали, используя два вида швов — торцевой и лобовой. Режим сварки при данном соединении может быть более высоким, так как опасность прожога поверхностей отсутствует.
В отличие от сварного шва, существует всего две разновидности соединений внахлест. Торцы изделий могут привариваться с двух сторон или же с одной. Также есть соединение с помощью дополнительной накладки, которая приваривается к двум деталям, соединяя их под нужным углом. Внахлест сваривают детали, используя два вида швов — торцевой и лобовой. Режим сварки при данном соединении может быть более высоким, так как опасность прожога поверхностей отсутствует.
Угловое соединение
Сварка двух деталей, кромки которых располагаются под углом относительно друг друга, происходит методом углового соединения. Стандарт различает до 10 видов таких стыков. Иногда для прочности и надежности сварного шва используют специальную металлическую подкладку, которая позволяет лучше стыковать элементы и делает конструкции надежнее. В силовых конструкциях редко можно увидеть такой тип соединения, поэтому расчетов для таких швов не производят. Тем не менее при необходимости такого типа сварки расчеты производятся по аналогии с тавровым соединением и обязательным учетом типа шва.
Тавровое сварное соединение
Часто возникает необходимость соединить элементы, которые расположены в разных плоскостях. Наилучшее решение в этом случае — тавровое соединение, где торец одной заготовки примыкает под прямым или иным углом к другой. Типы подобных соединений различаются в пределах 9 видов, предусмотренных ГОСТом. Тавровое соединение требует глубокого проплавления в месте стыка, шов обычно делают автоматической сваркой или же заранее подготавливают кромки, например, угловым швом, который можно сделать вручную, или стыковым. Вид шва, которым было произведено соединение, влияет на его расчет. Здесь во внимание принимается тот факт, что место сварки, предварительно обработанное, будет намного прочнее основного металла.
Контроль качества шва
В любом из швов следует не забывать о катете шва при сварке, формула которого не является сложной и состоит в определении толщины металла. Если она составляет менее 4 мм, то катет берется равным ей, если же больше, то в диапазон 40 %- 45 % от толщины с прибавкой 2 мм. Формула для расчета катета: T = S cos 45º, здесь T – искомый катет, а S – гипотенуза или ширина валика шва.
Формула для расчета катета: T = S cos 45º, здесь T – искомый катет, а S – гипотенуза или ширина валика шва.
Провести контроль за соединением заготовок несложно, при этом используют визуальные и инструментальные методы (с помощью приборов). Разработан инструмент, определяющий катет шва при сварке. Как измерить им интересующий шов? Для этого нужно приложить прибор к двум частям заготовки, а середину направить на шов, после чего записать показатели и провести несложный расчет. Обычно шов получается выпуклый, но это самый ненадежный вариант. Ведь именно в такой форме концентрируется напряжение.
Идеальным вариантом является вогнутый шов, получить который достаточно сложно. Здесь нужно соблюдать скорость сварки, а также добиться правильной работы сварочного аппарата. Опытные мастера смогут сделать такой шов. Но чаще его получают механическим путем, просто срезая ненужную часть шва.
В зависимости от характера соединения двух деталей сварные швы бывают стыковые и угловые. Параметры, характеризующие их качество – выпуклость, вогнутость, глубина проплавления и геометрические размеры.
Параметры, характеризующие их качество – выпуклость, вогнутость, глубина проплавления и геометрические размеры.
Геометрические размеры швов
Сварные соединения в процессе визуального контроля проверяются не только на наличие дефектов, но и на соответствие полученных геометрических размеров показателям, регламентированным конструкторской и технологической документацией.
Если на стыковых швах основным параметром является ширина, то на тавровых, нахлесточных и угловых – катет. Это длина перпендикуляра, условно опущенного из вершины угла на гипотенузу. Простыми словами – расстояние от плоскости одной заготовки до грани шва на поверхности второй детали.
Угловые соединения могут иметь различные очертания:
- Выпуклые – нецелесообразны с технической точки зрения. Помимо большего количества наплавленного металла (а значит и расхода материалов), они ведут к концентрации напряжений.
- Вогнутые – трудно получить. Нужна точная настройка рабочих параметров сварочного аппарата и соблюдение соответствующей скорости ведения электрода, что требует немалого опыта от сварщика.
 Чаще вогнутая конфигурация придается с помощью механической обработки. Подобные швы при изготовлении металлоконструкций применяют крайне редко.
Чаще вогнутая конфигурация придается с помощью механической обработки. Подобные швы при изготовлении металлоконструкций применяют крайне редко.
Широко применяются угловые швы нормального очертания (без выпуклостей и вогнутостей). При разработке конструкторской документации катет принимается равным толщине более тонкой детали, но может быть и меньше – важно, чтобы обеспечивалась максимальная прочность соединения. Так, для заготовок толщиной 4-5 мм он должен составлять 4 мм, а для более толстых деталей – рассчитывается или определяется конструктивно, но принимается не менее 5 мм.
Как проверяются значения катета?
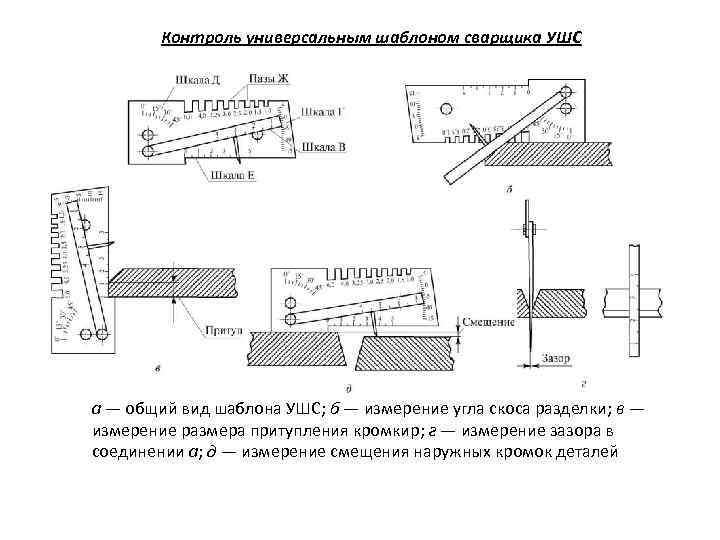
В отличие от качества проплавления, которое контролируется специальными приборами, катет шва измеряется с помощью специального приспособления УШС-2 (универсальный шаблон сварщика). Также его еще называют катетомер.
Шаблон представляет собой несколько пластинок из тонколистового металла, имеющих выемки с определенной величиной катета. Они соединены между собой шарнирно или соединительным кольцом.
Измерения проводятся с помощью ступенчатого подбора самого подходящего размера катета. А определяется он, когда одна из выемок на пластинках прилегает к сварному шву с минимальным зазором между дугой шаблона и поверхностью соединения.
| Лидеры продаж ВИКФотоальбом дефектов основного металла Альбом радиографических снимков Документы
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 При несовпадении катета шва ни с одной из выточек, размер катета определяется опытным путем.УШС-2 входит в состав комплекта ВИК «Эксперт». Для расширения диапазона и возможности измерять не только радиус но и размеры катетов, шаблон УШС-2 может быть дополнен катетомером КМС-3-16 и радиусными шаблонами 3,2-25 мм (MG11). Калибровка шаблона УШС-2 проводится собственной метрологической службой по методике МК 10.2017. Данный шаблон имеет сертификацию в системе ГОСТ Р Росстандарта РФ.
При несовпадении катета шва ни с одной из выточек, размер катета определяется опытным путем.УШС-2 входит в состав комплекта ВИК «Эксперт». Для расширения диапазона и возможности измерять не только радиус но и размеры катетов, шаблон УШС-2 может быть дополнен катетомером КМС-3-16 и радиусными шаблонами 3,2-25 мм (MG11). Калибровка шаблона УШС-2 проводится собственной метрологической службой по методике МК 10.2017. Данный шаблон имеет сертификацию в системе ГОСТ Р Росстандарта РФ.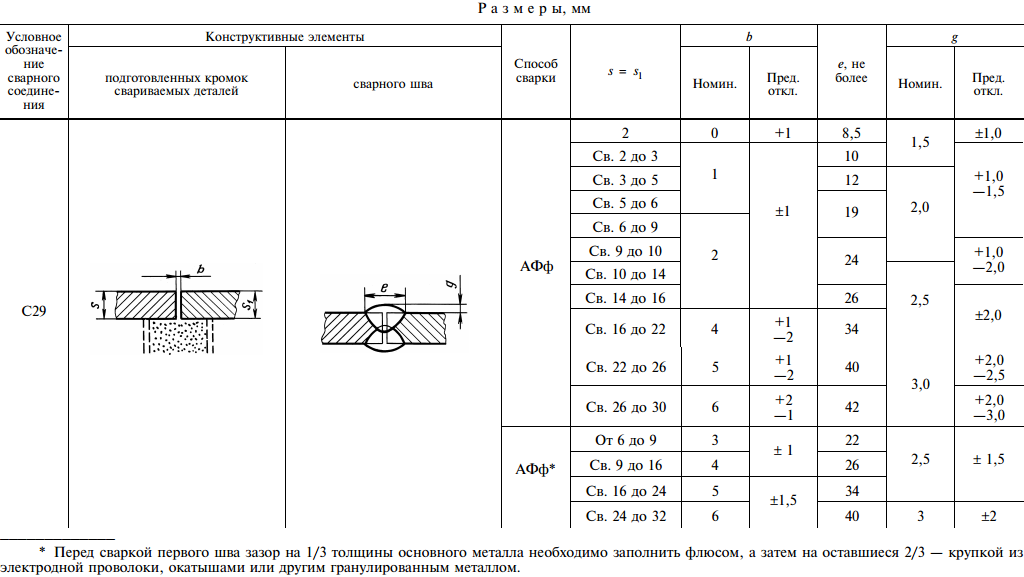

 Цена шаблонов сварщика указана с учетом НДС. Смотрите также разделы: Услуги по визуальному контролю сварных швов, Поверка измерительного инструмента, Наборы для визуального контроля, Фотоальбомы дефектов по ВИК, Аттестация специалистов по ВИК, Набор шаблонов сварщика.
Цена шаблонов сварщика указана с учетом НДС. Смотрите также разделы: Услуги по визуальному контролю сварных швов, Поверка измерительного инструмента, Наборы для визуального контроля, Фотоальбомы дефектов по ВИК, Аттестация специалистов по ВИК, Набор шаблонов сварщика. А так же Республики Казахстан, Белоруссия и другие страны СНГ.
А так же Республики Казахстан, Белоруссия и другие страны СНГ.Обзор дефектов и контроль качества сварных соединений
Дефекты и контроль качества сварных соединений
Общие сведения и организация контроля
По ГОСТ 15467-79 качество продукции есть совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Качество сварных изделий зависит от соответствия материала техническим условиям, состояния оборудования и оснастки, правильности и уровня отработки технологической документации, соблюдения технологической дисциплины, а также квалификации работающих. Обеспечить высокие технические и эксплуатационные свойства изделий можно только при условии точного выполнения технологических процессов и их стабильности. Особую роль здесь играют различные способы объективного контроля как производственных процессов, так и готовых изделий. При правильной организации технологического процесса контроль должен быть его неотъемлемой частью. Обнаружение дефектов служит сигналом не только к отбраковке продукции, но и оперативной корректировке технологии.
Качество сварных изделий зависит от соответствия материала техническим условиям, состояния оборудования и оснастки, правильности и уровня отработки технологической документации, соблюдения технологической дисциплины, а также квалификации работающих. Обеспечить высокие технические и эксплуатационные свойства изделий можно только при условии точного выполнения технологических процессов и их стабильности. Особую роль здесь играют различные способы объективного контроля как производственных процессов, так и готовых изделий. При правильной организации технологического процесса контроль должен быть его неотъемлемой частью. Обнаружение дефектов служит сигналом не только к отбраковке продукции, но и оперативной корректировке технологии.
Сварные конструкции контролируют на всех этапах их изготовления. Кроме того, систематически проверяют приспособления и оборудование. При предварительном контроле подвергаются проверке основные и вспомогательные материалы, устанавливается их соответствие чертежу и техническим условиям.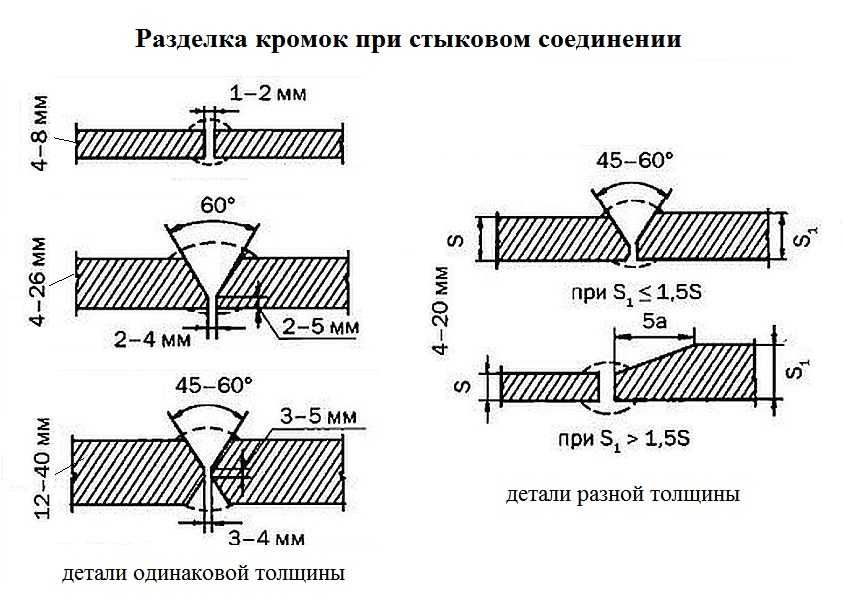
После заготовительных работ детали подвергают чаще всего наружному осмотру, т.е. проверяют внешний вид детали, качество поверхности, наличие заусенцев, трещин, забоин и т.п., а также измеряют универсальными и специальными инструментами, шаблонами, с помощью контрольных приспособлений. Особенно тщательно контролируют участки, подвергающиеся сварке. Профиль кромок, подготовленных под сварку плавлением, проверяют специальными шаблонами, а качество подготовки поверхности – с помощью оптических приборов или специальными микрометрами.
Во время сборки и прихватки проверяют расположение деталей друг относительно друга, величину зазоров, расположение и размер прихваток, отсутствие трещин, прожогов и других дефектов в местах прихваток и т.д. Качество сборки и прихватки определяют главным образом наружным осмотром и обмером.
Наиболее ответственным моментом является текущий контроль выполнения сварки. Организация контроля сварочных работ может производиться в двух направлениях: контролируют сами процессы сварки либо полученные изделия.
Контроль процессов позволяет предотвратить появление систематических дефектов и особенно эффективен при автоматизированной сварке (автоматическая и механизированная дуговая, электрошлаковая и др.). Существуют следующие способы контроля сварочных процессов.
Контроль по образцам технологических проб. В этом случае периодически изготовляют образцы соединений из материала той же марки и толщины, что и свариваемое изделие, и подвергают их всесторонней проверке: внешнему осмотру, испытаниям на прочность соединений, просвечиванию рентгеновскими лучами, металлографическому исследованию и т.д. К недостаткам такого способа контроля следует отнести некоторое различие между образцом и изделием, а также возможность изменения сварочных условий с момента изготовления одного образца до момента изготовления следующего.
Контроль с использованием обобщающих параметров, имеющих прямую связь с качеством сварки, например использование дилатометрического эффекта в условиях точечной контактной сварки. Однако в большинстве случаев сварки плавлением трудно или не всегда удается выявить наличие обобщающего параметра, позволяющего достаточно надежно контролировать качество соединений.
Однако в большинстве случаев сварки плавлением трудно или не всегда удается выявить наличие обобщающего параметра, позволяющего достаточно надежно контролировать качество соединений.
Контроль параметров режима сварки. Так как в большинстве случаев определенных обобщающих параметров для процессов сварки плавлением нет, то на практике контролируют параметры, непосредственно определяющие режим сварки. При дуговой сварке такими параметрами в первую очередь являются сила тока, дуговое напряжение, скорость сварки, скорость подачи проволоки и др. Недостаток такого подхода заключается в необходимости контролирования многих параметров, каждый из которых в отдельности не может характеризовать непосредственно уровень качества получаемых соединений.
Контроль изделий производят пооперационно или после окончания изготовления. Последним способом обычно контролируют несложные изделия. Качество выполнения сварки на изделии оценивают по наличию наружных или внутренних дефектов. Развитие физики открыло большие возможности для создания высокоэффективных методов дефектоскопии с высокой разрешающей способностью, позволяющих проверять без разрушения качество сварных соединений в ответственных конструкциях.
Развитие физики открыло большие возможности для создания высокоэффективных методов дефектоскопии с высокой разрешающей способностью, позволяющих проверять без разрушения качество сварных соединений в ответственных конструкциях.
В зависимости от того, нарушается или не нарушается целостность сварного соединения при контроле, различают неразрушающие и разрушающие методы контроля.
Дефекты сварных соединений и причины их возникновения
В процессе образования сварных соединений в металле шва и зоне термического влияния могут возникать различные отклонения от установленных норм и технических требований, приводящие к ухудшению работоспособности сварных конструкций, снижению их эксплуатационной надежности, ухудшению внешнего вида изделия. Такие отклонения называют дефектами. Дефекты сварных соединений различают по причинам возникновения и месту их расположения (наружные и внутренние). В зависимости от причин возникновения их можно разделить на две группы. К первой группе относятся дефекты, связанные с металлургическими и тепловыми явлениями, происходящими в процессе образования, формирования и кристаллизации сварочной ванны и остывания сварного соединения (горячие и холодные трещины в металле шва и околошовной зоне, поры, шлаковые включения, неблагоприятные изменения свойств металла шва и зоны термического влияния).
К первой группе относятся дефекты, связанные с металлургическими и тепловыми явлениями, происходящими в процессе образования, формирования и кристаллизации сварочной ванны и остывания сварного соединения (горячие и холодные трещины в металле шва и околошовной зоне, поры, шлаковые включения, неблагоприятные изменения свойств металла шва и зоны термического влияния).
Ко второй группе дефектов, которые называют дефектами формирования швов, относят дефекты, происхождение которых связано в основном с нарушением режима сварки, неправильной подготовкой и сборкой элементов конструкции под сварку, неисправностью оборудования, недостаточной квалификацией сварщика и другими нарушениями технологического процесса. К дефектам этой группы относятся несоответствия швов расчетным размерам, непровары, подрезы, прожоги, наплывы, незаваренные кратеры и др. Виды дефектов приведены на рис. 1. Дефектами формы и размеров сварных швов являются их неполномерность, неравномерные ширина и высота, бугристость, седловины, перетяжки и т. п.
п.
Рисунок 1 – Виды дефектов сварных швов:
а – ослабление шва. б – неравномерность ширины, в – наплыв, г – подрез, с – непровар, с – трещины и поры, ж – внутренние трещины и поры, з – внутренний непровар, и – шлаковые включения
Эти дефекты снижают прочность и ухудшают внешний вид шва. Причины их возникновения при механизированных способах сварки – колебания напряжения в сети, проскальзывание проволоки в подающих роликах, неравномерная скорость сварки из-за люфтов в механизме перемещения сварочного автомата, неправильный угол наклона электрода, протекание жидкого металла в зазоры, их неравномерность по длине стыка и т.п. Дефекты формы и размеров швов косвенно указывают на возможность образования внутренних дефектов в шве.
Наплывы образуются в результате натекания жидкого металла на поверхность холодного основного металла без сплавления с ним. Они могут быть местными – в виде отдельных застывших капель, а также иметь значительную протяженность вдоль шва. Чаще всего наплывы образуются при выполнении горизонтальных сварных швов на вертикальной плоскости. Причины образования наплывов – большой сварочный ток, слишком длинная дуга, неправильный наклон электрода, большой угол наклона изделия при сварке на спуск. При выполнении кольцевых швов наплывы образуются при недостаточном или излишнем смещении электрода с зенита. В местах наплывов часто могут выявляться непровары, трещины и др.
Чаще всего наплывы образуются при выполнении горизонтальных сварных швов на вертикальной плоскости. Причины образования наплывов – большой сварочный ток, слишком длинная дуга, неправильный наклон электрода, большой угол наклона изделия при сварке на спуск. При выполнении кольцевых швов наплывы образуются при недостаточном или излишнем смещении электрода с зенита. В местах наплывов часто могут выявляться непровары, трещины и др.
Подрезы представляют собой продолговатые углубления (канавки), образовавшиеся в основном металле вдоль края шва. Они возникают в результате большого сварочного тока и длинной дуги. Основной причиной подрезов при выполнении угловых швов является смещение электрода в сторону вертикальной стенки. Это вызывает значительный разогрев металла вертикальной стенки и его стекание при оплавлении на горизонтальную стенку. Подрезы приводят к ослаблению сечения сварного соединения и концентрации в нем напряжений, что может явиться причиной разрушения.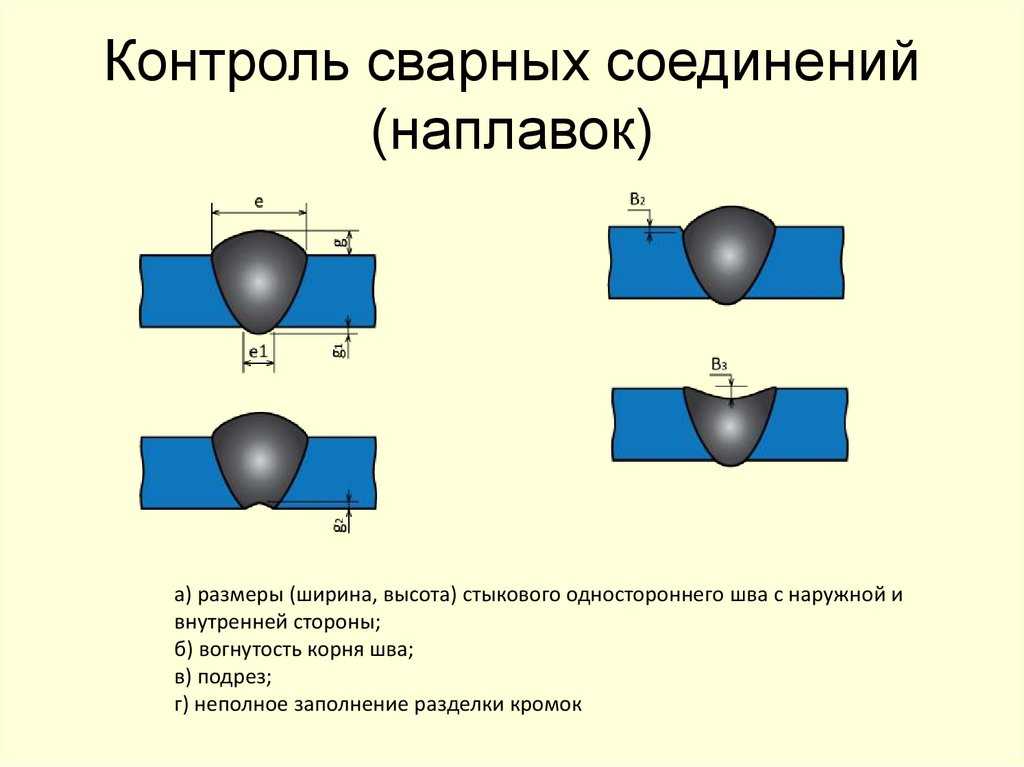
Прожоги – это сквозные отверстия в шве, образованные в результате вытекания части металла ванны. Причинами их образования могут быть большой зазор между свариваемыми кромками, недостаточное притупление кромок, чрезмерный сварочный ток, недостаточная скорость сварки. Наиболее часто прожоги образуются при сварке тонкого металла и выполнении первого прохода многослойного шва. Прожоги могут также образовываться в результате недостаточно плотного поджатая сварочной подкладки или флюсовой подушки.
Непроваром называют местное несплавление кромок основного металла или несплавление между собой отдельных валиков при многослойной сварке. Непровары уменьшают сечение шва и вызывают концентрацию напряжений в соединении, что может резко снизить прочность конструкции. Причины образования непроваров – плохая зачистка металла от окалины, ржавчины и загрязнений, малый зазор при сборке, большое притупление, малый угол скоса кромок, недостаточный сварочный ток, большая скорость сварки, смещение электрода от центра стыка. Непровары выше допустимой величины подлежат удалению и последующей заварке.
Непровары выше допустимой величины подлежат удалению и последующей заварке.
Трещины, также как и непровары, являются наиболее опасными дефектами сварных швов. Они могут возникать как в самом шве, так и в околошовной зоне и располагаться вдоль или поперек шва. По своим размерам трещины могут быть макро- и микроскопическими. На образование трещин влияет повышенное содержание углерода, а также примеси серы и фосфора.
Шлаковые включения, представляющие собой вкрапления шлака в шве, образуются в результате плохой зачистки кромок деталей и поверхности сварочной проволоки от оксидов и загрязнений. Они возникают при сварке длинной дугой, недостаточном сварочном токе и чрезмерно большой скорости сварки, а при многослойной сварке — недостаточной зачистке шлаков с предыдущих слоев. Шлаковые включения ослабляют сечение шва и его прочность.
Газовые поры появляются в сварных швах при недостаточной полноте удаления газов при кристаллизации металла шва. Причины пор — повышенное содержание углерода при сварке сталей, загрязнения на кромках, использование влажных флюсов, защитных газов, высокая скорость сварки, неправильный выбор присадочной проволоки. Поры могут располагаться в шве отдельными группами, в виде цепочек или единичных пустот. Иногда они выходят на поверхность шва в виде воронкообразных углублений, образуя так называемые свищи. Поры также ослабляют сечение шва и его прочность, сквозные поры приводят к нарушению герметичности соединений.
Причины пор — повышенное содержание углерода при сварке сталей, загрязнения на кромках, использование влажных флюсов, защитных газов, высокая скорость сварки, неправильный выбор присадочной проволоки. Поры могут располагаться в шве отдельными группами, в виде цепочек или единичных пустот. Иногда они выходят на поверхность шва в виде воронкообразных углублений, образуя так называемые свищи. Поры также ослабляют сечение шва и его прочность, сквозные поры приводят к нарушению герметичности соединений.
Микроструктура шва и зоны термического влияния в значительной степени определяет свойства сварных соединений и характеризует их качество.
К дефектам микроструктуры относят следующие: повышенное содержание оксидов и различных неметаллических включений, микропоры и микротрещины, крупнозернистость, перегрев, пережог металла и др. Перегрев характеризуется чрезмерным укрупнением зерна и огрублением структуры металла. Более опасен пережог – наличие в структуре металла зерен с окисленными границами. Такой металл имеет повышенную хрупкость и не поддаетсяисправлению. Причиной пережога является плохая защита сварочной ванны при сварке, а также сварка на чрезмерно большой силе тока.
Более опасен пережог – наличие в структуре металла зерен с окисленными границами. Такой металл имеет повышенную хрупкость и не поддаетсяисправлению. Причиной пережога является плохая защита сварочной ванны при сварке, а также сварка на чрезмерно большой силе тока.
Методы неразрушающего контроля сварных соединений
К неразрушающим методам контроля качества сварных соединений относят внешний осмотр, контроль на непроницаемость (или герметичность) конструкций, контроль для обнаружения дефектов, выходящих на поверхность, контроль скрытых и внутренних дефектов.
Внешний осмотр и обмеры сварных швов – наиболее простые и широко распространенные способы контроля их качества. Они являются первыми контрольными операциями по приемке готового сварного узла или изделия. Этим видам контроля подвергают все сварные швы независимо от того, как они будут испытаны в дальнейшем.
Внешним осмотром сварных швов выявляют наружные дефекты: непровары, наплывы, подрезы, наружные трещины и поры, смещение свариваемых кромок деталей и т. п. Визуальный осмотр производят как невооруженным глазом, так и с применением лупы с увеличением до 10 раз.
п. Визуальный осмотр производят как невооруженным глазом, так и с применением лупы с увеличением до 10 раз.
Обмеры сварных швов позволяют судить о качестве сварного соединения: недостаточное сечение шва уменьшает его прочность, слишком большое — увеличивает внутренние напряжения и деформации. Размеры сечения готового шва проверяют по его параметрам в зависимости от типа соединения. У стыкового шва проверяют его ширину, высоту, размер выпуклости со стороны корня шва, в угловом – измеряют катет. Замеренные параметры должны соответствовать ТУ или ГОСТам. Размеры сварных швов контролируют обычно измерительными инструментами или специальными шаблонами.
Внешний осмотр и обмеры сварных швов не дают возможности окончательно судить о качестве сварки. Они устанавливают только внешние дефекты шва и позволяют определить их сомнительные участки, которые могут быть проверены более точными способами.
Контроль непроницаемости сварных швов и соединений. Сварные швы и соединения ряда изделий и сооружений должны отвечать требованиям непроницаемости (герметичности) для различных жидкостей и газов. Учитывая это, во многих сварных конструкциях (емкости, трубопроводы, химическая аппаратура и” т.д.) сварные швы подвергают контролю на непроницаемость. Этот вид контроля производится после окончания монтажа или изготовления конструкции. Дефекты, выявленные внешним осмотром, устраняются до начала испытаний. Непроницаемость сварных швов контролируют следующими методами: капиллярным (керосином), химическим (аммиаком), пузырьковым (воздушным или гидравлическим давлением), вакуумированием или газоэлектрическими течеискателями.
Сварные швы и соединения ряда изделий и сооружений должны отвечать требованиям непроницаемости (герметичности) для различных жидкостей и газов. Учитывая это, во многих сварных конструкциях (емкости, трубопроводы, химическая аппаратура и” т.д.) сварные швы подвергают контролю на непроницаемость. Этот вид контроля производится после окончания монтажа или изготовления конструкции. Дефекты, выявленные внешним осмотром, устраняются до начала испытаний. Непроницаемость сварных швов контролируют следующими методами: капиллярным (керосином), химическим (аммиаком), пузырьковым (воздушным или гидравлическим давлением), вакуумированием или газоэлектрическими течеискателями.
Контроль керосином основан на физическом явлении капиллярности, которое заключается в способности керосина подниматься по капиллярным ходам – сквозным порам и трещинам. В процессе испытания сварные швы покрываются водным раствором мела с той стороны, которая более доступна для осмотра и выявления дефектов. После высушивания окрашенной поверхности с обратной стороны шов обильно смачивают керосином. Неплотности швов выявляют по наличию на меловом покрытии следов проникшего керосина. Появление отдельных пятен указывает на поры и свищи, полос – сквозных трещин и непроваров в шве. Благодаря высокой проникающей способности керосина обнаруживаются дефекты с поперечным размером 0,1 мм и менее.
После высушивания окрашенной поверхности с обратной стороны шов обильно смачивают керосином. Неплотности швов выявляют по наличию на меловом покрытии следов проникшего керосина. Появление отдельных пятен указывает на поры и свищи, полос – сквозных трещин и непроваров в шве. Благодаря высокой проникающей способности керосина обнаруживаются дефекты с поперечным размером 0,1 мм и менее.
Контроль аммиаком основан на изменении окраски некоторых индикаторов (раствор фенолфталеина, азотнокислой ртути) под воздействием щелочей. В качестве контролирующего реагента применяется газ аммиак. При испытании на одну сторону шва укладывают бумажную ленту, смоченную 5%-ным раствором индикатора, а с другой стороны шов обрабатывают смесью аммиака с воздухом. Аммиак, проникая через неплотности сварного шва, окрашивает индикатор в местах залегания дефектов.
Контроль воздушным давлением (сжатым воздухом или другими газами) подвергают сосуды и трубопроводы, работающие под давлением, а также резервуары, цистерны и т. п. Это испытание проводят с целью проверки общей герметичности сварного изделия. Малогабаритные изделия полностью погружают в ванну с водой, после чего в него подают сжатый воздух под давлением, на 10 – 20% превышающим рабочее. Крупногабаритные конструкции после подачи внутреннего давления по сварным швам покрывают пенным индикатором (обычно раствор мыла). О наличии неплотностей в швах судят по появлению пузырьков воздуха. При испытании сжатым воздухом (газами) следует соблюдать правила безопасности.
п. Это испытание проводят с целью проверки общей герметичности сварного изделия. Малогабаритные изделия полностью погружают в ванну с водой, после чего в него подают сжатый воздух под давлением, на 10 – 20% превышающим рабочее. Крупногабаритные конструкции после подачи внутреннего давления по сварным швам покрывают пенным индикатором (обычно раствор мыла). О наличии неплотностей в швах судят по появлению пузырьков воздуха. При испытании сжатым воздухом (газами) следует соблюдать правила безопасности.
Контроль гидравлическим давлением применяют при проверке прочности и плотности различных сосудов, котлов, паро-, водо- и газопроводов и других сварных конструкций, работающих под избыточным давлением. Перед испытанием сварное изделие полностью герметизируют водонепроницаемыми заглушками. Сварные швы с наружной поверхности тщательно просушивают обдувом воздухом. Затем изделие заполняют водой под избыточным давлением, в 1,5 – 2 раза превышающим рабочее, и выдерживают в течение заданного времени. Дефектные места определяют по проявлению течи, капель или увлажнению поверхности швов.
Дефектные места определяют по проявлению течи, капель или увлажнению поверхности швов.
Вакуумному контролю подвергают сварные швы, которые невозможно испытать керосином, воздухом или водой и доступ к которым возможен только с одной стороны. Его широко применяют при проверке сварных швов днищ резервуаров, газгольдеров и других листовых конструкций. Сущность метода заключается в создании вакуума на одной стороне контролируемого участка сварного шва и регистрации на этой же стороне шва проникновения воздуха через имеющиеся неплотности. Контроль ведется с помощью переносной вакуум-камеры, которую устанавливают на наиболее доступную сторону сварного соединения , предварительно смоченную мыльным раствором (рис. 2).
Рисунок 2 – Вакуумный контроль шва: 1 – вакуумметр, 2 – резиновое уплотнение, 3 – мыльный раствор, 4 – камера.
В зависимости от формы контролируемого изделия и типа соединения могут применяться плоские, угловые и сферические вакуум-камеры. Для создания вакуума в них применяют специальные вакуум-насосы.
Для создания вакуума в них применяют специальные вакуум-насосы.
Люминесцентный контроль и контроль методом красок, называемый также капиллярной дефектоскопией, проводят с помощью специальных жидкостей, которые наносят на контролируемую поверхность изделия. Эти жидкости, обладающие большой смачивающей способностью, проникают в мельчайшие поверхностные дефекты – трещины, поры, непровары. Люминесцентный контроль основан на свойстве некоторых веществ светиться под действием ультрафиолетового облучения. Перед контролем поверхности шва и околошовной зоны очищают от шлака и загрязнений, на них наносят слой проникающей жидкости, которая затем удаляется, а изделие просушивается. Для обнаружения дефектов поверхность облучают ультрафиолетовым излучением – в местах дефектов следы жидкости обнаруживаются по свечению.
Контроль методом красок заключается в том, что на очищенную поверхность сварного соединения наносится смачивающая жидкость, которая под действием капиллярных сил проникает в полость дефектов. После ее удаления на поверхность шва наносится белая краска. Выступающие следы жидкости обозначают места расположения дефектов.
После ее удаления на поверхность шва наносится белая краска. Выступающие следы жидкости обозначают места расположения дефектов.
Контроль газоэлектрическими течеискателям и применяют для испытания ответственных сварных конструкций, так как такие течеискатели достаточно сложны и дорогостоящи. В качестве газа-индикатора в них используется гелий. Обладая высокой проникающей способностью, он способен проходить через мельчайшие несплошности в металле и регистрируется течеискателем. В процессе контроля сварной шов обдувают или внутренний объем изделия заполняют смесью газа-индикатора с воздухом. Проникающий через неплотности газ улавливается щупом и анализируется в течеискателе.
Для обнаружения скрытых внутренних дефектов применяют следующие методы контроля.
Магнитные методы контроля основаны на обнаружении полей магнитного рассеяния, образующихся в местах дефектов при намагничивании контролируемых изделий. Изделие намагничивают, замыкая им сердечник электромагнита или помещая внутрь соленоида. Требуемый магнитный поток можно создать и пропусканием тока по виткам (3 – 6 витков) сварочного провода, наматываемого на контролируемую деталь. В зависимости от способа обнаружения потоков рассеяния различают следующие методы магнитного контроля: метод магнитного порошка, индукционный и магнитографический. При методе магнитного порошка на поверхность намагниченного соединения наносят магнитный порошок (окалина, железные опилки) в сухом виде (сухой способ) или суспензию магнитного порошка в жидкости (керосин, мыльный раствор, вода – мокрый способ). Над местом расположения дефекта создадутся скопления порошка в виде правильно ориентированного магнитного спектра. Для облегчения подвижности порошка изделие слегка обстукивают. С помощью магнитного порошка выявляют трещины, невидимые невооруженным глазом, внутренние трещины на глубине не более 15 мм, расслоение металла, а также крупные поры, раковины и шлаковые включения на глубине не более 3 – 5 мм. При индукционном методе магнитный поток в изделии наводят электромагнитом переменного тока.
Требуемый магнитный поток можно создать и пропусканием тока по виткам (3 – 6 витков) сварочного провода, наматываемого на контролируемую деталь. В зависимости от способа обнаружения потоков рассеяния различают следующие методы магнитного контроля: метод магнитного порошка, индукционный и магнитографический. При методе магнитного порошка на поверхность намагниченного соединения наносят магнитный порошок (окалина, железные опилки) в сухом виде (сухой способ) или суспензию магнитного порошка в жидкости (керосин, мыльный раствор, вода – мокрый способ). Над местом расположения дефекта создадутся скопления порошка в виде правильно ориентированного магнитного спектра. Для облегчения подвижности порошка изделие слегка обстукивают. С помощью магнитного порошка выявляют трещины, невидимые невооруженным глазом, внутренние трещины на глубине не более 15 мм, расслоение металла, а также крупные поры, раковины и шлаковые включения на глубине не более 3 – 5 мм. При индукционном методе магнитный поток в изделии наводят электромагнитом переменного тока. Дефекты обнаруживают с помощью искателя, в катушке которого под воздействием поля рассеяния индуцируется ЭДС, вызывающая оптический или звуковой сигнал на индикаторе. При магнитографическом методе (рис. 3) поле рассеяния фиксируется на эластичной магнитной ленте, плотно прижатой к поверхности соединения. Запись воспроизводится на магнитографическом дефектоскопе. В результате сравнения контролируемого соединения с эталоном делается вывод о качестве соединения.
Дефекты обнаруживают с помощью искателя, в катушке которого под воздействием поля рассеяния индуцируется ЭДС, вызывающая оптический или звуковой сигнал на индикаторе. При магнитографическом методе (рис. 3) поле рассеяния фиксируется на эластичной магнитной ленте, плотно прижатой к поверхности соединения. Запись воспроизводится на магнитографическом дефектоскопе. В результате сравнения контролируемого соединения с эталоном делается вывод о качестве соединения.
Рисунок 3 – Магнитная запись дефектов на ленту: 1 – подвижный электромагнит, 2 – дефект шва, 3 – магнитная лента.
Радиационные методы контроля являются надежным и широко распространенными методами контроля, основанными на способности рентгеновского и гамма-излучения проникать через металл. Выявление дефектов при радиационных методах основано на разном поглощении рентгеновского или гамма-излучения участками металла с дефектами и без них. Сварные соединения просвечивают специальными аппаратами. С одной стороны шва на некотором расстоянии от него помещают источник излучения, с противоположной стороны плотно прижимают кассету с чувствительной фотопленкой (рис. 4). При просвечивании лучи проходят через сварное соединение и облучают пленку. В местах, где имеются поры, шлаковые включения, непровары, крупные трещины, на пленке образуются темные пятна. Вид и размеры дефектов определяют сравнением пленки с эталонными снимками. Источниками рентгеновского излучения служат специальные аппараты (РУП-150-1, РУП-120-5-1 и др.).
С одной стороны шва на некотором расстоянии от него помещают источник излучения, с противоположной стороны плотно прижимают кассету с чувствительной фотопленкой (рис. 4). При просвечивании лучи проходят через сварное соединение и облучают пленку. В местах, где имеются поры, шлаковые включения, непровары, крупные трещины, на пленке образуются темные пятна. Вид и размеры дефектов определяют сравнением пленки с эталонными снимками. Источниками рентгеновского излучения служат специальные аппараты (РУП-150-1, РУП-120-5-1 и др.).
Рисунок 4 – Схема радиационного просвечивания швов: а – рентгеновское, б – гамма-излучением: 1 – источник излучения, 2 – изделие, 3 – чувствительная пленка
Рентгенопросвечиванием целесообразно выявлять дефекты в деталях толщиной до 60 мм. Наряду с рентгенографированием (экспозицией на пленку) применяют и рентгеноскопию, т.е. получение сигнала о дефектах при просвечивании металла на экран с флуоресцирующим покрытием. Имеющиеся дефекты в этом случае рассматривают на экране. Такой способ можно сочетать с телевизионными устройствами и контроль вести на расстоянии.
Имеющиеся дефекты в этом случае рассматривают на экране. Такой способ можно сочетать с телевизионными устройствами и контроль вести на расстоянии.
При просвечивании сварных соединений гамма-излучением источником излучения служат радиоактивные изотопы: кобальт-60, тулий-170, иридий-192 и др. Ампула с радиоактивным изотопом помещается в свинцовый контейнер. Технология выполнения просвечивания подобна рентгеновскому просвечиванию. Гамма-излучение отличается от рентгеновского большей жесткостью и меньшей длиной волны, поэтому оно может проникать в металл на большую глубину. Оно позволяет просвечивать металл толщиной до 300 мм. Недостатками просвечивания гамма-излучением по сравнению с рентгеновским являются меньшая чувствительность при просвечивании тонкого металла (менее 50 мм), невозможность регулирования интенсивности излучения, большая опасность гамма-излучения при неосторожном обращении с гамма-аппаратами.
Ультразвуковой контроль основан на способности ультразвуковых волн проникать в металл на большую глубину и отражаться от находящихся в нем дефектных участков. В процессе контроля пучок ультразвуковых колебаний от вибрирующей пластинки-щупа (пьезокристалла) вводится в контролируемый шов. При встрече с дефектным участком ультразвуковая волна отражается от него и улавливается другой пластинкой-щупом, которая преобразует ультразвуковые колебания в электрический сигнал (рис. 5).
В процессе контроля пучок ультразвуковых колебаний от вибрирующей пластинки-щупа (пьезокристалла) вводится в контролируемый шов. При встрече с дефектным участком ультразвуковая волна отражается от него и улавливается другой пластинкой-щупом, которая преобразует ультразвуковые колебания в электрический сигнал (рис. 5).
Рисунок 5 – Ультразвуковой контроль швов: 1 – генератор УЗК, 2 – щуп, 3 – усилитель, 4 – экран.
Эти колебания после их усиления подаются на экран электронно-лучевой трубки дефектоскопа, которые свидетельствуют о наличии дефектов. По характеру импульсов судят о протяженности дефектов и глубине их залегания. Ультразвуковой контроль можно проводить при одностороннем доступе к сварному шву без снятия усиления и предварительной обработки поверхности шва.
Ультразвуковой контроль имеет следующие преимущества: высокая чувствительность (1 – 2%), позволяющая обнаруживать, измерять и определять местонахождение дефектов площадью 1 – 2 мм2; большая проникающая способность ультразвуковых волн, позволяющая контролировать детали большой толщины; возможность контроля сварных соединений с односторонним подходом; высокая производительность и отсутствие громоздкого оборудования. Существенным недостатком ультразвукового контроля является сложность установления вида дефекта. Этот метод применяют и как основной вид контроля, и как предварительный с последующим просвечиванием сварных соединений рентгеновским или гамма-излучением.
Существенным недостатком ультразвукового контроля является сложность установления вида дефекта. Этот метод применяют и как основной вид контроля, и как предварительный с последующим просвечиванием сварных соединений рентгеновским или гамма-излучением.
Методы контроля с разрушением сварных соединений
К этим методам контроля качества сварных соединений относятся механические испытания, металлографические исследования, специальные испытания с целью получения характеристик сварных соединений. Эти испытания проводят на сварных образцах, вырезаемых из изделия или из специально сваренных контрольных соединений – технологических проб, выполненных в соответствии с требованиями и технологией на сварку изделия в условиях, соответствующих сварке изделия.
Целью испытаний является: оценка прочности и надежности сварных соединений и конструкций; оценка качества основного и присадочного металла; оценка правильности выбранной технологии; оценка квалификации сварщиков.
Свойства сварного соединения сопоставляют со свойствами основного металла. Результаты считаются неудовлетворительными, если они не соответствуют заданному уровню.
Механические испытания проводятся по ГОСТ 6996-66, предусматривающему следующие виды испытаний сварных соединений и металла шва: испытание сварного соединения в целом и металла разных его участков (наплавленного металла, зоны термического влияния, основного металла) на статическое растяжение, статистический изгиб, ударный изгиб, стойкость против старения, измерение твердости.
Контрольные образцы для механических испытаний выполняют определенных размеров и формы.
Испытаниями на статическое .растяжение определяют прочность сварных соединений. Испытаниями на статический изгиб определяют пластичность соединения по величине угла изгиба до образования первой трещины в растянутой зоне. Испытания на статический изгиб проводят на образцах с продольными и поперечными швами со снятым усилением шва заподлицо с основным металлом. Испытаниями на ударный изгиб, а также разрыв определяют ударную вязкость сварного соединения. По результатам определения твердости судят о структурных изменениях и степени подкалки металла при охлаждении после сварки.
Испытаниями на ударный изгиб, а также разрыв определяют ударную вязкость сварного соединения. По результатам определения твердости судят о структурных изменениях и степени подкалки металла при охлаждении после сварки.
Основной задачей металлографических исследований являются установление структуры металла и качества сварного соединения, выявление наличия и характера дефектов. Металлографические исследования включают в себя макро- и микроструктурный методы анализа металлов.
При макроструктурном методе изучают макрошлифы и изломы металла невооруженным глазом или с помощью лупы. Макроисследование позволяет определить характер и расположение видимых дефектов в разных зонах сварных соединений.
При микроструктурном анализе исследуется структура металла при увеличении в 50 – 2000 раз с помощью оптических микроскопов. Микроисследование позволяет установить качество металла, в том числе обнаружить пережог металла, наличие оксидов, засоренность металла шва неметаллическими включениями, величину зерен металла, изменение состава его, микроскопические трещины, поры и некоторые другие дефекты структуры. Методикаизготовления шлифов для металлографических исследований заключается в вырезке образцов из сварных соединений, шлифовке, полировке и травлении поверхности металла специальными травителями. Металлографические исследования дополняются измерением твердости и при необходимости химическим анализом металла сварных соединений. Специальные испытания проводят с целью получения характеристик сварных соединений, учитывающих условия эксплуатации сварных конструкций: определение коррозионной стойкости для конструкций, работающих в различных агрессивных средах; усталостной прочности при циклических нагружениях; ползучести при эксплуатации в условиях повышенных температур и др.
Методикаизготовления шлифов для металлографических исследований заключается в вырезке образцов из сварных соединений, шлифовке, полировке и травлении поверхности металла специальными травителями. Металлографические исследования дополняются измерением твердости и при необходимости химическим анализом металла сварных соединений. Специальные испытания проводят с целью получения характеристик сварных соединений, учитывающих условия эксплуатации сварных конструкций: определение коррозионной стойкости для конструкций, работающих в различных агрессивных средах; усталостной прочности при циклических нагружениях; ползучести при эксплуатации в условиях повышенных температур и др.
Применяют также и методы контроля с разрушением изделия. В ходе таких испытаний устанавливают способность конструкций выдерживать заданные расчетные нагрузки и определяют разрушающие нагружения, т.е. фактический запас прочности. При испытаниях изделий с разрушением схема нагружения их должна соответствовать условиям работы изделия при эксплуатации. Число изделий, подвергающихся испытаниям с разрушением, устанавливается техническими условиями и зависит от степени их ответственности, системы организации производства и технологической отработанности конструкции.
Число изделий, подвергающихся испытаниям с разрушением, устанавливается техническими условиями и зависит от степени их ответственности, системы организации производства и технологической отработанности конструкции.
Другие статьи:
- Возможности современных источников серии S-XT
- Технология сварки чугуна
- Технология сварки MIG/MAG
|
 Внешний осмотр позволяет обнаружить такие наружные дефекты, как
подрезы, незаверенные кратеры, выходящие на поверхность трещины, непровары,
наплывы и т.д. Измерители сварных соединений и сварочные шаблоны ( шаблоны сварщика) позволяют
определить размеры швов, ширину шва, выпуклость, плавность перехода шва к
основному металлу, катет шва и т.д.
Внешний осмотр позволяет обнаружить такие наружные дефекты, как
подрезы, незаверенные кратеры, выходящие на поверхность трещины, непровары,
наплывы и т.д. Измерители сварных соединений и сварочные шаблоны ( шаблоны сварщика) позволяют
определить размеры швов, ширину шва, выпуклость, плавность перехода шва к
основному металлу, катет шва и т.д.
 Имеет шаблоны угла 60°, 70°, 80° и 90°.
Имеет шаблоны угла 60°, 70°, 80° и 90°. 
 д.
д. Позволяет проводить контроль глубины раковин, забоин, превышения кромок, глубины разделки стыка до корневого слоя, высоту усиления шва, контроль зазора, притупления шва, ширины сварного шва, углов скоса кромок, а также диаметров электродов.
Позволяет проводить контроль глубины раковин, забоин, превышения кромок, глубины разделки стыка до корневого слоя, высоту усиления шва, контроль зазора, притупления шва, ширины сварного шва, углов скоса кромок, а также диаметров электродов.Минимальная ширина сварного шва по РД 26-18-8-89 – Технологии и документации
#1 Zepish
Отправлено 08 January 2015 08:31
Здравствуйте, у меня такой вопрос: есть руководящий документ для приварки люков, штуцерв и муфт(РД 26-18-8-89) там задана ширина сварных швов “значение, не более”. Таким образом указана максимальная ширина сварного шва, а какова минимальная ширина шва? Как определить?
Таким образом указана максимальная ширина сварного шва, а какова минимальная ширина шва? Как определить?
- Наверх
- Вставить ник
#2 ЛехаКолыма
Отправлено 08 January 2015 11:26
Добрый день размеры швов у нас определяет гост
- Наверх
- Вставить ник
#3 АВН
Отправлено 08 January 2015 13:33
Zepish, l или g , в каком ГОСТе?
Сообщение отредактировал АВН: 08 January 2015 13:35
- Наверх
- Вставить ник
#4 Zepish
Отправлено 09 January 2015 07:06
Zepish, l или g , в каком ГОСТе?
АВН, в РД 26-18-8-89(привариваем штуцера к корпусу аппарата), к примеру взять У12 исп. 2 , для толщины 8-10 указана ширина 20,не более.Возник вопрос , а какая допускается минимальная ширина шва?
2 , для толщины 8-10 указана ширина 20,не более.Возник вопрос , а какая допускается минимальная ширина шва?
Сообщение отредактировал Миротворец: 17 January 2015 12:35
- Наверх
- Вставить ник
#5 Zepish
Отправлено 09 January 2015 07:19
А для толщины 12-14 согласно того же РД 26-18-8-89 для У12 исп.2 ширина 24, не более. Для стенки толщиной 12 мм допустима ли минимальная ширина 17-18мм. Как определяется этот минимум.
- Наверх
- Вставить ник
#6 штурман 001
Отправлено 09 January 2015 08:31
Zepish,влез. Это я про себя Знаний нет, по интуиции. Если минимальная ширина не регламентируется РД 26-18-8-89 (или ГОСТ)зачем варить больше? При самом минимальном шве обеспечивающем качественное соединение – все герметично,нет разрушения места сварки , нет вопросов к Вам и у Вас
Это я про себя Знаний нет, по интуиции. Если минимальная ширина не регламентируется РД 26-18-8-89 (или ГОСТ)зачем варить больше? При самом минимальном шве обеспечивающем качественное соединение – все герметично,нет разрушения места сварки , нет вопросов к Вам и у Вас
Сообщение отредактировал штурман 001: 09 January 2015 09:01
- Наверх
- Вставить ник
#7 G_Kar
Отправлено 09 January 2015 09:00
Минимальная ширина шва определяется разделкой. Заполнили разделку – вот вам и минимальная ширина.
Мои работы в инстаграм: @MOV_engineering
Тел./Вацап.:+7-999-62O-1O-3O
- Наверх
- Вставить ник
#8 Zepish
Отправлено 09 January 2015 09:17
штурман 001, во избежании претензий от заказчиков/проверяющих возник данный вопрос. Со стороны логики : перекрываем разделку на 2-3 мм в сторону и нормально. Вроде все хорошо, условие “не более” соблюдено, но для чего такие большие максимальные значения непонятно,вот и возник вопрос какой же минимум тогда допускается ?
Со стороны логики : перекрываем разделку на 2-3 мм в сторону и нормально. Вроде все хорошо, условие “не более” соблюдено, но для чего такие большие максимальные значения непонятно,вот и возник вопрос какой же минимум тогда допускается ?
G_Kar, все логично конечно , лишь бы не было претензий))
- Наверх
- Вставить ник
#9 Васо_29
Отправлено 09 January 2015 09:58
на счёт разделки можно и поспорить…это смотря какими сварочными мат-ми варено…если аустенит- то не факт, что 2-3мм перекрой разделки, т.к. аустенитные св. мат-лы по прочностным характеристикам уступают ферритным.
Если речь идёт о валиках, а не швах, то 2-3 диаметра электрода…это минимум, ну и заодно максимум!
Чтоб не путали: Шов один, проходов(валиков) много. ..
..
Сообщение отредактировал Васо_29: 09 January 2015 10:40
- Наверх
- Вставить ник
#10 ЛехаКолыма
Отправлено 09 January 2015 11:19
Zepish,максимальные и минимальные значения сварного шва это его допуск,так как все в ноль вы никогда не получите,нет конечно если постараться можно,но это неоправданная трата времени и сил не более.Для этого допускаемые отклонения и нужны
- Наверх
- Вставить ник
#11 Zepish
Отправлено 09 January 2015 16:00
ЛехаКолыма, в том то и дело , что +- не указаны, указано “значение, не более”
- Наверх
- Вставить ник
#12 АВН
Отправлено 09 January 2015 17:25
l не менее s,s1
- Наверх
- Вставить ник
Как измерить угловой шов с помощью калибра для углового шва
Что такое угловой шов?
Угловая сварка означает сварное соединение, которое возникает, когда две пластины или другие формы привариваются перпендикулярно/или под углом друг к другу.
Для угловых швов возможны различные комбинации сварных швов, такие как Т-образный шов, шов внахлестку, кромочный шов и крестообразный шов.
Типы угловых швовУгловой шов имеет треугольную форму и может иметь вогнутую, плоскую или выпуклую поверхность в зависимости от техники сварщика и параметров сварки.
На основании этих выступлений сварные швы с фиалью имеют следующие типы:
- Вогнутое филе,
- Перепуклое филе и
- MITER WELD.
Угловые сварные швы и преимущественно используемые типы сварных соединений в строительстве, конструкционном и общем производстве, хотя они не используются в критических местах сварных соединений.
Сварочные манометры со скидкой в Интернете Ознакомьтесь с этими специально отобранными сварочными манометрами по лучшей цене (со скидкой) для каждого инспектора и сварщика.
| Изображение | Продукт | . Дюймовый и метрический стандарт | Taper Welding Gauge 1/64”-5/8” (1-15mm) Both Inch and Metric Standard Made of Stainless Steel | CHECK PRICE | ||
|---|---|---|---|---|---|---|
| 7piece Fillet Weld Set Gage RL Проверка проверки сварки сварки | 7PEECE FILET WELD SET GAGE Метрическая блок нержавеющая сталь Бренд: Riverweld | .0077| Мостовой кулачковый датчик Сварной угловой калибр | Мостовой кулачковый калибр Сварной угловой калибр, длина ноги, измерение угла скоса. | Корпус из нержавеющей стали Проверка цена | | |
| V-WAC GAGE ОДНА / Метрический стандарт Made of Stainless Steel | CHECK PRICE | |||||
| Automatic Weld Size Fillet Weld, Butt Weld Gauge | Automatic Weld Size Fillet Weld Butt Weld Gauge Metric Unit Нержавеющая сталь Марка: RIVERWELD | ЦЕНА | ||||
Сварочный датчик Hi-Lo 50009 | Hi-Lo Welding Gauge Gage Both Inch and Metric Stainless Steel body | CHECK PRICE | ||||
| Adjustable Fillet Weld Gauge | Adjustable Fillet Weld Gauge, Измерение размеров ветвей | КОНТРОЛЬ ЦЕНЫ | ||||
| Автоматический измеритель угловых швов | Проверка цена |
Filet Weld указывают по размеру, известный как размер (данный как A) или или или или 8888888888 гг. Или или или 88888888888 гг. длина ноги (задается как z).
Или или или 88888888888 гг. длина ноги (задается как z).
Измерение размера горловины используется в стандартах контроля сварки ISO и Великобритании, а длина ноги используется в стандартах контроля сварки AWS (американцы) и CSA (канадцы).
Так как же определить размер углового шва?
Как измерить угловой шов?Измерение длины ноги используется в основном в американских и канадских нормах и стандартах, таких как AWS D1.1, CSA W59 и ASME.
Измерение филе с использованием размера горловины используется в основном в кодах ISO, BS и стандартах EN (например, ISO 5817). Таким образом, инспектор по сварке AWS-CWI будет измерять сварные швы, используя длину катета (z), в то время как инспекторы CSWIP или IWIP будут обучены измерять угловые сварные швы, используя размер горла (a).
На приведенном выше рисунке представлена теоретическая концепция заполняющего шва, представленная равносторонним треугольником. Вы заметите, что настоящий угловой шов трудно получить с этим профилем, если только поверхность углового шва не подвергается внешней шлифовке или механической обработке.
Вы заметите, что настоящий угловой шов трудно получить с этим профилем, если только поверхность углового шва не подвергается внешней шлифовке или механической обработке.
Фактический угловой шов будет иметь либо выпуклый, либо вогнутый профиль сварного шва.
При проектировании угловых сварных швов расчет напряжения сдвига основывается на размере горловины (a) углового сварного шва. мы можем преобразовать размер ноги (z) в размер горла (a), используя следующее простое уравнение:
a = z/√2
Нажмите здесь, чтобы узнать, как узнать минимальный и максимальный размер углового сварного шва.
Измерение размера углового сварного шваДлина участка относится к расстоянию от корня до носка и должна измеряться в обоих направлениях с помощью калибров для угловых швов. Измерения углового сварного шва выполняются с использованием двух подходов:
- Измерение длины полки: Где длина полки (z) означает размер от точки корня до края сварного шва.
 Таким образом, для углового сварного шва показаны две длины катетов, показанные на рисунке ниже как L1 и L2. Эти длины ветвей обычно обозначаются как Z1 и Z2 в коде или стандартах.
Таким образом, для углового сварного шва показаны две длины катетов, показанные на рисунке ниже как L1 и L2. Эти длины ветвей обычно обозначаются как Z1 и Z2 в коде или стандартах. - Измерение размера шва: Где шов (а) — это измерение от самой глубокой точки любого провара (угловой сварной шов) (обычно основано на поперечном сечении).
Подгонка сварных соединений и окончательные сварные швы проверяются на правильный размер, форму, высоту армирования, смещение и геометрию с помощью предварительно определенных шаблонов, называемых Сварочные калибры.
Для измерения угловых сварных швов используется несколько различных типов сварочных калибров.
В сертификатах AWS-CWI измерения углового сварного шва преподаются с использованием набора стандартных калибров для угловых сварных швов для наиболее часто используемых размеров сварных швов, скажем, от 1/8 дюйма до 1 дюйма, как показано на рисунке ниже.
Здесь каждый калибр имеет свой вырез для максимального и минимального размера данного сварного шва.
Одна сторона шаблона используется для выпуклого шва, а другая сторона используется для вогнутого углового шва.
Перед измерением сварных швов угловым калибром проведите визуальный осмотр и определите тип углового шва для:
- Вогнутый шов или
- Выпуклый шов
- Плоский угловой шов
Далее необходимо выбрать стандартный размер углового шва, который будет использоваться для измерения углового шва.
Как видно на рисунке ниже, сварной шов имеет выпуклый размер, поэтому для измерения используется выпуклая сторона датчика. Здесь размер сварного шва (длина ноги) составляет 3/8 дюйма или 9,5 миллиметра.
Угловой сварной шов Измерение длины и осмотр Принимая во внимание другие сценарии, когда сварной шов кажется вогнутым, размер сварного шва должен оцениваться с использованием другой стороны калибра для сварки, где требуется, чтобы центральный выступ касался поверхности сварного шва.
Вы также можете использовать автоматический измеритель угловых швов для измерения и проверки длины катетов угловых швов, как показано на рисунке ниже.
Проверка угловых швов и измерение размеров Измерение вогнутости угловых швовВ этом примере показан сварной шов с требуемой длиной катета (z), но сварной шов следует отклонить из-за чрезмерной вогнутости, что приводит к уменьшению фактической длины катета.
Размер ноги измеряется как 3/8 дюйма, но при измерении размера вогнутой части эффективный размер сварного шва составляет только 1/4 дюйма.
Вертикальная черная линия (рисунок слева), видимая на датчике, указывает эквивалентную длину ноги в горизонтальном направлении для справки.
На другом корпусе справа показано измерение вогнутого углового шва.
Две черные линии, видимые на калибре (справа), указывают на действующую кромку сварного шва воображаемого треугольника для соответствующего углового шва, основанного на вогнутом угловом шве.
Измерение вогнутого углового шва с помощью автоматического калибра углового шва показано в приведенном ниже примере.
Измерение выпуклости углового шваВыпуклость Измерение угловых швов выполняется с помощью калибра для угловых швов путем измерения длины катетов (z). Скругления могут иметь чрезмерную выпуклость, что может быть причиной брака сварного шва.
AWS D1.1 или ASME B31.3 менее строги в отношении чрезмерной выпуклости углового шва, но стандарты ISO, такие как ISO 5817, очень строги и определяют правила чрезмерной выпуклости.
На первом рисунке ниже видно, что сварной шов имеет достаточную длину катета 1/4 дюйма, но при проверке профиля сварного шва видно, что он имеет большую выпуклость.
Высокая выпуклость сварного шва, добавление концентраторов напряжения или эффект надреза на носке углового сварного шва. Эти точки могут быть начальными точками разрушения сварного шва и могут привести к растрескиванию сварного шва.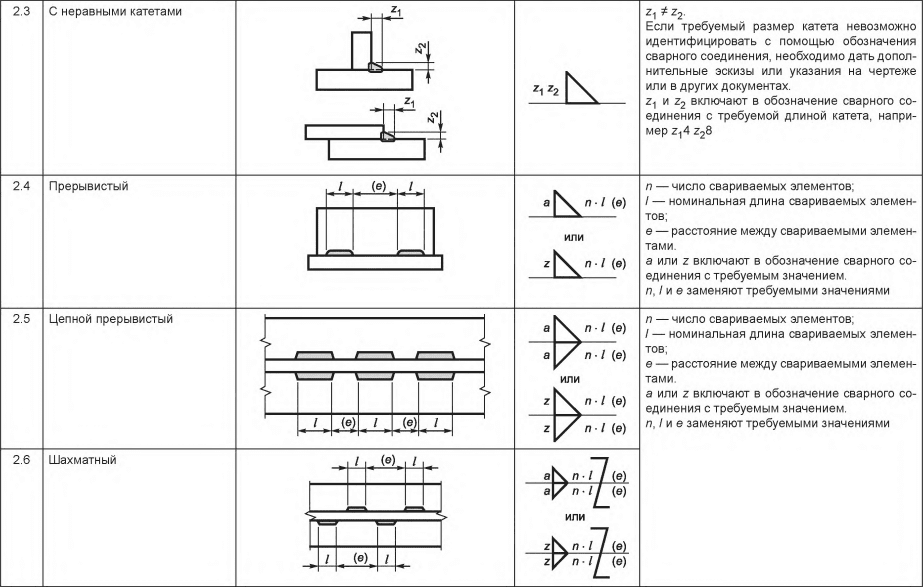
Такие условия очень критичны для компонентов, работающих в условиях циклических нагрузок, и, следовательно, должны быть устранены для обеспечения надежности компонентов.
ISO 5817 или AS 1554.1 укажите максимально допустимую выпуклость угловых швов.
Щелкните здесь, чтобы загрузить советы AWS по использованию сварочных калибров.
Измерение угловых швов с помощью калибра-перемычкиИзмеритель-перемычка представляет собой универсальный сварочный калибр, используемый для измерения длины катета углового сварного шва (z) и толщины шва (a), высоты усиления сварного шва, глубины подреза, угла скоса или подготовки и смещения сварного шва.
Кулачковый калибр моста также называют Кембриджским калибром.
Измеритель кулачкового моста использует как британскую, так и метрическую шкалу для измерения сварных швов.
Что может измерять ПРИБОР BRIDGE CAM GAUGE?Вы можете использовать манометр Bridge Cam Gauge для измерения ряда измерений, включая:
- Угол подготовки фаски или проверка угла любой поверхности .

- Избыточное усиление шва/ металл шва/ Чрезмерное проплавление корня.
- Глубина подрезки , Точечная коррозия/эрозия .
- Измерение w Размер шва (a)
Визуальный осмотр угловых швов должен подтверждать отсутствие какого-либо нахлеста, несплавления, пористости, чрезмерной вогнутости/выпуклости, чрезмерной асимметричной длины катетов и отсутствия трещин.
Подробное визуальное руководство для различных сценариев применения профиля углового сварного шва для визуального контроля сварных швов приведено в приведенном ниже примере.
Критерии приемки углового сварного шва Критерии визуального осмотра углового сварного шва можно найти в AWS D1.1, таблицах 8.1 и 10.15, а также в стандарте ISO 5817. Эти два стандарта являются наиболее часто используемыми стандартами приемки сварки, где вам нужны подробные инструкции по проверке.
Эти два стандарта являются наиболее часто используемыми стандартами приемки сварки, где вам нужны подробные инструкции по проверке.
Похожие посты
- Символы филе сварного флета, типы сварных сварных средств
- Правило большого пальца для определения размера сварного шва для филе
- Мостовой сварной калиб.
Преамбула : Эта статья была опубликована в выпуске журнала Канадской ассоциации сварщиков за октябрь 2017 года.
В названии этой статьи присутствует некоторый цинизм, поскольку я часто видел ошибки или упрощения при оценке скромного, повседневного углового шва. Я также намерен пояснить на примерах, как точно измерять угловые сварные швы в зависимости от их размера и формы.
Измеряемые элементы сварных швов
Я должен подчеркнуть, что в этой статье речь пойдет об угловых сварных швах, измеренных по параметру « Длина полки », который является стандартной размерной характеристикой, указанной на технических чертежах, по крайней мере, в Северной Америке.
 Это относится к расстоянию от корня до пальца ноги и должно быть измерено в обоих направлениях. В следующей статье я рассмотрю, как измерение размера углового шва на основе размера горловины, а не размера катета, может иметь преимущества как для инженеров, так и для повышения производительности.
Это относится к расстоянию от корня до пальца ноги и должно быть измерено в обоих направлениях. В следующей статье я рассмотрю, как измерение размера углового шва на основе размера горловины, а не размера катета, может иметь преимущества как для инженеров, так и для повышения производительности.Чтобы прояснить особенности, указанные в символе ниже, которые могут быть проверены, на стороне, указанной стрелкой, требуется угловой сварной шов с размером стороны 1/4 дюйма и конечной длиной 8 дюймов (местоположение может быть отмечено на чертеже ). На другой стороне стыка требуется угловой сварной шов неравной длины, размером 1/4 x 3/8″. размер — это длина сторон воображаемого треугольника, который может быть вписан в реальный сварной шов, как показано элементами L1 и L2 на изображении ниже как для выпуклого, так и для вогнутого углового шва. В случае выпуклого углового шва, показанного на левая, мерная нога (L) эквивалентен размеру (S) .
 В случае вогнутого галтеля, показанного справа, измеренный участок (L) дает неверное измерение прочности сварного шва, поэтому вместо этого эти сварные швы оцениваются на основе размера поперечного сечения для определения эффективного размера сварного шва (S) . Более подробное обсуждение различных размеров горловины будет приведено в следующей статье.
В случае вогнутого галтеля, показанного справа, измеренный участок (L) дает неверное измерение прочности сварного шва, поэтому вместо этого эти сварные швы оцениваются на основе размера поперечного сечения для определения эффективного размера сварного шва (S) . Более подробное обсуждение различных размеров горловины будет приведено в следующей статье.Калибры
В большинстве случаев для проверки соответствия длины полки указанному размеру используется стандартный набор калибров для угловых сварных швов. Эти датчики могут не измерять точный размер, но вместо этого проверяют, что указанный размер был достигнут. Стандартный набор показан ниже вместе с некоторыми другими калибрами, которые можно использовать. В случаях, когда указаны более крупные или нестандартные размеры галтелей, выходящие за пределы возможностей калибра, могут потребоваться специальные калибры.
При использовании стандартного комплекта угловых сварных швов сначала необходимо визуально осмотреть сварной шов, и если он кажется плоским или выпуклым, его следует оценивать только по длине катета, как показано ниже.
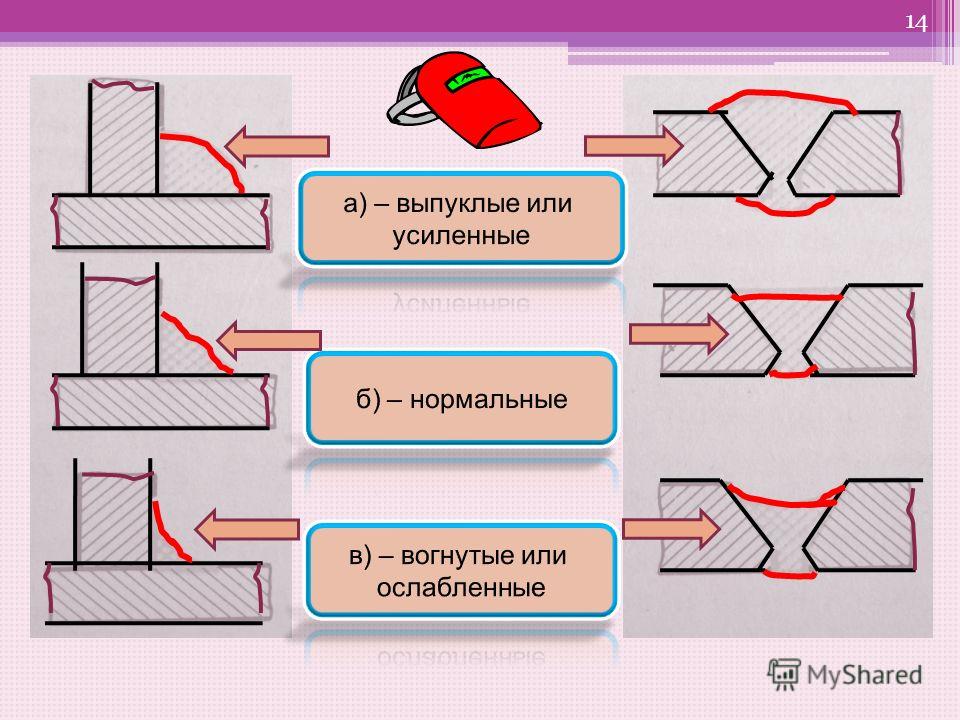 На изображении ниже показан угловой сварной шов, который проверяется для проверки указанного размера ноги 3/8″. поверхность сварного шва.
На изображении ниже показан угловой сварной шов, который проверяется для проверки указанного размера ноги 3/8″. поверхность сварного шва.Вогнутость
В следующем сценарии измеренная длина стороны снова составляет 3/8 дюйма, но сварной шов должен быть отклонен как слишком малый из-за его вогнутого профиля, в результате чего эффективный размер сварного шва составляет всего 1/4 “, как показано справа внизу. Черные линии, которые вы видите на датчике, указывают на эффективный носок воображаемого треугольного скругления.
Выпуклость
В то время как приведенный выше пример показывает, как следует тщательно проверять вогнутые профили скругления, выпуклые скругления также могут быть отклонены из-за профиля или формы. На первый взгляд, это скругление кажется приемлемым, исходя из указанной длины полки 1/4 дюйма. Однако при осмотре его профиля очевидна заметная выпуклость. На изображении ниже приведены критерии выпуклости из одного свода правил сварки конструкций, которые следует использовать для оценить этот сварной шов
Критерий выпуклости : Выпуклость С сварного шва или отдельного поверхностного валика не должна превышать 0,07 фактической ширины лицевой стороны сварного шва или отдельного валика, соответственно, плюс 1,6 мм (1/16 дюйма).

Приведенный выше критерий особенно важен для применений с циклическими нагрузками, так как повышенная выпуклость усиливает эффект концентратора напряжения или надреза на носке галтели, который может быть местом зарождения трещины. В то время как многие инспекторы могут делать выводы, основываясь на опыте или предположении, на изображении ниже показано, как следует оценивать выпуклое скругление 1/4 дюйма, чтобы определить, является ли выпуклость чрезмерной. некоторые математические расчеты. Как показано, максимальный размер горловины будет 0,264 дюйма на основе этого расчета. Для оценки соответствия этому критерию следует использовать надлежащий калибр, измеряющий фактический размер горловины.
Зазоры
И последнее… это фактически должно было быть первым, что инспектор должен был сделать перед сваркой. Если между соединяемыми элементами есть зазор, уже упомянутые методы измерения могут не указывать эффективный размер сварного шва. Ниже перечислены критерии из одного свода правил сварки конструкций, которые ограничивают зазоры между деталями, соединяемыми угловыми сварными швами.
 В некоторых случаях измеренный зазор будет вычтен из измеренного углового участка, в то время как зазоры, превышающие 3/16, могут вызвать полную отбраковку.
В некоторых случаях измеренный зазор будет вычтен из измеренного углового участка, в то время как зазоры, превышающие 3/16, могут вызвать полную отбраковку.Сборка с угловым сварным швом Критерии : Части, которые должны быть соединены угловым сварным швом, должны быть приведены в максимально возможный контакт. Расстояние между деталями обычно не должно превышать 5 мм (3/16 дюйма), за исключением случаев, когда используются фасонные детали и пластины толщиной 75 мм (3 дюйма) или более, когда после правки и сборки зазор не может быть закрыт в достаточной степени для соблюдения этого допуска. . В таких случаях максимальный зазор может составлять 8 мм (5/16 дюйма) при условии, что для предотвращения проплавления используется герметизирующий сварной шов или подходящий материал подложки*. Если зазор составляет 2 мм (1/16 дюйма) или более, катет углового сварного шва должен быть увеличен на величину зазора.
При проверке сборки и подготовки инспекторы, заметившие зазоры между соединяемыми деталями, должны использовать соответствующий калибр для измерения величины зазора.
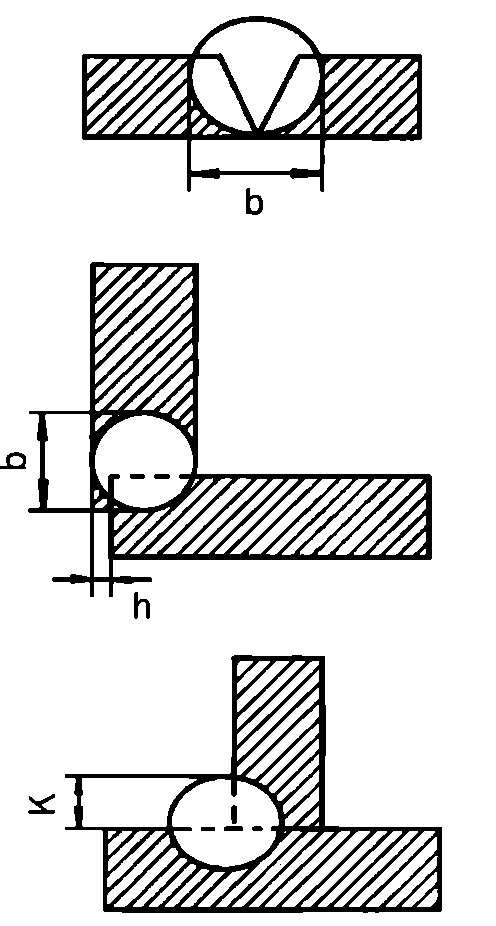
В случае углового сварного шва, измеренного с длиной патрубка 1/4 дюйма, как показано слева внизу, сварной шов будет отклонен как заниженный на основании критериев, перечисленных выше. На основании измеренного зазора 5/64 дюйма a измеренное колено 21/64 дюйма приведет к эффективному размеру скругления 1/4 дюйма.
В своей следующей статье я более подробно рассмотрю, как можно оценить угловые сварные швы по размеру шва, и подчеркну важные преимущества, которые это может дать. А пока убедитесь, что у вас есть свежие батарейки в фонарике, надлежащий набор датчиков в вашем инспекционном наборе и усердный настрой, когда вы выполняете свои инспекционные работы.
Как пользоваться калибром для угловых сварных швов: объяснение
Калибр для угловых сварных швов — один из самых важных измерительных инструментов в наборе сварщика. Это удобный инструмент не только для сварщиков, но и для инспекторов контроля качества при выполнении измерений на угловых сварных швах.
 Хотя его принцип так же прост, как стандартная измерительная лента, понять его не так просто. Поэтому важно понимать, как пользоваться калибром для угловых сварных швов.
Хотя его принцип так же прост, как стандартная измерительная лента, понять его не так просто. Поэтому важно понимать, как пользоваться калибром для угловых сварных швов.Вкратце, калибр для угловых сварных швов можно использовать для проверки толщины шва или длины плеча. Это два наиболее распространенных типа измерений с помощью обычного калибра для угловой сварки, но есть и другие измерения, такие как вогнутость / выпуклость, в зависимости от специальных калибров. Многие калибры для угловых сварных швов также способны измерять усиление сварного шва на стыковом сварном шве.
В этой статье мы узнаем, как именно пользоваться калибром для угловых сварных швов. В первую очередь мы рассмотрим инструкции по использованию обычного калибра для угловых сварных швов, а также дадим несколько советов по использованию других калибров и ответим на часто задаваемые вопросы. Давайте начнем.
Что измеряет филлетометр?
Толщина горла
Длина ноги
Какой градусник выбрать?
Как пользоваться калибром для угловых сварных швов
Проверьте толщину горла
Проверьте длину ноги
Проверка вогнутости скругления
Проверка выпуклости скругления
Часто задаваемые вопросы о калибрах для угловых сварных швов
Что такое калибр для угловых сварных швов?
Как вы используете калибр для угловых сварных швов?
Нужно ли калибровать сварочные датчики?
Какие калибры для угловых сварных швов используют профессионалы?
Последние мысли
Что измеряет прибор для измерения филе?
Как я упоминал выше, угловой калибр обычно используется для измерения толщины шва и длины катета углового сварного шва.
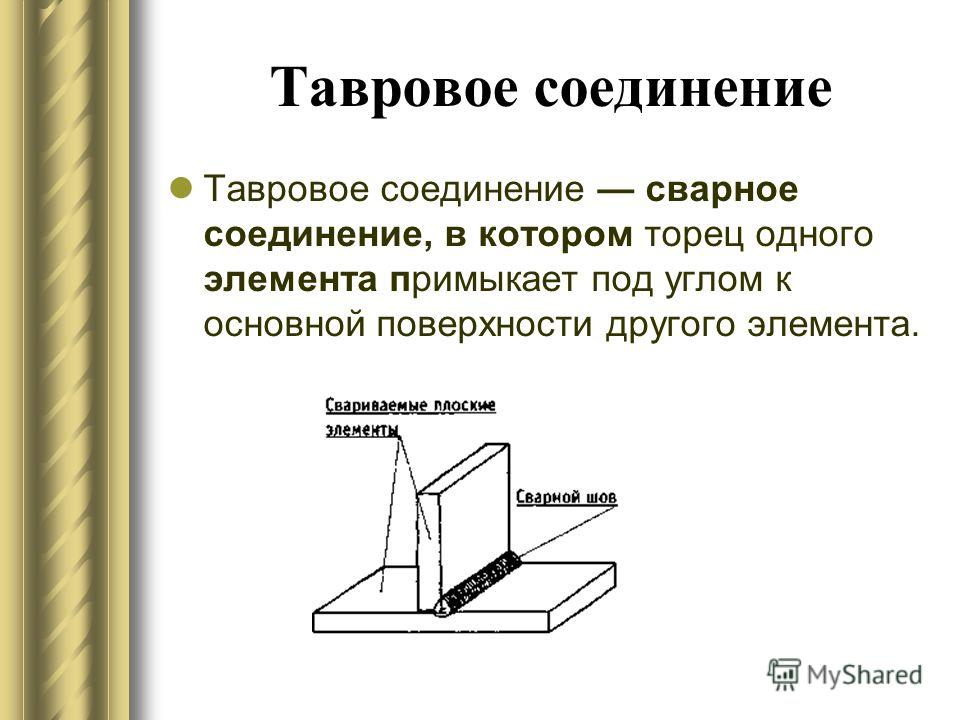 Прежде чем вы научитесь использовать меру филе для этих измерений, важно точно знать значение этих двух терминов. Эти два являются наиболее распространенными вариантами использования калибра филе.
Прежде чем вы научитесь использовать меру филе для этих измерений, важно точно знать значение этих двух терминов. Эти два являются наиболее распространенными вариантами использования калибра филе.Толщина шва
Размер шва или толщина шва — это кратчайшее расстояние от угла стыка до гипотенузы наибольшего прямоугольного треугольника, который может быть вписан в угловой сварной шов. Его размер рассчитывается как 0,707 длины ноги филе. См. иллюстрацию на рисунке ниже.
Толщина шва является важным параметром угловых швов. Для его расчета устройство необходимо уложить так, чтобы оно соприкасалось с двумя частями сварного шва, которые перпендикулярны друг другу, создавая таким образом равнобедренный треугольник. Толщина горловины рассчитывается по степени подвижности выступа, имеющегося в середине калибра.
Длина стыка и катета в угловом швеДлина патрубка
Длина патрубка немного проще для понимания и не требует понимания многих математических операций, которые требуются для расчета толщины шва.
 Проще говоря, катет — это распространение металла шва вдоль катетов двух основных металлов, выровненных перпендикулярно друг другу.
Проще говоря, катет — это распространение металла шва вдоль катетов двух основных металлов, выровненных перпендикулярно друг другу.Начиная с угла галтели, это максимальное распространение сварного шва вдоль основания и перпендикуляра прямоугольного треугольника, о котором мы только что говорили выше. См. иллюстрацию на рисунке выше.
Связанный: Что означает размер скругления? Размер горла или длина ног?
Какой датчик следует выбрать?
Наиболее важным калибром для угловых сварных швов, который должен быть в вашем арсенале, является обычный калибр. Тем не менее, есть и другие датчики, которые вы, возможно, захотите рассмотреть.
Калибр AWS (Automatic Weld Size) считается очень универсальным инструментом. Он может измерять размер вашего углового сварного шва, допуск выпуклости, допуск вогнутости, допуск недолива и допуск армирования. Если вам нужен отличный надежный датчик, AWS — один из лучших вариантов.
Для иллюстрации показан датчик AWS.
Датчик AWS
Еще следует учитывать, что некоторые датчики сварки предназначены для одной цели, тогда как другие являются регулируемыми.
Другим часто используемым датчиком является кулачковый датчик Bridge.
Мостовой кулачковый калибрОдноцелевые сварочные калибры просто великолепны, если вы точно знаете, для какой цели вам нужно это устройство. Прибор можно использовать для быстрого измерения большого количества сварных швов один за другим.
Обычно калибры используются для определения сварного шва как удовлетворительного/неудовлетворительного, а не для выполнения точных измерений. Датчик AWS хорошо служит этой цели.
Регулируемые калибры для угловых сварных швов хороши тем, что они удобны и не требуют носить с собой столько инструментов.
Как пользоваться калибром для угловых сварных швов
Как использовать калибр для угловых швов для проверки толщины шва или длины катета на первый взгляд может показаться не таким простым. Важным первым шагом является выбор подходящего калибра.
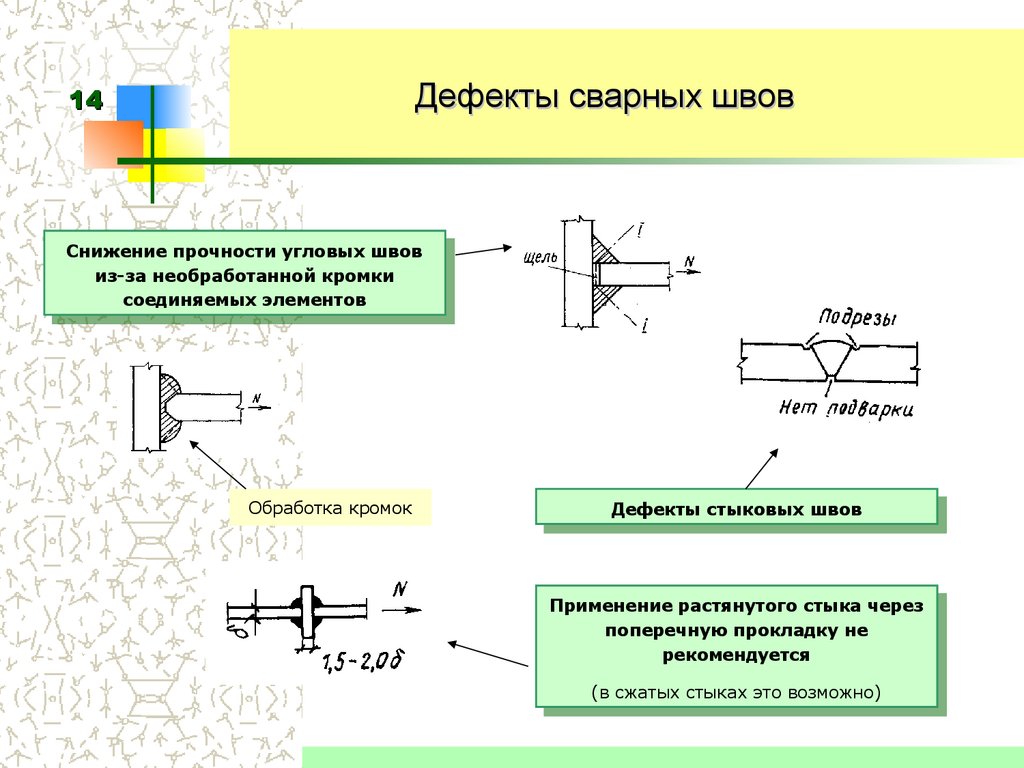 Было бы бесполезно пытаться измерить длину ноги галтели диаметром 3 дюйма с помощью калибра, предназначенного для галтелей размером от 1/8 до 3/4 дюймов.
Было бы бесполезно пытаться измерить длину ноги галтели диаметром 3 дюйма с помощью калибра, предназначенного для галтелей размером от 1/8 до 3/4 дюймов.Ниже приведены инструкции по использованию калибра для угловых сварных швов для выполнения обоих измерений с помощью этого общего устройства:
Проверка толщины горловины
Следующие шаги применимы для калибров, показанных на рисунках. Конечно, на рынке есть и другие виды манометров.
Держите в одной руке свариваемый объект, который хотите измерить, а в другой держите калибр для угловых сварных швов. Важно выбрать калибр для угловых сварных швов, исходя из указанной толщины, которую необходимо измерить.
Вы хотите, чтобы выступ, расположенный в середине калибра, соприкасался со сварным швом. Показание, показанное на этом выступе, является мерой толщины горловины.
Проверка толщины горловиныВот еще одна иллюстрация.
Проверка толщины шва на угловом швеЕсли между этим выступом и сварным швом есть пространство, то шов вогнутый, чего быть не должно.
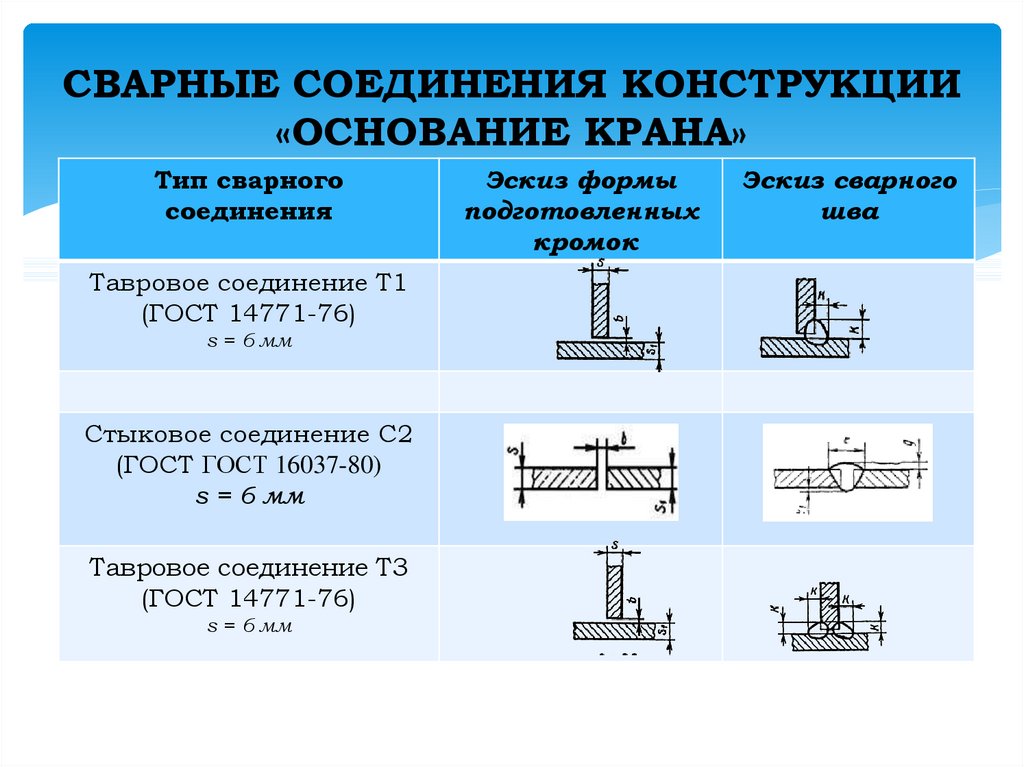 Вам нужно будет отрегулировать сварку, чтобы она подходила должным образом.
Вам нужно будет отрегулировать сварку, чтобы она подходила должным образом.На рынке также доступны другие виды измерительных приборов, которые не содержат ползунка в приборе, а требуют только помещения прибора на угловой шов и получения прямого показания для измерения размера горловины углового сварного шва.
Такие калибры выпускаются в связке по 7-8 штук в наборе, каждая штука соответствует размеру галтели. Размер галтели отпечатывается на поверхности калибра. Противоположный конец того же измерительного прибора также можно использовать для измерения длины ноги.
Датчики печатаются как в обычных единицах измерения США, так и в метрических единицах – в зависимости от требований. Обычно доступные наборы охватывают размеры от 1/8 до 3 дюймов скругления.
Проверка длины плеча
Чтобы проверить длину плеча, сначала выберите калибр для угловых сварных швов, соответствующий вашим требованиям. Теперь предположим, что требуется измерить длины катетов углового шва, указанные на рисунке ниже.
 Необходимо измерить длину ветвей как на горизонтальной части, так и на вертикальной траектории.
Необходимо измерить длину ветвей как на горизонтальной части, так и на вертикальной траектории.Приведенные ниже шаги применимы к датчику AWS, показанному ниже.
Измерительный прибор AWSДля измерения длины горизонтальной опоры расположите измерительный прибор так, чтобы он плотно прилегал к горизонтальной металлической детали. Калибр плавно соприкасается с носком галтели. Если между носком и калибром есть пространство, это может быть связано с разбрызгиванием, подрезом и т. д., оба из которых указывают на сварной шов ниже номинала.
После того, как датчик будет расположен таким образом, переместите ползунок в датчике так, чтобы он коснулся вертикального основного металла. Масштабы движения можно увидеть на шкале, отпечатанной на манометре. Это показание представляет собой длину ноги в горизонтальной части.
Аналогичным образом, для измерения длины ноги на вертикальной детали расположите калибр вдоль вертикальной части таким образом, чтобы он равномерно прилегал к металлу.
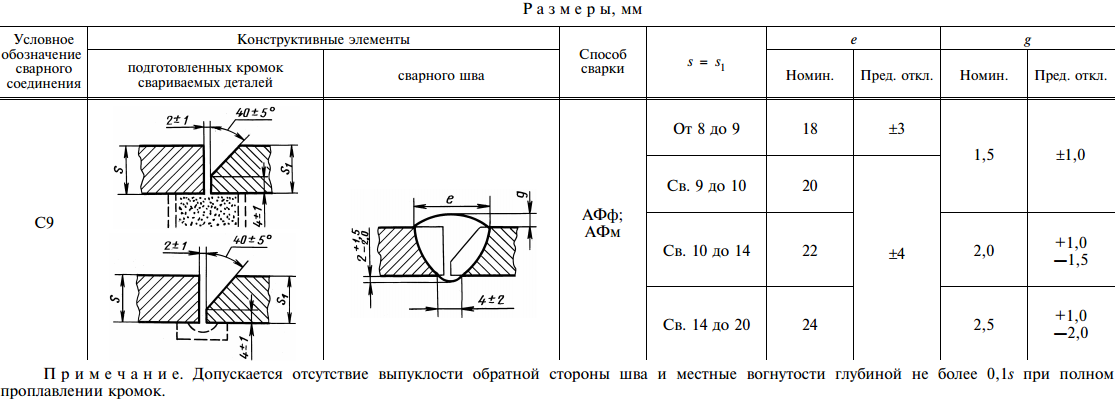 Затем переместите ползунок так, чтобы он коснулся горизонтального металла. Степень перемещения ползунка можно увидеть на манометре. Это показание представляет собой длину стороны галтели вдоль вертикального основного металла.
Затем переместите ползунок так, чтобы он коснулся горизонтального металла. Степень перемещения ползунка можно увидеть на манометре. Это показание представляет собой длину стороны галтели вдоль вертикального основного металла.Аналогичным образом, калибр можно использовать для измерения длины колена филе в любом положении. Нужно помнить только об одном, калибр должен подходить к размеру галтели, которую необходимо осмотреть.
Эти шаги справедливы для калибратора филе AWS (который находит широкое применение в США), хотя сегодня на рынке представлено множество датчиков удивительно широкого спектра применения.
Правильно выполненная галтель имеет одинаковую длину катета по всей длине сварного шва.
Проверка вогнутости галтели
Сначала определите ожидаемый размер галтели сварного шва, обратившись к чертежу или любому другому техническому документу.
Затем установите ползунок в датчике на требуемый размер скругления по «шкале вогнутости».
Затем поместите шаблон так, чтобы скошенные края шаблона располагались прямо на двух прилегающих поверхностях углового сварного шва.
 Зазор между ползунком и поверхностью сварного шва является мерой вогнутости. Больше зазор означает больше вогнутости.
Зазор между ползунком и поверхностью сварного шва является мерой вогнутости. Больше зазор означает больше вогнутости.Проверка выпуклости галтели
Аналогично измерению выпуклости, сначала определите ожидаемый размер галтели сварного шва, обратившись к чертежу или любому другому техническому документу.
Затем установите ползунок в датчике на требуемый размер скругления по «шкале выпуклости».
Затем поместите шаблон так, чтобы скошенные края шаблона располагались прямо на двух прилегающих поверхностях углового сварного шва. Зазор между ползунком и поверхностью сварного шва является мерой выпуклости. В этом случае больший зазор означает меньшую выпуклость.
Большинство спецификаций требуют, чтобы выпуклость и вогнутость были минимальными или имели заданное минимальное значение.
Часто задаваемые вопросы о калибрах для угловых сварных швов
Что такое калибр для угловых сварных швов?
Угловой калибр — это измерительное устройство, которое может определить, насколько выпукла или вогнута поверхность сварки.
 Он в основном используется профессиональными сварщиками, чтобы гарантировать, что готовый угловой шов будет прямым, точным и прочным. Чаще всего он используется для измерения толщины горла и длины ног.
Он в основном используется профессиональными сварщиками, чтобы гарантировать, что готовый угловой шов будет прямым, точным и прочным. Чаще всего он используется для измерения толщины горла и длины ног.Точнее, этот датчик используется для проверки того, соответствуют ли измерения углового сварного шва заданным значениям или нет (вместо проведения фактических измерений этих значений).
Как использовать калибр для угловых сварных швов?
То, как вы используете калибр для угловых сварных швов, во многом зависит от того, что вы измеряете. Выше в статье мы видели, как использовать калибр для угловых сварных швов для измерения длины катета, горловины, вогнутости и выпуклости углового шва. Часто вместо точных измерений этих размеров калибр используется только для проверки того, соответствует ли сварной шов указанным значениям или нет. Как датчик “идет/не идет”.
В любом случае, большинство калибров для угловых сварных швов требуют, чтобы вы положили калибр на свое сварочное приспособление.
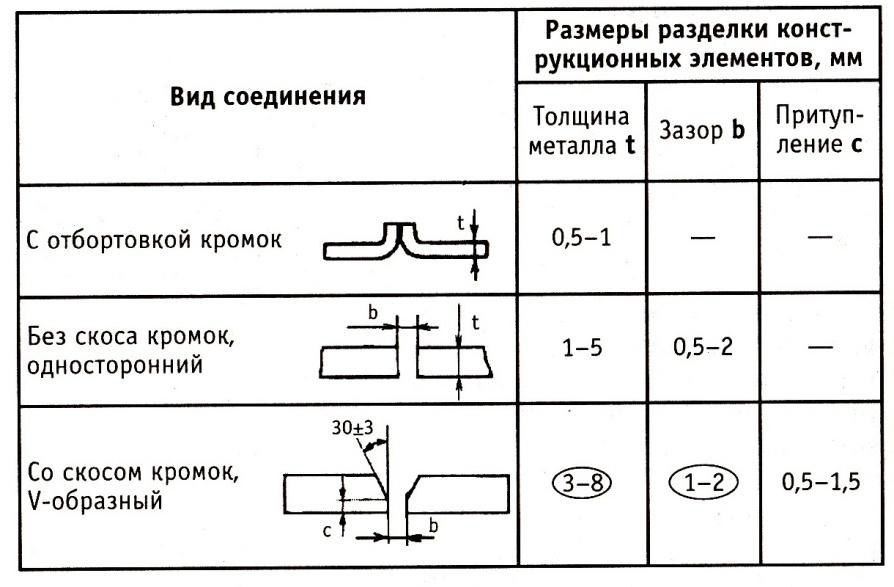 Затем вы посмотрите на то, как сварной шов проходит через датчик, чтобы определить размеры.
Затем вы посмотрите на то, как сварной шов проходит через датчик, чтобы определить размеры.Нужно ли калибровать сварочные датчики?
Как и любой инструмент, прежде чем использовать калибр для угловых сварных швов, его необходимо откалибровать. Все датчики, используемые профессионалами, часто проверяются и калибруются, чтобы убедиться, что они соответствуют указанным стандартам эффективности.
Как правило, современные манометры имеют отпечатанные значения на поверхности манометра. Манометры представляют собой цельные детали, изготовленные из нержавеющей стали, и их можно использовать в тяжелых условиях для проведения большого количества проверок, прежде чем манометр изнашивается и становится недостаточно точным. Затем манометр просто заменяется новым, так как эти манометры доступны по цене.
Какие калибры для угловых сварных швов используют профессионалы?
Ответить на этот вопрос может быть сложно. Как правило, большинство профессионалов выбирают прочные пластинчатые калибры для сварки, чаще всего из нержавеющей стали.
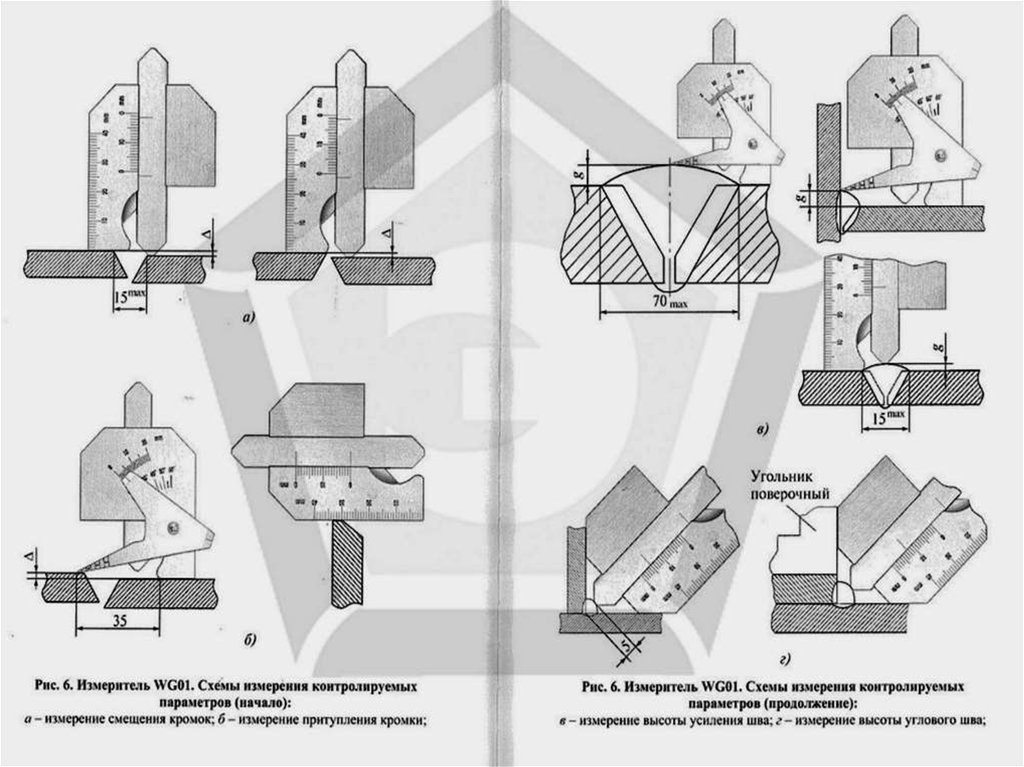 Эти материалы очень прочные, быстрые и точные. Некоторые профессионалы предпочитают манометры Bridge Cam или AWS, если им нужен затыкающий угловой шов.
Эти материалы очень прочные, быстрые и точные. Некоторые профессионалы предпочитают манометры Bridge Cam или AWS, если им нужен затыкающий угловой шов.Заключительные мысли
Измеритель угловых сварных швов является одним из самых важных инструментов для любого сварщика и не менее важным для инспектора контроля качества. Хотя устройство выглядит запутанным, это далеко не так. Если вы знаете, на что обращать внимание, вы сможете без особых проблем измерить толщину горла и длину ног с помощью этого устройства. Он также позволяет быстро измерить вогнутость или выпуклость сварного шва.
Многие имеющиеся на рынке калибры также можно использовать для измерения армирования сварных швов встык. Вот несколько иллюстраций.
Измерение арматуры стыкового сварного шва с помощью калибра AWSВот еще одна иллюстрация.
Измерение арматуры с помощью кулачкового калибра мостаВ зависимости от того, что вам нужно измерить, вам нужно будет выбрать наиболее подходящий калибр.
 Измерение толщины горла — это не то же самое, что измерение длины ноги. Тем не менее, вам не нужно много знаний, чтобы сделать это.
Измерение толщины горла — это не то же самое, что измерение длины ноги. Тем не менее, вам не нужно много знаний, чтобы сделать это.Чтобы убедиться, что вы выбрали правильный инструмент для ваших нужд, тщательно продумайте, какой тип калибра угловых сварных швов вам нужен. Обычный регулируемый калибр для угловых сварных швов может быть наиболее универсальным, но AWS или универсальный калибр для сварных швов могут быть более конкретными и давать точные результаты в зависимости от ваших потребностей.
Итак, речь шла о калибрах для угловых сварных швов в целом. Пожалуйста, оставьте свои мысли в разделе комментариев ниже.
Узнать больше:
Многослойная сварка
Регулируемый калибр для угловых швов, регулируемый калибр для угловых швов, WG-3, WG-3M, калибр, гал, г.а.л., wg-3, wg-3M
Обслуживание канадских провинций и территорий
Ньюфаундленд, NF, NL, Nova Шотландия, NS, Нью-Брансуик, NB, Остров Принца Эдуарда, PEI, PE, Квебек, PQ, QC, Онтарио, ON, Manitoba, MB, Saskatchewan, SK, Alberta, AB, British Columbia, BC, Northwest Territories, NT, Nunavut, NU, Yukon, YTОбслуживание канадских городов,
Toronto, Mississauga, Scarborough, Laval, Montreal, Монреаль, Ванкувер, Оттава, Гатино, Калгари, Эдмонтон, Квебек, Виннипег, Гамильтон, Китченер, Кембридж, Ватерлоо, Лондон, Сент-Катаринс, Ниагара, Галифакс, Ошава, Виктория, Виндзор, Саскатун, Регина, Шербрук, Сент-Джонс , Барри, Келоуна, Абботсфорд, Миссия, Садбери Кингстон, Сагеней, Труа-Ривьер, Труа-Ривьер, Труа-Ривьер, Гвельф, Монктон, Брантфорд, Сент-Джон, Тандер-Бей, Питерборо, Аякс, Аврора, Брэмптон, Брок, Берлингтон, Каледон, Кларингтон, регион Дарем, Ошава, Пикеринг, Уитби, Халтон-Хиллз, Милтон, Оквилл, Миссиссога, Новый рынок, Ричмонд-Хилл, Вон, ОранжвилльОбслуживание городов США,
Нью-Йорк, Лос-Анджелес, Чикаго, Хьюстон, Филадельфия, Феникс, Сан-Антонио, Сан-Диего, Даллас, Сан-Хосе, Остин, Джексонвилл, Сан-Франциско, Индианаполис, Колумбус, Форт-Уэрт, Шарлотта, Сиэтл, Денвер, Эль-Пасо, Детройт, Вашингтон, Бостон, Мемфис, Нэшвилл, Портленд, Оклахома-Сити, Лас-Вегас, Балтимор, Луисвилл, Милуоки, Альбукерке, Тусон, Фресно, Сакраменто, Канзас-Сити, Лонг-Бич, Меса, Роли, Омаха, Майами, Окленд, Миннеаполис, Талса, Уичито, Новый Орлеан, Арлингтон, Кливленд, Бейкерсфилд, Тампа, Аврора, Гонолулу, Анахайм, Санта-Ана, Корпус-Кристи, Риверсайд, Сент-Луис, Лексингтон, Стоктон, Питтсбург, Сент-Пол, Анкоридж, Цинциннати, Хендерсон, Гринсборо, Плано, Ньюарк, Толедо, Линкольн, Орландо, Чула-Виста, Джерси-Сити, Чендлер, Форт-Уэйн, Буффало, Дарем, Санкт-Петербург, Ирвин, Ларедо, Лаббок, Мэдисон, Гилберт, Норфолк, Рино, Уинстон Салем, Глендейл, Хайалиа, Гарленд, Скоттсдейл, Чесапик, Северный Лас-Вегас, Фремонт, Батон-Руж, Ричмонд, Бойсе, Сан-Бернардино, Спокан, Бирмингем, Модесто, Де-Мойн, Рочестер, Такома, Фонтана, Окснард, Морено-Вэлли, Фейетвилл, Хантингтон-Бич, Йонкерс, Глендейл, Аврора, Монтгомери, Колумбус, Амарилло, Литл-Рок, Акрон, Шривпорт, Огаста, Гранд-Рапидс, Мобильный, Солт-Лейк-Сити, Хантсвилл, Таллахасси, Гранд-Прери, Оверленд-Парк, Ноксвилл, Вустер, Браунсвилл, Ньюпорт-Ньюс, Санта-Кларита, Порт-Сент-Люси, Провиденс, Форт-Лодердейл, Чаттануга, Темпе, Оушенсайд, Гарден-Гроув, Ранчо Кукамонга, Кейп-Корал, Санта-Роза, Ванкувер, Су-Фолс, Пеория, Онтарио, Джексон, Элк-Гроув, Спрингфилд, Пемброк-Пайнс, Салем, Корона, Юджин, МакКинни, Форт-Коллинз, Ланкастер, Кэри, Палмдейл, Хейворд, Салинас, Фриско, Спрингфилд, Пасадена, Мейкон, Александрия, Помона, Лейквуд, Саннивейл, Эскондидо, Канзас-Сити, Голливуд, Кларксвилл, Торранс, Рокфорд, Джолиет, Патерсон, Бриджпорт, Нейпервилл, Саванна, Мескит, Сиракузы, Пасадена, Оранж, Фуллертон, Киллин, Дейтон, Макаллен, Белвью, Мирамар, Хэмптон, Уэст-Вэлли-Сити, Уоррен, Олате, Колумбия, Торнтон, Кэрроллтон, Мидленд, Чарльстон, УэйкоОбслуживание штатов США
Алабама, Алабама, Аляска, Аляска, Аризона, Аризона, Арканзас, Арканзас, Калифорния, Калифорния, Колорадо, Колорадо, Коннектикут, Коннектикут, Делавэр, Делавэр, округ Колумбия, округ Колумбия, Флорида, Флорида, Джорджия, Джорджия, Гавайи, Гавайи, Айдахо, Айдахо, Иллинойс, Иллинойс, Индиана, Индиана, Айова, Айова, Канзас, Канзас, Кентукки, Кентукки, Луизиана, Лос-Анджелес, Мэн, Мэн, Мэриленд, Мэриленд, Массачусетс, Массачусетс, Мичиган, Мичиган, Миннесота, Миннесота, Миссисипи, Массачусетс, Миссури, Миссури, Монтана, Монтана, Монтана, Небраска, Северная Каролина, Невада, Невада, Нью-Гэмпшир, Нью-Хэмпшир, Нью-Джерси, Нью-Джерси, Нью-Мексико, Нью-Мексико, Нью-Йорк, Нью-Йорк, Север Каролина, Северная Каролина, Северная Дакота, Северная Дакота, Огайо, Огайо, Оклахома, OK, Орегон, Орегон, Пенсильвания, Пенсильвания, Род-Айленд, Род-Айленд, Южная Каролина, Южная Каролина, Южная Дакота, Южная Дакота, Теннесси, Теннесси, Техас, Техас, Юта, Юта, Вермонт, Вирджиния, Вирджиния, Вашингтон, Вашингтон, Западная Вирджиния, Западная Вирджиния, Висконсин, Висконсин, Вайоминг, Вайоминг,Мы можем отправить на
Афганистан, Аландские острова, Албания, Алжир , Американское Самоа , Андорра , Ангола , Ангилья , Антигуа и Барбуда, Аргентина, Армения, Аруба, Австралия, Австрия , Азербайджан , Азорские острова , Багамы , Бахрейн , Бангладеш , Барбадос , Беларусь , Бельгия , Белиз , Бенин , Бермуды , Бутан , Боливия , Бонайре , Босния , Ботсвана , Бразилия , Британские Виргинские острова , Бруней , Болгария , Буркина Фасо , Бурунди , Камбоджа , Камерун , Канада , Канарские острова , Кабо-Верде , Каймановы острова , Центральная Африканская Республика, Чад, Чили, Китай, Колумбия, Коморские Острова, Конго, Острова Кука, Коста-Рика, Хорватия, Кюрасао, Кипр , Чехия , Демократическая Республика Конго , Дания , Джибути , Доминика , Доминиканская Республика , Эквадор , Египет , Сальвадор , Англия , Экваториальная Гвинея , Эритрея , Эстония , Эфиопия , Фарерские острова, Фиджи, Финляндия, Франция, Французская Гвиана, Французская Полинезия , Габон , Гамбия , Грузия , Германия , Гана , Гибралтар , Греция , Гренландия , Гренада , Гваделупа , Гуам , ГУ, Гватемала , Гернси , Гвинея , Гвинея-Бисау , Гайана , Гаити , Голландия , Гондурас , Гонконг , Венгрия , Исландия , Индия , Индонезия , Ирак , Ирландия , Израиль , Италия , Кот-д’Ивуар , Ямайка , Япония , Джерси , Иордания , Казахстан , Кения , Кирибати , Косрае , Кувейт , Кыргызстан , Лаос , Латвия , Ливан , Лесото , Либерия , Ливия , Лихтенштейн , Литва , Люксембург , Макао , Македония (Fyrom) , Мадагаскар , Мадейра , Малави , Малайзия , Мальдивы , Мали , Мальта , Маршалловы острова , MH , Мартиника , Мавритания , Маврикий , Майотта , Мексика , Микронезия , Молдова , Монако , Монголия , Черногория , Монтсеррат , Марокко , Мозамбик , Северная Мариана острова , Намибия , Непал , Нидерланды , Нидерландские Антильские острова , Новая Каледония , Новая Зеландия , Никарагуа , Нигер , Нигерия , Остров Норфолк, Северная Ирландия, Норвегия, Оман, Пакистан, Палау, PW, Панама, Папуа-Новая Гвинея, Парагвай, Перу, Филиппины , Польша , Понапе , Португалия , Пуэрто Рико , Пр , Катар , Реюньон , Румыния , Рота , Россия , Руанда , Саба , Сайпан , Сан-Марино , Саудовская Аравия , Шотландия , Сенегал , Сербия , Сейшелы , Сьерра Леоне , Сингапур , Словакия , Словения , Соломоновы острова , Юг Африка, Южная Корея, Испания, Шри-Ланка, Сен-Бартельми, Св. Кристофер, Санта-Крус, Сент-Эстатиус, Сент-Джон, Сент-Китс
и Невис, Сент-Люсия, Сен-Мартен, Сент-Мартин, Сент-Томас
, Сент-Винсент/Гренадины, Суринам, Свазиленд, Швеция, Швейцария
, Сирия , Таити , Тайвань , Таджикистан , Танзания , Таиланд ,
Тимор-Лешти, Тиниан, Того, Тонга, Тортола, Тринидад и
Тобаго, Трук, Тунис, Турция, Туркменистан, турки и
Кайкос, Тувалу, Уганда, Украина, Юнион-Айленд, Соединенные Штаты
Арабские Эмираты , Великобритания , США , Уругвай, девственница США
острова, VI, Узбекистан, Ванату, город-государство Ватикан, Венесуэла
, Вьетнам , Виргин-Горда , Уэльс , острова Валлия и Футуна
, Западное Самоа , Яп , Йемен , Замбия , Зимбабве
Кристофер, Санта-Крус, Сент-Эстатиус, Сент-Джон, Сент-Китс
и Невис, Сент-Люсия, Сен-Мартен, Сент-Мартин, Сент-Томас
, Сент-Винсент/Гренадины, Суринам, Свазиленд, Швеция, Швейцария
, Сирия , Таити , Тайвань , Таджикистан , Танзания , Таиланд ,
Тимор-Лешти, Тиниан, Того, Тонга, Тортола, Тринидад и
Тобаго, Трук, Тунис, Турция, Туркменистан, турки и
Кайкос, Тувалу, Уганда, Украина, Юнион-Айленд, Соединенные Штаты
Арабские Эмираты , Великобритания , США , Уругвай, девственница США
острова, VI, Узбекистан, Ванату, город-государство Ватикан, Венесуэла
, Вьетнам , Виргин-Горда , Уэльс , острова Валлия и Футуна
, Западное Самоа , Яп , Йемен , Замбия , ЗимбабвеМы стараемся отправлять в крупнейшие города мира
Токио, Япония, Сеул, Южная Корея, Мехико, Мексика, Нью-Йорк, США, Мумбаи, Индия, Джакарта, Индонезия, Сан-Паулу, Бразилия, Дели , Индия, Осака/Кобе, Япония, Шанхай, Китай, Манила, Филиппины, Лос-Анджелес, США, Калькутта, Индия, Москва, Российская Федерация, Каир, Египет, Лагос, Нигерия, Буэнос-Айрес, Аргентина, Лондон, Великобритания, Пекин, Китай, Карачи, Пакистан, Дакка, Бангладеш, Рио-де-Жанейро, Бразилия, Тяньцзинь, Китай, Париж, Франция, Стамбул, Турция, Лима, Перу, Тегеран, Иран, Бангкок, Таиланд, Чикаго, США, Богота, Колумбия, Хайдарабад, Индия, Ченнаи, Индия, Эссен, Германия, Хошимин, Вьетнам, Ханчжоу, Китай, Гонконг, Китай, Лахор, Пакистан, Шэньян, Китай, Чанчунь, Китай, Бангалор, Индия, Харбин, Китай, Чэнду, Китай, Сантьяго, Чили, Гуанчжоу, Китай, Санкт-Петербург, Российская Федерация, Киншаса, ДРК, Багдад, Ирак, Цзинань, Китай, Хьюстон , США, Торонто, Канада, Янгон, Мьянма (Бирма), Алжир, Алжир, Филадельфия, США, Циндао, Китай, Милан, Италия, Пусан, Южная Корея, Белу-Оризонти, Бразилия, Алмадабад, Индия, Мадрид, Испания, Сан-Франциско, США, Александрия, Египет, Вашингтон, округ Колумбия, США, Ухань, Китай, Даллас, США, Гвадалахара, Мексика, Чунцин, Китай, Медельин, Колумбия, Детройт, США, Ханьдань, Китай, Франкфурт, Германия, Порту-Алегри, Бразилия, Ханой, Вьетнам, Сидней, Австралия, Санто-Доминго, Дом. Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия,
Афина, Греция, Кейптаун, Южная Африка, Кельн, Германия, Мапуту, Мозамбик, Неаполь, Италия
Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия,
Афина, Греция, Кейптаун, Южная Африка, Кельн, Германия, Мапуту, Мозамбик, Неаполь, ИталияКак правильно измерить ширину сварного шва внахлестку?
11-10-2009 #1
Каков правильный способ измерения кривизны сварного шва внакидку?
Привет:
Прикрепленные изображенияЯ все еще учусь и хотел бы получить комментарий по измерению сварки внахлестку.

Вот изображение седла в сборе:
http://s943.photobucket.com/albums/a…ent=saddle.jpgВот изображение сварного шва седла, измеренное от линии трубы:
http://s943.photobucket.com/albums/a…easurement.jpgВот фото попытки измерения сварного шва по кривизне трубы:
http://s943.photobucket.com/albums/a…addle_part.jpgМне немного смешно измерять сварной шов по кривизне трубы. Есть ли лучший способ или инструмент измерения, чем тот, который я использую? Есть предложения по технике?
Спасибо,
БенниБи
Ответить с цитатой
11-10-2009#2
Re: Как правильно измерить стык сварного шва? 92).
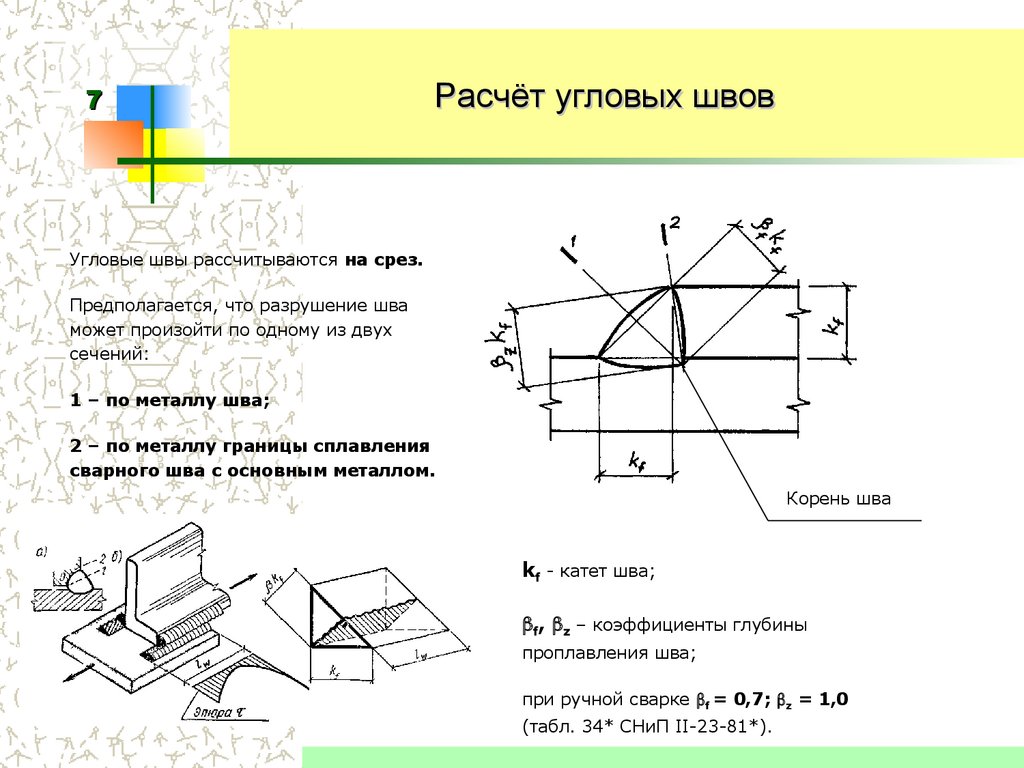 Теперь проведите линию от прямого угла до середины гипотенузы (эта линия представляет собой горловину сварного шва) и разделите длину гипотенузы на 2. Теперь используйте триггер, чтобы найти недостающую длину. Обратите внимание, что если вы работаете со сварным швом с равными размерами катетов, ширина сварного шва равна 1/2 измерения гипотенузы.
Теперь проведите линию от прямого угла до середины гипотенузы (эта линия представляет собой горловину сварного шва) и разделите длину гипотенузы на 2. Теперь используйте триггер, чтобы найти недостающую длину. Обратите внимание, что если вы работаете со сварным швом с равными размерами катетов, ширина сварного шва равна 1/2 измерения гипотенузы.
РЕДАКТИРОВАТЬ: это численное значение, фактический размер горловины может отличаться из-за профиля борта. IE недолив, чрезмерное армирование.
надеюсь, что это имеет смысл.Последний раз редактировалось Go1lum; 10.11.2009 в 13:28.
–Голь
Ответить с цитатой
11-10-2009 #3
Re: Как правильно измерить стык сварного шва?
Спасибо.
Прикрепленные изображения
Теперь как насчет инструмента для измерения. Похоже, я использую правильный инструмент?
Также, вот набросок ситуации от руки.
С уважением,
БенниБ
Ответить с цитатой
11-10-2009#4
Re: Как правильно измерить стык сварного шва?
измерьте размер ноги в верхней части трубы и в середине соседнего куска. Относитесь к нему так, как будто это 90. РЕДАКТИРОВАТЬ: я вижу, что фланец будет мешать этому. и ваш измерительный инструмент выглядит так, как будто вы пытаетесь измерить размер ноги, а не горла.
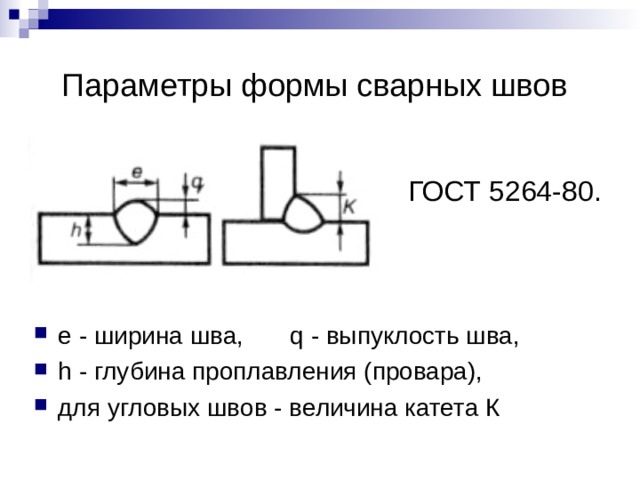
Последний раз редактировалось Go1lum; 10.11.2009 в 15:07.
–Голь
Ответить с цитатой
11-10-2009 #5
Re: Как правильно измерить стык сварного шва?
Спасибо за обновление. Это очень помогло решить, как настроить мои проверки, которые я буду делать.
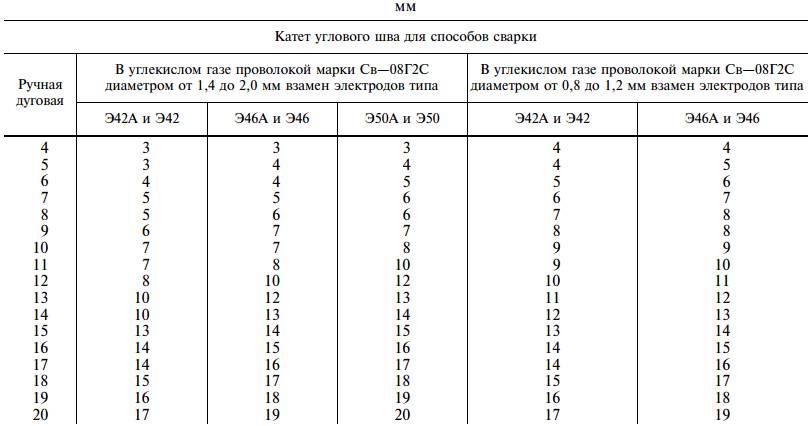
Ответить с цитатой
11-10-2009#6
Re: Как правильно измерить стык сварного шва?
Надеюсь, ты получил это по заслугам. Как-то сложно объяснить словами. Кстати, сварной шов на вашем втором снимке, сделанный вашим измерительным устройством, выглядит так, как будто он немного недозаполнен.
–Голь
Ответить с цитатой
Сварочные калибры
Измерение и контроль сварного соединения является важным этапом контроля качества и надежности сварных конструкций.
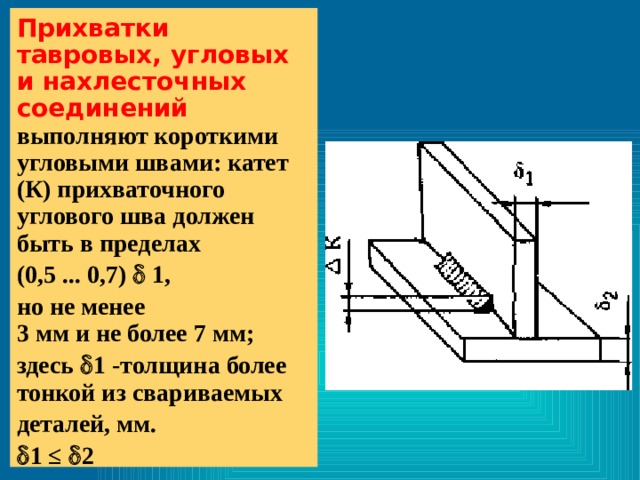 Внешний осмотр позволяет обнаружить такие наружные дефекты, как подрезы, незасвидетельствованные кратеры, выходящие на поверхность, трещины, непровары, течи и др. Измерители сварных соединений
и сварочные шаблоны (шаблоны сварщика) позволяют определить размер шва, ширину и высоту шва, угол скоса, глубину и ширину разделки, прилежащий угол, корневой зазор, глубину корневой грани, выпуклость, плавность перехода шва к основанию металл, длина ноги и т. д.
Внешний осмотр позволяет обнаружить такие наружные дефекты, как подрезы, незасвидетельствованные кратеры, выходящие на поверхность, трещины, непровары, течи и др. Измерители сварных соединений
и сварочные шаблоны (шаблоны сварщика) позволяют определить размер шва, ширину и высоту шва, угол скоса, глубину и ширину разделки, прилежащий угол, корневой зазор, глубину корневой грани, выпуклость, плавность перехода шва к основанию металл, длина ноги и т. д.Мы поставляем сварочные контрольные лапы, Уровень регулирования (изнаночная сторона ножек), универсальные и специализированные сварочные калибры и т.д. p>
Все шкалы – метрические.
Сварочные калибры из нержавеющей стали.
Деталимодель фото описание Сварочная линейка WG 01 Применение, диапазон измерений и технические параметры сварочных штангенциркулей указаны в таблице ниже. 
диапазон
ммточность
ммВысота углового шва
– Многофункциональный указатель
– Ползунок
0-20
0-10-0
± 0,3
± 0,2Толщина кромок сварки 0-40 ± 0,2 Размер зазора 1-3 ± 0,2 Глубина подреза сварного шва 0°-90° 30’ Линейка контроля сварки WG 1 Использование, диапазон измерений и технические параметры сварочных штангенциркулей указаны в таблице ниже 9.  0086
0086
Деталирис. функция диапазон, мм Разрешение, мм точность, мм 1 Прямой край 0-40 1 ±0,1 2, 11 Измерение смещения до 20
до 301
0,05±0,2
±0,13 Измерение краевого угла 90-150° 5° ±1° 4 Размер зазора 0-5 1 ±0,10 5, 6 Измерение прилежащего угла X-соединения 60°;
Измерение прилежащего угла Х-образный шарнир 70°60°; 70° 5° ±30’ 7, 8 Измерение высокого стыка;
Измерение углового соединениядо 20 1 ±0,20 9 Измерение высокого углового соединения (длина ноги) 0-10 1 ±0,10 10 Измерение ширины шва 0-40 1 ±0,10 12 Измерение глубины препарирования 0-20 1 ±0,10 Универсальный сварочный калибр WG 2 Позволяет измерить: смещения, угол кромки, корневой зазор, угол Х-образного соединения, высокое стыковое соединение, угловое соединение, высокое угловое соединение (длина катета), ширину сварного шва, глубину подготовки. 
Деталирис. функция диапазон, мм Разрешение, мм точность, мм 1 Прямой край 0-50 1 ±0,1 2, 11 Измерение смещения 0-15
0-51
0,05±0,2
±0,13 Измерение краевого угла 80-160° 5° ±1° 4 Размер зазора 0-6 1 ±0,10 5, 6 Измерение прилежащего угла X-соединения 60°;
Измерение прилежащего угла Х-образный шарнир 70°60°; 70° 5° ±30’ 7, 8 Измерение высокого стыка;
Измерение углового соединения0-15 1 ±0,10 9 Измерение высокого углового соединения (длина ноги) 0-10 1 ±0,10 10 Измерение ширины шва 0-60 1 ±0,10 12 Измерение глубины препарирования 0-25 1 ±0,10 Сварочный калибр WG3 Предназначен для измерения выпуклости кромок сварки под углом, при подготовке соединяемых деталей угловых и стыковых швов, скосов кромок при подготовке сварных стыков деталей, измерения высоты катка углового шва, измерения высоты ролика, прибавки, измерения зазора в комплексе с подготовка детали для сварки. 
диапазон – 0-20 мм
разрешение – 0,01 мм
углы – 60/70/80/90°
ДеталиЦифровой сварочный манометр WG3 Digital Предназначен для измерения выпуклости кромок сварки под углом, при подготовке соединяемых деталей угловых и стыковых швов, скосов кромок при подготовке сварных стыков деталей, измерения высоты катка углового шва, измерения высоты ролика, прибавки, измерения зазора в комплексе с подготовка детали для сварки.
При использовании ЖК-дисплея в любом положении для дифференциальных измерений будет удерживаться либо установка нуля, либо измеренное значение.диапазон – 0-20 мм
разрешение – 0,01 мм
питание – аккумулятор SR 44 (1,55 В)
размер габаритов – 100х64х14 мм
углы – 60 / 70 / 80 / 90 С
ДеталиСварочный датчик HI-LO (WG4) Измеряет внутреннюю центровку трубы после подгонки/выравнивания, режет радиографический брак
Измеряет внутреннюю несоосность трубы до и после отслеживания
Измерения считываются в стандарте на одной стороне и в метрической системе на противоположной стороне
ДеталиФункция дальность/ разрешение, мм точность, мм Измерить внутреннее смещение 0-30/1 ± 0,2 Измерьте FIT-UP GAP 1,58 – 2,38 Измерьте скос на торцевой заготовке 37½° / 5° ±30’ Измерьте высоту короны стыковых сварных швов. 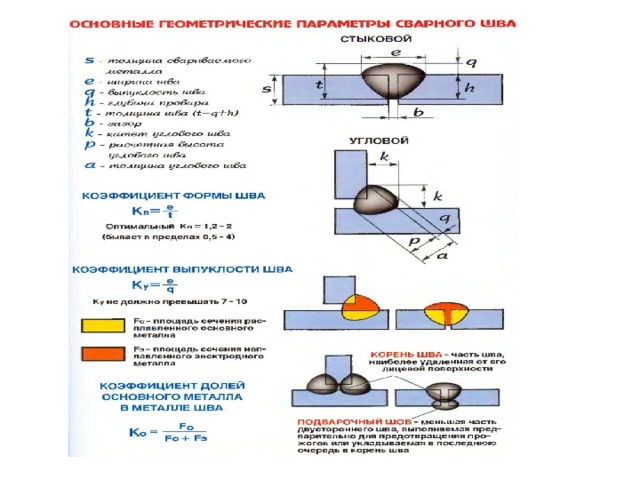
0-30/1 ±0,2 Измерить толщину стенки трубы 0-40/1 ±0,2 Экономичный одноцелевой сварочный датчик Hi-Lo • Пространство корневого шва
• Устранение брака — повышение производительности
• Внутреннее смещение
• Диапазон 0–30 мм, шкала 1 мм (отметка 1 соответствует 0 мм, отметка 4–3 мм)
• Точность ±0,15 мм
ПодробнееСварочный калибр WG5 Набор шаблонов для катетов углового контроля сварных соединений, а также для измерения выпуклости и вогнутости шва. 
Диапазон измерения – 3,2 – 25,4 мм
Точность: ± 0,1 мм / ± 0,005″
Количество шаблонов – 7 шт.
Материал – нержавеющая сталь
Каждый шаблон имеет точно выполненную выточку определенной ножки. Для удобства контроля рядом с каждой выемкой выбит размер, соответствующий радиусу сустава ноги. Сварка контрольных ветвей производится последовательным контактом (выборкой) лепестков, соединенных приваркой деталей. Размер считается установленным, если длинная боковая доля и перемычка между соседними ножками лепестка до детали не имеют видимого зазора, а зазор между дугами и швом лепестка минимален.Сварочные инспекционные ножки WG 6 Продукт в основном состоит из основной линейки, ползункового датчика и наклонного датчика.  Это специальный измерительный инструмент, используемый для измерения угла разделки сварного шва, а также ширины, высоты и зазора сварного шва. Линейка применима к изделиям и деталям с повышенными требованиями к качеству сварки, таким как котлы, сосуды под давлением и т.д. Изготовленный из нержавеющей стали, продукт имеет разумную структуру, хороший внешний вид, удобен в использовании и широк в применении и является необходимым измерительным инструментом для сварщика.
Это специальный измерительный инструмент, используемый для измерения угла разделки сварного шва, а также ширины, высоты и зазора сварного шва. Линейка применима к изделиям и деталям с повышенными требованиями к качеству сварки, таким как котлы, сосуды под давлением и т.д. Изготовленный из нержавеющей стали, продукт имеет разумную структуру, хороший внешний вид, удобен в использовании и широк в применении и является необходимым измерительным инструментом для сварщика. функция диапазон, мм Разрешение, мм точность, мм Линейная шкала 20-0-15 1 ±0,2 Размер зазора 0,5-3,5 1 ±0,1 Измерьте ширину сустава 5-30 1 ±0,2 Мобильный угол паза 20-80° 1° ±2° Односторонний угол паза 117,5-122,5° 1° ±0,5° Угол паза 45, 55, 60, 65° 1° ±0,5° Автоматический измеритель размера сварного шва WG7 Используется для:
• Проверка армирования
• Проверка горловины углового сварного шва
• Определение размера стороны углового сварного шва
Имеет 4 шкалы:
МАКС-МИН — 0–3 мм
МАКС. ВОГНУТОСТЬ — 0–20 мм
ВОГНУТОСТЬ — 0–20 мм
МАКС. -20 мм
ДЛИНА НОГИ – 0-20 мм
ДеталиМост Кэм Гейдж Возможны следующие измерения в дюймах или миллиметрах
• Угол подготовки, 0°- 60°
• Избыток металла шва (размер заглушки) • Глубина подрезки
• Глубина точечной коррозии
• Размер горловины углового сварного шва
• Длина углового сварного шва
• Несоосность (высокая-низкая)функция диапазон, мм 9Разрешение 0886, ммточность, мм Линейная шкала 0-60 1 ±0,2 Избыток металла сварного шва (размер покрытия), несоосность (высокая-низкая) 0-25 1 ±0,2 Угол подготовки 0-60° 5° ±1° Размер горловины углового шва 0-20 1 ±0,2 Филейная длина ноги 0-25 1 ±0,2 Глубина подреза 0-25 1 ±0,2
ПодробнееРегулируемый калибр для угловых сварных швов WG8 Используйте для:
• Измерение углового шва
• Измерение толщины шваРазмер 87х57 мм
Вес 43 гФункция диапазон, мм Разрешение, мм точность, мм Измерение углового соединения 3-25 0,8 ±0,8 Измерение толщины сварного шва 0-26 1,6 ±1,6
ПодробнееУниверсальный сварочный калибр WG 9 Предназначен для измерения углового шва: высоты стыка, полки углового шва
. Датчик изготовлен из нержавеющей стали, состоит из двух частей: подвижной плиты с тремя нелинейными шкалами и измерительными цепями, плиты с окошком для отсчета.
Датчик изготовлен из нержавеющей стали, состоит из двух частей: подвижной плиты с тремя нелинейными шкалами и измерительными цепями, плиты с окошком для отсчета.
Три нелинейные шкалы: ABC с разрешением 0,1 мм
Деталишкала диапазон, мм Разрешение, мм точность, мм Шкала А 0-20 0,1 ±0,1 Шкала В 0-20 0,1 ±0,1 Шкала С 0-14 0,1 ±0,1 Приямок для труб WG10 Г. 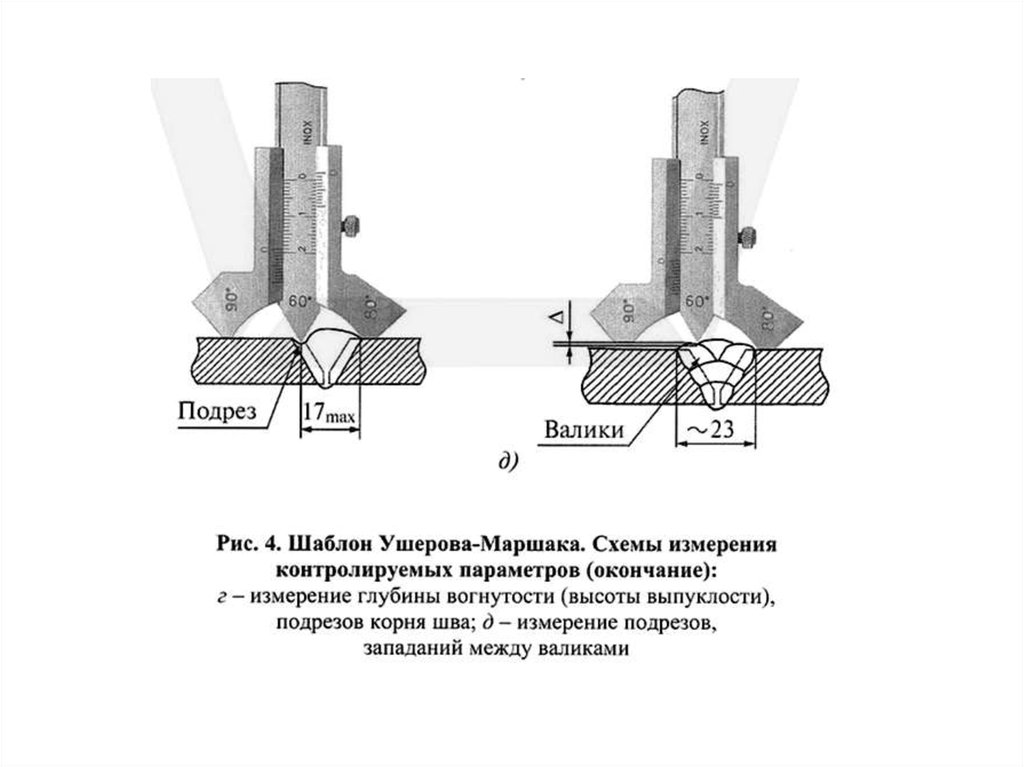 А.Л. Манометр для приямка для труб обеспечивает долгий срок службы в полевых условиях или на заводе
А.Л. Манометр для приямка для труб обеспечивает долгий срок службы в полевых условиях или на заводе
• Диапазон 0–12,7 мм
• Рычаг можно зафиксировать на месте в любом размере
• Полностью из нержавеющей стали
• Манометр помещается в карман рубашки и поставляется в Карманный протектор
• Имеет удобные формулы на лицевой стороне и десятичные эквиваленты на оборотной стороне
• Размер – 68,3х133,3х4,8 мм
• Вес – 227 гУниверсальный калибр WG11 Универсальный калибр – это новый тип многофункциональных измерительных сварочных изделий. В основном используется для измерения сосудов высокого давления и сварных труб.
Элементы испытаний включают угол кромки, смещение, гладкость поверхности, кривизну дуги глубины коррозионной ямы и прямолинейность плоскости, миллион калибров может заменить почти сто штук образца.
Имеет преимущества удобной переноски, простой эксплуатации, интуитивно понятных показаний, реальных данных, точных характеристик; это производство сосудов под давлением, идеальное обнаружение и президент сварочных инструментов.Этот продукт изготовлен из нержавеющей стали, имеет хорошую жесткость, легкий вес, новую структуру, красивую форму.
• Размер: 320X170X15 мм;
• Область применения: окружной угол кромки 400-1800, остальные элементы не ограничены;
• Основной принцип: для заданного диаметра цилиндра или диаметра фиксированная длина как функция диаметра чернобурки.
• Выражение для H=f (φ).
ДеталиИзмеритель косых угловых сварных швов WG12 Используется для:
• Проверка угла вертикального стержня
• Проверка сварного шва с острой стороны
• Проверка сварного шва с тупой стороны
• • КАЛЬКУЛЯТОР • •
Удобная подборка математических взаимосвязей между длиной колена, горловиной, углами перекоса и контрольными размерами.